
シート状物
【課題】本発明は、外観、風合い、さらには伸長率および伸長回復率に優れ、かつ軽量なシート状物に関するものである。
【解決手段】
単繊維の平均繊維径が0.3〜7μmの極細繊維と、ポリウレタンを主成分とした高分子弾性体、および織物とを含むシート状物であって、該織物を構成する経糸または緯糸の一方が固有粘度(IV)差のある2種類以上のポリエチレンテレフタレート系重合体から形成されたサイドバイサイド型または偏心芯鞘型の複合繊維を含んでなる糸であり、もう一方が1種類のポリエチレンテレフタレート系重合体から形成された単繊維断面に中空部を有する繊維であるシート状物である。
【解決手段】
単繊維の平均繊維径が0.3〜7μmの極細繊維と、ポリウレタンを主成分とした高分子弾性体、および織物とを含むシート状物であって、該織物を構成する経糸または緯糸の一方が固有粘度(IV)差のある2種類以上のポリエチレンテレフタレート系重合体から形成されたサイドバイサイド型または偏心芯鞘型の複合繊維を含んでなる糸であり、もう一方が1種類のポリエチレンテレフタレート系重合体から形成された単繊維断面に中空部を有する繊維であるシート状物である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、シート状物、具体的には皮革様シート状物に関する。
【背景技術】
【0002】
主として極細繊維と高分子弾性体とからなるシートは天然皮革にない優れた特徴を有しており、衣料や椅子張り、自動車内装材用途等にその使用が年々広がってきた。そして最近は、特に衣料用途では着用感、資材用途では成型性の観点から、特に一方向へのストレッチ性に優れたシートが求められている。この様な要求に対し、種々の検討がされている。
【0003】
例えば特許文献1には、ポリトリメチレンテレフタレート繊維を用いた織編物を上記したような人工皮革用基布に挿入する方法が記載されている。この方法は、ポリトリメチレンテレフタレートの結晶構造に起因するストレッチ性を利用したものであるが、単繊維同士が絡合した高密度な不織布と、付与されたポリウレタンにより、織編物の動きは強固に拘束され、ストレッチ性は低いものであった。
【0004】
また、特許文献2には、高収縮ポリエステルと低収縮ポリエステルからなる潜在捲縮糸を用いた織編物を挿入する方法が開示されている。しかしまだ、皮革様シート状物の特に一方向へのストレッチ性としては不十分なものであった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平11−269751号公報
【特許文献2】特開2000−336581号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、特に一方向へのストレッチ性およびストレッチバック性に優れたシート状物を提供することを目的とする。
【課題を解決するための手段】
【0007】
すなわち、本発明は、平均繊維径0.3〜7μmの極細繊維と、高分子弾性体と、織物とを含んでなるシート状物であって、当該織物を構成する経糸または緯糸の一方が、2種類以上のポリマーがサイドバイサイド型または偏心芯鞘型に複合された複合繊維を含んでなり、もう一方が単繊維断面に中空部を有する繊維を含んでなることを特徴とするシート状物である。
【発明の効果】
【0008】
本発明によれば、特に一方向へのストレッチ性およびストレッチバック性に優れたシート状物を得ることができる。
【図面の簡単な説明】
【0009】
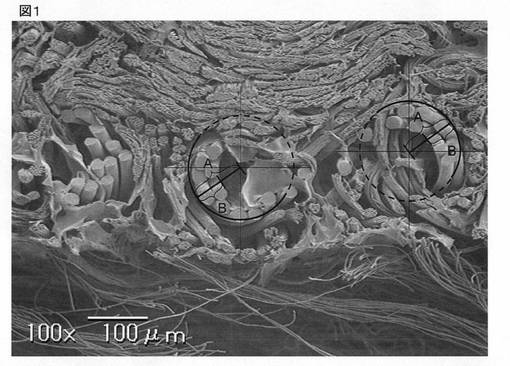
【図1】織物内の糸の空洞を確認するための、シート状物断面の走査型電子顕微鏡(SEM)写真である。
【発明を実施するための形態】
【0010】
本発明のシート状物は、極細繊維を含んでなる。極細繊維により、スエード調やヌバック調の優美な外観や風合いを得ることができる。
【0011】
本発明のシート状物を構成する極細繊維としては、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリトリメチレンテレフタレート、ポリエチレン2,6−ナフタレンジカルボキシレートなどのポリエステル、6−ナイロン、66−ナイロンなどのポリアミド、アクリルポリエチレン、ポリプロピレンなどの各種合成繊維を用いることができる。中でも、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリトリメチレンテレフタレート等のポリエステル繊維は、強度、寸法安定性、耐光性、染色性に優れる点から好ましい。また、異なる素材の極細繊維が混合されていてもよい。
【0012】
極細繊維を形成するポリマーには、種々の目的に応じて、酸化チタン粒子等の無機粒子や、潤滑剤、顔料、熱安定剤、紫外線吸収剤、導電剤、蓄熱剤、抗菌剤等を添加することも好ましい。
【0013】
シート状物を構成する極細繊維の平均単繊維径としては、0.3〜7μmとすることが重要である。7μm以下、好ましくは5μm以下、より好ましくは4μm以下とすることで、シート状物の柔軟性や立毛品位に優れる。一方、0.3μm以上、好ましくは0.7μm以上、より好ましくは1μm以上とすることで、染色後の発色性やサンドペーパーなどによる研削など起毛処理時の繊維の分散性、さばけ易さに優れる。
【0014】
極細繊維の断面形状としては、丸断面でよいが、楕円、扁平、三角などの多角形、扇形、十字型などの異形断面のものを採用してもよい。
【0015】
極細繊維は、シート状物において不織布をなしていることが好ましい。不織布とすることにより、均一で優美な外観や風合いを得ることができる。
【0016】
不織布(極細繊維ウエブ)の形態としては、短繊維不織布、長繊維不織布のいずれでもよいが、風合いや品位を重視する場合には、短繊維不織布が好ましい。
【0017】
短繊維不織布とする場合の極細繊維の繊維長としては、25〜90mmが好ましい。90mm以下とすることで、良好な品位、風合いとなり、25mm以上とすることで、耐摩耗性や繰り返しの伸縮に耐えるシート状物とすることができる。例えば、抄紙法などで非常に短い短繊維を用いた場合では、繊維の脱落が多く表面の立毛が消失したり、繰り返しの伸縮により短繊維の絡合が解け、シート状物の品位は著しく悪化することとなる。これを抑制するためにポリウレタンなどの高分子弾性体の付与量を増加させると、風合いの硬化やストレッチ性の低下につながることとなる。しかしながら、前述の範囲の繊維長である場合、極細繊維がしっかりと絡合している構造となるため、多くの繊維の脱落や、繰り返しの伸縮により繊維同士の絡合が解けることはなく、良好な品位を保つことが可能である。
【0018】
本発明のシート状物は、高分子弾性体も含んでなる。高分子弾性体により、充実感のある触感や皮革様の外観や、実使用に耐える物性を得ることができる。高分子弾性体とは、伸び縮みするゴム弾性を有している高分子であり、例えばポリウレタン、SBR、NBR、アクリル樹脂等を挙げることができる。なかでも、ポリウレタンを主成分としてなるもの、具体的には50質量%がポリウレタンからなるものが風合いと物性のバランスが取れる点で好ましい。
【0019】
ポリウレタンには、有機溶剤に溶解した状態で使用する有機溶剤系ポリウレタンや、水に分散した状態で使用する水分散型ポリウレタンなどがあるが、本発明においてはどちらを採用してもよい。
【0020】
本発明に使用するポリウレタンとしては、ポリオール、ポリイソシアネート、鎖伸長剤を適宜反応させた構造を有するものを用いることができる。
【0021】
ポリオールとしては、ポリカーボネート系ジオール、ポリエステル系ジオール、ポリエーテル系ジオール、シリコーン系ジオール、フッ素系ジオールや、これらを組み合わせた共重合体を用いてもよい。中でも耐光性の観点から、ポリカーボネート系ジオール、ポリエステル系ジオールを用いることが好ましい。さらにシート内の織物を構成する複合繊維を中心に空洞を有する構造とするために高温条件での収縮処理を行うが、この高温条件に耐える耐熱性を有している点でポリカーボネート系がより好ましい。
【0022】
ポリカーボネート系ジオールは、アルキレングリコールと炭酸エステルのエステル交換反応、または、ホスゲンもしくはクロル蟻酸エステルとアルキレングリコールとの反応などによって製造することができる。アルキレングリコールとしては、エチレングリコール、プロピレングリコール、1,4−ブタンジオール、1,5−ペンタンジオール、1,6−ヘキサンジオール、1,9−ノナンジオール、1,10−デカンジオール、などの直鎖アルキレングリコールや、ネオペンチルグリコール、3−メチル−1,5−ペンタンジオール、2,4−ジエチル−1,5ペンタンジオール、2−メチル−1,8−オクタンジオールなどの分岐アルキレングリコール、1,4−シクロヘキサンジオールなどの脂環族ジオール、ビスフェノールAなどの芳香族ジオール、グリセリン、トリメチロールプロパン、ペンタエリスリトールなどが挙げられる。それぞれ単独のアルキレングリコールから得られるポリカーボネートジオールでも2種類以上のアルキレングリコールから得られる共重合ポリカーボネートジオールのいずれでも良い。
【0023】
ポリイソシアネートは、ヘキサメチレンジイソシアネート、ジシクロヘキシルメタンジイソシアネート、イソフォロンジイソシアネート、キシリレンジイソシアネート等の脂肪族系、ジフェニルメタンジイソシアネート、トリレンジイソシアネート等の芳香族系が挙げられ、またこれらを組み合わせて用いてもよい。中でも、耐久性や耐熱性を重視する場合にはジフェニルメタンジイソシアネート等の芳香族系が好ましく、耐光性を重視する場合には、ヘキサメチレンジイソシアネート、ジシクロヘキシルメタンジイソシアネート、イソフォロンジイソシアネート等の脂肪族系が好ましい。
【0024】
鎖伸長剤としては、エチレンジアミン、メチレンビスアニリン等のアミン系、エチレングリコール等のジオール系、さらにはポリイソシアネートと水を反応させて得られるポリアミンを用いることができる。
【0025】
本発明において水分散型ポリウレタンを使用する場合には、ポリウレタンを水に分散させるため、内部乳化剤を使用するのが好ましい。内部乳化剤としては、4級アミン塩等のカチオン系、スルホン酸塩、カルボン酸塩等のアニオン系、ポリエチレングリコール等のノニオン系、およびカチオン系とノニオン系の組み合わせ、アニオン系とノニオン系の組み合わせのいずれでもよい。なかでもノニオン系のものが、カチオン系に比べ耐光性に優れ、アニオン系に比べ中和剤による弊害もない点で好ましい。
【0026】
高分子弾性体は、バインダーとしての性能や風合いを損なわない範囲でポリエステル系、ポリアミド系、ポリオレフィン系などのエラストマー樹脂、アクリル樹脂、エチレン−酢酸ビニル樹脂などを含んでいても良い。また、各種の添加剤、例えばカーボンブラックなどの顔料、リン系、ハロゲン系、無機系などの難燃剤、フェノール系、イオウ系、リン系などの酸化防止剤、ベンゾトリアゾール系、ベンゾフェノン系、サリシレート系、シアノアクリレート系、オキザリックアシッドアニリド系などの紫外線吸収剤、ヒンダードアミン系、ベンゾエート系などの光安定剤、ポリカルボジイミドなどの耐加水分解安定剤、可塑剤、耐電防止剤、界面活性剤、凝固調整剤、染料などを含有していてもよい。
【0027】
高分子弾性体の含有量については、使用するポリウレタンの種類や、後述する製造方法、風合、ストレッチ性を考慮し、適宜調整すればよい。
【0028】
本発明のシート状物は、織物を含んでなる。織物によってシート状物としての形態が安定し、さらに後述するようにストレッチ性およびストレッチバック性を得ることができる。
【0029】
本発明のシート状物は、織物の経糸または緯糸の一方が2種類以上のポリマーがサイドバイサイド型または偏心芯鞘型に複合された複合繊維(以下、「サイドバイサイド型等複合繊維」)を含んでなることが重要である。例えば固有粘度(IV)差のある2種類以上のポリマーからなるサイドバイサイド型等複合繊維においては、延伸時の高粘度側への応力集中により、2成分間で異なった内部歪みが生じる。この内部歪みの為、延伸後の弾性回復率差および熱処理工程での熱収縮差により高粘度側が大きく収縮し、単繊維内で歪みが生じて3次元コイル型の捲縮を発現する。この3次元コイル型の捲縮により、シート状物としてのストレッチ性が発現する。また、織物の強い収縮力により、シート状物の表面は繊維密度が高くなり、緻密で高級感のある品位と良好なタッチを得ることができる。
【0030】
サイドバイサイド型等複合繊維を構成するポリマーの組み合わせとしては、固有粘度差のある2種類以上のポリエチレンテレフタレート(PET)系重合体が好ましい。例えば、低温から収縮し捲縮を発現し易いサイドバイサイド型等複合繊維を用いた場合には、捲縮の発現するタイミングを制御するのが難しくシート状物内に組み込んだ際にそのストレッチ性を十分に発揮できないこともあるが、PETを用いたサイドバイサイド型等複合繊維は比較的高温で捲縮が発現する為、捲縮の発現するタイミングを制御し易く、シート状物に組み込んだ際にもそのストレッチ性を十分に発揮させることができる。
【0031】
PET系重合体は、テレフタル酸またはその誘導体と、エチレングリコールまたはその誘導体が共重合してなる構造を主成分とする構造をもつ重合体であり、かかる主成分はポリエチレンテレフタレート系重合体に対して50重量%以上であることが好ましい。また、他のエステル結合の形成が可能な共重合成分を含むものであってもよい。共重合可能な化合物としては例えば、イソフタル酸、コハク酸、シクロヘキサンジカルボン酸、アジピン酸、ダイマ酸、セバシン酸、5−イソフタル酸ナトリウムなどのジカルボン酸類、エチレングリコール、ジエチレングリコール、ブタンジオール、ネオペンチルグリコール、シクロヘキサンジメタノール、ポリエチレングリコール、ポリプロピレングリコールなどのジオール類を挙げることができる。
【0032】
PET系重合体の固有粘度は、重合の時間、温度、触媒量や共重合成分を適宜調整することで、所望の粘度とすることができる。
【0033】
サイドバイサイド型等複合繊維を形成する2種類以上のポリマーのうち粘度が最も高いものと最も低いものとの差、2種類のポリマーからなる場合には当該2種類のポリマーの固有粘度差としては、0.2以上が、シート状物としての優れたストレッチ性を得るうえで好ましい。
【0034】
2種類のポリマーからなる場合の高粘度成分と低粘度成分との複合比率としては、製糸性、繊維長さ方向のコイル寸法の均質性および後述する中空構造の形成の点で、高粘度成分:低粘度成分の量比で75:25〜35:65が好ましく、65:35〜45:55がより好ましい。
【0035】
サイドバイサイド型または偏心芯鞘型の複合繊維を含んでなる糸にかかる撚係数としては、下式による定義で5000〜25000が好ましい。5000以上、より好ましくは8000以上とすることで後の加工で極細繊維発現型繊維と絡合させてシートを作製するときに糸が損傷することを防ぐことができ、25000以下、より好ましくは20000以下とすることで十分なストレッチ性を得ることができる。
撚係数Kは次式により得られる。
K=T×D0.5
ここで、K:撚係数
T:糸長1m当たりの撚数(回)
D:糸の繊度(dtex)。
【0036】
また、サイドバイサイド型等複合繊維を含んでなる糸は、シート状物内で糸条内部に空洞を有する構造(以下、中空構造という)であることが好ましい。糸条の中空構造とは、糸条の中心部には、糸条を構成している複合繊維が存在しない構造のことである。また、糸条内部の空洞には高分子弾性体等が存在していてもよい。中空構造を有することにより、シート状物において優れたストレッチ性が発現し、更にはシート状物に膨らみとシート状物内部に空隙を与え、これにより柔軟な風合や適度な反発力や、充実した手持ち感が得られる。
【0037】
サイドバイサイド型等複合繊維を含んでなる糸条の中空構造は、後述するように、織物を極細繊維発現型繊維と絡合させてシート化した後に110℃以上の条件下で揉んで収縮させることで得ることができる。
【0038】
また本発明のシート状物は、織物の経糸または緯糸の、サイドバイサイド型等複合繊維を配する糸に対するもう一方、すなわちサイドバイサイド型等複合繊維を配する糸と直交する方向の糸に単繊維断面に中空部を有する繊維(以下、「中空繊維」と呼ぶ。)を含んでなることが重要である。
【0039】
サイドバイサイド型等複合繊維の直交方向に中空繊維を配することにより、サイドバイサイド型等複合繊維を配する糸の方向により高いストレッチ性およびストレッチバック性を付与することができる。そのメカニズムとしては次のようなことではないかと推測する。すなわち、捲縮発現時にサイドバイサイド型等複合繊維は収縮し、その収縮が抑えられると捲縮も抑えられることとなるが、サイドバイサイド型等複合繊維の捲縮発現の際に中空繊維の中空が潰されて前記収縮を吸収し、その結果サイドバイサイド型等複合繊維の捲縮発現を損なわず、また、より大きなストレッチ代を内在させることができたものと考える。
【0040】
また、サイドバイサイド型等複合繊維は収縮により捲縮を発現するため、織物ひいては得られるシート状物は目付が高くなる傾向にあるが、中空繊維を併用することにより、より軽量なシート状物を得ることができる。なお、軽量化を目的に織物の糸を減らしたり、繊維径を細くすると、シート状物の強力低下や、織物と極細繊維発現型繊維との絡合時に、ニードル針での損傷により、織物の繊維が切断され、シート表面に繊維が露出して外観品位が悪化するなどの問題が発生することとなる。
【0041】
中空繊維の中空率としては、10〜40%が好ましい。10%以上とすることで、前述のようなストレッチ性およびストレッチバック性向上の実効を得ることができる。また40%以下とすることで、中空繊維の壁部が割れたり捲縮発現工程よりも前に中空部が潰れるのを防ぐことができる。
【0042】
また、中空繊維断面における中空部の数としては、1つが好ましい。1つとすることで、サイドバイサイド型等複合繊維の捲縮発現の際に中空繊維の中空が潰れ易く、前記収縮を吸収し易くなる。
【0043】
中空繊維を形成するポリマーとしては、PETやポリトリメチレンテレフタレート(PTT)等を採用することができる。
【0044】
織物の組織としては例えば、平織、綾織、朱子織等が挙げられ、コスト面からは平織が好ましい。
【0045】
本発明のシート状物は、例えば染料、顔料、柔軟剤、風合い調整剤、ピリング防止剤、抗菌剤、消臭剤、撥水剤、耐光剤、耐候剤等を含んでいることも好ましい。
【0046】
次に本発明のシート状物を製造する方法の例について説明する。
【0047】
極細繊維は、溶剤に対する溶解性の異なる2種類以上の高分子物質からなる極細繊維発現型繊維を用いて得ることができる。極細繊維発現型繊維と織物とをあらかじめ絡合させた後に、溶剤で処理し、極細繊維を発現させることによって、極細繊維を傷めることなく極細繊維と織物とが絡合してなるシート状物を得ることができる。
【0048】
極細繊維発現型繊維としては、溶剤に対する溶解性の異なる2成分の熱可塑性樹脂を海成分・島成分とし、海成分を溶剤を用いて溶解除去することによって島成分を極細繊維とする海島型複合繊維や、2成分の熱可塑性樹脂を繊維表面を放射状または多層状に交互に配置し、溶剤処理により剥離分割することによって極細繊維に割繊する剥離型複合繊維などを採用することができる。中でも、海島型複合繊維は、海成分を除去することによって島成分間、すなわち繊維束内部の極細繊維間に適度な空隙を付与することができるので、基材の柔軟性や風合いの観点からも好ましい。
【0049】
海島型複合繊維には、海島型複合用口金を用い、海・島の2成分を相互配列して紡糸する高分子相互配列体方式と、海・島の2成分を混合して紡糸する混合紡糸方式などを用いることができるが、均一な繊度の極細繊維が得られる点で高分子配列体方式による海島型複合繊維がより好ましい。
【0050】
短繊維不織布とする場合には、得られた極細繊維発現型繊維に、好ましくは捲縮加工を施し、所定長にカットして原綿を得る。
【0051】
捲縮加工やカット加工は公知の方法を用いることができる。
【0052】
得られた原綿を、クロスラッパー等によりウエブとし、織物との絡合に供するとよい。
【0053】
サイドバイサイド型等複合繊維の製造方法としては、2種以上のポリマーを口金によってサイドバイサイド型または偏心芯鞘型に合流させ、吐出孔から吐出させ、冷却固化し、油剤を付与した後、一旦巻き取ってから延伸や延伸仮撚加工を行う2工程法によって製造してもよいし、紡糸引取り後、一旦巻き取ることなくそのまま延伸する直接紡糸延伸法によって製造してもよい。
【0054】
中空繊維の製造方法としては例えば、スリット状の吐出孔を破線円状等に配列させた口金を用いて、吐出後に隣り合うポリマー流同士を接合させて、中空部を囲むように閉じたポリマー流を形成させることができる。吐出後にこれを冷却固化し、油剤を付与した後、一旦巻き取ってから延伸や延伸仮撚加工を行う2工程法によって製造してもよいし、紡糸引取り後、一旦巻き取ることなくそのまま延伸する直接紡糸延伸法によって製造してもよい。あるいは、先ず易溶出成分を芯成分に用いた芯鞘構造の繊維を紡糸し、芯部を溶出させることで中空繊維を得ることもできるが、脱芯不良の問題等なく安定して中空を得られる点や工程の簡略さの点からは、上述のようなスリット状の吐出孔を配列させた口金を用いて直接中空構造を形成させる方法が好ましい。
【0055】
極細繊維発現型繊維と織物とを絡合させる。その方法としては、ニードルパンチ、ウォータージェットパンチ等を用いることができる。
【0056】
前記の極細繊維発現型繊維と織物との絡合体には、繊維の緻密感向上のために、温水やスチーム処理による熱収縮処理を施すことも好ましい。ただし、この段階で捲縮が発現してしまうと、さらなる捲縮の発現代がない状態でこの後に付与する高分子弾性体により捲縮が固定されてストレッチ性が阻害されるため、熱処理温度としては捲縮の発現を抑える程度に低くすることが好ましく、具体的には100℃以下が好ましい。
【0057】
極細繊維発現型繊維から極細繊維を発現させる処理と、高分子弾性体を付与する処理とは、いずれを先に行う方法も採用することができる。極細繊維の発現処理を先に行う場合には、高分子弾性体が極細繊維を把持するため、繰り返される伸縮においても極細繊維の脱落等が無く、より長期の使用に耐えうるものとなる。高分子弾性体の付与を先に行う場合には、高分子弾性体が極細繊維を把持していない構造となるため、良好な風合いのシートが得られる。いずれを先に行うかは、使用するポリウレタンの種類等により、適宜選択すればよい。
【0058】
極細繊維の発現処理は、溶剤中に海島型複合繊維と織物との絡合体を浸漬させて海成分を溶解除去することにより行うことができる。
【0059】
極細繊維発現型繊維が海島型複合繊維の場合、海成分を溶解除去する溶剤としては、海成分がポリエチレン、ポリプロピレン、ポリスチレンの場合には、トルエンやトリクロロエチレンなどの有機溶剤を用いることができる。また、海成分が共重合ポリエステルやポリ乳酸の場合には、水酸化ナトリウムなどのアルカリ水溶液を用いることができる。また、海成分が水溶性熱可塑性ポリビニルアルコール系樹脂の場合には、熱水を用いることができる。
【0060】
高分子弾性体を絡合体に固定する方法としては、高分子弾性体の溶液をシートに含浸させ湿式凝固または乾式凝固する方法があり、使用するポリウレタンの種類により適宜選択すればよい。
【0061】
また、極細繊維の発現処理の後に高分子弾性体の付与を行う場合は、両工程の間に水溶性樹脂を付与する工程を設けることが好ましい。水溶性樹脂を付与することにより、極細繊維の繊維束やサイドバイサイド型等複合繊維の表面が水溶性樹脂により保護され、極細繊維の繊維束やサイドバイサイド型等複合繊維の表面において、高分子弾性体と直接接合している箇所が連続的ではなく断続的に存在することとなり、接着面積を適度に抑えることができる。その結果、高分子弾性体による良好な手持ち感を有しつつも、ソフトな風合いや高いストレッチ性にも優れたシート状物を得ることができる。
【0062】
かかる水溶性樹脂としては、鹸化度80%以上のポリビニルアルコールが好ましい。
【0063】
水溶性樹脂の付与方法としては、水溶性樹脂の水溶液を含浸し、乾燥する方法などがある。乾燥温度、乾燥時間等の乾燥条件としては、シート状物自体の温度を110℃以下に抑えるようにするのが、サイドバイサイド型等複合繊維の捲縮の発現を抑えるうえで好ましい。
【0064】
水溶性樹脂の付与量としては、付与直前のシート状物に対し、1〜30質量%が好ましい。1質量%以上とすることで、良好な風合い、ストレッチ性が得られる。また30質量%以下とすることで、加工性が良く、耐摩耗性等の物性が良好なものが得られる。
【0065】
付与した水溶性樹脂は、次述する収縮処理の前に、熱水等で除去すると良い。
【0066】
次いで、シート状物を加熱下で揉んで収縮させる収縮処理を施すとよい。かかる収縮処理を施すことによりサイドバイサイド型等複合繊維の捲縮が発現し、良好なストレッチ性を得ることができる。また更には、良好な風合、タッチ、品位を得ることができる。
【0067】
捲縮は、絡合処理や高分子弾性体の付与後に発現させることが好ましい。例えば、絡合処理の後に捲縮を発現させることにより、絡合の際に繊維が切断されシート状物の外観品位が悪化したりサイドバイサイド型等複合繊維からなる糸の内部に空洞を有する構造がつぶれてしまうのを防ぐことができる。また、高分子弾性体の付与後に捲縮を発現させることにより、さらなる捲縮の発現代がない状態で高分子弾性体により捲縮が固定されてストレッチ性が阻害されるのを防ぐことができる。
【0068】
かかる収縮処理には例えば、液流染色機を用いることができる。
【0069】
収縮処理の温度としては、110℃以上とすることが好ましい。110℃以上、より好ましくは120℃以上、さらに好ましくは125℃以上とすることで、サイドバイサイド型等複合繊維の捲縮発現、織物の収縮発現が進みやすく、サイドバイサイド型等複合繊維からなる糸が内部に空洞をもつ構造となりやすく、高いストレッチ性を得ることができる。一方、150℃以下、より好ましくは135℃以下とすることで、高分子弾性体の熱劣化を防ぐことができる。
【0070】
また、収縮処理と同時に染色を行ってもよい。染料は、シート状物を構成する極細繊維にあわせて選択すればよい。例えば極細繊維がポリエステルからなる場合には分散染料を、また、極細繊維がポリアミドからなる場合には酸性染料や含金染料を用いることができる。分散染料で染色した場合は、染色後に還元洗浄を行ってもよい。
【0071】
また、染色の均一性や再現性を向上させる目的で染色助剤を使用することも好ましい。
【0072】
また、シリコーン等の柔軟剤、帯電防止剤等の仕上げ剤処理を施してもよい。仕上げ処理は染色後でも、染色と同浴でもよい。
【0073】
本発明のシート状物は、少なくとも片面に極細繊維の立毛を有していることも、立毛調とするうえで好ましい。起毛処理は、高分子弾性体の付与と収縮処理との間、または収縮処理の後に行うことが好ましい。
【0074】
起毛処理は、サンドペーパーやロールサンダーなどを用いて研削する方法などにより施すことができる。起毛処理の前にシリコーンエマルジョンなどの滑剤を付与してもよい。また、起毛処理の前に帯電防止剤を付与することは、研削によってシートから発生した研削粉がサンドペーパー上に堆積しにくくなるので、好ましい。
【0075】
また、シート状物は、高分子弾性体の付与または収縮処理の前で、シートの厚み方向に2枚以上に分割してもよい。
【実施例】
【0076】
[評価方法]
(1)固有粘度
オルソクロロフェノール(以下、OCPと略記する)10mL中に試料ポリマーを0.8g溶かし、25℃にてオストワルド粘度計を用いて相対粘度ηrを下式により求め、固有粘度(IV)を算出した。
ηr=η/η0=(t×d)/(t0×d0)
固有粘度IV=0.0242ηr+0.2634
ここで、η:ポリマー溶液の粘度
η0:OCPの粘度
t:溶液の落下時間(秒)
d:溶液の密度(g/cm3)
t0:OCPの落下時間(秒)
d0:OCPの密度(g/cm3)。
【0077】
(2)平均単繊維径
シート断面の走査型電子顕微鏡(SEM)写真を撮影し、円形または円形に近い楕円形の繊維をランダムに100本選び、単繊維直径を測定して100本の平均値を計算することで算出した。
【0078】
(3)織物内複合繊維糸条の空洞の確認
シート断面の走査型電子顕微鏡(SEM)写真を撮影し、織物を構成する、円形または円形に近い楕円形の糸条を選び、図1に示すように近似円を描いた。続いて、糸条の外周と近似円の中心とを結ぶ線Aを引き、線Aと繊維とが重なる部分Bの長さを測定し、線Aの長さに対する線Bの長さの比率を測定する。これを10本について行い、10本の平均が80%以下である場合、糸条の内部に空洞を有する構造と判断した。
【0079】
(4)伸長率
JIS L 1096(1999) 8.14.1 B法(定荷重法)によってシート状物の伸長率を測定した。
なお、本発明において良好な伸長率のレベル(目標値)は、15〜35%である。
【0080】
(5)伸長回復率
JIS L 1096(1999) 8.14.2 B−1法(定荷重法)においてシート状物の伸長回復率を測定した。また、つかみ間隔は50cmとし、荷重を取り除いた後の放置時間は1時間とした。
なお、本発明において良好な伸長回復率のレベル(目標値)は、80〜100%である。
【0081】
(6)製品目付
得られたシート状物について、25cm×20cmの重量を測定し、1m2当たりの重量に換算することで算出した。
【0082】
(7)外観品位
健康な成人男性と成人女性各10名ずつ、計20名を評価者として、目視と官能評価にて下記のように評価し、最も多かった評価を外観品位とした。本発明において良好なレベルは「○」、「△」である。
○:繊維の分散状態が良好で、外観も良好である。
△:繊維の分散状態がやや良くない部分があるが、外観はまずまず良好である。
×:全体的に繊維の分散状態が非常に悪く、外観が不良である。
【0083】
(8)風合い
健康な成人男性と成人女性各10名ずつ、計20名を評価者として、下記の評価を触感で判別を行い、最も多かった評価を風合いとした。また、評価結果が同数で割れた場合は、評価が悪い方を風合いとした。なお、本発明において良好なレベルは「◎」または「○」である。
◎:非常に柔軟である。
○:柔軟である。
△:硬い。
×:非常に硬い。
【0084】
(9)ピリング評価
マーチンデール摩耗試験機として、James H.Heal&Co.製のModel 406を、標準摩擦布として同社のABRASTIVE CLOTH SM25を用い、12kPa相当の荷重をかけ、摩耗回数20,000回の条件で摩擦させた後の試料の外観を目視で観察し、評価した。評価基準は試料の外観が摩擦前と全く変化が無かったものを5級、毛玉が多数発生したものを1級とし、その間を0.5級ずつ区切った。
【0085】
[化学物質の表記]
PU:ポリウレタン
PTMG:数平均分子量2000のポリテトラメチレングリコール
PCL:数平均分子量2000のポリカプロラクトン
PNMOC:数平均分子量2000の1,9−ノナンジオールと2−メチル−1,8−オクタンジオールから誘導される共重合ポリカーボネートジオール
PHMPC:数平均分子量2000の1,6−ヘキサンジオールと3−メチル−1,5−ペンタンジオールから誘導される共重合ポリカーボネートジオール
MDI:4,4’−ジフェニルメタンジイソシアネート
H12MDI:ジシクロヘキシルメタンジイソシアネート
DMF:N,N−ジメチルホルムアミド
PET:ポリエチレンテレフタレート
PVA:ポリビニルアルコール。
【0086】
[ポリウレタン種]
(1)有機溶剤系ポリウレタンI(PU−I)
ポリイソシアネート:MDI
ポリオール :PTMG 70%、PCL 30%
鎖伸長剤 :EG
(2)有機溶剤系ポリウレタンII(PU−II)
ポリイソシアネート:MDI
ポリオール :PNMOC 60%、PHMPC 40%
鎖伸長剤 :EG
(3)水分散型ポリウレタンIII(PU−III)
ポリイソシアネート:H12MDI
ポリオール :PHMPC
鎖伸長剤 :水(イソシアネートと水の反応により得られるジアミン)
内部乳化剤 :側鎖にポリエチレングリコールを有するジオール化合物
内部架橋剤 :γ−(2−アミノエチル)アミノプロピルトリメトキシシラン。
【0087】
[実施例1]
(原綿)
島成分としてPETを、また海成分としてポリスチレンを用い、島数が36島の海島型複合用口金を用いて、島/海質量比率55/45で溶融紡糸した後、延伸、捲縮し、その後、51mmにカットし、単繊維繊度3.1dtexの海島型複合繊維の原綿を得た。
【0088】
(織物)
(サイドバイサイド型複合繊維糸)
固有粘度(IV)0.78のPETと固有粘度(IV)0.51のPETをそれぞれ別に溶融し、紡糸温度295℃で12孔のサイドバイサイド型複合紡糸口金から質量比50:50で複合して吐出し、紡糸速度1450m/分で引き取り、未延伸糸を得た。さらにホットロール−熱板系延伸機を用い、延伸倍率2.6倍で延伸して56dtex、12フィラメントのサイドバイサイド型複合繊維糸を得た。
【0089】
(中空繊維糸)
固有粘度(IV)0.65のPETを、紡糸温度295℃で3つのスリット状の吐出孔を3本/フィラメント破線円状に配列させた12孔(12フィラメント用)の紡糸口金から吐出し、紡糸速度2300m/分で引き取り、一旦巻き取ることなく2段延伸し、82dtex、12フィラメント、中空率32%の中空繊維糸を得た。
【0090】
(製織)
上記サイドバイサイド型複合繊維糸に1500回/m(撚係数11200)の撚りを施したものを緯糸とし、上記中空繊維糸に500回/m(撚係数4500)の撚りを施したものを経糸として、織密度が経69本/2.54cm、緯83本/2.54cmの平織物を作製した。
【0091】
(絡合)
上記原綿を用いて、カード、クロスラッパー工程を経て積層ウエブを形成し、600本/cm2のパンチ本数でニードルパンチした後に、上記織物をウエブの上下に挿入し、2900本/cm2のパンチ本数でニードルパンチを施してウエブと織物を貼り合わせ絡合シートを得た。
【0092】
(水溶性樹脂の付与・脱海)
上記絡合シートを96℃の熱水で収縮させた後、12質量%のPVA水溶液を含浸させ固形分の繊維分に対する目標付量20質量%で絞り、温度110℃の熱風で10分間乾燥させ、PVA付シートを得た。このPVA付シートをトリクロロエチレンに浸漬させて海成分を溶解除去し、極細繊維束と織物とが絡合してなる脱海シートを得た。
【0093】
(高分子弾性体の付与)
上記脱海シートを、固形分濃度12質量%に調整したポリウレタンIのDMF溶液に含浸させ固形分の繊維分に対する目標付量20質量%で絞り、DMF濃度30質量%の水溶液中でポリウレタンを凝固せしめた。その後、PVAおよびDMFを熱水で除去し、110℃の熱風で10分間乾燥させてポリウレタン付シートを得た。
【0094】
(半裁・起毛・収縮処理兼染色)
上記ポリウレタン付シートを厚さ方向に半裁し、半裁面をサンドペーパー番手240番のエンドレスサンドペーパーで研削し、立毛面を形成した立毛シートを得た。
この立毛シートに対して、液流染色機にて130℃の条件下で、収縮処理兼染色を施し、乾燥機にて乾燥を行い、皮革様シートを得た。
得られた皮革様シートは、ヨコ方向に良好なストレッチ性があった。
【0095】
[実施例2]
(原綿)
実施例1で用いたのと同様のものを用いた。
【0096】
(織物)
実施例1で用いたのと同様の中空繊維糸に500回/m(撚係数4500)の撚りを施したものを緯糸とし、実施例1で用いたのと同様のサイドバイサイド型複合繊維糸に1500回/m(撚係数11200)の撚りを施したものを経糸として、織密度が経69本/2.54cm、緯84本/2.54cmの平織物を作製した。
【0097】
(絡合〜収縮処理兼染色)
上記織物を用いた以外は実施例1と同様にして、皮革様シートを得た。
得られた皮革様シートは、タテ方向に良好なストレッチ性があった。
【0098】
[実施例3]
(原綿)
島成分としてPETを、また海成分としてポリスチレンを用い、島数が16島の海島型複合用口金を用いて、島/海質量比率80/20で溶融紡糸した後、延伸、捲縮し、その後、51mmにカットし、単繊維繊度3.8dtexの海島型複合繊維の原綿を得た。
【0099】
(織物)
実施例1で用いたのと同様のものを用いた。
【0100】
(絡合〜収縮処理兼染色)
上記原綿とポリウレタンIIを用いた以外は実施例1と同様にして、皮革様シートを得た。
得られたシートは、ヨコ方向に良好なストレッチ性があった。
【0101】
[実施例4]
(原綿)
実施例3で用いたのと同様のものを用いた。
【0102】
(織物)
実施例1で用いたのと同様のものを用いた。
【0103】
(絡合)
上記原綿と上記織物を用いた以外は実施例と同様にして絡合シートを得た。
【0104】
(水溶性樹脂の付与)
上記絡合シートを96℃の熱水で収縮させた後、12質量%のPVA水溶液を含浸させ固形分の繊維分に対する目標付量20質量%で絞り、温度110℃の熱風で10分間乾燥させ、PVA付シートを得た。
【0105】
(高分子弾性体の付与)
上記PVA付シートを、固形分濃度12質量%に調整したポリウレタンIIのDMF溶液に含浸させ固形分の繊維分に対する目標付量20質量%で絞り、DMF濃度30質量%の水溶液中でポリウレタンを凝固せしめた。その後、PVAおよびDMFを熱水で除去し、110℃の熱風で10分間乾燥させて、海島型複合繊維と織物とポリウレタンからなるシートを得た。
【0106】
(脱海)
上記海島型複合繊維と織物とポリウレタンからなるシートをトリクロロエチレンに浸漬させて海成分を溶解除去し、極細繊維束と織物とポリウレタンからなるシートを得た。
【0107】
(半裁〜収縮処理兼染色)
上記極細繊維束と織物とポリウレタンからなるシートを用いた以外は実施例1と同様にして、皮革様シートを得た。
得られた皮革様シートは、ヨコ方向に良好なストレッチ性があった。
【0108】
[実施例5]
(原綿)
島成分としてPETを、また海成分として5−スルホイソフタル酸ナトリウムを8mol%共重合したポリエチレンテレフタレートを用い、島数が36島の海島型複合用口金を用いて、島/海重量比率55/45で溶融紡糸した後、延伸、捲縮後、51mmにカットし、単繊維繊度2.8dtexの海島型複合繊維の原綿を得た。
【0109】
(織物)
実施例1で用いたのと同様のものを用いた。
【0110】
(絡合)
上記原綿を用いた以外は実施例1と同様にして絡合シートを得た。
【0111】
(高分子弾性体の付与)
上記絡合シートを96℃の熱水で収縮させた後、乾燥温度110℃で5分間熱風乾燥した。
【0112】
次いで、固形分濃度20質量%に調整した水分散型ポリウレタンIIIを含浸させ固形分の繊維分に対する目標付量30質量%で絞り出し、乾燥温度120℃で10分熱風乾燥させ、海島型複合繊維と織物とポリウレタンからなるシートを得た。
【0113】
(脱海)
上記海島型複合繊維と織物とポリウレタンからなるシートを80℃に加熱した濃度15g/Lの水酸化ナトリウム水溶液に浸漬させて30分処理を行い、海島型繊維の海成分を除去し、極細繊維と織物とポリウレタンからなるシートを得た。
【0114】
(半裁〜収縮処理兼染色)
上記極細繊維と織物とポリウレタンからなるシートを用いた以外は実施例1と同様にして、皮革様シートを得た。
【0115】
得られた皮革様シートはヨコ方向に良好なストレッチ性があった。
【0116】
[比較例1]
(原綿)
実施例1で用いたのと同様のものを用いた。
【0117】
(織物)
(通常繊維糸)
固有粘度(IV)が0.65のPETを、紡糸温度295℃で72孔の紡糸口金から吐出し、紡糸速度1650m/分で引き取り未延伸糸を得た。
さらにホットロール−熱版系延伸機を用い、延伸倍率2.8倍で延伸して84dtex、72フィラメントの延伸糸を得た。
【0118】
(製織)
実施例1で用いたのと同様のサイドバイサイド型複合繊維糸に1500回/m(撚係数11200)の撚りを施したものを緯糸とし、上記通常繊維糸に2500回/m(撚係数22900)の撚りを施したものを経糸として、織密度が経69本/2.54cm、緯84本/2.54cmの平織物を作製した。
【0119】
(絡合〜収縮処理兼染色)
上記織物を用いた以外は実施例1と同様にして、皮革様シートを得た。
【0120】
得られた皮革様シートは、ヨコ方向にストレッチ性があった。
【0121】
[比較例2]
(原綿)
実施例1で用いたのと同様のものを用いた。
【0122】
(織物)
比較例1で用いた通常繊維糸に2500回/m(撚係数22900)の撚りを施したものを緯糸、経糸の両方に用いて、織密度が経69本/2.54cm、緯69本/2.54cmの平織物を作製した。
【0123】
(絡合〜収縮処理兼染色)
上記織物を用いた以外は実施例1と同様にして、皮革様シートを得た。
【0124】
得られた皮革様シートは、ストレッチ性が無いものであった。
【0125】
[比較例3]
(原綿)
実施例1で用いたのと同様のものを用いた。
【0126】
(織物)
実施例1で用いたサイドバイサイド型複合繊維糸に1500回/m(撚係数11200)の撚りを施したものを緯糸、経糸の両方に用いて、織密度が経83本/2.54cm、緯83本/2.54cmの平織物を作製した。
【0127】
(絡合〜収縮処理兼染色)
上記織物を用いた以外は実施例1と同様にして、皮革様シートを得た。
【0128】
上記実施例、比較例の条件、結果を表1にまとめて示す。
【0129】
【表1】

【産業上の利用可能性】
【0130】
本発明のシート状物は、外観、風合い、さらには伸長率および伸長回復率に優れ、かつ軽量であるので、家具や椅子の表皮材や壁材に、さらには自動車、電車、航空機などの車輛室内における座席や天井などの表皮材に、非常に優美な外観を有する内装材として好適に用いることができる。さらにはシャツ、ジャケット、鞄、ベルト、財布等、及びそれらの一部に使用した衣料用資材、カジュアルシューズ、スポーツシューズ、紳士靴、婦人靴等の靴のアッパー、トリム等として好適に用いることができる。
【技術分野】
【0001】
本発明は、シート状物、具体的には皮革様シート状物に関する。
【背景技術】
【0002】
主として極細繊維と高分子弾性体とからなるシートは天然皮革にない優れた特徴を有しており、衣料や椅子張り、自動車内装材用途等にその使用が年々広がってきた。そして最近は、特に衣料用途では着用感、資材用途では成型性の観点から、特に一方向へのストレッチ性に優れたシートが求められている。この様な要求に対し、種々の検討がされている。
【0003】
例えば特許文献1には、ポリトリメチレンテレフタレート繊維を用いた織編物を上記したような人工皮革用基布に挿入する方法が記載されている。この方法は、ポリトリメチレンテレフタレートの結晶構造に起因するストレッチ性を利用したものであるが、単繊維同士が絡合した高密度な不織布と、付与されたポリウレタンにより、織編物の動きは強固に拘束され、ストレッチ性は低いものであった。
【0004】
また、特許文献2には、高収縮ポリエステルと低収縮ポリエステルからなる潜在捲縮糸を用いた織編物を挿入する方法が開示されている。しかしまだ、皮革様シート状物の特に一方向へのストレッチ性としては不十分なものであった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平11−269751号公報
【特許文献2】特開2000−336581号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、特に一方向へのストレッチ性およびストレッチバック性に優れたシート状物を提供することを目的とする。
【課題を解決するための手段】
【0007】
すなわち、本発明は、平均繊維径0.3〜7μmの極細繊維と、高分子弾性体と、織物とを含んでなるシート状物であって、当該織物を構成する経糸または緯糸の一方が、2種類以上のポリマーがサイドバイサイド型または偏心芯鞘型に複合された複合繊維を含んでなり、もう一方が単繊維断面に中空部を有する繊維を含んでなることを特徴とするシート状物である。
【発明の効果】
【0008】
本発明によれば、特に一方向へのストレッチ性およびストレッチバック性に優れたシート状物を得ることができる。
【図面の簡単な説明】
【0009】
【図1】織物内の糸の空洞を確認するための、シート状物断面の走査型電子顕微鏡(SEM)写真である。
【発明を実施するための形態】
【0010】
本発明のシート状物は、極細繊維を含んでなる。極細繊維により、スエード調やヌバック調の優美な外観や風合いを得ることができる。
【0011】
本発明のシート状物を構成する極細繊維としては、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリトリメチレンテレフタレート、ポリエチレン2,6−ナフタレンジカルボキシレートなどのポリエステル、6−ナイロン、66−ナイロンなどのポリアミド、アクリルポリエチレン、ポリプロピレンなどの各種合成繊維を用いることができる。中でも、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリトリメチレンテレフタレート等のポリエステル繊維は、強度、寸法安定性、耐光性、染色性に優れる点から好ましい。また、異なる素材の極細繊維が混合されていてもよい。
【0012】
極細繊維を形成するポリマーには、種々の目的に応じて、酸化チタン粒子等の無機粒子や、潤滑剤、顔料、熱安定剤、紫外線吸収剤、導電剤、蓄熱剤、抗菌剤等を添加することも好ましい。
【0013】
シート状物を構成する極細繊維の平均単繊維径としては、0.3〜7μmとすることが重要である。7μm以下、好ましくは5μm以下、より好ましくは4μm以下とすることで、シート状物の柔軟性や立毛品位に優れる。一方、0.3μm以上、好ましくは0.7μm以上、より好ましくは1μm以上とすることで、染色後の発色性やサンドペーパーなどによる研削など起毛処理時の繊維の分散性、さばけ易さに優れる。
【0014】
極細繊維の断面形状としては、丸断面でよいが、楕円、扁平、三角などの多角形、扇形、十字型などの異形断面のものを採用してもよい。
【0015】
極細繊維は、シート状物において不織布をなしていることが好ましい。不織布とすることにより、均一で優美な外観や風合いを得ることができる。
【0016】
不織布(極細繊維ウエブ)の形態としては、短繊維不織布、長繊維不織布のいずれでもよいが、風合いや品位を重視する場合には、短繊維不織布が好ましい。
【0017】
短繊維不織布とする場合の極細繊維の繊維長としては、25〜90mmが好ましい。90mm以下とすることで、良好な品位、風合いとなり、25mm以上とすることで、耐摩耗性や繰り返しの伸縮に耐えるシート状物とすることができる。例えば、抄紙法などで非常に短い短繊維を用いた場合では、繊維の脱落が多く表面の立毛が消失したり、繰り返しの伸縮により短繊維の絡合が解け、シート状物の品位は著しく悪化することとなる。これを抑制するためにポリウレタンなどの高分子弾性体の付与量を増加させると、風合いの硬化やストレッチ性の低下につながることとなる。しかしながら、前述の範囲の繊維長である場合、極細繊維がしっかりと絡合している構造となるため、多くの繊維の脱落や、繰り返しの伸縮により繊維同士の絡合が解けることはなく、良好な品位を保つことが可能である。
【0018】
本発明のシート状物は、高分子弾性体も含んでなる。高分子弾性体により、充実感のある触感や皮革様の外観や、実使用に耐える物性を得ることができる。高分子弾性体とは、伸び縮みするゴム弾性を有している高分子であり、例えばポリウレタン、SBR、NBR、アクリル樹脂等を挙げることができる。なかでも、ポリウレタンを主成分としてなるもの、具体的には50質量%がポリウレタンからなるものが風合いと物性のバランスが取れる点で好ましい。
【0019】
ポリウレタンには、有機溶剤に溶解した状態で使用する有機溶剤系ポリウレタンや、水に分散した状態で使用する水分散型ポリウレタンなどがあるが、本発明においてはどちらを採用してもよい。
【0020】
本発明に使用するポリウレタンとしては、ポリオール、ポリイソシアネート、鎖伸長剤を適宜反応させた構造を有するものを用いることができる。
【0021】
ポリオールとしては、ポリカーボネート系ジオール、ポリエステル系ジオール、ポリエーテル系ジオール、シリコーン系ジオール、フッ素系ジオールや、これらを組み合わせた共重合体を用いてもよい。中でも耐光性の観点から、ポリカーボネート系ジオール、ポリエステル系ジオールを用いることが好ましい。さらにシート内の織物を構成する複合繊維を中心に空洞を有する構造とするために高温条件での収縮処理を行うが、この高温条件に耐える耐熱性を有している点でポリカーボネート系がより好ましい。
【0022】
ポリカーボネート系ジオールは、アルキレングリコールと炭酸エステルのエステル交換反応、または、ホスゲンもしくはクロル蟻酸エステルとアルキレングリコールとの反応などによって製造することができる。アルキレングリコールとしては、エチレングリコール、プロピレングリコール、1,4−ブタンジオール、1,5−ペンタンジオール、1,6−ヘキサンジオール、1,9−ノナンジオール、1,10−デカンジオール、などの直鎖アルキレングリコールや、ネオペンチルグリコール、3−メチル−1,5−ペンタンジオール、2,4−ジエチル−1,5ペンタンジオール、2−メチル−1,8−オクタンジオールなどの分岐アルキレングリコール、1,4−シクロヘキサンジオールなどの脂環族ジオール、ビスフェノールAなどの芳香族ジオール、グリセリン、トリメチロールプロパン、ペンタエリスリトールなどが挙げられる。それぞれ単独のアルキレングリコールから得られるポリカーボネートジオールでも2種類以上のアルキレングリコールから得られる共重合ポリカーボネートジオールのいずれでも良い。
【0023】
ポリイソシアネートは、ヘキサメチレンジイソシアネート、ジシクロヘキシルメタンジイソシアネート、イソフォロンジイソシアネート、キシリレンジイソシアネート等の脂肪族系、ジフェニルメタンジイソシアネート、トリレンジイソシアネート等の芳香族系が挙げられ、またこれらを組み合わせて用いてもよい。中でも、耐久性や耐熱性を重視する場合にはジフェニルメタンジイソシアネート等の芳香族系が好ましく、耐光性を重視する場合には、ヘキサメチレンジイソシアネート、ジシクロヘキシルメタンジイソシアネート、イソフォロンジイソシアネート等の脂肪族系が好ましい。
【0024】
鎖伸長剤としては、エチレンジアミン、メチレンビスアニリン等のアミン系、エチレングリコール等のジオール系、さらにはポリイソシアネートと水を反応させて得られるポリアミンを用いることができる。
【0025】
本発明において水分散型ポリウレタンを使用する場合には、ポリウレタンを水に分散させるため、内部乳化剤を使用するのが好ましい。内部乳化剤としては、4級アミン塩等のカチオン系、スルホン酸塩、カルボン酸塩等のアニオン系、ポリエチレングリコール等のノニオン系、およびカチオン系とノニオン系の組み合わせ、アニオン系とノニオン系の組み合わせのいずれでもよい。なかでもノニオン系のものが、カチオン系に比べ耐光性に優れ、アニオン系に比べ中和剤による弊害もない点で好ましい。
【0026】
高分子弾性体は、バインダーとしての性能や風合いを損なわない範囲でポリエステル系、ポリアミド系、ポリオレフィン系などのエラストマー樹脂、アクリル樹脂、エチレン−酢酸ビニル樹脂などを含んでいても良い。また、各種の添加剤、例えばカーボンブラックなどの顔料、リン系、ハロゲン系、無機系などの難燃剤、フェノール系、イオウ系、リン系などの酸化防止剤、ベンゾトリアゾール系、ベンゾフェノン系、サリシレート系、シアノアクリレート系、オキザリックアシッドアニリド系などの紫外線吸収剤、ヒンダードアミン系、ベンゾエート系などの光安定剤、ポリカルボジイミドなどの耐加水分解安定剤、可塑剤、耐電防止剤、界面活性剤、凝固調整剤、染料などを含有していてもよい。
【0027】
高分子弾性体の含有量については、使用するポリウレタンの種類や、後述する製造方法、風合、ストレッチ性を考慮し、適宜調整すればよい。
【0028】
本発明のシート状物は、織物を含んでなる。織物によってシート状物としての形態が安定し、さらに後述するようにストレッチ性およびストレッチバック性を得ることができる。
【0029】
本発明のシート状物は、織物の経糸または緯糸の一方が2種類以上のポリマーがサイドバイサイド型または偏心芯鞘型に複合された複合繊維(以下、「サイドバイサイド型等複合繊維」)を含んでなることが重要である。例えば固有粘度(IV)差のある2種類以上のポリマーからなるサイドバイサイド型等複合繊維においては、延伸時の高粘度側への応力集中により、2成分間で異なった内部歪みが生じる。この内部歪みの為、延伸後の弾性回復率差および熱処理工程での熱収縮差により高粘度側が大きく収縮し、単繊維内で歪みが生じて3次元コイル型の捲縮を発現する。この3次元コイル型の捲縮により、シート状物としてのストレッチ性が発現する。また、織物の強い収縮力により、シート状物の表面は繊維密度が高くなり、緻密で高級感のある品位と良好なタッチを得ることができる。
【0030】
サイドバイサイド型等複合繊維を構成するポリマーの組み合わせとしては、固有粘度差のある2種類以上のポリエチレンテレフタレート(PET)系重合体が好ましい。例えば、低温から収縮し捲縮を発現し易いサイドバイサイド型等複合繊維を用いた場合には、捲縮の発現するタイミングを制御するのが難しくシート状物内に組み込んだ際にそのストレッチ性を十分に発揮できないこともあるが、PETを用いたサイドバイサイド型等複合繊維は比較的高温で捲縮が発現する為、捲縮の発現するタイミングを制御し易く、シート状物に組み込んだ際にもそのストレッチ性を十分に発揮させることができる。
【0031】
PET系重合体は、テレフタル酸またはその誘導体と、エチレングリコールまたはその誘導体が共重合してなる構造を主成分とする構造をもつ重合体であり、かかる主成分はポリエチレンテレフタレート系重合体に対して50重量%以上であることが好ましい。また、他のエステル結合の形成が可能な共重合成分を含むものであってもよい。共重合可能な化合物としては例えば、イソフタル酸、コハク酸、シクロヘキサンジカルボン酸、アジピン酸、ダイマ酸、セバシン酸、5−イソフタル酸ナトリウムなどのジカルボン酸類、エチレングリコール、ジエチレングリコール、ブタンジオール、ネオペンチルグリコール、シクロヘキサンジメタノール、ポリエチレングリコール、ポリプロピレングリコールなどのジオール類を挙げることができる。
【0032】
PET系重合体の固有粘度は、重合の時間、温度、触媒量や共重合成分を適宜調整することで、所望の粘度とすることができる。
【0033】
サイドバイサイド型等複合繊維を形成する2種類以上のポリマーのうち粘度が最も高いものと最も低いものとの差、2種類のポリマーからなる場合には当該2種類のポリマーの固有粘度差としては、0.2以上が、シート状物としての優れたストレッチ性を得るうえで好ましい。
【0034】
2種類のポリマーからなる場合の高粘度成分と低粘度成分との複合比率としては、製糸性、繊維長さ方向のコイル寸法の均質性および後述する中空構造の形成の点で、高粘度成分:低粘度成分の量比で75:25〜35:65が好ましく、65:35〜45:55がより好ましい。
【0035】
サイドバイサイド型または偏心芯鞘型の複合繊維を含んでなる糸にかかる撚係数としては、下式による定義で5000〜25000が好ましい。5000以上、より好ましくは8000以上とすることで後の加工で極細繊維発現型繊維と絡合させてシートを作製するときに糸が損傷することを防ぐことができ、25000以下、より好ましくは20000以下とすることで十分なストレッチ性を得ることができる。
撚係数Kは次式により得られる。
K=T×D0.5
ここで、K:撚係数
T:糸長1m当たりの撚数(回)
D:糸の繊度(dtex)。
【0036】
また、サイドバイサイド型等複合繊維を含んでなる糸は、シート状物内で糸条内部に空洞を有する構造(以下、中空構造という)であることが好ましい。糸条の中空構造とは、糸条の中心部には、糸条を構成している複合繊維が存在しない構造のことである。また、糸条内部の空洞には高分子弾性体等が存在していてもよい。中空構造を有することにより、シート状物において優れたストレッチ性が発現し、更にはシート状物に膨らみとシート状物内部に空隙を与え、これにより柔軟な風合や適度な反発力や、充実した手持ち感が得られる。
【0037】
サイドバイサイド型等複合繊維を含んでなる糸条の中空構造は、後述するように、織物を極細繊維発現型繊維と絡合させてシート化した後に110℃以上の条件下で揉んで収縮させることで得ることができる。
【0038】
また本発明のシート状物は、織物の経糸または緯糸の、サイドバイサイド型等複合繊維を配する糸に対するもう一方、すなわちサイドバイサイド型等複合繊維を配する糸と直交する方向の糸に単繊維断面に中空部を有する繊維(以下、「中空繊維」と呼ぶ。)を含んでなることが重要である。
【0039】
サイドバイサイド型等複合繊維の直交方向に中空繊維を配することにより、サイドバイサイド型等複合繊維を配する糸の方向により高いストレッチ性およびストレッチバック性を付与することができる。そのメカニズムとしては次のようなことではないかと推測する。すなわち、捲縮発現時にサイドバイサイド型等複合繊維は収縮し、その収縮が抑えられると捲縮も抑えられることとなるが、サイドバイサイド型等複合繊維の捲縮発現の際に中空繊維の中空が潰されて前記収縮を吸収し、その結果サイドバイサイド型等複合繊維の捲縮発現を損なわず、また、より大きなストレッチ代を内在させることができたものと考える。
【0040】
また、サイドバイサイド型等複合繊維は収縮により捲縮を発現するため、織物ひいては得られるシート状物は目付が高くなる傾向にあるが、中空繊維を併用することにより、より軽量なシート状物を得ることができる。なお、軽量化を目的に織物の糸を減らしたり、繊維径を細くすると、シート状物の強力低下や、織物と極細繊維発現型繊維との絡合時に、ニードル針での損傷により、織物の繊維が切断され、シート表面に繊維が露出して外観品位が悪化するなどの問題が発生することとなる。
【0041】
中空繊維の中空率としては、10〜40%が好ましい。10%以上とすることで、前述のようなストレッチ性およびストレッチバック性向上の実効を得ることができる。また40%以下とすることで、中空繊維の壁部が割れたり捲縮発現工程よりも前に中空部が潰れるのを防ぐことができる。
【0042】
また、中空繊維断面における中空部の数としては、1つが好ましい。1つとすることで、サイドバイサイド型等複合繊維の捲縮発現の際に中空繊維の中空が潰れ易く、前記収縮を吸収し易くなる。
【0043】
中空繊維を形成するポリマーとしては、PETやポリトリメチレンテレフタレート(PTT)等を採用することができる。
【0044】
織物の組織としては例えば、平織、綾織、朱子織等が挙げられ、コスト面からは平織が好ましい。
【0045】
本発明のシート状物は、例えば染料、顔料、柔軟剤、風合い調整剤、ピリング防止剤、抗菌剤、消臭剤、撥水剤、耐光剤、耐候剤等を含んでいることも好ましい。
【0046】
次に本発明のシート状物を製造する方法の例について説明する。
【0047】
極細繊維は、溶剤に対する溶解性の異なる2種類以上の高分子物質からなる極細繊維発現型繊維を用いて得ることができる。極細繊維発現型繊維と織物とをあらかじめ絡合させた後に、溶剤で処理し、極細繊維を発現させることによって、極細繊維を傷めることなく極細繊維と織物とが絡合してなるシート状物を得ることができる。
【0048】
極細繊維発現型繊維としては、溶剤に対する溶解性の異なる2成分の熱可塑性樹脂を海成分・島成分とし、海成分を溶剤を用いて溶解除去することによって島成分を極細繊維とする海島型複合繊維や、2成分の熱可塑性樹脂を繊維表面を放射状または多層状に交互に配置し、溶剤処理により剥離分割することによって極細繊維に割繊する剥離型複合繊維などを採用することができる。中でも、海島型複合繊維は、海成分を除去することによって島成分間、すなわち繊維束内部の極細繊維間に適度な空隙を付与することができるので、基材の柔軟性や風合いの観点からも好ましい。
【0049】
海島型複合繊維には、海島型複合用口金を用い、海・島の2成分を相互配列して紡糸する高分子相互配列体方式と、海・島の2成分を混合して紡糸する混合紡糸方式などを用いることができるが、均一な繊度の極細繊維が得られる点で高分子配列体方式による海島型複合繊維がより好ましい。
【0050】
短繊維不織布とする場合には、得られた極細繊維発現型繊維に、好ましくは捲縮加工を施し、所定長にカットして原綿を得る。
【0051】
捲縮加工やカット加工は公知の方法を用いることができる。
【0052】
得られた原綿を、クロスラッパー等によりウエブとし、織物との絡合に供するとよい。
【0053】
サイドバイサイド型等複合繊維の製造方法としては、2種以上のポリマーを口金によってサイドバイサイド型または偏心芯鞘型に合流させ、吐出孔から吐出させ、冷却固化し、油剤を付与した後、一旦巻き取ってから延伸や延伸仮撚加工を行う2工程法によって製造してもよいし、紡糸引取り後、一旦巻き取ることなくそのまま延伸する直接紡糸延伸法によって製造してもよい。
【0054】
中空繊維の製造方法としては例えば、スリット状の吐出孔を破線円状等に配列させた口金を用いて、吐出後に隣り合うポリマー流同士を接合させて、中空部を囲むように閉じたポリマー流を形成させることができる。吐出後にこれを冷却固化し、油剤を付与した後、一旦巻き取ってから延伸や延伸仮撚加工を行う2工程法によって製造してもよいし、紡糸引取り後、一旦巻き取ることなくそのまま延伸する直接紡糸延伸法によって製造してもよい。あるいは、先ず易溶出成分を芯成分に用いた芯鞘構造の繊維を紡糸し、芯部を溶出させることで中空繊維を得ることもできるが、脱芯不良の問題等なく安定して中空を得られる点や工程の簡略さの点からは、上述のようなスリット状の吐出孔を配列させた口金を用いて直接中空構造を形成させる方法が好ましい。
【0055】
極細繊維発現型繊維と織物とを絡合させる。その方法としては、ニードルパンチ、ウォータージェットパンチ等を用いることができる。
【0056】
前記の極細繊維発現型繊維と織物との絡合体には、繊維の緻密感向上のために、温水やスチーム処理による熱収縮処理を施すことも好ましい。ただし、この段階で捲縮が発現してしまうと、さらなる捲縮の発現代がない状態でこの後に付与する高分子弾性体により捲縮が固定されてストレッチ性が阻害されるため、熱処理温度としては捲縮の発現を抑える程度に低くすることが好ましく、具体的には100℃以下が好ましい。
【0057】
極細繊維発現型繊維から極細繊維を発現させる処理と、高分子弾性体を付与する処理とは、いずれを先に行う方法も採用することができる。極細繊維の発現処理を先に行う場合には、高分子弾性体が極細繊維を把持するため、繰り返される伸縮においても極細繊維の脱落等が無く、より長期の使用に耐えうるものとなる。高分子弾性体の付与を先に行う場合には、高分子弾性体が極細繊維を把持していない構造となるため、良好な風合いのシートが得られる。いずれを先に行うかは、使用するポリウレタンの種類等により、適宜選択すればよい。
【0058】
極細繊維の発現処理は、溶剤中に海島型複合繊維と織物との絡合体を浸漬させて海成分を溶解除去することにより行うことができる。
【0059】
極細繊維発現型繊維が海島型複合繊維の場合、海成分を溶解除去する溶剤としては、海成分がポリエチレン、ポリプロピレン、ポリスチレンの場合には、トルエンやトリクロロエチレンなどの有機溶剤を用いることができる。また、海成分が共重合ポリエステルやポリ乳酸の場合には、水酸化ナトリウムなどのアルカリ水溶液を用いることができる。また、海成分が水溶性熱可塑性ポリビニルアルコール系樹脂の場合には、熱水を用いることができる。
【0060】
高分子弾性体を絡合体に固定する方法としては、高分子弾性体の溶液をシートに含浸させ湿式凝固または乾式凝固する方法があり、使用するポリウレタンの種類により適宜選択すればよい。
【0061】
また、極細繊維の発現処理の後に高分子弾性体の付与を行う場合は、両工程の間に水溶性樹脂を付与する工程を設けることが好ましい。水溶性樹脂を付与することにより、極細繊維の繊維束やサイドバイサイド型等複合繊維の表面が水溶性樹脂により保護され、極細繊維の繊維束やサイドバイサイド型等複合繊維の表面において、高分子弾性体と直接接合している箇所が連続的ではなく断続的に存在することとなり、接着面積を適度に抑えることができる。その結果、高分子弾性体による良好な手持ち感を有しつつも、ソフトな風合いや高いストレッチ性にも優れたシート状物を得ることができる。
【0062】
かかる水溶性樹脂としては、鹸化度80%以上のポリビニルアルコールが好ましい。
【0063】
水溶性樹脂の付与方法としては、水溶性樹脂の水溶液を含浸し、乾燥する方法などがある。乾燥温度、乾燥時間等の乾燥条件としては、シート状物自体の温度を110℃以下に抑えるようにするのが、サイドバイサイド型等複合繊維の捲縮の発現を抑えるうえで好ましい。
【0064】
水溶性樹脂の付与量としては、付与直前のシート状物に対し、1〜30質量%が好ましい。1質量%以上とすることで、良好な風合い、ストレッチ性が得られる。また30質量%以下とすることで、加工性が良く、耐摩耗性等の物性が良好なものが得られる。
【0065】
付与した水溶性樹脂は、次述する収縮処理の前に、熱水等で除去すると良い。
【0066】
次いで、シート状物を加熱下で揉んで収縮させる収縮処理を施すとよい。かかる収縮処理を施すことによりサイドバイサイド型等複合繊維の捲縮が発現し、良好なストレッチ性を得ることができる。また更には、良好な風合、タッチ、品位を得ることができる。
【0067】
捲縮は、絡合処理や高分子弾性体の付与後に発現させることが好ましい。例えば、絡合処理の後に捲縮を発現させることにより、絡合の際に繊維が切断されシート状物の外観品位が悪化したりサイドバイサイド型等複合繊維からなる糸の内部に空洞を有する構造がつぶれてしまうのを防ぐことができる。また、高分子弾性体の付与後に捲縮を発現させることにより、さらなる捲縮の発現代がない状態で高分子弾性体により捲縮が固定されてストレッチ性が阻害されるのを防ぐことができる。
【0068】
かかる収縮処理には例えば、液流染色機を用いることができる。
【0069】
収縮処理の温度としては、110℃以上とすることが好ましい。110℃以上、より好ましくは120℃以上、さらに好ましくは125℃以上とすることで、サイドバイサイド型等複合繊維の捲縮発現、織物の収縮発現が進みやすく、サイドバイサイド型等複合繊維からなる糸が内部に空洞をもつ構造となりやすく、高いストレッチ性を得ることができる。一方、150℃以下、より好ましくは135℃以下とすることで、高分子弾性体の熱劣化を防ぐことができる。
【0070】
また、収縮処理と同時に染色を行ってもよい。染料は、シート状物を構成する極細繊維にあわせて選択すればよい。例えば極細繊維がポリエステルからなる場合には分散染料を、また、極細繊維がポリアミドからなる場合には酸性染料や含金染料を用いることができる。分散染料で染色した場合は、染色後に還元洗浄を行ってもよい。
【0071】
また、染色の均一性や再現性を向上させる目的で染色助剤を使用することも好ましい。
【0072】
また、シリコーン等の柔軟剤、帯電防止剤等の仕上げ剤処理を施してもよい。仕上げ処理は染色後でも、染色と同浴でもよい。
【0073】
本発明のシート状物は、少なくとも片面に極細繊維の立毛を有していることも、立毛調とするうえで好ましい。起毛処理は、高分子弾性体の付与と収縮処理との間、または収縮処理の後に行うことが好ましい。
【0074】
起毛処理は、サンドペーパーやロールサンダーなどを用いて研削する方法などにより施すことができる。起毛処理の前にシリコーンエマルジョンなどの滑剤を付与してもよい。また、起毛処理の前に帯電防止剤を付与することは、研削によってシートから発生した研削粉がサンドペーパー上に堆積しにくくなるので、好ましい。
【0075】
また、シート状物は、高分子弾性体の付与または収縮処理の前で、シートの厚み方向に2枚以上に分割してもよい。
【実施例】
【0076】
[評価方法]
(1)固有粘度
オルソクロロフェノール(以下、OCPと略記する)10mL中に試料ポリマーを0.8g溶かし、25℃にてオストワルド粘度計を用いて相対粘度ηrを下式により求め、固有粘度(IV)を算出した。
ηr=η/η0=(t×d)/(t0×d0)
固有粘度IV=0.0242ηr+0.2634
ここで、η:ポリマー溶液の粘度
η0:OCPの粘度
t:溶液の落下時間(秒)
d:溶液の密度(g/cm3)
t0:OCPの落下時間(秒)
d0:OCPの密度(g/cm3)。
【0077】
(2)平均単繊維径
シート断面の走査型電子顕微鏡(SEM)写真を撮影し、円形または円形に近い楕円形の繊維をランダムに100本選び、単繊維直径を測定して100本の平均値を計算することで算出した。
【0078】
(3)織物内複合繊維糸条の空洞の確認
シート断面の走査型電子顕微鏡(SEM)写真を撮影し、織物を構成する、円形または円形に近い楕円形の糸条を選び、図1に示すように近似円を描いた。続いて、糸条の外周と近似円の中心とを結ぶ線Aを引き、線Aと繊維とが重なる部分Bの長さを測定し、線Aの長さに対する線Bの長さの比率を測定する。これを10本について行い、10本の平均が80%以下である場合、糸条の内部に空洞を有する構造と判断した。
【0079】
(4)伸長率
JIS L 1096(1999) 8.14.1 B法(定荷重法)によってシート状物の伸長率を測定した。
なお、本発明において良好な伸長率のレベル(目標値)は、15〜35%である。
【0080】
(5)伸長回復率
JIS L 1096(1999) 8.14.2 B−1法(定荷重法)においてシート状物の伸長回復率を測定した。また、つかみ間隔は50cmとし、荷重を取り除いた後の放置時間は1時間とした。
なお、本発明において良好な伸長回復率のレベル(目標値)は、80〜100%である。
【0081】
(6)製品目付
得られたシート状物について、25cm×20cmの重量を測定し、1m2当たりの重量に換算することで算出した。
【0082】
(7)外観品位
健康な成人男性と成人女性各10名ずつ、計20名を評価者として、目視と官能評価にて下記のように評価し、最も多かった評価を外観品位とした。本発明において良好なレベルは「○」、「△」である。
○:繊維の分散状態が良好で、外観も良好である。
△:繊維の分散状態がやや良くない部分があるが、外観はまずまず良好である。
×:全体的に繊維の分散状態が非常に悪く、外観が不良である。
【0083】
(8)風合い
健康な成人男性と成人女性各10名ずつ、計20名を評価者として、下記の評価を触感で判別を行い、最も多かった評価を風合いとした。また、評価結果が同数で割れた場合は、評価が悪い方を風合いとした。なお、本発明において良好なレベルは「◎」または「○」である。
◎:非常に柔軟である。
○:柔軟である。
△:硬い。
×:非常に硬い。
【0084】
(9)ピリング評価
マーチンデール摩耗試験機として、James H.Heal&Co.製のModel 406を、標準摩擦布として同社のABRASTIVE CLOTH SM25を用い、12kPa相当の荷重をかけ、摩耗回数20,000回の条件で摩擦させた後の試料の外観を目視で観察し、評価した。評価基準は試料の外観が摩擦前と全く変化が無かったものを5級、毛玉が多数発生したものを1級とし、その間を0.5級ずつ区切った。
【0085】
[化学物質の表記]
PU:ポリウレタン
PTMG:数平均分子量2000のポリテトラメチレングリコール
PCL:数平均分子量2000のポリカプロラクトン
PNMOC:数平均分子量2000の1,9−ノナンジオールと2−メチル−1,8−オクタンジオールから誘導される共重合ポリカーボネートジオール
PHMPC:数平均分子量2000の1,6−ヘキサンジオールと3−メチル−1,5−ペンタンジオールから誘導される共重合ポリカーボネートジオール
MDI:4,4’−ジフェニルメタンジイソシアネート
H12MDI:ジシクロヘキシルメタンジイソシアネート
DMF:N,N−ジメチルホルムアミド
PET:ポリエチレンテレフタレート
PVA:ポリビニルアルコール。
【0086】
[ポリウレタン種]
(1)有機溶剤系ポリウレタンI(PU−I)
ポリイソシアネート:MDI
ポリオール :PTMG 70%、PCL 30%
鎖伸長剤 :EG
(2)有機溶剤系ポリウレタンII(PU−II)
ポリイソシアネート:MDI
ポリオール :PNMOC 60%、PHMPC 40%
鎖伸長剤 :EG
(3)水分散型ポリウレタンIII(PU−III)
ポリイソシアネート:H12MDI
ポリオール :PHMPC
鎖伸長剤 :水(イソシアネートと水の反応により得られるジアミン)
内部乳化剤 :側鎖にポリエチレングリコールを有するジオール化合物
内部架橋剤 :γ−(2−アミノエチル)アミノプロピルトリメトキシシラン。
【0087】
[実施例1]
(原綿)
島成分としてPETを、また海成分としてポリスチレンを用い、島数が36島の海島型複合用口金を用いて、島/海質量比率55/45で溶融紡糸した後、延伸、捲縮し、その後、51mmにカットし、単繊維繊度3.1dtexの海島型複合繊維の原綿を得た。
【0088】
(織物)
(サイドバイサイド型複合繊維糸)
固有粘度(IV)0.78のPETと固有粘度(IV)0.51のPETをそれぞれ別に溶融し、紡糸温度295℃で12孔のサイドバイサイド型複合紡糸口金から質量比50:50で複合して吐出し、紡糸速度1450m/分で引き取り、未延伸糸を得た。さらにホットロール−熱板系延伸機を用い、延伸倍率2.6倍で延伸して56dtex、12フィラメントのサイドバイサイド型複合繊維糸を得た。
【0089】
(中空繊維糸)
固有粘度(IV)0.65のPETを、紡糸温度295℃で3つのスリット状の吐出孔を3本/フィラメント破線円状に配列させた12孔(12フィラメント用)の紡糸口金から吐出し、紡糸速度2300m/分で引き取り、一旦巻き取ることなく2段延伸し、82dtex、12フィラメント、中空率32%の中空繊維糸を得た。
【0090】
(製織)
上記サイドバイサイド型複合繊維糸に1500回/m(撚係数11200)の撚りを施したものを緯糸とし、上記中空繊維糸に500回/m(撚係数4500)の撚りを施したものを経糸として、織密度が経69本/2.54cm、緯83本/2.54cmの平織物を作製した。
【0091】
(絡合)
上記原綿を用いて、カード、クロスラッパー工程を経て積層ウエブを形成し、600本/cm2のパンチ本数でニードルパンチした後に、上記織物をウエブの上下に挿入し、2900本/cm2のパンチ本数でニードルパンチを施してウエブと織物を貼り合わせ絡合シートを得た。
【0092】
(水溶性樹脂の付与・脱海)
上記絡合シートを96℃の熱水で収縮させた後、12質量%のPVA水溶液を含浸させ固形分の繊維分に対する目標付量20質量%で絞り、温度110℃の熱風で10分間乾燥させ、PVA付シートを得た。このPVA付シートをトリクロロエチレンに浸漬させて海成分を溶解除去し、極細繊維束と織物とが絡合してなる脱海シートを得た。
【0093】
(高分子弾性体の付与)
上記脱海シートを、固形分濃度12質量%に調整したポリウレタンIのDMF溶液に含浸させ固形分の繊維分に対する目標付量20質量%で絞り、DMF濃度30質量%の水溶液中でポリウレタンを凝固せしめた。その後、PVAおよびDMFを熱水で除去し、110℃の熱風で10分間乾燥させてポリウレタン付シートを得た。
【0094】
(半裁・起毛・収縮処理兼染色)
上記ポリウレタン付シートを厚さ方向に半裁し、半裁面をサンドペーパー番手240番のエンドレスサンドペーパーで研削し、立毛面を形成した立毛シートを得た。
この立毛シートに対して、液流染色機にて130℃の条件下で、収縮処理兼染色を施し、乾燥機にて乾燥を行い、皮革様シートを得た。
得られた皮革様シートは、ヨコ方向に良好なストレッチ性があった。
【0095】
[実施例2]
(原綿)
実施例1で用いたのと同様のものを用いた。
【0096】
(織物)
実施例1で用いたのと同様の中空繊維糸に500回/m(撚係数4500)の撚りを施したものを緯糸とし、実施例1で用いたのと同様のサイドバイサイド型複合繊維糸に1500回/m(撚係数11200)の撚りを施したものを経糸として、織密度が経69本/2.54cm、緯84本/2.54cmの平織物を作製した。
【0097】
(絡合〜収縮処理兼染色)
上記織物を用いた以外は実施例1と同様にして、皮革様シートを得た。
得られた皮革様シートは、タテ方向に良好なストレッチ性があった。
【0098】
[実施例3]
(原綿)
島成分としてPETを、また海成分としてポリスチレンを用い、島数が16島の海島型複合用口金を用いて、島/海質量比率80/20で溶融紡糸した後、延伸、捲縮し、その後、51mmにカットし、単繊維繊度3.8dtexの海島型複合繊維の原綿を得た。
【0099】
(織物)
実施例1で用いたのと同様のものを用いた。
【0100】
(絡合〜収縮処理兼染色)
上記原綿とポリウレタンIIを用いた以外は実施例1と同様にして、皮革様シートを得た。
得られたシートは、ヨコ方向に良好なストレッチ性があった。
【0101】
[実施例4]
(原綿)
実施例3で用いたのと同様のものを用いた。
【0102】
(織物)
実施例1で用いたのと同様のものを用いた。
【0103】
(絡合)
上記原綿と上記織物を用いた以外は実施例と同様にして絡合シートを得た。
【0104】
(水溶性樹脂の付与)
上記絡合シートを96℃の熱水で収縮させた後、12質量%のPVA水溶液を含浸させ固形分の繊維分に対する目標付量20質量%で絞り、温度110℃の熱風で10分間乾燥させ、PVA付シートを得た。
【0105】
(高分子弾性体の付与)
上記PVA付シートを、固形分濃度12質量%に調整したポリウレタンIIのDMF溶液に含浸させ固形分の繊維分に対する目標付量20質量%で絞り、DMF濃度30質量%の水溶液中でポリウレタンを凝固せしめた。その後、PVAおよびDMFを熱水で除去し、110℃の熱風で10分間乾燥させて、海島型複合繊維と織物とポリウレタンからなるシートを得た。
【0106】
(脱海)
上記海島型複合繊維と織物とポリウレタンからなるシートをトリクロロエチレンに浸漬させて海成分を溶解除去し、極細繊維束と織物とポリウレタンからなるシートを得た。
【0107】
(半裁〜収縮処理兼染色)
上記極細繊維束と織物とポリウレタンからなるシートを用いた以外は実施例1と同様にして、皮革様シートを得た。
得られた皮革様シートは、ヨコ方向に良好なストレッチ性があった。
【0108】
[実施例5]
(原綿)
島成分としてPETを、また海成分として5−スルホイソフタル酸ナトリウムを8mol%共重合したポリエチレンテレフタレートを用い、島数が36島の海島型複合用口金を用いて、島/海重量比率55/45で溶融紡糸した後、延伸、捲縮後、51mmにカットし、単繊維繊度2.8dtexの海島型複合繊維の原綿を得た。
【0109】
(織物)
実施例1で用いたのと同様のものを用いた。
【0110】
(絡合)
上記原綿を用いた以外は実施例1と同様にして絡合シートを得た。
【0111】
(高分子弾性体の付与)
上記絡合シートを96℃の熱水で収縮させた後、乾燥温度110℃で5分間熱風乾燥した。
【0112】
次いで、固形分濃度20質量%に調整した水分散型ポリウレタンIIIを含浸させ固形分の繊維分に対する目標付量30質量%で絞り出し、乾燥温度120℃で10分熱風乾燥させ、海島型複合繊維と織物とポリウレタンからなるシートを得た。
【0113】
(脱海)
上記海島型複合繊維と織物とポリウレタンからなるシートを80℃に加熱した濃度15g/Lの水酸化ナトリウム水溶液に浸漬させて30分処理を行い、海島型繊維の海成分を除去し、極細繊維と織物とポリウレタンからなるシートを得た。
【0114】
(半裁〜収縮処理兼染色)
上記極細繊維と織物とポリウレタンからなるシートを用いた以外は実施例1と同様にして、皮革様シートを得た。
【0115】
得られた皮革様シートはヨコ方向に良好なストレッチ性があった。
【0116】
[比較例1]
(原綿)
実施例1で用いたのと同様のものを用いた。
【0117】
(織物)
(通常繊維糸)
固有粘度(IV)が0.65のPETを、紡糸温度295℃で72孔の紡糸口金から吐出し、紡糸速度1650m/分で引き取り未延伸糸を得た。
さらにホットロール−熱版系延伸機を用い、延伸倍率2.8倍で延伸して84dtex、72フィラメントの延伸糸を得た。
【0118】
(製織)
実施例1で用いたのと同様のサイドバイサイド型複合繊維糸に1500回/m(撚係数11200)の撚りを施したものを緯糸とし、上記通常繊維糸に2500回/m(撚係数22900)の撚りを施したものを経糸として、織密度が経69本/2.54cm、緯84本/2.54cmの平織物を作製した。
【0119】
(絡合〜収縮処理兼染色)
上記織物を用いた以外は実施例1と同様にして、皮革様シートを得た。
【0120】
得られた皮革様シートは、ヨコ方向にストレッチ性があった。
【0121】
[比較例2]
(原綿)
実施例1で用いたのと同様のものを用いた。
【0122】
(織物)
比較例1で用いた通常繊維糸に2500回/m(撚係数22900)の撚りを施したものを緯糸、経糸の両方に用いて、織密度が経69本/2.54cm、緯69本/2.54cmの平織物を作製した。
【0123】
(絡合〜収縮処理兼染色)
上記織物を用いた以外は実施例1と同様にして、皮革様シートを得た。
【0124】
得られた皮革様シートは、ストレッチ性が無いものであった。
【0125】
[比較例3]
(原綿)
実施例1で用いたのと同様のものを用いた。
【0126】
(織物)
実施例1で用いたサイドバイサイド型複合繊維糸に1500回/m(撚係数11200)の撚りを施したものを緯糸、経糸の両方に用いて、織密度が経83本/2.54cm、緯83本/2.54cmの平織物を作製した。
【0127】
(絡合〜収縮処理兼染色)
上記織物を用いた以外は実施例1と同様にして、皮革様シートを得た。
【0128】
上記実施例、比較例の条件、結果を表1にまとめて示す。
【0129】
【表1】
【産業上の利用可能性】
【0130】
本発明のシート状物は、外観、風合い、さらには伸長率および伸長回復率に優れ、かつ軽量であるので、家具や椅子の表皮材や壁材に、さらには自動車、電車、航空機などの車輛室内における座席や天井などの表皮材に、非常に優美な外観を有する内装材として好適に用いることができる。さらにはシャツ、ジャケット、鞄、ベルト、財布等、及びそれらの一部に使用した衣料用資材、カジュアルシューズ、スポーツシューズ、紳士靴、婦人靴等の靴のアッパー、トリム等として好適に用いることができる。
【特許請求の範囲】
【請求項1】
平均繊維径0.3〜7μmの極細繊維と、高分子弾性体と、織物とを含んでなるシート状物であって、当該織物を構成する経糸または緯糸の一方が、2種類以上のポリマーがサイドバイサイド型または偏心芯鞘型に複合された複合繊維を含んでなり、もう一方が単繊維断面に中空部を有する繊維を含んでなることを特徴とするシート状物。
【請求項2】
前記中空部を有する繊維が単繊維断面に1つの中空部を有する、請求項1に記載のシート状物。
【請求項1】
平均繊維径0.3〜7μmの極細繊維と、高分子弾性体と、織物とを含んでなるシート状物であって、当該織物を構成する経糸または緯糸の一方が、2種類以上のポリマーがサイドバイサイド型または偏心芯鞘型に複合された複合繊維を含んでなり、もう一方が単繊維断面に中空部を有する繊維を含んでなることを特徴とするシート状物。
【請求項2】
前記中空部を有する繊維が単繊維断面に1つの中空部を有する、請求項1に記載のシート状物。
【図1】

【公開番号】特開2010−203021(P2010−203021A)
【公開日】平成22年9月16日(2010.9.16)
【国際特許分類】
【出願番号】特願2009−53192(P2009−53192)
【出願日】平成21年3月6日(2009.3.6)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成22年9月16日(2010.9.16)
【国際特許分類】
【出願日】平成21年3月6日(2009.3.6)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]