
シート貼付装置および貼付方法
【課題】装置コストを低減でき、片状体の側面に接着シートを貼付できるシート貼付装置および貼付方法を提供すること。
【解決手段】複数の片状体CPを備えた被着体WFに接着シートASを貼付するシート貼付装置1Aは、複数の片状体CPにわたって接着シートASが貼付された被着体WFを支持する支持手段2と、支持手段2に支持された被着体WFに貼付された接着シートASを加熱する加熱手段3と、支持手段2に支持された被着体WFに接着シートAS側から気体を吹き付ける吹付手段4とを備え、吹付手段4は、加熱手段3により軟化させた接着シートASに気体を吹き付けることで、各片状体CPの側面CPX,CPYに接着シートASを貼付可能に構成されている。
【解決手段】複数の片状体CPを備えた被着体WFに接着シートASを貼付するシート貼付装置1Aは、複数の片状体CPにわたって接着シートASが貼付された被着体WFを支持する支持手段2と、支持手段2に支持された被着体WFに貼付された接着シートASを加熱する加熱手段3と、支持手段2に支持された被着体WFに接着シートAS側から気体を吹き付ける吹付手段4とを備え、吹付手段4は、加熱手段3により軟化させた接着シートASに気体を吹き付けることで、各片状体CPの側面CPX,CPYに接着シートASを貼付可能に構成されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、接着シートを被着体に貼付するシート貼付装置および貼付方法に関する。
【背景技術】
【0002】
従来、半導体製造工程において、いわゆる先ダイシングにより半導体ウェハ(以下、単にウェハという場合がある)の一方の面に形成された片状体としての凸部や、ウェハを所定の形状および所定のサイズに個片化した片状体としての半導体チップ(以下、単にチップという場合がある)に、接着シートを貼付したり、樹脂等を塗布したりして、これら片状体を覆うことが行われている(例えば、特許文献1参照)。
【0003】
特許文献1に記載の装置は、周囲に樹脂が塗付されたチップを、当該チップの形状に合わせた凹部を有するプレス型を用いてプレスすることで、チップの上面および側面を樹脂による被覆層で覆うように構成されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2008−16606号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載されたような従来の装置は、チップ形状に合わせたプレス型を用いてプレスするため、ウェハに形成されたチップの形状ごとに異なるプレス型を用意する必要があり、装置の部品数が増加してしまうという不都合がある。また、プレス型の凹部を浅く、かつ精度よく加工することは困難なため、被覆層の薄型化に限界があるという不都合がある。
【0006】
本発明の目的は、部品数を削減でき、片状体の側面に接着シートを貼付できるシート貼付装置および貼付方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明のシート貼付装置は、複数の片状体を備えた被着体に接着シートを貼付するシート貼付装置であって、前記複数の片状体にわたって接着シートが貼付された被着体を支持する支持手段と、前記支持手段に支持された被着体に貼付された接着シートを加熱する加熱手段と、前記支持手段に支持された被着体に接着シート側から気体を吹き付ける吹付手段とを備え、前記吹付手段は、前記加熱手段により軟化させた接着シートに気体を吹き付けることで、各片状体の側面に接着シートを貼付可能に構成されていることを特徴とする。
【0008】
本発明のシート貼付装置は、前記接着シートを前記複数の片状体の間隙に沿って割断する割断手段を備えていることが好ましい。
本発明のシート貼付装置において、前記割断手段は、前記吹付手段によって構成されることが好ましい。
本発明のシート貼付装置において、前記割断手段は、前記複数の片状体の間隙を拡げるエキスパンド手段によって構成されることが好ましい。
【0009】
本発明のシート貼付方法は、複数の片状体を備えた被着体に接着シートを貼付するシート貼付方法であって、前記複数の片状体にわたって接着シートが貼付された被着体を支持し、支持された被着体に貼付された接着シートを加熱しつつ、加熱により軟化させた接着シートに気体を吹き付けることで、各片状体の側面に接着シートを貼付することを特徴とする。
【発明の効果】
【0010】
以上のような本発明によれば、簡易な構成で片状体の側面に接着シートを貼付することができ、装置の部品数を削減することができる。また、接着シートは、基材となるフィルムに接着剤を塗工して構成され、薄型化が容易であるため、このような接着シートを用いることにより、被覆層の薄型化を図ることができる。
【0011】
また、割断手段を設ければ、接着シートが各片状体の側面に貼付された状態で当該接着シートを割断することができる。
さらに、吹付手段により割断手段を構成すれば、接着シートを割断するための構成を別途設ける必要がなく、装置の部品数をさらに削減することができる。
一方、エキスパンド手段により割断手段を構成すれば、接着シートを割断しつつ、片状体の間隙を拡げることができるので、複数の片状体を他のピックアップ装置に搬送することなく続けて作業することが可能となり、片状体を用いた製品の製造作業効率を向上させることができる。
【図面の簡単な説明】
【0012】
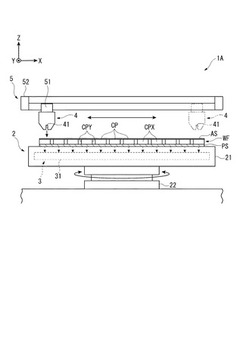
【図1】本発明の第1実施形態に係るシート貼付装置の側面図。
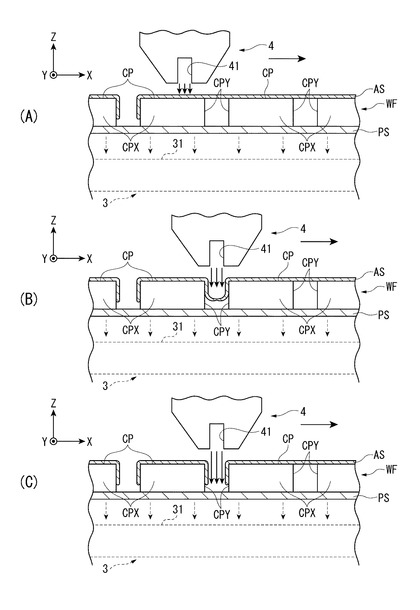
【図2】図1のシート貼付装置の動作説明図。
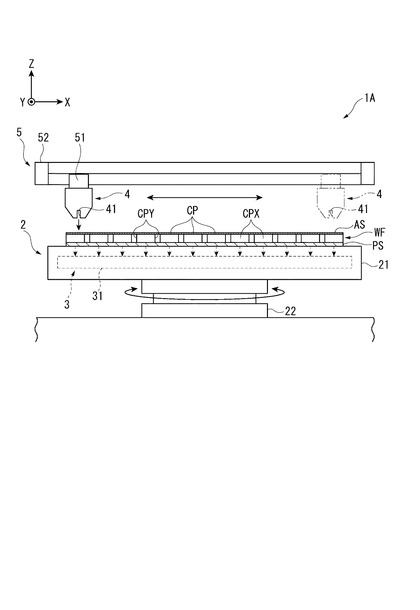
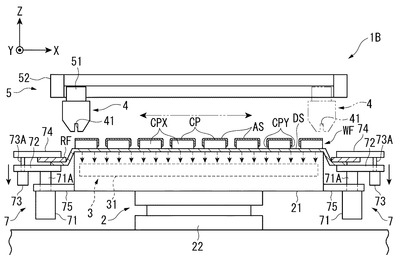
【図3】本発明の第2実施形態に係るシート貼付装置の側面図。
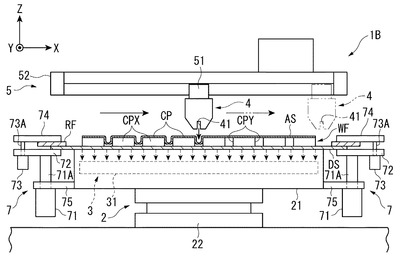
【図4】図3のシート貼付装置の動作説明図。
【発明を実施するための形態】
【0013】
以下、本発明の各実施形態を図面に基づいて説明する。
なお、第2実施形態以降において、次の第1実施形態で説明する構成部材と同じ構成部材および同様な機能を有する構成部材には、第1実施形態の構成部材と同じ符号を付し、それらの説明を省略または簡略化する。また、第1実施形態では図1を、第2実施形態では図3をそれぞれ基準として、左右方向をX軸方向とし、同図紙面直交方向をY軸方向とし、同図上下方向をZ軸方向とする。
【0014】
〔第1実施形態〕
図1において、シート貼付装置1Aは、表面のX軸方向、Y軸方向にダイシングラインが形成され、当該ダイシングラインに沿って片状体としての矩形状の複数のチップCPに個片化可能に構成された被着体としてのウェハWFに接着シートASが貼付された状態で、接着シートASに気体を吹き付け、当該接着シートASをチップCPの表面から連続する側面CPX,CPYに貼付する装置である。ここで、接着シートASは、ウェハWFの外形形状と略等しい大きさに形成され、全てのチップCPにわたって貼付されている。また、ウェハWFの接着シートASが貼付された反対側の面には、保護シートPSが貼付されている。
【0015】
シート貼付装置1Aは、ウェハWFを支持する支持手段2と、支持手段2に支持されたウェハWFの接着シートASを加熱する加熱手段3と、ウェハWFに接着シートAS側から気体を吹き付ける吹付手段4と、支持手段2と吹付手段4とを相対移動させる移動手段5とを備えている。
【0016】
支持手段2は、ウェハWFを支持するテーブル21と、このテーブル21の下方に設けられ、当該テーブル21をウェハWFの面内で回転駆動させる駆動機器としての回動モータ22とを備えている。なお、テーブル21は、ウェハWFの支持面に開口する図示しない吸引孔を介して、ウェハWFを吸着可能に構成されている。
【0017】
加熱手段3は、テーブル21内に設けられたヒータ31からなる。このヒータ31は、接着シートASが軟化する温度や接着シートASの特性に応じて、温度を適宜設定可能に構成されている。
【0018】
吹付手段4は、図示しない加圧ポンプや加圧タンク等の気体供給装置等に接続された吹出口41を備え、当該吹出口41から接着シートASに気体を吹付可能に構成されている。吹出口41は、テーブル21で支持するウェハWFの上側に対向配置されるとともに、Y軸方向に向かってウェハWFの直径よりも長い直線状かつ細溝状に形成されている。
【0019】
移動手段5は、吹付手段4を支持したスライダ51を駆動する駆動機器としての直動モータ52を備え、当該直動モータ52によりスライダ51を図1の左右方向に移動させることで、支持手段2と吹付手段4とを相対移動可能に構成されている。
【0020】
以上のシート貼付装置1Aにおいて、チップCPの側面CPX,CPYに接着シートASを貼付する手順を説明する。
先ず、図1に示すように、支持手段2は、テーブル21でウェハWFを保護シートPS側から吸着する。また、加熱手段3は、ヒータ31によりウェハWFを加熱することで、当該ウェハWFに貼付された接着シートASを軟化させる。
【0021】
この状態で、吹付手段4は、気体の吹き付けを開始する。そして、図2(A)に示すように、吹出口41から接着シートASに向けて気体を吹き付けつつ、移動手段5により吹付手段4を同図右方向に移動させる。この時、図2(B)に示すように、吹出口41がチップCPの間隙上に位置すると、吹出口41からの気体の吹き付け力により接着シートASが間隙内に入り込み、接着シートASが各チップCPのY軸方向と平行な側面CPYに貼付される。そして、接着シートASは、図2(C)に示すように、間隙内の部分に気体の吹き付け力による応力が集中することで、間隙に沿って割断される。すなわち、本実施形態の割断手段は、吹付手段4によって構成される。
【0022】
次いで、回動モータ22の駆動により、テーブル21をウェハWFの面内方向に所定角度(本実施形態の場合は90度)に回転させた後、移動手段5により吹付手段4を図2中の左方向に移動させることで、X軸方向と平行な側面CPXへの貼付動作および割断動作を行うように構成されている。これにより、Y軸方向とは異なる方向(本実施形態の場合はX軸方向)に沿って間隙が形成されている場合でも、テーブル21の回転により吹出口41の形成方向と間隙の形成方向とを合わせることで、いずれの方向に形成された間隙に対しても当該間隙内に気体が吹き込むようにして、接着シートASの貼付および割断を確実に行っている。
【0023】
その後、テーブル21によるウェハWFの吸着を停止し、チップCPの側面CPX,CPYに接着シートASが貼付されたウェハWFは、保護シートPSが貼付された状態のまま、図示しない搬送手段によりピックアップ装置等の後工程に搬送される。
【0024】
本実施形態によれば、次のような効果がある。
すなわち、シート貼付装置1Aは、加熱手段3により軟化させた接着シートASに気体を吹き付けることで、チップCPの側面CPX,CPYに接着シートASを貼付するため、簡易な構成で各チップCPの上面および四方の側面CPX,CPYに接着シートASを貼付することができ、シート貼付装置1Aの部品数を削減することができる。また、接着シートASは、薄型化が容易であるため、このような接着シートASを用いることにより、チップCPの被覆層の薄型化を図ることができる。
【0025】
〔第2実施形態〕
次に、本発明の第2実施形態を図3および図4に基づいて説明する。
本実施形態のシート貼付装置1Bは、図3に示すように、エキスパンド手段7を備えた点が前記第1実施形態と相違する。また、本実施形態のウェハWFは、当該ウェハWFの一方の面に接着シートASが貼付されるとともに、他方の面に貼付されたダイシングシートDSを介してリングフレームRFと一体化した構成とされている点で前記第1実施形態と相違する。
【0026】
エキスパンド手段7は、テーブル21の周囲に固定されたブラケット75に支持された駆動機器としての複数の直動モータ71と、この直動モータ71の出力軸71Aに支持された第1当接部72と、この第1当接部72に固定された駆動機器としての直動モータ73と、当該直動モータ73の出力軸73Aに支持され、第1当接部72とともにリングフレームRF部分を挟持する第2当接部74とを備えている。
【0027】
以上のシート貼付装置1Bにおいて、チップCPの側面CPX,CPYに接着シートASを貼付する手順としては、先ず、図3に示すように、支持手段2にウェハWFをダイシングシートDS側から吸着させる。また、直動モータ71の駆動により第2当接部74を下降させて、第2当接部74と第1当接部72でリングフレームRF部分を挟持させる。
【0028】
この状態で、シート貼付装置1Bは、図3に示すように、加熱手段3により軟化させた接着シートASに気体を吹き付けつつ、吹付手段4を同図の右方向に移動させることで、接着シートASを各チップCPの側面CPYに貼付する。そして、吹付手段4が図の二点鎖線で示す位置に達すると、回動モータ22の駆動によりテーブル21をウェハWFの面内方向に90度回転させた後、吹付手段4を同図の左方向に移動させて、側面CPXへの貼付動作を行う。この時点で、接着シートASは、チップCPの間隙内に入り込んだ状態であり、割断されていない場合もある。なお、接着シートASは、塑性変形可能な材料により形成されているため、接着シートASが縮むように作用することはなく、チップCPの間隙内の接着シートASがチップCPの側面CPX,CPYから剥離するようなことはない。
【0029】
次いで、エキスパンド手段7は、図4に示すように、直動モータ71の駆動により各当接部72,74を下降させる。これにより、ダイシングシートDSが引っ張られて、チップCPの間隙が拡げられることで、間隙内の接着シートASが割断される。すなわち、本実施形態の割断手段は、エキスパンド手段7によって構成される。
【0030】
この際、さらに吹付手段4を同図の左右方向に移動させ、接着シートASの全面に気体を吹き付けることで、接着シートASの割断を補助することができる。すなわち、接着シートASに気体が吹き付けられることで、間隙内の接着シートASが下方に押された状態でチップCPの間隙が拡がるため、接着シートASにより大きな張力が付与されて、接着シートASの割断が促進される。
【0031】
以上の本実施形態によっても、前記第1実施形態と同様の効果を得ることができる。また、エキスパンド手段7により、接着シートASを割断しつつ、チップCPの間隙を拡げることができるので、チップCPのピックアップ性を向上させることができ、チップCPを用いた半導体製品の製造作業効率を向上させることができる。
【0032】
以上のように、本発明を実施するための最良の構成、方法等は、前記記載で開示されているが、本発明は、これに限定されるものではない。すなわち、本発明は、主に特定の実施形態に関して特に図示され、かつ説明されているが、本発明の技術的思想および目的の範囲から逸脱することなく、以上述べた実施形態に対し、形状、材質、数量、その他の詳細な構成において、当業者が様々な変形を加えることができるものである。また、上記に開示した形状、材質等を限定した記載は、本発明の理解を容易にするために例示的に記載したものであり、本発明を限定するものではないから、それらの形状、材質等の限定の一部もしくは全部の限定を外した部材の名称での記載は、本発明に含まれるものである。
【0033】
例えば、前記実施形態において、割断手段は、吹付手段4やエキスパンド手段7により構成されたが、これに限らず、例えば、切断刃を備えた切断手段により構成してもよい。
【0034】
また、エキスパンド手段7は、前記第2実施形態のものに限らず、例えば、第1実施形態のようにウェハWFがリングフレームRFに支持されていない場合は、接着シートASをX軸方向およびY軸方向等、ウェハWFの外周方向に向かって引張る構成としてもよい。
【0035】
さらに、エキスパンド手段7は、前記第2実施形態のものに限らず、リングフレームRFを固定しておいて、テーブル21を上昇させてもよいし、リングフレームRFとテーブル21とを両方上昇させてもよい。
【0036】
また、吹付手段4の溝の長さは、前記実施例のものに限らず、例えば、チップCPの1辺の長さとしてもよいし、それ以下でもよい。
【0037】
前記実施形態では、複数のチップCPに個片化されたウェハWFに接着シートASが貼付されたものを用いたが、先ダイシングにより、一方の面から切削が施され、他方の面に達することのない溝が形成された片状体としての複数の凸部を有するウェハWFに接着シートASが貼付されたものを用いてもよい。
また、前記実施形態では、ウェハWFを吸着支持していたが、チャック装置によりウェハWFを支持してもよい。
【0038】
前記実施形態では、加熱手段3はヒータ31によって構成されていたが、これに限らず、接着シートASを直接的または間接的に加熱することができれば、ヒータ31のかわりに、温水、放電加熱機、赤外線照射装置、マイクロ波照射装置等を用いてもよい。また、ヒータ31等の加熱手段をテーブル21の外部に設け、上方や側方からヒータ31により接着シートASを加熱してもよいし、接着シートASの上方の雰囲気を加熱するようにしてもよい。
【0039】
前記実施形態において、移動手段5は、支持手段2を固定して吹付手段4を移動させていたが、吹付手段4を固定して支持手段2を移動させてもよいし、支持手段2と吹付手段4との両方を移動させてもよい。また、移動手段5を設けず、吹付手段4をウェハWFの全面に一括して気体を吹き付けるように構成してもよい。
一方、貼付動作を行う際、テーブル21を固定して吹付手段4を回転させてもよいし、テーブル21と吹付手段4との両方を回転させてもよい。また、テーブル21を回転させる所定角度は90度でなくてよく、例えば30度や60度とすることができ、チップCPの間隙の形成パターン(形成方向等)によって適宜決定することができる。
【0040】
本発明における接着シートASの種別や材質などは、特に限定されず、例えば、基材シートと接着剤層との間に中間層を有するものや、他の層を有する等3層以上のものでもよい。また、接着シートASは、保護シート、ダイシングテープ、ダイアタッチフィルムなどであってもよい。ウェハWFは、シリコン半導体ウェハや化合物半導体ウェハ等が例示でき、このようなウェハWFに貼付する接着シートASは、保護シート、ダイシングテープ、ダイアタッチフィルムに限らず、その他の任意のシート、フィルム、テープ等、任意の用途、形状の接着シート等が適用できる。さらに、被着体としては、ガラス板、鋼板、樹脂板等や、その他の部材のみならず、任意の形態の部材や物品なども対象とすることができる。
【0041】
また、前記実施形態における駆動機器は、回動モータ、直動モータ、リニアモータ、単軸ロボット、多関節ロボット等の電動機器、エアシリンダ、油圧シリンダ、ロッドレスシリンダおよびロータリシリンダ等のアクチュエータ等を採用することができる上、それらを直接的又は間接的に組み合せたものを採用することもできる(実施形態で例示したものと重複するものもある)。
【符号の説明】
【0042】
1 シート貼付装置
2 支持手段
3 加熱手段
4 吹付手段
7 エキスパンド手段
AS 接着シート
CP チップ(片状体)
WF ウェハ(被着体)
【技術分野】
【0001】
本発明は、接着シートを被着体に貼付するシート貼付装置および貼付方法に関する。
【背景技術】
【0002】
従来、半導体製造工程において、いわゆる先ダイシングにより半導体ウェハ(以下、単にウェハという場合がある)の一方の面に形成された片状体としての凸部や、ウェハを所定の形状および所定のサイズに個片化した片状体としての半導体チップ(以下、単にチップという場合がある)に、接着シートを貼付したり、樹脂等を塗布したりして、これら片状体を覆うことが行われている(例えば、特許文献1参照)。
【0003】
特許文献1に記載の装置は、周囲に樹脂が塗付されたチップを、当該チップの形状に合わせた凹部を有するプレス型を用いてプレスすることで、チップの上面および側面を樹脂による被覆層で覆うように構成されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2008−16606号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載されたような従来の装置は、チップ形状に合わせたプレス型を用いてプレスするため、ウェハに形成されたチップの形状ごとに異なるプレス型を用意する必要があり、装置の部品数が増加してしまうという不都合がある。また、プレス型の凹部を浅く、かつ精度よく加工することは困難なため、被覆層の薄型化に限界があるという不都合がある。
【0006】
本発明の目的は、部品数を削減でき、片状体の側面に接着シートを貼付できるシート貼付装置および貼付方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明のシート貼付装置は、複数の片状体を備えた被着体に接着シートを貼付するシート貼付装置であって、前記複数の片状体にわたって接着シートが貼付された被着体を支持する支持手段と、前記支持手段に支持された被着体に貼付された接着シートを加熱する加熱手段と、前記支持手段に支持された被着体に接着シート側から気体を吹き付ける吹付手段とを備え、前記吹付手段は、前記加熱手段により軟化させた接着シートに気体を吹き付けることで、各片状体の側面に接着シートを貼付可能に構成されていることを特徴とする。
【0008】
本発明のシート貼付装置は、前記接着シートを前記複数の片状体の間隙に沿って割断する割断手段を備えていることが好ましい。
本発明のシート貼付装置において、前記割断手段は、前記吹付手段によって構成されることが好ましい。
本発明のシート貼付装置において、前記割断手段は、前記複数の片状体の間隙を拡げるエキスパンド手段によって構成されることが好ましい。
【0009】
本発明のシート貼付方法は、複数の片状体を備えた被着体に接着シートを貼付するシート貼付方法であって、前記複数の片状体にわたって接着シートが貼付された被着体を支持し、支持された被着体に貼付された接着シートを加熱しつつ、加熱により軟化させた接着シートに気体を吹き付けることで、各片状体の側面に接着シートを貼付することを特徴とする。
【発明の効果】
【0010】
以上のような本発明によれば、簡易な構成で片状体の側面に接着シートを貼付することができ、装置の部品数を削減することができる。また、接着シートは、基材となるフィルムに接着剤を塗工して構成され、薄型化が容易であるため、このような接着シートを用いることにより、被覆層の薄型化を図ることができる。
【0011】
また、割断手段を設ければ、接着シートが各片状体の側面に貼付された状態で当該接着シートを割断することができる。
さらに、吹付手段により割断手段を構成すれば、接着シートを割断するための構成を別途設ける必要がなく、装置の部品数をさらに削減することができる。
一方、エキスパンド手段により割断手段を構成すれば、接着シートを割断しつつ、片状体の間隙を拡げることができるので、複数の片状体を他のピックアップ装置に搬送することなく続けて作業することが可能となり、片状体を用いた製品の製造作業効率を向上させることができる。
【図面の簡単な説明】
【0012】
【図1】本発明の第1実施形態に係るシート貼付装置の側面図。
【図2】図1のシート貼付装置の動作説明図。
【図3】本発明の第2実施形態に係るシート貼付装置の側面図。
【図4】図3のシート貼付装置の動作説明図。
【発明を実施するための形態】
【0013】
以下、本発明の各実施形態を図面に基づいて説明する。
なお、第2実施形態以降において、次の第1実施形態で説明する構成部材と同じ構成部材および同様な機能を有する構成部材には、第1実施形態の構成部材と同じ符号を付し、それらの説明を省略または簡略化する。また、第1実施形態では図1を、第2実施形態では図3をそれぞれ基準として、左右方向をX軸方向とし、同図紙面直交方向をY軸方向とし、同図上下方向をZ軸方向とする。
【0014】
〔第1実施形態〕
図1において、シート貼付装置1Aは、表面のX軸方向、Y軸方向にダイシングラインが形成され、当該ダイシングラインに沿って片状体としての矩形状の複数のチップCPに個片化可能に構成された被着体としてのウェハWFに接着シートASが貼付された状態で、接着シートASに気体を吹き付け、当該接着シートASをチップCPの表面から連続する側面CPX,CPYに貼付する装置である。ここで、接着シートASは、ウェハWFの外形形状と略等しい大きさに形成され、全てのチップCPにわたって貼付されている。また、ウェハWFの接着シートASが貼付された反対側の面には、保護シートPSが貼付されている。
【0015】
シート貼付装置1Aは、ウェハWFを支持する支持手段2と、支持手段2に支持されたウェハWFの接着シートASを加熱する加熱手段3と、ウェハWFに接着シートAS側から気体を吹き付ける吹付手段4と、支持手段2と吹付手段4とを相対移動させる移動手段5とを備えている。
【0016】
支持手段2は、ウェハWFを支持するテーブル21と、このテーブル21の下方に設けられ、当該テーブル21をウェハWFの面内で回転駆動させる駆動機器としての回動モータ22とを備えている。なお、テーブル21は、ウェハWFの支持面に開口する図示しない吸引孔を介して、ウェハWFを吸着可能に構成されている。
【0017】
加熱手段3は、テーブル21内に設けられたヒータ31からなる。このヒータ31は、接着シートASが軟化する温度や接着シートASの特性に応じて、温度を適宜設定可能に構成されている。
【0018】
吹付手段4は、図示しない加圧ポンプや加圧タンク等の気体供給装置等に接続された吹出口41を備え、当該吹出口41から接着シートASに気体を吹付可能に構成されている。吹出口41は、テーブル21で支持するウェハWFの上側に対向配置されるとともに、Y軸方向に向かってウェハWFの直径よりも長い直線状かつ細溝状に形成されている。
【0019】
移動手段5は、吹付手段4を支持したスライダ51を駆動する駆動機器としての直動モータ52を備え、当該直動モータ52によりスライダ51を図1の左右方向に移動させることで、支持手段2と吹付手段4とを相対移動可能に構成されている。
【0020】
以上のシート貼付装置1Aにおいて、チップCPの側面CPX,CPYに接着シートASを貼付する手順を説明する。
先ず、図1に示すように、支持手段2は、テーブル21でウェハWFを保護シートPS側から吸着する。また、加熱手段3は、ヒータ31によりウェハWFを加熱することで、当該ウェハWFに貼付された接着シートASを軟化させる。
【0021】
この状態で、吹付手段4は、気体の吹き付けを開始する。そして、図2(A)に示すように、吹出口41から接着シートASに向けて気体を吹き付けつつ、移動手段5により吹付手段4を同図右方向に移動させる。この時、図2(B)に示すように、吹出口41がチップCPの間隙上に位置すると、吹出口41からの気体の吹き付け力により接着シートASが間隙内に入り込み、接着シートASが各チップCPのY軸方向と平行な側面CPYに貼付される。そして、接着シートASは、図2(C)に示すように、間隙内の部分に気体の吹き付け力による応力が集中することで、間隙に沿って割断される。すなわち、本実施形態の割断手段は、吹付手段4によって構成される。
【0022】
次いで、回動モータ22の駆動により、テーブル21をウェハWFの面内方向に所定角度(本実施形態の場合は90度)に回転させた後、移動手段5により吹付手段4を図2中の左方向に移動させることで、X軸方向と平行な側面CPXへの貼付動作および割断動作を行うように構成されている。これにより、Y軸方向とは異なる方向(本実施形態の場合はX軸方向)に沿って間隙が形成されている場合でも、テーブル21の回転により吹出口41の形成方向と間隙の形成方向とを合わせることで、いずれの方向に形成された間隙に対しても当該間隙内に気体が吹き込むようにして、接着シートASの貼付および割断を確実に行っている。
【0023】
その後、テーブル21によるウェハWFの吸着を停止し、チップCPの側面CPX,CPYに接着シートASが貼付されたウェハWFは、保護シートPSが貼付された状態のまま、図示しない搬送手段によりピックアップ装置等の後工程に搬送される。
【0024】
本実施形態によれば、次のような効果がある。
すなわち、シート貼付装置1Aは、加熱手段3により軟化させた接着シートASに気体を吹き付けることで、チップCPの側面CPX,CPYに接着シートASを貼付するため、簡易な構成で各チップCPの上面および四方の側面CPX,CPYに接着シートASを貼付することができ、シート貼付装置1Aの部品数を削減することができる。また、接着シートASは、薄型化が容易であるため、このような接着シートASを用いることにより、チップCPの被覆層の薄型化を図ることができる。
【0025】
〔第2実施形態〕
次に、本発明の第2実施形態を図3および図4に基づいて説明する。
本実施形態のシート貼付装置1Bは、図3に示すように、エキスパンド手段7を備えた点が前記第1実施形態と相違する。また、本実施形態のウェハWFは、当該ウェハWFの一方の面に接着シートASが貼付されるとともに、他方の面に貼付されたダイシングシートDSを介してリングフレームRFと一体化した構成とされている点で前記第1実施形態と相違する。
【0026】
エキスパンド手段7は、テーブル21の周囲に固定されたブラケット75に支持された駆動機器としての複数の直動モータ71と、この直動モータ71の出力軸71Aに支持された第1当接部72と、この第1当接部72に固定された駆動機器としての直動モータ73と、当該直動モータ73の出力軸73Aに支持され、第1当接部72とともにリングフレームRF部分を挟持する第2当接部74とを備えている。
【0027】
以上のシート貼付装置1Bにおいて、チップCPの側面CPX,CPYに接着シートASを貼付する手順としては、先ず、図3に示すように、支持手段2にウェハWFをダイシングシートDS側から吸着させる。また、直動モータ71の駆動により第2当接部74を下降させて、第2当接部74と第1当接部72でリングフレームRF部分を挟持させる。
【0028】
この状態で、シート貼付装置1Bは、図3に示すように、加熱手段3により軟化させた接着シートASに気体を吹き付けつつ、吹付手段4を同図の右方向に移動させることで、接着シートASを各チップCPの側面CPYに貼付する。そして、吹付手段4が図の二点鎖線で示す位置に達すると、回動モータ22の駆動によりテーブル21をウェハWFの面内方向に90度回転させた後、吹付手段4を同図の左方向に移動させて、側面CPXへの貼付動作を行う。この時点で、接着シートASは、チップCPの間隙内に入り込んだ状態であり、割断されていない場合もある。なお、接着シートASは、塑性変形可能な材料により形成されているため、接着シートASが縮むように作用することはなく、チップCPの間隙内の接着シートASがチップCPの側面CPX,CPYから剥離するようなことはない。
【0029】
次いで、エキスパンド手段7は、図4に示すように、直動モータ71の駆動により各当接部72,74を下降させる。これにより、ダイシングシートDSが引っ張られて、チップCPの間隙が拡げられることで、間隙内の接着シートASが割断される。すなわち、本実施形態の割断手段は、エキスパンド手段7によって構成される。
【0030】
この際、さらに吹付手段4を同図の左右方向に移動させ、接着シートASの全面に気体を吹き付けることで、接着シートASの割断を補助することができる。すなわち、接着シートASに気体が吹き付けられることで、間隙内の接着シートASが下方に押された状態でチップCPの間隙が拡がるため、接着シートASにより大きな張力が付与されて、接着シートASの割断が促進される。
【0031】
以上の本実施形態によっても、前記第1実施形態と同様の効果を得ることができる。また、エキスパンド手段7により、接着シートASを割断しつつ、チップCPの間隙を拡げることができるので、チップCPのピックアップ性を向上させることができ、チップCPを用いた半導体製品の製造作業効率を向上させることができる。
【0032】
以上のように、本発明を実施するための最良の構成、方法等は、前記記載で開示されているが、本発明は、これに限定されるものではない。すなわち、本発明は、主に特定の実施形態に関して特に図示され、かつ説明されているが、本発明の技術的思想および目的の範囲から逸脱することなく、以上述べた実施形態に対し、形状、材質、数量、その他の詳細な構成において、当業者が様々な変形を加えることができるものである。また、上記に開示した形状、材質等を限定した記載は、本発明の理解を容易にするために例示的に記載したものであり、本発明を限定するものではないから、それらの形状、材質等の限定の一部もしくは全部の限定を外した部材の名称での記載は、本発明に含まれるものである。
【0033】
例えば、前記実施形態において、割断手段は、吹付手段4やエキスパンド手段7により構成されたが、これに限らず、例えば、切断刃を備えた切断手段により構成してもよい。
【0034】
また、エキスパンド手段7は、前記第2実施形態のものに限らず、例えば、第1実施形態のようにウェハWFがリングフレームRFに支持されていない場合は、接着シートASをX軸方向およびY軸方向等、ウェハWFの外周方向に向かって引張る構成としてもよい。
【0035】
さらに、エキスパンド手段7は、前記第2実施形態のものに限らず、リングフレームRFを固定しておいて、テーブル21を上昇させてもよいし、リングフレームRFとテーブル21とを両方上昇させてもよい。
【0036】
また、吹付手段4の溝の長さは、前記実施例のものに限らず、例えば、チップCPの1辺の長さとしてもよいし、それ以下でもよい。
【0037】
前記実施形態では、複数のチップCPに個片化されたウェハWFに接着シートASが貼付されたものを用いたが、先ダイシングにより、一方の面から切削が施され、他方の面に達することのない溝が形成された片状体としての複数の凸部を有するウェハWFに接着シートASが貼付されたものを用いてもよい。
また、前記実施形態では、ウェハWFを吸着支持していたが、チャック装置によりウェハWFを支持してもよい。
【0038】
前記実施形態では、加熱手段3はヒータ31によって構成されていたが、これに限らず、接着シートASを直接的または間接的に加熱することができれば、ヒータ31のかわりに、温水、放電加熱機、赤外線照射装置、マイクロ波照射装置等を用いてもよい。また、ヒータ31等の加熱手段をテーブル21の外部に設け、上方や側方からヒータ31により接着シートASを加熱してもよいし、接着シートASの上方の雰囲気を加熱するようにしてもよい。
【0039】
前記実施形態において、移動手段5は、支持手段2を固定して吹付手段4を移動させていたが、吹付手段4を固定して支持手段2を移動させてもよいし、支持手段2と吹付手段4との両方を移動させてもよい。また、移動手段5を設けず、吹付手段4をウェハWFの全面に一括して気体を吹き付けるように構成してもよい。
一方、貼付動作を行う際、テーブル21を固定して吹付手段4を回転させてもよいし、テーブル21と吹付手段4との両方を回転させてもよい。また、テーブル21を回転させる所定角度は90度でなくてよく、例えば30度や60度とすることができ、チップCPの間隙の形成パターン(形成方向等)によって適宜決定することができる。
【0040】
本発明における接着シートASの種別や材質などは、特に限定されず、例えば、基材シートと接着剤層との間に中間層を有するものや、他の層を有する等3層以上のものでもよい。また、接着シートASは、保護シート、ダイシングテープ、ダイアタッチフィルムなどであってもよい。ウェハWFは、シリコン半導体ウェハや化合物半導体ウェハ等が例示でき、このようなウェハWFに貼付する接着シートASは、保護シート、ダイシングテープ、ダイアタッチフィルムに限らず、その他の任意のシート、フィルム、テープ等、任意の用途、形状の接着シート等が適用できる。さらに、被着体としては、ガラス板、鋼板、樹脂板等や、その他の部材のみならず、任意の形態の部材や物品なども対象とすることができる。
【0041】
また、前記実施形態における駆動機器は、回動モータ、直動モータ、リニアモータ、単軸ロボット、多関節ロボット等の電動機器、エアシリンダ、油圧シリンダ、ロッドレスシリンダおよびロータリシリンダ等のアクチュエータ等を採用することができる上、それらを直接的又は間接的に組み合せたものを採用することもできる(実施形態で例示したものと重複するものもある)。
【符号の説明】
【0042】
1 シート貼付装置
2 支持手段
3 加熱手段
4 吹付手段
7 エキスパンド手段
AS 接着シート
CP チップ(片状体)
WF ウェハ(被着体)
【特許請求の範囲】
【請求項1】
複数の片状体を備えた被着体に接着シートを貼付するシート貼付装置であって、
前記複数の片状体にわたって接着シートが貼付された被着体を支持する支持手段と、
前記支持手段に支持された被着体に貼付された接着シートを加熱する加熱手段と、
前記支持手段に支持された被着体に接着シート側から気体を吹き付ける吹付手段とを備え、
前記吹付手段は、前記加熱手段により軟化させた接着シートに気体を吹き付けることで、各片状体の側面に接着シートを貼付可能に構成されていることを特徴とするシート貼付装置。
【請求項2】
前記接着シートを前記複数の片状体の間隙に沿って割断する割断手段を備えていることを特徴とする請求項1に記載のシート貼付装置。
【請求項3】
前記割断手段は、前記吹付手段によって構成されることを特徴とする請求項2に記載のシート貼付装置。
【請求項4】
前記割断手段は、前記複数の片状体の間隙を拡げるエキスパンド手段によって構成されることを特徴とする請求項2に記載のシート貼付装置。
【請求項5】
複数の片状体を備えた被着体に接着シートを貼付するシート貼付方法であって、
前記複数の片状体にわたって接着シートが貼付された被着体を支持し、
支持された被着体に貼付された接着シートを加熱しつつ、加熱により軟化させた接着シートに気体を吹き付けることで、各片状体の側面に接着シートを貼付することを特徴とする貼付方法。
【請求項1】
複数の片状体を備えた被着体に接着シートを貼付するシート貼付装置であって、
前記複数の片状体にわたって接着シートが貼付された被着体を支持する支持手段と、
前記支持手段に支持された被着体に貼付された接着シートを加熱する加熱手段と、
前記支持手段に支持された被着体に接着シート側から気体を吹き付ける吹付手段とを備え、
前記吹付手段は、前記加熱手段により軟化させた接着シートに気体を吹き付けることで、各片状体の側面に接着シートを貼付可能に構成されていることを特徴とするシート貼付装置。
【請求項2】
前記接着シートを前記複数の片状体の間隙に沿って割断する割断手段を備えていることを特徴とする請求項1に記載のシート貼付装置。
【請求項3】
前記割断手段は、前記吹付手段によって構成されることを特徴とする請求項2に記載のシート貼付装置。
【請求項4】
前記割断手段は、前記複数の片状体の間隙を拡げるエキスパンド手段によって構成されることを特徴とする請求項2に記載のシート貼付装置。
【請求項5】
複数の片状体を備えた被着体に接着シートを貼付するシート貼付方法であって、
前記複数の片状体にわたって接着シートが貼付された被着体を支持し、
支持された被着体に貼付された接着シートを加熱しつつ、加熱により軟化させた接着シートに気体を吹き付けることで、各片状体の側面に接着シートを貼付することを特徴とする貼付方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−110244(P2013−110244A)
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願番号】特願2011−253621(P2011−253621)
【出願日】平成23年11月21日(2011.11.21)
【出願人】(000102980)リンテック株式会社 (1,750)
【Fターム(参考)】
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願日】平成23年11月21日(2011.11.21)
【出願人】(000102980)リンテック株式会社 (1,750)
【Fターム(参考)】
[ Back to top ]