
シームレスベルトの製造方法及び製造装置

【課題】樹脂組成物の酸化劣化を抑え、高品位なシームレスベルトを低コストで製造できる方法を提供する。
【解決手段】熱可塑性樹脂を含む樹脂組成物の熔融体を有する環状流路に樹脂組成物からなるペレットを投入し、押圧面が樹脂組成物の融点未満に温調されたピストンで、投入されたペレットを押圧面が熔融体と接するまで押圧し加圧熔融させる工程と、環状ダイから熔融体を放射方向に吐出させる工程と、吐出された熔融体を密着手段により筒状金型の一部に密着させ、密着部における気体の連通を遮断する工程と、筒状金型及び密着手段と、環状ダイとを軸方向に相対移動させ筒状金型の内壁面に熔融体を塗布し筒状の層を形成する工程と、密着手段と筒状の層と環状ダイとで形成される空間内に気体を充填し、筒状の層を筒状金型の内壁面に密着させる工程と、筒状の層を固化させる工程とを含むシームレスベルトの製造方法。
【解決手段】熱可塑性樹脂を含む樹脂組成物の熔融体を有する環状流路に樹脂組成物からなるペレットを投入し、押圧面が樹脂組成物の融点未満に温調されたピストンで、投入されたペレットを押圧面が熔融体と接するまで押圧し加圧熔融させる工程と、環状ダイから熔融体を放射方向に吐出させる工程と、吐出された熔融体を密着手段により筒状金型の一部に密着させ、密着部における気体の連通を遮断する工程と、筒状金型及び密着手段と、環状ダイとを軸方向に相対移動させ筒状金型の内壁面に熔融体を塗布し筒状の層を形成する工程と、密着手段と筒状の層と環状ダイとで形成される空間内に気体を充填し、筒状の層を筒状金型の内壁面に密着させる工程と、筒状の層を固化させる工程とを含むシームレスベルトの製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は電子写真画像形成装置の中間転写ベルト、転写搬送ベルト、感光ベルト、定着ベルト等に用いられるシームレスベルトの製造方法及びその製造装置に関する。
【背景技術】
【0002】
レーザービームプリンターや複写機等の電子写真画像形成装置において中間転写ベルトや転写搬送ベルト等に用いられるシームレスベルトの製造方法が、特許文献1に開示されている。特許文献1に開示された製造方法では、筒状金型に内接している押出筒金型から熱硬化性樹脂の樹脂溶液を筒状金型内壁の下部から順に上部まで押し出して筒状の樹脂溶液の層を形成する。このとき、樹脂溶液の層の内部に気体を注入して膨張させ、その後、樹脂溶液の層を硬化させることによってシームレスベルトが得られる。この製造方法によれば、筒状金型の内壁に短時間で樹脂溶液を塗布でき、且つ塗布スジ、うねり、樹脂溶液残りの発生を抑えることができる旨が特許文献1に記載されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2004−237695号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
近年、電子写真画像装置は高画質かつ低価格化が進んでおり、シームレスベルトの品質及び価格に対する要求が益々高まっている。そこで、本発明者らは特許文献1に記載の製造方法を、硬化反応プロセスが不要で、熱硬化性樹脂よりも安価な熱可塑性樹脂を主成分とするシームレスベルトの製造に適用することについて検討した。その結果、次のような課題を見出すに至った。すなわち、特許文献1に記載の製造方法では、樹脂溶液を筒状金型の底面に流下させて樹脂溶液の層を形成している。このとき、筒状金型の温度が熱可塑性樹脂の融点よりも低いと、熱可塑性樹脂を含む樹脂熔融体は、筒状金型の内壁に触れた時点で固化し始める。そのため、樹脂熔融体と筒状金型の底面との密着性が不十分となることがあった。そのため、筒状金型の底面に設けられた注入口より気体が注入されたとき、筒状金型の底面と樹脂熔融体の層との隙間に気体が入り込むことがあった。この場合、樹脂熔融体の層の筒状金型の内壁への密着が妨げられ、筒状金型の内壁の表面粗さを樹脂熔融体の層の外面に確実に転写できない場合があった。
【0005】
そこで、本発明は、熱可塑性樹脂を主成分として含む、高品位なシームレスベルトを低コストで製造することのできるシームレスベルトの製造方法及び製造装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明に係るシームレスベルトの製造方法は、筒状金型と、該筒状金型と同軸に配置され、該筒状金型の内壁面に近接して該筒状金型に対して軸方向に相対的に移動可能であり、かつ、熱可塑性樹脂を含む樹脂組成物の熔融体を放射方向に吐出可能な環状ダイと、該環状ダイより吐出される該熔融体を該筒状金型の一部に密着させる密着手段と、を具備するシームレスベルトの製造装置を用いてシームレスベルトを製造する方法であって、
該環状ダイは、該樹脂組成物からなるペレットの投入口を有し、該投入口から投入された該ペレットを熔融する環状流路と、該環状流路において熔融された該樹脂組成物の熔融体に圧力を印加して該熔融体を該環状ダイから吐出させるための環状の押圧面を有し、かつ、該押圧面の温度を計測する温度計測手段と該押圧面の温度を制御する冷却温調手段とを備える環状のピストンと、を備えており、
(1)該樹脂組成物の熔融体を有している該環状流路に該樹脂組成物からなるペレットを投入し、該環状流路内の該樹脂組成物と接する押圧面が該樹脂組成物の融点未満に温調された該ピストンで、該環状流路に投入された該ペレットを該ピストンの押圧面が該熔融体と接するまで押圧し、該ペレットを加圧熔融させる工程と、
(2)該環状ダイから該熔融体を放射方向に吐出させる工程と、
(3)吐出された該熔融体を該密着手段により該筒状金型の一部に密着させ、密着部における気体の連通を遮断する工程と、
(4)該熔融体を該密着手段により該筒状金型の一部に密着させた状態で、該筒状金型及び該密着手段と、該環状ダイとを軸方向に相対移動させて該筒状金型の内壁面に該熔融体を塗布して該熔融体の筒状の層を形成する工程と、
(5)該密着手段と該筒状の層と該環状ダイとで形成される空間内に気体を充填し、該気体の圧力で該筒状の層を該筒状金型の内壁面に密着させる工程と、
(6)該筒状の層を固化させる工程と、を含むことを特徴とする。
【発明の効果】
【0007】
本発明によれば、樹脂組成物の酸化劣化を抑制でき、高品位なシームレスベルトを低コストで製造できるシームレスベルトの製造方法及び製造装置を提供することができる。
【図面の簡単な説明】
【0008】
【図1】本発明に係るシームレスベルトの製造装置の一実施形態を示す断面図である。
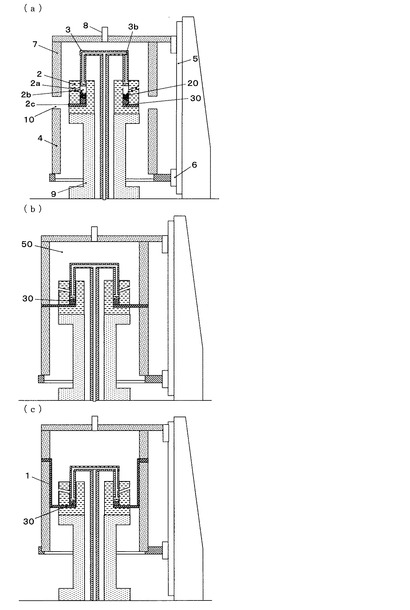
【図2】本発明に係るシームレスベルトの製造方法における各工程における製造装置の状態を示す断面図である。
【図3】工程(1)において、ピストンの押圧面が熔融体と接するまで押圧してペレットを加圧熔融させる工程における環状流路部分の断面図である。
【発明を実施するための形態】
【0009】
本発明者らは上記の目的に対し、下記の(1)〜(4)の工程を含むシームレスベルトの製造方法を検討してきた。
(1)加圧手段にて樹脂組成物の熔融体を環状ダイから放射方向に押出す工程。
(2)押出された溶融体を円筒金型端部と把持部材とで挟持し、気体の連通を遮断する工程。
(3)環状ダイと円筒金型とを軸方向に相対移動させつつ円筒金型内壁面に熔融体を塗布する工程。
(4)圧縮気体にて樹脂組成物を円筒金型内壁面に密着させる工程。
【0010】
そして、この方法によれば、熱可塑性樹脂を主成分とする、高品位なシームレスベルトを低コストで製造することができる。
【0011】
ここで、本発明者らは、上記の製造方法を更に検討し、シームレスベルトのより一層の高品位化を図るうえで、以下の課題の解決を図るべきであるとの認識を得た。すなわち、環状ダイの内部に滞留しているペレット状の樹脂組成物の量が多い場合、樹脂が投入されてから吐出されるまでの時間が長くなり、樹脂組成物が酸素雰囲気下に高温状態で長時間にわたって曝されることとなる。その結果、樹脂組成物が酸化され、樹脂が劣化する場合があることが判明した。
【0012】
例えば、ポリエーテルエーテルケトンにアセチレンブラックを混合した樹脂組成物からなるペレットを上記のシームレスベルトの製造方法に適用した場合を考える。この場合、温度380℃に制御された環状ダイ中での滞留時間が長くなると、シームレスベルト中に、酸化により劣化した樹脂に由来する凝集体が混入し、シームレスベルトの表面に微小な突起を生じることがあった。係る突起は、当該シームレスベルトを電子写真画像形成装置の中間転写ベルト等に適用する場合には、電子写真画像の品位に影響を与える可能性がある。
【0013】
そこで、本発明においては、環状ピストンの、環状流路内の樹脂組成物と接する押圧面に温度計測手段と、該押圧面の温調手段とを設ける。そして、当該温度計測手段と当該温調手段とを用いて、押圧面の温度を環状流路内の樹脂組成物の融点未満となるように制御しつつ、当該押圧面が、環状流路内の樹脂組成物の熔融体と接するまでピストンを動かす。これにより、該環状流路内に投入された該樹脂組成物からなるペレットが該環状流路内の該樹脂組成物の溶融体中に押し込まれ、そこで熔融される。このとき、押圧面は樹脂組成物の融点未満に温調されているため、押圧面が溶融体に触れても押圧面への樹脂の付着を抑えることができる。
【0014】
ここで、押圧面が温調されておらず、溶融体の温度と同程度である場合、押圧面には溶融体が付着するため、環状流路に投入されたペレットを溶融体中に埋没させるほどにまで押し込むことが困難となる。環状ダイからの溶融体の安定した吐出を担保するためには、押圧面が溶融していないペレットにしか触れないようにする必要がある。具体的には、環状流路内に、下端ではペレットが溶融体に埋没しつつあり、上端では未だ溶融していない厚さのペレット層が形成されるように相当量のペレットを投入する必要がある。その結果として、ペレットは、環状流路内で、高温状態に長い時間晒されることとなり、樹脂を劣化させる原因となる。
【0015】
一方、本発明に係る環状ピストンは、押圧面が融点未満に温調され、溶融体に触れても樹脂付着が抑えらえるように構成されているため、上記したような厚みとなるようなペレット層を環状流路に投入する必要がない。すなわち、環状流路に投入すべきペレット量を減少させることができ、その結果として、樹脂が高温状態にさらされる時間を短縮できる。
【0016】
また、本発明に係るシームレスベルトの製造装置においては、環状ピストンの温調手段の冷却媒体を不活性ガスとし、該環状ピストン内部に設けられた該冷却媒体が流れる流路と該環状流路とを連通させることが好ましい。これにより、環状流路内のペレットおよび溶融樹脂を不活性ガス雰囲気に置くことができる。すなわち、樹脂組成物の酸化をより確実に抑制することができる。
【0017】
図1は、本発明に係るシームレスベルトの製造装置の一実施形態を示す断面図である。本実施形態の製造装置100は、筒状金型4と、密着手段としての把持部材7と、環状ダイ2とを有している。筒状金型4は、上端部が開口し、下端はステージ6に支持されている。ステージ6は、鉛直方向に延びるガイド5に支持されている。ステージ6はガイド5に沿って移動する。それによって、筒状金型4は昇降可能である。筒状金型4の上方には、把持部材7がガイド5に支持された状態で配置されており、筒状金型4の上端開口と対向している。把持部材7は、ガイド5によって昇降可能である。把持部材7の上底部には注入口8が設けられている。注入口8は不図示の気体注入手段に連結されており、注入口8を通じて把持部材7の内部に気体を注入できる。
【0018】
環状ダイ2は筒状金型4の同軸上内部に断熱ベース9に支持された状態で配置されている。筒状金型4は昇降可能であるため、環状ダイ2は筒状金型4の内壁面に近接して筒状金型4に対して軸方向に相対的に移動可能である。環状ダイ2は、不図示のヒータにより熱可塑性樹脂を含む樹脂組成物を熔融可能である。環状ダイ2には、該樹脂組成物の熔融体30を放射方向に吐出可能な環状の吐出口2cが設けられている。また、環状ダイ2には、該樹脂組成物からなるペレット20の投入口2aが設けられている。投入口2aから投入されたペレット20は、環状ダイ2内の環状流路2b内にて熔融され、吐出口2cから放射方向に吐出される。環状ダイ2の環状流路2bには、環状流路2bに嵌合する環状の押圧面3aを備えたピストン3が嵌合されている。ピストン3を押圧面3aが熔融体30と接するまで押し込むことで、環状流路2bに投入されたペレット20を加圧熔融させることができる。また、熔融体30に圧力が印加され吐出口2cから熔融体30を放射方向に吐出することができる。ピストン3は、不図示のアクチュエータにより環状流路2b内で上下動可能である。また、ピストン3は、冷却温調手段としての環状流路2bに連通された冷却媒体流路3bと、押圧面3aの温度を計測する不図示の温度計測手段とを備え、冷却媒体流路3bに冷却媒体を供給することにより押圧面3aを冷却温調することができる。
【0019】
本発明に係るシームレスベルトの製造方法は、前記シームレスベルトの製造装置を用いてシームレスベルトを製造する方法であって、下記(1)〜(6)の工程を含む。
【0020】
(1)該樹脂組成物の熔融体を有している該環状流路に該樹脂組成物からなるペレットを投入し、該環状流路内の該樹脂組成物と接する押圧面が該樹脂組成物の融点未満に温調された該ピストンで、該環状流路に投入された該ペレットを該ピストンの押圧面が該熔融体と接するまで押圧し、該ペレットを加圧熔融させる工程。
【0021】
(2)該環状ダイから該熔融体を放射方向に吐出させる工程。
【0022】
(3)吐出された該熔融体を該密着手段により該筒状金型の一部に密着させ、密着部における気体の連通を遮断する工程。
【0023】
(4)該熔融体を該密着手段により該筒状金型の一部に密着させた状態で、該筒状金型及び該密着手段と、該環状ダイとを軸方向に相対移動させて該筒状金型の内壁面に該熔融体を塗布して該熔融体の筒状の層を形成する工程。
【0024】
(5)該密着手段と該筒状の層と該環状ダイとで形成される空間内に気体を充填し、該気体の圧力で該筒状の層を該筒状金型の内壁面に密着させる工程。
【0025】
(6)該筒状の層を固化させる工程。
【0026】
以下、図2を用いて本発明に係るシームレスベルトの製造方法の一実施形態を説明する。本実施形態では前述した図1に示す製造装置100を用いる。図2(a)〜(c)は工程(1)〜(6)の各工程における製造装置100の状態を示す断面図である。
【0027】
工程(1)では、まずピストン3を熱可塑性樹脂を含む樹脂組成物からなるペレット20を投入する空間を確保できる高さまで押し上げ、環状流路2bと投入口2aとを連通する。環状流路2bには押圧面3aの下降端より下流に該樹脂組成物の熔融体30が滞留しており、投入口2aから投入されたペレット20は、環状流路2bに滞留している熔融体30の上に堆積する。(図2(a))。このペレット20をピストン3により加圧して、図3(a)〜(c)に示すように押圧面3aが熔融体30に接するまで加圧熔融する。このとき、押圧面3aは該樹脂組成物の融点未満に温調されているため、該樹脂組成物が押圧面3aに貼りつくことなく熔融体30を加圧することができる。このようにして、熔融体30に接するまでピストン3を加圧することで、環状流路2b内のペレット状の樹脂組成物量を低減することができるため、高温雰囲気化である環状流路2b内に樹脂組成物がペレット状で滞留する時間を短縮できる。なお、該樹脂組成物の融点は示差走査熱量計DSC2910(ティーエイ・インスツルメント社製)により測定した値とする。
【0028】
また、図3(a)〜(c)に示すように、ピストン3の押圧面を該樹脂組成物の融点未満に冷却温調する際、環状流路2bに連通された冷却媒体流路3bに供給する冷却媒体として不活性ガスを用いることが好ましい。これにより、環状流路2b内の酸素雰囲気を効率よく不活性ガス雰囲気に置換できるため、樹脂組成物の酸化劣化を防止でき、表面性に優れる高品位なシームレスベルトを製造することができる。
【0029】
工程(2)では、筒状金型4の上端開口部と把持部材7との間に設けられた間隙10に向けて、環状ダイ2の吐出口2cから熔融体30が放射方向に吐出される。このとき、環状流路2bには流れの分岐点及び合流点がなく、ピストン3が環状の押圧面3aを具備するため、筒状の層1を形成する際に流れの不連続により発生する線、いわゆるウェルドラインの発生を避けることが可能となる。さらに、流路2bが軸対称形状をとることが可能なため、全周にわたって圧力及び流速分布が均一になる。これにより、吐出口2cから熔融体30が均一に吐出され、強度と厚みが均一なシームレスベルトの製造が可能になる。なお、熔融体30の吐出方向は、水平方向であることが望ましいが、仰角方向又は俯角方向であってもよい。
【0030】
工程(3)では、図2(b)に示すように、把持部材7を下降させて間隙10に吐出された熔融体30を筒状金型4と把持部材7とで挟持する。これにより、吐出された熔融体30を筒状金型4の一部に密着させ、密着部における気体の連通を遮断する。密着部における気体の連通を遮断することで、後述する工程(5)において把持部材7と筒状の層1と環状ダイ2とで形成される内部空間50を密閉空間とすることができ、内部空間50内に気体を充填した際内圧を上げることができる。なお、密着部とは、筒状金型4と熔融体30との接触部分及び把持部材7と熔融体30との接触部分を示す。本工程では、熔融体30を筒状金型4と把持部材7とで挟持する際には、筒状金型4を上昇させてもよい。または、筒状金型4を上昇させ、把持部材7を下降させてもよい。すなわち、筒状金型4及び把持部材7から選ばれる少なくとも一方を互いに近づく方向に移動させて熔融体30を筒状金型4と把持部材7とで挟持する。
【0031】
工程(4)では、筒状金型4と把持部材7で熔融体30を挟持し密着させ、密着部における気体の連通を遮断した状態を維持する。その状態からさらに、ピストン3を所望の速度で押し下げて環状ダイ2から熔融体30を放射方向に連続して吐出させつつ、環状ダイ2に対して、筒状金型4及び把持部材7を上昇させる。これにより、熔融体30を筒状金型4の内壁面に連続して塗布し、筒状の層1を筒状金型4の内壁面に形成する(図2(c))。また、ピストン3を押し下げる速度は吐出口2cからの熔融体30の流出速度に対応しており、該流出速度と筒状金型4の上昇速度とを制御することによって筒状の層1の厚みを制御することができる。さらに、筒状の層1を形成する際、筒状金型4及び把持部材7に対して環状ダイ2を下降させてもよい。又は、筒状金型4及び把持部材7を上昇させるとともに環状ダイ2を下降させてもよい。すなわち、環状ダイ2と筒状金型4及び把持部材7とを軸方向に相対移動させることによって、筒状の層1を筒状金型4の内壁面に形成すればよい。
【0032】
工程(5)では、把持部材7と筒状の層1と環状ダイ2とで形成される内部空間50内に気体を充填し、該気体の圧力で筒状の層1を筒状金型4の内壁面に密着させる。具体的には、工程(4)に引き続いて、又は工程(4)と並行して、不図示の気体注入手段から注入口8より気体を注入する。密着部では気体の連通が遮断されているため、把持部材7と筒状の層1と環状ダイ2とで形成される内部空間50は加圧される。その結果、筒状の層1は筒状金型4の内壁面に密着させられることとなる。注入口8から注入される気体は、空気又は窒素ガスに代表される不活性ガスが好ましい。
【0033】
工程(6)では、筒状の層1を筒状金型4の内壁面に形成した状態で固化させる。筒状の層1が筒状金型4の内壁面に密着することで筒状の層1は筒状金型4に熱を奪われ、冷却される。このとき、筒状金型4の温度を該樹脂組成物の融点未満に調整することで、筒状の層1は固化し始める。一般的に、熱可塑性樹脂を含む熔融体が固化する際には収縮が起こるため、筒状の層1は筒状金型4の内壁面から剥がれやすくなる。しかし、本実施形態では、工程(3)において内部空間50が密封され、工程(4)において筒状の層1は熔融体30の先端部から連続している。さらに、工程(5)において内部空間50のみが加圧される。そのため、工程(5)では筒状金型4の内壁面と筒状の層1との隙間に気体が入り込まない。したがって、注入口8から注入された気体で内部空間50を加圧することにより、筒状の層1を筒状金型4の内壁面に密着させたまま固化させることが可能となり、筒状金型4の内壁面が筒状の層1の外面に確実に転写される。さらに、筒状金型4の内壁に形成される固化された筒状の層1の外径精度を筒状金型4の内径と同じレベルに安定させることが可能となる。
【0034】
筒状金型4の温度は該樹脂組成物のガラス転移点以上、該樹脂組成物の融点未満の範囲に調整することが好ましい。筒状金型4の温度を該温度範囲内とすることで、筒状の層1は筒状金型4の外壁面に接したまま徐々に冷却されるため、結晶化度が高くなり、強度を高めることができる。又は、筒状金型4を樹脂組成物のガラス転移点未満の温度とすることも可能である。この場合、筒状の層1は筒状金型4に付着すると直ちに固化し始める。筒状の層1は急速に冷却されるため、結晶化が進行することなく固化し、柔軟性の高いシームレスベルトが得られる。なお、筒状金型4の温度制御は、不図示の温度センサ、該温度センサの検出結果に基づいて制御可能な不図示のヒータ及び冷却器によって行うことができる。また、該樹脂組成物のガラス転移点は示差走査熱量計DSC2910(ティーエイ・インスツルメント社製)により測定した値とする。また、工程(4)〜(6)は全て同時に行ってもよく、工程(4)と(5)とを同時に行った後工程(6)を行ってもよく、工程(4)を行った後工程(5)と(6)とを同時に行ってもよい。
【0035】
その後、筒状金型4の内壁面に形成された固化された筒状の層1を取り出す。具体的には、筒状の層1が十分に固化した後、注入口8からの気体の注入を停止する。続いて、把持部材7を筒状金型4に対して上昇させ、把持部材7と筒状金型4とを離間させる。その後、不図示の取り出し手段を用いて固化された筒状の層1を筒状金型4から取り出す。その後、固化された筒状の層1の両端を切断することでシームレスベルトが得られる。
【0036】
本発明に係るシームレスベルトの製造方法によれば、ピストン3の押圧面3aが該樹脂熔融体に接するまで押圧するため、環状ダイ2の内部に滞留するペレット状の樹脂組成物量を低減できる。これにより、酸素雰囲気下に高温状態で曝されるペレット状の樹脂組成物の滞留時間を短縮でき、樹脂組成物の酸化劣化を防止できる。また、筒状金型4の内壁面が正確に転写されるため、表面形状が均一でムラが少ない高品位なシームレスベルトを低コストで製造できる。
【0037】
本発明では、熱可塑性樹脂を含む樹脂組成物は特に限定されない。しかし、シームレスベルトの用途が電子写真装置の場合、熱可塑性樹脂としては、以下の樹脂が好ましい。ポリプロピレン、ポリエチレン(高密度、中密度、低密度、直鎖状低密度)、プロピレンエチレンブロック又はランダム共重合体、ゴム又はラテックス成分、エチレン・プロピレン共重合体ゴム、スチレン・ブタジエンゴム、スチレン・ブタジエン・スチレンブロック共重合体又は、その水素添加誘導体、ポリブタジエン、ポリイソブチレン、ポリアミド、ポリアミドイミド、ポリアセタール、ポリアリレート、ポリカーボネート、ポリフェニレンエーテル、変性ポリフェニレンエーテル、ポリイミド、液晶性ポリエステル、ポリエチレンテレフタレート、ポリスルフォン、ポリエーテルスルフォン、ポリフェニレンサルファイド、ポリビスアミドトリアゾール、ポリブチレンテレフタレート、ポリエーテルイミド、ポリエーテルエーテルケトン、アクリル、ポリフッ化ビニリデン、ポリフッ化ビニル、エチレンテトラフロロエチレン共重合体、クロロトリフルオロエチレン共重合体、ヘキサフルオロプロピレン、パーフルオロアルキルビニルエーテル共重合体、アクリル、アクリル酸アルキルエステル共重合体、ポリエステルエステル共重合体、ポリエーテルエステル共重合体、ポリエーテルアミド共重合体、ポリウレタン共重合体。これらは一種のみを用いてもよく、二種以上を併用してもよい。また、耐久性を考慮すると、熱可塑性樹脂としては、エンジニアリングプラスチック、スーパーエンジニアリングプラスチックに分類されるものが好ましい。具体的には、ポリエーテルエーテルケトン、ポリエチレンサルファイド、ポリカーボネート、ポリフッ化ビニリデン、ポリエチレンテレフタレート、ポリエチレンナフタレートがより好ましい。
【0038】
また、シームレスベルトの用途が電子写真装置の場合、その用途に応じて様々な添加剤をシームレスベルト内に分散させて機能を付与することが好ましい。例えば、転写搬送ベルトや中間転写ベルト等に使用する場合には、特に抵抗率制御を目的として無機添加剤を分散させることが好ましい。無機添加剤としては、カーボンブラック、黒鉛、金属、金属酸化物の微粉末が挙げられる。該金属としては、銅、スズ、アルミニウム、インジウムが挙げられる。また、金属酸化物としては、酸化スズ、酸化亜鉛、酸化チタン、酸化インジウム、酸化アンチモン、酸化ビスマス、アンチモンをドープした酸化スズ、スズをドープした酸化インジウムが挙げられる。無機添加剤としては、カーボンブラックが好ましい。カーボンブラックとしては、アセチレンブラック、「ケッチェンブラック」(商品名、ライオン(株)製)、ファーネスブラック、チャンネルブラックが挙げられる。また、滑り性の付与を目的として二硫化モリブデン等の潤滑性粒子を添加してもよく、硬度向上を目的として二酸化ケイ素、酸化チタンを添加してもよい。
【0039】
本発明に係る方法により製造されるシームレスベルトは、電子写真画像形成装置(レーザービームプリンタ、複写機等)の中間転写ベルト、転写搬送ベルト、感光ベルト、定着ベルト等に用いることができる。
【実施例】
【0040】
図1に示す構成を有するシームレスベルトの製造装置を用い、前記工程(1)〜(6)に沿って電子写真用シームレスベルトを製造した。
【0041】
前準備としてポリエーテルエーテルケトン(商品名:VICTREX PEEK;ビクトレックス(Victrex)社製)にアセチレンブラック(電気化学工業社製)を混合し、2軸成形機にて均一に混練してペレット20を製造した。ペレット20の体積抵抗率は1×1010〜5×1010Ωcmであった。また、この樹脂組成物のガラス転移点は150℃、融点は340℃であった。なお、ガラス転移点および融点は示差走査熱量計DSC2910(ティーエイ・インスツルメント社製)により測定した。
【0042】
筒状金型4は内径が290mm、軸方向の長さが420mmであった。また、筒状金型4の内壁面には、密着させるシームレスベルトの表面が所定の表面粗さ[十点平均粗さ(Rzjis、JIS K0601−2001)=0.4μm]を有するように、表面処理が施されていた。また、筒状金型4は不図示の温調手段により200℃に制御した。把持部材7は、内径が290mm、軸方向の長さが250mmであった。環状ダイ2のサイズは、最外径282mm、流路2bの幅10mm、吐出口2cの幅(スリット幅)1mmであった。環状ダイ2の材料投入口2aと流路2bとは、ピストン3が上昇端に達した際に連通するようにした。また、環状ダイ2は不図示の温調手段により380℃に制御した。環状流路2bに連通された冷却媒体流路3bには、不図示のガス供給手段により、窒素ガスを注入し、ピストン3の押圧面3aを樹脂組成物の融点未満である320℃に冷却するとともに、環状流路2bの内部を不活性ガス雰囲気に置換した。
【0043】
まず、図2(a)に示すように、ピストン3を上昇端まで上昇させ環状流路2bに空間を確保し、環状ダイ2の材料投入口2aより環状流路2bに常温のペレット20を適量投入した。なお、環状流路2b内には該樹脂組成物の熔融体30が既に存在していた。次に、押圧面3aが熔融体30に接するまでピストン3を下降させ、ペレットを加圧熔融した(工程(1))。
【0044】
次に、筒状金型4及び把持部材7を、筒状金型4及び把持部材7の両端部の間に10mmの間隙10が存在するように配置すると共に、間隙10の高さと、環状ダイ2の吐出口2cの高さとが概略一致するように調整した。
【0045】
次いで図2(b)に示すように、ピストン3をさらに押し下げることにより、熔融体30を吐出口2bより間隙10に向かって連続して放射方向に吐出した(工程(2))。その後、把持部材7を下降させて間隙10に吐出された熔融体30を筒状金型4と把持部材7とで挟持し、密着させた(工程(3))。密着部において気体の連通は遮断された。
【0046】
次いで図2(c)に示すように、熔融体30を筒状金型4と把持部材7とで挟持した状態で、ピストン3を0.2mm/秒で下降させつつ、筒状金型4及び把持部材7を15mm/秒で上昇させた(工程(4))。それと同時に把持部材7の注入口8から、把持部材7の内壁面と、熔融体30の筒状の層1と、環状ダイ2とで形成される内部空間50に、圧縮空気を注入した(工程(5))。これにより筒状金型4の内壁面に筒状の層1を形成し、且つ、筒状の層1を筒状金型4の内壁面に密着させた。このとき、筒状金型4は樹脂組成物の融点以下である200℃に温調されていたため、筒状の層1は筒状金型4の内壁面に形成された際に徐々に熱を奪われ、固化した(工程(6))。
【0047】
400mmほど固化した筒状の層1を形成した後、ピストン3の下降を停止し、固化した筒状の層1の形成された筒状金型4及び把持部材7をさらに上昇させて吐出口2bから連続していた筒状の層1を切断した。次いで、圧縮空気の注入を止め、把持部材7を筒状金型4から離間させ、筒状金型4の内壁面に形成された固化した筒状の層1を取り出した。取り出した固化した筒状の層1の両端を切断することで、電子写真用シームレスベルトを得た。
【0048】
該電子写真用シームレスベルトは、2本の平行ローラで張架しても歪みが観察されず、肉厚100μmの安定した形状を維持した。また、環状流路2bに分岐及び合流点がないためウェルドラインの発生がなく、シームレスベルト全面において均一な強度を示した。また、表面に斑がなく成形できた。筒状金型4をガラス転移点以上、融点以下に温度制御したため、結晶化度20%以上で、引張り強度、表面硬度の高いシームレスベルトが得られた。
【符号の説明】
【0049】
1 筒状の層
2 環状ダイ
3 ピストン
4 筒状金型
7 把持部材
10 間隙
20 ペレット
30 熔融体
50 内部空間
【技術分野】
【0001】
本発明は電子写真画像形成装置の中間転写ベルト、転写搬送ベルト、感光ベルト、定着ベルト等に用いられるシームレスベルトの製造方法及びその製造装置に関する。
【背景技術】
【0002】
レーザービームプリンターや複写機等の電子写真画像形成装置において中間転写ベルトや転写搬送ベルト等に用いられるシームレスベルトの製造方法が、特許文献1に開示されている。特許文献1に開示された製造方法では、筒状金型に内接している押出筒金型から熱硬化性樹脂の樹脂溶液を筒状金型内壁の下部から順に上部まで押し出して筒状の樹脂溶液の層を形成する。このとき、樹脂溶液の層の内部に気体を注入して膨張させ、その後、樹脂溶液の層を硬化させることによってシームレスベルトが得られる。この製造方法によれば、筒状金型の内壁に短時間で樹脂溶液を塗布でき、且つ塗布スジ、うねり、樹脂溶液残りの発生を抑えることができる旨が特許文献1に記載されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2004−237695号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
近年、電子写真画像装置は高画質かつ低価格化が進んでおり、シームレスベルトの品質及び価格に対する要求が益々高まっている。そこで、本発明者らは特許文献1に記載の製造方法を、硬化反応プロセスが不要で、熱硬化性樹脂よりも安価な熱可塑性樹脂を主成分とするシームレスベルトの製造に適用することについて検討した。その結果、次のような課題を見出すに至った。すなわち、特許文献1に記載の製造方法では、樹脂溶液を筒状金型の底面に流下させて樹脂溶液の層を形成している。このとき、筒状金型の温度が熱可塑性樹脂の融点よりも低いと、熱可塑性樹脂を含む樹脂熔融体は、筒状金型の内壁に触れた時点で固化し始める。そのため、樹脂熔融体と筒状金型の底面との密着性が不十分となることがあった。そのため、筒状金型の底面に設けられた注入口より気体が注入されたとき、筒状金型の底面と樹脂熔融体の層との隙間に気体が入り込むことがあった。この場合、樹脂熔融体の層の筒状金型の内壁への密着が妨げられ、筒状金型の内壁の表面粗さを樹脂熔融体の層の外面に確実に転写できない場合があった。
【0005】
そこで、本発明は、熱可塑性樹脂を主成分として含む、高品位なシームレスベルトを低コストで製造することのできるシームレスベルトの製造方法及び製造装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明に係るシームレスベルトの製造方法は、筒状金型と、該筒状金型と同軸に配置され、該筒状金型の内壁面に近接して該筒状金型に対して軸方向に相対的に移動可能であり、かつ、熱可塑性樹脂を含む樹脂組成物の熔融体を放射方向に吐出可能な環状ダイと、該環状ダイより吐出される該熔融体を該筒状金型の一部に密着させる密着手段と、を具備するシームレスベルトの製造装置を用いてシームレスベルトを製造する方法であって、
該環状ダイは、該樹脂組成物からなるペレットの投入口を有し、該投入口から投入された該ペレットを熔融する環状流路と、該環状流路において熔融された該樹脂組成物の熔融体に圧力を印加して該熔融体を該環状ダイから吐出させるための環状の押圧面を有し、かつ、該押圧面の温度を計測する温度計測手段と該押圧面の温度を制御する冷却温調手段とを備える環状のピストンと、を備えており、
(1)該樹脂組成物の熔融体を有している該環状流路に該樹脂組成物からなるペレットを投入し、該環状流路内の該樹脂組成物と接する押圧面が該樹脂組成物の融点未満に温調された該ピストンで、該環状流路に投入された該ペレットを該ピストンの押圧面が該熔融体と接するまで押圧し、該ペレットを加圧熔融させる工程と、
(2)該環状ダイから該熔融体を放射方向に吐出させる工程と、
(3)吐出された該熔融体を該密着手段により該筒状金型の一部に密着させ、密着部における気体の連通を遮断する工程と、
(4)該熔融体を該密着手段により該筒状金型の一部に密着させた状態で、該筒状金型及び該密着手段と、該環状ダイとを軸方向に相対移動させて該筒状金型の内壁面に該熔融体を塗布して該熔融体の筒状の層を形成する工程と、
(5)該密着手段と該筒状の層と該環状ダイとで形成される空間内に気体を充填し、該気体の圧力で該筒状の層を該筒状金型の内壁面に密着させる工程と、
(6)該筒状の層を固化させる工程と、を含むことを特徴とする。
【発明の効果】
【0007】
本発明によれば、樹脂組成物の酸化劣化を抑制でき、高品位なシームレスベルトを低コストで製造できるシームレスベルトの製造方法及び製造装置を提供することができる。
【図面の簡単な説明】
【0008】
【図1】本発明に係るシームレスベルトの製造装置の一実施形態を示す断面図である。
【図2】本発明に係るシームレスベルトの製造方法における各工程における製造装置の状態を示す断面図である。
【図3】工程(1)において、ピストンの押圧面が熔融体と接するまで押圧してペレットを加圧熔融させる工程における環状流路部分の断面図である。
【発明を実施するための形態】
【0009】
本発明者らは上記の目的に対し、下記の(1)〜(4)の工程を含むシームレスベルトの製造方法を検討してきた。
(1)加圧手段にて樹脂組成物の熔融体を環状ダイから放射方向に押出す工程。
(2)押出された溶融体を円筒金型端部と把持部材とで挟持し、気体の連通を遮断する工程。
(3)環状ダイと円筒金型とを軸方向に相対移動させつつ円筒金型内壁面に熔融体を塗布する工程。
(4)圧縮気体にて樹脂組成物を円筒金型内壁面に密着させる工程。
【0010】
そして、この方法によれば、熱可塑性樹脂を主成分とする、高品位なシームレスベルトを低コストで製造することができる。
【0011】
ここで、本発明者らは、上記の製造方法を更に検討し、シームレスベルトのより一層の高品位化を図るうえで、以下の課題の解決を図るべきであるとの認識を得た。すなわち、環状ダイの内部に滞留しているペレット状の樹脂組成物の量が多い場合、樹脂が投入されてから吐出されるまでの時間が長くなり、樹脂組成物が酸素雰囲気下に高温状態で長時間にわたって曝されることとなる。その結果、樹脂組成物が酸化され、樹脂が劣化する場合があることが判明した。
【0012】
例えば、ポリエーテルエーテルケトンにアセチレンブラックを混合した樹脂組成物からなるペレットを上記のシームレスベルトの製造方法に適用した場合を考える。この場合、温度380℃に制御された環状ダイ中での滞留時間が長くなると、シームレスベルト中に、酸化により劣化した樹脂に由来する凝集体が混入し、シームレスベルトの表面に微小な突起を生じることがあった。係る突起は、当該シームレスベルトを電子写真画像形成装置の中間転写ベルト等に適用する場合には、電子写真画像の品位に影響を与える可能性がある。
【0013】
そこで、本発明においては、環状ピストンの、環状流路内の樹脂組成物と接する押圧面に温度計測手段と、該押圧面の温調手段とを設ける。そして、当該温度計測手段と当該温調手段とを用いて、押圧面の温度を環状流路内の樹脂組成物の融点未満となるように制御しつつ、当該押圧面が、環状流路内の樹脂組成物の熔融体と接するまでピストンを動かす。これにより、該環状流路内に投入された該樹脂組成物からなるペレットが該環状流路内の該樹脂組成物の溶融体中に押し込まれ、そこで熔融される。このとき、押圧面は樹脂組成物の融点未満に温調されているため、押圧面が溶融体に触れても押圧面への樹脂の付着を抑えることができる。
【0014】
ここで、押圧面が温調されておらず、溶融体の温度と同程度である場合、押圧面には溶融体が付着するため、環状流路に投入されたペレットを溶融体中に埋没させるほどにまで押し込むことが困難となる。環状ダイからの溶融体の安定した吐出を担保するためには、押圧面が溶融していないペレットにしか触れないようにする必要がある。具体的には、環状流路内に、下端ではペレットが溶融体に埋没しつつあり、上端では未だ溶融していない厚さのペレット層が形成されるように相当量のペレットを投入する必要がある。その結果として、ペレットは、環状流路内で、高温状態に長い時間晒されることとなり、樹脂を劣化させる原因となる。
【0015】
一方、本発明に係る環状ピストンは、押圧面が融点未満に温調され、溶融体に触れても樹脂付着が抑えらえるように構成されているため、上記したような厚みとなるようなペレット層を環状流路に投入する必要がない。すなわち、環状流路に投入すべきペレット量を減少させることができ、その結果として、樹脂が高温状態にさらされる時間を短縮できる。
【0016】
また、本発明に係るシームレスベルトの製造装置においては、環状ピストンの温調手段の冷却媒体を不活性ガスとし、該環状ピストン内部に設けられた該冷却媒体が流れる流路と該環状流路とを連通させることが好ましい。これにより、環状流路内のペレットおよび溶融樹脂を不活性ガス雰囲気に置くことができる。すなわち、樹脂組成物の酸化をより確実に抑制することができる。
【0017】
図1は、本発明に係るシームレスベルトの製造装置の一実施形態を示す断面図である。本実施形態の製造装置100は、筒状金型4と、密着手段としての把持部材7と、環状ダイ2とを有している。筒状金型4は、上端部が開口し、下端はステージ6に支持されている。ステージ6は、鉛直方向に延びるガイド5に支持されている。ステージ6はガイド5に沿って移動する。それによって、筒状金型4は昇降可能である。筒状金型4の上方には、把持部材7がガイド5に支持された状態で配置されており、筒状金型4の上端開口と対向している。把持部材7は、ガイド5によって昇降可能である。把持部材7の上底部には注入口8が設けられている。注入口8は不図示の気体注入手段に連結されており、注入口8を通じて把持部材7の内部に気体を注入できる。
【0018】
環状ダイ2は筒状金型4の同軸上内部に断熱ベース9に支持された状態で配置されている。筒状金型4は昇降可能であるため、環状ダイ2は筒状金型4の内壁面に近接して筒状金型4に対して軸方向に相対的に移動可能である。環状ダイ2は、不図示のヒータにより熱可塑性樹脂を含む樹脂組成物を熔融可能である。環状ダイ2には、該樹脂組成物の熔融体30を放射方向に吐出可能な環状の吐出口2cが設けられている。また、環状ダイ2には、該樹脂組成物からなるペレット20の投入口2aが設けられている。投入口2aから投入されたペレット20は、環状ダイ2内の環状流路2b内にて熔融され、吐出口2cから放射方向に吐出される。環状ダイ2の環状流路2bには、環状流路2bに嵌合する環状の押圧面3aを備えたピストン3が嵌合されている。ピストン3を押圧面3aが熔融体30と接するまで押し込むことで、環状流路2bに投入されたペレット20を加圧熔融させることができる。また、熔融体30に圧力が印加され吐出口2cから熔融体30を放射方向に吐出することができる。ピストン3は、不図示のアクチュエータにより環状流路2b内で上下動可能である。また、ピストン3は、冷却温調手段としての環状流路2bに連通された冷却媒体流路3bと、押圧面3aの温度を計測する不図示の温度計測手段とを備え、冷却媒体流路3bに冷却媒体を供給することにより押圧面3aを冷却温調することができる。
【0019】
本発明に係るシームレスベルトの製造方法は、前記シームレスベルトの製造装置を用いてシームレスベルトを製造する方法であって、下記(1)〜(6)の工程を含む。
【0020】
(1)該樹脂組成物の熔融体を有している該環状流路に該樹脂組成物からなるペレットを投入し、該環状流路内の該樹脂組成物と接する押圧面が該樹脂組成物の融点未満に温調された該ピストンで、該環状流路に投入された該ペレットを該ピストンの押圧面が該熔融体と接するまで押圧し、該ペレットを加圧熔融させる工程。
【0021】
(2)該環状ダイから該熔融体を放射方向に吐出させる工程。
【0022】
(3)吐出された該熔融体を該密着手段により該筒状金型の一部に密着させ、密着部における気体の連通を遮断する工程。
【0023】
(4)該熔融体を該密着手段により該筒状金型の一部に密着させた状態で、該筒状金型及び該密着手段と、該環状ダイとを軸方向に相対移動させて該筒状金型の内壁面に該熔融体を塗布して該熔融体の筒状の層を形成する工程。
【0024】
(5)該密着手段と該筒状の層と該環状ダイとで形成される空間内に気体を充填し、該気体の圧力で該筒状の層を該筒状金型の内壁面に密着させる工程。
【0025】
(6)該筒状の層を固化させる工程。
【0026】
以下、図2を用いて本発明に係るシームレスベルトの製造方法の一実施形態を説明する。本実施形態では前述した図1に示す製造装置100を用いる。図2(a)〜(c)は工程(1)〜(6)の各工程における製造装置100の状態を示す断面図である。
【0027】
工程(1)では、まずピストン3を熱可塑性樹脂を含む樹脂組成物からなるペレット20を投入する空間を確保できる高さまで押し上げ、環状流路2bと投入口2aとを連通する。環状流路2bには押圧面3aの下降端より下流に該樹脂組成物の熔融体30が滞留しており、投入口2aから投入されたペレット20は、環状流路2bに滞留している熔融体30の上に堆積する。(図2(a))。このペレット20をピストン3により加圧して、図3(a)〜(c)に示すように押圧面3aが熔融体30に接するまで加圧熔融する。このとき、押圧面3aは該樹脂組成物の融点未満に温調されているため、該樹脂組成物が押圧面3aに貼りつくことなく熔融体30を加圧することができる。このようにして、熔融体30に接するまでピストン3を加圧することで、環状流路2b内のペレット状の樹脂組成物量を低減することができるため、高温雰囲気化である環状流路2b内に樹脂組成物がペレット状で滞留する時間を短縮できる。なお、該樹脂組成物の融点は示差走査熱量計DSC2910(ティーエイ・インスツルメント社製)により測定した値とする。
【0028】
また、図3(a)〜(c)に示すように、ピストン3の押圧面を該樹脂組成物の融点未満に冷却温調する際、環状流路2bに連通された冷却媒体流路3bに供給する冷却媒体として不活性ガスを用いることが好ましい。これにより、環状流路2b内の酸素雰囲気を効率よく不活性ガス雰囲気に置換できるため、樹脂組成物の酸化劣化を防止でき、表面性に優れる高品位なシームレスベルトを製造することができる。
【0029】
工程(2)では、筒状金型4の上端開口部と把持部材7との間に設けられた間隙10に向けて、環状ダイ2の吐出口2cから熔融体30が放射方向に吐出される。このとき、環状流路2bには流れの分岐点及び合流点がなく、ピストン3が環状の押圧面3aを具備するため、筒状の層1を形成する際に流れの不連続により発生する線、いわゆるウェルドラインの発生を避けることが可能となる。さらに、流路2bが軸対称形状をとることが可能なため、全周にわたって圧力及び流速分布が均一になる。これにより、吐出口2cから熔融体30が均一に吐出され、強度と厚みが均一なシームレスベルトの製造が可能になる。なお、熔融体30の吐出方向は、水平方向であることが望ましいが、仰角方向又は俯角方向であってもよい。
【0030】
工程(3)では、図2(b)に示すように、把持部材7を下降させて間隙10に吐出された熔融体30を筒状金型4と把持部材7とで挟持する。これにより、吐出された熔融体30を筒状金型4の一部に密着させ、密着部における気体の連通を遮断する。密着部における気体の連通を遮断することで、後述する工程(5)において把持部材7と筒状の層1と環状ダイ2とで形成される内部空間50を密閉空間とすることができ、内部空間50内に気体を充填した際内圧を上げることができる。なお、密着部とは、筒状金型4と熔融体30との接触部分及び把持部材7と熔融体30との接触部分を示す。本工程では、熔融体30を筒状金型4と把持部材7とで挟持する際には、筒状金型4を上昇させてもよい。または、筒状金型4を上昇させ、把持部材7を下降させてもよい。すなわち、筒状金型4及び把持部材7から選ばれる少なくとも一方を互いに近づく方向に移動させて熔融体30を筒状金型4と把持部材7とで挟持する。
【0031】
工程(4)では、筒状金型4と把持部材7で熔融体30を挟持し密着させ、密着部における気体の連通を遮断した状態を維持する。その状態からさらに、ピストン3を所望の速度で押し下げて環状ダイ2から熔融体30を放射方向に連続して吐出させつつ、環状ダイ2に対して、筒状金型4及び把持部材7を上昇させる。これにより、熔融体30を筒状金型4の内壁面に連続して塗布し、筒状の層1を筒状金型4の内壁面に形成する(図2(c))。また、ピストン3を押し下げる速度は吐出口2cからの熔融体30の流出速度に対応しており、該流出速度と筒状金型4の上昇速度とを制御することによって筒状の層1の厚みを制御することができる。さらに、筒状の層1を形成する際、筒状金型4及び把持部材7に対して環状ダイ2を下降させてもよい。又は、筒状金型4及び把持部材7を上昇させるとともに環状ダイ2を下降させてもよい。すなわち、環状ダイ2と筒状金型4及び把持部材7とを軸方向に相対移動させることによって、筒状の層1を筒状金型4の内壁面に形成すればよい。
【0032】
工程(5)では、把持部材7と筒状の層1と環状ダイ2とで形成される内部空間50内に気体を充填し、該気体の圧力で筒状の層1を筒状金型4の内壁面に密着させる。具体的には、工程(4)に引き続いて、又は工程(4)と並行して、不図示の気体注入手段から注入口8より気体を注入する。密着部では気体の連通が遮断されているため、把持部材7と筒状の層1と環状ダイ2とで形成される内部空間50は加圧される。その結果、筒状の層1は筒状金型4の内壁面に密着させられることとなる。注入口8から注入される気体は、空気又は窒素ガスに代表される不活性ガスが好ましい。
【0033】
工程(6)では、筒状の層1を筒状金型4の内壁面に形成した状態で固化させる。筒状の層1が筒状金型4の内壁面に密着することで筒状の層1は筒状金型4に熱を奪われ、冷却される。このとき、筒状金型4の温度を該樹脂組成物の融点未満に調整することで、筒状の層1は固化し始める。一般的に、熱可塑性樹脂を含む熔融体が固化する際には収縮が起こるため、筒状の層1は筒状金型4の内壁面から剥がれやすくなる。しかし、本実施形態では、工程(3)において内部空間50が密封され、工程(4)において筒状の層1は熔融体30の先端部から連続している。さらに、工程(5)において内部空間50のみが加圧される。そのため、工程(5)では筒状金型4の内壁面と筒状の層1との隙間に気体が入り込まない。したがって、注入口8から注入された気体で内部空間50を加圧することにより、筒状の層1を筒状金型4の内壁面に密着させたまま固化させることが可能となり、筒状金型4の内壁面が筒状の層1の外面に確実に転写される。さらに、筒状金型4の内壁に形成される固化された筒状の層1の外径精度を筒状金型4の内径と同じレベルに安定させることが可能となる。
【0034】
筒状金型4の温度は該樹脂組成物のガラス転移点以上、該樹脂組成物の融点未満の範囲に調整することが好ましい。筒状金型4の温度を該温度範囲内とすることで、筒状の層1は筒状金型4の外壁面に接したまま徐々に冷却されるため、結晶化度が高くなり、強度を高めることができる。又は、筒状金型4を樹脂組成物のガラス転移点未満の温度とすることも可能である。この場合、筒状の層1は筒状金型4に付着すると直ちに固化し始める。筒状の層1は急速に冷却されるため、結晶化が進行することなく固化し、柔軟性の高いシームレスベルトが得られる。なお、筒状金型4の温度制御は、不図示の温度センサ、該温度センサの検出結果に基づいて制御可能な不図示のヒータ及び冷却器によって行うことができる。また、該樹脂組成物のガラス転移点は示差走査熱量計DSC2910(ティーエイ・インスツルメント社製)により測定した値とする。また、工程(4)〜(6)は全て同時に行ってもよく、工程(4)と(5)とを同時に行った後工程(6)を行ってもよく、工程(4)を行った後工程(5)と(6)とを同時に行ってもよい。
【0035】
その後、筒状金型4の内壁面に形成された固化された筒状の層1を取り出す。具体的には、筒状の層1が十分に固化した後、注入口8からの気体の注入を停止する。続いて、把持部材7を筒状金型4に対して上昇させ、把持部材7と筒状金型4とを離間させる。その後、不図示の取り出し手段を用いて固化された筒状の層1を筒状金型4から取り出す。その後、固化された筒状の層1の両端を切断することでシームレスベルトが得られる。
【0036】
本発明に係るシームレスベルトの製造方法によれば、ピストン3の押圧面3aが該樹脂熔融体に接するまで押圧するため、環状ダイ2の内部に滞留するペレット状の樹脂組成物量を低減できる。これにより、酸素雰囲気下に高温状態で曝されるペレット状の樹脂組成物の滞留時間を短縮でき、樹脂組成物の酸化劣化を防止できる。また、筒状金型4の内壁面が正確に転写されるため、表面形状が均一でムラが少ない高品位なシームレスベルトを低コストで製造できる。
【0037】
本発明では、熱可塑性樹脂を含む樹脂組成物は特に限定されない。しかし、シームレスベルトの用途が電子写真装置の場合、熱可塑性樹脂としては、以下の樹脂が好ましい。ポリプロピレン、ポリエチレン(高密度、中密度、低密度、直鎖状低密度)、プロピレンエチレンブロック又はランダム共重合体、ゴム又はラテックス成分、エチレン・プロピレン共重合体ゴム、スチレン・ブタジエンゴム、スチレン・ブタジエン・スチレンブロック共重合体又は、その水素添加誘導体、ポリブタジエン、ポリイソブチレン、ポリアミド、ポリアミドイミド、ポリアセタール、ポリアリレート、ポリカーボネート、ポリフェニレンエーテル、変性ポリフェニレンエーテル、ポリイミド、液晶性ポリエステル、ポリエチレンテレフタレート、ポリスルフォン、ポリエーテルスルフォン、ポリフェニレンサルファイド、ポリビスアミドトリアゾール、ポリブチレンテレフタレート、ポリエーテルイミド、ポリエーテルエーテルケトン、アクリル、ポリフッ化ビニリデン、ポリフッ化ビニル、エチレンテトラフロロエチレン共重合体、クロロトリフルオロエチレン共重合体、ヘキサフルオロプロピレン、パーフルオロアルキルビニルエーテル共重合体、アクリル、アクリル酸アルキルエステル共重合体、ポリエステルエステル共重合体、ポリエーテルエステル共重合体、ポリエーテルアミド共重合体、ポリウレタン共重合体。これらは一種のみを用いてもよく、二種以上を併用してもよい。また、耐久性を考慮すると、熱可塑性樹脂としては、エンジニアリングプラスチック、スーパーエンジニアリングプラスチックに分類されるものが好ましい。具体的には、ポリエーテルエーテルケトン、ポリエチレンサルファイド、ポリカーボネート、ポリフッ化ビニリデン、ポリエチレンテレフタレート、ポリエチレンナフタレートがより好ましい。
【0038】
また、シームレスベルトの用途が電子写真装置の場合、その用途に応じて様々な添加剤をシームレスベルト内に分散させて機能を付与することが好ましい。例えば、転写搬送ベルトや中間転写ベルト等に使用する場合には、特に抵抗率制御を目的として無機添加剤を分散させることが好ましい。無機添加剤としては、カーボンブラック、黒鉛、金属、金属酸化物の微粉末が挙げられる。該金属としては、銅、スズ、アルミニウム、インジウムが挙げられる。また、金属酸化物としては、酸化スズ、酸化亜鉛、酸化チタン、酸化インジウム、酸化アンチモン、酸化ビスマス、アンチモンをドープした酸化スズ、スズをドープした酸化インジウムが挙げられる。無機添加剤としては、カーボンブラックが好ましい。カーボンブラックとしては、アセチレンブラック、「ケッチェンブラック」(商品名、ライオン(株)製)、ファーネスブラック、チャンネルブラックが挙げられる。また、滑り性の付与を目的として二硫化モリブデン等の潤滑性粒子を添加してもよく、硬度向上を目的として二酸化ケイ素、酸化チタンを添加してもよい。
【0039】
本発明に係る方法により製造されるシームレスベルトは、電子写真画像形成装置(レーザービームプリンタ、複写機等)の中間転写ベルト、転写搬送ベルト、感光ベルト、定着ベルト等に用いることができる。
【実施例】
【0040】
図1に示す構成を有するシームレスベルトの製造装置を用い、前記工程(1)〜(6)に沿って電子写真用シームレスベルトを製造した。
【0041】
前準備としてポリエーテルエーテルケトン(商品名:VICTREX PEEK;ビクトレックス(Victrex)社製)にアセチレンブラック(電気化学工業社製)を混合し、2軸成形機にて均一に混練してペレット20を製造した。ペレット20の体積抵抗率は1×1010〜5×1010Ωcmであった。また、この樹脂組成物のガラス転移点は150℃、融点は340℃であった。なお、ガラス転移点および融点は示差走査熱量計DSC2910(ティーエイ・インスツルメント社製)により測定した。
【0042】
筒状金型4は内径が290mm、軸方向の長さが420mmであった。また、筒状金型4の内壁面には、密着させるシームレスベルトの表面が所定の表面粗さ[十点平均粗さ(Rzjis、JIS K0601−2001)=0.4μm]を有するように、表面処理が施されていた。また、筒状金型4は不図示の温調手段により200℃に制御した。把持部材7は、内径が290mm、軸方向の長さが250mmであった。環状ダイ2のサイズは、最外径282mm、流路2bの幅10mm、吐出口2cの幅(スリット幅)1mmであった。環状ダイ2の材料投入口2aと流路2bとは、ピストン3が上昇端に達した際に連通するようにした。また、環状ダイ2は不図示の温調手段により380℃に制御した。環状流路2bに連通された冷却媒体流路3bには、不図示のガス供給手段により、窒素ガスを注入し、ピストン3の押圧面3aを樹脂組成物の融点未満である320℃に冷却するとともに、環状流路2bの内部を不活性ガス雰囲気に置換した。
【0043】
まず、図2(a)に示すように、ピストン3を上昇端まで上昇させ環状流路2bに空間を確保し、環状ダイ2の材料投入口2aより環状流路2bに常温のペレット20を適量投入した。なお、環状流路2b内には該樹脂組成物の熔融体30が既に存在していた。次に、押圧面3aが熔融体30に接するまでピストン3を下降させ、ペレットを加圧熔融した(工程(1))。
【0044】
次に、筒状金型4及び把持部材7を、筒状金型4及び把持部材7の両端部の間に10mmの間隙10が存在するように配置すると共に、間隙10の高さと、環状ダイ2の吐出口2cの高さとが概略一致するように調整した。
【0045】
次いで図2(b)に示すように、ピストン3をさらに押し下げることにより、熔融体30を吐出口2bより間隙10に向かって連続して放射方向に吐出した(工程(2))。その後、把持部材7を下降させて間隙10に吐出された熔融体30を筒状金型4と把持部材7とで挟持し、密着させた(工程(3))。密着部において気体の連通は遮断された。
【0046】
次いで図2(c)に示すように、熔融体30を筒状金型4と把持部材7とで挟持した状態で、ピストン3を0.2mm/秒で下降させつつ、筒状金型4及び把持部材7を15mm/秒で上昇させた(工程(4))。それと同時に把持部材7の注入口8から、把持部材7の内壁面と、熔融体30の筒状の層1と、環状ダイ2とで形成される内部空間50に、圧縮空気を注入した(工程(5))。これにより筒状金型4の内壁面に筒状の層1を形成し、且つ、筒状の層1を筒状金型4の内壁面に密着させた。このとき、筒状金型4は樹脂組成物の融点以下である200℃に温調されていたため、筒状の層1は筒状金型4の内壁面に形成された際に徐々に熱を奪われ、固化した(工程(6))。
【0047】
400mmほど固化した筒状の層1を形成した後、ピストン3の下降を停止し、固化した筒状の層1の形成された筒状金型4及び把持部材7をさらに上昇させて吐出口2bから連続していた筒状の層1を切断した。次いで、圧縮空気の注入を止め、把持部材7を筒状金型4から離間させ、筒状金型4の内壁面に形成された固化した筒状の層1を取り出した。取り出した固化した筒状の層1の両端を切断することで、電子写真用シームレスベルトを得た。
【0048】
該電子写真用シームレスベルトは、2本の平行ローラで張架しても歪みが観察されず、肉厚100μmの安定した形状を維持した。また、環状流路2bに分岐及び合流点がないためウェルドラインの発生がなく、シームレスベルト全面において均一な強度を示した。また、表面に斑がなく成形できた。筒状金型4をガラス転移点以上、融点以下に温度制御したため、結晶化度20%以上で、引張り強度、表面硬度の高いシームレスベルトが得られた。
【符号の説明】
【0049】
1 筒状の層
2 環状ダイ
3 ピストン
4 筒状金型
7 把持部材
10 間隙
20 ペレット
30 熔融体
50 内部空間
【特許請求の範囲】
【請求項1】
筒状金型と、
該筒状金型と同軸に配置され、該筒状金型の内壁面に近接して該筒状金型に対して軸方向に相対的に移動可能であり、かつ、熱可塑性樹脂を含む樹脂組成物の熔融体を放射方向に吐出可能な環状ダイと、
該環状ダイより吐出される該熔融体を該筒状金型の一部に密着させる密着手段と、を具備するシームレスベルトの製造装置を用いてシームレスベルトを製造する方法であって、
該環状ダイは、
該樹脂組成物からなるペレットの投入口を有し、該投入口から投入された該ペレットを熔融する環状流路と、
該環状流路において熔融された該樹脂組成物の熔融体に圧力を印加して該熔融体を該環状ダイから吐出させるための環状の押圧面を有し、かつ、該押圧面の温度を計測する温度計測手段と該押圧面の温度を制御する冷却温調手段とを備える環状のピストンと、を備えており、
(1)該樹脂組成物の熔融体を有している該環状流路に該樹脂組成物からなるペレットを投入し、該環状流路内の該樹脂組成物と接する押圧面が該樹脂組成物の融点未満に温調された該ピストンで、該環状流路に投入された該ペレットを該ピストンの押圧面が該熔融体と接するまで押圧し、該ペレットを加圧熔融させる工程と、
(2)該環状ダイから該熔融体を放射方向に吐出させる工程と、
(3)吐出された該熔融体を該密着手段により該筒状金型の一部に密着させ、密着部における気体の連通を遮断する工程と、
(4)該熔融体を該密着手段により該筒状金型の一部に密着させた状態で、該筒状金型及び該密着手段と、該環状ダイとを軸方向に相対移動させて該筒状金型の内壁面に該熔融体を塗布して該熔融体の筒状の層を形成する工程と、
(5)該密着手段と該筒状の層と該環状ダイとで形成される空間内に気体を充填し、該気体の圧力で該筒状の層を該筒状金型の内壁面に密着させる工程と、
(6)該筒状の層を固化させる工程と、を含むことを特徴とするシームレスベルトの製造方法。
【請求項2】
前記冷却温調手段の冷却媒体が不活性ガスであり、前記ピストン内部に設けられた該冷却媒体が流れる流路と前記環状流路とは連通しており、
前記工程(1)において、前記環状流路の内部が該不活性ガス雰囲気に置換されることを特徴とする請求項1に記載のシームレスベルトの製造方法。
【請求項3】
筒状金型と、
該筒状金型と同軸に配置され、該筒状金型の内壁面に近接して該筒状金型に対して軸方向に相対的に移動可能であり、かつ、熱可塑性樹脂を含む樹脂組成物の熔融体を放射方向に吐出可能な環状ダイと、
該環状ダイより吐出される該熔融体を該筒状金型の一部に密着させる密着手段と、を具備するシームレスベルトの製造装置であって、
該環状ダイは、
該樹脂組成物からなるペレットの投入口を有し、該投入口から投入された該ペレットを熔融する環状流路と、
該環状流路において熔融された該樹脂組成物の熔融体に圧力を印加して該熔融体を該環状ダイから吐出させるための環状の押圧面を有し、かつ、該押圧面の温度を計測する温度計測手段と該押圧面の温度を制御する冷却温調手段とを備える環状のピストンと、を備えることを特徴とするシームレスベルトの製造装置。
【請求項4】
前記冷却温調手段の冷却媒体が不活性ガスであり、前記ピストン内部に設けられた該冷却媒体が流れる流路と前記環状流路とが連通している請求項3に記載のシームレスベルトの製造装置。
【請求項1】
筒状金型と、
該筒状金型と同軸に配置され、該筒状金型の内壁面に近接して該筒状金型に対して軸方向に相対的に移動可能であり、かつ、熱可塑性樹脂を含む樹脂組成物の熔融体を放射方向に吐出可能な環状ダイと、
該環状ダイより吐出される該熔融体を該筒状金型の一部に密着させる密着手段と、を具備するシームレスベルトの製造装置を用いてシームレスベルトを製造する方法であって、
該環状ダイは、
該樹脂組成物からなるペレットの投入口を有し、該投入口から投入された該ペレットを熔融する環状流路と、
該環状流路において熔融された該樹脂組成物の熔融体に圧力を印加して該熔融体を該環状ダイから吐出させるための環状の押圧面を有し、かつ、該押圧面の温度を計測する温度計測手段と該押圧面の温度を制御する冷却温調手段とを備える環状のピストンと、を備えており、
(1)該樹脂組成物の熔融体を有している該環状流路に該樹脂組成物からなるペレットを投入し、該環状流路内の該樹脂組成物と接する押圧面が該樹脂組成物の融点未満に温調された該ピストンで、該環状流路に投入された該ペレットを該ピストンの押圧面が該熔融体と接するまで押圧し、該ペレットを加圧熔融させる工程と、
(2)該環状ダイから該熔融体を放射方向に吐出させる工程と、
(3)吐出された該熔融体を該密着手段により該筒状金型の一部に密着させ、密着部における気体の連通を遮断する工程と、
(4)該熔融体を該密着手段により該筒状金型の一部に密着させた状態で、該筒状金型及び該密着手段と、該環状ダイとを軸方向に相対移動させて該筒状金型の内壁面に該熔融体を塗布して該熔融体の筒状の層を形成する工程と、
(5)該密着手段と該筒状の層と該環状ダイとで形成される空間内に気体を充填し、該気体の圧力で該筒状の層を該筒状金型の内壁面に密着させる工程と、
(6)該筒状の層を固化させる工程と、を含むことを特徴とするシームレスベルトの製造方法。
【請求項2】
前記冷却温調手段の冷却媒体が不活性ガスであり、前記ピストン内部に設けられた該冷却媒体が流れる流路と前記環状流路とは連通しており、
前記工程(1)において、前記環状流路の内部が該不活性ガス雰囲気に置換されることを特徴とする請求項1に記載のシームレスベルトの製造方法。
【請求項3】
筒状金型と、
該筒状金型と同軸に配置され、該筒状金型の内壁面に近接して該筒状金型に対して軸方向に相対的に移動可能であり、かつ、熱可塑性樹脂を含む樹脂組成物の熔融体を放射方向に吐出可能な環状ダイと、
該環状ダイより吐出される該熔融体を該筒状金型の一部に密着させる密着手段と、を具備するシームレスベルトの製造装置であって、
該環状ダイは、
該樹脂組成物からなるペレットの投入口を有し、該投入口から投入された該ペレットを熔融する環状流路と、
該環状流路において熔融された該樹脂組成物の熔融体に圧力を印加して該熔融体を該環状ダイから吐出させるための環状の押圧面を有し、かつ、該押圧面の温度を計測する温度計測手段と該押圧面の温度を制御する冷却温調手段とを備える環状のピストンと、を備えることを特徴とするシームレスベルトの製造装置。
【請求項4】
前記冷却温調手段の冷却媒体が不活性ガスであり、前記ピストン内部に設けられた該冷却媒体が流れる流路と前記環状流路とが連通している請求項3に記載のシームレスベルトの製造装置。
【図1】



【図2】
【図3】

【図2】
【図3】
【公開番号】特開2012−139870(P2012−139870A)
【公開日】平成24年7月26日(2012.7.26)
【国際特許分類】
【出願番号】特願2010−293090(P2010−293090)
【出願日】平成22年12月28日(2010.12.28)
【出願人】(000001007)キヤノン株式会社 (59,756)
【Fターム(参考)】
【公開日】平成24年7月26日(2012.7.26)
【国際特許分類】
【出願日】平成22年12月28日(2010.12.28)
【出願人】(000001007)キヤノン株式会社 (59,756)
【Fターム(参考)】
[ Back to top ]