
シート状部材の凹凸追従性評価方法および該方法に用いる評価装置
【課題】 凹凸を有する被着体に対して貼付されることの多いフィルム状粘着剤や、ラベル、壁紙、表面保護シート、樹脂フィルム等のシート状部材の凹凸追従性を簡便に評価しうる方法およびそのために用いる評価装置を提供すること。
【解決手段】 本発明に係るシート状部材の凹凸追従性評価方法は、シート状部材に凹凸部材を押し当てるステップと、前記凹凸部材に掛かる荷重を検出するステップとを有することを特徴としている。
【解決手段】 本発明に係るシート状部材の凹凸追従性評価方法は、シート状部材に凹凸部材を押し当てるステップと、前記凹凸部材に掛かる荷重を検出するステップとを有することを特徴としている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、各種被着体の表面に、貼着されるシート状部材の凹凸追従性の評価方法に関する。また、本発明は、この評価方法に用いられる評価装置に関する。
【背景技術】
【0002】
携帯電話やモバイル機器などの携帯情報端末機器や、テレビなどには、各種の積層体が用いられている。たとえば、液晶ディスプレイは、偏光パネルやガラス板が積層されている。この際、パネルやガラス板には、印刷が施されている場合が多く、印刷による段差や、印刷の浮きや剥がれが直接ビューエリアに表れ、視認性が大きく損なわれることがある。
【0003】
また、パネルやガラス板は、フィルム状の粘着剤により貼合される。しかし、貼合面に印刷による段差や、印刷の浮きや剥がれがあると、フィルム状粘着剤が十分に密着せず、パネルとガラス板との貼合が不十分になったり、気泡を巻き込むため、画面の視認性が低下してしまう。一方、貼合面に印刷による段差や、印刷の浮きや剥がれがあっても、フィルム状粘着剤が適度に変形し、このような段差等による凹凸を緩和できれば、画面の視認性が損なわれることはない(以下、フィルム状粘着剤等が被着体表面の凹凸に追従して変形し、凹凸を緩和する能力を「凹凸追従性」と呼ぶ)。したがって、この用途に用いられるフィルム状粘着剤などのシート状部材には、優れた凹凸追従性が求められる。
【0004】
このようなフィルム状粘着剤の凹凸追従性を評価する際には、実際に評価対象となる凹凸面を有する被着体に、実際に使用する貼合機を用いてフィルム状粘着剤を貼付し、その結果に基づいて評価を行っていた。しかし、評価対象となる被着体である偏光パネルやガラス板はそれ自体が高価である。また、貼合状態を確認するためには、積層体を破壊して検査する必要があり、時間もかかる。さらに、実際に工程ラインで使用する貼合機を用いるため、工場における手間は無視できないものになる。
【0005】
また、凹凸を有する被着体に対して貼付されることの多いラベルや壁紙などの粘着シートにおいても、凹凸追従性は問題となる。ラベルや壁紙が、被着体の凹凸面に十分に追従しない場合には、シワや浮きが発生し、外見を大きく損ない、また接着が不十分になるため、ラベル等の剥離も起こりやすくなる。さらに、被着体表面に対する凹凸追従性は、様々な物品表面の一時的な保護に用いられる表面保護シート、各種の物品の装飾、機能付加に用いられる樹脂フィルムにおいても同様に問題となる。このようなラベル等の凹凸追従性も前記と同様に、実際に適用される被着体を用いて評価を行うのが一般的であった。このため、前記と同様にコストや手間がかかる。
【0006】
フィルム状粘着剤や、ラベル、壁紙、表面保護シート、樹脂フィルム等のシート状部材の凹凸追従性を、簡便に測定可能な何らかの物性値により、評価することができれば、コストや作業効率の改善に寄与できる。このような簡便に測定可能なシート状部材の物性値としては、弾性率やヤング率などが考えられるが、これらの物性値と凹凸追従性の実際の評価結果との相関性が認められないことがあった。
【0007】
なお、特許文献1(特開2009−128015公報)には、樹脂シートの圧縮切断特性を簡便に評価するために、樹脂シートに一定の条件で切断刃を押し付け、その際に測定される荷重およびそのピーク値から、圧縮切断特性を見積もる方法および装置が開示されている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2009−128015公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明は、上記のような従来技術に鑑みてなされたものであり、凹凸を有する被着体に対して貼付されることの多いフィルム状粘着剤や、ラベル、壁紙、表面保護シート、樹脂フィルム等のシート状部材の凹凸追従性を簡便に評価しうる方法およびそのために用いる評価装置を提供することを目的としている。
【課題を解決するための手段】
【0010】
本発明者らは、上記課題の解決を目的として鋭意研究した結果、凹凸追従性の評価には、シート状部材の厚み方向での圧縮に対する変形性および変形後の応力緩和性を適切に評価すべき必要があることを見出した。シート状部材が、被着体表面の凹凸に追従して変形するためには、被着体をシート状部材に押し付けた際の応力が比較的低く、また一定時間で緩和することが好ましいと考えられる。
【0011】
このような着想に基づいて完成された本発明は、以下の要旨を含む。
(1)シート状部材に凹凸部材を押し当てるステップと、
前記凹凸部材に掛かる荷重を検出するステップと、
を備える、シート状部材の凹凸追従性評価方法。
(2)検出された前記荷重のピーク値を検出するステップをさらに備える、(1)に記載の凹凸追従性評価方法。
(3)前記ピーク値が検出されたときの前記凹凸部材の前記シート状部材に対する相対的な位置に関わる情報を検出するステップを備える、(2)に記載の凹凸追従性評価方法。
(4)シート状部材がフィルム状粘着剤、両面粘着シート、ラベル、壁紙、表面保護シート、粘着シート、単層樹脂フィルムまたは積層樹脂フィルムである(1)〜(3)の何れかに記載の凹凸追従性評価方法。
(5)シート状部材に凹凸部材を一定の深さ押し当てるステップと、
前記凹凸部材に掛かる荷重を検出するステップと、
を備えるシート状部材の凹凸追従性評価方法。
(6)シート状部材に凹凸部材を押し当てて、前記凹凸部材に掛かる荷重を検出するとともに、検出された前記荷重のピーク値を検出し、前記ピーク値に基づいて前記シート状部材の凹凸追従性を評価する、シート状部材の凹凸追従性評価方法。
(7)前記ピーク値が検出されたときの前記凹凸部材の前記シート状部材に対する相対的な位置に関わる情報を検出し、前記ピーク値と前記情報とに基づいて前記凹凸追従性を評価する、(6)に記載の凹凸追従性評価方法。
(8)シート状部材がフィルム状粘着剤、両面粘着シート、ラベル、壁紙、表面保護シート、粘着シート、単層樹脂フィルムまたは積層樹脂フィルムである(6)または(7)に記載の凹凸追従性評価方法。
(9)シート状部材を圧縮するための凹凸部材と、
前記シート状部材を支持する支持部と、
前記凹凸部材または前記支持部の少なくとも一方を移動して前記凹凸部材を前記シート状部材に押し当てる駆動部と、
前記凹凸部材に掛かる荷重を検出する荷重検出部と
を備える、シート状部材の凹凸追従性を評価するための凹凸追従性評価装置。
(10)前記荷重のピーク値を検出するピーク荷重検出手段を備える、(9)に記載の凹凸追従性評価装置。
(11)ピーク荷重が検出されたときの前記凹凸部材の前記シート状部材に対する相対的位置に関わる情報を検出する位置情報検出手段を備える、(10)に記載の凹凸追従性評価装置。
(12)前記シート状部材と凹凸部材との温度に制御する温度制御装置を備える、(9)〜(11)に記載の凹凸追従性評価装置。
(13)シート状部材に凹凸部材を押し当てる押圧手段と、
前記凹凸部材に掛かる荷重を検出する荷重検出手段と、
前記荷重のピーク値を検出するピーク荷重検出手段を備える、凹凸追従性評価装置。
(14)シート状部材に凹凸部材を一定の深さ押し当てる押圧手段と、
前記凹凸部材に掛かる荷重を検出する荷重検出手段を備える、凹凸追従性評価装置。
(15)前記シート状部材と凹凸部材との温度に制御する温度制御手段を備える、(13)または(14)に記載の凹凸追従性評価装置。
【発明の効果】
【0012】
本発明に係るシート状部材の評価方法によれば、シート状部材の厚み方向での圧縮に対する変形性および変形後の応力緩和性を簡便に評価できるため、様々な条件下で使用されるシート状部材の開発コストや、評価時の作業効率の改善に寄与できる。
【図面の簡単な説明】
【0013】
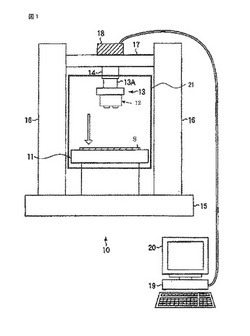
【図1】本発明の一実施形態である凹凸追従性評価装置の外観を示す模式的な正面図である。
【図2】図1の凹凸追従性評価装置で使用される凹凸部材の側面図である。
【図3】図1の凹凸追従性評価装置で使用される凹凸部材の平面図である。
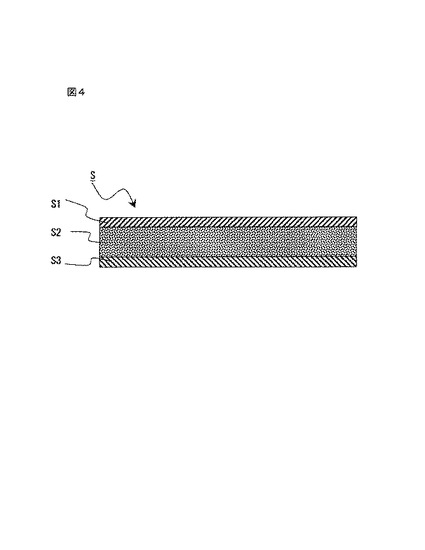
【図4】シート状部材の一例であるフィルム状粘着剤の概略断面図である。
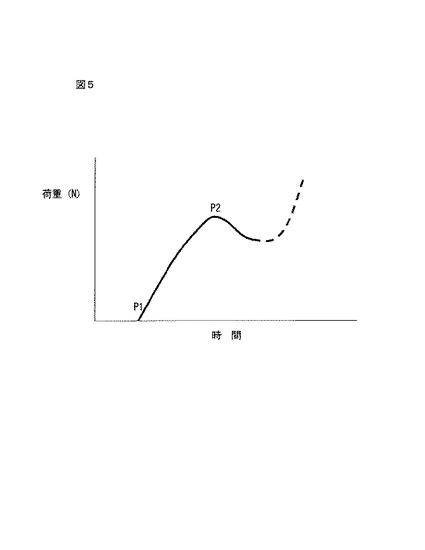
【図5】シート状部材に対し凹凸部材を押し込んだ際の圧縮荷重曲線のグラフである。
【発明を実施するための形態】
【0014】
以下、本発明の実施の形態を、図面を参照して説明する。
まず、本発明の一実施形態である凹凸追従性評価装置の外観を模式的に示す正面図を図1に示す。
【0015】
凹凸追従性評価装置10は、シート状部材である試料Sに凹凸部材12を押し当てる押圧手段を有し、具体的には、試料Sを載置する支持部として用いた台座11と、台座11に相対して配置される凹凸部材12と、凹凸部材12を保持する保持部13と、保持部13を支持するとともに凹凸部材12および保持部13とを台座11に向けて移動する駆動部14とを備える。台座11は、基台15の上に装着される。また、基台15の上には台座11を間に挟んで一対の支柱部16、16が設けられ、支柱部16、16間には桁部17が基台15の上を横切るように架設される。
【0016】
保持部13は、駆動部14にその一端が連結されるシャフト部13Aに連結され、凹凸部材12は保持部13の下面に着脱可能に保持される。凹凸部材の保持方法は特に限定はされず、両面粘着シートや、接着剤、ネジなどの留め具により固定すればよい。
【0017】
駆動部14は、桁部17の略中央に配置され、保持部13を凹凸部材12と一体的に昇降し、その位置(移動距離)が検出される。すなわち、押圧手段として保持部13が押し下げられると、凹凸部材12は試料Sに押し当てられ、台座11に載置された試料Sに凹凸部材12が押し込まれる。この際、凹凸部材12に対する試料Sからの反発が荷重として検出される。荷重検出手段として、駆動部14と共に、ロードセルなどの荷重検出部18が設けられ、保持部13を介して、試料Sを圧縮する際に凹凸部材12に掛かる荷重、および凹凸部材12と試料Sとの相対位置が時系列に検出される。通常は、凹凸部材12は、一定速度で試料Sに押し付けられることにより、速度をモニターすることで、凹凸部材12と試料Sとの相対位置関係、凹凸部材12と試料Sとの距離、試料Sに対する凹凸部材12の埋め込み深さは判明する。
【0018】
荷重検出部18によって時系列に順次出力される荷重データがピーク荷重検出手段としてのコンピュータ19において順次比較され、荷重が上昇から下降に転じたとき、そのときの荷重がピーク値として検出される。コンピュータ19は荷重のピーク値を検出した際の凹凸部材12とシート状部材との相対位置を求めることができ、すなわち位置情報検出手段を兼ねる。荷重のピーク値は、例えばそのときの凹凸部材の位置とともに例えばメモリに記録される。また、荷重のピーク値は凹凸部材の位置とともに、例えばコンピュータディスプレイやプリンタである表示装置20に表示される。
【0019】
凹凸追従性評価装置10は、シート状部材Sおよび凹凸部材12の温度を制御する温度制御機構21を備えることが好ましい。温度制御機構21は、少なくとも凹凸部材12とシート状部材Sとを収納する恒温槽と、恒温槽内の温度を測定する温度計などの温度測定手段と、さらに恒温槽内の温度を上昇、下降しうる加熱手段、冷却手段を備えることが好ましい。加熱手段としては、恒温槽の内部または外部に設置された発熱体や加熱ジャケットなどがあげられ、冷却手段としては、恒温槽に設置された冷却ジャケットがあげられる。このような温度制御機構21を備えることで、様々な温度条件下での凹凸追従性を簡便に評価できる。
【0020】
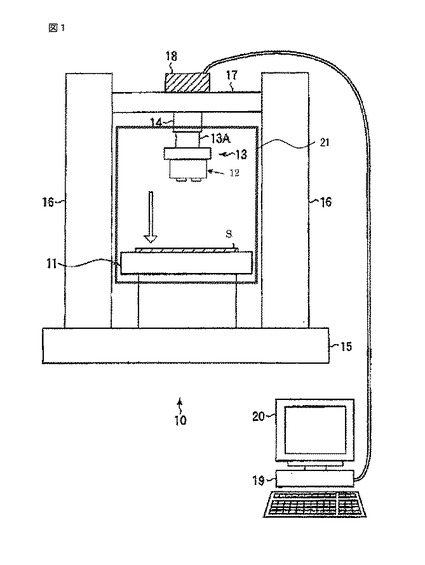
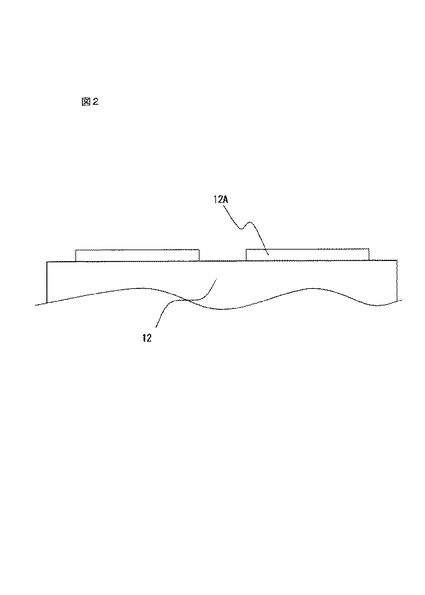
図2、図3は凹凸部材12の側面図および平面図である。凹凸部材12の表面形状は、被着体表面の形状を模したものであるが、厳密に被着体表面と同形状である必要はなく多角形のものなど、どのような形状でも構わない。たとえば、高さ10〜1000μm程度、一辺2〜1000mm程度の四角形の突起物12Aを有する、ガラス、金属部材、樹脂成形体であってもよい。
【0021】
凹凸部材12の表面に形成される凹凸部の高さ(突起物高さ)は、測定対象であるシート状部材の厚み方向での変形性に合わせて適宜に選定することが好ましい。すなわち、厚み方向に変形しやすい場合には、突起物の高さは高くてもよいが、厚み方向での変形性が低い場合には、突起物の高さを低くすることが好ましい。たとえば、シート状部材が、基材とその上に形成された粘着剤層とからなる場合であって、基材が厚み方向に変形し難い硬質のポリエチレンテレフタレートフィルムの場合には、突起物の高さは、粘着剤層の厚みと同程度以下とすることが好ましい。また、基材が比較的軟質で厚み方向に変形しやすい場合には、突起物の高さは、粘着剤層の厚みよりも高くてもよいが、シート状部材の全厚よりも低くする。また、凹凸部材12の表面に、多くの突起物を有し多数の凹凸が設けられ場合には、各突起物の高さは、ほぼ等しいこと好ましい。
【0022】
突起物の高さに対して、シート状部材の厚みが薄すぎる場合には、応力の測定時にピーク位置に到達する前に、突起物が台座11からの反発力を強く受けて突起物が潰れてしまい、有意な測定結果が得られない場合がある。
【0023】
したがって、測定に先立ち、先端の丸い針状体を、シート状部材の表面に押し付け、埋め込み可能な長さを測定し、これと同程度の高さの突起物を有する凹凸部材を使用することが好ましい。
【0024】
シート状部材Sは、凹凸を有する被着体に対して貼付されることの多いフィルム状粘着剤や、両面粘着シート、ラベル、壁紙、表面保護シートなどの粘着シート類、樹脂フィルムであるが、これらの限定されることはない。図4には、本実施形態においてシート状部材Sとして用いられるフィルム状粘着剤の断面図を示した。図示されるように、フィルム状粘着剤は、軽剥離シートS1と重剥離シートS3とに挟まれた、フィルム状粘着剤S2とからなり、使用に際しては、剥離シートS1を剥離し、粘着剤層の片面を露出させ、第1の被着体に貼付し、その後重剥離シートS3を剥離し、粘着剤層の他面を露出させ、第2の被着体を貼付し、第1および第2の被着体を貼り合わせる。両面粘着シートにおいても同様である。
【0025】
台座11には、シート状部材Sが載置される。なお、シート状部材がフィルム状粘着剤(または両面粘着シート)である場合には、軽剥離シートS1を剥離し、露出した粘着剤層面が凹凸部材側になるように載置される。また、シート状部材Sが粘着シートの場合には、粘着剤層面が凹凸部材側になるように載置される。凹凸部材12は例えば0.1〜1000μm/秒、好ましくは1〜100μm/秒の速さでシート状部材Sに向けて移動する。凹凸部材12の移動速度が速すぎる場合には、凹凸部材12の移動に対して、シート状部材Sの変形が追従できず、有意な評価結果は得られない。
【0026】
図5に、凹凸部材12をシート部材Sに向かって移動させたときの凹凸部材12の先端(突起頂部)の位置と荷重検出部18により検出される荷重(圧縮荷重)との間の関係の一例を示す。図5において横軸は、時間であり、凹凸部材は一定速度でシート状部材S方向に移動するので、凹凸部材先端がシート状部材に接触するまでは、凹凸部材とシート状部材Sとの距離を計算できる。点P1は、凹凸部材先端がシート状部材Sの表面と接触し始めた位置を示す。この時点以後は、凹凸部材がシート状部材Sに一定速度で埋め込まれていく。
【0027】
図5の縦軸はN(ニュートン)を単位として、凹凸部材に掛かる荷重を示す。図5において、凹凸部材先端は経時的にはシート状部材に埋め込まれ、これに伴って凹凸部材に掛かる圧縮荷重は曲線に沿って変化する。
【0028】
点P1は、凹凸部材先端がシート状部材Sの表面と接触し始めた位置を示す。凹凸部材先端がシート状部材Sに接触すると、シート状部材Sからの反発力が荷重として測定される。点P1の位置から更に台座11に向けて凹凸部材が移動すると、シート状部材Sは圧縮され始め、凹凸部材が移動するにしたがって圧縮荷重は上昇する。この際、シート状部材Sは、厚み方向に変形が始まり、凹凸部材が押し付けられている部分の厚みが薄くなる。さらに、凹凸部材をシート状部材Sに押し込み続けると、シート状部材Sを構成する樹脂(粘着剤等)の塑性変形が起こり、シート状部材Sからの反発力が低下し、測定される圧縮荷重が減少に転じる(点P2)。この結果、点P2が、ピーク値として測定される。
【0029】
点P2以降、圧縮荷重は減少を続けるが、シート状部材Sの変形限度を超えて圧縮を続けると、台座11からの直接的な反発力が荷重として測定され、測定荷重は上昇に転じ、最終的には、凹凸部材12またはシート状部材Sの破壊に至る。
【0030】
本発明では、点P2におけるピーク荷重値、ならびに必要に応じ、ピーク荷重値が測定される際の凹凸部材とシート状部材との相対的位置関係(シート状部材へ凹凸部材を埋め込んだときのシート状部材表面からの深さ、以下「ピーク荷重時深さ」と呼ぶ)から、シート状部材の凹凸追従性を評価することができる。
【0031】
一般的に、シート状部材の凹凸追従性が高いとシート状部材は凹凸に追従するが、追従性が良いということは、シート状部材の弾性率等が低いものであることが多いため、望まないところで変形が発生することがある。一方、凹凸追従性が低いと、凹凸に追従できず、被着体に密着させることができない。凹凸に追従させるために非常に高い圧力で押し込む必要があり、その際に凹凸を破壊してしまう可能性がある。
【0032】
図5に示す時間/荷重曲線においてピーク値(ピーク荷重値)が測定されない場合、すなわち、凹凸部材の埋め込み深さが深くなるにつれて、圧縮荷重が増加を続ける場合には、該シート状部材は形状追従性、応力緩和性に劣るので、表面の高低差の大きな被着体に貼付されるシート状部材として使用するには不適当である。
【0033】
また、ピーク荷重値が小さな場合には、シート状部材は僅かな圧縮で変形することを意味している。したがって、形状追従性は優れる。しかし、ピーク荷重値が小さすぎると、シート状部材をロール状に巻き取る程度の圧力でも変形することがあるため、シート状部材の保存性が損なわれることがある。
【0034】
一方、ピーク荷重値が大きな場合には、シート状部材の変形に大きな荷重が必要であることを意味している。したがって、形状保持性には優れるが、形状追従性は低下する。ピーク荷重値が大きすぎると、被着体がシート状部材に押しつけられた際に、被着体表面の形状を破壊するおそれがある。
【0035】
また、ピーク荷重時深さ(ピーク荷重が観察される時点でのシート状部材に対する凹凸部材の押し込み量)が小さいと、迅速に応力緩和が始まりシート状部材が被着体表面に追従し、逆に大きいとゆっくりと応力緩和が始まる。したがって、シート状部材を凹凸部材に貼付する速度に応じてシート状部材の追従性を評価することができる。
【0036】
また、圧縮荷重値を、凹凸部材のシート状部材に接する表面積で除することで、圧縮応力が算出される。凹凸部材として、表面形状の異なるものを使用した場合には、圧縮応力により規格化することで、評価を適正化できる。
【0037】
また、本発明では、凹凸部材をシート状部材Sに一定の深さ(距離)埋め込んだときの圧縮荷重および圧縮応力を測定することにより、シート状部材の凹凸追従性を評価することができる。埋め込み量は、0より大きくシート状部材以下であり、たとえば、シート状部材の厚みの1〜90%が好ましく、5〜50%が特に好ましく、上記のピーク荷重時深さであってもよい。一定量の埋め込み深さでの圧縮荷重および圧縮応力の検出においても、ピーク荷重値と同様の評価が得られる。
【0038】
以上、本発明について、図面に記載した凹凸追従性評価装置の使用態様に沿って説明したが、本発明は、特定の装置の使用態様に限定されるものではない。
【0039】
すなわち、本発明を、シート状部材の凹凸追従性評価方法として考えれば、本発明の方法は、シート状部材に凹凸部材を押し当てるステップと、前記凹凸部材に掛かる荷重を検出するステップと、好ましくは検出された前記荷重のピーク値を検出するステップとを備える。
【0040】
また、該方法は、好ましくは、前記ピーク値が検出されたときの前記凹凸部材の前記シート状部材に対する相対的な位置に関わる情報を検出するステップを備える。
【0041】
また、本発明の方法を他の観点から記述すれば、シート状部材に凹凸部材を押し当てて、前記凹凸部材に掛かる荷重を検出するとともに、検出された前記荷重のピーク値を検出し、前記ピーク値に基づいて前記シート状部材の凹凸追従性を評価することを特徴としている。
【0042】
さらに、本発明の方法は、シート状部材に凹凸部材を一定距離量埋め込んだときに検出された荷重から、前記シート状部材の凹凸追従性を評価することを特徴としている。
【0043】
以上のように、圧縮荷重値、ピーク荷重値、ピーク荷重時深さなどから、シート状部材の厚み方向での圧縮に対する変形性および変形後の応力緩和性などの予測が可能であり、これらに基づいて凹凸追従性を簡便に評価できるため、様々な条件下で使用されるシート状部材の開発コストや、評価時の作業効率の改善に寄与できる。
【実施例】
【0044】
以下、本発明を実施例により説明するが、本発明はこれら実施例に限定されるものではない。なお、以下の実施例および比較例において、本発明の方法および装置を用いてシート状部材の圧縮荷重および圧縮応力を測定し、また別に印刷面を有するガラスに対するシート状部材の凹凸追従性を常法により評価し、両者の結果の一致を確認した。各種物性の評価は次のように行った。
【0045】
(押し込み応力(荷重))
シート状部材として、組成または物性の異なる9種のフィルム状粘着剤を準備した。フィルム状粘着剤は、剥離力の異なる軽剥離シートと重剥離シートとに挟持されてなる。それぞれのフィルム状粘着剤を、縦50mm×横50mmの形状に裁断し、両側の剥離シートを取り除いて台座に固定し、表出したフィルム状粘着剤面に、凹凸部材として縦5mm×横5mm×厚み300μmのガラス片を5mm×5mmの平面全体を接触させて10μm/秒の速度で、万能引張圧縮試験機[インストロン社製、製品名「インストロン5581型」]で押し当て、フィルム状粘着剤の表面から深さ20μmまで押し込んだ。押し込み10秒後にフィルム状粘着剤からガラス片にかかる圧縮荷重を測定した。測定は温度23℃、相対湿度50%の環境下で行った。
【0046】
ここで、シリコンチップの表面積は25mm2であるので、圧縮荷重を25mm2で除することで圧縮応力を算出できる。
【0047】
(凹凸追従性)
(評価1)
ガラス板(NSGプレシジョン社製、製品名「コーニングガラス イーグルXG」、縦90mm×横50mm×厚み0.5mm)の表面に、紫外線硬化型インク(帝国インキ社製、製品名「POS−911墨」)で、ガラス板の外周から内周に向けて幅5mm領域に額縁状の印刷を塗布厚み15μmとなるように、スクリーン印刷にて行い、紫外線を照射(80W/cmメタルハライドランプ2灯、ランプ高さ15cm、ベルトスピード10〜15m/分)にて硬化し、印刷による凹凸を有するガラス板を作製した。
【0048】
用意したフィルム状粘着剤1〜9を、縦50mm×横50mmの形状に裁断し、軽剥離シートを取り除いて、粘着剤層を露出した。ラミネーター(フジクラ社製、製品名「LPD3214」)を用いて、前記ガラス板の印刷面の額縁状の印刷全面を覆うように、フィルム状粘着剤を貼付した。
【0049】
フィルム状粘着剤の貼付後、重剥離シートを剥離し、露出した粘着剤層面を、ガラス板(NSGプレシジョン社製、製品名「コーニングガラス イーグルXG」、縦90mm×横50mm×厚み0.5mm)に、前記ラミネーターで貼付して、凹凸追従性評価用サンプルを作製した。
【0050】
その後、オートクレーブ中で処理(50℃、0.5MPa、20分)し、ガラス板の片面から、フィルム状粘着剤を目視で観察し、気泡の有無を確認した。気泡の有無は下記の基準に沿って、2段階で判定した。
○:気泡がまったく確認できない(凹凸追従性に優れる)
×:気泡が確認できる(凹凸追従性に劣る)
【0051】
(評価2)
上記(評価1)と同様の操作を行い、オートクレーブ中で処理した後、23℃、50%Rhの環境下で7日間放置し同様に、気泡の有無を確認した。
【0052】
圧縮荷重および圧縮応力の測定および凹凸追従性の評価(気泡の有無)を行った。結果を表1に示す。
【表1】

【0053】
上記結果より、圧縮荷重および圧縮応力の測定結果が、凹凸追従性の評価結果と良い相関にあることが確認できた。したがって、本発明の方法および装置により、凹凸追従性を簡便に評価できる。
【符号の説明】
【0054】
10 凹凸追従性評価装置
11 台座
12 凹凸部材
13 保持部
14 駆動部
15 基台
16 支柱部
17 桁部
18 荷重検出部
19 コンピュータ
20 表示装置
21 温度制御機構
S シート状部材
S1 軽剥離シート
S2 フィルム状粘着剤
S3 重剥離シート
【技術分野】
【0001】
本発明は、各種被着体の表面に、貼着されるシート状部材の凹凸追従性の評価方法に関する。また、本発明は、この評価方法に用いられる評価装置に関する。
【背景技術】
【0002】
携帯電話やモバイル機器などの携帯情報端末機器や、テレビなどには、各種の積層体が用いられている。たとえば、液晶ディスプレイは、偏光パネルやガラス板が積層されている。この際、パネルやガラス板には、印刷が施されている場合が多く、印刷による段差や、印刷の浮きや剥がれが直接ビューエリアに表れ、視認性が大きく損なわれることがある。
【0003】
また、パネルやガラス板は、フィルム状の粘着剤により貼合される。しかし、貼合面に印刷による段差や、印刷の浮きや剥がれがあると、フィルム状粘着剤が十分に密着せず、パネルとガラス板との貼合が不十分になったり、気泡を巻き込むため、画面の視認性が低下してしまう。一方、貼合面に印刷による段差や、印刷の浮きや剥がれがあっても、フィルム状粘着剤が適度に変形し、このような段差等による凹凸を緩和できれば、画面の視認性が損なわれることはない(以下、フィルム状粘着剤等が被着体表面の凹凸に追従して変形し、凹凸を緩和する能力を「凹凸追従性」と呼ぶ)。したがって、この用途に用いられるフィルム状粘着剤などのシート状部材には、優れた凹凸追従性が求められる。
【0004】
このようなフィルム状粘着剤の凹凸追従性を評価する際には、実際に評価対象となる凹凸面を有する被着体に、実際に使用する貼合機を用いてフィルム状粘着剤を貼付し、その結果に基づいて評価を行っていた。しかし、評価対象となる被着体である偏光パネルやガラス板はそれ自体が高価である。また、貼合状態を確認するためには、積層体を破壊して検査する必要があり、時間もかかる。さらに、実際に工程ラインで使用する貼合機を用いるため、工場における手間は無視できないものになる。
【0005】
また、凹凸を有する被着体に対して貼付されることの多いラベルや壁紙などの粘着シートにおいても、凹凸追従性は問題となる。ラベルや壁紙が、被着体の凹凸面に十分に追従しない場合には、シワや浮きが発生し、外見を大きく損ない、また接着が不十分になるため、ラベル等の剥離も起こりやすくなる。さらに、被着体表面に対する凹凸追従性は、様々な物品表面の一時的な保護に用いられる表面保護シート、各種の物品の装飾、機能付加に用いられる樹脂フィルムにおいても同様に問題となる。このようなラベル等の凹凸追従性も前記と同様に、実際に適用される被着体を用いて評価を行うのが一般的であった。このため、前記と同様にコストや手間がかかる。
【0006】
フィルム状粘着剤や、ラベル、壁紙、表面保護シート、樹脂フィルム等のシート状部材の凹凸追従性を、簡便に測定可能な何らかの物性値により、評価することができれば、コストや作業効率の改善に寄与できる。このような簡便に測定可能なシート状部材の物性値としては、弾性率やヤング率などが考えられるが、これらの物性値と凹凸追従性の実際の評価結果との相関性が認められないことがあった。
【0007】
なお、特許文献1(特開2009−128015公報)には、樹脂シートの圧縮切断特性を簡便に評価するために、樹脂シートに一定の条件で切断刃を押し付け、その際に測定される荷重およびそのピーク値から、圧縮切断特性を見積もる方法および装置が開示されている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2009−128015公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明は、上記のような従来技術に鑑みてなされたものであり、凹凸を有する被着体に対して貼付されることの多いフィルム状粘着剤や、ラベル、壁紙、表面保護シート、樹脂フィルム等のシート状部材の凹凸追従性を簡便に評価しうる方法およびそのために用いる評価装置を提供することを目的としている。
【課題を解決するための手段】
【0010】
本発明者らは、上記課題の解決を目的として鋭意研究した結果、凹凸追従性の評価には、シート状部材の厚み方向での圧縮に対する変形性および変形後の応力緩和性を適切に評価すべき必要があることを見出した。シート状部材が、被着体表面の凹凸に追従して変形するためには、被着体をシート状部材に押し付けた際の応力が比較的低く、また一定時間で緩和することが好ましいと考えられる。
【0011】
このような着想に基づいて完成された本発明は、以下の要旨を含む。
(1)シート状部材に凹凸部材を押し当てるステップと、
前記凹凸部材に掛かる荷重を検出するステップと、
を備える、シート状部材の凹凸追従性評価方法。
(2)検出された前記荷重のピーク値を検出するステップをさらに備える、(1)に記載の凹凸追従性評価方法。
(3)前記ピーク値が検出されたときの前記凹凸部材の前記シート状部材に対する相対的な位置に関わる情報を検出するステップを備える、(2)に記載の凹凸追従性評価方法。
(4)シート状部材がフィルム状粘着剤、両面粘着シート、ラベル、壁紙、表面保護シート、粘着シート、単層樹脂フィルムまたは積層樹脂フィルムである(1)〜(3)の何れかに記載の凹凸追従性評価方法。
(5)シート状部材に凹凸部材を一定の深さ押し当てるステップと、
前記凹凸部材に掛かる荷重を検出するステップと、
を備えるシート状部材の凹凸追従性評価方法。
(6)シート状部材に凹凸部材を押し当てて、前記凹凸部材に掛かる荷重を検出するとともに、検出された前記荷重のピーク値を検出し、前記ピーク値に基づいて前記シート状部材の凹凸追従性を評価する、シート状部材の凹凸追従性評価方法。
(7)前記ピーク値が検出されたときの前記凹凸部材の前記シート状部材に対する相対的な位置に関わる情報を検出し、前記ピーク値と前記情報とに基づいて前記凹凸追従性を評価する、(6)に記載の凹凸追従性評価方法。
(8)シート状部材がフィルム状粘着剤、両面粘着シート、ラベル、壁紙、表面保護シート、粘着シート、単層樹脂フィルムまたは積層樹脂フィルムである(6)または(7)に記載の凹凸追従性評価方法。
(9)シート状部材を圧縮するための凹凸部材と、
前記シート状部材を支持する支持部と、
前記凹凸部材または前記支持部の少なくとも一方を移動して前記凹凸部材を前記シート状部材に押し当てる駆動部と、
前記凹凸部材に掛かる荷重を検出する荷重検出部と
を備える、シート状部材の凹凸追従性を評価するための凹凸追従性評価装置。
(10)前記荷重のピーク値を検出するピーク荷重検出手段を備える、(9)に記載の凹凸追従性評価装置。
(11)ピーク荷重が検出されたときの前記凹凸部材の前記シート状部材に対する相対的位置に関わる情報を検出する位置情報検出手段を備える、(10)に記載の凹凸追従性評価装置。
(12)前記シート状部材と凹凸部材との温度に制御する温度制御装置を備える、(9)〜(11)に記載の凹凸追従性評価装置。
(13)シート状部材に凹凸部材を押し当てる押圧手段と、
前記凹凸部材に掛かる荷重を検出する荷重検出手段と、
前記荷重のピーク値を検出するピーク荷重検出手段を備える、凹凸追従性評価装置。
(14)シート状部材に凹凸部材を一定の深さ押し当てる押圧手段と、
前記凹凸部材に掛かる荷重を検出する荷重検出手段を備える、凹凸追従性評価装置。
(15)前記シート状部材と凹凸部材との温度に制御する温度制御手段を備える、(13)または(14)に記載の凹凸追従性評価装置。
【発明の効果】
【0012】
本発明に係るシート状部材の評価方法によれば、シート状部材の厚み方向での圧縮に対する変形性および変形後の応力緩和性を簡便に評価できるため、様々な条件下で使用されるシート状部材の開発コストや、評価時の作業効率の改善に寄与できる。
【図面の簡単な説明】
【0013】
【図1】本発明の一実施形態である凹凸追従性評価装置の外観を示す模式的な正面図である。
【図2】図1の凹凸追従性評価装置で使用される凹凸部材の側面図である。
【図3】図1の凹凸追従性評価装置で使用される凹凸部材の平面図である。
【図4】シート状部材の一例であるフィルム状粘着剤の概略断面図である。
【図5】シート状部材に対し凹凸部材を押し込んだ際の圧縮荷重曲線のグラフである。
【発明を実施するための形態】
【0014】
以下、本発明の実施の形態を、図面を参照して説明する。
まず、本発明の一実施形態である凹凸追従性評価装置の外観を模式的に示す正面図を図1に示す。
【0015】
凹凸追従性評価装置10は、シート状部材である試料Sに凹凸部材12を押し当てる押圧手段を有し、具体的には、試料Sを載置する支持部として用いた台座11と、台座11に相対して配置される凹凸部材12と、凹凸部材12を保持する保持部13と、保持部13を支持するとともに凹凸部材12および保持部13とを台座11に向けて移動する駆動部14とを備える。台座11は、基台15の上に装着される。また、基台15の上には台座11を間に挟んで一対の支柱部16、16が設けられ、支柱部16、16間には桁部17が基台15の上を横切るように架設される。
【0016】
保持部13は、駆動部14にその一端が連結されるシャフト部13Aに連結され、凹凸部材12は保持部13の下面に着脱可能に保持される。凹凸部材の保持方法は特に限定はされず、両面粘着シートや、接着剤、ネジなどの留め具により固定すればよい。
【0017】
駆動部14は、桁部17の略中央に配置され、保持部13を凹凸部材12と一体的に昇降し、その位置(移動距離)が検出される。すなわち、押圧手段として保持部13が押し下げられると、凹凸部材12は試料Sに押し当てられ、台座11に載置された試料Sに凹凸部材12が押し込まれる。この際、凹凸部材12に対する試料Sからの反発が荷重として検出される。荷重検出手段として、駆動部14と共に、ロードセルなどの荷重検出部18が設けられ、保持部13を介して、試料Sを圧縮する際に凹凸部材12に掛かる荷重、および凹凸部材12と試料Sとの相対位置が時系列に検出される。通常は、凹凸部材12は、一定速度で試料Sに押し付けられることにより、速度をモニターすることで、凹凸部材12と試料Sとの相対位置関係、凹凸部材12と試料Sとの距離、試料Sに対する凹凸部材12の埋め込み深さは判明する。
【0018】
荷重検出部18によって時系列に順次出力される荷重データがピーク荷重検出手段としてのコンピュータ19において順次比較され、荷重が上昇から下降に転じたとき、そのときの荷重がピーク値として検出される。コンピュータ19は荷重のピーク値を検出した際の凹凸部材12とシート状部材との相対位置を求めることができ、すなわち位置情報検出手段を兼ねる。荷重のピーク値は、例えばそのときの凹凸部材の位置とともに例えばメモリに記録される。また、荷重のピーク値は凹凸部材の位置とともに、例えばコンピュータディスプレイやプリンタである表示装置20に表示される。
【0019】
凹凸追従性評価装置10は、シート状部材Sおよび凹凸部材12の温度を制御する温度制御機構21を備えることが好ましい。温度制御機構21は、少なくとも凹凸部材12とシート状部材Sとを収納する恒温槽と、恒温槽内の温度を測定する温度計などの温度測定手段と、さらに恒温槽内の温度を上昇、下降しうる加熱手段、冷却手段を備えることが好ましい。加熱手段としては、恒温槽の内部または外部に設置された発熱体や加熱ジャケットなどがあげられ、冷却手段としては、恒温槽に設置された冷却ジャケットがあげられる。このような温度制御機構21を備えることで、様々な温度条件下での凹凸追従性を簡便に評価できる。
【0020】
図2、図3は凹凸部材12の側面図および平面図である。凹凸部材12の表面形状は、被着体表面の形状を模したものであるが、厳密に被着体表面と同形状である必要はなく多角形のものなど、どのような形状でも構わない。たとえば、高さ10〜1000μm程度、一辺2〜1000mm程度の四角形の突起物12Aを有する、ガラス、金属部材、樹脂成形体であってもよい。
【0021】
凹凸部材12の表面に形成される凹凸部の高さ(突起物高さ)は、測定対象であるシート状部材の厚み方向での変形性に合わせて適宜に選定することが好ましい。すなわち、厚み方向に変形しやすい場合には、突起物の高さは高くてもよいが、厚み方向での変形性が低い場合には、突起物の高さを低くすることが好ましい。たとえば、シート状部材が、基材とその上に形成された粘着剤層とからなる場合であって、基材が厚み方向に変形し難い硬質のポリエチレンテレフタレートフィルムの場合には、突起物の高さは、粘着剤層の厚みと同程度以下とすることが好ましい。また、基材が比較的軟質で厚み方向に変形しやすい場合には、突起物の高さは、粘着剤層の厚みよりも高くてもよいが、シート状部材の全厚よりも低くする。また、凹凸部材12の表面に、多くの突起物を有し多数の凹凸が設けられ場合には、各突起物の高さは、ほぼ等しいこと好ましい。
【0022】
突起物の高さに対して、シート状部材の厚みが薄すぎる場合には、応力の測定時にピーク位置に到達する前に、突起物が台座11からの反発力を強く受けて突起物が潰れてしまい、有意な測定結果が得られない場合がある。
【0023】
したがって、測定に先立ち、先端の丸い針状体を、シート状部材の表面に押し付け、埋め込み可能な長さを測定し、これと同程度の高さの突起物を有する凹凸部材を使用することが好ましい。
【0024】
シート状部材Sは、凹凸を有する被着体に対して貼付されることの多いフィルム状粘着剤や、両面粘着シート、ラベル、壁紙、表面保護シートなどの粘着シート類、樹脂フィルムであるが、これらの限定されることはない。図4には、本実施形態においてシート状部材Sとして用いられるフィルム状粘着剤の断面図を示した。図示されるように、フィルム状粘着剤は、軽剥離シートS1と重剥離シートS3とに挟まれた、フィルム状粘着剤S2とからなり、使用に際しては、剥離シートS1を剥離し、粘着剤層の片面を露出させ、第1の被着体に貼付し、その後重剥離シートS3を剥離し、粘着剤層の他面を露出させ、第2の被着体を貼付し、第1および第2の被着体を貼り合わせる。両面粘着シートにおいても同様である。
【0025】
台座11には、シート状部材Sが載置される。なお、シート状部材がフィルム状粘着剤(または両面粘着シート)である場合には、軽剥離シートS1を剥離し、露出した粘着剤層面が凹凸部材側になるように載置される。また、シート状部材Sが粘着シートの場合には、粘着剤層面が凹凸部材側になるように載置される。凹凸部材12は例えば0.1〜1000μm/秒、好ましくは1〜100μm/秒の速さでシート状部材Sに向けて移動する。凹凸部材12の移動速度が速すぎる場合には、凹凸部材12の移動に対して、シート状部材Sの変形が追従できず、有意な評価結果は得られない。
【0026】
図5に、凹凸部材12をシート部材Sに向かって移動させたときの凹凸部材12の先端(突起頂部)の位置と荷重検出部18により検出される荷重(圧縮荷重)との間の関係の一例を示す。図5において横軸は、時間であり、凹凸部材は一定速度でシート状部材S方向に移動するので、凹凸部材先端がシート状部材に接触するまでは、凹凸部材とシート状部材Sとの距離を計算できる。点P1は、凹凸部材先端がシート状部材Sの表面と接触し始めた位置を示す。この時点以後は、凹凸部材がシート状部材Sに一定速度で埋め込まれていく。
【0027】
図5の縦軸はN(ニュートン)を単位として、凹凸部材に掛かる荷重を示す。図5において、凹凸部材先端は経時的にはシート状部材に埋め込まれ、これに伴って凹凸部材に掛かる圧縮荷重は曲線に沿って変化する。
【0028】
点P1は、凹凸部材先端がシート状部材Sの表面と接触し始めた位置を示す。凹凸部材先端がシート状部材Sに接触すると、シート状部材Sからの反発力が荷重として測定される。点P1の位置から更に台座11に向けて凹凸部材が移動すると、シート状部材Sは圧縮され始め、凹凸部材が移動するにしたがって圧縮荷重は上昇する。この際、シート状部材Sは、厚み方向に変形が始まり、凹凸部材が押し付けられている部分の厚みが薄くなる。さらに、凹凸部材をシート状部材Sに押し込み続けると、シート状部材Sを構成する樹脂(粘着剤等)の塑性変形が起こり、シート状部材Sからの反発力が低下し、測定される圧縮荷重が減少に転じる(点P2)。この結果、点P2が、ピーク値として測定される。
【0029】
点P2以降、圧縮荷重は減少を続けるが、シート状部材Sの変形限度を超えて圧縮を続けると、台座11からの直接的な反発力が荷重として測定され、測定荷重は上昇に転じ、最終的には、凹凸部材12またはシート状部材Sの破壊に至る。
【0030】
本発明では、点P2におけるピーク荷重値、ならびに必要に応じ、ピーク荷重値が測定される際の凹凸部材とシート状部材との相対的位置関係(シート状部材へ凹凸部材を埋め込んだときのシート状部材表面からの深さ、以下「ピーク荷重時深さ」と呼ぶ)から、シート状部材の凹凸追従性を評価することができる。
【0031】
一般的に、シート状部材の凹凸追従性が高いとシート状部材は凹凸に追従するが、追従性が良いということは、シート状部材の弾性率等が低いものであることが多いため、望まないところで変形が発生することがある。一方、凹凸追従性が低いと、凹凸に追従できず、被着体に密着させることができない。凹凸に追従させるために非常に高い圧力で押し込む必要があり、その際に凹凸を破壊してしまう可能性がある。
【0032】
図5に示す時間/荷重曲線においてピーク値(ピーク荷重値)が測定されない場合、すなわち、凹凸部材の埋め込み深さが深くなるにつれて、圧縮荷重が増加を続ける場合には、該シート状部材は形状追従性、応力緩和性に劣るので、表面の高低差の大きな被着体に貼付されるシート状部材として使用するには不適当である。
【0033】
また、ピーク荷重値が小さな場合には、シート状部材は僅かな圧縮で変形することを意味している。したがって、形状追従性は優れる。しかし、ピーク荷重値が小さすぎると、シート状部材をロール状に巻き取る程度の圧力でも変形することがあるため、シート状部材の保存性が損なわれることがある。
【0034】
一方、ピーク荷重値が大きな場合には、シート状部材の変形に大きな荷重が必要であることを意味している。したがって、形状保持性には優れるが、形状追従性は低下する。ピーク荷重値が大きすぎると、被着体がシート状部材に押しつけられた際に、被着体表面の形状を破壊するおそれがある。
【0035】
また、ピーク荷重時深さ(ピーク荷重が観察される時点でのシート状部材に対する凹凸部材の押し込み量)が小さいと、迅速に応力緩和が始まりシート状部材が被着体表面に追従し、逆に大きいとゆっくりと応力緩和が始まる。したがって、シート状部材を凹凸部材に貼付する速度に応じてシート状部材の追従性を評価することができる。
【0036】
また、圧縮荷重値を、凹凸部材のシート状部材に接する表面積で除することで、圧縮応力が算出される。凹凸部材として、表面形状の異なるものを使用した場合には、圧縮応力により規格化することで、評価を適正化できる。
【0037】
また、本発明では、凹凸部材をシート状部材Sに一定の深さ(距離)埋め込んだときの圧縮荷重および圧縮応力を測定することにより、シート状部材の凹凸追従性を評価することができる。埋め込み量は、0より大きくシート状部材以下であり、たとえば、シート状部材の厚みの1〜90%が好ましく、5〜50%が特に好ましく、上記のピーク荷重時深さであってもよい。一定量の埋め込み深さでの圧縮荷重および圧縮応力の検出においても、ピーク荷重値と同様の評価が得られる。
【0038】
以上、本発明について、図面に記載した凹凸追従性評価装置の使用態様に沿って説明したが、本発明は、特定の装置の使用態様に限定されるものではない。
【0039】
すなわち、本発明を、シート状部材の凹凸追従性評価方法として考えれば、本発明の方法は、シート状部材に凹凸部材を押し当てるステップと、前記凹凸部材に掛かる荷重を検出するステップと、好ましくは検出された前記荷重のピーク値を検出するステップとを備える。
【0040】
また、該方法は、好ましくは、前記ピーク値が検出されたときの前記凹凸部材の前記シート状部材に対する相対的な位置に関わる情報を検出するステップを備える。
【0041】
また、本発明の方法を他の観点から記述すれば、シート状部材に凹凸部材を押し当てて、前記凹凸部材に掛かる荷重を検出するとともに、検出された前記荷重のピーク値を検出し、前記ピーク値に基づいて前記シート状部材の凹凸追従性を評価することを特徴としている。
【0042】
さらに、本発明の方法は、シート状部材に凹凸部材を一定距離量埋め込んだときに検出された荷重から、前記シート状部材の凹凸追従性を評価することを特徴としている。
【0043】
以上のように、圧縮荷重値、ピーク荷重値、ピーク荷重時深さなどから、シート状部材の厚み方向での圧縮に対する変形性および変形後の応力緩和性などの予測が可能であり、これらに基づいて凹凸追従性を簡便に評価できるため、様々な条件下で使用されるシート状部材の開発コストや、評価時の作業効率の改善に寄与できる。
【実施例】
【0044】
以下、本発明を実施例により説明するが、本発明はこれら実施例に限定されるものではない。なお、以下の実施例および比較例において、本発明の方法および装置を用いてシート状部材の圧縮荷重および圧縮応力を測定し、また別に印刷面を有するガラスに対するシート状部材の凹凸追従性を常法により評価し、両者の結果の一致を確認した。各種物性の評価は次のように行った。
【0045】
(押し込み応力(荷重))
シート状部材として、組成または物性の異なる9種のフィルム状粘着剤を準備した。フィルム状粘着剤は、剥離力の異なる軽剥離シートと重剥離シートとに挟持されてなる。それぞれのフィルム状粘着剤を、縦50mm×横50mmの形状に裁断し、両側の剥離シートを取り除いて台座に固定し、表出したフィルム状粘着剤面に、凹凸部材として縦5mm×横5mm×厚み300μmのガラス片を5mm×5mmの平面全体を接触させて10μm/秒の速度で、万能引張圧縮試験機[インストロン社製、製品名「インストロン5581型」]で押し当て、フィルム状粘着剤の表面から深さ20μmまで押し込んだ。押し込み10秒後にフィルム状粘着剤からガラス片にかかる圧縮荷重を測定した。測定は温度23℃、相対湿度50%の環境下で行った。
【0046】
ここで、シリコンチップの表面積は25mm2であるので、圧縮荷重を25mm2で除することで圧縮応力を算出できる。
【0047】
(凹凸追従性)
(評価1)
ガラス板(NSGプレシジョン社製、製品名「コーニングガラス イーグルXG」、縦90mm×横50mm×厚み0.5mm)の表面に、紫外線硬化型インク(帝国インキ社製、製品名「POS−911墨」)で、ガラス板の外周から内周に向けて幅5mm領域に額縁状の印刷を塗布厚み15μmとなるように、スクリーン印刷にて行い、紫外線を照射(80W/cmメタルハライドランプ2灯、ランプ高さ15cm、ベルトスピード10〜15m/分)にて硬化し、印刷による凹凸を有するガラス板を作製した。
【0048】
用意したフィルム状粘着剤1〜9を、縦50mm×横50mmの形状に裁断し、軽剥離シートを取り除いて、粘着剤層を露出した。ラミネーター(フジクラ社製、製品名「LPD3214」)を用いて、前記ガラス板の印刷面の額縁状の印刷全面を覆うように、フィルム状粘着剤を貼付した。
【0049】
フィルム状粘着剤の貼付後、重剥離シートを剥離し、露出した粘着剤層面を、ガラス板(NSGプレシジョン社製、製品名「コーニングガラス イーグルXG」、縦90mm×横50mm×厚み0.5mm)に、前記ラミネーターで貼付して、凹凸追従性評価用サンプルを作製した。
【0050】
その後、オートクレーブ中で処理(50℃、0.5MPa、20分)し、ガラス板の片面から、フィルム状粘着剤を目視で観察し、気泡の有無を確認した。気泡の有無は下記の基準に沿って、2段階で判定した。
○:気泡がまったく確認できない(凹凸追従性に優れる)
×:気泡が確認できる(凹凸追従性に劣る)
【0051】
(評価2)
上記(評価1)と同様の操作を行い、オートクレーブ中で処理した後、23℃、50%Rhの環境下で7日間放置し同様に、気泡の有無を確認した。
【0052】
圧縮荷重および圧縮応力の測定および凹凸追従性の評価(気泡の有無)を行った。結果を表1に示す。
【表1】
【0053】
上記結果より、圧縮荷重および圧縮応力の測定結果が、凹凸追従性の評価結果と良い相関にあることが確認できた。したがって、本発明の方法および装置により、凹凸追従性を簡便に評価できる。
【符号の説明】
【0054】
10 凹凸追従性評価装置
11 台座
12 凹凸部材
13 保持部
14 駆動部
15 基台
16 支柱部
17 桁部
18 荷重検出部
19 コンピュータ
20 表示装置
21 温度制御機構
S シート状部材
S1 軽剥離シート
S2 フィルム状粘着剤
S3 重剥離シート
【特許請求の範囲】
【請求項1】
シート状部材に凹凸部材を押し当てるステップと、
前記凹凸部材に掛かる荷重を検出するステップと、
を備える、シート状部材の凹凸追従性評価方法。
【請求項2】
検出された前記荷重のピーク値を検出するステップをさらに備える、請求項1に記載の凹凸追従性評価方法。
【請求項3】
前記ピーク値が検出されたときの前記凹凸部材の前記シート状部材に対する相対的な位置に関わる情報を検出するステップを備える、請求項2に記載の凹凸追従性評価方法。
【請求項4】
シート状部材がフィルム状粘着剤、両面粘着シート、ラベル、壁紙、表面保護シート、粘着シート、単層樹脂フィルムまたは積層樹脂フィルムである請求項1〜3の何れかに記載の凹凸追従性評価方法。
【請求項5】
シート状部材に凹凸部材を一定の深さ押し当てるステップと、
前記凹凸部材に掛かる荷重を検出するステップと、
を備えるシート状部材の凹凸追従性評価方法。
【請求項6】
シート状部材に凹凸部材を押し当てて、前記凹凸部材に掛かる荷重を検出するとともに、検出された前記荷重のピーク値を検出し、前記ピーク値に基づいて前記シート状部材の凹凸追従性を評価する、シート状部材の凹凸追従性評価方法。
【請求項7】
前記ピーク値が検出されたときの前記凹凸部材の前記シート状部材に対する相対的な位置に関わる情報を検出し、前記ピーク値と前記情報とに基づいて前記凹凸追従性を評価する、請求項6に記載の凹凸追従性評価方法。
【請求項8】
シート状部材がフィルム状粘着剤、両面粘着シート、ラベル、壁紙、表面保護シート、粘着シート、単層樹脂フィルムまたは積層樹脂フィルムである請求項6または7に記載の凹凸追従性評価方法。
【請求項9】
シート状部材を圧縮するための凹凸部材と、
前記シート状部材を支持する支持部と、
前記凹凸部材または前記支持部の少なくとも一方を移動して前記凹凸部材を前記シート状部材に押し当てる駆動部と、
前記凹凸部材に掛かる荷重を検出する荷重検出部と
を備える、シート状部材の凹凸追従性を評価するための凹凸追従性評価装置。
【請求項10】
前記荷重のピーク値を検出するピーク荷重検出手段を備える、請求項9に記載の凹凸追従性評価装置。
【請求項11】
ピーク荷重が検出されたときの前記凹凸部材の前記シート状部材に対する相対的位置に関わる情報を検出する位置情報検出手段を備える、請求項10に記載の凹凸追従性評価装置。
【請求項12】
前記シート状部材と凹凸部材との温度に制御する温度制御装置を備える、請求項9〜11に記載の凹凸追従性評価装置。
【請求項13】
シート状部材に凹凸部材を押し当てる押圧手段と、
前記凹凸部材に掛かる荷重を検出する荷重検出手段と、
前記荷重のピーク値を検出するピーク荷重検出手段を備える、凹凸追従性評価装置。
【請求項14】
シート状部材に凹凸部材を一定の深さ押し当てる押圧手段と、
前記凹凸部材に掛かる荷重を検出する荷重検出手段を備える、凹凸追従性評価装置。
【請求項15】
前記シート状部材と凹凸部材との温度に制御する温度制御手段を備える、請求項13または14に記載の凹凸追従性評価装置。
【請求項1】
シート状部材に凹凸部材を押し当てるステップと、
前記凹凸部材に掛かる荷重を検出するステップと、
を備える、シート状部材の凹凸追従性評価方法。
【請求項2】
検出された前記荷重のピーク値を検出するステップをさらに備える、請求項1に記載の凹凸追従性評価方法。
【請求項3】
前記ピーク値が検出されたときの前記凹凸部材の前記シート状部材に対する相対的な位置に関わる情報を検出するステップを備える、請求項2に記載の凹凸追従性評価方法。
【請求項4】
シート状部材がフィルム状粘着剤、両面粘着シート、ラベル、壁紙、表面保護シート、粘着シート、単層樹脂フィルムまたは積層樹脂フィルムである請求項1〜3の何れかに記載の凹凸追従性評価方法。
【請求項5】
シート状部材に凹凸部材を一定の深さ押し当てるステップと、
前記凹凸部材に掛かる荷重を検出するステップと、
を備えるシート状部材の凹凸追従性評価方法。
【請求項6】
シート状部材に凹凸部材を押し当てて、前記凹凸部材に掛かる荷重を検出するとともに、検出された前記荷重のピーク値を検出し、前記ピーク値に基づいて前記シート状部材の凹凸追従性を評価する、シート状部材の凹凸追従性評価方法。
【請求項7】
前記ピーク値が検出されたときの前記凹凸部材の前記シート状部材に対する相対的な位置に関わる情報を検出し、前記ピーク値と前記情報とに基づいて前記凹凸追従性を評価する、請求項6に記載の凹凸追従性評価方法。
【請求項8】
シート状部材がフィルム状粘着剤、両面粘着シート、ラベル、壁紙、表面保護シート、粘着シート、単層樹脂フィルムまたは積層樹脂フィルムである請求項6または7に記載の凹凸追従性評価方法。
【請求項9】
シート状部材を圧縮するための凹凸部材と、
前記シート状部材を支持する支持部と、
前記凹凸部材または前記支持部の少なくとも一方を移動して前記凹凸部材を前記シート状部材に押し当てる駆動部と、
前記凹凸部材に掛かる荷重を検出する荷重検出部と
を備える、シート状部材の凹凸追従性を評価するための凹凸追従性評価装置。
【請求項10】
前記荷重のピーク値を検出するピーク荷重検出手段を備える、請求項9に記載の凹凸追従性評価装置。
【請求項11】
ピーク荷重が検出されたときの前記凹凸部材の前記シート状部材に対する相対的位置に関わる情報を検出する位置情報検出手段を備える、請求項10に記載の凹凸追従性評価装置。
【請求項12】
前記シート状部材と凹凸部材との温度に制御する温度制御装置を備える、請求項9〜11に記載の凹凸追従性評価装置。
【請求項13】
シート状部材に凹凸部材を押し当てる押圧手段と、
前記凹凸部材に掛かる荷重を検出する荷重検出手段と、
前記荷重のピーク値を検出するピーク荷重検出手段を備える、凹凸追従性評価装置。
【請求項14】
シート状部材に凹凸部材を一定の深さ押し当てる押圧手段と、
前記凹凸部材に掛かる荷重を検出する荷重検出手段を備える、凹凸追従性評価装置。
【請求項15】
前記シート状部材と凹凸部材との温度に制御する温度制御手段を備える、請求項13または14に記載の凹凸追従性評価装置。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−76579(P2013−76579A)
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願番号】特願2011−215374(P2011−215374)
【出願日】平成23年9月29日(2011.9.29)
【出願人】(000102980)リンテック株式会社 (1,750)
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願日】平成23年9月29日(2011.9.29)
【出願人】(000102980)リンテック株式会社 (1,750)
[ Back to top ]