
シーラ塗布装置及びその吐出量制御方法
【課題】シーラ塗布始めのシーラ塗布量や、塗布始めの位置の安定化を実現する。
【解決手段】制御手段16Cによって、圧力センサ30により検出されたシーラ塗布圧力を記憶し、かかるシーラ塗布圧力が次塗布サイクルの準備圧力となるよう、サーボモータ付き容積形ポンプ18を制御する。そして、次塗布サイクルの塗布開始時点での、シーラ塗布圧力を最適化し、シーラ塗布量や、塗布始めの位置を安定させる。又、タイマ16Tによって、シーラ塗布開始から圧力センサによる圧力検知を開始するまでの時間を設定することで、シーラ経路内のシーラ塗布圧力が安定した時点で、信頼性の高い圧力検知を行い、次塗布サイクルの準備圧力に反映させる。サーボモータ付き容積形ポンプ18と、塗布ガン20とが一体化されることで、両者を連結するシーラ経路からホースを排除し、シーラの圧力に起因する変形により、シーラ経路圧力損失が発生することを回避する。
【解決手段】制御手段16Cによって、圧力センサ30により検出されたシーラ塗布圧力を記憶し、かかるシーラ塗布圧力が次塗布サイクルの準備圧力となるよう、サーボモータ付き容積形ポンプ18を制御する。そして、次塗布サイクルの塗布開始時点での、シーラ塗布圧力を最適化し、シーラ塗布量や、塗布始めの位置を安定させる。又、タイマ16Tによって、シーラ塗布開始から圧力センサによる圧力検知を開始するまでの時間を設定することで、シーラ経路内のシーラ塗布圧力が安定した時点で、信頼性の高い圧力検知を行い、次塗布サイクルの準備圧力に反映させる。サーボモータ付き容積形ポンプ18と、塗布ガン20とが一体化されることで、両者を連結するシーラ経路からホースを排除し、シーラの圧力に起因する変形により、シーラ経路圧力損失が発生することを回避する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、シーラ塗布装置及びその吐出量制御方法に関するものである。
【背景技術】
【0002】
従来から、自動車部品の接合部にシーラを塗布する塗布装置として、ロボットアームの先端部に塗布ガンを装着し、塗布ガンから吐出されるシーラ圧力を監視し、これを適切に制御する装置が開発されている。かかる塗布装置は、温度変化等によりシーラの粘度が変化しても、常に一定の流量で、必要な場所にシーラを塗布することを目的としたものである(例えば、特許文献1、2参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平5−36804号公報
【特許文献2】特開平6−285402号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、従来のシーラ塗布装置は、塗布ガンから吐出されるシーラ圧力を監視し、吐出圧力を制御しているにもかかわらず、実際には、シーラ塗布始めのシーラ塗布量や、塗布始めの位置が安定しないといった問題が指摘されていた。そこで、本発明者らによる鋭意研究の結果、少なくともポンプから塗布ガンに至るシーラ経路の圧力損失が、かかる課題の発生要因となっていることが確認された。
本発明は、上記課題に鑑みてなされたものであり、その目的とするところは、塗布ガンから吐出されるシーラ圧力を監視し、吐出圧力を制御して、シーラ塗布圧力を最適化し、シーラ塗布始めのシーラ塗布量や、塗布始めの位置の安定化を実現することにある。
【課題を解決するための手段】
【0005】
(発明の態様)
以下の発明の態様は、本発明の構成を例示するものであり、本発明の多様な構成の理解を容易にするために、項別けして説明するものである。各項は、本発明の技術的範囲を限定するものではなく、発明を実施するための最良の形態を参酌しつつ、各項の構成要素の一部を置換し、削除し、又は、更に他の構成要素を付加したものについても、本願発明の技術的範囲に含まれ得るものである。
【0006】
(1)ロボットアームの先端に装着された、サーボモータ付き容積形ポンプと塗布ガンとが一体化された塗布ガンアッセンブリとを備えるシーラ塗布装置。
本項に記載のシーラ塗布装置は、サーボモータ付き容積形ポンプと塗布ガンとが一体化されることで、両者を連結するシーラ経路からホースを排除し、シーラの圧力に起因する変形により、シーラ経路圧力損失が発生することを回避するものである。そして、塗布ガンアッセンブリ内の、シーラ経路の圧力を圧力センサにより検知し、シーラ塗布圧力に反映させるものである。
【0007】
(2)前記圧力センサにより検出されたシーラ塗布圧力を記憶し、かかるシーラ塗布圧力が次塗布サイクルの準備圧力となるよう、前記サーボモータを制御する制御手段を備えるシーラ塗布装置(請求項1)。
本項に記載のシーラ塗布装置は、制御手段によって、圧力センサにより検出されたシーラ塗布圧力を記憶し、かかるシーラ塗布圧力が次塗布サイクルの準備圧力となるよう、サーボモータを制御する。そして、次塗布サイクルの塗布開始時点での、シーラ塗布圧力を最適化し、シーラ塗布量や、塗布始めの位置を安定させるものである。
【0008】
(3)前記制御手段には、シーラ塗布開始から前記圧力センサによる圧力検知を開始するまでの時間を設定する、タイマが設けられているシーラ塗布装置(請求項2)。
本項に記載のシーラ塗布装置は、タイマによって、シーラ塗布開始から圧力センサによる圧力検知を開始するまでの時間を設定することで、シーラ経路内のシーラ塗布圧力が安定した時点で、当該圧力検知を行うものである。なお、タイマの時間設定は、少なくとも、シーラ塗布対象物の大きさ、前記ロボットアームの作動速度を勘案して設定されるものである。
【0009】
(4)上記(1)から(3)項記載のシーラ塗布装置において、圧力センサによりシーラ塗布圧力を検出し、かかるシーラ塗布圧力を次塗布サイクルの準備圧力とし、次塗布時のシーラ塗布圧力を圧力センサにより検出して、更に次の塗布サイクルの準備圧力とする吐出量制御方法(請求項3)。
本項に記載のシーラ塗布装置の吐出量制御方法は、ホースの変形に起因する圧力損失が排除されたシーラ経路の圧力を圧力センサにより検知し、かかるシーラ塗布圧力を次塗布サイクルの準備圧力として、次サイクルの塗布を開始する。そして、次塗布時のシーラ塗布圧力を圧力センサにより検出し、更に次の塗布サイクルの準備圧力とする。これにより、次塗布サイクルの塗布開始時点での、シーラ塗布圧力を最適化し、シーラ塗布始めのシーラ塗布量や、塗布始めの位置を安定させるものである。
【0010】
(5)上記(4)項において、シーラ塗布開始から前記圧力センサによる圧力検知を開始するまでの時間を、少なくとも、シーラ塗布対象物の大きさ、前記ロボットアームの作動速度を勘案して設定する吐出量制御方法(請求項4)。
本項に記載のシーラ塗布装置の吐出量制御方法は、シーラ塗布開始から圧力センサによる圧力検知を開始するまでの時間を、少なくとも、シーラ塗布対象物の大きさ、ロボットアームの作動速度を勘案して設定することで、これらの条件毎に、シーラ塗布圧力が安定した時点での圧力検知を可能とするものである。
【発明の効果】
【0011】
本発明はこのように構成したので、塗布ガンから吐出されるシーラ圧力を監視し、吐出圧力を制御して、シーラ塗布圧力を最適化し、シーラ塗布始めのシーラ塗布量や、塗布始めの位置の安定化を実現することができる。
【図面の簡単な説明】
【0012】
【図1】本発明の実施の形態に係るシーラ塗布装置の概略図である。
【図2】図1に示されるシーラ塗布装置の、サーボモータ付き容積形ポンプ、塗布ガン及びバルブが一体化された塗布ガンアッセンブリの要部を示すものであり、(a)はバルブ側の側面図、(b)は断面図、(c)は塗布ガン側の側面図である。
【図3】図2に示される塗布ガンアッセンブリの全体図であり、(a)はバルブ側の側面図、(b)は正面図である。
【図4】図2に示される塗布ガンアッセンブリ内部の、シーラ経路に配置された圧力センサの単体図であり、(a)は側面図、(b)は正面図である。
【図5】図1に示されるシーラ塗布装置の、制御系統の構成を示すブロック図である。
【図6】図1に示されるシーラ塗布装置の、制御手段にて実行される制御フローである。
【発明を実施するための形態】
【0013】
以下、本発明を実施するための最良の形態を添付図に基づいて説明する。なお、従来技術と同一部分若しくは相当する部分については、詳しい説明を省略する。
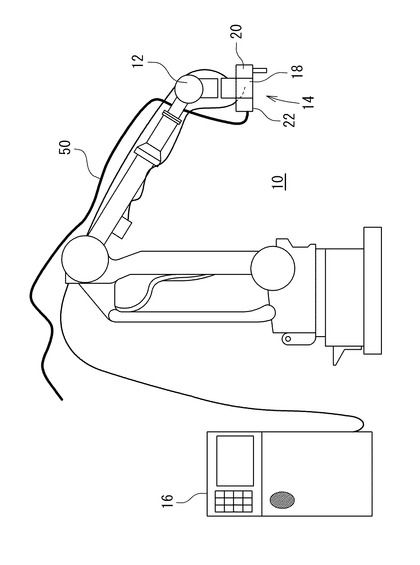
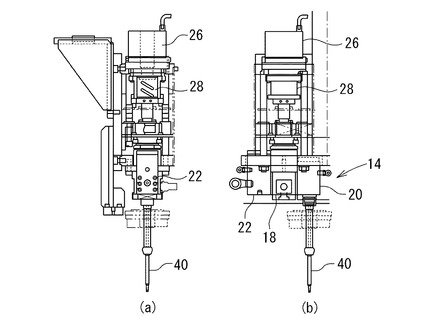
本発明の実施の形態に係るシーラ塗布装置10は、図1に示される、ロボットアーム12と、ロボットアーム12の先端に装着された塗布ガンアッセンブリ14と、制御手段16とを含むものである。塗布ガンアッセンブリ14は、図2、図3に示されるように、サーボモータ付き容積形ポンプ18と、塗布ガン20と、サーボモータ付き容積形ポンプ18にシーラを供給するためのバルブ22とが一体化されたものである。
【0014】
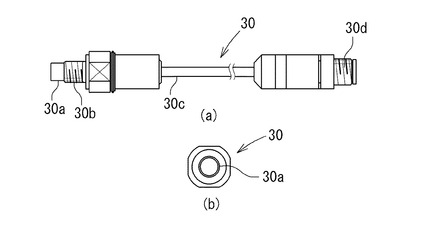
サーボモータ付き容積形ポンプ18は、サーボモータ26の回転軸の回転運動が、送りねじ機構28によって直線運動へと高精度に変換されることで、ピストン24を往復動作させるものである。そして、ピストン24の変位によるシリンダ室18cの容積変化により、シリンダ壁に形成された流入孔18aからシリンダ室18cへのシーラの流入、及び、シリンダ室18cから流出孔18bを介したシーラの吐出が行われるものである。又、シリンダ室18cのシリンダ壁には、図4に示される圧力センサ30の取付け孔18dが形成されている。
なお、圧力センサ30は、静電容量式圧力センサ、半導体圧力センサ等が適宜用いられる。そして、図4に示される挿入部30aが、サーボモータ付き容積形ポンプ18の取付け孔18dに挿入され、ねじ30bによってシリンダ室18cのシリンダ壁に固定されるものである。符号30cは電気ケーブル、符号30dは電気接続用のソケットである。
【0015】
塗布ガン20は、エアシリンダ32とばね34とにより往復運動するバルブロッド36を備えている。そして、ガン本体に形成された流入孔20aと流出孔20bとをつなぐシーラ経路に配置されたバルブシート20cを、バルブロッド36の先端部で開閉することにより、シリンダ室18cから吐出されるシーラの吐出制御を行うものである。エアシリンダ32は、開エア供給孔20dに作動制御用のエア供給を受けることで上昇し、閉エア供給孔20eに作動制御用のエア供給を受けることで下降するものである。
塗布ガン20とサーボモータ付き容積形ポンプ18とは、流入孔20aと、流出孔18bとが密閉状態で連通するように、固定ねじ38等を用いて固定される。又、流出孔20bには、図3に示されるように、塗布対象物へとシーラを吐出するノズル40が装着される。
【0016】
バルブ22は、エアシリンダ42とばね44とにより往復運動するバルブロッド46を備えている。そして、バルブ本体に形成された流入孔22aと流出孔22bとをつなぐシーラ経路に配置されたバルブシート22cを、バルブロッド46の先端部で開閉することにより、シリンダ室18cへと供給するシーラの流量制御を行うものである。エアシリンダ42は、開エア供給孔22dに作動制御用のエア供給を受けることで上昇し、閉エア供給孔22eに作動制御用のエア供給を受けることで下降するものである。
バルブ22とサーボモータ付き容積形ポンプ18とは、流出孔22bと、流入孔18aとが密閉状態で連通するように、固定ねじ38等を用いて固定される。又、流入孔22aは、図5に概略図示されたシーラの圧送ポンプ48に対して、図1に示されるホース50を介して接続されることで、適宜、シーラの供給を受ける。
【0017】
したがって、塗布ガンアッセンブリ14内部のシーラ経路は、バルブ22の流入孔22a、バルブシート22c、流出孔22b、サーボモータ付き容積形ポンプ18の流入孔18a、シリンダ室18c、流出孔18b、塗布ガン20の、流入孔20a、バルブシート20c、流出孔20bで構成される。このため、ホース等の弾性変形する管路構成が一切排除された、シーラ経路となっている。
【0018】
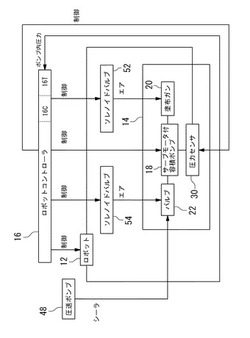
又、図5に示されるように、本発明の実施の形態に係るシーラ塗布装置10は、ロボットコントローラ16内に、サーボモータ付き容積形ポンプ18、塗布ガン20及びバルブ22の、制御手段16Cが構成されている。又、ロボットコントローラ16内には、シーラ塗布開始から、圧力センサ30による圧力検知を開始するまでの時間を設定する、タイマ16Tが設けられている。そして、制御手段16Cから、サーボモータ付き容積形ポンプ18の、サーボモータ26(図3)の制御信号と、塗布ガン20及びバルブ22に作動制御用のエアを供給するソレノイドバルブ52、54の制御信号とが送信される。又、圧力センサ30の検知信号が制御手段16Cへと送信され、記憶される。
なお、制御手段16C及びタイマ16Tは、例えば、ロボットコントローラ16を構成するマイクロコンピュータ等の演算装置に、図6に示されるフローを実行するための制御ロジックを構築することで、ロボットコントローラ16におけるロボットアーム12の設定入力と共に、制御手段及びタイマの設定入力を行うことができる。
【0019】
ここで、図6を参照しながら、制御手段16Cにより実行される制御フローを説明する。
S100:準備圧力の自動設定機能がON設定されているか否かを把握する。
S110:S100において、準備圧力の自動設定機能がON設定されている場合には、次塗布サイクルの準備圧力を、前サイクルにおいて圧力センサ30により検知された圧力(S140)に設定する。具体的には、制御手段16Cから、サーボモータ付き容積形ポンプ18のサーボモータ26に対して、ピストン24を前進方向へと駆動する制御信号を送信し、シリンダ室18cに満たされたシーラに圧力を付与する。この圧力を圧力センサ30で検知して、所望の圧力へと調整する。又、この時、制御手段16Cからは、ソレノイドバルブ52(図5)に対しては、塗布ガン20の閉エア供給孔20eに作動制御用のエア供給を行う位置に切替える制御信号を送信する。一方、ソレノイドバルブ54(図5)に対しては、バルブ22の閉エア供給孔22eに作動制御用のエア供給を行う位置に切替える制御信号を送信する。なお、S100において、準備圧力の自動設定機能がON設定されていない場合には、S210へと移行する。
【0020】
S120:シーラ塗布を開始する。具体的には、制御手段16Cから、ソレノイドバルブ52(図5)に対して、塗布ガン20の開エア供給孔20dに作動制御用のエア供給を行う位置に切替える制御信号を送信し、バルブシート20cからバルブロッド36の先端部を開放する。これと共に、サーボモータ26に対して、ピストン24を前進方向へと駆動する制御信号を送信する。一方、ソレノイドバルブ54に対しては、引き続き、バルブ22の閉エア供給孔22eに作動制御用のエア供給を行う位置を維持する制御信号を送信する。そして、塗布ガン20の流出孔20bから、ノズル40を介してシーラを吐出させる。
S130:タイマ16Tにおいて、シーラ塗布開始(S120)からの経過時間を計測する。なお、タイマの時間設定は、少なくとも、シーラ塗布対象物の大きさ、ロボットアーム12の作動速度を勘案して設定される。
S140:タイマ16Tで計測されるシーラ塗布開始からの経過時間が、所定時間となった時点で、制御手段16Cから圧力センサ30に対して、塗布ガンアッセンブリ14内部のシーラ経路の、圧力読み取り信号を送信する。そして、圧力センサ30の検知信号が制御手段16Cへと送信され、「前サイクル圧力」として記憶される。
【0021】
S150:制御手段16Cではロボットコントローラ16と連携して、ロボットアーム12のシーラ塗布動作の完了を把握し、シーラ塗布を完了する。具体的には、制御手段16Cから、ソレノイドバルブ52に対して、塗布ガン20の閉エア供給孔20eに作動制御用のエア供給を行う位置に切替える制御信号を送信し、バルブシート20cをバルブロッド36の先端部で閉鎖する。これと共に、必要に応じ、サーボモータ26を停止する制御信号を送信する。一方、ソレノイドバルブ54に対しては、引き続き、バルブ22の閉エア供給孔22eに作動制御用のエア供給を行う位置を維持する制御信号を送信する。そして、ノズル40からのシーラの吐出を停止させる。
S160:一回のシーラ塗布サイクルが終了し、S100へと戻る。
【0022】
S210:S100において、準備圧力の自動設定機能がON設定されていない場合には、次塗布サイクルの準備圧力を、任意の圧力に設定する。
S220:S210で設定された任意の圧力で、シーラ塗布を開始する。具体的には、制御手段16Cから、ソレノイドバルブ52に対して、塗布ガン20の開エア供給孔20dに作動制御用のエア供給を行う位置に切替える制御信号を送信し、バルブシート20cからバルブロッド36の先端部を開放する。これと共に、サーボモータ26に対して、ピストン24の前進方向へと駆動する制御信号を送信する。一方、ソレノイドバルブ54に対しては、引き続き、バルブ22の閉エア供給孔22eに作動制御用のエア供給を行う位置を維持する制御信号を送信する。そして、塗布ガン20の流出孔20bから、ノズル40を介してシーラを吐出させる。
この際にも、必要に応じて、制御手段16Cから圧力センサ30に対して、塗布ガンアッセンブリ14内部のシーラ経路の、圧力読み取り信号を送信する。そして、圧力センサ30の検知信号が制御手段16Cへと送信され、サーボモータ26の制御にフィードバックされる。
【0023】
なお、シリンダ室18cは、複数回のシーラ塗布サイクル分の容積が確保されており(例えば40cc)、所定回数の塗布サイクルの実施の後に、適宜、シーラの補充が行われる。このシーラの補充の際には、制御手段16Cから、ソレノイドバルブ52に対して、塗布ガン20の閉エア供給孔20eに作動制御用のエア供給を行う位置に切替える制御信号を送信し、バルブシート20cをバルブロッド36の先端部で閉鎖する。これと共に、サーボモータ26に対して、ピストン24の後退方向へと駆動する制御信号を送信する。一方、ソレノイドバルブ54に対しては、バルブ22の開エア供給孔22dに作動制御用のエア供給を行う位置へと切替える制御信号を送信する。そして、バルブシート22cからバルブロッド46の先端部を開放する。これにより、バルブ22の流入孔22aからシーラを流入させ、流出孔22b、流入孔18aを介して、シリンダ室18cへとシーラを供給する。
【0024】
さて、上記構成をなす、本発明の実施の形態によれば、次のような作用効果を得ることが可能である。まず、本発明の実施の形態に係るシーラ塗布装置によれば、サーボモータ付き容積形ポンプ18と、塗布ガン20とが一体化されることで、両者を連結するシーラ経路からホースを排除し、シーラの圧力に起因する変形により、シーラ経路圧力損失が発生することを回避することができる。そして、塗布ガンアッセンブリ14内の、シーラ経路の圧力を圧力センサ30により検知し、シーラ塗布圧力に反映させる。その結果、温度変化等によりシーラの粘度が変化しても、常に所定の流量で、必要な場所にシーラを塗布することが可能となり、シーラ塗布始めのシーラ塗布量や、塗布始めの位置を安定させることができる。
【0025】
より具体的には、制御手段16Cによって、圧力センサ30により検出されたシーラ塗布圧力を記憶し、かかるシーラ塗布圧力が次塗布サイクルの準備圧力となるよう、サーボモータ26を制御する。そして、次塗布サイクルの塗布開始時点での、シーラ塗布圧力を最適化し、シーラ塗布量や、塗布始めの位置を安定させることができる。
又、タイマ16Tによって、シーラ塗布開始から圧力センサによる圧力検知を開始するまでの時間を設定することで、シーラ経路内のシーラ塗布圧力が安定した時点で、信頼性の高い圧力検知を行い、次塗布サイクルの準備圧力に反映させることが可能となる。
【符号の説明】
【0026】
10:シーラ塗布装置、12:ロボットアーム、14:塗布ガンアッセンブリ、16:ロボットコントローラ、16C:制御手段、16T:タイマ、18:サーボモータ付き容積形ポンプ、18a:流入孔、18b:流出孔、18c:シリンダ室、18d:取付孔、20:塗布ガン、20a:流入孔、20b:流出孔、20c:バルブシート、22:バルブ、22a:流入孔、22b:流出孔、22c:バルブシート、24:ピストン、26:サーボモータ、30:圧力センサ
【技術分野】
【0001】
本発明は、シーラ塗布装置及びその吐出量制御方法に関するものである。
【背景技術】
【0002】
従来から、自動車部品の接合部にシーラを塗布する塗布装置として、ロボットアームの先端部に塗布ガンを装着し、塗布ガンから吐出されるシーラ圧力を監視し、これを適切に制御する装置が開発されている。かかる塗布装置は、温度変化等によりシーラの粘度が変化しても、常に一定の流量で、必要な場所にシーラを塗布することを目的としたものである(例えば、特許文献1、2参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平5−36804号公報
【特許文献2】特開平6−285402号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、従来のシーラ塗布装置は、塗布ガンから吐出されるシーラ圧力を監視し、吐出圧力を制御しているにもかかわらず、実際には、シーラ塗布始めのシーラ塗布量や、塗布始めの位置が安定しないといった問題が指摘されていた。そこで、本発明者らによる鋭意研究の結果、少なくともポンプから塗布ガンに至るシーラ経路の圧力損失が、かかる課題の発生要因となっていることが確認された。
本発明は、上記課題に鑑みてなされたものであり、その目的とするところは、塗布ガンから吐出されるシーラ圧力を監視し、吐出圧力を制御して、シーラ塗布圧力を最適化し、シーラ塗布始めのシーラ塗布量や、塗布始めの位置の安定化を実現することにある。
【課題を解決するための手段】
【0005】
(発明の態様)
以下の発明の態様は、本発明の構成を例示するものであり、本発明の多様な構成の理解を容易にするために、項別けして説明するものである。各項は、本発明の技術的範囲を限定するものではなく、発明を実施するための最良の形態を参酌しつつ、各項の構成要素の一部を置換し、削除し、又は、更に他の構成要素を付加したものについても、本願発明の技術的範囲に含まれ得るものである。
【0006】
(1)ロボットアームの先端に装着された、サーボモータ付き容積形ポンプと塗布ガンとが一体化された塗布ガンアッセンブリとを備えるシーラ塗布装置。
本項に記載のシーラ塗布装置は、サーボモータ付き容積形ポンプと塗布ガンとが一体化されることで、両者を連結するシーラ経路からホースを排除し、シーラの圧力に起因する変形により、シーラ経路圧力損失が発生することを回避するものである。そして、塗布ガンアッセンブリ内の、シーラ経路の圧力を圧力センサにより検知し、シーラ塗布圧力に反映させるものである。
【0007】
(2)前記圧力センサにより検出されたシーラ塗布圧力を記憶し、かかるシーラ塗布圧力が次塗布サイクルの準備圧力となるよう、前記サーボモータを制御する制御手段を備えるシーラ塗布装置(請求項1)。
本項に記載のシーラ塗布装置は、制御手段によって、圧力センサにより検出されたシーラ塗布圧力を記憶し、かかるシーラ塗布圧力が次塗布サイクルの準備圧力となるよう、サーボモータを制御する。そして、次塗布サイクルの塗布開始時点での、シーラ塗布圧力を最適化し、シーラ塗布量や、塗布始めの位置を安定させるものである。
【0008】
(3)前記制御手段には、シーラ塗布開始から前記圧力センサによる圧力検知を開始するまでの時間を設定する、タイマが設けられているシーラ塗布装置(請求項2)。
本項に記載のシーラ塗布装置は、タイマによって、シーラ塗布開始から圧力センサによる圧力検知を開始するまでの時間を設定することで、シーラ経路内のシーラ塗布圧力が安定した時点で、当該圧力検知を行うものである。なお、タイマの時間設定は、少なくとも、シーラ塗布対象物の大きさ、前記ロボットアームの作動速度を勘案して設定されるものである。
【0009】
(4)上記(1)から(3)項記載のシーラ塗布装置において、圧力センサによりシーラ塗布圧力を検出し、かかるシーラ塗布圧力を次塗布サイクルの準備圧力とし、次塗布時のシーラ塗布圧力を圧力センサにより検出して、更に次の塗布サイクルの準備圧力とする吐出量制御方法(請求項3)。
本項に記載のシーラ塗布装置の吐出量制御方法は、ホースの変形に起因する圧力損失が排除されたシーラ経路の圧力を圧力センサにより検知し、かかるシーラ塗布圧力を次塗布サイクルの準備圧力として、次サイクルの塗布を開始する。そして、次塗布時のシーラ塗布圧力を圧力センサにより検出し、更に次の塗布サイクルの準備圧力とする。これにより、次塗布サイクルの塗布開始時点での、シーラ塗布圧力を最適化し、シーラ塗布始めのシーラ塗布量や、塗布始めの位置を安定させるものである。
【0010】
(5)上記(4)項において、シーラ塗布開始から前記圧力センサによる圧力検知を開始するまでの時間を、少なくとも、シーラ塗布対象物の大きさ、前記ロボットアームの作動速度を勘案して設定する吐出量制御方法(請求項4)。
本項に記載のシーラ塗布装置の吐出量制御方法は、シーラ塗布開始から圧力センサによる圧力検知を開始するまでの時間を、少なくとも、シーラ塗布対象物の大きさ、ロボットアームの作動速度を勘案して設定することで、これらの条件毎に、シーラ塗布圧力が安定した時点での圧力検知を可能とするものである。
【発明の効果】
【0011】
本発明はこのように構成したので、塗布ガンから吐出されるシーラ圧力を監視し、吐出圧力を制御して、シーラ塗布圧力を最適化し、シーラ塗布始めのシーラ塗布量や、塗布始めの位置の安定化を実現することができる。
【図面の簡単な説明】
【0012】
【図1】本発明の実施の形態に係るシーラ塗布装置の概略図である。
【図2】図1に示されるシーラ塗布装置の、サーボモータ付き容積形ポンプ、塗布ガン及びバルブが一体化された塗布ガンアッセンブリの要部を示すものであり、(a)はバルブ側の側面図、(b)は断面図、(c)は塗布ガン側の側面図である。
【図3】図2に示される塗布ガンアッセンブリの全体図であり、(a)はバルブ側の側面図、(b)は正面図である。
【図4】図2に示される塗布ガンアッセンブリ内部の、シーラ経路に配置された圧力センサの単体図であり、(a)は側面図、(b)は正面図である。
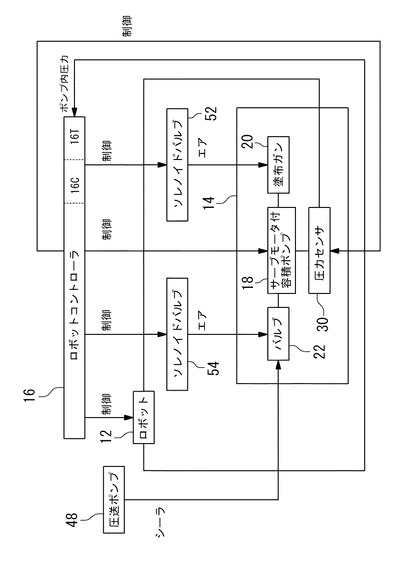
【図5】図1に示されるシーラ塗布装置の、制御系統の構成を示すブロック図である。
【図6】図1に示されるシーラ塗布装置の、制御手段にて実行される制御フローである。
【発明を実施するための形態】
【0013】
以下、本発明を実施するための最良の形態を添付図に基づいて説明する。なお、従来技術と同一部分若しくは相当する部分については、詳しい説明を省略する。
本発明の実施の形態に係るシーラ塗布装置10は、図1に示される、ロボットアーム12と、ロボットアーム12の先端に装着された塗布ガンアッセンブリ14と、制御手段16とを含むものである。塗布ガンアッセンブリ14は、図2、図3に示されるように、サーボモータ付き容積形ポンプ18と、塗布ガン20と、サーボモータ付き容積形ポンプ18にシーラを供給するためのバルブ22とが一体化されたものである。
【0014】
サーボモータ付き容積形ポンプ18は、サーボモータ26の回転軸の回転運動が、送りねじ機構28によって直線運動へと高精度に変換されることで、ピストン24を往復動作させるものである。そして、ピストン24の変位によるシリンダ室18cの容積変化により、シリンダ壁に形成された流入孔18aからシリンダ室18cへのシーラの流入、及び、シリンダ室18cから流出孔18bを介したシーラの吐出が行われるものである。又、シリンダ室18cのシリンダ壁には、図4に示される圧力センサ30の取付け孔18dが形成されている。
なお、圧力センサ30は、静電容量式圧力センサ、半導体圧力センサ等が適宜用いられる。そして、図4に示される挿入部30aが、サーボモータ付き容積形ポンプ18の取付け孔18dに挿入され、ねじ30bによってシリンダ室18cのシリンダ壁に固定されるものである。符号30cは電気ケーブル、符号30dは電気接続用のソケットである。
【0015】
塗布ガン20は、エアシリンダ32とばね34とにより往復運動するバルブロッド36を備えている。そして、ガン本体に形成された流入孔20aと流出孔20bとをつなぐシーラ経路に配置されたバルブシート20cを、バルブロッド36の先端部で開閉することにより、シリンダ室18cから吐出されるシーラの吐出制御を行うものである。エアシリンダ32は、開エア供給孔20dに作動制御用のエア供給を受けることで上昇し、閉エア供給孔20eに作動制御用のエア供給を受けることで下降するものである。
塗布ガン20とサーボモータ付き容積形ポンプ18とは、流入孔20aと、流出孔18bとが密閉状態で連通するように、固定ねじ38等を用いて固定される。又、流出孔20bには、図3に示されるように、塗布対象物へとシーラを吐出するノズル40が装着される。
【0016】
バルブ22は、エアシリンダ42とばね44とにより往復運動するバルブロッド46を備えている。そして、バルブ本体に形成された流入孔22aと流出孔22bとをつなぐシーラ経路に配置されたバルブシート22cを、バルブロッド46の先端部で開閉することにより、シリンダ室18cへと供給するシーラの流量制御を行うものである。エアシリンダ42は、開エア供給孔22dに作動制御用のエア供給を受けることで上昇し、閉エア供給孔22eに作動制御用のエア供給を受けることで下降するものである。
バルブ22とサーボモータ付き容積形ポンプ18とは、流出孔22bと、流入孔18aとが密閉状態で連通するように、固定ねじ38等を用いて固定される。又、流入孔22aは、図5に概略図示されたシーラの圧送ポンプ48に対して、図1に示されるホース50を介して接続されることで、適宜、シーラの供給を受ける。
【0017】
したがって、塗布ガンアッセンブリ14内部のシーラ経路は、バルブ22の流入孔22a、バルブシート22c、流出孔22b、サーボモータ付き容積形ポンプ18の流入孔18a、シリンダ室18c、流出孔18b、塗布ガン20の、流入孔20a、バルブシート20c、流出孔20bで構成される。このため、ホース等の弾性変形する管路構成が一切排除された、シーラ経路となっている。
【0018】
又、図5に示されるように、本発明の実施の形態に係るシーラ塗布装置10は、ロボットコントローラ16内に、サーボモータ付き容積形ポンプ18、塗布ガン20及びバルブ22の、制御手段16Cが構成されている。又、ロボットコントローラ16内には、シーラ塗布開始から、圧力センサ30による圧力検知を開始するまでの時間を設定する、タイマ16Tが設けられている。そして、制御手段16Cから、サーボモータ付き容積形ポンプ18の、サーボモータ26(図3)の制御信号と、塗布ガン20及びバルブ22に作動制御用のエアを供給するソレノイドバルブ52、54の制御信号とが送信される。又、圧力センサ30の検知信号が制御手段16Cへと送信され、記憶される。
なお、制御手段16C及びタイマ16Tは、例えば、ロボットコントローラ16を構成するマイクロコンピュータ等の演算装置に、図6に示されるフローを実行するための制御ロジックを構築することで、ロボットコントローラ16におけるロボットアーム12の設定入力と共に、制御手段及びタイマの設定入力を行うことができる。
【0019】
ここで、図6を参照しながら、制御手段16Cにより実行される制御フローを説明する。
S100:準備圧力の自動設定機能がON設定されているか否かを把握する。
S110:S100において、準備圧力の自動設定機能がON設定されている場合には、次塗布サイクルの準備圧力を、前サイクルにおいて圧力センサ30により検知された圧力(S140)に設定する。具体的には、制御手段16Cから、サーボモータ付き容積形ポンプ18のサーボモータ26に対して、ピストン24を前進方向へと駆動する制御信号を送信し、シリンダ室18cに満たされたシーラに圧力を付与する。この圧力を圧力センサ30で検知して、所望の圧力へと調整する。又、この時、制御手段16Cからは、ソレノイドバルブ52(図5)に対しては、塗布ガン20の閉エア供給孔20eに作動制御用のエア供給を行う位置に切替える制御信号を送信する。一方、ソレノイドバルブ54(図5)に対しては、バルブ22の閉エア供給孔22eに作動制御用のエア供給を行う位置に切替える制御信号を送信する。なお、S100において、準備圧力の自動設定機能がON設定されていない場合には、S210へと移行する。
【0020】
S120:シーラ塗布を開始する。具体的には、制御手段16Cから、ソレノイドバルブ52(図5)に対して、塗布ガン20の開エア供給孔20dに作動制御用のエア供給を行う位置に切替える制御信号を送信し、バルブシート20cからバルブロッド36の先端部を開放する。これと共に、サーボモータ26に対して、ピストン24を前進方向へと駆動する制御信号を送信する。一方、ソレノイドバルブ54に対しては、引き続き、バルブ22の閉エア供給孔22eに作動制御用のエア供給を行う位置を維持する制御信号を送信する。そして、塗布ガン20の流出孔20bから、ノズル40を介してシーラを吐出させる。
S130:タイマ16Tにおいて、シーラ塗布開始(S120)からの経過時間を計測する。なお、タイマの時間設定は、少なくとも、シーラ塗布対象物の大きさ、ロボットアーム12の作動速度を勘案して設定される。
S140:タイマ16Tで計測されるシーラ塗布開始からの経過時間が、所定時間となった時点で、制御手段16Cから圧力センサ30に対して、塗布ガンアッセンブリ14内部のシーラ経路の、圧力読み取り信号を送信する。そして、圧力センサ30の検知信号が制御手段16Cへと送信され、「前サイクル圧力」として記憶される。
【0021】
S150:制御手段16Cではロボットコントローラ16と連携して、ロボットアーム12のシーラ塗布動作の完了を把握し、シーラ塗布を完了する。具体的には、制御手段16Cから、ソレノイドバルブ52に対して、塗布ガン20の閉エア供給孔20eに作動制御用のエア供給を行う位置に切替える制御信号を送信し、バルブシート20cをバルブロッド36の先端部で閉鎖する。これと共に、必要に応じ、サーボモータ26を停止する制御信号を送信する。一方、ソレノイドバルブ54に対しては、引き続き、バルブ22の閉エア供給孔22eに作動制御用のエア供給を行う位置を維持する制御信号を送信する。そして、ノズル40からのシーラの吐出を停止させる。
S160:一回のシーラ塗布サイクルが終了し、S100へと戻る。
【0022】
S210:S100において、準備圧力の自動設定機能がON設定されていない場合には、次塗布サイクルの準備圧力を、任意の圧力に設定する。
S220:S210で設定された任意の圧力で、シーラ塗布を開始する。具体的には、制御手段16Cから、ソレノイドバルブ52に対して、塗布ガン20の開エア供給孔20dに作動制御用のエア供給を行う位置に切替える制御信号を送信し、バルブシート20cからバルブロッド36の先端部を開放する。これと共に、サーボモータ26に対して、ピストン24の前進方向へと駆動する制御信号を送信する。一方、ソレノイドバルブ54に対しては、引き続き、バルブ22の閉エア供給孔22eに作動制御用のエア供給を行う位置を維持する制御信号を送信する。そして、塗布ガン20の流出孔20bから、ノズル40を介してシーラを吐出させる。
この際にも、必要に応じて、制御手段16Cから圧力センサ30に対して、塗布ガンアッセンブリ14内部のシーラ経路の、圧力読み取り信号を送信する。そして、圧力センサ30の検知信号が制御手段16Cへと送信され、サーボモータ26の制御にフィードバックされる。
【0023】
なお、シリンダ室18cは、複数回のシーラ塗布サイクル分の容積が確保されており(例えば40cc)、所定回数の塗布サイクルの実施の後に、適宜、シーラの補充が行われる。このシーラの補充の際には、制御手段16Cから、ソレノイドバルブ52に対して、塗布ガン20の閉エア供給孔20eに作動制御用のエア供給を行う位置に切替える制御信号を送信し、バルブシート20cをバルブロッド36の先端部で閉鎖する。これと共に、サーボモータ26に対して、ピストン24の後退方向へと駆動する制御信号を送信する。一方、ソレノイドバルブ54に対しては、バルブ22の開エア供給孔22dに作動制御用のエア供給を行う位置へと切替える制御信号を送信する。そして、バルブシート22cからバルブロッド46の先端部を開放する。これにより、バルブ22の流入孔22aからシーラを流入させ、流出孔22b、流入孔18aを介して、シリンダ室18cへとシーラを供給する。
【0024】
さて、上記構成をなす、本発明の実施の形態によれば、次のような作用効果を得ることが可能である。まず、本発明の実施の形態に係るシーラ塗布装置によれば、サーボモータ付き容積形ポンプ18と、塗布ガン20とが一体化されることで、両者を連結するシーラ経路からホースを排除し、シーラの圧力に起因する変形により、シーラ経路圧力損失が発生することを回避することができる。そして、塗布ガンアッセンブリ14内の、シーラ経路の圧力を圧力センサ30により検知し、シーラ塗布圧力に反映させる。その結果、温度変化等によりシーラの粘度が変化しても、常に所定の流量で、必要な場所にシーラを塗布することが可能となり、シーラ塗布始めのシーラ塗布量や、塗布始めの位置を安定させることができる。
【0025】
より具体的には、制御手段16Cによって、圧力センサ30により検出されたシーラ塗布圧力を記憶し、かかるシーラ塗布圧力が次塗布サイクルの準備圧力となるよう、サーボモータ26を制御する。そして、次塗布サイクルの塗布開始時点での、シーラ塗布圧力を最適化し、シーラ塗布量や、塗布始めの位置を安定させることができる。
又、タイマ16Tによって、シーラ塗布開始から圧力センサによる圧力検知を開始するまでの時間を設定することで、シーラ経路内のシーラ塗布圧力が安定した時点で、信頼性の高い圧力検知を行い、次塗布サイクルの準備圧力に反映させることが可能となる。
【符号の説明】
【0026】
10:シーラ塗布装置、12:ロボットアーム、14:塗布ガンアッセンブリ、16:ロボットコントローラ、16C:制御手段、16T:タイマ、18:サーボモータ付き容積形ポンプ、18a:流入孔、18b:流出孔、18c:シリンダ室、18d:取付孔、20:塗布ガン、20a:流入孔、20b:流出孔、20c:バルブシート、22:バルブ、22a:流入孔、22b:流出孔、22c:バルブシート、24:ピストン、26:サーボモータ、30:圧力センサ
【特許請求の範囲】
【請求項1】
ロボットアームの先端に装着された、サーボモータ付き容積形ポンプと塗布ガンとが一体化された塗布ガンアッセンブリと、
該塗布ガンアッセンブリ内部のシーラ経路に配置された圧力センサと、
前記圧力センサにより検出されたシーラ塗布圧力を記憶し、かかるシーラ塗布圧力が次塗布サイクルの準備圧力となるよう、前記サーボモータを制御する制御手段とを備えることを特徴とするシーラ塗布装置。
【請求項2】
前記制御手段には、シーラ塗布開始から前記圧力センサによる圧力検知を開始するまでの時間を設定する、タイマが設けられていることを特徴とする請求項1記載のシーラ塗布装置。
【請求項3】
請求項1又は2記載のシーラ塗布装置において、圧力センサによりシーラ塗布圧力を検出し、かかるシーラ塗布圧力を次塗布サイクルの準備圧力とし、次塗布時のシーラ塗布圧力を圧力センサにより検出して、更に次の塗布サイクルの準備圧力とすることを特徴とする吐出量制御方法。
【請求項4】
シーラ塗布開始から前記圧力センサによる圧力検知を開始するまでの時間を、少なくとも、シーラ塗布対象物の大きさ、前記ロボットアームの作動速度を勘案して設定することを特徴とする請求項3記載の吐出量制御方法。
【請求項1】
ロボットアームの先端に装着された、サーボモータ付き容積形ポンプと塗布ガンとが一体化された塗布ガンアッセンブリと、
該塗布ガンアッセンブリ内部のシーラ経路に配置された圧力センサと、
前記圧力センサにより検出されたシーラ塗布圧力を記憶し、かかるシーラ塗布圧力が次塗布サイクルの準備圧力となるよう、前記サーボモータを制御する制御手段とを備えることを特徴とするシーラ塗布装置。
【請求項2】
前記制御手段には、シーラ塗布開始から前記圧力センサによる圧力検知を開始するまでの時間を設定する、タイマが設けられていることを特徴とする請求項1記載のシーラ塗布装置。
【請求項3】
請求項1又は2記載のシーラ塗布装置において、圧力センサによりシーラ塗布圧力を検出し、かかるシーラ塗布圧力を次塗布サイクルの準備圧力とし、次塗布時のシーラ塗布圧力を圧力センサにより検出して、更に次の塗布サイクルの準備圧力とすることを特徴とする吐出量制御方法。
【請求項4】
シーラ塗布開始から前記圧力センサによる圧力検知を開始するまでの時間を、少なくとも、シーラ塗布対象物の大きさ、前記ロボットアームの作動速度を勘案して設定することを特徴とする請求項3記載の吐出量制御方法。
【図1】


【図2】

【図3】
【図4】
【図5】
【図6】

【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−5921(P2012−5921A)
【公開日】平成24年1月12日(2012.1.12)
【国際特許分類】
【出願番号】特願2010−141676(P2010−141676)
【出願日】平成22年6月22日(2010.6.22)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【出願人】(592001403)株式会社IEC (5)
【Fターム(参考)】
【公開日】平成24年1月12日(2012.1.12)
【国際特許分類】
【出願日】平成22年6月22日(2010.6.22)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【出願人】(592001403)株式会社IEC (5)
【Fターム(参考)】
[ Back to top ]