
シート状部材
【課題】特別な材料を用いることなく柔軟面を設けることができるシート状部材を提供する。
【解決手段】段ボールの波板の山部の頂部を開繊ローラの刃で繰り返しカットし、開繊する。波板の山部がその頂部で開繊されると、その解された繊維が開繊部から露出し、毛羽立つ。このため、ソフト段ボールの一方の面の感触が綿のように柔らかなものとなり、柔軟面が形成される。従って、ソフト段ボールを用いて物品を包装したり、養生シートとしたりする際に柔軟面が物品や床面等と接触するようにすれば、物品や床面等を傷付けることがない。
【解決手段】段ボールの波板の山部の頂部を開繊ローラの刃で繰り返しカットし、開繊する。波板の山部がその頂部で開繊されると、その解された繊維が開繊部から露出し、毛羽立つ。このため、ソフト段ボールの一方の面の感触が綿のように柔らかなものとなり、柔軟面が形成される。従って、ソフト段ボールを用いて物品を包装したり、養生シートとしたりする際に柔軟面が物品や床面等と接触するようにすれば、物品や床面等を傷付けることがない。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、包装用資材や養生シート等に用いられるシート状部材に関する。
【背景技術】
【0002】
波板(中芯)と平板(ライナー)とを積層して構成された段ボールは、強靱で且つクッション性を有することから、組み立てて箱にしたり、そのまま包装用紙や養生シートにしたり、様々な分野で利用されている。ところが、段ボールは、比較的硬い紙で作られているため、物品を直接包んだときに該物品の段ボールとの接触面が傷つくおそれがある。
これに対して、素材として柔らかい紙を用いることにより、包装対象物を直接包んでも傷付けることがない段ボールを作ることができる(特許文献1,段落「0016」参照)。
また、チップボードや不織布は養生シートとして用いられるが、外部からの衝撃が床面に及ぶことを防止できる反面、保護するはずの床面を傷付けることがあった。
【特許文献1】特開平8-58001号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
段ボールの場合、通常の段ボールとは異なる材料を用いると製造コストが上昇する。特に、段ボールはその原紙に使用済み段ボール(段ボール古紙)をリサイクルすることが一般的に行われている。従って、段ボール古紙以外の紙を用いて段ボールを製造することは製造コストの上昇を招くばかりでなく、地球環境保護の観点からも好ましくない。
本発明が解決しようとする課題は、特別な材料を用いることなく柔軟面を設けることができるシート状部材を提供することである。
【課題を解決するための手段】
【0004】
上記課題を解決するために成された本発明は、少なくとも一方の面に繊維質からなる表層を有するシート状の基材の一方のみの該表層を開繊したり引き裂いたりすることにより柔軟面を形成したシート状部材である。
【0005】
具体的には、前記基材は、平板と、その一方の面に接着された波板とからなる段ボールから構成され、前記波板の山部分の少なくとも一部を開繊することにより前記柔軟面を構成するとよい。この場合、波板が表層となる。
このようなシート状部材は、前記基材の表層を開繊機を用いて開繊することにより形成することができる。
【0006】
また、前記基材が、平板と、その一方の面に接着された波板とからなる段ボールから構成されている場合には、前記波板の山部分の頂部の少なくとも一部を引き裂くことにより前記柔軟面を構成しても良い。
【0007】
このようなシート状部材を製造する本発明の片面段ボールシート状部材製造装置は、波板原紙を挟圧することにより波板を連続的に形成する一対の段ロールと、形成された波板の谷部分の頂部に糊付けする糊付け装置と、糊付けされた前記波板の谷部分の頂部に平板を貼り付ける貼付装置とを備え、前記一対の段ロール間に供給される前記波板原紙に対して張力を付与する張力付与手段を設けたことを特徴とする。
【0008】
また、本発明の別の片面段ボールシート状部材製造装置は、波板原紙を挟圧することにより波板を連続的に形成する一対の段ロールと、形成された波板の谷部分の頂部に糊付けする糊付け装置と、糊付けされた前記波板の谷部分の頂部に平板を貼り付ける貼付装置とを備え、前記一対の段ロールのうち少なくとも一方の段ロールの、前記波板の山部分に対応する段形成部の頂部又は底部には、前記波板の山部分の頂部を引き裂く刃が設けられていることを特徴とする。
【0009】
本発明のシート状部材は、前記基材として、不織布やチップボードを用いることができる。更に、基材のうち表層だけが不織布やチップボードから構成されていても良い。
【発明の効果】
【0010】
本発明に係るシート状部材は、基材の一方の面のみを開繊することにより解されて露出する繊維によって、或いは基材の一方の面のみを引き裂くことにより裂け面から露出する繊維によって、前記基材の一方の面が毛羽立ち綿のような感触となることを利用したものである。特に、段ボールを基材とする場合には、段ボールの原料を変更することなくその一方の面に柔軟面を設けることができ、包装紙、養生シートとして広く利用できる。このように、本発明のシート状部材は、柔軟面を設けるために特別な部材を基材に取り付ける必要がなく、その分、製造コストの上昇を抑えることができる。
【発明を実施するための最良の形態】
【0011】
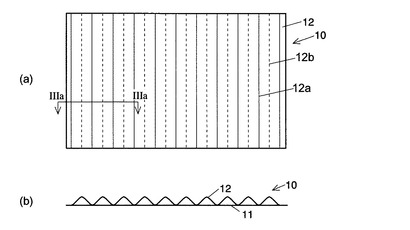
本発明の第1の実施形態を図1ないし図5を参照しながら説明する。図1の(a)、(b)は、本実施形態に係るシート状部材であるソフト段ボールの原料となる通常の段ボール10の平面図及び側面図である。前記段ボール10は、平板11と波板12からなる片面段ボールであり、図1(a)中、細い波線が波板12の山線12aを、細い実線が波板12の谷線12bを表している。波板12と平板11は谷線部分において接着剤により接合されている。前記段ボール10は、段ボールの古紙をリサイクルした原紙を用いて構成されている。
【0012】
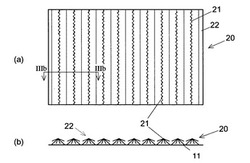
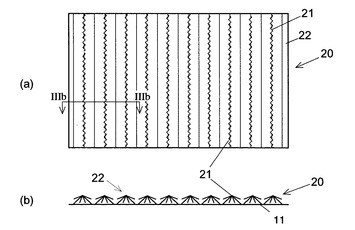
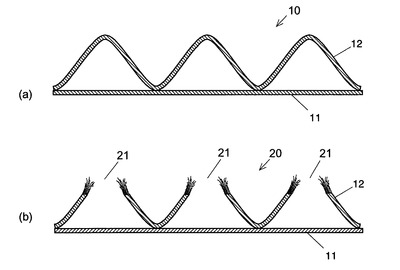
図2は、ソフト段ボール20の平面図及び側面図を示している。図2に示すように、ソフト段ボール20は、段ボール10の波板12の山部分を山線12aに沿って開繊することにより構成されている。以下、山線12aに沿って開繊した部分を開繊部21(図2(a)においてジグザグ線で示す)と呼ぶ。段ボール10及びソフト段ボール20の山部の拡大図を図3(a)及び(b)に示す。ソフト段ボール20の波板12の山部は、開繊部21において引きちぎられたような状態で二つに切断されている。開繊部21における山部の切断線は不規則なジグザグ線状であり、その切断部分から多数の繊維が出ている。ソフト段ボール20の両面のうち開繊部21が位置する面が柔軟面22となる。
【0013】
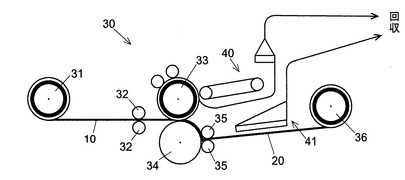
次に、前記ソフト段ボール20の製造方法及び装置の一例を図4及び図5により説明する。図4は、ソフト段ボール製造装置30の全体構成を概略的に示す図である。原料の片面段ボール10は、原料供給ロール31から供給され、一対の咥えローラ32によって挟持されつつ開繊ローラ33と搬送ローラ34との間に搬送される。片面段ボール10は波板12が開繊ローラ33と対向しており、開繊ローラ33と搬送ローラ34の間を通過する際に波板12の山部は開繊ローラ33によって開繊され、ソフト段ボール20となる。形成されたソフト段ボール20は、搬送ローラ34の後方の一対の咥えローラ35に挟持されながら搬送され製品ロール36に巻き取られる。尚、ソフト段ボール製造装置30は、通常の開繊機をそのまま利用したものである。
【0014】
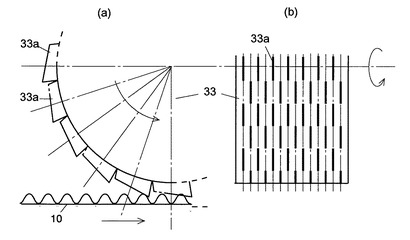
開繊ローラ33により段ボール10の波板12の山部が開繊される動作を説明する。図5(a)は開繊ローラ33及び段ボール10を側方から見た図であり、図5(b)は開繊ローラ33の外周面の一部を展開した図である。開繊ローラ33は、円筒状のローラの外周面に多数の刃33aが取り付けられて構成されている。刃33aは周方向に細長く、刃幅が回転方向(図5に矢印で示す方向)上流側から下流側に向かって短くなっている。多数の刃33aは、開繊ローラ33の外周面に周方向及び軸方向に等間隔に且つ互い違いに配列されている。このような構成により、ある列の刃33aと刃33aの間にその隣の列の刃33aが位置する。図5では、手前の列に位置する刃33aを実線で、その隣の列にある刃33aを一点鎖線で示している。
【0015】
開繊ローラ33と搬送ローラ34との間に供給された段ボール10に対して開繊ローラ33は回転しながら多数の刃33aの刃先が順に波板12の山部の頂部に当たりカットする。刃33aの先端が傾斜していることから、刃33aの先端のうち回転方向上流側の方が下流側よりも山部に対して大きく当たる。また、開繊ローラ33の回転速度は段ボール10の搬送速度よりも速く設定されており、開繊ローラ33と搬送ローラ34との間を通過する間に、1個の山部に対して複数の刃33aが当たる。更に、開繊ローラ33の外周面に軸方向に並んだ多数列の刃33aによって、波板12の山部の多数箇所に刃先33aが当たる。これにより、鋭利な刃物で切断した場合と異なり、波板12の山部はその頂部(山線)付近において繊維が解された状態でカットされ、開繊される。
【0016】
波板12の山部がその頂部で開繊されると、その解された繊維が開繊部21から露出し、毛羽立つ。このため、ソフト段ボール20の柔軟面22の感触が綿のように柔らかなものとなる。
【0017】
尚、上記実施例では、波板12の山部全体がその頂部において開繊されるように構成した。つまり、開繊部21が山部全体に延びる線状に形成されるようにした。しかし、開繊部21の長さや間隔は、刃33aの配置や間隔、刃33aの長さ、開繊ローラ33の回転速度、段ボール10の搬送速度等を調節することにより変更できる。また、開繊部21が山部と交差する方向に延びる線状に形成されるようにすることも可能である。更に、開繊部21では、波板12の山部の繊維が解きほぐされた状態となっていれば切断されていなくても良い。
【0018】
また、咥えローラ32或いは35に多数の針を設け、ソフト段ボール20の全体に多数の小孔を開けるようにしても良い。これにより、ソフト段ボール20の全体が柔らかくなり、例えば物品を包装する際にその物品の形状に沿ってソフト段ボール20を折り曲げやすくなる。
【0019】
更に、波板12の山部を開繊することにより解された繊維が飛散し、綿状廃棄物が生じるが、これらは、これは吸引ダクト40、41によって回収される。回収された綿状廃棄物は、そのまま廃棄される他、製紙用にリサイクルもしくはクッション材や保温材、マット等に成形されて再利用される。
【0020】
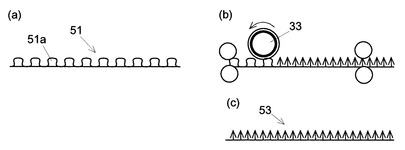
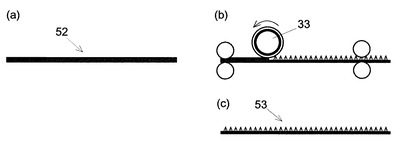
図6及び図7は本発明の第2及び第3の実施形態を示す図である。
図6は通常の段ボールに代えてエンボス加工が施された紙51を原料とする例を示している。また、図7はチップボード52を原料とする例を示している。エンボス加工紙51の場合は、エンボス加工された部分51aを開繊ローラ33で開繊する。チップボード52の場合は、一方の面の多数箇所を開繊ローラ33で開繊する。この結果、エンボス加工紙51及びチップボード52のいずれにおいても一方の面の感触が柔らかなものとなり、一方の面に柔軟面を有するシート状部材53が形成される。
【0021】
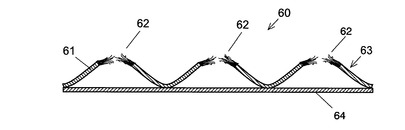
本発明の第4の実施形態について図8ないし図10を参照しながら説明する。図8は本実施形態に係るソフト段ボール60の拡大図を示している。このソフト段ボール60はその波板61の山部分を山線に沿って引き裂くことにより構成されている。以下、山線1に沿って引き裂いた部分を裂き目62と呼ぶ。ソフト段ボール60は、裂き目62から多数の繊維が出ており、これによりソフト段ボール60の両面のうち裂き目62が位置する部分が柔軟面63となる。
【0022】
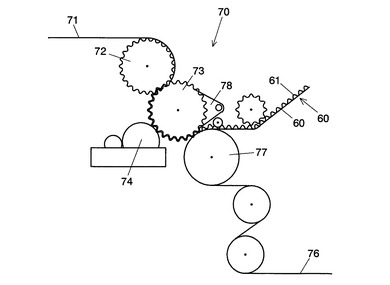
前記ソフト段ボール60の製造方法及び装置の一例を図9及び図10により説明する。図9は、ソフト段ボール製造装置70の全体を概略的に示したものである。波板用の原紙71は図示せぬ波板原紙供給ロールから供給され、1対の段ロール72,73により波目が付される。波目が付された原紙71は、糊ロール74によりその山の部分に糊が付される。
【0023】
一方、図9の下方において、図示せぬ平板原紙供給ロールからは平板用原紙76が供給され、後方の段ロール73と平ロールであるプレスロール77の間で両者は、波板の山の部分で糊により接着される。これにより波板61と平板64が接着され、ソフト段ボール60が形成される。この後は、平板64に接着された波板の「山」と呼ばれていた部分は「谷」となる。
【0024】
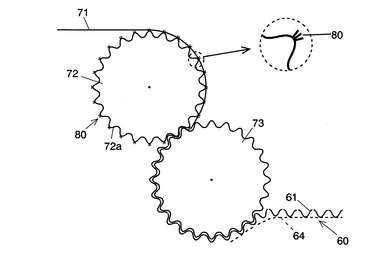
これらは通常の片面段ボール紙の製造工程において行われていることと同じであるが、本発明に係るソフト段ボールの製造工程及び装置では、図10に示すように、前方の段ロール72の凸部72aの頂部に刃80が取り付けられており、波板原紙71に波目を付す際に、谷の部分に波形状の切り目が入れられる。この「谷」の部分は、ソフト段ボール60が形成された後は「山」となる。つまり、波板原紙71が一対の段ロール72,73の間を通過することにより連続的に形成される波板61の山部分には、その山線に沿った波形状の切り目が入れられる。
【0025】
この後、段ロール73とプレスロール77により波板61と平板64が接着され、ドクターブレード78によって段ロール73から波板61が引き離される。このとき、山線に沿って形成された切り目が引き裂かれて裂き目62が形成され、ソフト段ボール60となる。
このように、本実施形態では、上記ソフト段ボール製造装置70を用いることにより、片面段ボールが形成されると同時に前記裂き目61が形成されてソフト段ボール60が製造される。
【0026】
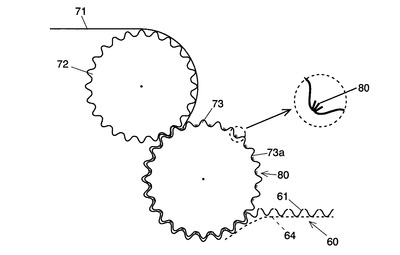
尚、上記第4の実施形態では前方の段ロール72の凸部72aの頂部に刃80を設けたが、図11に示す本発明の第5の実施形態のように、後方の段ロール73の凹部73aの底部に刃80を設けても構わない。要は、一対の段ロール72,73のうち波板61の「山」となる部分に対応する段形成部に刃80を設ければ良い。
【0027】
また、図12に示すように、一対の段ロール73間に供給される波板原紙71に対して張力を付与する張力付与装置81を設け、この張力によって裂き目62が形成されるようにすることもできる。この張力の向きは、図12に示すように、波板原紙71の搬送方向とは逆方向(図12に矢印Aで示す)であることが好ましいが、波板原紙71の搬送を妨げる方向であれば矢印A方向以外でも構わない。
この場合、波板原紙71に波目を付す際に谷の部分に切り目が入れられていれば容易に裂け目61を形成することができるが、切り目が入れられていなくても構わない。また、波板原紙71が乾燥していると、波板原紙71に張力を付加したときに「段割れ」という現象が起き易く、この「段割れ」現象によって波板に裂け目が形成される。従って、適宜、ソフト段ボールの製造工程の途中で波板原紙を乾燥させたり、一対の段ロールに供給される波板原紙を予め乾燥させたりすると良い。
【0028】
更に、本発明のシート状部材の原料には、上記した段ボール、エンボス加工紙、チップボードに限らず、繊維質の表層が少なくとも一方の面に位置しているものであれば種々の材料を利用できる。
また、片面段ボールを複数積層した積層型段ボールをシート状部材の原料として利用しても良い。この場合、最外層に位置する波板の山部分を開繊することによりシート状部材が形成される。
更に、カッターナイフやノコギリ、ハサミのような刃物で段ボールの波板の山部をその山線に沿う線状に切断したり、前記山部を山線と垂直或いは斜めに横切る線状に切断したりするだけでも柔軟面を形成することができる。このように切断した場合は、波板の山部を十分に開繊することはできないが、段ボールの波板側の面は柔軟面と成り得る。
【図面の簡単な説明】
【0029】
【図1】本発明の第1の実施形態に係るソフト段ボールの原料となる通常の段ボールの平面図(a)、側面図(b)。
【図2】ソフト段ボールの平面図(a)、側面図(b)。
【図3】図1中、IIIa-IIIa線に沿う縦断面図(a),図2中、IIIb-IIIb線に沿う縦断面図(a)。
【図4】ソフト段ボール製造装置の全体構成を示す概略図。
【図5】ソフト段ボール製造装置の主要部の側面図(a)、開繊ローラの一部の展開図(b)。
【図6】本発明の第2の実施形態に係るシート状部材の原料であるエンボス加工紙(a)、製造工程(b)、シート状部材(c)の概略図。
【図7】本発明の第3の実施形態に係るシート状部材の原料であるチップボード(a)、製造工程(b)、シート状部材(c)の概略図。
【図8】本発明の第4の実施形態に係るソフト段ボールの拡大縦断面図。
【図9】ソフト段ボール製造装置の全体構成を示す概略図。
【図10】ソフト段ボール製造装置の一対の段ロールを拡大して示す図。
【図11】本発明の第5の実施形態に係る図10相当図。
【図12】本発明の他の実施形態に係る図9相当図。
【符号の説明】
【0030】
10・・・段ボール
11,64・・・平板
12,61・・・波板(表層)
20,60・・・ソフト段ボール(基材、シート状部材)
22,63・・・柔軟面
30,70・・・ソフト段ボール製造装置
33・・・開繊ローラ
51・・・エンボス加工紙
52・・・チップボード
53・・・シート状部材
62・・・裂け目
72,73・・・段ロール
72a・・・凸部(段形成部)
73a・・・凹部(段形成部)
80・・・刃
81・・・張力付与装置
【技術分野】
【0001】
本発明は、包装用資材や養生シート等に用いられるシート状部材に関する。
【背景技術】
【0002】
波板(中芯)と平板(ライナー)とを積層して構成された段ボールは、強靱で且つクッション性を有することから、組み立てて箱にしたり、そのまま包装用紙や養生シートにしたり、様々な分野で利用されている。ところが、段ボールは、比較的硬い紙で作られているため、物品を直接包んだときに該物品の段ボールとの接触面が傷つくおそれがある。
これに対して、素材として柔らかい紙を用いることにより、包装対象物を直接包んでも傷付けることがない段ボールを作ることができる(特許文献1,段落「0016」参照)。
また、チップボードや不織布は養生シートとして用いられるが、外部からの衝撃が床面に及ぶことを防止できる反面、保護するはずの床面を傷付けることがあった。
【特許文献1】特開平8-58001号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
段ボールの場合、通常の段ボールとは異なる材料を用いると製造コストが上昇する。特に、段ボールはその原紙に使用済み段ボール(段ボール古紙)をリサイクルすることが一般的に行われている。従って、段ボール古紙以外の紙を用いて段ボールを製造することは製造コストの上昇を招くばかりでなく、地球環境保護の観点からも好ましくない。
本発明が解決しようとする課題は、特別な材料を用いることなく柔軟面を設けることができるシート状部材を提供することである。
【課題を解決するための手段】
【0004】
上記課題を解決するために成された本発明は、少なくとも一方の面に繊維質からなる表層を有するシート状の基材の一方のみの該表層を開繊したり引き裂いたりすることにより柔軟面を形成したシート状部材である。
【0005】
具体的には、前記基材は、平板と、その一方の面に接着された波板とからなる段ボールから構成され、前記波板の山部分の少なくとも一部を開繊することにより前記柔軟面を構成するとよい。この場合、波板が表層となる。
このようなシート状部材は、前記基材の表層を開繊機を用いて開繊することにより形成することができる。
【0006】
また、前記基材が、平板と、その一方の面に接着された波板とからなる段ボールから構成されている場合には、前記波板の山部分の頂部の少なくとも一部を引き裂くことにより前記柔軟面を構成しても良い。
【0007】
このようなシート状部材を製造する本発明の片面段ボールシート状部材製造装置は、波板原紙を挟圧することにより波板を連続的に形成する一対の段ロールと、形成された波板の谷部分の頂部に糊付けする糊付け装置と、糊付けされた前記波板の谷部分の頂部に平板を貼り付ける貼付装置とを備え、前記一対の段ロール間に供給される前記波板原紙に対して張力を付与する張力付与手段を設けたことを特徴とする。
【0008】
また、本発明の別の片面段ボールシート状部材製造装置は、波板原紙を挟圧することにより波板を連続的に形成する一対の段ロールと、形成された波板の谷部分の頂部に糊付けする糊付け装置と、糊付けされた前記波板の谷部分の頂部に平板を貼り付ける貼付装置とを備え、前記一対の段ロールのうち少なくとも一方の段ロールの、前記波板の山部分に対応する段形成部の頂部又は底部には、前記波板の山部分の頂部を引き裂く刃が設けられていることを特徴とする。
【0009】
本発明のシート状部材は、前記基材として、不織布やチップボードを用いることができる。更に、基材のうち表層だけが不織布やチップボードから構成されていても良い。
【発明の効果】
【0010】
本発明に係るシート状部材は、基材の一方の面のみを開繊することにより解されて露出する繊維によって、或いは基材の一方の面のみを引き裂くことにより裂け面から露出する繊維によって、前記基材の一方の面が毛羽立ち綿のような感触となることを利用したものである。特に、段ボールを基材とする場合には、段ボールの原料を変更することなくその一方の面に柔軟面を設けることができ、包装紙、養生シートとして広く利用できる。このように、本発明のシート状部材は、柔軟面を設けるために特別な部材を基材に取り付ける必要がなく、その分、製造コストの上昇を抑えることができる。
【発明を実施するための最良の形態】
【0011】
本発明の第1の実施形態を図1ないし図5を参照しながら説明する。図1の(a)、(b)は、本実施形態に係るシート状部材であるソフト段ボールの原料となる通常の段ボール10の平面図及び側面図である。前記段ボール10は、平板11と波板12からなる片面段ボールであり、図1(a)中、細い波線が波板12の山線12aを、細い実線が波板12の谷線12bを表している。波板12と平板11は谷線部分において接着剤により接合されている。前記段ボール10は、段ボールの古紙をリサイクルした原紙を用いて構成されている。
【0012】
図2は、ソフト段ボール20の平面図及び側面図を示している。図2に示すように、ソフト段ボール20は、段ボール10の波板12の山部分を山線12aに沿って開繊することにより構成されている。以下、山線12aに沿って開繊した部分を開繊部21(図2(a)においてジグザグ線で示す)と呼ぶ。段ボール10及びソフト段ボール20の山部の拡大図を図3(a)及び(b)に示す。ソフト段ボール20の波板12の山部は、開繊部21において引きちぎられたような状態で二つに切断されている。開繊部21における山部の切断線は不規則なジグザグ線状であり、その切断部分から多数の繊維が出ている。ソフト段ボール20の両面のうち開繊部21が位置する面が柔軟面22となる。
【0013】
次に、前記ソフト段ボール20の製造方法及び装置の一例を図4及び図5により説明する。図4は、ソフト段ボール製造装置30の全体構成を概略的に示す図である。原料の片面段ボール10は、原料供給ロール31から供給され、一対の咥えローラ32によって挟持されつつ開繊ローラ33と搬送ローラ34との間に搬送される。片面段ボール10は波板12が開繊ローラ33と対向しており、開繊ローラ33と搬送ローラ34の間を通過する際に波板12の山部は開繊ローラ33によって開繊され、ソフト段ボール20となる。形成されたソフト段ボール20は、搬送ローラ34の後方の一対の咥えローラ35に挟持されながら搬送され製品ロール36に巻き取られる。尚、ソフト段ボール製造装置30は、通常の開繊機をそのまま利用したものである。
【0014】
開繊ローラ33により段ボール10の波板12の山部が開繊される動作を説明する。図5(a)は開繊ローラ33及び段ボール10を側方から見た図であり、図5(b)は開繊ローラ33の外周面の一部を展開した図である。開繊ローラ33は、円筒状のローラの外周面に多数の刃33aが取り付けられて構成されている。刃33aは周方向に細長く、刃幅が回転方向(図5に矢印で示す方向)上流側から下流側に向かって短くなっている。多数の刃33aは、開繊ローラ33の外周面に周方向及び軸方向に等間隔に且つ互い違いに配列されている。このような構成により、ある列の刃33aと刃33aの間にその隣の列の刃33aが位置する。図5では、手前の列に位置する刃33aを実線で、その隣の列にある刃33aを一点鎖線で示している。
【0015】
開繊ローラ33と搬送ローラ34との間に供給された段ボール10に対して開繊ローラ33は回転しながら多数の刃33aの刃先が順に波板12の山部の頂部に当たりカットする。刃33aの先端が傾斜していることから、刃33aの先端のうち回転方向上流側の方が下流側よりも山部に対して大きく当たる。また、開繊ローラ33の回転速度は段ボール10の搬送速度よりも速く設定されており、開繊ローラ33と搬送ローラ34との間を通過する間に、1個の山部に対して複数の刃33aが当たる。更に、開繊ローラ33の外周面に軸方向に並んだ多数列の刃33aによって、波板12の山部の多数箇所に刃先33aが当たる。これにより、鋭利な刃物で切断した場合と異なり、波板12の山部はその頂部(山線)付近において繊維が解された状態でカットされ、開繊される。
【0016】
波板12の山部がその頂部で開繊されると、その解された繊維が開繊部21から露出し、毛羽立つ。このため、ソフト段ボール20の柔軟面22の感触が綿のように柔らかなものとなる。
【0017】
尚、上記実施例では、波板12の山部全体がその頂部において開繊されるように構成した。つまり、開繊部21が山部全体に延びる線状に形成されるようにした。しかし、開繊部21の長さや間隔は、刃33aの配置や間隔、刃33aの長さ、開繊ローラ33の回転速度、段ボール10の搬送速度等を調節することにより変更できる。また、開繊部21が山部と交差する方向に延びる線状に形成されるようにすることも可能である。更に、開繊部21では、波板12の山部の繊維が解きほぐされた状態となっていれば切断されていなくても良い。
【0018】
また、咥えローラ32或いは35に多数の針を設け、ソフト段ボール20の全体に多数の小孔を開けるようにしても良い。これにより、ソフト段ボール20の全体が柔らかくなり、例えば物品を包装する際にその物品の形状に沿ってソフト段ボール20を折り曲げやすくなる。
【0019】
更に、波板12の山部を開繊することにより解された繊維が飛散し、綿状廃棄物が生じるが、これらは、これは吸引ダクト40、41によって回収される。回収された綿状廃棄物は、そのまま廃棄される他、製紙用にリサイクルもしくはクッション材や保温材、マット等に成形されて再利用される。
【0020】
図6及び図7は本発明の第2及び第3の実施形態を示す図である。
図6は通常の段ボールに代えてエンボス加工が施された紙51を原料とする例を示している。また、図7はチップボード52を原料とする例を示している。エンボス加工紙51の場合は、エンボス加工された部分51aを開繊ローラ33で開繊する。チップボード52の場合は、一方の面の多数箇所を開繊ローラ33で開繊する。この結果、エンボス加工紙51及びチップボード52のいずれにおいても一方の面の感触が柔らかなものとなり、一方の面に柔軟面を有するシート状部材53が形成される。
【0021】
本発明の第4の実施形態について図8ないし図10を参照しながら説明する。図8は本実施形態に係るソフト段ボール60の拡大図を示している。このソフト段ボール60はその波板61の山部分を山線に沿って引き裂くことにより構成されている。以下、山線1に沿って引き裂いた部分を裂き目62と呼ぶ。ソフト段ボール60は、裂き目62から多数の繊維が出ており、これによりソフト段ボール60の両面のうち裂き目62が位置する部分が柔軟面63となる。
【0022】
前記ソフト段ボール60の製造方法及び装置の一例を図9及び図10により説明する。図9は、ソフト段ボール製造装置70の全体を概略的に示したものである。波板用の原紙71は図示せぬ波板原紙供給ロールから供給され、1対の段ロール72,73により波目が付される。波目が付された原紙71は、糊ロール74によりその山の部分に糊が付される。
【0023】
一方、図9の下方において、図示せぬ平板原紙供給ロールからは平板用原紙76が供給され、後方の段ロール73と平ロールであるプレスロール77の間で両者は、波板の山の部分で糊により接着される。これにより波板61と平板64が接着され、ソフト段ボール60が形成される。この後は、平板64に接着された波板の「山」と呼ばれていた部分は「谷」となる。
【0024】
これらは通常の片面段ボール紙の製造工程において行われていることと同じであるが、本発明に係るソフト段ボールの製造工程及び装置では、図10に示すように、前方の段ロール72の凸部72aの頂部に刃80が取り付けられており、波板原紙71に波目を付す際に、谷の部分に波形状の切り目が入れられる。この「谷」の部分は、ソフト段ボール60が形成された後は「山」となる。つまり、波板原紙71が一対の段ロール72,73の間を通過することにより連続的に形成される波板61の山部分には、その山線に沿った波形状の切り目が入れられる。
【0025】
この後、段ロール73とプレスロール77により波板61と平板64が接着され、ドクターブレード78によって段ロール73から波板61が引き離される。このとき、山線に沿って形成された切り目が引き裂かれて裂き目62が形成され、ソフト段ボール60となる。
このように、本実施形態では、上記ソフト段ボール製造装置70を用いることにより、片面段ボールが形成されると同時に前記裂き目61が形成されてソフト段ボール60が製造される。
【0026】
尚、上記第4の実施形態では前方の段ロール72の凸部72aの頂部に刃80を設けたが、図11に示す本発明の第5の実施形態のように、後方の段ロール73の凹部73aの底部に刃80を設けても構わない。要は、一対の段ロール72,73のうち波板61の「山」となる部分に対応する段形成部に刃80を設ければ良い。
【0027】
また、図12に示すように、一対の段ロール73間に供給される波板原紙71に対して張力を付与する張力付与装置81を設け、この張力によって裂き目62が形成されるようにすることもできる。この張力の向きは、図12に示すように、波板原紙71の搬送方向とは逆方向(図12に矢印Aで示す)であることが好ましいが、波板原紙71の搬送を妨げる方向であれば矢印A方向以外でも構わない。
この場合、波板原紙71に波目を付す際に谷の部分に切り目が入れられていれば容易に裂け目61を形成することができるが、切り目が入れられていなくても構わない。また、波板原紙71が乾燥していると、波板原紙71に張力を付加したときに「段割れ」という現象が起き易く、この「段割れ」現象によって波板に裂け目が形成される。従って、適宜、ソフト段ボールの製造工程の途中で波板原紙を乾燥させたり、一対の段ロールに供給される波板原紙を予め乾燥させたりすると良い。
【0028】
更に、本発明のシート状部材の原料には、上記した段ボール、エンボス加工紙、チップボードに限らず、繊維質の表層が少なくとも一方の面に位置しているものであれば種々の材料を利用できる。
また、片面段ボールを複数積層した積層型段ボールをシート状部材の原料として利用しても良い。この場合、最外層に位置する波板の山部分を開繊することによりシート状部材が形成される。
更に、カッターナイフやノコギリ、ハサミのような刃物で段ボールの波板の山部をその山線に沿う線状に切断したり、前記山部を山線と垂直或いは斜めに横切る線状に切断したりするだけでも柔軟面を形成することができる。このように切断した場合は、波板の山部を十分に開繊することはできないが、段ボールの波板側の面は柔軟面と成り得る。
【図面の簡単な説明】
【0029】
【図1】本発明の第1の実施形態に係るソフト段ボールの原料となる通常の段ボールの平面図(a)、側面図(b)。
【図2】ソフト段ボールの平面図(a)、側面図(b)。
【図3】図1中、IIIa-IIIa線に沿う縦断面図(a),図2中、IIIb-IIIb線に沿う縦断面図(a)。
【図4】ソフト段ボール製造装置の全体構成を示す概略図。
【図5】ソフト段ボール製造装置の主要部の側面図(a)、開繊ローラの一部の展開図(b)。
【図6】本発明の第2の実施形態に係るシート状部材の原料であるエンボス加工紙(a)、製造工程(b)、シート状部材(c)の概略図。
【図7】本発明の第3の実施形態に係るシート状部材の原料であるチップボード(a)、製造工程(b)、シート状部材(c)の概略図。
【図8】本発明の第4の実施形態に係るソフト段ボールの拡大縦断面図。
【図9】ソフト段ボール製造装置の全体構成を示す概略図。
【図10】ソフト段ボール製造装置の一対の段ロールを拡大して示す図。
【図11】本発明の第5の実施形態に係る図10相当図。
【図12】本発明の他の実施形態に係る図9相当図。
【符号の説明】
【0030】
10・・・段ボール
11,64・・・平板
12,61・・・波板(表層)
20,60・・・ソフト段ボール(基材、シート状部材)
22,63・・・柔軟面
30,70・・・ソフト段ボール製造装置
33・・・開繊ローラ
51・・・エンボス加工紙
52・・・チップボード
53・・・シート状部材
62・・・裂け目
72,73・・・段ロール
72a・・・凸部(段形成部)
73a・・・凹部(段形成部)
80・・・刃
81・・・張力付与装置
【特許請求の範囲】
【請求項1】
少なくとも一方の面に繊維質からなる表層を有するシート状の基材の一方のみの該表層を開繊することにより柔軟面を形成したシート状部材。
【請求項2】
前記基材は、平板と、その一方の面に接着された波板とからなる段ボールから構成され、
前記波板の山部分の少なくとも一部を開繊することにより前記柔軟面が構成されていることを特徴とする請求項1に記載のシート状部材。
【請求項3】
前記波板の山部分は、その頂部に沿って延びる線状に開繊されていることを特徴とする請求項2記載のシート状部材。
【請求項4】
前記山部分は、波目と交差する方向に延びる線状に開繊されていることを特徴とする請求項2記載のシート状部材。
【請求項5】
前記基材の表層は、開繊機を用いて開繊されることを特徴とする請求項1ないし6のいずれかに記載のシート状部材。
【請求項6】
少なくとも一方の面に繊維質からなる表層を有するシート状の基材の一方のみの該表層を引き裂くことにより柔軟面を形成したシート状部材。
【請求項7】
前記基材は、平板と、その一方の面に接着された波板とからなる段ボールから構成され、
前記波板の山部分の頂部の少なくとも一部を引き裂くことにより前記柔軟面が形成されていることを特徴とする請求項6に記載のシート状部材。
【請求項8】
前記基材は不織布から成ることを特徴とする請求項1又は6に記載のシート状部材。
【請求項9】
前記基材はチップボードから成ることを特徴とする請求項1又は6に記載のシート状部材。
【請求項10】
波板原紙を挟圧することにより波板を連続的に形成する一対の段ロールと、
形成された波板の谷部分の頂部に糊付けする糊付け装置と、
糊付けされた前記波板の谷部分の頂部に平板を貼り付ける貼付装置と、
を備える片面段ボールシート状部材の製造装置において、
前記一対の段ロール間に供給される前記波板原紙に対して張力を付与する張力付与手段を備えることを特徴とする片面段ボールシート状部材の製造装置。
【請求項11】
波板原紙を挟圧することにより波板を連続的に形成する一対の段ロールと、
形成された波板の谷部分の頂部に糊付けする糊付け装置と、
糊付けされた前記波板の谷部分の頂部に平板を貼り付ける貼付装置と、
を備える片面段ボールシート状部材の製造装置において、
前記一対の段ロールのうち少なくとも一方の段ロールの、前記波板の山部分に対応する段形成部の頂部又は底部には、前記波板の山部分の頂部を引き裂く刃が設けられていることを特徴とする片面段ボールシート状部材の製造装置。
【請求項1】
少なくとも一方の面に繊維質からなる表層を有するシート状の基材の一方のみの該表層を開繊することにより柔軟面を形成したシート状部材。
【請求項2】
前記基材は、平板と、その一方の面に接着された波板とからなる段ボールから構成され、
前記波板の山部分の少なくとも一部を開繊することにより前記柔軟面が構成されていることを特徴とする請求項1に記載のシート状部材。
【請求項3】
前記波板の山部分は、その頂部に沿って延びる線状に開繊されていることを特徴とする請求項2記載のシート状部材。
【請求項4】
前記山部分は、波目と交差する方向に延びる線状に開繊されていることを特徴とする請求項2記載のシート状部材。
【請求項5】
前記基材の表層は、開繊機を用いて開繊されることを特徴とする請求項1ないし6のいずれかに記載のシート状部材。
【請求項6】
少なくとも一方の面に繊維質からなる表層を有するシート状の基材の一方のみの該表層を引き裂くことにより柔軟面を形成したシート状部材。
【請求項7】
前記基材は、平板と、その一方の面に接着された波板とからなる段ボールから構成され、
前記波板の山部分の頂部の少なくとも一部を引き裂くことにより前記柔軟面が形成されていることを特徴とする請求項6に記載のシート状部材。
【請求項8】
前記基材は不織布から成ることを特徴とする請求項1又は6に記載のシート状部材。
【請求項9】
前記基材はチップボードから成ることを特徴とする請求項1又は6に記載のシート状部材。
【請求項10】
波板原紙を挟圧することにより波板を連続的に形成する一対の段ロールと、
形成された波板の谷部分の頂部に糊付けする糊付け装置と、
糊付けされた前記波板の谷部分の頂部に平板を貼り付ける貼付装置と、
を備える片面段ボールシート状部材の製造装置において、
前記一対の段ロール間に供給される前記波板原紙に対して張力を付与する張力付与手段を備えることを特徴とする片面段ボールシート状部材の製造装置。
【請求項11】
波板原紙を挟圧することにより波板を連続的に形成する一対の段ロールと、
形成された波板の谷部分の頂部に糊付けする糊付け装置と、
糊付けされた前記波板の谷部分の頂部に平板を貼り付ける貼付装置と、
を備える片面段ボールシート状部材の製造装置において、
前記一対の段ロールのうち少なくとも一方の段ロールの、前記波板の山部分に対応する段形成部の頂部又は底部には、前記波板の山部分の頂部を引き裂く刃が設けられていることを特徴とする片面段ボールシート状部材の製造装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2008−265277(P2008−265277A)
【公開日】平成20年11月6日(2008.11.6)
【国際特許分類】
【出願番号】特願2007−274718(P2007−274718)
【出願日】平成19年10月23日(2007.10.23)
【出願人】(000133157)株式会社TANAーX (28)
【Fターム(参考)】
【公開日】平成20年11月6日(2008.11.6)
【国際特許分類】
【出願日】平成19年10月23日(2007.10.23)
【出願人】(000133157)株式会社TANAーX (28)
【Fターム(参考)】
[ Back to top ]