
シーラント、それを用いた積層体および電子レンジ用包装袋
【課題】電子レンジ用包装袋に用いることで、その内容物の風味の劣化を抑制することができ、かつ、輸送時や保管時に加わる圧力や衝撃によって剥離することなく、電子レンジでの加熱時に内圧により容易に剥離するシーラント、それを用いた積層体および電子レンジ用包装袋を提供する。
【解決手段】少なくとも酸素吸収性樹脂層と、食品接触層と、を有するシーラントである。シーラントの食品接触層同士を熱接着したとき、23℃におけるシール強度が23〜100N/15mmであり、かつ、90℃におけるシール強度が5〜25N/15mmである。
【解決手段】少なくとも酸素吸収性樹脂層と、食品接触層と、を有するシーラントである。シーラントの食品接触層同士を熱接着したとき、23℃におけるシール強度が23〜100N/15mmであり、かつ、90℃におけるシール強度が5〜25N/15mmである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、シーラント、それを用いた積層体および電子レンジ用包装袋に関し、詳しくは、電子レンジ用包装袋に用いることで、その内容物の風味の劣化を抑制することができ、かつ、輸送時や保管時に加わる圧力や衝撃によって剥離することなく、電子レンジでの加熱時に内圧により容易に剥離するシーラント、それを用いた積層体および電子レンジ用包装袋に関する。
【背景技術】
【0002】
近年、電子レンジの普及発展に伴い、また、調理の簡便化の要請から、調理済み加工食品を、プラスチック製の包装袋等に包装し、密封して、保存性を持たせた形態で流通されている。また、従来から自立性包装袋(いわゆるスタンディングパウチ)は、側部がシールされた2枚の胴部材と、周縁が当該2枚の胴部材の下端部にシールされてなる2つに折り畳まれた底部材とから構成される。さらに、底部材は、折り込み部の端部から内方に25mm程度入った地点に形成されており、半円状パンチ穴を通して前後の胴部材が熱溶着される構成となるものである。
【0003】
上記の自立性包装袋は、内容物の充填前において平面構造であるが、内部に内容物を充填後において、折り畳まれた底部材が内容物の重みにより広がり、略円錐形状に形成されて自立するものである。かかる自立性包装袋は、店頭に自立させたまま陳列することができるので、陳列スペースの幅を最小に抑えつつ、顧客に対しての見栄えも良く、さらに、電子レンジ内で、包装袋を自立させた状態で、加熱調理することができ、加熱調理後、容器に移し替えて使用されているものである。
【0004】
このような自立性包装袋の改良に関する技術としては、例えば、特許文献1には、包装袋を自立させた状態のまま電子レンジで加熱してもトレイ上で回転中に横転することなく、自立安定性に優れ、内容物の充填適性、店頭での陳列効果にも優れる電子レンジ用包装袋が提案されている。かかる電子レンジ用包装袋は、上記利点に加え、電子レンジでの加熱時に包装袋内の内圧によりシーラントが自動的に剥離し、包装袋内の内圧を低下させることが可能であるため、内容物がこぼれることなく安全に加熱調理可能であり、ボイル・レトルト殺菌処理に耐え、製造効率良く製造することができる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2006−327590号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
このように、従来から、電子レンジ用包装袋はその自立安定性、内容物の充填適性、取扱い時の安全性、製造効率等の観点から検討がなされてきた。しかしながら、近年、レトルト食品に対して、包装された内容物の風味を損なうことなく長期間保存したい等の要望が高まってきている。かかる要望を満足する電子レンジ用包装袋を得るためには、新たな技術の開発が必要である。
【0007】
そこで、本発明の目的は、電子レンジ用包装袋に用いることで、その内容物の風味の劣化を抑制することができ、かつ、輸送時や保管時に加わる圧力や衝撃によって剥離することなく、電子レンジでの加熱時に内圧により容易に剥離するシーラント、それを用いた積層体および電子レンジ用包装袋を提供することにある。
【課題を解決するための手段】
【0008】
本発明者らは、上記課題を解消するために鋭意検討した結果、シーラントを所定の構成とすることにより、常温において十分なシール強度を有し、かつ、電子レンジ加熱時にシール強度が低下し、速やかにシーラントが剥離する性質を維持しつつ、包装袋内部への酸素の侵入を防止することにより、内容物の酸化劣化による風味の低下を防止することができることを見出し、本発明を完成するに至った。
【0009】
すなわち、本発明のシーラントは、少なくとも非鉄系酸素吸収性樹脂層と、食品接触層と、を有するシーラントであって、
前記シーラント同士を、食品接触層を内側にして熱接着したとき、23℃におけるシール強度が23〜100N/15mmであり、かつ、90℃におけるシール強度が5〜25N/15mmであることを特徴とするものである。
【0010】
本発明においては、前記食品接触層は、プロピレン−エチレンブロック共重合体(A)と、プロピレン−エチレンブロック共重合体(B)と、ブテン−1を15質量%以上含有するエチレン−ブテン−1共重合体と、を含有する樹脂組成物であって、前記プロピレン−エチレンブロック共重合体(A)が、プロピレン単独重合体またはエチレン含量が2質量%以下のプロピレン−エチレン共重合体よりなるプロピレンブロック(I)65〜85質量%と、エチレン含量が20〜95質量%のエチレン−プロピレン共重合体ブロック(II)15〜35質量%と含有し、前記プロピレン−エチレンブロック共重合体(B)が、プロピレン単独重合体またはエチレン含量が2質量%以下のプロピレン−エチレン共重合体よりなるプロピレンブロック(III)85〜95質量%と、エチレン含量が20〜95質量%のエチレン−プロピレン共重合体ブロック(IV)5〜15質量%とを含有することが好ましい。また、本発明においては、前記非鉄系酸素吸収性樹脂層は、ポリオクテニレン、スチレン−イソプレン−スチレンブロック共重合体およびポリブタジエンからなる群から選ばれる少なくとも1種の酸素吸収剤と、基材樹脂と、を含む樹脂組成物からなることが好ましい。前記シーラントは、共押出により好適に製造することができる。
【0011】
また、本発明の積層体は、上記本発明のシーラントを用いたことを特徴とするものである。
【0012】
さらに、本発明の電子レンジ用包装袋は、上記本発明の積層体を用いたことを特徴とするものである。
【発明の効果】
【0013】
本発明によれば、電子レンジ用包装袋に用いることで、その内容物の風味の劣化を抑制することができ、かつ、輸送時や保管時に加わる圧力や衝撃によって剥離することなく、電子レンジでの加熱時に内圧により容易に剥離するシーラント、それを用いた積層体および電子レンジ用包装袋を得ることができる。
【図面の簡単な説明】
【0014】
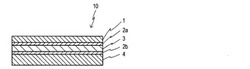
【図1】本発明のシーラントの一好適な実施の形態の断面図である。
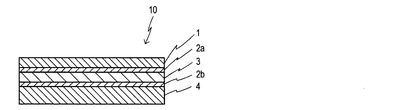
【図2】本発明の積層体の一好適な実施の形態の断面図である。
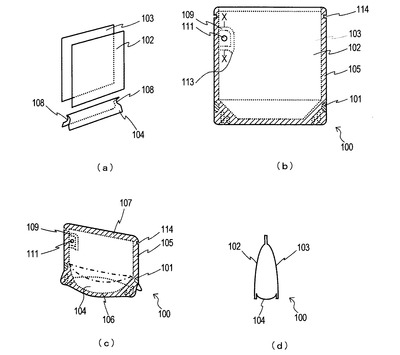
【図3】本発明の電子レンジ用包装袋の一好適な実施の形態を示す図で、(a)包装袋を構成するフィルム、(b)包装袋の平面図、(c)包装袋の斜視図であり、(d)包装袋の断面図である。
【図4】本発明の電子レンジ用包装袋におけるコの字シールの形状の例を示す図である。
【図5】コの字シールで囲まれる未シール部内に形成する切欠または切込みの形状の例を示す図である。
【図6】図1のX−X線の断面図である。
【図7】本発明の電子レンジ用包装袋の各寸法を示す説明図である。
【発明を実施するための形態】
【0015】
以下、本発明の好適な実施の形態について、図面を用いて詳細に説明する。
本発明のシーラントは少なくとも非鉄系酸素吸収性樹脂層と、食品接触層とを有している。図1は本発明のシーラント10の一好適な実施の形態の断面図であり、図示例においては、ポリオレフィン系樹脂層1、接着性樹脂層2a、酸素吸収性樹脂層3、接着性樹脂層2b、および食品接触層4が順に積層されている。
【0016】
本発明においては、シーラント10に酸素吸収性樹脂層3を設けることが肝要である。シーラント10に非鉄系の酸素吸収性樹脂層3を設けたことで、シーラント10の酸素バリア性が向上する。そのため、本発明のシーラント10を電子レンジ用包装袋のシーラントとして用いた場合、内容物の酸化による風味の劣化を防止し、内容物の長期保存が可能となる。また、本発明においては、シーラント10同士を、食品接触層4を内側にして熱接着したとき、23℃におけるシール強度が23〜100N/15mmであり、かつ、90℃におけるシール強度が5〜25N/15mmであることも重要である。シーラント10の食品接触層4同士を熱接着したとき、23℃におけるシール強度が23N/15mm未満であると輸送や保管時に加わる圧力や衝撃によってシール部が剥離してしまうおそれがある。シール強度の上限については特に制限はないが、好適には23〜100N/15mmである。また、90℃におけるシール強度は5〜25N/15mmである。90℃におけるシール強度が25N/15mmを超えると、自動開封が速やかで確実に達成できないおそれがあり、破袋する場合もあるため好ましくない。好適には10〜15N/15mmである。以下、本発明のシーラント10を構成する各層について詳細に説明する。
【0017】
まず、本発明のシーラント10の食品接触層4について説明する。
本発明のシーラント10の食品接触層4を構成する樹脂としては、一般に電子レンジで加熱または加熱調理される食品用包材として使用され、シーラント10同士を、食品接触層4を内側にして熱接着した場合におけるシール強度が、23℃において23〜100N/15mmであり、かつ、90℃において5〜25N/15mmとなるような樹脂であれば、特に制限はなく、例えば、ポリオレフィン系樹脂を用いることができる。
【0018】
ポリオレフィン系樹脂としては、例えば、低密度ポリエチレン、直鎖状低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、ポリプロピレン、プロピレン−エチレン共重合体、エチレン−酢酸ビニル共重合体、エチレン−アクリル酸共重合体、エチレン−メタクリル酸共重合体、エチレン−メチルアクリレート共重合体、エチレン−エチルアクリレート共重合体、エチレン−メチルメタクリレート共重合体またはアイオノマー等の樹脂等を挙げることができる。
【0019】
本発明においては、ポリオレフィン系樹脂の中でも、プロピレン−エチレンブロック共重合体(A)と、プロピレン−エチレンブロック共重合体(B)と、ブテン−1を15質量%以上含有するエチレン−ブテン−1共重合体と、を含有する樹脂組成物であって、プロピレン−エチレンブロック共重合体(A)が、プロピレン単独重合体またはエチレン含量が2質量%以下のプロピレン−エチレン共重合体よりなるプロピレンブロック(I)65〜85質量%と、エチレン含量が20〜95質量%のエチレン−プロピレン共重合体ブロック(II)15〜35質量%と含有し、プロピレン−エチレンブロック共重合体(B)は、プロピレン単独重合体またはエチレン含量が2質量%以下のプロピレン−エチレン共重合体よりなるプロピレンブロック(III)85〜95質量%と、エチレン含量が20〜95質量%のエチレン−プロピレン共重合体ブロック(IV)5〜15質量%と、を含有する樹脂組成物を好適に用いることができる。かかる樹脂組成物を食品接触層4に適用することで、上記物性を容易に満足させることができる。
【0020】
上記樹脂組成物を構成するプロピレン−エチレンブロック共重合体(A)、およびプロピレン−エチレンブロック共重合体(B)の重合工程は、プロピレンの単独重合体またはエチレン含量が2質量%以下のプロピレン−エチレン共重合体よりなるプロピレンブロックを形成する第1の重合工程と、エチレン含量が20〜95質量%の範囲内であるエチレン−プロピレン共重合体ブロックを重合する第2の重合工程とからなる。
【0021】
まず、第1の重合工程として、原材料であるプロピレンまたはプロピレンとエチレンとの混合物に触媒を加え、プロピレン単独重合体またはエチレン含量が2質量%以下のプロピレン−エチレン共重合体よりなるプロピレンブロックを、最終的に得られる全重合体量の65〜95質量%に相当する量となるように重合させる。
【0022】
次いで、第2の重合工程として、第1の重合工程に引き続いて行なわれ、第1の重合工程で製造したプロピレンブロックにプロピレンとエチレンの混合物をさらに導入して、エチレン含量が20〜95質量%のエチレン−プロピレンブロック共重合体を、全重合体量の5〜35質量%に相当する量となるように重合させる。
【0023】
プロピレン−エチレンブロック共重合体(A)および(B)は、回分式、連続式のいずれの方法で重合してもよい。重合に際して、へキサン、ヘプタン等の不活性炭化水素溶媒中で重合を行う方法、実質的に不活性溶媒を用いずにプロピレンを溶媒として使用する方法、実質的に液体溶媒を用いずにガス状の単量体中で重合を行う方法、また、これらを組み合わせた方法を用いることができる。第1の重合工程と第2の重合工程は、同一の重合槽を用いてもよく、別個の重合槽を用いてもよい。
【0024】
プロピレン−エチレンブロック共重合体(A)および(B)の原料としては、プロピレンとエチレンが使用されるが、必要に応じて本発明の所期の効果を損なわない範囲で他のオレフィン、例えば、ブテン−1、4−メチル−ペンテン−1等を添加してもよい。なお、プロピレン−エチレンブロック共重合体(A)および(B)の重合の際に使用される触媒としては、マグネシウム、ハロゲン、チタン、電子供与体を必須成分とするマグネシウム担持型固体触媒、三塩化チタンを主成分とする固体触媒成分と有機アルミニウムからなる触媒、またはメタロセン触媒等を用いることができる。
【0025】
次に、プロピレン−エチレンブロック共重合体(A)および(B)およびエチレン−ブテン−1共重合体の役割について説明する。プロピレン−エチレンブロック共重合体(A)は、重合ゴムブロック(エチレンを20〜95質量%含むエチレン−プロピレン共重合体ブロック(II))の含量が高く、プロピレン−エチレンブロック共重合体(A)のメルトフローレート(MFR(A))が低いので、ヒートシール強度以外にも耐寒衝撃性も向上し、0℃以下となる寒冷地での保存、流通にも優れたものとなる。プロピレン−エチレンブロック共重合体(B)は、重合ゴムブロック(エチレンを20〜95質量%含むエチレン−プロピレン共重合体ブロック(IV))の含量が低く、プロピレン−エチレンブロック共重合体(B)のメルトフローレート(MFR(B))が高いので、加熱殺菌によって外層に微細な凹凸を生じる柚子肌現象を抑制する柚子肌適性が向上する。エチレン−ブテン−1共重合体は、柚子肌適性の向上および耐寒衝撃性の向上に寄与する。
【0026】
しかしながら、これらの成分を必須の主成分とする樹脂組成物においてプロピレン−エチレンブロック共重合体(A)含量の増加は柚子肌適性の低下につながるおそれがあり、プロピレン−エチレンブロック共重合体(B)含量の増加はレトルト殺菌後のヒートシール強度の低下および耐寒衝撃性の低下につながるおそれがあり、エチレン−ブテン−1共重合体含量の増加はレトルト殺菌後のヒートシール強度の低下につながるおそれがある。そのため、本発明においては、プロピレン−エチレンブロック共重合体(A)の含量を25〜50質量%、プロピレン−エチレンブロック共重合体(B)の含量を25〜70質量%、エチレン−ブテン−1共重合体の含量を5〜30質量%の範囲内とすることが好ましい。この範囲外においては、ヒートシール適性・柚子肌適性・耐寒衝撃性のいずれかが劣ったヒートシール性フィルムとなる場合があり好ましくない。
【0027】
また、本発明においては、MFR(A)、およびMFR(B)は、それぞれ0.5〜1.5g/10分(230℃、荷重2.16kg)および1.0〜4.0g/10分(230℃、荷重2.16kg)の範囲であることが好ましい。こうした適性を有するプロピレン−エチレンブロック共重合体(A)を第1成分とし、プロピレン−エチレンブロック共重合体(B)を第2成分とすることによって、ヒートシール性と耐寒衝撃性に優れ、かつ柚子肌現象の発生のないレトルトパウチとすることができる。
【0028】
以下、ヒートシール強度、耐寒衝撃性および柚子肌適性に関わるプロピレン−エチレンブロック共重合体(A)、プロピレン−エチレンブロック共重合体(B)およびエチレン−ブテン−1共重合体の組成比とメルトフローレートについて説明する。MFR(A)を0.5〜1.5g/10分の範囲内とすることにより、ヒートシール強度および耐寒衝撃性を向上させることができる。MFR(A)が0.5g/10分未満であると、高速製膜適性が極端に低下する。MFR(A)が1.5g/10分を超えると、ヒートシール強度および耐寒衝撃性の向上効果が不十分となる場合がある。
【0029】
また、MFR(A)とプロピレンブロック(I)のメルトフローレート(MFR(I))との比、すなわち、MFR(A)/MFR(I)を、0.01〜0.3の範囲内とすることにより、ヒートシール強度および耐寒衝撃性をさらに向上させることができる。なお、MFR(I)については、上述の第1の重合工程が終了した時点で測定可能である。MFR(A)/MFR(I)の値が0.01未満では、外観の良好なフィルムが得難い。一方、MFR(A)/MFR(I)の値が0.3を越えると、耐寒衝撃性、ヒートシール強度が不十分となる場合があり好ましくない。
【0030】
さらに、プロピレン−エチレンブロック共重合体(A)の第2の重合工程で形成されるエチレン−プロピレン共重合体(II)の含量は、15〜35質量%の範囲内が好ましい。エチレン−プロピレン共重合体(II)の含量が15質量%未満では耐寒衝撃性の向上効果が小さく、また35質量%を超える場合は、生成されるプロピレン−エチレンブロック共重合体のパウダーがべたついて、塊になったり重合槽の内壁にはり付いたりするので、生産性が低下し好ましくない。
【0031】
また、本発明においては、MFR(B)を1.0〜4.0g/10分の範囲内とすることにより、柚子肌適性を向上させることができる。MFR(B)が1.0g/10分未満であると、高速製膜適性が劣ってしまう。MFR(B)が4.0g/10分を超えると、柚子肌適性の改良効果が不十分になってしまう。
【0032】
さらに、MFR(B)とプロピレンブロック(III)のメルトフローレート(MFR(III))との比、すなわち、MFR(B)/MFR(III)を、0.5〜0.95の範囲内とすることにより、柚子肌適性をさらに改良することができる。なお、MFR(III)については、第1の重合工程が終了した時点で測定可能である。MFR(B)/MFR(III)の値が0.5未満の場合または0.95を越える場合は、柚子肌改良効果が不十分となり好ましくない。
【0033】
さらにまた、プロピレン−エチレンブロック共重合体(B)の第2の重合工程で形成されるエチレン−プロピレン共重合体(IV)の含量は、5〜15質量%の範囲内が好ましい。エチレン−プロピレン共重合体(IV)の含量が5質量%未満では柚子肌適性の改良効果が不十分となり、また15質量%を超える場合はヒートシール強度が不十分となるおそれがある。
【0034】
次に、本発明のシーラント10の酸素吸収性樹脂層3について説明する。
酸素吸収性樹脂層3は、非鉄系酸素吸収剤と基材樹脂とを含む樹脂組成物からなるが、本発明においては、酸素吸収剤としては分子状酸素によって自動酸化され得る酸素吸収剤、好適には、ポリオクテニレン、スチレン−イソプレン−スチレンブロック共重合体およびポリブタジエンを用いる。従来、酸素吸収剤としては、鉄系の酸素吸収剤が広く用いられていたが、鉄系の酸素吸収剤を用いると、包装袋の透明性を害してしまい、また、電子レンジで加熱すると、発火する危険性も生じる。そのため、酸素吸収剤として鉄系の酸素吸収剤を用いる場合は発火の危険性のない程度や、包装袋の透明性を害しない程度の添加量に抑える必要がある。これに対して、分子状酸素によって自動酸化され得る酸素吸収剤であればこのような制限はなく、鉄系の酸素吸収剤よりも添加量を多くすることができる。そのため、包装袋に充填した内容物の酸化劣化を長期にわたって防止するには分子状酸素によって自動酸化され得る酸素吸収剤を用いる必要がある。
【0035】
本発明において、分子状酸素により自動酸化され得る酸素吸収剤とは、酸化促進剤の存在下あるいは非存在下に分子状酸素によって自動酸化されうる物質を指す。このような物質としては、分子内に酸化されやすい構造、例えば炭素−炭素二重結合、エーテル結合、アルデヒド、ケトン等を有する有機化合物が挙げられる。これらの中でも炭素−炭素二重結合を有する有機化合物は、酸化されやすい点において好ましい。ここで、好ましい炭素−炭素二重結合には、共役の炭素−炭素二重結合が含まれるが、芳香環の炭素−炭素二重結合は含まない。
【0036】
分子状酸素により自動酸化され得る酸素吸収剤が炭素−炭素二重結合を含む場合、分子状酸素により自動酸化され得る酸素吸収剤に含まれる炭素−炭素二重結合の量は、0.001eq/g(当量/g)以上であることが好ましく、0.005eq/g以上がより好ましく、好適には0.01eq/g以上である。炭素−炭素二重結合の含有量が0.001eq/g未満である場合、十分な酸素吸収能力が得られなくなるおそれがある。
【0037】
また、分子状酸素により自動酸化され得る酸素吸収剤としては、食品に対するブリードアウトの可能性を低くする観点から、ある程度分子量の大きいものが好ましい。また、包装材を成形する見地からは、熱可塑性のものが好ましい。従って分子状酸素により自動酸化され得る酸素吸収剤としては熱可塑性樹脂が好ましく、炭素−炭素二重結合を有する熱可塑性樹脂が好ましい。
【0038】
上記観点から、炭素−炭素二重結合を有する熱可塑性樹脂の数平均分子量は、好適には1000〜500000であり、より好適には5000〜300000であり、さらに好適には10000〜250000であり、特に好適には40000〜200000の範囲である。分子量が1000未満の場合または500000を超える場合には、得られる樹脂組成物の成型加工性、およびハンドリング性に劣り、または成形体とした場合の強度や伸度等の機械的性質が低下するおそれがある。さらに、前述の基材樹脂と混合して使用する際に分散性が低下し、その結果酸素吸収機能が低下するおそれがある。なお、炭素−炭素二重結合を有する熱可塑性樹脂が実質的に架橋されていないことが好ましい。
【0039】
さらに、分子状酸素により自動酸化され得る酸素吸収剤が酸素の侵入により酸化された際に、酸化の程度にもよるが、多くの物質は低分子量の断片に分解し、不快な臭気を発生する。このような臭気の発生を抑制するためには、炭素−炭素二重結合を有する熱可塑性樹脂は、実質的に主鎖のみに炭素−炭素二重結合を有することが好ましい。ここで、熱可塑性樹脂が「実質的に主鎖のみに炭素−炭素二重結合を有する」とは、炭素−炭素二重結合のうち側鎖に存在するものの比率が10モル%以下であることをいう。側鎖に存在する炭素−炭素二重結合は、好適には7モル%以下、より好適には5%以下である。
【0040】
このような炭素−炭素二重結合を有する熱可塑性樹脂の例としては、ポリブタジエン、ポリイソプレン、ポリクロロプレン、ポリ(2−エチルブタジエン)、ポリ(2−ブチルブタジエン)等のポリジエンであって主として1,4位で重合したもの、ポリオクテニレン、ポリペンテニレン、ポリノルボルネン等のシクロオレフィンの開環メタセシス重合体、スチレン−イソプレンブロック共重合体、スチレン−ブタジエン共重合体、スチレン−イソプレン−スチレンブロック共重合体等のスチレン−ジエン系ブロック共重合体等を挙げることができるが、これらの中でもポリブタジエン、ポリオクテニレン、スチレン−イソプレン−スチレンブロック共重合体等を好適に用いることができる。
【0041】
ここで、一般に炭素−炭素二重結合は主鎖に存在する場合、側鎖に存在するものほどの酸素吸収量や吸収速度が得られない場合が多い。しかしながら、主鎖に炭素−炭素二重結合を有し、隣接する炭素−炭素二重結合の間にメチレン鎖が3個以上存在するような繰り返し単位を有する熱可塑性樹脂においては、炭素−炭素二重結合1個あたりの酸素吸収量が予想以上に大きく、炭素−炭素二重結合を有する熱可塑性樹脂としては隣接する炭素−炭素二重結合の間にメチレン鎖が3個以上存在するような繰り返し単位を有する熱可塑性樹脂が好ましい。このような好適な熱可塑性樹脂として、ポリオクテニレン、ポリペンテニレンを挙げることができ、特に好適にはポリオクテニレンである。
【0042】
本発明において、分子状酸素により自動酸化され得る酸素吸収剤の加工時の安定性を担保するため、酸化防止剤を添加してもよい。酸化防止剤の量は、分子状酸素により自動酸化され得る酸素吸収剤の重量に対して、通常、8,000ppm以下、好ましくは10〜5,000ppm、より好ましくは50〜3,000ppmの範囲である。ただし、酸化防止剤の添加量が多すぎると酸素吸収性が低下するので、加工時の安定性を考慮しながら、添加量を適宜調節する必要がある。
【0043】
酸化防止剤は、樹脂材料またはゴム材料の分野において通常使用されるものであれば、特に制限はない。酸化防止剤の代表的なものとしては、ヒンダードフェノール系、リン系 およびラクトン系の酸化防止剤を挙げることができる。また、アミン系光安定化剤(HALS)を添加してもよい。これらの酸化防止剤は、2種類以上を組み合わせて使用することもできる。ヒンダードフェノール系酸化防止剤の具体例としては、2,6−ジ−t−ブチル−p−クレゾール、ペンタエリストールテトラキス〔3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート〕、チオジエチレンビス〔3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート〕、オクタデシル−3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート、N,N’−ヘキサン−1,6−ジイルビス〔3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオンアミド〕、ジエチル〔〔3,5−ビス(1,1−ジメチルエチル)−4−ヒドロキシフェニル〕メチル〕ホスフォネート、3,3’,3”,5,5’,5”−ヘキサ−t−ブチル−a,a’,a”−(メシチレン−2,4,6−トリイル)トリ−p−クレゾール、ヘキサメチレンビス〔3−(3,5−ジ−t−ブチル)−4−ヒドロキシフェニル〕プロピオネート、テトラキス〔メチレン−3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート〕メタン、n−オクタデシル−3−(4’−ヒドロキシ−3,5’−ジ−t−ブチルフェニル)プロピオネート、1,3,5−トリス(3,5−ジ−t−ブチル−4−ヒドロキシベンジル)−1,3,5−トリアジン−2,4,6(1H,3H,5H)−トリオン、2,4−ビス−(n−オクチルチオ)−6−(4−ヒドロキシ−3,5−ジ−t−ブチルアニリノ)−1,3,5−トリアジン、トリス−(3,5−ジ−t−ブチル−4−ヒドロキシベンジル)−イソシアヌレート、2−t−ブチル−6−(3’−t−ブチル−2’−ヒドロキシ−5’−メチルベンジル)−4−メチルフェニルアクリレート、2−〔1−(2−ヒドロキシ−3,5−ジ−t−フェニル)エチル〕−4,6−ジ−t−ペンチルフェニルアクリレート等を挙げることができる。
【0044】
リン系酸化防止剤としては、2,2’−メチレンビス(4,6−ジ−t−ブチルフェニル)オクチルホスファイト、トリス(2,4−ジ−t−ブチルフェニル)ホスファイト、亜リン酸ビス〔2,4−ビス(1,1−ジメチルエチル)−6−メチルフェニル〕エチルエステル、テトラキス(2,4−ジ−t−ブチルフェニル)〔1,1−ビフェニル〕−4,4’−ジイルビスホスホナイト、ビス(2,4−ジ−t−ブチルフェニル)ペンタエリスリトールジホスファイト、ビス(2,6−ジ−t−ブチル−4−メチルフェニル)ペンタエリスリトールジホスファイト等を挙げることができる。また、5,7−ジ−t−ブチル−3−(3,4−ジメチルフェニル)−3H−ベンゾフラン−2−オン等とo−キシレンとの反応生成物であるラクトン系酸化防止剤を併用してもよい。アミン系光安定化剤(HALS)としては、ビス(2,2,6,6−テトラメチル−4−ピペリジル)セバケート等を挙げることができる。
【0045】
酸素吸収性樹脂層3の基材樹脂としては、例えば、ポリオレフィン系樹脂、ポリエステル系樹脂、ポリアミド系樹脂、ポリ塩化ビニル系樹脂、ポリアクリロニトリル系樹脂、およびポリビニルアルコール系樹脂等を挙げることができる。ポリオレフィン系樹脂としては、ポリエチレン、ポリプロピレン、エチレン−プロピレン共重合体、エチレンまたはプロピレンの共重合体(エチレンまたはプロピレンと次の単量体の少なくとも1種との共重合体:1−ブテン、イソブテン、4−メチル−1−ペンテン、1−ヘキセン、1−オクテン等のα−オレフィン;イタコン酸、メタクリル酸、アクリル酸、無水マレイン酸等の不飽和カルボン酸、その塩、その部分または完全エステル、そのニトリル、そのアミド、その無水物;ギ酸ビニル、酢酸ビニル、プロピオン酸ビニル、ビニルブチレート、ビニルオクタノエート、ビニルドデカノエート、ビニルステアレート、ビニルアラキドネート等のカルボン酸ビニルエステル類;ビニルトリメトキシシラン等のビニルシラン系化合物;不飽和スルホン酸またはその塩;アルキルチオール類;ビニルピロリドン類等)、ポリ4−メチル−1−ペンテン、ポリ1−ブテン等を挙げることができる。
【0046】
ポリエステル系樹脂としては、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート等を挙げることができる。
【0047】
ポリアミド系樹脂としては、例えば、ポリカプロアミド(ナイロン−6)、ポリウンデカンアミド(ナイロン−11)、ポリラウロラクタム(ナイロン−12)、ポリヘキサメチレンアジパミド(ナイロン−6,6)、ポリヘキサメチレンセバカミド(ナイロン−6,10)等の脂肪族ポリアミド単独重合体;カプロラクタム/ラウロラクタム共重合体(ナイロン−6/12)、カプロラクタム/アミノウンデカン酸共重合体(ナイロン−6/11)、カプロラクタム/ω−アミノノナン酸共重合体(ナイロン−6/9)、カプロラクタム/ヘキサメチレンアジパミド共重合体(ナイロン−6/6,6)、カプロラクタム/ヘキサメチレンアジパミド/ヘキサメチレンセバカミド共重合体(ナイロン−6/6,6/6,10)等の脂肪族ポリアミド共重合体;ポリメタキシリレンアジパミド(MX−ナイロン)、ヘキサメチレンテレフタラミド/ヘキサメチレンイソフタラミド共重合体(ナイロン−6T/6I)等の芳香族ポリアミドを挙げることができる。これらのポリアミド樹脂(C2)は、それぞれ単独で用いることもできるし、2種以上を混合して用いることもできる。これらの中でも、ポリカプロアミド(ナイロン−6)、ポリヘキサメチレンアジパミド(ナイロン−6,6)およびポリカプロアミド(ナイロン−6)−ポリヘキサメチレンアジパミド(ナイロン−6,6)の共重合体が適切なガス透過性を有する観点から好適である。
【0048】
ポリ塩化ビニル系樹脂としては、塩化ビニルまたは塩化ビニリデンの単独重合体のほか、酢酸ビニル、マレイン酸誘導体、高級アルキルビニルエーテル等との共重合体を挙げることができる。
【0049】
ポリアクリロニトリル系樹脂としては、アクリロニトリルの単独重合体のほか、アクリル酸エステル等との共重合体を挙げることができる。
【0050】
ポリビニルアルコール系樹脂は、ビニルエステルの単独重合体、またはビニルエステルと他の単量体との共重合体(特にビニルエステルとエチレンとの共重合体)を、アルカリ触媒等を用いてケン化して得られる樹脂である。ビニルエステルとしては、酢酸ビニルが代表的な化合物として挙げられるが、その他の脂肪酸ビニルエステル(プロピオン酸ビニル、ピバリン酸ビニル等)を用いてもよい。
【0051】
上記ポリビニルアルコール系樹脂のビニルエステル成分のケン化度は、好適には90モル%以上であり、より好適には95モル%以上であり、特に好適には96モル%以上である。ケン化度が90モル%未満では、高湿度下でのガスバリア性が低下する。また、上記ポリビニルアルコール系樹脂がエチレン−ビニルアルコール共重合体(EVOH)である場合、ケン化度が90モル%未満では熱安定性が不充分となり、得られる成形体にゲル等が含有され易くなる。なお、ポリビニルアルコール系樹脂がケン化度の異なる2種類以上のポリビニルアルコール系樹脂の混合物からなる場合には、混合質量比から算出される平均値をケン化度とする。
【0052】
これらポリビニルアルコール系樹脂の中でも、溶融成形が可能で、高湿度下でのガスバリア性が良好な点から、EVOHが好適であり、エチレン含有量が5〜80モル%のEVOHがより好ましい。エチレン含有量が5モル%未満では、高湿度下でのガスバリア性が低下し溶融成形性も悪化することがある。EVOHのエチレン含有量は、好適には10モル%以上であり、より好適には15モル%以上、特に好適には20モル%以上である。一方、エチレン含有量が80モル%を超えると十分なガスバリア性が得られないことがある。エチレン含有量は、好適には70モル%以下であり、より好適には60モル%以下である。なお、EVOHのエチレン含有量およびケン化度は、核磁気共鳴(NMR)法により求めることができる。
【0053】
EVOHは、本発明の目的を阻害しない範囲で、エチレン単位およびビニルアルコール単位以外の単量体の単位を共重合単位として少量含有していてもよい。共重合できる単量体の例としては、例えば、プロピレン、1−ブテン、イソブテン、4−メチル−1−ペンテン、1−ヘキセン、1−オクテン等のα−オレフィン;イタコン酸、メタクリル酸、アクリル酸、無水マレイン酸等の不飽和カルボン酸、その塩、その部分または完全エステル、そのニトリル、そのアミド、その無水物;ビニルトリメトキシシラン、ビニルトリエトキシシラン、ビニルトリ(β−メトキシ−エトキシ)シラン、γ−メタクリルオキシプロピルトリメトキシシラン等のビニルシラン系化合物;不飽和スルホン酸またはその塩;アルキルチオール類;ビニルピロリドン類等を挙げることができる。
【0054】
また、EVOHに柔軟性を付与するためにEVOHを変性してもよい。この場合、本来のEVOHのガスバリア性は十分以上に高いので、柔軟性を重視して比較的高い変性度とすることも可能である。このような変性EVOHあるいはそれを含む樹脂組成物としては、国際公開WO03/072653号公報に記載されている変性EVOHやそれを含む樹脂組成物を挙げることができる。
【0055】
酸素吸収性樹脂層3を構成する樹脂組成物中の、分子状酸素により自動酸化され得る酸素吸収剤と基材樹脂との割合は、要求される性能に応じて適宜決定すればよいが、分子状酸素により自動酸化され得る酸素吸収剤が少なすぎると酸素の透過を十分に防止できない場合があり好ましくない。一方、多すぎると、酸素吸収性樹脂層3のガス透過性が高くなりすぎ、分子状酸素により自動酸化され得る酸素吸収剤が酸化されることに伴う物性の低下や色相の変化等を発生しやすくなる場合があるため好ましくない。
【0056】
以上の点を考慮すると、酸素吸収性樹脂層3を構成する樹脂組成物中の、分子状酸素により自動酸化され得る酸素吸収剤と基材樹脂の量の比率は、分子状酸素により自動酸化され得る酸素吸収剤と基材樹脂との合計質量を100質量%としたとき、分子状酸素により自動酸化され得る酸素吸収剤を1〜50質量%含むことが好ましく、より好適には2〜40質量%であり、さらに好適には3〜30質量%である。
【0057】
本発明においては、酸素吸収性樹脂層3を構成する樹脂組成物には、酸化促進剤を添加することが好ましい。酸化促進剤とは、分子状酸素により自動酸化され得る酸素吸収剤と分子状酸素の反応を促進するものなら特に制限はない。このような酸化促進剤としては、ラジカル発生剤、光酸化触媒、遷移金属塩等が例示できる。これらの中でも遷移金属塩が少量で効果があること等から好適に使用される。酸化促進剤が存在することで分子状酸素により自動酸化され得る酸素吸収剤の酸化が促進され、酸素吸収性樹脂層3を構成する樹脂組成物の酸素吸収機能が向上する。
【0058】
上記遷移金属塩に含まれる遷移金属としては、鉄、ニッケル、銅、マンガン、コバルト、ロジウム、チタン、クロム、バナジウム、ルテニウム等を挙げることができるが、これらに限定されるものではない。本発明においては、これらの中でも、鉄、ニッケル、銅、マンガン、コバルトが好ましく、マンガンおよびコバルトがより好ましく、好適にはコバルトである。
【0059】
遷移金属塩に含まれる金属の対イオンとしては、有機酸または塩化物由来のアニオンを挙げることができる。有機酸としては、酢酸、ステアリン酸、アセチルアセトン、ジメチルジチオカルバミン酸、パルミチン酸、2−エチルへキサン酸、ネオデカン酸、リノール酸、トール酸、オレイン酸、樹脂酸、カプリン酸、ナフテン酸等を挙げることができるが、これらに限定されることはない。特に好ましい塩としては、2−エチルへキサン酸コバルト、ネオデカン酸コバルトおよびステアリン酸コバルトを挙げることができる。また、金属塩は重合体性対イオンを有する、いわゆるアイオノマーであってもよい。
【0060】
上記遷移金属塩は好適には、分子状酸素により自動酸化され得る酸素吸収剤および基材樹脂の合計質量を基準として、金属元素換算の質量割合で1〜50000ppmの割合で含有される。さらに、酸素吸収性樹脂層3を構成する樹脂組成物が、分子状酸素により自動酸化され得る酸素吸収剤、基材樹脂に加えて後述する相溶化剤を含有する場合には、遷移金属塩は好適には、分子状酸素により自動酸化され得る酸素吸収剤、基材樹脂、および相溶化剤の合計量を基準として、金属元素換算で1〜50000ppmの割合で含有される。より好ましくは、遷移金属塩は5〜10000ppm、さらに好適には10〜5000ppmの範囲である。遷移金属塩の含有量が1ppmに満たない場合は、樹脂組成物の酸素吸収効果が不十分となる場合がある。一方、遷移金属塩の含有量が50000ppmを超えると、樹脂組成物の熱安定性が低下し、分解ガスの発生やゲル等の発生が著しくなる場合がある。
【0061】
上述の通り、本発明においては、酸素吸収性樹脂層3を構成する樹脂組成物に相溶化剤を添加してもよい。相溶化剤は、酸素吸収性樹脂層3を構成する樹脂組成物中の炭素−炭素二重結合を有する熱可塑性樹脂と基材樹脂と、または必要に応じてその他の樹脂が含有される場合はその他の樹脂も含めて、これらの樹脂の相溶性を向上させ、得られる樹脂組成物に安定したモルフォロジーを与える目的で、必要に応じて添加されるものである。相溶化剤の種類は特に制限はなく、使用する炭素−炭素二重結合を有する熱可塑性樹脂、基材樹脂等の組み合わせにより適宜選択すればよい。
【0062】
例えば、基材樹脂がポリアミド系樹脂やポリビニルアルコール系樹脂のように極性の高い樹脂である場合には、相溶化剤としては、極性基を含有する炭化水素系重合体またはエチレン−ビニルアルコール共重合体であることが好ましい。例えば、相溶化剤が極性基を含有する炭化水素系重合体の場合には、重合体のベースとなる炭化水素重合体部分により、相溶化剤と炭素−炭素二重結合を有する熱可塑性樹脂との親和性が良好となる。また、相溶化剤の極性基により、相溶化剤と基材樹脂との親和性が良好となる。その結果、得られる樹脂組成物に安定したモルフォロジーを形成させることができる。
【0063】
上記の極性基を含有する炭化水素系重合体のベースとなる炭化水素重合体部分を形成し得る単量体としては、例えば、エチレン、プロピレン、1−ブテン、イソブテン、3−メチルペンテン、1−ヘキセン、1−オクテン等のα−オレフィン類;スチレン、α−メチルスチレン、2−メチルスチレン、4−メチルスチレン、4−プロピルスチレン、4−tert−ブチルスチレン、4−シクロヘキシルスチレン、4−ドデシルスチレン、2−エチル−4−ベンジルスチレン、4−(フェニルブチル)スチレン、2,4,6−トリメチルスチレン、モノフルオロスチレン、ジフルオロスチレン、モノクロロスチレン、ジクロロスチレン、メトキシスチレン、tert−ブトキシスチレン等のスチレン類;1−ビニルナフタレン、2−ビニルナフタレン等のビニルナフタレン類;インデン、アセナフチレン等のビニレン基含有芳香族化合物;ブタジエン、イソプレン、2,3−ジメチルブタジエン、ペンタジエン、ヘキサジエン等の共役ジエン化合物等を挙げることができる。上記炭化水素系重合体は、これらの単量体の一種を単独で用いてもよく、二種以上を混合して用いてもよい。
【0064】
本発明においては、上記単量体を用いて極性基を含有する炭化水素系重合体を調製するが、その際、単量体は次のようなポリマーでなる炭化水素重合体部分を形成する。かかるポリマーとしては、ポリエチレン(超低密度、低密度、直鎖状低密度、中密度、高密度)、エチレン−(メタ)アクリル酸エステル(メチルエステル、エチルエステル等)共重合体、エチレン−酢酸ビニル共重合体、エチレン−ビニルアルコール共重合体、ポリプロピレン、エチレン−プロピレン共重合体等のオレフィン系重合体;ポリスチレン、スチレン−アクリロニトリル共重合体、スチレン−アクリロニトリル−ブタジエン共重合体、スチレン−ジエン系ブロック共重合体(スチレン−イソプレンブロック共重合体、スチレン−ブタジエン共重合体、スチレン−イソプレン−スチレンブロック共重合体等)、その水添物等のスチレン系重合体;ポリメチルアクリレート、ポリエチルアクリレート、ポリメチルメタクリレート等の(メタ)アクリル酸エステル系重合体;ポリ塩化ビニル、フッ化ビニリデン等のハロゲン化ビニル系重合体;ポリエチレンテレフタレート、ポリブチレンテレフタレート等の半芳香族ポリエステル;ポリバレロラクトン、ポリカプロラクトン、ポリエチレンサクシネート、ポリブチレンサクシネート等の脂肪族ポリエステル等を挙げることができる。これらの中でも、スチレン−ジエン系ブロック共重合体(スチレン−イソプレンブロック共重合体、スチレン−ブタジエン共重合体、スチレン−イソプレン−スチレンブロック共重合体等)、その水添物等のスチレン系重合体が好ましい。
【0065】
相溶化剤に含有される極性基としては特に制限はないが、酸素原子を含有する官能基が好ましい。具体的には、活性水素含有極性基(−SO3H、−SO2H、−SOH、−CONH2、−CONHR、−CONH−、−OH等)、窒素を含有し活性水素を含有しない極性基(−NCO、−OCN、−NO、−NO2、−CONR2、−CONR−等)、エポキシ基、カルボニル基含有極性基(−CHO、−COOH、−COOR、−COR、>C=O、−CSOR、−CSOH等)、リン含有極性基(−P(OR)2、−PO(OR)2、−PO(SR)2、−PS(OR)2、−PO(SR)(OR)、−PS(SR)(OR)等)、ホウ素含有極性基等を挙げることができる。ここで、上記一般式中、Rはアルキル基、フェニル基またはアルコキシ基を表す。
【0066】
このような極性基を有する相溶化剤は、例えば、特許文献:特開2002−146217号公報に詳細に開示されている。開示されている相溶化剤の中でも、ボロン酸エステル基を有するスチレン−水添ジエン系ブロック共重合体が好ましい。
【0067】
本発明においては、酸素吸収性樹脂層3を構成する樹脂組成物おいて、分子状酸素により自動酸化され得る酸素吸収剤が炭素−炭素二重結合を有する熱可塑性樹脂である場合には、炭素−炭素二重結合を有する熱可塑性樹脂からなる粒子が、基材樹脂中に分散している態様が推奨される。このような状態の組成物でなる本発明においては、酸素吸収性および酸素バリア性が持続し易く、基材樹脂等の有する機能が付与できる点で好ましい。透明性も良好である。このとき、炭素−炭素二重結合を有する熱可塑性樹脂からなる粒子の平均粒径は10μm以下であることが好適である。平均粒径が10μmを超える場合には、炭素−炭素二重結合を有する熱可塑性樹脂と基材樹脂との界面の面積が小さくなり、酸素ガスバリア性および酸素吸収機能が低下する場合がある。炭素−炭素二重結合を有する熱可塑性樹脂粒子の平均粒径は5μm以下がより好ましく、2μm以下がさらに好ましい。
【0068】
上記のような態様を実現し、優れた酸素遮断性、低臭気性を発現するためには、主鎖に炭素−炭素二重結合を有する熱可塑性樹脂の数平均分子量は、好適には1000〜500000であり、より好適には5000〜300000、さらに好適
【0069】
また、基材樹脂がポリアミド系樹脂、ポリビニルアルコール系樹脂等の極性の高い樹脂である場合、熱可塑性樹脂が親水性官能基(水酸基、炭素数1〜10のアルコキシ基、アミノ基、アルデヒド基、カルボキシル基、エポキシ基、エステル基、カルボン酸無水物基、ホウ素含有極性基(例えば、ボロン酸基、ボロン酸エステル基、ボロン酸無水物基、ボロン酸塩基)等)を有することが好ましく、特に水酸基、エポキシ基、酸無水物基を有することが好ましい。
【0070】
さらに、酸素吸収性樹脂層3を構成する樹脂組成物が相溶化剤を適量含有する場合には、上記効果が安定して得られやすい。
【0071】
酸素吸収性樹脂層3を構成する樹脂組成物の好適なメルトフローレート(MFR)(210℃、2.16kg荷重)は、好適には0.1〜100g/10分、より好適には0.5〜50g/10分、さらに好適には1〜30g/10分である。本発明の樹脂組成物のMFRが上記の範囲から外れる場合、溶融成形時の加工性が悪くなる場合が多い。
【0072】
酸素吸収性樹脂層3を構成する樹脂組成物の調製方法には、特に限定はなく、分子状酸素により自動酸化され得る酸素吸収剤、基材樹脂、および必要に応じて用いられる他の樹脂や各種添加物を、任意の方法で混合すればよい。具体的には、一軸押出機または二軸等の多軸押出機、バンバリーミキサー、ロール、ニーダー等の各種混練装置を用いて行うことができる。混合温度は、好ましくは150〜250℃の範囲である。
【0073】
本発明のシーラント10は、酸素吸収性樹脂層3と、食品接触層4と、を有し、シーラント同士を、食品接触層4を内側にして熱接着したとき、23℃におけるシール強度が23〜100N/15mmであり、かつ、90℃におけるシール強度が5〜25N/15mmであることのみが重要であり、それ以外に特に制限はない。図1に示す本発明のシーラントの一好適な実施の形態に係るポリオレフィン系樹脂層1としては、食品接触層4を構成するポリオレフィン系樹脂と同じポリオレフィン系樹脂組成物を用いてもよく、異なるポリオレフィン系樹脂組成物を用いてもよい。
【0074】
また、接着性樹脂層2a、2bとしては、熱可塑性樹脂層からなる接着性樹脂層を使用することができる。具体的には、接着性樹脂層2a、2bの材料としては、低密度ポリエチレン樹脂、中密度ポリエチレン樹脂、高密度ポリエチレン樹脂、直鎖状低密度ポリエチレン樹脂、メタロセン触媒を利用して重合したエチレン・αオレフィンとの共重合体樹脂、エチレン・ポリプロピレン共重合体樹脂、エチレン・酢酸ビニル共重合体樹脂、エチレン・アクリル酸共重合体樹脂、エチレン・アクリル酸エチル共重合体樹脂、エチレン・メタクリル酸共重合体樹脂、エチレン・メタクリル酸メチル共重合体樹脂、エチレン・マレイン酸共重合体樹脂、アイオノマー樹脂、ポリオレフィン樹脂に不飽和カルボン酸、不飽和カルボン酸、不飽和カルボン酸無水物、エステル単量体をグラフト重合、または、共重合した樹脂、無水マレイン酸をポリオレフィン樹脂にグラフト変性した樹脂等を使用することができる。本発明においては、これら樹脂の1種類を単独で使用してもよく、2種類以上を組み合わせて使用してもよい。
【0075】
本発明のシーラント10を構成する食品接触層4および酸素吸収性樹脂層3の厚みは、目的に応じて適宜決定すればよい。例えば、食品接触層4の厚みは5〜60μmとすることができ、酸素吸収性樹脂層3の厚みは5〜40μmとすることができる。図1に示すように、食品接触層4および酸素吸収性樹脂層3以外の層を設ける場合、例えば、図示するように、ポリオレフィン系樹脂層1を設ける場合は、その厚みを5〜50μm程度とすることができ、接着性樹脂層2a、2bは3〜15μmとすることができる。なお、シーラント10の層厚は好ましくは40〜120μm程度、より好ましくは50〜100μm程度である。
【0076】
本発明のシーラント10は共押出成形にて好適に製造することができる。本発明のシーラント10の各層の樹脂組成物を調製し、次いでそれらの樹脂組成物を、例えば、Tダイ共押出機、インフレーション共押出機を使用して、共押出成形して例えば、第1層がポリオレフィン系樹脂層、第2層が接着性樹脂層、第3層が酸素吸収性樹脂層、第4層が接着性樹脂層、第5層が食品接触層の順に積層した構成からなる5層のシーラントを製造することができる。
【0077】
本発明のシーラントの一好適な実施の形態として図1を用いて、ポリオレフィン系樹脂層1、接着性樹脂層2a、酸素吸収性樹脂層3、接着性樹脂層2bおよび食品接触層4が順に積層されているシーラントについて説明してきたが、本発明のシーラントにおいては、さらに、酸素や水蒸気等を遮断するバリア層(図示せず)や、基材層(図示せず)を積層してもよい。
【0078】
バリア層としては、例えば、ポリビニルアルコールフィルムやエチレンビニル共重合体フィルム等のポリビニルアルコール系樹脂、その他、ポリエチレンテレフタレート等の基材フィルムにアルミナのような金属酸化物、シリカのような酸化珪素等の蒸着層を積層した蒸着フィルム、さらにこのような蒸着フィルムにポリビニルアルコール系樹脂および/またはエチレン・ビニルアルコール共重合体を含有するするガスバリア性組成物によるガスバリア性塗布膜を設けたものを挙げることができる。)
【0079】
また、本発明のシーラント10の各層を形成する樹脂組成物には、本発明の所期の目的を阻害しない範囲で、滑剤、酸化防止剤、帯電防止剤、着色剤のような公知の添加剤を、必要に応じて適宜添加することができる。
【0080】
次に、本発明の積層体について説明する。
本発明の積層体は、シーラント層として上記本発明のシーラントを用いたものである。本発明の積層体の一好適な実施の形態の断面図を図2に示す。図示例では、積層体20は基材層11と、印刷層12と、接着層13と、シーラント層14と、が順次積層されているが、印刷層12や接着層13は必須のものではなく必要に応じて、適宜設けられるものである。
【0081】
基材層11としては、耐熱性を有し、一般に電子レンジで加熱または加熱調理される食品用包材として使用されているものであれば、特に制限はない。例えば、延伸ポリエチレンテレフタレートフィルム、シリカ蒸着延伸ポリエチレンテレフタレートフィルム、アルミナ蒸着延伸ポリエチレンテレフタレートフィルム、延伸ナイロンフィルム、シリカ蒸着延伸ナイロンフィルム、アルミナ蒸着延伸ナイロンフィルム、延伸ポリプロピレンフィルム、ポリビニルアルコールコート延伸ポリプロピレンフィルム、ナイロン6/メタキシリレンジアミンナイロン6共押共延伸フィルムまたはポリプロピレン/エチレン−ビニルアルコール共重合体共押共延伸フィルム等の1種または2種以上のフィルムを積層した複合フィルムであってもよい。これらの基材層11は、好ましくは融点150℃以上の耐熱性を有し、厚みは10μm〜50μm、好適には10μm〜30μmである。
【0082】
基材層11とシーラント層14との積層は共押出ラミネート法、ドライラミネート法等の方法であれば特に制限はない。接着層13は、ラミネートによる接着剤、あるいは、接着性樹脂からなる。かかる場合において、ラミネート用接着剤としては、例えば、1液、あるいは2液型の硬化または非硬化タイプのビニル系、(メタ)アクリル系、ポリアミド系、ポリエステル系、ポリエーテル系、ポリウレタン系、エポキシ系、ゴム系、その他等の溶剤型、水性型、あるいは、エマルジョン型等のラミネート用接着剤を用いることができる。ラミネート用接着剤のコーティング方法としては、例えば、ダイレクトグラビアロールコート法、グラビアロールコート法、キスコート法、リバースロールコート法、フォンテン法、トランスファーロールコート法、その他の方法で塗布することができる。その塗布量としては、0.1g/m2〜10g/m2(乾燥状態)程度が好ましく、1g/m2〜5g/m2(乾燥状態)程度がより好ましい。
【0083】
また、接着層における接着性樹脂としては、熱可塑性樹脂を用いることができる。具体的には、接着層の材料としては、低密度ポリエチレン樹脂、中密度ポリエチレン樹脂、高密度ポリエチレン樹脂、直鎖状低密度ポリエチレン樹脂、メタロセン触媒を利用して重合したエチレン・αオレフィンとの共重合体樹脂、エチレン・ポリプロピレン共重合体樹脂、エチレン・酢酸ビニル共重合体樹脂、エチレン・アクリル酸共重合体樹脂、エチレン・アクリル酸エチル共重合体樹脂、エチレン・メタクリル酸共重合体樹脂、エチレン・メタクリル酸メチル共重合体樹脂、エチレン・マレイン酸共重合体樹脂、アイオノマー樹脂、ポリオレフィン樹脂に不飽和カルボン酸、不飽和カルボン酸、不飽和カルボン酸無水物、エステル単量体をグラフト重合、または、共重合した樹脂、無水マレイン酸をポリオレフィン樹脂にグラフト変性した樹脂等を使用することができる。これらの材料は、1種類を単独で用いてもよく、2種類以上を組み合わせて用いてもよい。接着層の厚みとしては、10μm〜30μm程度が好ましい。
【0084】
さらに、本発明においては、基材層11とシーラント層14の間に中間層(図示せず)を設けてもよく、中間層は通常、基材層11とシーラント層14だけでは包装袋としての機能を十分に果たすことができない場合等に設けられる。かかる機能としては、気体遮断性、機械的強靱性、耐屈曲性、耐突き刺し性、耐衝撃性、耐磨耗性、耐寒性、耐熱性、耐薬品性等であり、包装袋として要求されるこれらの機能を中間層として設けることで達成するものである。中間層として用いられる基材としては、例えば、ポリエチレンテレフタレート、ポリアミド、ポリエチレン、ポリプロピレン等のポリオレフィン、ポリ塩化ビニル、ポリカーボネート、ポリビニルアルコール、エチレンープロピレン共重合体、エチレン−酢酸ビニル共重合体ケン化物等のフィルムあるいはこれらにポリ塩化ビニリデンを塗工したフィルムまたは酸化珪素、酸化アルミニウム等の無機物の蒸着を施したフィルムあるいはポリ塩化ビニリデン等のフィルム等を挙げることができ、これら基材の一種を単独で用いてもよく、2種類以上を組み合わせて用いてもよい。なお、基材の厚さとしては、包装袋として要求される機能を満たすことができればよいのであって、必要に応じて適宜に選択することができる。
【0085】
なお、本発明においては、各層を積層する場合、必要に応じて、例えば、コロナ処理、オゾン処理、フレ−ム処理、その他等の前処理を施すことができる。かかる表面前処理は、各層を積層する際、密着性等を改良するために行われるが、密着性を改良する方法として、例えば、各種の樹脂のフィルムまたはシートの表面に、あらかじめ、プライマーコート剤層、アンダーコート剤層、アンカーコート剤層等を任意に形成して、表面処理層としてもよい。
【0086】
続いて、本発明の電子レンジ用包装袋について説明する。
本発明の電子レンジ用包装袋は上記本発明の積層体を用いたものである。例えば、本発明の電子レンジ用包装袋に用いる積層体としては、図2に示すような、基材層11と、印刷層12と、接着層13と、シーラント層14とを順次に積層されたものを好適に用いることができる。先に述べたとおり、印刷層12と接着層13は、必須の層ではなく、適宜必要に応じて設けられる層である。また、必要に応じて、シーラント層14と基材層11の層間に中間層(図示せず)を設けてもよい。
【0087】
図3は、本発明の電子レンジ用包装袋100の一例を示す図であり、(a)包装袋を構成する積層体、(b)包装袋の平面図、(c)包装袋の斜視図であり、(d)包装袋の断面図である。図4は、本発明の電子レンジ用包装袋100におけるコの字シール109の形状を示す図であり、図5は、コの字シール109で囲まれる未シール部110内に形成する切欠111または切込み112の形状を示す図であり、図6は、図3のX−X線の断面図であり、図7は、本発明の電子レンジ用包装袋の各寸法を示す説明図である。
【0088】
本発明の電子レンジ用包装袋100を構成する積層体は、図3(a)に示すように、前面102と後面103の四角形の積層体からなる胴部材(2枚)と、底面104を逆V字状に折り畳まれた底部材(1枚)と、から構成される。図3(a)に示すように、前面102と後面103の四角形のフィルムからなる胴部材(2枚)に、底面104を逆V字状に折り畳まれた底部材(1枚)を挿入し、天部シール部107を残して、前面102と後面103と底面104の周縁部をそれぞれヒートシールして、胴部シール部105および底部シール部106を形成して袋体を構成するものである。本発明の電子レンジ用包装袋100は、底部材の折り返し部の左右に形成する半円状パンチ穴101の位置を、端部から30mm〜40mm内方の位置に形成し、半円状パンチ穴101を通して前後の胴部材が熱溶着される構成とすることが好ましい。これにより、包装袋に内容物を充填後、内容物の自重によって、底部が前後に拡張しやすくなり、自立安定性が向上する。
【0089】
本発明の電子レンジ用包装袋100においては、コの字状シール部を、図3(b)に示すように、胴部シール部105と連結して設けることが好ましい。これにより、電子レンジで加熱すると、コの字状シール部109に圧力が集中してかかるため、コの字状シール部109の縁部からシール剥離して、未シール部110内に形成される切欠111等を通って、内容物より発生する蒸気を速やかに袋外に排出することができる。また、コの字状シール部109を形成する際、胴部シール部105とコの字状シール部109とを一体で生産性良くシール加工できるという利点も有している。
【0090】
コの字状シール部109は、図示しないが、胴部シール部105に限定されず、天部シール部107に連結して設けても、同様の効果が得られる。コの字状シール部109が、胴部シール部105と連結されず、独立して形成されていると、電子レンジの加熱により発生する蒸気の圧力が、胴部シール部105や天部シール部107と独立シール部との間を通ってしまうため、効率的に独立シール部に圧力がかかりにくくなり、自動開封がスムーズに起らなくなるので好ましくない。また、内容物を充填する際または流通の過程において独立シール部と胴部シール部105との間に内容物が入り込み外観不良が生じる。さらに、独立シール部と胴部シール部105や天部シール部107の周縁シール部とを2工程でシール加工するため、シール加工の生産性に劣る。
【0091】
コの字状シール部109を形成する位置は、図3(b)に示すように、包装袋の中心部を中心とした円を描いたとき、包装袋の中心からコの字状シール部109の最下端に接する円の半径R3が胴部シール部の内縁に接する円の半径R1よりも短くなるような位置に設ける。半径R3が半径R1や半径R2よりも長いと、加熱により発生する蒸気の熱と内圧の上昇によるシール部の剥離後退が、包装袋の胴部シール部105で剥離することとなり、包装袋の破袋により、内容物が漏れる場合があり、好ましくない。
【0092】
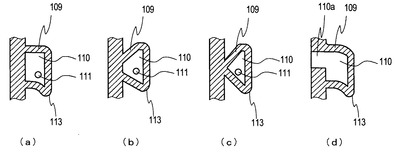
コの字状シール部の形状は、図4(a)〜(c)に示すように、シール部の最下端を突き出した形状とする突端113を形成する。突端113を形成すれば、コの字状に限定されず、台形状や三角形状であってもよい。これにより、加熱による内圧が、突端113に集中してかかりやすくなるため、突端113を起点にして確実かつスムーズにシール部の剥離後退が進むため安全で好ましい。これに対して、コの字状シール部109の形状が、角がなく円形状や半円状であると、加熱により発生する内圧が分散されてしまい、シール部の剥離後退に圧力がより多く必要となるため、スムーズに剥離せず、コの字状シール部109以外の部分にもより大きな圧力がかかってしまうため好ましくない。
【0093】
また、コの字状シール部109で囲まれる未シール部110を形成することによって、未シール部110を形成しない場合と比較して、未シール部110内に形成する切欠111または切込み112の形成する位置がずれても、シールが剥離後退する距離が一定であり、剥離が未シール部110内に到達した時点で、未シール部110内に形成する切欠111や切込み112等を一気に広く開口できるため、電子レンジで加熱する場合、確実かつ安定で速やかな蒸気抜きを行うことができるという利点を有する。コの字状シール部109で囲まれる未シール部109を形成せず、ベタシールのみであると、切欠111または切込み112の形成する位置がずれた場合にシール剥離後退の距離が変わってしまい、その結果、常に安定したシール剥離が起こらなくなるため好ましくない。また、この切欠111または切込み112は、コの字状シール部109と胴部シール部105に囲まれた内側にあるので流通段階では完全に密封性を保つことができるので衛生的である。
【0094】
また、コの字状シール部109の別形態の形状としては、図4(d)に示すように、コの字状シール部に囲まれた未シール部110内に切欠または切込みを形成せず、コの字状シール部109に囲まれた未シール部110を胴部シール部105に一部未シール部110aを設けて外部と連通させてなる構成とすることもできる。このことによって、切欠や切込みを形成する工程が必要なくなり、胴部シール部105や天部シール部107とコの字状シール部109とを一体でヒートシール加工可能であり、同時に易蒸通手段となる未シール部110、110aを形成することができるので、生産性が大幅に向上することができ、また、切欠や切込みの際に発生する抜きカスが、包装袋に付着または混入するおそれがないため、衛生性にも優れるという利点を奏する。
【0095】
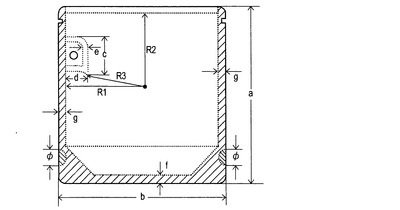
また、内容物が液体の場合、コの字状シール部109を形成する位置において、シール部の最下端の突端113を内容物の液面より高い位置とすることが、加熱による自動開封の際、内容物がふきこぼれないようにするために必要である。図7は、本発明の電子レンジ用包装袋の各寸法を示す説明図であり、図示するように、コの字状シール部109のシール幅eとしては、2mm〜5mm程度が、加熱による内圧でスムーズにシール剥離できるため好ましい。コの字状シール部109のシール幅eが2mm未満であると、シール部のシール強度が不安定であるので好ましくなく、5mmを超えると、加熱により上昇する内圧でシール部の剥離がしにくくなるので好ましくない。これに対して、図3(a)に示すような本発明の電子レンジ用包装袋100において、周縁シール部、すなわち、胴部シール部105、底部シール部106および天部シール部107のシール幅gとしては、6mm〜20mm程度が、輸送や保管をするときに加わる圧力や衝撃によって破袋することを防止する意味で好ましい。
【0096】
また、胴シール部105等に内外を連通する未シール部110の幅が、コの字シール部109の縦の寸法cに対して、1/5〜3/5程度の未シール部110を形成することで、内容物が吹きこぼれずに、加熱により発生する袋内の蒸気をスムーズに袋外に排出することができる。具体的には、胴シール部105等に内外を連通する未シール部110の幅は、10mm〜3mm程度であることが好ましい。胴シール部105等に内外を連通する幅が1mm未満であると、スムーズに袋内の蒸気を袋外に排出できず、内圧が上昇して包装袋が膨らみ、破袋するおそれがあるので好ましくなく、3mmを超えて、蒸通口より内容物の液面が低くなると、自動開封後に内容物が蒸通口よりこぼれやすくなるおそれがあるため、好ましくない。
【0097】
本発明にかかる電子レンジ用包装袋100は、図3に示すように、本発明の積層体10を使用して、胴部が前面102と後面103の2枚の壁面フィルムの両側端縁部を胴部シール部105でヒートシールして形成され、かつ、壁面フィルムの少なくとも片側に胴部シール部105と連結してコの字状シール部109を一体で形成すると共に、コの字状シール部109に囲まれた未シール部110内に切欠111等を設けて外部と連通させて易蒸通手段を形成し、さらに、底面104がフィルムを内側に折り返してなるガセット形式で形成され、底部シール部106が舟底形のシールパターンでヒートシールされ、本発明にかかる形態の自立性電子レンジ用包装袋100を製造することができる。なお、袋の胴部シール部105の縁にノッチ114を形成しておくことが好ましい。この場合、ノッチ114を介して横方向に引き裂き容易な引き裂き方向性のある延伸フィルムを使用することが好ましい。次に、内容物を充填後に上端をシールし、天部シール部107をシールして密封し、包装袋を製造することができる。上記において、ヒートシールの方法としては、例えば、バーシール、回転ロールシール、ベルトシール、インパルスシール、高周波シール、超音波シール等の公知の方法で行うことができる。なお、本発明の電子レンジ用包装袋100に形成する保持手段として、図示しないが、胴部シール部105や天部シール部107のシール部を広幅に形成して持ちやすくしてもよい。
【0098】
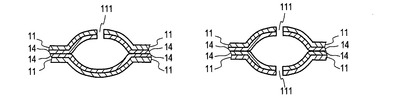
次に、コの字状シール部109に形成する切欠111または切込み112は、図6に示すように、対向させた胴部を構成する2枚の部材に貫通するように設けても、片面だけに設けてもよい。また、切欠111または切込み112は、レーザー加工や打ち抜き等で形成することができる。次に、コの字状シール部109で囲まれる未シール部110内に形成する切欠111または切込み112の形状は、図5に示すように、円形、三角形、四角形等の切欠111や、十字形、I字形、U字形等の切込み112とすることができる。切欠111または切込み112の個数は、一個に限定されず、複数個であっても構わない。切欠111または切込み112を形成することによって、袋内に充満した蒸気を剥離したコの字状シール部109の最下端のシール剥離部分から未シール部110内に設けた切欠111または切込み112を通って袋外へ放散し、袋の内圧を低下でき、破裂を回避できるものである。
【0099】
本発明においては、製造した上端部に開口部を有する袋状容器本体の開口部から内容物を充填し、次いで、その上端部に開口部をヒートシール等により密閉することによって、本発明にかかる電子レンジ用包装袋を構成する包装半製品を製造し、しかる後、包装半製品を、レトルト処理あるいはボイル処理等の加熱処理を施すことによって、本発明にかかる電子レンジ用包装袋を製造することができる。この場合において、レトルト処理あるいはボイル処理する方法としては、例えば、通常のレトルト釜を使用し、温度、95℃〜135℃程度、好ましくは、120℃程度、圧力、1〜4Kgf/cm2・G、好ましくは、2.1Kgf/cm2・G程度、時間、5分〜120分間程度、好ましくは、30分間程度で加熱加圧処理する方法、あるいは、温度、90〜100℃、好ましくは、90℃程度、時間、5分〜20分間程度、好ましくは、10分間程度でボイル処理する方法等により行うことができる。また、本発明の電子レンジ用包装袋においては、レトルト処理あるいはボイル処理により、内容物を加熱殺菌あるいは加熱殺菌調理等を行うことができる。レトルト処理方法としては、あらかじめ高温に設定された熱水をレトルト釜内に流入させて加圧する熱水貯湯式や、熱水をスプレー式に噴射させることによって加圧する熱水スプレー式、蒸気を噴出することによって加圧する蒸気式等、各種の方法が可能である。
【0100】
また、包装袋の中には、固体状の内容物以外に液状の内容物を充填してもよく、例えば、冷凍しゅうまい等の固形食品、カレー、スープ、醤油、ソ−ス、出し汁、香辛料、料理用酒類、果汁類、水等の各種の流動性食品、飲食品を充填包装し得るものであり、ボイル殺菌処理またはレトルト殺菌処理に耐え、食品を食べるに際して袋を自立させた状態のまま電子レンジで所定時間加熱調理することが可能であり、加熱により発生する蒸気を速やかに排出し、自動的に内圧を低下させることができ、特に、自立性に優れるため、電子レンジ内のトレイ上で回転中に横転することなく、安定して加熱または加熱調理可能であり、内容物の充填適性に優れ、店頭での陳列効果にも優れると共に、トリミング部を切り取る型抜き工程が不要であるため、製造効率良くシール加工できるものである。
【実施例】
【0101】
以下、本発明を、実施例を用いて、より詳細に説明する。
<実施例1>
<プロピレン−エチレンブロック共重合体(A)の製造例>
内容量200Lの撹拌式オートクレーブをプロピレンで十分置換した後、十分に脱水および脱酸素をしたn−ヘプタンを63L導入し、ジエチルアルミニウムクロライド27gおよび三塩化チタン触媒(丸紅ソルベイ社製)9.0gをプロピレン雰囲気化で導入した。
【0102】
第1の重合工程は、オートクレーブを65℃に昇温した後、水素濃度を3.5vol%に保ちながらプロピレンを9.0kg/hの流量で導入することにより開始した。180分後、プロピレンの導入を停止し、さらに90分間継続重合させた後、気相部を0.2kg/cm2Gとなるまでパージし、プロピレン単独重合体よりなるプロピレンブロック(I)を得た。
【0103】
第2の重合工程は、オートクレーブを60℃に降温した後、プロピレン1.5kg/hの流量で、エチレンを1.5kg/hの流量で180分間導入してブロック共重合を行い、プロピレン−エチレンブロック共重合体(A)のスラリーを得た。
【0104】
得られたスラリーを、濾過および乾燥して31.6kgのプロピレン−エチレンブロック共重合体(A)のパウダーを得た。得られたプロピレン−エチレンブロック共重合体のパウダーの230℃、2.16kg荷重でのMFR(A)は、0.8g/10分であり、第1の重合工程で得られたプロピレン単独重合体よりなるプロピレンブロック(I)のMFR(I)は8.4g/10分であった。また、第2の重合工程においてプロピレン−エチレンブロック共重合体(A)中に導入されたエチレン−プロピレン共重合体ブロック(II)は、全重合体の25質量%であった。
【0105】
<プロピレン−エチレンブロック共重合体(B)の製造例>
内容量200Lの撹拌式オートクレーブをプロピレンで充分置換した後、充分に脱水および脱酸素したn−ヘプタンを63L導入し、ジエチルアルミニウムクロライド27gおよび三塩化チタン触媒(丸紅ソルベイ社製)9.0gをプロピレン雰囲気下で導入した。
【0106】
第1の重合工程は、オートクレーブを65℃に昇温した後、水素濃度を1.8vo1%に保ちながらプロピレンを9.0kg/hの流量で導入することにより開始した。240分後、プロピレンの導入を停止し、さらに90分間継続重合させた後、気相部を0.6kg/cm2Gとなるまでパージし、プロピレン単独重合体よりなるプロピレンブロック(III)を得た。
【0107】
第2の重合工程は、オートクレーブを60℃に降温した後、プロピレンを2.0kg/hの流量で、エチレンを2.0kg/hの流量で60分間導入して共重合を行い、プロピレン−エチレンブロック共重合体(B)のスラリーを得た。
【0108】
得られたスラリーを、濾過および乾燥して35.9kgのプロピレン−エチレンブロック共重合体(B)のパウダーを得た。得られたプロピレン−エチレンブロック共重合体(B)のパウダーの230℃、2.16kg荷重でのMFR(B)は、2.1g/10分であり、第1の重合工程で得られたプロピレン単独重合体よりなるプロピレンブロック(III)のMFR(III)は3.4g/10分であった。また、第2の重合工程においてBPP(B)中に導入されたエチレン−プロピレン共重合体ブロック(IV)は、全重合体の10質量%であった。
【0109】
<ポリプロピレンの製造例>
上記プロピレン−エチレンブロック共重合体(A)のパウダーを25質量%、プロピレン−エチレンブロック共重合体(B)のパウダー70質量%ブテン−1が20質量%が含有され、230℃、2.16kg荷重でのMFRが6.8g/10分のエチレン−ブテン−1共重合体を5質量の配合で添加し、押し出し機を用いて溶融混練し、ポリプロピレン樹脂を製造した。
【0110】
<酸素吸収性樹脂の製造例>
酸素吸収性樹脂層の基材樹脂として、EVOH90質量部、酸素吸収剤としてポリオクテニレン10質量部、およびステアリン酸コバルト0.42質量部をドライブレンドし、二軸押出機を用い、シリンダー内を窒素パージしながら溶融混練し、酸素吸収性樹脂を製造した。
【0111】
<積層フィルムの作製例>
まず、図1に示すタイプのシーラントを作製した。食品接触層4およびポリオレフィン系樹脂層1に上記のポリプロピン樹脂を用い、酸素吸収性樹脂層3に上記酸素吸収性樹脂を用い、接着性樹脂層2a、2bにポリオレフィン系接着性樹脂(モディック(登録商標):三菱化学(株)社製)を用い、これらを共押出機に供してシーラントを作製した。シーラントの各層の厚みは、ポリオレフィン系樹脂層1(15μm)/接着性樹脂層2a(5μm)/酸素吸収性樹脂層3(20μm)/接着性樹脂層2b(5μm)/食品接触層4(25μm)である。次に、厚さ12μmのシリカ蒸着ポリエチレンテレフタレート(PET)フィルム、厚さ15μmの延伸ナイロンフィルム、厚さ70μmの上記シーラントを、2液硬化型ウレタン系接着剤でドライラミネートして、透明バリアPET(12μm)/接着剤/延伸ナイロンフィルム(15μm)/接着剤/シーラント(70μm)、の積層体を作製した。
【0112】
<電子レンジ用包装袋の作製例>
得られた積層体をカットして、胴部材2枚(155mm×147mm)と、底部材1枚(80mm×147mm)を得た。次に、底部材を、シーラントが内側になるように折り返して、折り返し部の左右に直径φ15mmの半円状パンチ穴を端部より30mm内方に入った位置に形成した。その後、製袋機を用いて、対向する前後の胴部材の底部側に、シーラントが内側になるように折り返して、内側にひだ状の折り返し部を有する底部材を挿入し、内容物の充填口となる上端部を残して、半円状パンチ穴を通して、前後の胴部材をシールした。シール幅は10mmとした。また、丸底シール部を胴部材・底部材をシール幅5mmで熱接着することにより袋体を作製した。さらに、片側の胴シール部にコの字シール部(縦寸法:25mm、横寸法:15mm、シール幅:3mm、切欠の直径8mm)を形成して、自立性電子レンジ用包装袋(外寸法、高さ155mm、幅147mm)を作製した。
【0113】
<実施例2>
酸素吸収剤としてとしてスチレン−イソプレン−スチレンブロック共重合体を用い、基材樹脂としてEVOH91質量部、スチレン−イソプレン−スチレンブロック共重合体8質量部、相溶化剤としてボロン酸1,3−ブタンジオールエステル基を含有するトリブロック共重合体1質量部用いたこと以外は、実施例1と同様にして自立性電子レンジ用包装袋を作製した。
【0114】
<実施例3>
酸素吸収剤としてポリブタジエンを用いたこと以外は、実施例1と同様にして自立性電子レンジ用包装袋を作製した。
【0115】
<実施例4>
シーラントの各層の厚みを、ポリオレフィン系樹脂層1(15μm)/接着性樹脂層2a(5μm)/酸素吸収性樹脂層3(15μm)/接着性樹脂層2b(5μm)/食品接触層4(30μm)としたこと以外は、実施例1と同様にして自立性電子レンジ用包装袋を得た。
【0116】
<実施例5>
シーラントの各層の厚みを、ポリオレフィン系樹脂層1(10μm)/接着性樹脂層2a(7.5μm)/酸素吸収性樹脂層3(25μm)/接着性樹脂層2b(7.5μm)/食品接触層4(20μm)としたこと以外は、実施例1と同様にして自立性電子レンジ用包装袋を得た。
【0117】
<実施例6>
シーラントの各層の厚みを、ポリオレフィン系樹脂層1(10μm)/接着性樹脂層2a(5μm)/酸素吸収性樹脂層3(25μm)/接着性樹脂層2b(5μm)/食品接触層4(5μm)としたこと以外は、実施例1と同様にして自立性電子レンジ用包装袋を得た。
【0118】
<実施例7>
シーラントの各層の厚みを、ポリオレフィン系樹脂層1(5μm)/接着性樹脂層2a(5μm)/酸素吸収性樹脂層3(25μm)/接着性樹脂層2b(5μm)/食品接触層4(60μm)としたこと以外は、実施例1と同様にして自立性電子レンジ用包装袋を得た。
【0119】
<比較例1>
シーラントとして上記のポリプロピレン樹脂の単層でフィルム70μmを作製し、これをシーラント層として用いて積層体を作製したこと以外は実施例1と同様にして自立性電子レンジ用包装袋を作製した。
【0120】
<比較例2>
シーラントとして、上記以外の汎用のポリプロピレン樹脂の単層フィルム70μmを作製し、これをシーラント層として用いて積層体を作製したこと以外は実施例1と同様にして自立性電子レンジ用包装袋を作製した。
【0121】
<比較例3>
酸素吸収性樹脂層3の基材樹脂として、上記以外の汎用ポリプロピレン樹脂80質量部、酸素吸収材として汎用の鉄系酸素吸収剤20質量部をドライブレンドし、二軸押出機を用い、シリンダー内を窒素パージしながら溶融混練し、酸素吸収性樹脂を製造した。また、シーラントの各層の厚みを、ポリオレフィン系樹脂層1(20μm)/酸素吸収性樹脂層3(25μm)/食品接触層4(25μm)とし、接着剤樹脂層2a、2bは設けなかった。これら以外は実施例1と同様にして自立性電子レンジ用包装袋を作製した。
【0122】
<ヒートシール強度の測定>
各自立性電子レンジ用包装袋のシーラント層間の熱接着部のヒートシール強度を測定した。測定には引張試験機(オリエンテック社製)を用い、T字剥離して剥離強度を測定した。測定条件は引張速度300mm/minとした。得られた結果を表1に示す。
【0123】
<保存性の評価>
得られた包装袋に内容物としてミートソース200gを入れ、上端部をシールして密封し、120℃で30分間レトルト処理を行ったものを、60℃で1ヶ月保存し、内容物の酸化劣化による変色(褐変)を目視にて確認した。得られた結果を表1に示す。
【0124】
<電子レンジ評価>
得られた包装袋に内容物として味噌汁200gを入れ、上端部をシールして密封し、120℃で30分間レトルト処理を行ったものを、包装袋を自立させた状態で500W電子レンジで加熱し、加熱調理中に不具合がないかを確認した。得られた結果を表1に示す。
【0125】
【表1】

【0126】
本発明の電子レンジ用包装袋は酸素バリア性に優れているため、内容物の風味を損なうことはなかった。また、電子レンジ内で加熱して約1分20秒後に、コの字シール部の突端から剥離して、コの字シール部内の未シール部分に形成された切欠から蒸気が速やかに抜け、内容物が吹きこぼれることなく、内容物を安全に取り出すことができた。さらに、本発明の電子レンジ用包装袋は、電子レンジで加熱中、回転して倒れることなく、自立安定性良く調理することができた。
【符号の説明】
【0127】
1 ポリオレフィン系樹脂層
2a、2b 接着性樹脂層
3 酸素吸収性樹脂層
4 食品接触層
10 シーラント
11 基材層
12 印刷層
13 接着層
14 シーラント層
20 積層体
100 電子レンジ用包装袋
101 半円状パンチ穴
102 前面
103 後面
104 底面
105 胴部シール部
106 底部シール部
107 天部シール部
108 底面材切り欠き部
109 コの字状シール部
110 未シール部
111 切欠
112 切込み
113 突端部
114 ノッチ
【技術分野】
【0001】
本発明は、シーラント、それを用いた積層体および電子レンジ用包装袋に関し、詳しくは、電子レンジ用包装袋に用いることで、その内容物の風味の劣化を抑制することができ、かつ、輸送時や保管時に加わる圧力や衝撃によって剥離することなく、電子レンジでの加熱時に内圧により容易に剥離するシーラント、それを用いた積層体および電子レンジ用包装袋に関する。
【背景技術】
【0002】
近年、電子レンジの普及発展に伴い、また、調理の簡便化の要請から、調理済み加工食品を、プラスチック製の包装袋等に包装し、密封して、保存性を持たせた形態で流通されている。また、従来から自立性包装袋(いわゆるスタンディングパウチ)は、側部がシールされた2枚の胴部材と、周縁が当該2枚の胴部材の下端部にシールされてなる2つに折り畳まれた底部材とから構成される。さらに、底部材は、折り込み部の端部から内方に25mm程度入った地点に形成されており、半円状パンチ穴を通して前後の胴部材が熱溶着される構成となるものである。
【0003】
上記の自立性包装袋は、内容物の充填前において平面構造であるが、内部に内容物を充填後において、折り畳まれた底部材が内容物の重みにより広がり、略円錐形状に形成されて自立するものである。かかる自立性包装袋は、店頭に自立させたまま陳列することができるので、陳列スペースの幅を最小に抑えつつ、顧客に対しての見栄えも良く、さらに、電子レンジ内で、包装袋を自立させた状態で、加熱調理することができ、加熱調理後、容器に移し替えて使用されているものである。
【0004】
このような自立性包装袋の改良に関する技術としては、例えば、特許文献1には、包装袋を自立させた状態のまま電子レンジで加熱してもトレイ上で回転中に横転することなく、自立安定性に優れ、内容物の充填適性、店頭での陳列効果にも優れる電子レンジ用包装袋が提案されている。かかる電子レンジ用包装袋は、上記利点に加え、電子レンジでの加熱時に包装袋内の内圧によりシーラントが自動的に剥離し、包装袋内の内圧を低下させることが可能であるため、内容物がこぼれることなく安全に加熱調理可能であり、ボイル・レトルト殺菌処理に耐え、製造効率良く製造することができる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2006−327590号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
このように、従来から、電子レンジ用包装袋はその自立安定性、内容物の充填適性、取扱い時の安全性、製造効率等の観点から検討がなされてきた。しかしながら、近年、レトルト食品に対して、包装された内容物の風味を損なうことなく長期間保存したい等の要望が高まってきている。かかる要望を満足する電子レンジ用包装袋を得るためには、新たな技術の開発が必要である。
【0007】
そこで、本発明の目的は、電子レンジ用包装袋に用いることで、その内容物の風味の劣化を抑制することができ、かつ、輸送時や保管時に加わる圧力や衝撃によって剥離することなく、電子レンジでの加熱時に内圧により容易に剥離するシーラント、それを用いた積層体および電子レンジ用包装袋を提供することにある。
【課題を解決するための手段】
【0008】
本発明者らは、上記課題を解消するために鋭意検討した結果、シーラントを所定の構成とすることにより、常温において十分なシール強度を有し、かつ、電子レンジ加熱時にシール強度が低下し、速やかにシーラントが剥離する性質を維持しつつ、包装袋内部への酸素の侵入を防止することにより、内容物の酸化劣化による風味の低下を防止することができることを見出し、本発明を完成するに至った。
【0009】
すなわち、本発明のシーラントは、少なくとも非鉄系酸素吸収性樹脂層と、食品接触層と、を有するシーラントであって、
前記シーラント同士を、食品接触層を内側にして熱接着したとき、23℃におけるシール強度が23〜100N/15mmであり、かつ、90℃におけるシール強度が5〜25N/15mmであることを特徴とするものである。
【0010】
本発明においては、前記食品接触層は、プロピレン−エチレンブロック共重合体(A)と、プロピレン−エチレンブロック共重合体(B)と、ブテン−1を15質量%以上含有するエチレン−ブテン−1共重合体と、を含有する樹脂組成物であって、前記プロピレン−エチレンブロック共重合体(A)が、プロピレン単独重合体またはエチレン含量が2質量%以下のプロピレン−エチレン共重合体よりなるプロピレンブロック(I)65〜85質量%と、エチレン含量が20〜95質量%のエチレン−プロピレン共重合体ブロック(II)15〜35質量%と含有し、前記プロピレン−エチレンブロック共重合体(B)が、プロピレン単独重合体またはエチレン含量が2質量%以下のプロピレン−エチレン共重合体よりなるプロピレンブロック(III)85〜95質量%と、エチレン含量が20〜95質量%のエチレン−プロピレン共重合体ブロック(IV)5〜15質量%とを含有することが好ましい。また、本発明においては、前記非鉄系酸素吸収性樹脂層は、ポリオクテニレン、スチレン−イソプレン−スチレンブロック共重合体およびポリブタジエンからなる群から選ばれる少なくとも1種の酸素吸収剤と、基材樹脂と、を含む樹脂組成物からなることが好ましい。前記シーラントは、共押出により好適に製造することができる。
【0011】
また、本発明の積層体は、上記本発明のシーラントを用いたことを特徴とするものである。
【0012】
さらに、本発明の電子レンジ用包装袋は、上記本発明の積層体を用いたことを特徴とするものである。
【発明の効果】
【0013】
本発明によれば、電子レンジ用包装袋に用いることで、その内容物の風味の劣化を抑制することができ、かつ、輸送時や保管時に加わる圧力や衝撃によって剥離することなく、電子レンジでの加熱時に内圧により容易に剥離するシーラント、それを用いた積層体および電子レンジ用包装袋を得ることができる。
【図面の簡単な説明】
【0014】
【図1】本発明のシーラントの一好適な実施の形態の断面図である。
【図2】本発明の積層体の一好適な実施の形態の断面図である。
【図3】本発明の電子レンジ用包装袋の一好適な実施の形態を示す図で、(a)包装袋を構成するフィルム、(b)包装袋の平面図、(c)包装袋の斜視図であり、(d)包装袋の断面図である。
【図4】本発明の電子レンジ用包装袋におけるコの字シールの形状の例を示す図である。
【図5】コの字シールで囲まれる未シール部内に形成する切欠または切込みの形状の例を示す図である。
【図6】図1のX−X線の断面図である。
【図7】本発明の電子レンジ用包装袋の各寸法を示す説明図である。
【発明を実施するための形態】
【0015】
以下、本発明の好適な実施の形態について、図面を用いて詳細に説明する。
本発明のシーラントは少なくとも非鉄系酸素吸収性樹脂層と、食品接触層とを有している。図1は本発明のシーラント10の一好適な実施の形態の断面図であり、図示例においては、ポリオレフィン系樹脂層1、接着性樹脂層2a、酸素吸収性樹脂層3、接着性樹脂層2b、および食品接触層4が順に積層されている。
【0016】
本発明においては、シーラント10に酸素吸収性樹脂層3を設けることが肝要である。シーラント10に非鉄系の酸素吸収性樹脂層3を設けたことで、シーラント10の酸素バリア性が向上する。そのため、本発明のシーラント10を電子レンジ用包装袋のシーラントとして用いた場合、内容物の酸化による風味の劣化を防止し、内容物の長期保存が可能となる。また、本発明においては、シーラント10同士を、食品接触層4を内側にして熱接着したとき、23℃におけるシール強度が23〜100N/15mmであり、かつ、90℃におけるシール強度が5〜25N/15mmであることも重要である。シーラント10の食品接触層4同士を熱接着したとき、23℃におけるシール強度が23N/15mm未満であると輸送や保管時に加わる圧力や衝撃によってシール部が剥離してしまうおそれがある。シール強度の上限については特に制限はないが、好適には23〜100N/15mmである。また、90℃におけるシール強度は5〜25N/15mmである。90℃におけるシール強度が25N/15mmを超えると、自動開封が速やかで確実に達成できないおそれがあり、破袋する場合もあるため好ましくない。好適には10〜15N/15mmである。以下、本発明のシーラント10を構成する各層について詳細に説明する。
【0017】
まず、本発明のシーラント10の食品接触層4について説明する。
本発明のシーラント10の食品接触層4を構成する樹脂としては、一般に電子レンジで加熱または加熱調理される食品用包材として使用され、シーラント10同士を、食品接触層4を内側にして熱接着した場合におけるシール強度が、23℃において23〜100N/15mmであり、かつ、90℃において5〜25N/15mmとなるような樹脂であれば、特に制限はなく、例えば、ポリオレフィン系樹脂を用いることができる。
【0018】
ポリオレフィン系樹脂としては、例えば、低密度ポリエチレン、直鎖状低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、ポリプロピレン、プロピレン−エチレン共重合体、エチレン−酢酸ビニル共重合体、エチレン−アクリル酸共重合体、エチレン−メタクリル酸共重合体、エチレン−メチルアクリレート共重合体、エチレン−エチルアクリレート共重合体、エチレン−メチルメタクリレート共重合体またはアイオノマー等の樹脂等を挙げることができる。
【0019】
本発明においては、ポリオレフィン系樹脂の中でも、プロピレン−エチレンブロック共重合体(A)と、プロピレン−エチレンブロック共重合体(B)と、ブテン−1を15質量%以上含有するエチレン−ブテン−1共重合体と、を含有する樹脂組成物であって、プロピレン−エチレンブロック共重合体(A)が、プロピレン単独重合体またはエチレン含量が2質量%以下のプロピレン−エチレン共重合体よりなるプロピレンブロック(I)65〜85質量%と、エチレン含量が20〜95質量%のエチレン−プロピレン共重合体ブロック(II)15〜35質量%と含有し、プロピレン−エチレンブロック共重合体(B)は、プロピレン単独重合体またはエチレン含量が2質量%以下のプロピレン−エチレン共重合体よりなるプロピレンブロック(III)85〜95質量%と、エチレン含量が20〜95質量%のエチレン−プロピレン共重合体ブロック(IV)5〜15質量%と、を含有する樹脂組成物を好適に用いることができる。かかる樹脂組成物を食品接触層4に適用することで、上記物性を容易に満足させることができる。
【0020】
上記樹脂組成物を構成するプロピレン−エチレンブロック共重合体(A)、およびプロピレン−エチレンブロック共重合体(B)の重合工程は、プロピレンの単独重合体またはエチレン含量が2質量%以下のプロピレン−エチレン共重合体よりなるプロピレンブロックを形成する第1の重合工程と、エチレン含量が20〜95質量%の範囲内であるエチレン−プロピレン共重合体ブロックを重合する第2の重合工程とからなる。
【0021】
まず、第1の重合工程として、原材料であるプロピレンまたはプロピレンとエチレンとの混合物に触媒を加え、プロピレン単独重合体またはエチレン含量が2質量%以下のプロピレン−エチレン共重合体よりなるプロピレンブロックを、最終的に得られる全重合体量の65〜95質量%に相当する量となるように重合させる。
【0022】
次いで、第2の重合工程として、第1の重合工程に引き続いて行なわれ、第1の重合工程で製造したプロピレンブロックにプロピレンとエチレンの混合物をさらに導入して、エチレン含量が20〜95質量%のエチレン−プロピレンブロック共重合体を、全重合体量の5〜35質量%に相当する量となるように重合させる。
【0023】
プロピレン−エチレンブロック共重合体(A)および(B)は、回分式、連続式のいずれの方法で重合してもよい。重合に際して、へキサン、ヘプタン等の不活性炭化水素溶媒中で重合を行う方法、実質的に不活性溶媒を用いずにプロピレンを溶媒として使用する方法、実質的に液体溶媒を用いずにガス状の単量体中で重合を行う方法、また、これらを組み合わせた方法を用いることができる。第1の重合工程と第2の重合工程は、同一の重合槽を用いてもよく、別個の重合槽を用いてもよい。
【0024】
プロピレン−エチレンブロック共重合体(A)および(B)の原料としては、プロピレンとエチレンが使用されるが、必要に応じて本発明の所期の効果を損なわない範囲で他のオレフィン、例えば、ブテン−1、4−メチル−ペンテン−1等を添加してもよい。なお、プロピレン−エチレンブロック共重合体(A)および(B)の重合の際に使用される触媒としては、マグネシウム、ハロゲン、チタン、電子供与体を必須成分とするマグネシウム担持型固体触媒、三塩化チタンを主成分とする固体触媒成分と有機アルミニウムからなる触媒、またはメタロセン触媒等を用いることができる。
【0025】
次に、プロピレン−エチレンブロック共重合体(A)および(B)およびエチレン−ブテン−1共重合体の役割について説明する。プロピレン−エチレンブロック共重合体(A)は、重合ゴムブロック(エチレンを20〜95質量%含むエチレン−プロピレン共重合体ブロック(II))の含量が高く、プロピレン−エチレンブロック共重合体(A)のメルトフローレート(MFR(A))が低いので、ヒートシール強度以外にも耐寒衝撃性も向上し、0℃以下となる寒冷地での保存、流通にも優れたものとなる。プロピレン−エチレンブロック共重合体(B)は、重合ゴムブロック(エチレンを20〜95質量%含むエチレン−プロピレン共重合体ブロック(IV))の含量が低く、プロピレン−エチレンブロック共重合体(B)のメルトフローレート(MFR(B))が高いので、加熱殺菌によって外層に微細な凹凸を生じる柚子肌現象を抑制する柚子肌適性が向上する。エチレン−ブテン−1共重合体は、柚子肌適性の向上および耐寒衝撃性の向上に寄与する。
【0026】
しかしながら、これらの成分を必須の主成分とする樹脂組成物においてプロピレン−エチレンブロック共重合体(A)含量の増加は柚子肌適性の低下につながるおそれがあり、プロピレン−エチレンブロック共重合体(B)含量の増加はレトルト殺菌後のヒートシール強度の低下および耐寒衝撃性の低下につながるおそれがあり、エチレン−ブテン−1共重合体含量の増加はレトルト殺菌後のヒートシール強度の低下につながるおそれがある。そのため、本発明においては、プロピレン−エチレンブロック共重合体(A)の含量を25〜50質量%、プロピレン−エチレンブロック共重合体(B)の含量を25〜70質量%、エチレン−ブテン−1共重合体の含量を5〜30質量%の範囲内とすることが好ましい。この範囲外においては、ヒートシール適性・柚子肌適性・耐寒衝撃性のいずれかが劣ったヒートシール性フィルムとなる場合があり好ましくない。
【0027】
また、本発明においては、MFR(A)、およびMFR(B)は、それぞれ0.5〜1.5g/10分(230℃、荷重2.16kg)および1.0〜4.0g/10分(230℃、荷重2.16kg)の範囲であることが好ましい。こうした適性を有するプロピレン−エチレンブロック共重合体(A)を第1成分とし、プロピレン−エチレンブロック共重合体(B)を第2成分とすることによって、ヒートシール性と耐寒衝撃性に優れ、かつ柚子肌現象の発生のないレトルトパウチとすることができる。
【0028】
以下、ヒートシール強度、耐寒衝撃性および柚子肌適性に関わるプロピレン−エチレンブロック共重合体(A)、プロピレン−エチレンブロック共重合体(B)およびエチレン−ブテン−1共重合体の組成比とメルトフローレートについて説明する。MFR(A)を0.5〜1.5g/10分の範囲内とすることにより、ヒートシール強度および耐寒衝撃性を向上させることができる。MFR(A)が0.5g/10分未満であると、高速製膜適性が極端に低下する。MFR(A)が1.5g/10分を超えると、ヒートシール強度および耐寒衝撃性の向上効果が不十分となる場合がある。
【0029】
また、MFR(A)とプロピレンブロック(I)のメルトフローレート(MFR(I))との比、すなわち、MFR(A)/MFR(I)を、0.01〜0.3の範囲内とすることにより、ヒートシール強度および耐寒衝撃性をさらに向上させることができる。なお、MFR(I)については、上述の第1の重合工程が終了した時点で測定可能である。MFR(A)/MFR(I)の値が0.01未満では、外観の良好なフィルムが得難い。一方、MFR(A)/MFR(I)の値が0.3を越えると、耐寒衝撃性、ヒートシール強度が不十分となる場合があり好ましくない。
【0030】
さらに、プロピレン−エチレンブロック共重合体(A)の第2の重合工程で形成されるエチレン−プロピレン共重合体(II)の含量は、15〜35質量%の範囲内が好ましい。エチレン−プロピレン共重合体(II)の含量が15質量%未満では耐寒衝撃性の向上効果が小さく、また35質量%を超える場合は、生成されるプロピレン−エチレンブロック共重合体のパウダーがべたついて、塊になったり重合槽の内壁にはり付いたりするので、生産性が低下し好ましくない。
【0031】
また、本発明においては、MFR(B)を1.0〜4.0g/10分の範囲内とすることにより、柚子肌適性を向上させることができる。MFR(B)が1.0g/10分未満であると、高速製膜適性が劣ってしまう。MFR(B)が4.0g/10分を超えると、柚子肌適性の改良効果が不十分になってしまう。
【0032】
さらに、MFR(B)とプロピレンブロック(III)のメルトフローレート(MFR(III))との比、すなわち、MFR(B)/MFR(III)を、0.5〜0.95の範囲内とすることにより、柚子肌適性をさらに改良することができる。なお、MFR(III)については、第1の重合工程が終了した時点で測定可能である。MFR(B)/MFR(III)の値が0.5未満の場合または0.95を越える場合は、柚子肌改良効果が不十分となり好ましくない。
【0033】
さらにまた、プロピレン−エチレンブロック共重合体(B)の第2の重合工程で形成されるエチレン−プロピレン共重合体(IV)の含量は、5〜15質量%の範囲内が好ましい。エチレン−プロピレン共重合体(IV)の含量が5質量%未満では柚子肌適性の改良効果が不十分となり、また15質量%を超える場合はヒートシール強度が不十分となるおそれがある。
【0034】
次に、本発明のシーラント10の酸素吸収性樹脂層3について説明する。
酸素吸収性樹脂層3は、非鉄系酸素吸収剤と基材樹脂とを含む樹脂組成物からなるが、本発明においては、酸素吸収剤としては分子状酸素によって自動酸化され得る酸素吸収剤、好適には、ポリオクテニレン、スチレン−イソプレン−スチレンブロック共重合体およびポリブタジエンを用いる。従来、酸素吸収剤としては、鉄系の酸素吸収剤が広く用いられていたが、鉄系の酸素吸収剤を用いると、包装袋の透明性を害してしまい、また、電子レンジで加熱すると、発火する危険性も生じる。そのため、酸素吸収剤として鉄系の酸素吸収剤を用いる場合は発火の危険性のない程度や、包装袋の透明性を害しない程度の添加量に抑える必要がある。これに対して、分子状酸素によって自動酸化され得る酸素吸収剤であればこのような制限はなく、鉄系の酸素吸収剤よりも添加量を多くすることができる。そのため、包装袋に充填した内容物の酸化劣化を長期にわたって防止するには分子状酸素によって自動酸化され得る酸素吸収剤を用いる必要がある。
【0035】
本発明において、分子状酸素により自動酸化され得る酸素吸収剤とは、酸化促進剤の存在下あるいは非存在下に分子状酸素によって自動酸化されうる物質を指す。このような物質としては、分子内に酸化されやすい構造、例えば炭素−炭素二重結合、エーテル結合、アルデヒド、ケトン等を有する有機化合物が挙げられる。これらの中でも炭素−炭素二重結合を有する有機化合物は、酸化されやすい点において好ましい。ここで、好ましい炭素−炭素二重結合には、共役の炭素−炭素二重結合が含まれるが、芳香環の炭素−炭素二重結合は含まない。
【0036】
分子状酸素により自動酸化され得る酸素吸収剤が炭素−炭素二重結合を含む場合、分子状酸素により自動酸化され得る酸素吸収剤に含まれる炭素−炭素二重結合の量は、0.001eq/g(当量/g)以上であることが好ましく、0.005eq/g以上がより好ましく、好適には0.01eq/g以上である。炭素−炭素二重結合の含有量が0.001eq/g未満である場合、十分な酸素吸収能力が得られなくなるおそれがある。
【0037】
また、分子状酸素により自動酸化され得る酸素吸収剤としては、食品に対するブリードアウトの可能性を低くする観点から、ある程度分子量の大きいものが好ましい。また、包装材を成形する見地からは、熱可塑性のものが好ましい。従って分子状酸素により自動酸化され得る酸素吸収剤としては熱可塑性樹脂が好ましく、炭素−炭素二重結合を有する熱可塑性樹脂が好ましい。
【0038】
上記観点から、炭素−炭素二重結合を有する熱可塑性樹脂の数平均分子量は、好適には1000〜500000であり、より好適には5000〜300000であり、さらに好適には10000〜250000であり、特に好適には40000〜200000の範囲である。分子量が1000未満の場合または500000を超える場合には、得られる樹脂組成物の成型加工性、およびハンドリング性に劣り、または成形体とした場合の強度や伸度等の機械的性質が低下するおそれがある。さらに、前述の基材樹脂と混合して使用する際に分散性が低下し、その結果酸素吸収機能が低下するおそれがある。なお、炭素−炭素二重結合を有する熱可塑性樹脂が実質的に架橋されていないことが好ましい。
【0039】
さらに、分子状酸素により自動酸化され得る酸素吸収剤が酸素の侵入により酸化された際に、酸化の程度にもよるが、多くの物質は低分子量の断片に分解し、不快な臭気を発生する。このような臭気の発生を抑制するためには、炭素−炭素二重結合を有する熱可塑性樹脂は、実質的に主鎖のみに炭素−炭素二重結合を有することが好ましい。ここで、熱可塑性樹脂が「実質的に主鎖のみに炭素−炭素二重結合を有する」とは、炭素−炭素二重結合のうち側鎖に存在するものの比率が10モル%以下であることをいう。側鎖に存在する炭素−炭素二重結合は、好適には7モル%以下、より好適には5%以下である。
【0040】
このような炭素−炭素二重結合を有する熱可塑性樹脂の例としては、ポリブタジエン、ポリイソプレン、ポリクロロプレン、ポリ(2−エチルブタジエン)、ポリ(2−ブチルブタジエン)等のポリジエンであって主として1,4位で重合したもの、ポリオクテニレン、ポリペンテニレン、ポリノルボルネン等のシクロオレフィンの開環メタセシス重合体、スチレン−イソプレンブロック共重合体、スチレン−ブタジエン共重合体、スチレン−イソプレン−スチレンブロック共重合体等のスチレン−ジエン系ブロック共重合体等を挙げることができるが、これらの中でもポリブタジエン、ポリオクテニレン、スチレン−イソプレン−スチレンブロック共重合体等を好適に用いることができる。
【0041】
ここで、一般に炭素−炭素二重結合は主鎖に存在する場合、側鎖に存在するものほどの酸素吸収量や吸収速度が得られない場合が多い。しかしながら、主鎖に炭素−炭素二重結合を有し、隣接する炭素−炭素二重結合の間にメチレン鎖が3個以上存在するような繰り返し単位を有する熱可塑性樹脂においては、炭素−炭素二重結合1個あたりの酸素吸収量が予想以上に大きく、炭素−炭素二重結合を有する熱可塑性樹脂としては隣接する炭素−炭素二重結合の間にメチレン鎖が3個以上存在するような繰り返し単位を有する熱可塑性樹脂が好ましい。このような好適な熱可塑性樹脂として、ポリオクテニレン、ポリペンテニレンを挙げることができ、特に好適にはポリオクテニレンである。
【0042】
本発明において、分子状酸素により自動酸化され得る酸素吸収剤の加工時の安定性を担保するため、酸化防止剤を添加してもよい。酸化防止剤の量は、分子状酸素により自動酸化され得る酸素吸収剤の重量に対して、通常、8,000ppm以下、好ましくは10〜5,000ppm、より好ましくは50〜3,000ppmの範囲である。ただし、酸化防止剤の添加量が多すぎると酸素吸収性が低下するので、加工時の安定性を考慮しながら、添加量を適宜調節する必要がある。
【0043】
酸化防止剤は、樹脂材料またはゴム材料の分野において通常使用されるものであれば、特に制限はない。酸化防止剤の代表的なものとしては、ヒンダードフェノール系、リン系 およびラクトン系の酸化防止剤を挙げることができる。また、アミン系光安定化剤(HALS)を添加してもよい。これらの酸化防止剤は、2種類以上を組み合わせて使用することもできる。ヒンダードフェノール系酸化防止剤の具体例としては、2,6−ジ−t−ブチル−p−クレゾール、ペンタエリストールテトラキス〔3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート〕、チオジエチレンビス〔3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート〕、オクタデシル−3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート、N,N’−ヘキサン−1,6−ジイルビス〔3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオンアミド〕、ジエチル〔〔3,5−ビス(1,1−ジメチルエチル)−4−ヒドロキシフェニル〕メチル〕ホスフォネート、3,3’,3”,5,5’,5”−ヘキサ−t−ブチル−a,a’,a”−(メシチレン−2,4,6−トリイル)トリ−p−クレゾール、ヘキサメチレンビス〔3−(3,5−ジ−t−ブチル)−4−ヒドロキシフェニル〕プロピオネート、テトラキス〔メチレン−3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート〕メタン、n−オクタデシル−3−(4’−ヒドロキシ−3,5’−ジ−t−ブチルフェニル)プロピオネート、1,3,5−トリス(3,5−ジ−t−ブチル−4−ヒドロキシベンジル)−1,3,5−トリアジン−2,4,6(1H,3H,5H)−トリオン、2,4−ビス−(n−オクチルチオ)−6−(4−ヒドロキシ−3,5−ジ−t−ブチルアニリノ)−1,3,5−トリアジン、トリス−(3,5−ジ−t−ブチル−4−ヒドロキシベンジル)−イソシアヌレート、2−t−ブチル−6−(3’−t−ブチル−2’−ヒドロキシ−5’−メチルベンジル)−4−メチルフェニルアクリレート、2−〔1−(2−ヒドロキシ−3,5−ジ−t−フェニル)エチル〕−4,6−ジ−t−ペンチルフェニルアクリレート等を挙げることができる。
【0044】
リン系酸化防止剤としては、2,2’−メチレンビス(4,6−ジ−t−ブチルフェニル)オクチルホスファイト、トリス(2,4−ジ−t−ブチルフェニル)ホスファイト、亜リン酸ビス〔2,4−ビス(1,1−ジメチルエチル)−6−メチルフェニル〕エチルエステル、テトラキス(2,4−ジ−t−ブチルフェニル)〔1,1−ビフェニル〕−4,4’−ジイルビスホスホナイト、ビス(2,4−ジ−t−ブチルフェニル)ペンタエリスリトールジホスファイト、ビス(2,6−ジ−t−ブチル−4−メチルフェニル)ペンタエリスリトールジホスファイト等を挙げることができる。また、5,7−ジ−t−ブチル−3−(3,4−ジメチルフェニル)−3H−ベンゾフラン−2−オン等とo−キシレンとの反応生成物であるラクトン系酸化防止剤を併用してもよい。アミン系光安定化剤(HALS)としては、ビス(2,2,6,6−テトラメチル−4−ピペリジル)セバケート等を挙げることができる。
【0045】
酸素吸収性樹脂層3の基材樹脂としては、例えば、ポリオレフィン系樹脂、ポリエステル系樹脂、ポリアミド系樹脂、ポリ塩化ビニル系樹脂、ポリアクリロニトリル系樹脂、およびポリビニルアルコール系樹脂等を挙げることができる。ポリオレフィン系樹脂としては、ポリエチレン、ポリプロピレン、エチレン−プロピレン共重合体、エチレンまたはプロピレンの共重合体(エチレンまたはプロピレンと次の単量体の少なくとも1種との共重合体:1−ブテン、イソブテン、4−メチル−1−ペンテン、1−ヘキセン、1−オクテン等のα−オレフィン;イタコン酸、メタクリル酸、アクリル酸、無水マレイン酸等の不飽和カルボン酸、その塩、その部分または完全エステル、そのニトリル、そのアミド、その無水物;ギ酸ビニル、酢酸ビニル、プロピオン酸ビニル、ビニルブチレート、ビニルオクタノエート、ビニルドデカノエート、ビニルステアレート、ビニルアラキドネート等のカルボン酸ビニルエステル類;ビニルトリメトキシシラン等のビニルシラン系化合物;不飽和スルホン酸またはその塩;アルキルチオール類;ビニルピロリドン類等)、ポリ4−メチル−1−ペンテン、ポリ1−ブテン等を挙げることができる。
【0046】
ポリエステル系樹脂としては、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート等を挙げることができる。
【0047】
ポリアミド系樹脂としては、例えば、ポリカプロアミド(ナイロン−6)、ポリウンデカンアミド(ナイロン−11)、ポリラウロラクタム(ナイロン−12)、ポリヘキサメチレンアジパミド(ナイロン−6,6)、ポリヘキサメチレンセバカミド(ナイロン−6,10)等の脂肪族ポリアミド単独重合体;カプロラクタム/ラウロラクタム共重合体(ナイロン−6/12)、カプロラクタム/アミノウンデカン酸共重合体(ナイロン−6/11)、カプロラクタム/ω−アミノノナン酸共重合体(ナイロン−6/9)、カプロラクタム/ヘキサメチレンアジパミド共重合体(ナイロン−6/6,6)、カプロラクタム/ヘキサメチレンアジパミド/ヘキサメチレンセバカミド共重合体(ナイロン−6/6,6/6,10)等の脂肪族ポリアミド共重合体;ポリメタキシリレンアジパミド(MX−ナイロン)、ヘキサメチレンテレフタラミド/ヘキサメチレンイソフタラミド共重合体(ナイロン−6T/6I)等の芳香族ポリアミドを挙げることができる。これらのポリアミド樹脂(C2)は、それぞれ単独で用いることもできるし、2種以上を混合して用いることもできる。これらの中でも、ポリカプロアミド(ナイロン−6)、ポリヘキサメチレンアジパミド(ナイロン−6,6)およびポリカプロアミド(ナイロン−6)−ポリヘキサメチレンアジパミド(ナイロン−6,6)の共重合体が適切なガス透過性を有する観点から好適である。
【0048】
ポリ塩化ビニル系樹脂としては、塩化ビニルまたは塩化ビニリデンの単独重合体のほか、酢酸ビニル、マレイン酸誘導体、高級アルキルビニルエーテル等との共重合体を挙げることができる。
【0049】
ポリアクリロニトリル系樹脂としては、アクリロニトリルの単独重合体のほか、アクリル酸エステル等との共重合体を挙げることができる。
【0050】
ポリビニルアルコール系樹脂は、ビニルエステルの単独重合体、またはビニルエステルと他の単量体との共重合体(特にビニルエステルとエチレンとの共重合体)を、アルカリ触媒等を用いてケン化して得られる樹脂である。ビニルエステルとしては、酢酸ビニルが代表的な化合物として挙げられるが、その他の脂肪酸ビニルエステル(プロピオン酸ビニル、ピバリン酸ビニル等)を用いてもよい。
【0051】
上記ポリビニルアルコール系樹脂のビニルエステル成分のケン化度は、好適には90モル%以上であり、より好適には95モル%以上であり、特に好適には96モル%以上である。ケン化度が90モル%未満では、高湿度下でのガスバリア性が低下する。また、上記ポリビニルアルコール系樹脂がエチレン−ビニルアルコール共重合体(EVOH)である場合、ケン化度が90モル%未満では熱安定性が不充分となり、得られる成形体にゲル等が含有され易くなる。なお、ポリビニルアルコール系樹脂がケン化度の異なる2種類以上のポリビニルアルコール系樹脂の混合物からなる場合には、混合質量比から算出される平均値をケン化度とする。
【0052】
これらポリビニルアルコール系樹脂の中でも、溶融成形が可能で、高湿度下でのガスバリア性が良好な点から、EVOHが好適であり、エチレン含有量が5〜80モル%のEVOHがより好ましい。エチレン含有量が5モル%未満では、高湿度下でのガスバリア性が低下し溶融成形性も悪化することがある。EVOHのエチレン含有量は、好適には10モル%以上であり、より好適には15モル%以上、特に好適には20モル%以上である。一方、エチレン含有量が80モル%を超えると十分なガスバリア性が得られないことがある。エチレン含有量は、好適には70モル%以下であり、より好適には60モル%以下である。なお、EVOHのエチレン含有量およびケン化度は、核磁気共鳴(NMR)法により求めることができる。
【0053】
EVOHは、本発明の目的を阻害しない範囲で、エチレン単位およびビニルアルコール単位以外の単量体の単位を共重合単位として少量含有していてもよい。共重合できる単量体の例としては、例えば、プロピレン、1−ブテン、イソブテン、4−メチル−1−ペンテン、1−ヘキセン、1−オクテン等のα−オレフィン;イタコン酸、メタクリル酸、アクリル酸、無水マレイン酸等の不飽和カルボン酸、その塩、その部分または完全エステル、そのニトリル、そのアミド、その無水物;ビニルトリメトキシシラン、ビニルトリエトキシシラン、ビニルトリ(β−メトキシ−エトキシ)シラン、γ−メタクリルオキシプロピルトリメトキシシラン等のビニルシラン系化合物;不飽和スルホン酸またはその塩;アルキルチオール類;ビニルピロリドン類等を挙げることができる。
【0054】
また、EVOHに柔軟性を付与するためにEVOHを変性してもよい。この場合、本来のEVOHのガスバリア性は十分以上に高いので、柔軟性を重視して比較的高い変性度とすることも可能である。このような変性EVOHあるいはそれを含む樹脂組成物としては、国際公開WO03/072653号公報に記載されている変性EVOHやそれを含む樹脂組成物を挙げることができる。
【0055】
酸素吸収性樹脂層3を構成する樹脂組成物中の、分子状酸素により自動酸化され得る酸素吸収剤と基材樹脂との割合は、要求される性能に応じて適宜決定すればよいが、分子状酸素により自動酸化され得る酸素吸収剤が少なすぎると酸素の透過を十分に防止できない場合があり好ましくない。一方、多すぎると、酸素吸収性樹脂層3のガス透過性が高くなりすぎ、分子状酸素により自動酸化され得る酸素吸収剤が酸化されることに伴う物性の低下や色相の変化等を発生しやすくなる場合があるため好ましくない。
【0056】
以上の点を考慮すると、酸素吸収性樹脂層3を構成する樹脂組成物中の、分子状酸素により自動酸化され得る酸素吸収剤と基材樹脂の量の比率は、分子状酸素により自動酸化され得る酸素吸収剤と基材樹脂との合計質量を100質量%としたとき、分子状酸素により自動酸化され得る酸素吸収剤を1〜50質量%含むことが好ましく、より好適には2〜40質量%であり、さらに好適には3〜30質量%である。
【0057】
本発明においては、酸素吸収性樹脂層3を構成する樹脂組成物には、酸化促進剤を添加することが好ましい。酸化促進剤とは、分子状酸素により自動酸化され得る酸素吸収剤と分子状酸素の反応を促進するものなら特に制限はない。このような酸化促進剤としては、ラジカル発生剤、光酸化触媒、遷移金属塩等が例示できる。これらの中でも遷移金属塩が少量で効果があること等から好適に使用される。酸化促進剤が存在することで分子状酸素により自動酸化され得る酸素吸収剤の酸化が促進され、酸素吸収性樹脂層3を構成する樹脂組成物の酸素吸収機能が向上する。
【0058】
上記遷移金属塩に含まれる遷移金属としては、鉄、ニッケル、銅、マンガン、コバルト、ロジウム、チタン、クロム、バナジウム、ルテニウム等を挙げることができるが、これらに限定されるものではない。本発明においては、これらの中でも、鉄、ニッケル、銅、マンガン、コバルトが好ましく、マンガンおよびコバルトがより好ましく、好適にはコバルトである。
【0059】
遷移金属塩に含まれる金属の対イオンとしては、有機酸または塩化物由来のアニオンを挙げることができる。有機酸としては、酢酸、ステアリン酸、アセチルアセトン、ジメチルジチオカルバミン酸、パルミチン酸、2−エチルへキサン酸、ネオデカン酸、リノール酸、トール酸、オレイン酸、樹脂酸、カプリン酸、ナフテン酸等を挙げることができるが、これらに限定されることはない。特に好ましい塩としては、2−エチルへキサン酸コバルト、ネオデカン酸コバルトおよびステアリン酸コバルトを挙げることができる。また、金属塩は重合体性対イオンを有する、いわゆるアイオノマーであってもよい。
【0060】
上記遷移金属塩は好適には、分子状酸素により自動酸化され得る酸素吸収剤および基材樹脂の合計質量を基準として、金属元素換算の質量割合で1〜50000ppmの割合で含有される。さらに、酸素吸収性樹脂層3を構成する樹脂組成物が、分子状酸素により自動酸化され得る酸素吸収剤、基材樹脂に加えて後述する相溶化剤を含有する場合には、遷移金属塩は好適には、分子状酸素により自動酸化され得る酸素吸収剤、基材樹脂、および相溶化剤の合計量を基準として、金属元素換算で1〜50000ppmの割合で含有される。より好ましくは、遷移金属塩は5〜10000ppm、さらに好適には10〜5000ppmの範囲である。遷移金属塩の含有量が1ppmに満たない場合は、樹脂組成物の酸素吸収効果が不十分となる場合がある。一方、遷移金属塩の含有量が50000ppmを超えると、樹脂組成物の熱安定性が低下し、分解ガスの発生やゲル等の発生が著しくなる場合がある。
【0061】
上述の通り、本発明においては、酸素吸収性樹脂層3を構成する樹脂組成物に相溶化剤を添加してもよい。相溶化剤は、酸素吸収性樹脂層3を構成する樹脂組成物中の炭素−炭素二重結合を有する熱可塑性樹脂と基材樹脂と、または必要に応じてその他の樹脂が含有される場合はその他の樹脂も含めて、これらの樹脂の相溶性を向上させ、得られる樹脂組成物に安定したモルフォロジーを与える目的で、必要に応じて添加されるものである。相溶化剤の種類は特に制限はなく、使用する炭素−炭素二重結合を有する熱可塑性樹脂、基材樹脂等の組み合わせにより適宜選択すればよい。
【0062】
例えば、基材樹脂がポリアミド系樹脂やポリビニルアルコール系樹脂のように極性の高い樹脂である場合には、相溶化剤としては、極性基を含有する炭化水素系重合体またはエチレン−ビニルアルコール共重合体であることが好ましい。例えば、相溶化剤が極性基を含有する炭化水素系重合体の場合には、重合体のベースとなる炭化水素重合体部分により、相溶化剤と炭素−炭素二重結合を有する熱可塑性樹脂との親和性が良好となる。また、相溶化剤の極性基により、相溶化剤と基材樹脂との親和性が良好となる。その結果、得られる樹脂組成物に安定したモルフォロジーを形成させることができる。
【0063】
上記の極性基を含有する炭化水素系重合体のベースとなる炭化水素重合体部分を形成し得る単量体としては、例えば、エチレン、プロピレン、1−ブテン、イソブテン、3−メチルペンテン、1−ヘキセン、1−オクテン等のα−オレフィン類;スチレン、α−メチルスチレン、2−メチルスチレン、4−メチルスチレン、4−プロピルスチレン、4−tert−ブチルスチレン、4−シクロヘキシルスチレン、4−ドデシルスチレン、2−エチル−4−ベンジルスチレン、4−(フェニルブチル)スチレン、2,4,6−トリメチルスチレン、モノフルオロスチレン、ジフルオロスチレン、モノクロロスチレン、ジクロロスチレン、メトキシスチレン、tert−ブトキシスチレン等のスチレン類;1−ビニルナフタレン、2−ビニルナフタレン等のビニルナフタレン類;インデン、アセナフチレン等のビニレン基含有芳香族化合物;ブタジエン、イソプレン、2,3−ジメチルブタジエン、ペンタジエン、ヘキサジエン等の共役ジエン化合物等を挙げることができる。上記炭化水素系重合体は、これらの単量体の一種を単独で用いてもよく、二種以上を混合して用いてもよい。
【0064】
本発明においては、上記単量体を用いて極性基を含有する炭化水素系重合体を調製するが、その際、単量体は次のようなポリマーでなる炭化水素重合体部分を形成する。かかるポリマーとしては、ポリエチレン(超低密度、低密度、直鎖状低密度、中密度、高密度)、エチレン−(メタ)アクリル酸エステル(メチルエステル、エチルエステル等)共重合体、エチレン−酢酸ビニル共重合体、エチレン−ビニルアルコール共重合体、ポリプロピレン、エチレン−プロピレン共重合体等のオレフィン系重合体;ポリスチレン、スチレン−アクリロニトリル共重合体、スチレン−アクリロニトリル−ブタジエン共重合体、スチレン−ジエン系ブロック共重合体(スチレン−イソプレンブロック共重合体、スチレン−ブタジエン共重合体、スチレン−イソプレン−スチレンブロック共重合体等)、その水添物等のスチレン系重合体;ポリメチルアクリレート、ポリエチルアクリレート、ポリメチルメタクリレート等の(メタ)アクリル酸エステル系重合体;ポリ塩化ビニル、フッ化ビニリデン等のハロゲン化ビニル系重合体;ポリエチレンテレフタレート、ポリブチレンテレフタレート等の半芳香族ポリエステル;ポリバレロラクトン、ポリカプロラクトン、ポリエチレンサクシネート、ポリブチレンサクシネート等の脂肪族ポリエステル等を挙げることができる。これらの中でも、スチレン−ジエン系ブロック共重合体(スチレン−イソプレンブロック共重合体、スチレン−ブタジエン共重合体、スチレン−イソプレン−スチレンブロック共重合体等)、その水添物等のスチレン系重合体が好ましい。
【0065】
相溶化剤に含有される極性基としては特に制限はないが、酸素原子を含有する官能基が好ましい。具体的には、活性水素含有極性基(−SO3H、−SO2H、−SOH、−CONH2、−CONHR、−CONH−、−OH等)、窒素を含有し活性水素を含有しない極性基(−NCO、−OCN、−NO、−NO2、−CONR2、−CONR−等)、エポキシ基、カルボニル基含有極性基(−CHO、−COOH、−COOR、−COR、>C=O、−CSOR、−CSOH等)、リン含有極性基(−P(OR)2、−PO(OR)2、−PO(SR)2、−PS(OR)2、−PO(SR)(OR)、−PS(SR)(OR)等)、ホウ素含有極性基等を挙げることができる。ここで、上記一般式中、Rはアルキル基、フェニル基またはアルコキシ基を表す。
【0066】
このような極性基を有する相溶化剤は、例えば、特許文献:特開2002−146217号公報に詳細に開示されている。開示されている相溶化剤の中でも、ボロン酸エステル基を有するスチレン−水添ジエン系ブロック共重合体が好ましい。
【0067】
本発明においては、酸素吸収性樹脂層3を構成する樹脂組成物おいて、分子状酸素により自動酸化され得る酸素吸収剤が炭素−炭素二重結合を有する熱可塑性樹脂である場合には、炭素−炭素二重結合を有する熱可塑性樹脂からなる粒子が、基材樹脂中に分散している態様が推奨される。このような状態の組成物でなる本発明においては、酸素吸収性および酸素バリア性が持続し易く、基材樹脂等の有する機能が付与できる点で好ましい。透明性も良好である。このとき、炭素−炭素二重結合を有する熱可塑性樹脂からなる粒子の平均粒径は10μm以下であることが好適である。平均粒径が10μmを超える場合には、炭素−炭素二重結合を有する熱可塑性樹脂と基材樹脂との界面の面積が小さくなり、酸素ガスバリア性および酸素吸収機能が低下する場合がある。炭素−炭素二重結合を有する熱可塑性樹脂粒子の平均粒径は5μm以下がより好ましく、2μm以下がさらに好ましい。
【0068】
上記のような態様を実現し、優れた酸素遮断性、低臭気性を発現するためには、主鎖に炭素−炭素二重結合を有する熱可塑性樹脂の数平均分子量は、好適には1000〜500000であり、より好適には5000〜300000、さらに好適
【0069】
また、基材樹脂がポリアミド系樹脂、ポリビニルアルコール系樹脂等の極性の高い樹脂である場合、熱可塑性樹脂が親水性官能基(水酸基、炭素数1〜10のアルコキシ基、アミノ基、アルデヒド基、カルボキシル基、エポキシ基、エステル基、カルボン酸無水物基、ホウ素含有極性基(例えば、ボロン酸基、ボロン酸エステル基、ボロン酸無水物基、ボロン酸塩基)等)を有することが好ましく、特に水酸基、エポキシ基、酸無水物基を有することが好ましい。
【0070】
さらに、酸素吸収性樹脂層3を構成する樹脂組成物が相溶化剤を適量含有する場合には、上記効果が安定して得られやすい。
【0071】
酸素吸収性樹脂層3を構成する樹脂組成物の好適なメルトフローレート(MFR)(210℃、2.16kg荷重)は、好適には0.1〜100g/10分、より好適には0.5〜50g/10分、さらに好適には1〜30g/10分である。本発明の樹脂組成物のMFRが上記の範囲から外れる場合、溶融成形時の加工性が悪くなる場合が多い。
【0072】
酸素吸収性樹脂層3を構成する樹脂組成物の調製方法には、特に限定はなく、分子状酸素により自動酸化され得る酸素吸収剤、基材樹脂、および必要に応じて用いられる他の樹脂や各種添加物を、任意の方法で混合すればよい。具体的には、一軸押出機または二軸等の多軸押出機、バンバリーミキサー、ロール、ニーダー等の各種混練装置を用いて行うことができる。混合温度は、好ましくは150〜250℃の範囲である。
【0073】
本発明のシーラント10は、酸素吸収性樹脂層3と、食品接触層4と、を有し、シーラント同士を、食品接触層4を内側にして熱接着したとき、23℃におけるシール強度が23〜100N/15mmであり、かつ、90℃におけるシール強度が5〜25N/15mmであることのみが重要であり、それ以外に特に制限はない。図1に示す本発明のシーラントの一好適な実施の形態に係るポリオレフィン系樹脂層1としては、食品接触層4を構成するポリオレフィン系樹脂と同じポリオレフィン系樹脂組成物を用いてもよく、異なるポリオレフィン系樹脂組成物を用いてもよい。
【0074】
また、接着性樹脂層2a、2bとしては、熱可塑性樹脂層からなる接着性樹脂層を使用することができる。具体的には、接着性樹脂層2a、2bの材料としては、低密度ポリエチレン樹脂、中密度ポリエチレン樹脂、高密度ポリエチレン樹脂、直鎖状低密度ポリエチレン樹脂、メタロセン触媒を利用して重合したエチレン・αオレフィンとの共重合体樹脂、エチレン・ポリプロピレン共重合体樹脂、エチレン・酢酸ビニル共重合体樹脂、エチレン・アクリル酸共重合体樹脂、エチレン・アクリル酸エチル共重合体樹脂、エチレン・メタクリル酸共重合体樹脂、エチレン・メタクリル酸メチル共重合体樹脂、エチレン・マレイン酸共重合体樹脂、アイオノマー樹脂、ポリオレフィン樹脂に不飽和カルボン酸、不飽和カルボン酸、不飽和カルボン酸無水物、エステル単量体をグラフト重合、または、共重合した樹脂、無水マレイン酸をポリオレフィン樹脂にグラフト変性した樹脂等を使用することができる。本発明においては、これら樹脂の1種類を単独で使用してもよく、2種類以上を組み合わせて使用してもよい。
【0075】
本発明のシーラント10を構成する食品接触層4および酸素吸収性樹脂層3の厚みは、目的に応じて適宜決定すればよい。例えば、食品接触層4の厚みは5〜60μmとすることができ、酸素吸収性樹脂層3の厚みは5〜40μmとすることができる。図1に示すように、食品接触層4および酸素吸収性樹脂層3以外の層を設ける場合、例えば、図示するように、ポリオレフィン系樹脂層1を設ける場合は、その厚みを5〜50μm程度とすることができ、接着性樹脂層2a、2bは3〜15μmとすることができる。なお、シーラント10の層厚は好ましくは40〜120μm程度、より好ましくは50〜100μm程度である。
【0076】
本発明のシーラント10は共押出成形にて好適に製造することができる。本発明のシーラント10の各層の樹脂組成物を調製し、次いでそれらの樹脂組成物を、例えば、Tダイ共押出機、インフレーション共押出機を使用して、共押出成形して例えば、第1層がポリオレフィン系樹脂層、第2層が接着性樹脂層、第3層が酸素吸収性樹脂層、第4層が接着性樹脂層、第5層が食品接触層の順に積層した構成からなる5層のシーラントを製造することができる。
【0077】
本発明のシーラントの一好適な実施の形態として図1を用いて、ポリオレフィン系樹脂層1、接着性樹脂層2a、酸素吸収性樹脂層3、接着性樹脂層2bおよび食品接触層4が順に積層されているシーラントについて説明してきたが、本発明のシーラントにおいては、さらに、酸素や水蒸気等を遮断するバリア層(図示せず)や、基材層(図示せず)を積層してもよい。
【0078】
バリア層としては、例えば、ポリビニルアルコールフィルムやエチレンビニル共重合体フィルム等のポリビニルアルコール系樹脂、その他、ポリエチレンテレフタレート等の基材フィルムにアルミナのような金属酸化物、シリカのような酸化珪素等の蒸着層を積層した蒸着フィルム、さらにこのような蒸着フィルムにポリビニルアルコール系樹脂および/またはエチレン・ビニルアルコール共重合体を含有するするガスバリア性組成物によるガスバリア性塗布膜を設けたものを挙げることができる。)
【0079】
また、本発明のシーラント10の各層を形成する樹脂組成物には、本発明の所期の目的を阻害しない範囲で、滑剤、酸化防止剤、帯電防止剤、着色剤のような公知の添加剤を、必要に応じて適宜添加することができる。
【0080】
次に、本発明の積層体について説明する。
本発明の積層体は、シーラント層として上記本発明のシーラントを用いたものである。本発明の積層体の一好適な実施の形態の断面図を図2に示す。図示例では、積層体20は基材層11と、印刷層12と、接着層13と、シーラント層14と、が順次積層されているが、印刷層12や接着層13は必須のものではなく必要に応じて、適宜設けられるものである。
【0081】
基材層11としては、耐熱性を有し、一般に電子レンジで加熱または加熱調理される食品用包材として使用されているものであれば、特に制限はない。例えば、延伸ポリエチレンテレフタレートフィルム、シリカ蒸着延伸ポリエチレンテレフタレートフィルム、アルミナ蒸着延伸ポリエチレンテレフタレートフィルム、延伸ナイロンフィルム、シリカ蒸着延伸ナイロンフィルム、アルミナ蒸着延伸ナイロンフィルム、延伸ポリプロピレンフィルム、ポリビニルアルコールコート延伸ポリプロピレンフィルム、ナイロン6/メタキシリレンジアミンナイロン6共押共延伸フィルムまたはポリプロピレン/エチレン−ビニルアルコール共重合体共押共延伸フィルム等の1種または2種以上のフィルムを積層した複合フィルムであってもよい。これらの基材層11は、好ましくは融点150℃以上の耐熱性を有し、厚みは10μm〜50μm、好適には10μm〜30μmである。
【0082】
基材層11とシーラント層14との積層は共押出ラミネート法、ドライラミネート法等の方法であれば特に制限はない。接着層13は、ラミネートによる接着剤、あるいは、接着性樹脂からなる。かかる場合において、ラミネート用接着剤としては、例えば、1液、あるいは2液型の硬化または非硬化タイプのビニル系、(メタ)アクリル系、ポリアミド系、ポリエステル系、ポリエーテル系、ポリウレタン系、エポキシ系、ゴム系、その他等の溶剤型、水性型、あるいは、エマルジョン型等のラミネート用接着剤を用いることができる。ラミネート用接着剤のコーティング方法としては、例えば、ダイレクトグラビアロールコート法、グラビアロールコート法、キスコート法、リバースロールコート法、フォンテン法、トランスファーロールコート法、その他の方法で塗布することができる。その塗布量としては、0.1g/m2〜10g/m2(乾燥状態)程度が好ましく、1g/m2〜5g/m2(乾燥状態)程度がより好ましい。
【0083】
また、接着層における接着性樹脂としては、熱可塑性樹脂を用いることができる。具体的には、接着層の材料としては、低密度ポリエチレン樹脂、中密度ポリエチレン樹脂、高密度ポリエチレン樹脂、直鎖状低密度ポリエチレン樹脂、メタロセン触媒を利用して重合したエチレン・αオレフィンとの共重合体樹脂、エチレン・ポリプロピレン共重合体樹脂、エチレン・酢酸ビニル共重合体樹脂、エチレン・アクリル酸共重合体樹脂、エチレン・アクリル酸エチル共重合体樹脂、エチレン・メタクリル酸共重合体樹脂、エチレン・メタクリル酸メチル共重合体樹脂、エチレン・マレイン酸共重合体樹脂、アイオノマー樹脂、ポリオレフィン樹脂に不飽和カルボン酸、不飽和カルボン酸、不飽和カルボン酸無水物、エステル単量体をグラフト重合、または、共重合した樹脂、無水マレイン酸をポリオレフィン樹脂にグラフト変性した樹脂等を使用することができる。これらの材料は、1種類を単独で用いてもよく、2種類以上を組み合わせて用いてもよい。接着層の厚みとしては、10μm〜30μm程度が好ましい。
【0084】
さらに、本発明においては、基材層11とシーラント層14の間に中間層(図示せず)を設けてもよく、中間層は通常、基材層11とシーラント層14だけでは包装袋としての機能を十分に果たすことができない場合等に設けられる。かかる機能としては、気体遮断性、機械的強靱性、耐屈曲性、耐突き刺し性、耐衝撃性、耐磨耗性、耐寒性、耐熱性、耐薬品性等であり、包装袋として要求されるこれらの機能を中間層として設けることで達成するものである。中間層として用いられる基材としては、例えば、ポリエチレンテレフタレート、ポリアミド、ポリエチレン、ポリプロピレン等のポリオレフィン、ポリ塩化ビニル、ポリカーボネート、ポリビニルアルコール、エチレンープロピレン共重合体、エチレン−酢酸ビニル共重合体ケン化物等のフィルムあるいはこれらにポリ塩化ビニリデンを塗工したフィルムまたは酸化珪素、酸化アルミニウム等の無機物の蒸着を施したフィルムあるいはポリ塩化ビニリデン等のフィルム等を挙げることができ、これら基材の一種を単独で用いてもよく、2種類以上を組み合わせて用いてもよい。なお、基材の厚さとしては、包装袋として要求される機能を満たすことができればよいのであって、必要に応じて適宜に選択することができる。
【0085】
なお、本発明においては、各層を積層する場合、必要に応じて、例えば、コロナ処理、オゾン処理、フレ−ム処理、その他等の前処理を施すことができる。かかる表面前処理は、各層を積層する際、密着性等を改良するために行われるが、密着性を改良する方法として、例えば、各種の樹脂のフィルムまたはシートの表面に、あらかじめ、プライマーコート剤層、アンダーコート剤層、アンカーコート剤層等を任意に形成して、表面処理層としてもよい。
【0086】
続いて、本発明の電子レンジ用包装袋について説明する。
本発明の電子レンジ用包装袋は上記本発明の積層体を用いたものである。例えば、本発明の電子レンジ用包装袋に用いる積層体としては、図2に示すような、基材層11と、印刷層12と、接着層13と、シーラント層14とを順次に積層されたものを好適に用いることができる。先に述べたとおり、印刷層12と接着層13は、必須の層ではなく、適宜必要に応じて設けられる層である。また、必要に応じて、シーラント層14と基材層11の層間に中間層(図示せず)を設けてもよい。
【0087】
図3は、本発明の電子レンジ用包装袋100の一例を示す図であり、(a)包装袋を構成する積層体、(b)包装袋の平面図、(c)包装袋の斜視図であり、(d)包装袋の断面図である。図4は、本発明の電子レンジ用包装袋100におけるコの字シール109の形状を示す図であり、図5は、コの字シール109で囲まれる未シール部110内に形成する切欠111または切込み112の形状を示す図であり、図6は、図3のX−X線の断面図であり、図7は、本発明の電子レンジ用包装袋の各寸法を示す説明図である。
【0088】
本発明の電子レンジ用包装袋100を構成する積層体は、図3(a)に示すように、前面102と後面103の四角形の積層体からなる胴部材(2枚)と、底面104を逆V字状に折り畳まれた底部材(1枚)と、から構成される。図3(a)に示すように、前面102と後面103の四角形のフィルムからなる胴部材(2枚)に、底面104を逆V字状に折り畳まれた底部材(1枚)を挿入し、天部シール部107を残して、前面102と後面103と底面104の周縁部をそれぞれヒートシールして、胴部シール部105および底部シール部106を形成して袋体を構成するものである。本発明の電子レンジ用包装袋100は、底部材の折り返し部の左右に形成する半円状パンチ穴101の位置を、端部から30mm〜40mm内方の位置に形成し、半円状パンチ穴101を通して前後の胴部材が熱溶着される構成とすることが好ましい。これにより、包装袋に内容物を充填後、内容物の自重によって、底部が前後に拡張しやすくなり、自立安定性が向上する。
【0089】
本発明の電子レンジ用包装袋100においては、コの字状シール部を、図3(b)に示すように、胴部シール部105と連結して設けることが好ましい。これにより、電子レンジで加熱すると、コの字状シール部109に圧力が集中してかかるため、コの字状シール部109の縁部からシール剥離して、未シール部110内に形成される切欠111等を通って、内容物より発生する蒸気を速やかに袋外に排出することができる。また、コの字状シール部109を形成する際、胴部シール部105とコの字状シール部109とを一体で生産性良くシール加工できるという利点も有している。
【0090】
コの字状シール部109は、図示しないが、胴部シール部105に限定されず、天部シール部107に連結して設けても、同様の効果が得られる。コの字状シール部109が、胴部シール部105と連結されず、独立して形成されていると、電子レンジの加熱により発生する蒸気の圧力が、胴部シール部105や天部シール部107と独立シール部との間を通ってしまうため、効率的に独立シール部に圧力がかかりにくくなり、自動開封がスムーズに起らなくなるので好ましくない。また、内容物を充填する際または流通の過程において独立シール部と胴部シール部105との間に内容物が入り込み外観不良が生じる。さらに、独立シール部と胴部シール部105や天部シール部107の周縁シール部とを2工程でシール加工するため、シール加工の生産性に劣る。
【0091】
コの字状シール部109を形成する位置は、図3(b)に示すように、包装袋の中心部を中心とした円を描いたとき、包装袋の中心からコの字状シール部109の最下端に接する円の半径R3が胴部シール部の内縁に接する円の半径R1よりも短くなるような位置に設ける。半径R3が半径R1や半径R2よりも長いと、加熱により発生する蒸気の熱と内圧の上昇によるシール部の剥離後退が、包装袋の胴部シール部105で剥離することとなり、包装袋の破袋により、内容物が漏れる場合があり、好ましくない。
【0092】
コの字状シール部の形状は、図4(a)〜(c)に示すように、シール部の最下端を突き出した形状とする突端113を形成する。突端113を形成すれば、コの字状に限定されず、台形状や三角形状であってもよい。これにより、加熱による内圧が、突端113に集中してかかりやすくなるため、突端113を起点にして確実かつスムーズにシール部の剥離後退が進むため安全で好ましい。これに対して、コの字状シール部109の形状が、角がなく円形状や半円状であると、加熱により発生する内圧が分散されてしまい、シール部の剥離後退に圧力がより多く必要となるため、スムーズに剥離せず、コの字状シール部109以外の部分にもより大きな圧力がかかってしまうため好ましくない。
【0093】
また、コの字状シール部109で囲まれる未シール部110を形成することによって、未シール部110を形成しない場合と比較して、未シール部110内に形成する切欠111または切込み112の形成する位置がずれても、シールが剥離後退する距離が一定であり、剥離が未シール部110内に到達した時点で、未シール部110内に形成する切欠111や切込み112等を一気に広く開口できるため、電子レンジで加熱する場合、確実かつ安定で速やかな蒸気抜きを行うことができるという利点を有する。コの字状シール部109で囲まれる未シール部109を形成せず、ベタシールのみであると、切欠111または切込み112の形成する位置がずれた場合にシール剥離後退の距離が変わってしまい、その結果、常に安定したシール剥離が起こらなくなるため好ましくない。また、この切欠111または切込み112は、コの字状シール部109と胴部シール部105に囲まれた内側にあるので流通段階では完全に密封性を保つことができるので衛生的である。
【0094】
また、コの字状シール部109の別形態の形状としては、図4(d)に示すように、コの字状シール部に囲まれた未シール部110内に切欠または切込みを形成せず、コの字状シール部109に囲まれた未シール部110を胴部シール部105に一部未シール部110aを設けて外部と連通させてなる構成とすることもできる。このことによって、切欠や切込みを形成する工程が必要なくなり、胴部シール部105や天部シール部107とコの字状シール部109とを一体でヒートシール加工可能であり、同時に易蒸通手段となる未シール部110、110aを形成することができるので、生産性が大幅に向上することができ、また、切欠や切込みの際に発生する抜きカスが、包装袋に付着または混入するおそれがないため、衛生性にも優れるという利点を奏する。
【0095】
また、内容物が液体の場合、コの字状シール部109を形成する位置において、シール部の最下端の突端113を内容物の液面より高い位置とすることが、加熱による自動開封の際、内容物がふきこぼれないようにするために必要である。図7は、本発明の電子レンジ用包装袋の各寸法を示す説明図であり、図示するように、コの字状シール部109のシール幅eとしては、2mm〜5mm程度が、加熱による内圧でスムーズにシール剥離できるため好ましい。コの字状シール部109のシール幅eが2mm未満であると、シール部のシール強度が不安定であるので好ましくなく、5mmを超えると、加熱により上昇する内圧でシール部の剥離がしにくくなるので好ましくない。これに対して、図3(a)に示すような本発明の電子レンジ用包装袋100において、周縁シール部、すなわち、胴部シール部105、底部シール部106および天部シール部107のシール幅gとしては、6mm〜20mm程度が、輸送や保管をするときに加わる圧力や衝撃によって破袋することを防止する意味で好ましい。
【0096】
また、胴シール部105等に内外を連通する未シール部110の幅が、コの字シール部109の縦の寸法cに対して、1/5〜3/5程度の未シール部110を形成することで、内容物が吹きこぼれずに、加熱により発生する袋内の蒸気をスムーズに袋外に排出することができる。具体的には、胴シール部105等に内外を連通する未シール部110の幅は、10mm〜3mm程度であることが好ましい。胴シール部105等に内外を連通する幅が1mm未満であると、スムーズに袋内の蒸気を袋外に排出できず、内圧が上昇して包装袋が膨らみ、破袋するおそれがあるので好ましくなく、3mmを超えて、蒸通口より内容物の液面が低くなると、自動開封後に内容物が蒸通口よりこぼれやすくなるおそれがあるため、好ましくない。
【0097】
本発明にかかる電子レンジ用包装袋100は、図3に示すように、本発明の積層体10を使用して、胴部が前面102と後面103の2枚の壁面フィルムの両側端縁部を胴部シール部105でヒートシールして形成され、かつ、壁面フィルムの少なくとも片側に胴部シール部105と連結してコの字状シール部109を一体で形成すると共に、コの字状シール部109に囲まれた未シール部110内に切欠111等を設けて外部と連通させて易蒸通手段を形成し、さらに、底面104がフィルムを内側に折り返してなるガセット形式で形成され、底部シール部106が舟底形のシールパターンでヒートシールされ、本発明にかかる形態の自立性電子レンジ用包装袋100を製造することができる。なお、袋の胴部シール部105の縁にノッチ114を形成しておくことが好ましい。この場合、ノッチ114を介して横方向に引き裂き容易な引き裂き方向性のある延伸フィルムを使用することが好ましい。次に、内容物を充填後に上端をシールし、天部シール部107をシールして密封し、包装袋を製造することができる。上記において、ヒートシールの方法としては、例えば、バーシール、回転ロールシール、ベルトシール、インパルスシール、高周波シール、超音波シール等の公知の方法で行うことができる。なお、本発明の電子レンジ用包装袋100に形成する保持手段として、図示しないが、胴部シール部105や天部シール部107のシール部を広幅に形成して持ちやすくしてもよい。
【0098】
次に、コの字状シール部109に形成する切欠111または切込み112は、図6に示すように、対向させた胴部を構成する2枚の部材に貫通するように設けても、片面だけに設けてもよい。また、切欠111または切込み112は、レーザー加工や打ち抜き等で形成することができる。次に、コの字状シール部109で囲まれる未シール部110内に形成する切欠111または切込み112の形状は、図5に示すように、円形、三角形、四角形等の切欠111や、十字形、I字形、U字形等の切込み112とすることができる。切欠111または切込み112の個数は、一個に限定されず、複数個であっても構わない。切欠111または切込み112を形成することによって、袋内に充満した蒸気を剥離したコの字状シール部109の最下端のシール剥離部分から未シール部110内に設けた切欠111または切込み112を通って袋外へ放散し、袋の内圧を低下でき、破裂を回避できるものである。
【0099】
本発明においては、製造した上端部に開口部を有する袋状容器本体の開口部から内容物を充填し、次いで、その上端部に開口部をヒートシール等により密閉することによって、本発明にかかる電子レンジ用包装袋を構成する包装半製品を製造し、しかる後、包装半製品を、レトルト処理あるいはボイル処理等の加熱処理を施すことによって、本発明にかかる電子レンジ用包装袋を製造することができる。この場合において、レトルト処理あるいはボイル処理する方法としては、例えば、通常のレトルト釜を使用し、温度、95℃〜135℃程度、好ましくは、120℃程度、圧力、1〜4Kgf/cm2・G、好ましくは、2.1Kgf/cm2・G程度、時間、5分〜120分間程度、好ましくは、30分間程度で加熱加圧処理する方法、あるいは、温度、90〜100℃、好ましくは、90℃程度、時間、5分〜20分間程度、好ましくは、10分間程度でボイル処理する方法等により行うことができる。また、本発明の電子レンジ用包装袋においては、レトルト処理あるいはボイル処理により、内容物を加熱殺菌あるいは加熱殺菌調理等を行うことができる。レトルト処理方法としては、あらかじめ高温に設定された熱水をレトルト釜内に流入させて加圧する熱水貯湯式や、熱水をスプレー式に噴射させることによって加圧する熱水スプレー式、蒸気を噴出することによって加圧する蒸気式等、各種の方法が可能である。
【0100】
また、包装袋の中には、固体状の内容物以外に液状の内容物を充填してもよく、例えば、冷凍しゅうまい等の固形食品、カレー、スープ、醤油、ソ−ス、出し汁、香辛料、料理用酒類、果汁類、水等の各種の流動性食品、飲食品を充填包装し得るものであり、ボイル殺菌処理またはレトルト殺菌処理に耐え、食品を食べるに際して袋を自立させた状態のまま電子レンジで所定時間加熱調理することが可能であり、加熱により発生する蒸気を速やかに排出し、自動的に内圧を低下させることができ、特に、自立性に優れるため、電子レンジ内のトレイ上で回転中に横転することなく、安定して加熱または加熱調理可能であり、内容物の充填適性に優れ、店頭での陳列効果にも優れると共に、トリミング部を切り取る型抜き工程が不要であるため、製造効率良くシール加工できるものである。
【実施例】
【0101】
以下、本発明を、実施例を用いて、より詳細に説明する。
<実施例1>
<プロピレン−エチレンブロック共重合体(A)の製造例>
内容量200Lの撹拌式オートクレーブをプロピレンで十分置換した後、十分に脱水および脱酸素をしたn−ヘプタンを63L導入し、ジエチルアルミニウムクロライド27gおよび三塩化チタン触媒(丸紅ソルベイ社製)9.0gをプロピレン雰囲気化で導入した。
【0102】
第1の重合工程は、オートクレーブを65℃に昇温した後、水素濃度を3.5vol%に保ちながらプロピレンを9.0kg/hの流量で導入することにより開始した。180分後、プロピレンの導入を停止し、さらに90分間継続重合させた後、気相部を0.2kg/cm2Gとなるまでパージし、プロピレン単独重合体よりなるプロピレンブロック(I)を得た。
【0103】
第2の重合工程は、オートクレーブを60℃に降温した後、プロピレン1.5kg/hの流量で、エチレンを1.5kg/hの流量で180分間導入してブロック共重合を行い、プロピレン−エチレンブロック共重合体(A)のスラリーを得た。
【0104】
得られたスラリーを、濾過および乾燥して31.6kgのプロピレン−エチレンブロック共重合体(A)のパウダーを得た。得られたプロピレン−エチレンブロック共重合体のパウダーの230℃、2.16kg荷重でのMFR(A)は、0.8g/10分であり、第1の重合工程で得られたプロピレン単独重合体よりなるプロピレンブロック(I)のMFR(I)は8.4g/10分であった。また、第2の重合工程においてプロピレン−エチレンブロック共重合体(A)中に導入されたエチレン−プロピレン共重合体ブロック(II)は、全重合体の25質量%であった。
【0105】
<プロピレン−エチレンブロック共重合体(B)の製造例>
内容量200Lの撹拌式オートクレーブをプロピレンで充分置換した後、充分に脱水および脱酸素したn−ヘプタンを63L導入し、ジエチルアルミニウムクロライド27gおよび三塩化チタン触媒(丸紅ソルベイ社製)9.0gをプロピレン雰囲気下で導入した。
【0106】
第1の重合工程は、オートクレーブを65℃に昇温した後、水素濃度を1.8vo1%に保ちながらプロピレンを9.0kg/hの流量で導入することにより開始した。240分後、プロピレンの導入を停止し、さらに90分間継続重合させた後、気相部を0.6kg/cm2Gとなるまでパージし、プロピレン単独重合体よりなるプロピレンブロック(III)を得た。
【0107】
第2の重合工程は、オートクレーブを60℃に降温した後、プロピレンを2.0kg/hの流量で、エチレンを2.0kg/hの流量で60分間導入して共重合を行い、プロピレン−エチレンブロック共重合体(B)のスラリーを得た。
【0108】
得られたスラリーを、濾過および乾燥して35.9kgのプロピレン−エチレンブロック共重合体(B)のパウダーを得た。得られたプロピレン−エチレンブロック共重合体(B)のパウダーの230℃、2.16kg荷重でのMFR(B)は、2.1g/10分であり、第1の重合工程で得られたプロピレン単独重合体よりなるプロピレンブロック(III)のMFR(III)は3.4g/10分であった。また、第2の重合工程においてBPP(B)中に導入されたエチレン−プロピレン共重合体ブロック(IV)は、全重合体の10質量%であった。
【0109】
<ポリプロピレンの製造例>
上記プロピレン−エチレンブロック共重合体(A)のパウダーを25質量%、プロピレン−エチレンブロック共重合体(B)のパウダー70質量%ブテン−1が20質量%が含有され、230℃、2.16kg荷重でのMFRが6.8g/10分のエチレン−ブテン−1共重合体を5質量の配合で添加し、押し出し機を用いて溶融混練し、ポリプロピレン樹脂を製造した。
【0110】
<酸素吸収性樹脂の製造例>
酸素吸収性樹脂層の基材樹脂として、EVOH90質量部、酸素吸収剤としてポリオクテニレン10質量部、およびステアリン酸コバルト0.42質量部をドライブレンドし、二軸押出機を用い、シリンダー内を窒素パージしながら溶融混練し、酸素吸収性樹脂を製造した。
【0111】
<積層フィルムの作製例>
まず、図1に示すタイプのシーラントを作製した。食品接触層4およびポリオレフィン系樹脂層1に上記のポリプロピン樹脂を用い、酸素吸収性樹脂層3に上記酸素吸収性樹脂を用い、接着性樹脂層2a、2bにポリオレフィン系接着性樹脂(モディック(登録商標):三菱化学(株)社製)を用い、これらを共押出機に供してシーラントを作製した。シーラントの各層の厚みは、ポリオレフィン系樹脂層1(15μm)/接着性樹脂層2a(5μm)/酸素吸収性樹脂層3(20μm)/接着性樹脂層2b(5μm)/食品接触層4(25μm)である。次に、厚さ12μmのシリカ蒸着ポリエチレンテレフタレート(PET)フィルム、厚さ15μmの延伸ナイロンフィルム、厚さ70μmの上記シーラントを、2液硬化型ウレタン系接着剤でドライラミネートして、透明バリアPET(12μm)/接着剤/延伸ナイロンフィルム(15μm)/接着剤/シーラント(70μm)、の積層体を作製した。
【0112】
<電子レンジ用包装袋の作製例>
得られた積層体をカットして、胴部材2枚(155mm×147mm)と、底部材1枚(80mm×147mm)を得た。次に、底部材を、シーラントが内側になるように折り返して、折り返し部の左右に直径φ15mmの半円状パンチ穴を端部より30mm内方に入った位置に形成した。その後、製袋機を用いて、対向する前後の胴部材の底部側に、シーラントが内側になるように折り返して、内側にひだ状の折り返し部を有する底部材を挿入し、内容物の充填口となる上端部を残して、半円状パンチ穴を通して、前後の胴部材をシールした。シール幅は10mmとした。また、丸底シール部を胴部材・底部材をシール幅5mmで熱接着することにより袋体を作製した。さらに、片側の胴シール部にコの字シール部(縦寸法:25mm、横寸法:15mm、シール幅:3mm、切欠の直径8mm)を形成して、自立性電子レンジ用包装袋(外寸法、高さ155mm、幅147mm)を作製した。
【0113】
<実施例2>
酸素吸収剤としてとしてスチレン−イソプレン−スチレンブロック共重合体を用い、基材樹脂としてEVOH91質量部、スチレン−イソプレン−スチレンブロック共重合体8質量部、相溶化剤としてボロン酸1,3−ブタンジオールエステル基を含有するトリブロック共重合体1質量部用いたこと以外は、実施例1と同様にして自立性電子レンジ用包装袋を作製した。
【0114】
<実施例3>
酸素吸収剤としてポリブタジエンを用いたこと以外は、実施例1と同様にして自立性電子レンジ用包装袋を作製した。
【0115】
<実施例4>
シーラントの各層の厚みを、ポリオレフィン系樹脂層1(15μm)/接着性樹脂層2a(5μm)/酸素吸収性樹脂層3(15μm)/接着性樹脂層2b(5μm)/食品接触層4(30μm)としたこと以外は、実施例1と同様にして自立性電子レンジ用包装袋を得た。
【0116】
<実施例5>
シーラントの各層の厚みを、ポリオレフィン系樹脂層1(10μm)/接着性樹脂層2a(7.5μm)/酸素吸収性樹脂層3(25μm)/接着性樹脂層2b(7.5μm)/食品接触層4(20μm)としたこと以外は、実施例1と同様にして自立性電子レンジ用包装袋を得た。
【0117】
<実施例6>
シーラントの各層の厚みを、ポリオレフィン系樹脂層1(10μm)/接着性樹脂層2a(5μm)/酸素吸収性樹脂層3(25μm)/接着性樹脂層2b(5μm)/食品接触層4(5μm)としたこと以外は、実施例1と同様にして自立性電子レンジ用包装袋を得た。
【0118】
<実施例7>
シーラントの各層の厚みを、ポリオレフィン系樹脂層1(5μm)/接着性樹脂層2a(5μm)/酸素吸収性樹脂層3(25μm)/接着性樹脂層2b(5μm)/食品接触層4(60μm)としたこと以外は、実施例1と同様にして自立性電子レンジ用包装袋を得た。
【0119】
<比較例1>
シーラントとして上記のポリプロピレン樹脂の単層でフィルム70μmを作製し、これをシーラント層として用いて積層体を作製したこと以外は実施例1と同様にして自立性電子レンジ用包装袋を作製した。
【0120】
<比較例2>
シーラントとして、上記以外の汎用のポリプロピレン樹脂の単層フィルム70μmを作製し、これをシーラント層として用いて積層体を作製したこと以外は実施例1と同様にして自立性電子レンジ用包装袋を作製した。
【0121】
<比較例3>
酸素吸収性樹脂層3の基材樹脂として、上記以外の汎用ポリプロピレン樹脂80質量部、酸素吸収材として汎用の鉄系酸素吸収剤20質量部をドライブレンドし、二軸押出機を用い、シリンダー内を窒素パージしながら溶融混練し、酸素吸収性樹脂を製造した。また、シーラントの各層の厚みを、ポリオレフィン系樹脂層1(20μm)/酸素吸収性樹脂層3(25μm)/食品接触層4(25μm)とし、接着剤樹脂層2a、2bは設けなかった。これら以外は実施例1と同様にして自立性電子レンジ用包装袋を作製した。
【0122】
<ヒートシール強度の測定>
各自立性電子レンジ用包装袋のシーラント層間の熱接着部のヒートシール強度を測定した。測定には引張試験機(オリエンテック社製)を用い、T字剥離して剥離強度を測定した。測定条件は引張速度300mm/minとした。得られた結果を表1に示す。
【0123】
<保存性の評価>
得られた包装袋に内容物としてミートソース200gを入れ、上端部をシールして密封し、120℃で30分間レトルト処理を行ったものを、60℃で1ヶ月保存し、内容物の酸化劣化による変色(褐変)を目視にて確認した。得られた結果を表1に示す。
【0124】
<電子レンジ評価>
得られた包装袋に内容物として味噌汁200gを入れ、上端部をシールして密封し、120℃で30分間レトルト処理を行ったものを、包装袋を自立させた状態で500W電子レンジで加熱し、加熱調理中に不具合がないかを確認した。得られた結果を表1に示す。
【0125】
【表1】
【0126】
本発明の電子レンジ用包装袋は酸素バリア性に優れているため、内容物の風味を損なうことはなかった。また、電子レンジ内で加熱して約1分20秒後に、コの字シール部の突端から剥離して、コの字シール部内の未シール部分に形成された切欠から蒸気が速やかに抜け、内容物が吹きこぼれることなく、内容物を安全に取り出すことができた。さらに、本発明の電子レンジ用包装袋は、電子レンジで加熱中、回転して倒れることなく、自立安定性良く調理することができた。
【符号の説明】
【0127】
1 ポリオレフィン系樹脂層
2a、2b 接着性樹脂層
3 酸素吸収性樹脂層
4 食品接触層
10 シーラント
11 基材層
12 印刷層
13 接着層
14 シーラント層
20 積層体
100 電子レンジ用包装袋
101 半円状パンチ穴
102 前面
103 後面
104 底面
105 胴部シール部
106 底部シール部
107 天部シール部
108 底面材切り欠き部
109 コの字状シール部
110 未シール部
111 切欠
112 切込み
113 突端部
114 ノッチ
【特許請求の範囲】
【請求項1】
少なくとも非鉄系酸素吸収性樹脂層と、食品接触層と、を有するシーラントであって、
前記シーラント同士を、食品接触層を内側にして熱接着したとき、23℃におけるシール強度が23〜100N/15mmであり、かつ、90℃におけるシール強度が5〜25N/15mmであることを特徴とするシーラント。
【請求項2】
前記食品接触層が、プロピレン−エチレンブロック共重合体(A)と、プロピレン−エチレンブロック共重合体(B)と、ブテン−1を15質量%以上含有するエチレン−ブテン−1共重合体と、を含有する樹脂組成物であって、前記プロピレン−エチレンブロック共重合体(A)が、プロピレン単独重合体またはエチレン含量が2質量%以下のプロピレン−エチレン共重合体よりなるプロピレンブロック(I)65〜85質量%と、エチレン含量が20〜95質量%のエチレン−プロピレン共重合体ブロック(II)15〜35質量%と含有し、前記プロピレン−エチレンブロック共重合体(B)が、プロピレン単独重合体またはエチレン含量が2質量%以下のプロピレン−エチレン共重合体よりなるプロピレンブロック(III)85〜95質量%と、エチレン含量が20〜95質量%のエチレン−プロピレン共重合体ブロック(IV)5〜15質量%とを含有する樹脂組成物からなる請求項1記載のシーラント。
【請求項3】
前記非鉄系酸素吸収性樹脂層が、ポリオクテニレン、スチレン−イソプレン−スチレンブロック共重合体およびポリブタジエンからなる群から選ばれる少なくとも1種の酸素吸収剤と、基材樹脂と、を含む樹脂組成物からなる請求項1または2記載のシーラント。
【請求項4】
前記シーラントが共押出により製造された請求項1〜3のうちいずれか一項記載のシーラント。
【請求項5】
請求項1〜3のうちいずれか一項記載のシーラントを用いたことを特徴とする積層体。
【請求項6】
前記積層体を用いたことを特徴とする電子レンジ用包装袋。
【請求項1】
少なくとも非鉄系酸素吸収性樹脂層と、食品接触層と、を有するシーラントであって、
前記シーラント同士を、食品接触層を内側にして熱接着したとき、23℃におけるシール強度が23〜100N/15mmであり、かつ、90℃におけるシール強度が5〜25N/15mmであることを特徴とするシーラント。
【請求項2】
前記食品接触層が、プロピレン−エチレンブロック共重合体(A)と、プロピレン−エチレンブロック共重合体(B)と、ブテン−1を15質量%以上含有するエチレン−ブテン−1共重合体と、を含有する樹脂組成物であって、前記プロピレン−エチレンブロック共重合体(A)が、プロピレン単独重合体またはエチレン含量が2質量%以下のプロピレン−エチレン共重合体よりなるプロピレンブロック(I)65〜85質量%と、エチレン含量が20〜95質量%のエチレン−プロピレン共重合体ブロック(II)15〜35質量%と含有し、前記プロピレン−エチレンブロック共重合体(B)が、プロピレン単独重合体またはエチレン含量が2質量%以下のプロピレン−エチレン共重合体よりなるプロピレンブロック(III)85〜95質量%と、エチレン含量が20〜95質量%のエチレン−プロピレン共重合体ブロック(IV)5〜15質量%とを含有する樹脂組成物からなる請求項1記載のシーラント。
【請求項3】
前記非鉄系酸素吸収性樹脂層が、ポリオクテニレン、スチレン−イソプレン−スチレンブロック共重合体およびポリブタジエンからなる群から選ばれる少なくとも1種の酸素吸収剤と、基材樹脂と、を含む樹脂組成物からなる請求項1または2記載のシーラント。
【請求項4】
前記シーラントが共押出により製造された請求項1〜3のうちいずれか一項記載のシーラント。
【請求項5】
請求項1〜3のうちいずれか一項記載のシーラントを用いたことを特徴とする積層体。
【請求項6】
前記積層体を用いたことを特徴とする電子レンジ用包装袋。
【図1】

【図2】
【図3】
【図4】
【図5】

【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2013−79086(P2013−79086A)
【公開日】平成25年5月2日(2013.5.2)
【国際特許分類】
【出願番号】特願2011−218663(P2011−218663)
【出願日】平成23年9月30日(2011.9.30)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
【公開日】平成25年5月2日(2013.5.2)
【国際特許分類】
【出願日】平成23年9月30日(2011.9.30)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
[ Back to top ]