
シート貼付装置及び貼付方法、並びに、シート製造装置及び製造方法
【課題】剥離シートが薄厚化した場合でも、接着シートの剥離及び貼付を良好に行うことができるようにすること。
【解決手段】帯状シートWSが帯状の第1剥離シートRL1に仮着された原反RSを繰り出す繰出手段14と、帯状シートWSに切込CUを形成して当該切込CUの内側に接着シートASを形成する切断手段15と、接着シートASを初期剥離領域Saから剥離する剥離板18と、第1剥離シートRL1の他方の面に繋ぎシートCSを貼付する繋ぎシート貼付手段16とを備えてシート貼付装置10が構成されている。繋ぎシート貼付手段16は、初期剥離領域Saに対応する初期切込CU1に跨って繋ぎシートCSを貼付する。
【解決手段】帯状シートWSが帯状の第1剥離シートRL1に仮着された原反RSを繰り出す繰出手段14と、帯状シートWSに切込CUを形成して当該切込CUの内側に接着シートASを形成する切断手段15と、接着シートASを初期剥離領域Saから剥離する剥離板18と、第1剥離シートRL1の他方の面に繋ぎシートCSを貼付する繋ぎシート貼付手段16とを備えてシート貼付装置10が構成されている。繋ぎシート貼付手段16は、初期剥離領域Saに対応する初期切込CU1に跨って繋ぎシートCSを貼付する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、シート貼付装置及び貼付方法、並びに、シート製造装置及び製造方法に係り、更に詳しくは、帯状シートに切込を形成して接着シートを形成することができるシート貼付装置及び貼付方法、並びに、シート製造装置及び製造方法に関する。
【背景技術】
【0002】
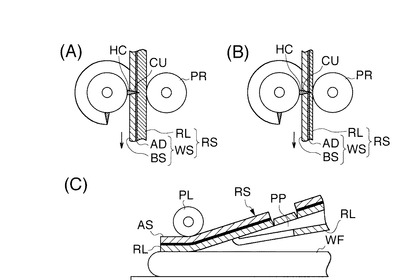
従来より、半導体ウエハ(以下、単に「ウエハ」と称する場合がある)等の被着体に接着シートを貼付するシート貼付装置が広く利用されるに至っており、かかるシート貼付装置としては、例えば、特許文献1に開示されている。特許文献1のシート貼付装置は、帯状シートが剥離シートに仮着されてなる原反を繰り出す繰出手段と、この原反を繰り出す過程で閉ループ状の切込を形成する切断刃と、切込の内側に形成された接着シートを剥離シートから剥離するピールプレートと、剥離された接着シートをウエハ及びリングフレームに押圧して貼付可能なプレスローラとを備えている。このようなシート貼付装置で切込を形成する場合、図6(A)に示されるように、切断刃HCの刃先が20μm前後剥離シートRLに入り込むように、当該切断刃HCとプラテンローラPRとの相対間隔が調整される。なお、このような剥離シートRLは、通常50μm前後の厚みを有するものが採用される。同図中WSは帯状シート、BSは基材シート、ADは接着剤層、RSは原反を示す。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2005−116928号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、剥離シートRLにあっては、材料コストを低減するために、25μm前後の薄手のものが採用される機会が多くなっている。このような薄手の剥離シートRLが採用された原反に対し、特許文献1の装置で剥離シートRLに切断刃HCの刃先を20μm前後入り込ませて接着シートを形成した場合、図6(B)に示されるように、切込CUが形成された位置における剥離シートRLの厚みが薄くなり過ぎてしまうので、少しの外力を受けただけで接着シートとそれに対応する剥離シート部分とが原反RSから抜け落ちてしまったり、図6(C)に示されるように、ピールプレートPPで接着シートを剥離するときに、当該接着シートと共に対応する剥離シート部分も抜けてしまい、剥離シート部分が付随した状態の接着シートが被着体に貼付されてしまったりするといった接着シートの貼付不良を発生してしまう、という不都合を招来する。
【0005】
[発明の目的]
本発明の目的は、接着シートの剥離及び貼付を良好に行うことができるシート貼付装置及び貼付方法、並びに、シート製造装置及び製造方法を提供することにある。
【課題を解決するための手段】
【0006】
前記目的を達成するため、本発明は、帯状の基材シートの一方の面に接着剤層を有する帯状シートが当該接着剤層を介して帯状の剥離シートの一方の面に仮着された原反を繰り出す繰出手段と、前記帯状シートに所定形状の切込を形成して当該切込の内側に接着シートを形成するとともに、当該切込の外側に不要シートを形成する切断手段と、前記剥離シートに仮着された前記接着シートを初期剥離領域から剥離する剥離手段と、前記接着シートを被着体に押圧して貼付する押圧手段とを含むシート貼付装置であって、
前記剥離手段の前段に前記剥離シートの他方の面に繋ぎシートを貼付する繋ぎシート貼付手段を備える、という構成を採っている。
【0007】
本発明において、前記繋ぎシート貼付手段は、前記初期剥離領域に対応する初期切込に跨って前記繋ぎシートを貼付可能に設けられる、という構成を採ることが好ましい。
【0008】
更に、前記切断手段により前記切込が原反を貫通して形成されたことを検知可能な検知手段を備え、
前記繋ぎシート貼付手段は、前記検知手段の検知結果を基に前記繋ぎシートを貼付可能に設けられるとよい。
【0009】
また、前記切断手段は、閉ループ状の切断刃を有するカッター部と、当該カッター部の押圧力を原反の剥離シート側から受ける受圧部とを備え、当該受圧部は、前記繋ぎシートを保持可能に設けられる、という構成を採ることができる。
【0010】
更に、本発明のシート貼付方法は、帯状の基材シートの一方の面に接着剤層を有する帯状シートが当該接着剤層を介して帯状の剥離シートの一方の面に仮着された原反を繰り出す繰出工程と、
前記帯状シートに所定形状の切込を形成して当該切込の内側に接着シートを形成するとともに、当該切込の外側に不要シートを形成する切断工程と、
前記剥離シートに仮着された前記接着シートを剥離する剥離工程と、
前記接着シートを被着体に押圧して貼付する押圧工程とを備え、
前記剥離工程の前段で前記剥離シートの他方の面に繋ぎシートを貼付する貼付工程を備える、という方法を採っている。
【0011】
また、本発明のシート製造装置は、帯状の基材シートの一方の面に接着剤層を有する帯状シートが当該接着剤層を介して帯状の剥離シートの一方の面に仮着された原反を繰り出す繰出手段と、
前記帯状シートに所定形状の切込を形成して当該切込の内側に接着シートを形成するとともに、当該切込の外側に不要シートを形成する切断手段とを含むシート製造装置であって、
前記剥離シートの他方の面に繋ぎシートを貼付する繋ぎシート貼付手段を備える、という構成を採っている。
【0012】
また、本発明のシート製造方法は、帯状の基材シートの一方の面に接着剤層を有する帯状シートが当該接着剤層を介して帯状の剥離シートの一方の面に仮着された原反を繰り出す繰出工程と、
前記帯状シートに所定形状の切込を形成して当該切込の内側に接着シートを形成するとともに、当該切込の外側に不要シートを形成する切断工程と、
前記剥離シートの他方の面に繋ぎシートを貼付する貼付工程とを備える、という方法を採っている。
【発明の効果】
【0013】
本発明によれば、繋ぎシート貼付手段が剥離シートの他方の面に繋ぎシートを貼付するので、剥離シートに深い切込が形成されても、接着シートとそれに対応する剥離シート部分とが簡単に原反から抜け落ちてしまったり、ピールプレートで接着シートを剥離するときに、当該接着シートと共に対応する剥離シート部分も抜けてしまったりするといった不都合を解消することができる。
なお、前記シート製造装置及び製造方法によれば、前述と同様に切込が形成され、且つ、繋ぎシートが貼付された原反を準備でき、当該原反をシート貼付装置や貼付方法に用いた場合、前述した貼付不能を回避することができる。
【0014】
また、初期切込に跨って繋ぎシートを貼付する場合、接着シートの初期剥離領域を確実に不要シートから切り離すことができる。
【0015】
更に、検知手段により原反を貫通するよう切込を形成したことを検知可能とし、この検知結果に基づいて繋ぎシートを貼付するので、原反を貫通した切込部分にだけ繋ぎシートを貼付可能となり、繋ぎシートの消費量を抑制したり、繋ぎシートを貼付する工程の短縮化を図ったりすることができる。
【0016】
また、受圧部が繋ぎシートを保持可能とした場合、切断手段を利用して繋ぎシート貼付手段を構成することができ、装置全体が大型化することを抑制することが可能となる。
【図面の簡単な説明】
【0017】
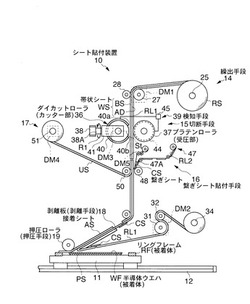
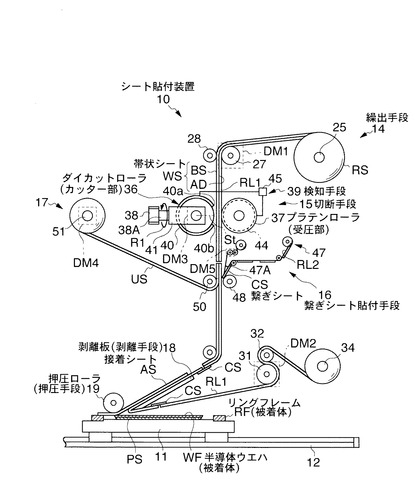
【図1】実施形態に係るシート貼付装置の概略正面図。
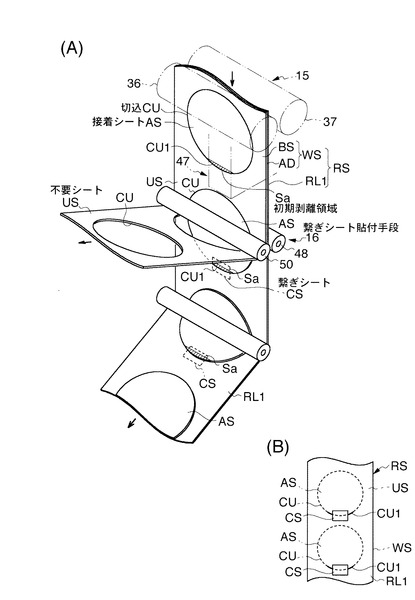
【図2】(A)、(B)は、繋ぎシートを貼付した原反の説明図。
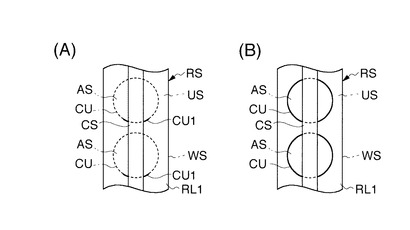
【図3】(A)及び(B)は、変形例に係る繋ぎシートを貼付した原反の説明図。
【図4】変形例に係る繋ぎシート貼付手段及び切断手段の正面図。
【図5】変形例に係る繋ぎシート貼付手段及び切断手段の正面図。
【図6】(A)、(B)、(C)は、従来例の説明図。
【発明を実施するための形態】
【0018】
以下、本発明の実施の形態について図面を参照しながら説明する。
なお、本明細書において、特に明示しない限り、「左」、「右」、「上」、「下」は、図1を基準として用いる。
【0019】
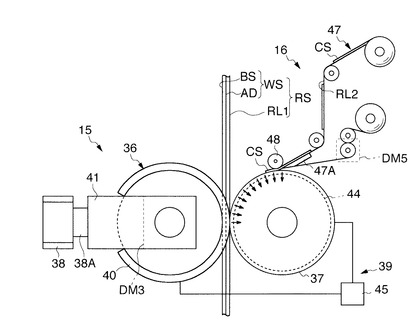
図1及び図2において、シート貼付装置10は、被着体としてのウエハWF及びリングフレームRFを吸着支持するテーブル11と、このテーブル11を左右方向に移動可能な駆動機器としての直動モータ12と、帯状の第1剥離シートRL1と、その一方の面に仮着された帯状シートWSとにより構成された原反RSを繰り出し可能な繰出手段14と、この繰出手段14により繰り出された原反RSの帯状シートWSに切込CUを形成し、当該切込CUの内側に接着シートASを形成するとともに、当該切込CUの外側に不要シートUSを形成する切断手段15と、この切断手段15を経た第1剥離シートRL1の他方の面に繋ぎシートCSを貼付可能に設けられた繋ぎシート貼付手段16と、不要シートUSを巻き取り可能な巻取手段17と、第1剥離シートRL1を折り返して接着シートASを第1剥離シートRL1から剥離する剥離手段としての剥離板18と、この剥離板18で剥離された接着シートASをリングフレームRF及びウエハWFに押圧して貼付する押圧手段としての押圧ローラ19とを備えて構成されている。帯状シートWSは、基材シートBSと、この基材シートBSの一方の面に積層された接着剤層ADとを備え、当該接着剤層ADを介して第1剥離シートRL1の一方の面に仮着されている。なお、ウエハWFの下面には保護シートPSが貼付されている。
【0020】
前記繰出手段14は、原反RSを支持する支持軸25と、この支持軸25から繰り出されて切断手段15を通過する前の原反RSを挟み込む第1駆動ローラ27及び第1ピンチローラ28と、剥離板18を経た後の第1剥離シートRL1を挟み込む第2駆動ローラ31及び第2ピンチローラ32と、これらを通過した後の第1剥離シートRL1を図示しない駆動機器によって所定のトルクで巻き取る巻取軸34とを備えている。各駆動ローラ27、31は、駆動機器としての回動モータDM1、DM2を介して回転可能に設けられている。
【0021】
前記切断手段15は、繰り出される原反RSの帯状シートWS側に配置され、駆動機器としての回動モータDM3によって回転可能に設けられたカッター部としてのダイカットローラ36と、原反RSを間に挟んでダイカットローラ36と対向配置され、ダイカットローラ36の押圧力を受け止める受圧部としてのプラテンローラ37と、ダイカットローラ36を左右方向に移動させて当該ダイカットローラ36とプラテンローラ37との相対間隔を調整可能な調整手段38と、ダイカットローラ36とプラテンローラ37との接触を検知可能な検知手段39とを備えている。なお、プラテンローラ37は、図示しない機構によりダイカットローラ36と連動して回転可能に設けられている。
【0022】
前記ダイカットローラ36は、回動モータDM3と共にブラケット41を介して調整手段38に支持されている。ダイカットローラ36は、外周面から突設する閉ループ状の切断刃40を備え、帯状シートWSにリングフレームRFの内径寸法よりも大きく、外形寸法よりも小さい略円形の切込CUを形成可能に設けられている。また、切断刃40は、例えば、ダイカットローラ36の回転方向に270°の範囲に亘って設けられ、当該回転方向での先端を図1中符号40aで示し、後端を同図中符号40bで示す。ここで、切断刃40によって形成された接着シートASは、帯状シートWSの繰出方向(原反RSが支持軸25から巻取軸34に向かう方向)先端領域が切断刃40の先端40aにより形成される。この先端40aにより形成された接着シートAS部分が剥離板18によって第1剥離シートRL1から最初に剥離される初期剥離領域Saとなり、この初期剥離領域Saに対応する切込CU部分が初期切込CU1とされる。
【0023】
前記調整手段38は、ブラケット41に連結された出力軸38Aを備え、当該出力軸38Aを左右方向に移動可能な駆動機器としての直動モータとしての機能と、図1中矢印R1方向又は矢印R1の反対方向に出力軸38Aを回転可能な駆動機器としての回動モータとしての機能とを有している。なお、出力軸38Aを図1中矢印R1方向又は矢印R1の反対方向に回転可能な機能により変位手段が構成され、ダイカットローラ36を同図中矢印R1方向又は矢印R1の反対方向に180°回転駆動することで、ダイカットローラ36の同図中紙面直交方向の向きを反対にすることができる。これにより、切込CUの形成を開始する領域を切断刃40の後端40bに変更可能となり、切断刃40の先端40a及び後端40bの何れからでも切込CUを形成開始可能となり、先端40a及び後端40bの劣化状態等に応じ、それらの何れかを選択的に利用することが可能となる。なお、変位手段は、調整手段38から独立した駆動機器としての回動モータを採用してもよい。
【0024】
前記検知手段39は、プラテンローラ37と切断刃40とが接触することで、電気的に接続されたことを検知可能なセンサ45を備えている。これにより、プラテンローラ37と切断刃40とが原反RSの存在によって絶縁されている状態を非接触状態として判断でき、プラテンローラ37と切断刃40とが電気的に導通している状態を接触状態として判断できるようになっている。
【0025】
ここで、切断手段15には図示しないエネルギー付与手段が設けられ、このエネルギー付与手段により原反RSにエネルギーを付与しながら切込CUを形成可能となっている。エネルギー付与手段としては、例えば、ダイカットローラ36及びプラテンローラ37の少なくとも一方に内蔵されるコイルヒータの他、これらローラ36、37から離れた位置から切込CUの形成位置に温風を送風する送風機器や紫外線、赤外線、マイクロ波等のエネルギー線等を照射する照射装置等が例示できる。
【0026】
前記繋ぎシート貼付手段16は、帯状の第2剥離シートRL2を駆動機器としての回動モータDM5によって繰り出し、この繰り出しの途中で第2剥離シートRL2を繋ぎシート剥離板47Aで折り返し、当該第2剥離シートRL2に所定間隔毎に仮着された繋ぎシートCSを1枚ずつ剥離して供給可能な供給手段47と、この供給手段47から供給された繋ぎシートCSを押圧して第1剥離シートRL1の他方の面に貼付する押圧ローラ48とを備えて構成されている。
【0027】
前記巻取手段17は、切断手段15により切込CUを形成した後の不要シートUSに掛け回されて当該不要シートUSを第1剥離シートRL1から剥離する剥離ローラ50と、剥離ローラ50を経た後の不要シートUSを巻き取る巻取軸51とを備えて構成されている。剥離ローラ50は、原反Rを間に挟んで押圧ローラ48と対向配置され、押圧ローラ48の押圧力を受け止めるようになっている。巻取軸51は、駆動機器としての回動モータDM4を介して回転可能に設けられ、所定のトルクで不要シートUSを巻き取り可能となっている。
【0028】
次に、本実施形態における接着シートASの貼付方法について説明する。
【0029】
まず、支持軸25に支持された原反RSを第1駆動ローラ27と第1ピンチローラ28との間、及び、ダイカットローラ36とプラテンローラ37との間を通過させる。そして、第1剥離シートRL1から帯状シートWSを剥離し、当該帯状シートWSを剥離ローラ50に掛け回した後、そのリード端を巻取軸51に固定する。また、第1剥離シートRL1は、剥離板18の先端で折り返して第2駆動ローラ31と第2ピンチローラ32との間を通過させ、そのリード端を巻取軸34に固定する。なお、本実施形態では、帯状シートWSの厚みは100μm、第1剥離シートRL1の厚みは25μmのものが採用されている。また、調整手段38によって、ダイカットローラ36とプラテンローラ37との相対間隔を調整する。本実施形態では、切断刃40が切込CUを形成する際、当該切断刃40の頂点とプラテンローラ37の外周面との間隔が5μmになるように設定されている。本実施形態では、図1に示されるように、ダイカットローラ36の回転方向における切断刃40が形成されていない領域の中央をダイカットローラ36のスタート位置Stとし、当該スタート位置Stがプラテンローラ37に再接近した状態で、ダイカットローラ36の回転を停止させておく。
【0030】
そして、回動モータDM1〜DM4を連動させて原反RSを繰り出すと、切断刃40により基材シートBS側から剥離シートRL側に向かって切込CUが形成され、帯状シートWSは、切込CUの内側の接着シートASと、切込CUの外側の不要シートUSとに区分される。この接着シートASの形成過程で、例えば、何らかの影響によって切込CUが部分的又は全体的に原反を貫通してしまった場合、検知手段39は、プラテンローラ37と切断刃40との接触を検知し、その検知信号を図示しないコンピュータやシーケンサ等の制御手段に出力する。制御手段は、検知手段39からの検知信号を受けると、繋ぎシート貼付手段16によって繋ぎシートCSを1枚繰り出して、当該繋ぎシートCSを第1剥離シートRL1の他方の面に貼付する。この繋ぎシートCSの貼付は、本実施形態では、図2に示されるように、初期切込CU1に対応する領域を第1剥離シートRL1の他方の面から繋ぎ合わせるように行われる。
【0031】
繋ぎシートCSが貼付された後、繰り出された原反RSは、剥離ローラ50で剥離シートRLから不要シートUSが剥離され、不要シートUSが巻取軸51に巻き取られる。このとき、第1剥離シートRL1の他方の面に繋ぎシートCSが貼付されているので、接着シートASが不要シートUSと共に巻取軸51方向へ共上がりすることはない。次いで、不要シートUSが巻き取られた原反RSの接着シートASが剥離板18の先端から所定量剥離されて抜け出ると、図示しないセンサで当該接着シートASの先端が検出されて停止し、スタンバイ状態となる。このとき、切込CUが確実に剥離シートRLに入り込んでいるので、接着シートASの繰出方向先端部は確実に剥離シートRLから剥離され、第1剥離シートRL1と共に第2駆動ローラ31方向に巻き取られることはない。更に、第1剥離シートRL1の他方の面に繋ぎシートCSが貼付されているので、接着シートASと共に対応する剥離シートRL部分も抜けてしまい、剥離シートRL部分が付随した状態で接着シートASがスタンバイ状態となることもない。なお、スタンバイ状態のとき、ダイカットローラ36は、図1に示されるように、スタート位置Stがプラテンローラ37に対向した状態で、図示しない駆動機器である切込位置調整手段によって、ダイカットローラ36及びプラテンローラ37の位置を上下方向に変位できるように構成されている。これによれば各接着シートASの間隔を任意に調整することができる上、接着シートASの繰出方向における長さに応じ、それらの位置を上下方向に変更できる。
その後、図示しない搬送手段を介してリングクレームRFとウエハWFとがテーブル11上に載置され、吸着保持される。次いで、直動モータ12を介してテーブル11が剥離板18の下方を右側から左側に搬送される。テーブル11が所定の位置で図示しないセンサによって検知されると、テーブル11の搬送に同期して第1及び第2駆動ローラ27、31が回転して原反RSが繰り出され、剥離板18の先端で接着シートASが剥離される。そして、剥離された接着シートASが押圧ローラ19による押圧力を受け、リングクレームRF及びウエハWFの各上面に貼付され、接着シートASを介してウエハWFとリングクレームRFとが一体化される。このとき、接着シートASの繰出方向先端部に対応する剥離シートRL部分が確実に接着シートASから剥離されているので、剥離シートRL部分が付随した状態の接着シートASが被着体に貼付されるようなことはない。
【0032】
従って、このような実施形態によれば、第1剥離シートRL1に繋ぎシートCSを貼付したので、切断手段15を経た後の原反RSから、接着シートASが抜け落ち、当該接着シートASの貼付が行えなくなることを防止できる。これにより、第1剥離シートRL1が薄厚化しても、これに対応して接着シートASの剥離及び貼付を良好に行うことができ、当該薄厚化によるコストダウンの要求に応じることが可能となる。
【0033】
以上のように、本発明を実施するための最良の構成、方法等は、前記記載で開示されているが、本発明は、これに限定されるものではない。
すなわち、本発明は、主に特定の実施形態に関して特に図示、説明されているが、本発明の技術的思想及び目的の範囲から逸脱することなく、以上説明した実施形態に対し、形状、位置若しくは配置等に関し、必要に応じて当業者が様々な変更を加えることができるものである。
従って、上記に開示した形状などを限定した記載は、本発明の理解を容易にするために例示的に記載したものであり、本発明を限定するものではないから、それらの形状などの限定の一部若しくは全部の限定を外した部材の名称での記載は、本発明に含まれるものである。
【0034】
例えば、図3(A)に示されるように、繋ぎシートCSを帯状に形成して複数の接着シートAS部分に跨るように連続して貼付してもよい。この場合、同図(B)に示されるように、切込CUの全領域において原反RSを貫通するように切断してもよい。
【0035】
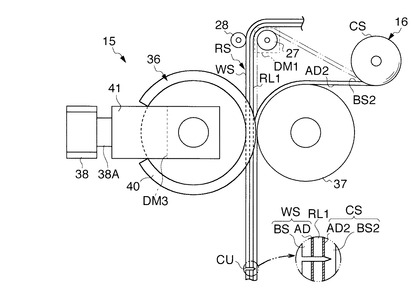
また、図4に示されるように、プラテンローラ37を繋ぎシートCSを吸着保持可能なサクションローラとし、当該プラテンローラ37に繋ぎシート貼付手段16から枚葉又は帯状の繋ぎシートCSを供給してもよい。同図によれば、プラテンローラ37に保持された繋ぎシートCSが当該プラテンローラ37とダイカットローラ36との間を通過するときに、第1剥離シートRL1の他方の面に貼付される。
【0036】
更に、帯状の繋ぎシートCSを用いる場合、図5に示されるような繋ぎシート貼付手段16としてもよい。この場合、プラテンローラ37をサクションローラとする必要はなく、基材シートBS2に接着剤層AD2が積層された帯状の繋ぎシートCSを実線で示されるように、プラテンローラ37と第1剥離シートRL1との間に供給したり、二点鎖線で示されるように、第1駆動ローラ27と第1剥離シートRL1との間に供給したりする構成が採用できる。
【0037】
また、検知手段39は、前記実施形態と同様に検知を行える限りにおいて、種々の設計変更が可能である。例えば、切断刃40によってプラテンローラ37に局所的に加わる押圧力を検知可能な圧力センサにより構成し、その圧力値の検知結果によりプラテンローラ37と切断刃40との接触を検知するようにしてもよい。
【0038】
更に、前記巻取手段16を省略し、第1剥離シートRL1から不要シートUSを剥離せずに、剥離板18で接着シートASを剥離し、第1剥離シートRL1と不要シートUSとを巻取軸34で巻き取るようにしてもよい。
【0039】
また、切込CUの形成にあっては、各回動モータDM1〜DM4を連動させて原反RSを繰り出し方向に往復動させ、1枚の接着シートAS形成に対し、切込CUの形成を複数回行ってもよい。
【0040】
更に、前記シート貼付装置10の剥離板18及び押圧ローラ19を省略することにより、シート製造装置を構成してもよい。同装置によれば、前記実施形態と同様に切断手段15によって接着シートASを形成した後、当該接着シートASが第1剥離シートRL1に仮着された原反RSが巻取軸34に巻き取られる。巻取軸34に巻き取られた原反RSは、別途搬送、保管したり、切断手段を有しないシート貼付装置等で利用したりすることができる。
また、繋ぎシート貼付手段16を図1の奥行き方向に1体追加し、検知手段39からの検知信号を受けて、切込CUが部分的に原反を貫通してしまった部位に対応して繋ぎシートCSを第1剥離シートRL1の他方の面に貼付するように構成してもよい。
更に、繋ぎシート貼付手段16は、接着シートASよりも大きな繋ぎシートCSを貼付できるようにしてもよい。
【0041】
また、切断刃40の平面形状は、帯状シートWSに切込CUを形成して当該切込CUの内側を接着シートASとして形成し得る限りにおいて、多角形状、楕円、長円、菱形、直線と曲線とを組み合わせた形状等、種々の変更が可能である。
【0042】
更に、切断手段15は、前記切込CUを形成できる限りにおいて、レーザ光線等の他の切断手段を用いてもよい。この場合、原反RSの第1剥離シートRL1側に検知手段として受光手段を配置し、この受光手段がレーザ光線を受光したことで切込CUが原反RSを貫通することを検知するようにしてもよい。
また、切断刃40は、エッチング加工の他、機械加工によって形成される彫刻刃や、ロータリダイの他、平らな板上に刃が形成された平刃や、トムソン刃等を使用してもよい。
【0043】
更に、調整手段38による切断刃40とプラテンローラ37との間隔は、原反RSの厚みや性質、特に剥離シートRSの厚みや性質等を考慮して適宜変更することができる。
また、調整手段38は、前記間隔を調整できる限りにおいて、ダイカットローラ36及びプラテンローラ37の少なくとも一方を左右に移動可能に設ければよい。
【0044】
更に、繰出手段14や剥離板18、押圧ローラ19は、種々の設計変更が可能である。
また、原反RSを構成する部材の厚みは、上記実施形態で例示したものに何ら限定されることはない。
更に、検知手段39を設けずに、繋ぎシート貼付手段16が常に枚葉又は帯状の繋ぎシートCSを第1剥離シートRL1の他方の面に貼付するように構成してもよい。
また、シート貼付装置10を移動させる駆動機器を設け、テーブル11を停止させた状態で、シート貼付装置10を図1中右方向に移動させたり、テーブル11を左方向に移動させるとともに、シート貼付装置10を右方向に移動させたりして接着シートASを被着体に貼付するように構成してもよいし、
更に、上記実施形態と同様の調整手段38をプラテンローラ37側にも設け、ダイカットローラ36を停止させた状態で、プラテンローラ37をダイカットローラ36に対して離間接近させたり、ダイカットローラ36及びプラテンローラ37を相互に離間接近させたりして切断刃40とプラテンローラ37との間隔を調整するようにしてもよい。
【0045】
また、前記実施形態における駆動機器は、回動モータ、直動モータ、リニアモータ、単軸ロボット、多関節ロボット等の電動機器、エアシリンダ、油圧シリンダ、ロッドレスシリンダ及びロータリシリンダ等のアクチュエータ等を採用することができる上、それらを直接的又は間接的に組み合せたものを採用することもできる(実施形態で例示したものと重複するものもある)。
【0046】
更に、被着体は、ウエハWFやリングフレームRFに代えて、ガラス板、鋼板、または、樹脂板等、その他のものも対象とすることができ、半導体ウエハは、シリコン半導体ウエハや化合物半導体ウエハであってもよい。また、リングフレームRFに代えて、C字状やU字状等の別形状のフレームを用いてもよいし、リングフレームRFなしで単独の被着体を接着シートASの貼付対象としてもよい。
【0047】
また、原反RSにおける帯状シートWSが予め他の装置等によって、所定の間隔を隔てて所定形状の切込CUが形成されることで当該切込CUの内側に接着シートASが形成されるとともに、当該切込CUの外側に不要シートUSが形成されたものの場合、前記シート貼付装置10の切断手段15を省略することができる。このような場合にでも、上記実施形態と同様の効果を得ることができる。
【符号の説明】
【0048】
10 シート貼付装置
14 繰出手段
15 切断手段
16 繋ぎシート貼付手段
18 剥離板(剥離手段)
19 押圧ローラ(押圧手段)
36 カッター部(ダイカットローラ)
37 受圧部(プラテンローラ)
38 調整手段
39 検知手段
AD 接着剤層
AS 接着シート
BS 基材シート
CU 切込
CU1 初期切込
RF リングフレーム(被着体)
RL1 第1剥離シート
RS 原反
Sa 初期剥離領域
US 不要シート
WF 半導体ウエハ(被着体)
WS 帯状シート
【技術分野】
【0001】
本発明は、シート貼付装置及び貼付方法、並びに、シート製造装置及び製造方法に係り、更に詳しくは、帯状シートに切込を形成して接着シートを形成することができるシート貼付装置及び貼付方法、並びに、シート製造装置及び製造方法に関する。
【背景技術】
【0002】
従来より、半導体ウエハ(以下、単に「ウエハ」と称する場合がある)等の被着体に接着シートを貼付するシート貼付装置が広く利用されるに至っており、かかるシート貼付装置としては、例えば、特許文献1に開示されている。特許文献1のシート貼付装置は、帯状シートが剥離シートに仮着されてなる原反を繰り出す繰出手段と、この原反を繰り出す過程で閉ループ状の切込を形成する切断刃と、切込の内側に形成された接着シートを剥離シートから剥離するピールプレートと、剥離された接着シートをウエハ及びリングフレームに押圧して貼付可能なプレスローラとを備えている。このようなシート貼付装置で切込を形成する場合、図6(A)に示されるように、切断刃HCの刃先が20μm前後剥離シートRLに入り込むように、当該切断刃HCとプラテンローラPRとの相対間隔が調整される。なお、このような剥離シートRLは、通常50μm前後の厚みを有するものが採用される。同図中WSは帯状シート、BSは基材シート、ADは接着剤層、RSは原反を示す。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2005−116928号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、剥離シートRLにあっては、材料コストを低減するために、25μm前後の薄手のものが採用される機会が多くなっている。このような薄手の剥離シートRLが採用された原反に対し、特許文献1の装置で剥離シートRLに切断刃HCの刃先を20μm前後入り込ませて接着シートを形成した場合、図6(B)に示されるように、切込CUが形成された位置における剥離シートRLの厚みが薄くなり過ぎてしまうので、少しの外力を受けただけで接着シートとそれに対応する剥離シート部分とが原反RSから抜け落ちてしまったり、図6(C)に示されるように、ピールプレートPPで接着シートを剥離するときに、当該接着シートと共に対応する剥離シート部分も抜けてしまい、剥離シート部分が付随した状態の接着シートが被着体に貼付されてしまったりするといった接着シートの貼付不良を発生してしまう、という不都合を招来する。
【0005】
[発明の目的]
本発明の目的は、接着シートの剥離及び貼付を良好に行うことができるシート貼付装置及び貼付方法、並びに、シート製造装置及び製造方法を提供することにある。
【課題を解決するための手段】
【0006】
前記目的を達成するため、本発明は、帯状の基材シートの一方の面に接着剤層を有する帯状シートが当該接着剤層を介して帯状の剥離シートの一方の面に仮着された原反を繰り出す繰出手段と、前記帯状シートに所定形状の切込を形成して当該切込の内側に接着シートを形成するとともに、当該切込の外側に不要シートを形成する切断手段と、前記剥離シートに仮着された前記接着シートを初期剥離領域から剥離する剥離手段と、前記接着シートを被着体に押圧して貼付する押圧手段とを含むシート貼付装置であって、
前記剥離手段の前段に前記剥離シートの他方の面に繋ぎシートを貼付する繋ぎシート貼付手段を備える、という構成を採っている。
【0007】
本発明において、前記繋ぎシート貼付手段は、前記初期剥離領域に対応する初期切込に跨って前記繋ぎシートを貼付可能に設けられる、という構成を採ることが好ましい。
【0008】
更に、前記切断手段により前記切込が原反を貫通して形成されたことを検知可能な検知手段を備え、
前記繋ぎシート貼付手段は、前記検知手段の検知結果を基に前記繋ぎシートを貼付可能に設けられるとよい。
【0009】
また、前記切断手段は、閉ループ状の切断刃を有するカッター部と、当該カッター部の押圧力を原反の剥離シート側から受ける受圧部とを備え、当該受圧部は、前記繋ぎシートを保持可能に設けられる、という構成を採ることができる。
【0010】
更に、本発明のシート貼付方法は、帯状の基材シートの一方の面に接着剤層を有する帯状シートが当該接着剤層を介して帯状の剥離シートの一方の面に仮着された原反を繰り出す繰出工程と、
前記帯状シートに所定形状の切込を形成して当該切込の内側に接着シートを形成するとともに、当該切込の外側に不要シートを形成する切断工程と、
前記剥離シートに仮着された前記接着シートを剥離する剥離工程と、
前記接着シートを被着体に押圧して貼付する押圧工程とを備え、
前記剥離工程の前段で前記剥離シートの他方の面に繋ぎシートを貼付する貼付工程を備える、という方法を採っている。
【0011】
また、本発明のシート製造装置は、帯状の基材シートの一方の面に接着剤層を有する帯状シートが当該接着剤層を介して帯状の剥離シートの一方の面に仮着された原反を繰り出す繰出手段と、
前記帯状シートに所定形状の切込を形成して当該切込の内側に接着シートを形成するとともに、当該切込の外側に不要シートを形成する切断手段とを含むシート製造装置であって、
前記剥離シートの他方の面に繋ぎシートを貼付する繋ぎシート貼付手段を備える、という構成を採っている。
【0012】
また、本発明のシート製造方法は、帯状の基材シートの一方の面に接着剤層を有する帯状シートが当該接着剤層を介して帯状の剥離シートの一方の面に仮着された原反を繰り出す繰出工程と、
前記帯状シートに所定形状の切込を形成して当該切込の内側に接着シートを形成するとともに、当該切込の外側に不要シートを形成する切断工程と、
前記剥離シートの他方の面に繋ぎシートを貼付する貼付工程とを備える、という方法を採っている。
【発明の効果】
【0013】
本発明によれば、繋ぎシート貼付手段が剥離シートの他方の面に繋ぎシートを貼付するので、剥離シートに深い切込が形成されても、接着シートとそれに対応する剥離シート部分とが簡単に原反から抜け落ちてしまったり、ピールプレートで接着シートを剥離するときに、当該接着シートと共に対応する剥離シート部分も抜けてしまったりするといった不都合を解消することができる。
なお、前記シート製造装置及び製造方法によれば、前述と同様に切込が形成され、且つ、繋ぎシートが貼付された原反を準備でき、当該原反をシート貼付装置や貼付方法に用いた場合、前述した貼付不能を回避することができる。
【0014】
また、初期切込に跨って繋ぎシートを貼付する場合、接着シートの初期剥離領域を確実に不要シートから切り離すことができる。
【0015】
更に、検知手段により原反を貫通するよう切込を形成したことを検知可能とし、この検知結果に基づいて繋ぎシートを貼付するので、原反を貫通した切込部分にだけ繋ぎシートを貼付可能となり、繋ぎシートの消費量を抑制したり、繋ぎシートを貼付する工程の短縮化を図ったりすることができる。
【0016】
また、受圧部が繋ぎシートを保持可能とした場合、切断手段を利用して繋ぎシート貼付手段を構成することができ、装置全体が大型化することを抑制することが可能となる。
【図面の簡単な説明】
【0017】
【図1】実施形態に係るシート貼付装置の概略正面図。
【図2】(A)、(B)は、繋ぎシートを貼付した原反の説明図。
【図3】(A)及び(B)は、変形例に係る繋ぎシートを貼付した原反の説明図。
【図4】変形例に係る繋ぎシート貼付手段及び切断手段の正面図。
【図5】変形例に係る繋ぎシート貼付手段及び切断手段の正面図。
【図6】(A)、(B)、(C)は、従来例の説明図。
【発明を実施するための形態】
【0018】
以下、本発明の実施の形態について図面を参照しながら説明する。
なお、本明細書において、特に明示しない限り、「左」、「右」、「上」、「下」は、図1を基準として用いる。
【0019】
図1及び図2において、シート貼付装置10は、被着体としてのウエハWF及びリングフレームRFを吸着支持するテーブル11と、このテーブル11を左右方向に移動可能な駆動機器としての直動モータ12と、帯状の第1剥離シートRL1と、その一方の面に仮着された帯状シートWSとにより構成された原反RSを繰り出し可能な繰出手段14と、この繰出手段14により繰り出された原反RSの帯状シートWSに切込CUを形成し、当該切込CUの内側に接着シートASを形成するとともに、当該切込CUの外側に不要シートUSを形成する切断手段15と、この切断手段15を経た第1剥離シートRL1の他方の面に繋ぎシートCSを貼付可能に設けられた繋ぎシート貼付手段16と、不要シートUSを巻き取り可能な巻取手段17と、第1剥離シートRL1を折り返して接着シートASを第1剥離シートRL1から剥離する剥離手段としての剥離板18と、この剥離板18で剥離された接着シートASをリングフレームRF及びウエハWFに押圧して貼付する押圧手段としての押圧ローラ19とを備えて構成されている。帯状シートWSは、基材シートBSと、この基材シートBSの一方の面に積層された接着剤層ADとを備え、当該接着剤層ADを介して第1剥離シートRL1の一方の面に仮着されている。なお、ウエハWFの下面には保護シートPSが貼付されている。
【0020】
前記繰出手段14は、原反RSを支持する支持軸25と、この支持軸25から繰り出されて切断手段15を通過する前の原反RSを挟み込む第1駆動ローラ27及び第1ピンチローラ28と、剥離板18を経た後の第1剥離シートRL1を挟み込む第2駆動ローラ31及び第2ピンチローラ32と、これらを通過した後の第1剥離シートRL1を図示しない駆動機器によって所定のトルクで巻き取る巻取軸34とを備えている。各駆動ローラ27、31は、駆動機器としての回動モータDM1、DM2を介して回転可能に設けられている。
【0021】
前記切断手段15は、繰り出される原反RSの帯状シートWS側に配置され、駆動機器としての回動モータDM3によって回転可能に設けられたカッター部としてのダイカットローラ36と、原反RSを間に挟んでダイカットローラ36と対向配置され、ダイカットローラ36の押圧力を受け止める受圧部としてのプラテンローラ37と、ダイカットローラ36を左右方向に移動させて当該ダイカットローラ36とプラテンローラ37との相対間隔を調整可能な調整手段38と、ダイカットローラ36とプラテンローラ37との接触を検知可能な検知手段39とを備えている。なお、プラテンローラ37は、図示しない機構によりダイカットローラ36と連動して回転可能に設けられている。
【0022】
前記ダイカットローラ36は、回動モータDM3と共にブラケット41を介して調整手段38に支持されている。ダイカットローラ36は、外周面から突設する閉ループ状の切断刃40を備え、帯状シートWSにリングフレームRFの内径寸法よりも大きく、外形寸法よりも小さい略円形の切込CUを形成可能に設けられている。また、切断刃40は、例えば、ダイカットローラ36の回転方向に270°の範囲に亘って設けられ、当該回転方向での先端を図1中符号40aで示し、後端を同図中符号40bで示す。ここで、切断刃40によって形成された接着シートASは、帯状シートWSの繰出方向(原反RSが支持軸25から巻取軸34に向かう方向)先端領域が切断刃40の先端40aにより形成される。この先端40aにより形成された接着シートAS部分が剥離板18によって第1剥離シートRL1から最初に剥離される初期剥離領域Saとなり、この初期剥離領域Saに対応する切込CU部分が初期切込CU1とされる。
【0023】
前記調整手段38は、ブラケット41に連結された出力軸38Aを備え、当該出力軸38Aを左右方向に移動可能な駆動機器としての直動モータとしての機能と、図1中矢印R1方向又は矢印R1の反対方向に出力軸38Aを回転可能な駆動機器としての回動モータとしての機能とを有している。なお、出力軸38Aを図1中矢印R1方向又は矢印R1の反対方向に回転可能な機能により変位手段が構成され、ダイカットローラ36を同図中矢印R1方向又は矢印R1の反対方向に180°回転駆動することで、ダイカットローラ36の同図中紙面直交方向の向きを反対にすることができる。これにより、切込CUの形成を開始する領域を切断刃40の後端40bに変更可能となり、切断刃40の先端40a及び後端40bの何れからでも切込CUを形成開始可能となり、先端40a及び後端40bの劣化状態等に応じ、それらの何れかを選択的に利用することが可能となる。なお、変位手段は、調整手段38から独立した駆動機器としての回動モータを採用してもよい。
【0024】
前記検知手段39は、プラテンローラ37と切断刃40とが接触することで、電気的に接続されたことを検知可能なセンサ45を備えている。これにより、プラテンローラ37と切断刃40とが原反RSの存在によって絶縁されている状態を非接触状態として判断でき、プラテンローラ37と切断刃40とが電気的に導通している状態を接触状態として判断できるようになっている。
【0025】
ここで、切断手段15には図示しないエネルギー付与手段が設けられ、このエネルギー付与手段により原反RSにエネルギーを付与しながら切込CUを形成可能となっている。エネルギー付与手段としては、例えば、ダイカットローラ36及びプラテンローラ37の少なくとも一方に内蔵されるコイルヒータの他、これらローラ36、37から離れた位置から切込CUの形成位置に温風を送風する送風機器や紫外線、赤外線、マイクロ波等のエネルギー線等を照射する照射装置等が例示できる。
【0026】
前記繋ぎシート貼付手段16は、帯状の第2剥離シートRL2を駆動機器としての回動モータDM5によって繰り出し、この繰り出しの途中で第2剥離シートRL2を繋ぎシート剥離板47Aで折り返し、当該第2剥離シートRL2に所定間隔毎に仮着された繋ぎシートCSを1枚ずつ剥離して供給可能な供給手段47と、この供給手段47から供給された繋ぎシートCSを押圧して第1剥離シートRL1の他方の面に貼付する押圧ローラ48とを備えて構成されている。
【0027】
前記巻取手段17は、切断手段15により切込CUを形成した後の不要シートUSに掛け回されて当該不要シートUSを第1剥離シートRL1から剥離する剥離ローラ50と、剥離ローラ50を経た後の不要シートUSを巻き取る巻取軸51とを備えて構成されている。剥離ローラ50は、原反Rを間に挟んで押圧ローラ48と対向配置され、押圧ローラ48の押圧力を受け止めるようになっている。巻取軸51は、駆動機器としての回動モータDM4を介して回転可能に設けられ、所定のトルクで不要シートUSを巻き取り可能となっている。
【0028】
次に、本実施形態における接着シートASの貼付方法について説明する。
【0029】
まず、支持軸25に支持された原反RSを第1駆動ローラ27と第1ピンチローラ28との間、及び、ダイカットローラ36とプラテンローラ37との間を通過させる。そして、第1剥離シートRL1から帯状シートWSを剥離し、当該帯状シートWSを剥離ローラ50に掛け回した後、そのリード端を巻取軸51に固定する。また、第1剥離シートRL1は、剥離板18の先端で折り返して第2駆動ローラ31と第2ピンチローラ32との間を通過させ、そのリード端を巻取軸34に固定する。なお、本実施形態では、帯状シートWSの厚みは100μm、第1剥離シートRL1の厚みは25μmのものが採用されている。また、調整手段38によって、ダイカットローラ36とプラテンローラ37との相対間隔を調整する。本実施形態では、切断刃40が切込CUを形成する際、当該切断刃40の頂点とプラテンローラ37の外周面との間隔が5μmになるように設定されている。本実施形態では、図1に示されるように、ダイカットローラ36の回転方向における切断刃40が形成されていない領域の中央をダイカットローラ36のスタート位置Stとし、当該スタート位置Stがプラテンローラ37に再接近した状態で、ダイカットローラ36の回転を停止させておく。
【0030】
そして、回動モータDM1〜DM4を連動させて原反RSを繰り出すと、切断刃40により基材シートBS側から剥離シートRL側に向かって切込CUが形成され、帯状シートWSは、切込CUの内側の接着シートASと、切込CUの外側の不要シートUSとに区分される。この接着シートASの形成過程で、例えば、何らかの影響によって切込CUが部分的又は全体的に原反を貫通してしまった場合、検知手段39は、プラテンローラ37と切断刃40との接触を検知し、その検知信号を図示しないコンピュータやシーケンサ等の制御手段に出力する。制御手段は、検知手段39からの検知信号を受けると、繋ぎシート貼付手段16によって繋ぎシートCSを1枚繰り出して、当該繋ぎシートCSを第1剥離シートRL1の他方の面に貼付する。この繋ぎシートCSの貼付は、本実施形態では、図2に示されるように、初期切込CU1に対応する領域を第1剥離シートRL1の他方の面から繋ぎ合わせるように行われる。
【0031】
繋ぎシートCSが貼付された後、繰り出された原反RSは、剥離ローラ50で剥離シートRLから不要シートUSが剥離され、不要シートUSが巻取軸51に巻き取られる。このとき、第1剥離シートRL1の他方の面に繋ぎシートCSが貼付されているので、接着シートASが不要シートUSと共に巻取軸51方向へ共上がりすることはない。次いで、不要シートUSが巻き取られた原反RSの接着シートASが剥離板18の先端から所定量剥離されて抜け出ると、図示しないセンサで当該接着シートASの先端が検出されて停止し、スタンバイ状態となる。このとき、切込CUが確実に剥離シートRLに入り込んでいるので、接着シートASの繰出方向先端部は確実に剥離シートRLから剥離され、第1剥離シートRL1と共に第2駆動ローラ31方向に巻き取られることはない。更に、第1剥離シートRL1の他方の面に繋ぎシートCSが貼付されているので、接着シートASと共に対応する剥離シートRL部分も抜けてしまい、剥離シートRL部分が付随した状態で接着シートASがスタンバイ状態となることもない。なお、スタンバイ状態のとき、ダイカットローラ36は、図1に示されるように、スタート位置Stがプラテンローラ37に対向した状態で、図示しない駆動機器である切込位置調整手段によって、ダイカットローラ36及びプラテンローラ37の位置を上下方向に変位できるように構成されている。これによれば各接着シートASの間隔を任意に調整することができる上、接着シートASの繰出方向における長さに応じ、それらの位置を上下方向に変更できる。
その後、図示しない搬送手段を介してリングクレームRFとウエハWFとがテーブル11上に載置され、吸着保持される。次いで、直動モータ12を介してテーブル11が剥離板18の下方を右側から左側に搬送される。テーブル11が所定の位置で図示しないセンサによって検知されると、テーブル11の搬送に同期して第1及び第2駆動ローラ27、31が回転して原反RSが繰り出され、剥離板18の先端で接着シートASが剥離される。そして、剥離された接着シートASが押圧ローラ19による押圧力を受け、リングクレームRF及びウエハWFの各上面に貼付され、接着シートASを介してウエハWFとリングクレームRFとが一体化される。このとき、接着シートASの繰出方向先端部に対応する剥離シートRL部分が確実に接着シートASから剥離されているので、剥離シートRL部分が付随した状態の接着シートASが被着体に貼付されるようなことはない。
【0032】
従って、このような実施形態によれば、第1剥離シートRL1に繋ぎシートCSを貼付したので、切断手段15を経た後の原反RSから、接着シートASが抜け落ち、当該接着シートASの貼付が行えなくなることを防止できる。これにより、第1剥離シートRL1が薄厚化しても、これに対応して接着シートASの剥離及び貼付を良好に行うことができ、当該薄厚化によるコストダウンの要求に応じることが可能となる。
【0033】
以上のように、本発明を実施するための最良の構成、方法等は、前記記載で開示されているが、本発明は、これに限定されるものではない。
すなわち、本発明は、主に特定の実施形態に関して特に図示、説明されているが、本発明の技術的思想及び目的の範囲から逸脱することなく、以上説明した実施形態に対し、形状、位置若しくは配置等に関し、必要に応じて当業者が様々な変更を加えることができるものである。
従って、上記に開示した形状などを限定した記載は、本発明の理解を容易にするために例示的に記載したものであり、本発明を限定するものではないから、それらの形状などの限定の一部若しくは全部の限定を外した部材の名称での記載は、本発明に含まれるものである。
【0034】
例えば、図3(A)に示されるように、繋ぎシートCSを帯状に形成して複数の接着シートAS部分に跨るように連続して貼付してもよい。この場合、同図(B)に示されるように、切込CUの全領域において原反RSを貫通するように切断してもよい。
【0035】
また、図4に示されるように、プラテンローラ37を繋ぎシートCSを吸着保持可能なサクションローラとし、当該プラテンローラ37に繋ぎシート貼付手段16から枚葉又は帯状の繋ぎシートCSを供給してもよい。同図によれば、プラテンローラ37に保持された繋ぎシートCSが当該プラテンローラ37とダイカットローラ36との間を通過するときに、第1剥離シートRL1の他方の面に貼付される。
【0036】
更に、帯状の繋ぎシートCSを用いる場合、図5に示されるような繋ぎシート貼付手段16としてもよい。この場合、プラテンローラ37をサクションローラとする必要はなく、基材シートBS2に接着剤層AD2が積層された帯状の繋ぎシートCSを実線で示されるように、プラテンローラ37と第1剥離シートRL1との間に供給したり、二点鎖線で示されるように、第1駆動ローラ27と第1剥離シートRL1との間に供給したりする構成が採用できる。
【0037】
また、検知手段39は、前記実施形態と同様に検知を行える限りにおいて、種々の設計変更が可能である。例えば、切断刃40によってプラテンローラ37に局所的に加わる押圧力を検知可能な圧力センサにより構成し、その圧力値の検知結果によりプラテンローラ37と切断刃40との接触を検知するようにしてもよい。
【0038】
更に、前記巻取手段16を省略し、第1剥離シートRL1から不要シートUSを剥離せずに、剥離板18で接着シートASを剥離し、第1剥離シートRL1と不要シートUSとを巻取軸34で巻き取るようにしてもよい。
【0039】
また、切込CUの形成にあっては、各回動モータDM1〜DM4を連動させて原反RSを繰り出し方向に往復動させ、1枚の接着シートAS形成に対し、切込CUの形成を複数回行ってもよい。
【0040】
更に、前記シート貼付装置10の剥離板18及び押圧ローラ19を省略することにより、シート製造装置を構成してもよい。同装置によれば、前記実施形態と同様に切断手段15によって接着シートASを形成した後、当該接着シートASが第1剥離シートRL1に仮着された原反RSが巻取軸34に巻き取られる。巻取軸34に巻き取られた原反RSは、別途搬送、保管したり、切断手段を有しないシート貼付装置等で利用したりすることができる。
また、繋ぎシート貼付手段16を図1の奥行き方向に1体追加し、検知手段39からの検知信号を受けて、切込CUが部分的に原反を貫通してしまった部位に対応して繋ぎシートCSを第1剥離シートRL1の他方の面に貼付するように構成してもよい。
更に、繋ぎシート貼付手段16は、接着シートASよりも大きな繋ぎシートCSを貼付できるようにしてもよい。
【0041】
また、切断刃40の平面形状は、帯状シートWSに切込CUを形成して当該切込CUの内側を接着シートASとして形成し得る限りにおいて、多角形状、楕円、長円、菱形、直線と曲線とを組み合わせた形状等、種々の変更が可能である。
【0042】
更に、切断手段15は、前記切込CUを形成できる限りにおいて、レーザ光線等の他の切断手段を用いてもよい。この場合、原反RSの第1剥離シートRL1側に検知手段として受光手段を配置し、この受光手段がレーザ光線を受光したことで切込CUが原反RSを貫通することを検知するようにしてもよい。
また、切断刃40は、エッチング加工の他、機械加工によって形成される彫刻刃や、ロータリダイの他、平らな板上に刃が形成された平刃や、トムソン刃等を使用してもよい。
【0043】
更に、調整手段38による切断刃40とプラテンローラ37との間隔は、原反RSの厚みや性質、特に剥離シートRSの厚みや性質等を考慮して適宜変更することができる。
また、調整手段38は、前記間隔を調整できる限りにおいて、ダイカットローラ36及びプラテンローラ37の少なくとも一方を左右に移動可能に設ければよい。
【0044】
更に、繰出手段14や剥離板18、押圧ローラ19は、種々の設計変更が可能である。
また、原反RSを構成する部材の厚みは、上記実施形態で例示したものに何ら限定されることはない。
更に、検知手段39を設けずに、繋ぎシート貼付手段16が常に枚葉又は帯状の繋ぎシートCSを第1剥離シートRL1の他方の面に貼付するように構成してもよい。
また、シート貼付装置10を移動させる駆動機器を設け、テーブル11を停止させた状態で、シート貼付装置10を図1中右方向に移動させたり、テーブル11を左方向に移動させるとともに、シート貼付装置10を右方向に移動させたりして接着シートASを被着体に貼付するように構成してもよいし、
更に、上記実施形態と同様の調整手段38をプラテンローラ37側にも設け、ダイカットローラ36を停止させた状態で、プラテンローラ37をダイカットローラ36に対して離間接近させたり、ダイカットローラ36及びプラテンローラ37を相互に離間接近させたりして切断刃40とプラテンローラ37との間隔を調整するようにしてもよい。
【0045】
また、前記実施形態における駆動機器は、回動モータ、直動モータ、リニアモータ、単軸ロボット、多関節ロボット等の電動機器、エアシリンダ、油圧シリンダ、ロッドレスシリンダ及びロータリシリンダ等のアクチュエータ等を採用することができる上、それらを直接的又は間接的に組み合せたものを採用することもできる(実施形態で例示したものと重複するものもある)。
【0046】
更に、被着体は、ウエハWFやリングフレームRFに代えて、ガラス板、鋼板、または、樹脂板等、その他のものも対象とすることができ、半導体ウエハは、シリコン半導体ウエハや化合物半導体ウエハであってもよい。また、リングフレームRFに代えて、C字状やU字状等の別形状のフレームを用いてもよいし、リングフレームRFなしで単独の被着体を接着シートASの貼付対象としてもよい。
【0047】
また、原反RSにおける帯状シートWSが予め他の装置等によって、所定の間隔を隔てて所定形状の切込CUが形成されることで当該切込CUの内側に接着シートASが形成されるとともに、当該切込CUの外側に不要シートUSが形成されたものの場合、前記シート貼付装置10の切断手段15を省略することができる。このような場合にでも、上記実施形態と同様の効果を得ることができる。
【符号の説明】
【0048】
10 シート貼付装置
14 繰出手段
15 切断手段
16 繋ぎシート貼付手段
18 剥離板(剥離手段)
19 押圧ローラ(押圧手段)
36 カッター部(ダイカットローラ)
37 受圧部(プラテンローラ)
38 調整手段
39 検知手段
AD 接着剤層
AS 接着シート
BS 基材シート
CU 切込
CU1 初期切込
RF リングフレーム(被着体)
RL1 第1剥離シート
RS 原反
Sa 初期剥離領域
US 不要シート
WF 半導体ウエハ(被着体)
WS 帯状シート
【特許請求の範囲】
【請求項1】
帯状の基材シートの一方の面に接着剤層を有する帯状シートが当該接着剤層を介して帯状の剥離シートの一方の面に仮着された原反を繰り出す繰出手段と、前記帯状シートに所定形状の切込を形成して当該切込の内側に接着シートを形成するとともに、当該切込の外側に不要シートを形成する切断手段と、前記剥離シートに仮着された前記接着シートを初期剥離領域から剥離する剥離手段と、前記接着シートを被着体に押圧して貼付する押圧手段とを含むシート貼付装置であって、
前記剥離手段の前段に前記剥離シートの他方の面に繋ぎシートを貼付する繋ぎシート貼付手段を備えていることを特徴とするシート貼付装置。
【請求項2】
前記繋ぎシート貼付手段は、前記初期剥離領域に対応する初期切込に跨って前記繋ぎシートを貼付可能に設けられていることを特徴とする請求項1記載のシート貼付装置。
【請求項3】
前記切断手段により前記切込が原反を貫通して形成されたことを検知可能な検知手段を備え、
前記繋ぎシート貼付手段は、前記検知手段の検知結果を基に前記繋ぎシートを貼付可能に設けられていることを特徴とする請求項1又は2記載のシート貼付装置。
【請求項4】
前記切断手段は、閉ループ状の切断刃を有するカッター部と、当該カッター部の押圧力を原反の剥離シート側から受ける受圧部とを備え、当該受圧部は、前記繋ぎシートを保持可能に設けられていることを特徴とする請求項1、2又は3記載のシート貼付装置。
【請求項5】
帯状の基材シートの一方の面に接着剤層を有する帯状シートが当該接着剤層を介して帯状の剥離シートの一方の面に仮着された原反を繰り出す繰出工程と、
前記帯状シートに所定形状の切込を形成して当該切込の内側に接着シートを形成するとともに、当該切込の外側に不要シートを形成する切断工程と、
前記剥離シートに仮着された前記接着シートを剥離する剥離工程と、
前記接着シートを被着体に押圧して貼付する押圧工程とを備え、
前記剥離工程の前段で前記剥離シートの他方の面に繋ぎシートを貼付する貼付工程を備えていることを特徴とするシート貼付方法。
【請求項6】
帯状の基材シートの一方の面に接着剤層を有する帯状シートが当該接着剤層を介して帯状の剥離シートの一方の面に仮着された原反を繰り出す繰出手段と、
前記帯状シートに所定形状の切込を形成して当該切込の内側に接着シートを形成するとともに、当該切込の外側に不要シートを形成する切断手段とを含むシート製造装置であって、
前記剥離シートの他方の面に繋ぎシートを貼付する繋ぎシート貼付手段を備えていることを特徴とするシート製造装置。
【請求項7】
帯状の基材シートの一方の面に接着剤層を有する帯状シートが当該接着剤層を介して帯状の剥離シートの一方の面に仮着された原反を繰り出す繰出工程と、
前記帯状シートに所定形状の切込を形成して当該切込の内側に接着シートを形成するとともに、当該切込の外側に不要シートを形成する切断工程と、
前記剥離シートの他方の面に繋ぎシートを貼付する貼付工程とを備えていることを特徴とするシート製造方法。
【請求項1】
帯状の基材シートの一方の面に接着剤層を有する帯状シートが当該接着剤層を介して帯状の剥離シートの一方の面に仮着された原反を繰り出す繰出手段と、前記帯状シートに所定形状の切込を形成して当該切込の内側に接着シートを形成するとともに、当該切込の外側に不要シートを形成する切断手段と、前記剥離シートに仮着された前記接着シートを初期剥離領域から剥離する剥離手段と、前記接着シートを被着体に押圧して貼付する押圧手段とを含むシート貼付装置であって、
前記剥離手段の前段に前記剥離シートの他方の面に繋ぎシートを貼付する繋ぎシート貼付手段を備えていることを特徴とするシート貼付装置。
【請求項2】
前記繋ぎシート貼付手段は、前記初期剥離領域に対応する初期切込に跨って前記繋ぎシートを貼付可能に設けられていることを特徴とする請求項1記載のシート貼付装置。
【請求項3】
前記切断手段により前記切込が原反を貫通して形成されたことを検知可能な検知手段を備え、
前記繋ぎシート貼付手段は、前記検知手段の検知結果を基に前記繋ぎシートを貼付可能に設けられていることを特徴とする請求項1又は2記載のシート貼付装置。
【請求項4】
前記切断手段は、閉ループ状の切断刃を有するカッター部と、当該カッター部の押圧力を原反の剥離シート側から受ける受圧部とを備え、当該受圧部は、前記繋ぎシートを保持可能に設けられていることを特徴とする請求項1、2又は3記載のシート貼付装置。
【請求項5】
帯状の基材シートの一方の面に接着剤層を有する帯状シートが当該接着剤層を介して帯状の剥離シートの一方の面に仮着された原反を繰り出す繰出工程と、
前記帯状シートに所定形状の切込を形成して当該切込の内側に接着シートを形成するとともに、当該切込の外側に不要シートを形成する切断工程と、
前記剥離シートに仮着された前記接着シートを剥離する剥離工程と、
前記接着シートを被着体に押圧して貼付する押圧工程とを備え、
前記剥離工程の前段で前記剥離シートの他方の面に繋ぎシートを貼付する貼付工程を備えていることを特徴とするシート貼付方法。
【請求項6】
帯状の基材シートの一方の面に接着剤層を有する帯状シートが当該接着剤層を介して帯状の剥離シートの一方の面に仮着された原反を繰り出す繰出手段と、
前記帯状シートに所定形状の切込を形成して当該切込の内側に接着シートを形成するとともに、当該切込の外側に不要シートを形成する切断手段とを含むシート製造装置であって、
前記剥離シートの他方の面に繋ぎシートを貼付する繋ぎシート貼付手段を備えていることを特徴とするシート製造装置。
【請求項7】
帯状の基材シートの一方の面に接着剤層を有する帯状シートが当該接着剤層を介して帯状の剥離シートの一方の面に仮着された原反を繰り出す繰出工程と、
前記帯状シートに所定形状の切込を形成して当該切込の内側に接着シートを形成するとともに、当該切込の外側に不要シートを形成する切断工程と、
前記剥離シートの他方の面に繋ぎシートを貼付する貼付工程とを備えていることを特徴とするシート製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2013−74106(P2013−74106A)
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願番号】特願2011−211958(P2011−211958)
【出願日】平成23年9月28日(2011.9.28)
【出願人】(000102980)リンテック株式会社 (1,750)
【Fターム(参考)】
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願日】平成23年9月28日(2011.9.28)
【出願人】(000102980)リンテック株式会社 (1,750)
【Fターム(参考)】
[ Back to top ]