
シーラ塗布装置
【課題】正確にシーラ塗布できるシーラ塗布装置を提供すること。
【解決手段】ワークに対してシーラを吐出する塗布ノズル65を備えるシーラ塗布装置1において、供給管71には、前記塗布ノズル65近傍に配置された切替バルブ74と、当該切替バルブ74よりも前記塗布ノズル65から離間した位置に配置されたカットオフバルブ76と、が設けられ、シーラの吐出または遮断に際して、前記切替バルブ74の動作タイミングと前記カットオフバルブ76の動作タイミングとを離間させる制御部75を備えることを特徴とするシーラ塗布装置1である。
【解決手段】ワークに対してシーラを吐出する塗布ノズル65を備えるシーラ塗布装置1において、供給管71には、前記塗布ノズル65近傍に配置された切替バルブ74と、当該切替バルブ74よりも前記塗布ノズル65から離間した位置に配置されたカットオフバルブ76と、が設けられ、シーラの吐出または遮断に際して、前記切替バルブ74の動作タイミングと前記カットオフバルブ76の動作タイミングとを離間させる制御部75を備えることを特徴とするシーラ塗布装置1である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、シーラ塗布装置に関する。詳しくは、自動車のボディの表面にシーラを塗布するシーラ塗布装置に関する。
【背景技術】
【0002】
従来より、自動車のボディの製造工程では、ボディに取り付けられたドアの板合わせ部(以下、「ヘミング部」という)に、シーラ塗布装置を用いてシーラを塗布することが行われている。シーラは高粘度の液体であり、このシーラをヘミング部に塗布することにより、発錆や水漏れを防止する。
シーラ塗布装置としては、ロボットアームの先端に塗布ノズルを備え、自動でシーラの塗布を行うシーラ塗布装置などが用いられる。
また、シーラの塗布に際しては、正確な位置に適量のシーラを塗布することが望まれる。
【0003】
例えば、シーラ塗布位置をティーチングにより記憶したシーラガンを有するシーラ塗布用ロボットと、このシーラ塗布用ロボットに取り付けられたカメラと、を備えるシーラ塗布装置が提案されている(特許文献1参照)。
このシーラ塗布装置は、ワークの現在位置を3次元測定する測定手段と、測定手段により得られたワークの現在位置と記憶手段に記憶されたシーラ塗布用ロボットの基準位置とを比較し、この比較結果に基づいてティーチングデータを補正する補正手段と、を備える。
【0004】
このシーラ塗布装置では、カメラにより検出した位置データを測定手段に転送し、測定手段によりワークの現在位置を測定する。次いで、測定されたワークの現在位置と、予め記憶手段に記憶されたティーチングに基づくロボットの基準位置とを比較する。次いで、この比較結果に基づいて、補正手段によりティーチングデータを補正し、シフト量を与えたデータをロボットに転送する。これにより、正確なシーラ塗布作業が可能となる。
【0005】
ところで、シーラ塗布装置には、ワークに塗布ノズルを当接させた状態でシーラを塗布する接触式と、ワークに対して塗布ノズルが非接触の状態でシーラを塗布する非接触式とがある。
接触式のシーラ塗布装置は、ロボットアームの中心軸方向に延びる塗布ノズルと、この塗布ノズルの先端の近傍に、塗布ノズルの延出方向に延びるガイド部と、を備え、ガイド部の側部をワークの端縁に当接させた状態で、シーラを塗布する。このため、接触式のシーラ塗布装置は、平面構造体のヘミング部などにしか適用できず、ドアサッシの付根などの立体構造部位やドアヒンジなどの狭い部位のヘミング部には、非接触式のシーラ塗布装置が用いられる。
【0006】
従って、平面構造と立体構造とが組み合わさったワークに対しては、接触式のシーラ塗布装置または非接触式のシーラ塗布装置のいずれか一方を用い、塗布できない部位については人間が手作業で行うか、あるいは、接触式のシーラ塗布装置と非接触式のシーラ塗布装置を併用し、部位に応じてシーラ塗布装置の切替えを行う必要があった。
【0007】
ここで、例えば、ロボットアームの先端に、複数の塗布ノズルを取り付けることが可能なシーラ塗布装置が提案されている(特許文献2参照)。
このシーラ塗布装置は、ロボットアームの先端に設けられた緩衝機構と、この緩衝機構に固定されたハウジングに取り付けられたサイズや仕様の異なる複数の取り付け金具と、これら複数の取り付け金具に取り付けられた複数の塗布ノズルと、を備える。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2001−905号公報
【特許文献2】特開2007−203245号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、特許文献1のシーラ塗布装置では、カメラが塗布ノズルの側部に取り付けられているため、カメラがワークや他の生産設備に干渉するおそれがあった。
また、特許文献2のシーラ塗布装置では、ロボットアームの先端に複数の塗布ノズルが円環状に配置されるため、これら複数の塗布ノズルがワークや他の生産設備に干渉するおそれがあった。
また、特許文献2のシーラ塗布装置は、接触式のシーラ塗布装置であり、接触式の塗布ノズルと非接触式の塗布ノズルの両方を備えるものではない。従って、ワークの外周部のうち、曲がりの曲率が大きい部位については、手作業で行う必要があった。
【0010】
本発明は上記に鑑みてなされたものであり、その目的は、正確なシーラ塗布作業を可能とするシーラ塗布装置を提供することにある。また、正確にシーラ塗布でき、かつワークや他の生産設備に干渉するのを防止できるシーラ塗布装置を提供することにある。さらには、接触式の塗布ノズルと非接触式の塗布ノズルの両方を装備した場合であっても、正確にシーラ塗布でき、かつワークや他の生産設備に干渉するのを防止できるシーラ塗布装置を提供することにある。
【課題を解決するための手段】
【0011】
上記目的を達成するため本発明は、ワーク(例えば、後述のボディ2およびドア3)に対してシーラを吐出する塗布ノズル(例えば、後述の塗布ノズル65)を備えるシーラ塗布装置(例えば、後述のシーラ塗布装置1)において、シーラ供給経路(例えば、後述の供給管71)には、前記塗布ノズルの近傍に配置された第1のバルブ(例えば、後述の切替バルブ74)と、当該第1のバルブよりも前記塗布ノズルから離間した位置に配置された第2のバルブ(例えば、後述のカットオフバルブ76)と、が設けられ、シーラの吐出または遮断に際して、前記第1のバルブの動作タイミングと前記第2のバルブの動作タイミングとを離間させる制御手段(例えば、後述の制御部75)を備えることを特徴とする。
即ち、この発明のシーラ塗布装置は、第1のバルブにより塗布ノズルとシーラ供給経路とを連通させてシーラの塗布を開始する際にはシーラ供給経路を遮断する一方で、シーラの塗布開始から所定時間が経過した後には第2のバルブによりシーラ供給経路を開放するカットオフ手段(例えば、後述のカットオフバルブ76、制御部75)を備える。
【0012】
この発明によれば、シーラ塗布開始時にはシーラ供給経路を遮断し、シーラ塗布開始から所定時間が経過した後にはシーラ供給経路を開放する。即ち、シーラ塗布を開始するに際し、使用する塗布ノズルとシーラ供給経路とを第1のバルブにより連通させるときには、第2のバルブによりシーラ供給経路を遮断しておく。そして、シーラ塗布開始から所定時間が経過した後に、第2のバルブによりシーラ供給経路を開放する。
これにより、シーラ塗布を開始するまでの待機時間中に、シーラ中に含まれる溶剤成分が揮発してシーラ供給経路の内圧が高まった場合であっても、シーラ塗布開始時に内圧が高まった状態で一気に塗布ノズルから吐出されたシーラの先端がハンマー状に膨らむ、いわゆるハンマーヘッドの発生を防止でき、より正確にシーラ塗布できる。
【0013】
また、シーラ塗布の終了に際しては、先ず、第2のバルブによりシーラ供給経路を遮断し、次いで第1のバルブにより塗布ノズルとシーラ供給経路とを遮断する。これにより、塗布したシーラの終端の膨らみを防止することができ、より正確にシーラ塗布できる。
【0014】
なお、この発明の適用範囲は、ロボットを備える自動シーラ塗布装置によるシーラ塗布に限られず、手動によるシーラ塗布にも適用できる。
【0015】
また、前記シーラ塗布装置は、複数の塗布ノズルを備え、前記シーラ供給経路は、1本のシーラ供給管(例えば、後述の供給管71)と、この1本のシーラ供給管からそれぞれ分岐して前記塗布ノズルに至る複数のノズル用配管(例えば、後述のノズル用配管79)と、を含んで構成され、前記制御手段は、シーラの吐出に際して前記第1のバルブを制御することにより、前記複数のノズル用配管のうちのいずれか1つを選択するように構成することが好ましい。
より具体的には、本発明のシーラ塗布装置は、前記塗布ノズルにシーラを供給するシーラ供給装置(例えば、後述のシーラ供給装置70)をさらに備え、当該シーラ供給装置は、シーラを貯留するタンクと前記塗布ノズルに通ずるノズル用配管とを連結する1本のシーラ供給管と、当該シーラ供給管を流通するシーラの流量を検出する流量検出手段(例えば、後述の流量計72)と、前記シーラ供給管に設けられた流量調整バルブ(例えば、後述の流量調整バルブ73)と、前記複数の塗布ノズルのそれぞれに設けられ、当該塗布ノズルに通ずるノズル用配管と前記シーラ供給管とを連通または遮断する第1のバルブを備える切替手段(例えば、後述の切替バルブ74、制御部75)と、前記流量検出手段により検出されたシーラの流量に基づいて前記流量調整バルブを制御することにより、前記切替手段により前記シーラ供給管と連通されたノズル用配管および塗布ノズルから吐出するシーラの塗布量を制御する塗布量制御手段(例えば、後述の制御部75)と、を備えることが好ましい。
【0016】
この発明によれば、接触式と非接触式の両方を含む複数の塗布ノズルを備える場合であっても、複数の塗布ノズルのそれぞれに、当該塗布ノズルとシーラ供給管とを連通または遮断する第1のバルブを設けることにより、シーラを貯留するタンクからシーラを供給するためのシーラ供給管を1本で構成することができる。また、この発明によれば、シーラ供給管を流通するシーラの流量を検出し、検出されたシーラの流量に基づいて、シーラ供給管に設けた流量調整バルブをフィードバック制御できる。
これにより、1本のシーラ供給管で接触式の塗布ノズルと非接触式の塗布ノズルの両方へシーラを供給でき、シーラ供給管がワークや他の生産設備と干渉するのを防止できる。また、シーラ供給管を流通するシーラの流量に基づいて、シーラ供給管に設けられた流量調整バルブをフィードバック制御するため、塗布ノズルから吐出するシーラの塗布量を最適化でき、より正確にシーラ塗布できる。
【0017】
また、この発明では、前記シーラ塗布装置が、多軸ロボットに搭載されていることが好ましく、前記塗布ノズルと前記多軸ロボットの本体の中間部分に、ワーク検出用の画像センサが設けられていることが好ましい。
より具体的には、ワークに対してシーラを吐出する塗布ノズルと、アーム(例えば、後述の第2アーム22)の先端に取り付けられたブラケット(例えば、後述のブラケット30)により緩衝機構(例えば、後述の緩衝機構50)を介して当該塗布ノズルを支持しかつ当該塗布ノズルの3次元上の位置を変化させる多軸ロボット(例えば、後述のロボット10)と、を備えるシーラ塗布装置であって、前記ブラケットは、前記アームの中心軸(例えば、後述の第2アームの中心軸22C)の延長線上に重心を有しかつ前記アームの幅寸法と略同等以下の幅寸法を有する箱型のブラケットケース(例えば、後述のブラケットケース31)を有し、前記シーラ塗布装置は、前記ブラケットケース内に収納されかつ前記ワークの3次元上の位置を検出するセンシング手段としての画像センサ(例えば、後述のカメラ40)を備えることが好ましい。
【0018】
この発明によれば、ワークの3次元上の位置を検出するセンシング手段としての画像センサを、塗布ノズルと多軸ロボットの本体の中間部分、具体的には、アームの中心軸の延長線上に重心を有しかつアームの幅寸法と略同等以下の幅寸法を有する箱型のブラケットケース内に収納した。即ち、ブラケットの一部を、センシング手段のカバーとして利用する構成とした。
これにより、本発明に係るシーラ塗布装置は、センシング手段としての画像センサを備えるため、ワークの3次元上の位置、ロボットの動作および補正基準点となるワークの基準位置を正確に検出でき、シーラ塗布が必要な部位に正確にシーラ塗布できる。また、センシング手段が、アームの中心軸の延長線上に重心を有しかつアームの幅寸法と略同等以下の幅寸法を有する箱型のブラケットケース内に収納されているため、ロボットの動作中に、センシング手段がワークや他の生産設備と干渉するのを防止できる。
【0019】
また、この発明では、前記塗布ノズルとして、ノズルの先端近傍にガイド部(例えば、後述のガイド部67A,67B)を有しかつ当該ガイド部を前記ワークに当接させた状態でシーラを吐出する接触式塗布ノズル(例えば、後述の接触式塗布ノズル65A,65B)と、ガイド部を有さずに前記ワークに非接触の状態でシーラを吐出する非接触式塗布ノズル(例えば、後述の非接触式塗布ノズル65C)とを、それぞれ少なくとも1つずつ備え、これら複数の塗布ノズルは、前記アームの中心軸に直交する方向に一列に配置されていることが好ましい。
【0020】
この発明によれば、アームの先端に複数の塗布ノズルを備え、これら複数の塗布ノズルをアームの中心軸に直交する方向に一列に配置させた。また、複数の塗布ノズルとして、接触式の塗布ノズルと非接触式の塗布ノズルとを、それぞれ少なくとも1つずつ備える構成とした。
これにより、複数の塗布ノズルがアームの中心軸に直交する方向に一列に配置されているため、アームを適宜旋回・移動させることにより、塗布ノズルがワークや他の生産設備と干渉することなく、狭い部位などにもシーラを塗布できる。また、ワークや他の生産設備との干渉を防止しつつ、接触式の塗布ノズルと非接触式の塗布ノズルの両方を装備できるため、平面構造と立体構造とが組み合わさったワークに対しても、1台のシーラ塗布装置でワークの全ての部位をシーラ塗布できる。
【発明の効果】
【0021】
本発明によれば、正確にシーラ塗布できるシーラ塗布装置を提供できる。また、正確にシーラ塗布でき、かつワークや他の生産設備に干渉するのを防止できるシーラ塗布装置を提供できる。さらには、接触式の塗布ノズルと非接触式の塗布ノズルの両方を装備した場合であっても、正確にシーラ塗布でき、かつワークや他の生産設備に干渉するのを防止できるシーラ塗布装置を提供できる。
【図面の簡単な説明】
【0022】
【図1】本発明の一実施形態に係るシーラ塗布装置の側面図である。
【図2】前記実施形態に係るシーラ塗布装置の部分拡大側面図である。
【図3】前記実施形態に係るシーラ塗布装置の部分拡大斜視図である。
【図4】緩衝機構の要部断面図である。
【図5】前記実施形態に係るシーラ塗布装置の部分拡大平面図である。
【図6】接触式のシーラ塗布ノズルを説明するための図である。
【図7】非接触式のシーラ塗布ノズルを説明するための図である。
【図8】塗布ノズルの切換位置を説明するための図である。
【図9】シーラ供給装置の構成を示す模式図である。
【図10】ガンの部分拡大断面図である。
【図11】ハンマーヘッドを説明するための図である。
【図12】塗布ノズル切換部分における塗布シーラの状態を示す図である。
【発明を実施するための形態】
【0023】
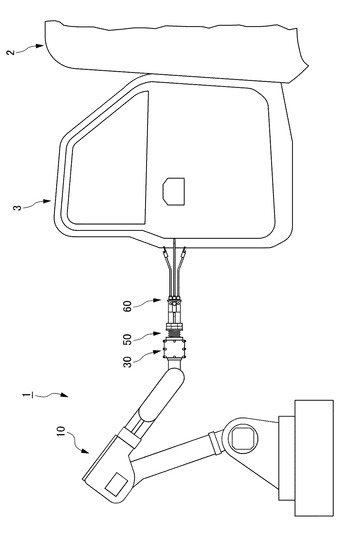
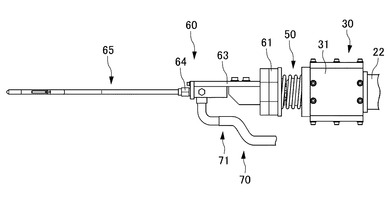
図1は、本発明の一実施形態に係るシーラ塗布装置1の側面図である。
シーラ塗布装置1は、生産ライン上を搬送されるボディ2の左側に取り付けられたドア3の周縁のヘミング部の他、ドアサッシの付根部位やドアヒンジ部位のヘミング部などに対して、シーラを塗布する。また、これに限らず、シーラ塗布装置1は、その他のシーリング部位にシーラを塗布することもできる。
シーラ塗布装置1は、シーラを吐出する塗布ユニット60と、後述する第2アームの先端に取り付けられたブラケット30により緩衝機構50を介して塗布ユニット60を支持し、かつこの塗布ユニット60の3次元上の位置を変化させるロボット10と、を備える。
【0024】
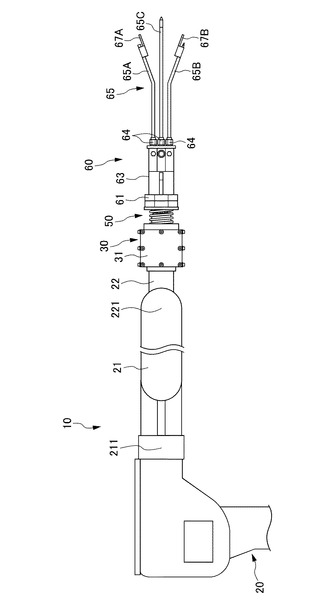
図2は、シーラ塗布装置1の部分拡大側面図である。
ロボット10は、ロボット本体20と、このロボット本体20に軸支された第1アーム21と、この第1アーム21の先端に軸支された第2アーム22と、を備える。
【0025】
第1アーム21は、第1軸211でロボット本体20に軸支される。この第1軸211は、第1アーム21の軸方向とロボット本体20との成す角度を変化させる。
第2アーム22は、第2軸221で第1アーム21に軸支される。この第2軸221は、第1アーム21の軸方向と第2アーム22の軸方向との成す角度を変化させる。
【0026】
第2アーム22の先端には、緩衝機構50を介して塗布ノズル65を支持するブラケット30を構成する箱型のブラケットケース31が取り付けられる。
ブラケットケース31は、第1アーム21および第2アーム22の中心軸の延長線上に重心および中心軸を有する。ブラケットケース31は、中空の略立方体形状であり、その幅寸法は、第1アーム21の幅寸法と略同等である。なお、ブラケットケース31の幅寸法は、第1アーム21の幅寸法と略同等以下であればよく、第1アーム21の幅寸法を超えない範囲で適宜設定される。
【0027】
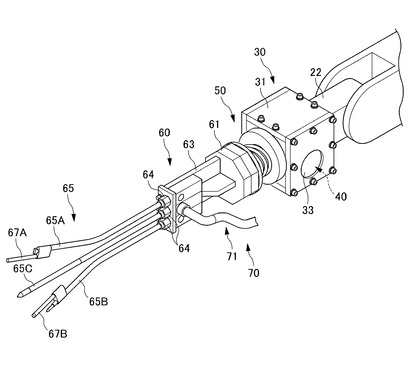
図3は、シーラ塗布装置1の部分拡大斜視図である。
図3に示すように、ブラケットケース31の右側面には、円形の孔33が設けられる。ブラケットケース31内には、ボディ2やドア3の3次元上の位置を検出するセンシング手段としての画像センサであるカメラ40が収納されている。カメラ40は、孔33にレンズを臨ませてブラケットケース31内に収納されており、ドア3の内側に付されたマーカを、孔33を通して撮像することにより、ボディ2やドア3の3次元上の位置を検出する。
なお、本実施形態のシーラ塗布装置1は、ボディ2の左側のドア3に対してシーラを塗布するものであるため、ブラケットケース31の右側面に孔33が設けられるが、ボディ2の右側のドア3に対してシーラを塗布する場合には、ブラケットケースの左側面に孔を設ける。即ち、シーラ塗布時に、マーカが付されたドア3の内側と対向する面に、孔を設ける。
【0028】
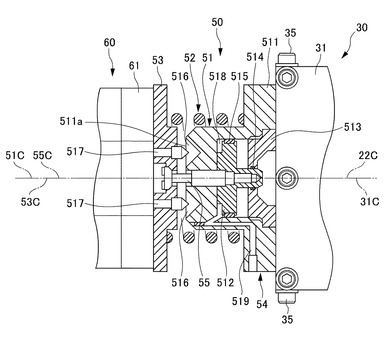
図4は、緩衝機構50の要部断面図である。
緩衝機構50は、第2アーム22に支持されたブラケットケース31の先端にフランジ部54を介して取り付けられたシリンダユニット51と、このシリンダユニット51に取り付けられたフローティングベース53と、シリンダユニット51の外周に配置されてフローティングベース53とシリンダユニット51の間に介在する圧縮ばね52と、を備える。
【0029】
シリンダユニット51のフランジ部54は、ボルト35によりブラケットケース31の先端に固定される。
シリンダユニット51はピストンロッド55を備え、このピストンロッド55は、フローティングベース53に連結され、フローティングベース53を傾動可能に支持する。
圧縮ばね52は、フローティングベース53を、ピストンロッド55の前進方向に付勢する。
シーラ塗布ユニット60は、フローティングベース53に取り付けられるため、シーラ塗布ユニット60は、ピストンロッド55が伸長するとともに移動する。
【0030】
緩衝機構50のシリンダユニット51は、本体となるシリンダケース511と、このシリンダケース511の内部に摺動可能に設けられたピストン512と、このピストン512から延出するピストンロッド55と、を備える。513は蓋部材であり、514、515はシール部材である。
また、シリンダユニット51は、ピストンロッド55の軸心55Cが、第2アーム22の中心軸の延長線22Cおよびブラケットケース31の中心軸31C上に位置するように配置される。
【0031】
シリンダケース511の前面511aには、複数個の係合凹部516,516が設けられ、これらの係合凹部516,516と係合するように、フローティングベース53に係合突起517,517が設けられる。これらの係合凹部516,516と係合突起517,517とが係合することにより、シリンダユニット51の中心線51Cであるピストンロッド55の軸心55Cに、フローティングベース53の中心線53Cが一致する。
【0032】
シリンダケース511には、ピストン512とシリンダケース511とによって形成されたシリンダ室518に、圧縮エアを供給するエア供給穴519が設けられる。このエア供給穴519を通じてシリンダ室518に圧縮エアを供給すると、ピストン512およびピストンロッド55が後退する(図4中右へ移動する)。
また、シリンダ室518内の圧縮エアを、エア供給穴519を通じて排出すると、圧縮ばね52がばねの復元力により伸び、ピストン512およびピストンロッド55を前進させる。
【0033】
図3に戻って、シーラ塗布ユニット60は、緩衝機構50に固定されたガンブラケット61と、このガンブラケット61により支持されたガン63の先端に設けられた3本の塗布ノズル65と、を備える。
3本の塗布ノズル65は、それぞれ、第2アーム22の中心軸に沿って延びており、先端からシーラを吐出する。本実施形態では、塗布ノズル65として、接触式の塗布ノズル65A,65Bと、非接触式の塗布ノズル65Cと、を備える。なお、これに限らず、接触式の塗布ノズルと、非接触式の塗布ノズルとを少なくとも1つずつ備えていればよく、ワークや他の生産設備と干渉しない範囲内で複数の塗布ノズルを備えていてよい。
【0034】
接触式の塗布ノズル65A,65Bは、隣接する非接触式の塗布ノズル65Cとの干渉を避けるため、先端が非接触式の塗布ノズル65Cから離間する方向に屈曲して延びている。接触式の塗布ノズル65A,65Bの先端近傍には、それぞれ、ガイド部67A,67Bが設けられる。
ガイド部67A,67Bは、塗布ノズル65A,65Bから突出する丸棒状であり、その側部がワークに当接して摺動する。このため、ガイド部67A,67Bは、ポリアセタール樹脂などの摩擦係数の小さな材料によって形成される。
なお、シーラの塗布精度がそれほど要求されない場合や、シーラの塗布方向が単純である場合には、ガイド部67A,67Bを用いずに、塗布ノズル65A,65Bの先端のみをワークに当接させて、シーラを塗布することもできる。
【0035】
非接触式の塗布ノズル65Cは、先端が屈曲することなく第2アーム22の中心軸に沿って真っ直ぐに延びており、ガイド部は設けられていない。非接触式の塗布ノズル65Cの長さは、上述の接触式の塗布ノズル65A,65Bよりも長く設計されている。
【0036】
上述した3本の塗布ノズル65は、それぞれ、取付金具64Cを介してガン63の先端に支持されるが、これら3本の塗布ノズル65はいずれも着脱可能となっている。このため、仕様の異なる塗布ノズルと交換が可能となっており、1つのシーラ塗布装置1で異なる車型に対応できる。また、同じ車型であっても異なる部位にシーラを塗布でき、シーラ塗布装置1の汎用性は高い。
【0037】
図5は、シーラ塗布装置1の部分拡大平面図である。
図3および図5から明らかであるように、3本の塗布ノズル65は、第2アーム22の中心軸に直交する方向(図3中の高さ方向)に一列に配置される。詳しくは、上方から順に、接触式の塗布ノズル65A、非接触式の塗布ノズル65C、および接触式の塗布ノズル65Bが所定の間隔を設けて一列に配置される。
【0038】
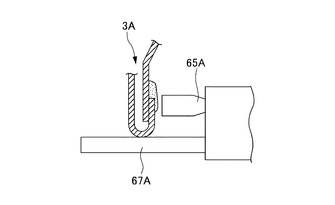
図6は、ドア3の周縁のヘミング部3Aに対して、接触式の塗布ノズル65Aでシーラを塗布する様子を示した図である。図6に示すように、接触式の塗布ノズル65Aは、ガイド部67Aの側部をドア3の周縁に当接させた後、ヘミング部3Aに沿って摺動させてシーラを吐出し、ヘミング部3Aにシーラを塗布する。接触式の塗布ノズル65Bも同様である。
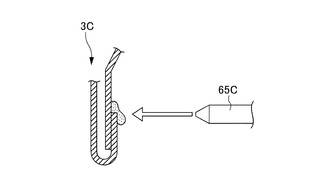
図7は、ドアサッシの付根部位やドアヒンジ部位などのヘミング部3Cに対して、非接触式のシーラ塗布ノズル65Cでシーラを塗布する様子を示した図である。図7に示すように、非接触式の塗布ノズル65Cは、ヘミング部3Cに対して非接触の状態でシーラを吐出し、ヘミング部3Cにシーラを塗布する。
【0039】
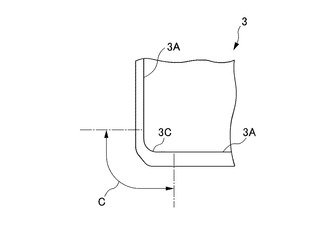
次に、接触式の塗布ノズル65A,65Bと、非接触式の塗布ノズル65Cとの切換位置について説明する。
図8は、ドア3の周縁部の部分拡大図である。図8に示すように、ドア3の周縁部内側には、周縁に沿ってヘミング部が形成されており、このヘミング部に対して、シーラが塗布される。ここで、ヘミング部のうち、直線状のヘミング部3A,3Aについては、ガイド部67A,67Bをドア3の周縁に当接させて摺動させながら、接触式の塗布ノズル65A,65Bによりシーラの塗布が行われる。一方、ドア3の角部の領域Cにおける曲率の大きなヘミング部3Cについては、非接触式の塗布ノズル65Cによりシーラの塗布が行われる。
【0040】
図3に戻って、シーラ塗布装置1は、ガン63の側面に接続され、かつ塗布ノズル65にシーラを供給する1本の供給管71を含んで構成されるシーラ供給装置70を備える。以下、シーラ供給装置70について説明する。
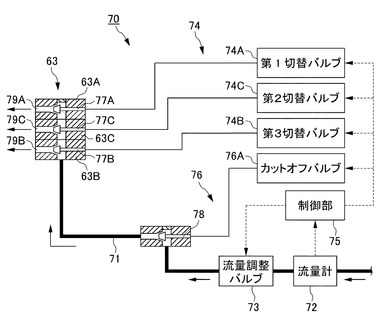
図9は、シーラ供給装置70の構成を示す模式図である。
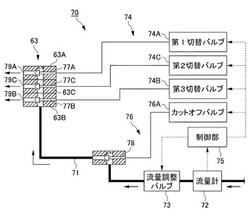
図9に示すように、シーラ供給装置70は、供給管71と、流量計72と、流量調整バルブ73と、切替バルブ74A,74B,74Cを備える切替部74と、制御部75と、カットオフバルブ76Aを備えるカットオフ部76と、を備える。
【0041】
供給管71は、図示しないシーラを貯留するタンクと、塗布ノズル65A,65C,65Bにそれぞれ通ずるノズル用配管79A,79C,79Bとを連結する。タンク内に貯留されたシーラは、図示しない供給ポンプにより、供給管71内を圧送され、ノズル用配管79A,79C,79Bを介して塗布ノズル65A,65C,65Bに供給される。
なお、供給管71は、1本のみで構成される。
【0042】
流量計72は、供給管71内を流通するシーラの流量を検出する。検出信号は、制御部75に供給される。
【0043】
流量調整バルブ73は、バルブの開度を調整することにより、供給管71内を流通するシーラの流量を調整する。バルブの開度は、制御部75から供給される制御信号により決定される。
【0044】
切替部74は、3つの塗布ノズル65A,65C,65Bにそれぞれ対応して設けられた、第1切替バルブ74A、第2切替バルブ74C、および第3切替バルブ74Bを備える。
これら第1切替バルブ74A、第2切替バルブ74C、および第3切替バルブ74Bは、制御部75から供給される制御信号により駆動し、塗布ノズル65A,65C,65Bにそれぞれ通ずるノズル用配管79A,79C,79Bと供給管71とを連通または遮断する。
【0045】
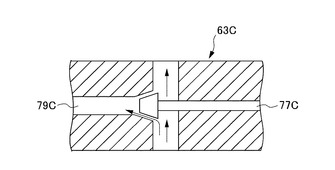
詳しくは、上記の第1切替バルブ74A、第2切替バルブ74C、および第3切替バルブ74Bからなる切替バルブ74は、ソレノイドバルブで構成され、これらソレノイドバルブの駆動により、図示しないエアホースからのエアの供給のON/OFFが制御され、ガン63A,63C,63Bにそれぞれ設けられたニードル77A,77C,77Bを後退または前進させる。これにより、塗布ノズル65A,65C,65Bにそれぞれ通ずるノズル用配管79A,79C,79Bと供給管71を連通または遮断する。
例えば、図10はガン63Cの部分拡大断面図であるが、この図10に示すように、ニードル77Cが前進することにより、ノズル用配管79Cと供給管71とが遮断される。また、ニードル77Cが後退することにより、ノズル用配管79Cと供給管71とが連通される。
【0046】
図9に戻って、制御部75は、流量計72からの入力信号波形を整形し、電圧レベルを所定のレベルに修正し、アナログ信号値をデジタル信号値に変換するなどの機能を有する入力回路と、中央演算処理ユニット(以下、「CPU」という)とを備える。この他、制御部75は、CPUで実行される各種演算プログラムおよび演算結果などを記憶する記憶回路と、流量調整バルブ73、切替バルブ74、およびカットオフバルブ76Aなどに制御信号を出力する出力回路と、を備える。
【0047】
また、制御部75は、流量計72により検出されたシーラの流量に基づいて、流量調整バルブ73を制御することにより、切替部74により供給管71と連通された塗布ノズル65から吐出するシーラの塗布量を制御する塗布量制御部を構成する。
特に、接触式の塗布ノズルと非接触式の塗布ノズルとでは、シーラの塗布量が大きく異なり、また、同じ接触式の塗布ノズルにおいても、仕様が異なるとシーラの塗布量も異なってくるため、適宜、好ましい塗布量となるように流量調整バルブ73を制御する。
【0048】
カットオフ部76は、供給管71に設けられたカットオフバルブ76Aを備える。
カットオフバルブ76Aは、制御部75から供給される制御信号により駆動し、供給管71を遮断または開放する。具体的には、切替部74により塗布ノズル65A,65C,65Bにそれぞれ通ずるノズル用配管79A,79C,79Bと供給管71とを連通させてシーラの塗布を開始する際には、カットオフバルブ76Aにより供給管71を遮断し、シーラの塗布開始から所定時間が経過した後は、カットオフバルブ76Aにより供給管71を開放する。逆に、シーラの塗布を終了する際には、カットオフバルブ76Aにより供給管71を遮断した後、切替部74によりノズル用配管79A,79C,79Bと供給管71とを遮断する。
なお、カットオフバルブ76Aは、上記切替バルブと同様にソレノイドバルブで構成される。このソレノイドバルブの駆動により、図示しないエアホースからのエアの供給のON/OFFが制御され、供給管71に設けられたニードル78を後退または前進させる。これにより、供給管71を遮断または開放する。
【0049】
ここで、カットオフを実行するシーラ供給装置70の動作について説明する。
先ず、シーラの塗布を開始するに際して、第1切替バルブ74A、第2切替バルブ74C、および第3切替バルブ74Bのうち、いずれか1つのバルブをONにする。これにより、いずれか1つの塗布ノズル65と供給管71とが連通する。このとき、カットオフバルブ76AはOFFとし、供給管71を遮断しておく。すると、シーラは、供給管71が遮断されているため、カットオフバルブ76Aよりも下流側の流路内の残圧でシーラを吐出する。これにより、カットオフバルブ76Aよりも下流側の流路の内圧が低減される。
【0050】
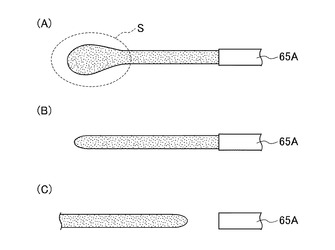
次いで、所定時間が経過し、カットオフバルブ76Aよりも下流側の流路の内圧が十分に低減された後、カットオフバルブ76AをONにし、供給管71を開放する。すると、供給ポンプにより圧送されたシーラが、カットオフバルブ76Aよりも下流側の流路に導かれ、塗布ノズル65に供給される。これにより、供給管71の内圧が高まった状態でシーラの塗布を開始する時に、内圧が高まった状態で一気に塗布ノズル65から吐出されたシーラの先端がハンマー状に膨らむ、図11(A)のSに示すようなハンマーヘッドの発生を防止できる。ハンマーヘッドを防止できるため、図11の(B)に示すようにシーラの先端の膨らみが抑制されて、幅方向の寸法が均一な塗布シーラ形状が得られ、正確なシーラ塗布が可能となる。
【0051】
次いで、シーラの塗布を停止するに際しては、先ず、カットオフバルブ76AをOFFにし、供給管71を遮断する。すると、シーラは、供給管71が遮断されているため、カットオフバルブ76Aよりも下流側の流路内の残圧でシーラを吐出する。これにより、図11(C)に示すように、シーラの終端の膨らみを防止でき、幅方向の寸法が均一なシーラ形状が得られる。また、カットフバルブ76Aよりも下流側の流路内にシーラが残存するのを回避でき、次回のシーラ塗布開始の際におけるハンマーヘッドの発生を予備的に防止できる。
次いで、ONにしていた切替バルブをOFFにし、塗布ノズル65と供給管71とを遮断する。これにより、塗布ノズル65からのシーラの吐出が停止される。
【0052】
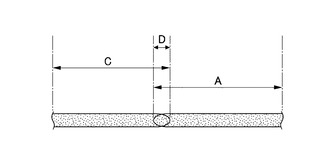
なお、上述したように、シーラの先端および終端の膨らみを防止できるため、特に塗布ノズル65の切替を実行した場合に、切替部分における塗布シーラのはみ出しを回避できる。図12は、シーラ塗布装置1によりヘミング部に塗布されたシーラのうち、塗布ノズルの切替を実行した部分のシーラの状態を示した図である。図12のうち、Aの領域が塗布ノズル65Aにより塗布されたシーラであり、領域Cが塗布ノズル65Cにより塗布されたシーラを示している。また、領域Dが、塗布ノズルの切替を実行した部分のシーラを示している。この図12に示すように、従来のようにシーラの先端や終端に膨らみが生ずる場合には、切替部分において幅方向のはみ出しが生じていたところ、本実施形態によれば、シーラの先端や終端の膨らみが防止されているため、切替部分におけるはみ出しを回避できる。特に、塗布ノズル65の切替の際に、切替前の塗布シーラの終端と切替後の塗布シーラの先端との重複範囲(即ち、領域Dの範囲)をロボットの10で制御することにより、切替部分におけるはみ出しをより効果的に防止できる。
【0053】
以上のような構成を備えるシーラ塗布装置1の動作について説明する。
シーラ塗布装置1は、生産ライン上をドア3が開いた状態で搬送されてきたボディ2に対して、スライド機構により進退自在に配置される。シーラ塗布開始時には、シーラ塗布装置1は、ボディ2に対して接近する方向に移動する。
【0054】
シーラ塗布の開始にあたり、先ず、緩衝機構50に設けられたエア供給穴519に圧縮エアを供給し、ピストン512を後退させる(図4参照)。すると、ピストン512に連結されたピストンロッド55およびフローティングベース53は、圧縮ばね52に抗して移動するとともに、係合凹部516,516に係合突起517,517が係合する。
このとき、シリンダユニット51の中心線51Cとフローティングベース53の中心線53Cとが一直線上に配置されるため、塗布ノズル65は高い位置精度を有する。また、塗布ノズル65の位置精度が高いため、シリンダユニット51のストロークを適切に設定することにより、ロボット10のティーチング操作をより正確に実行できる。
【0055】
次いで、フローティングベース53をシリンダユニット51に係合させてロックした状態で、ロボット10のアームを旋回・移動させる。このとき、3つの塗布ノズル65A,65C,65Bは、アームの中心軸に直交する方向に一列に配置されているため、アームを適宜旋回・移動させることにより、塗布ノズル65A,65C,65Bがワークや他の生産設備と干渉することなく、狭い部位などにもシーラを塗布できる。
【0056】
また、アームを旋回・移動させる際には、ブラケットケース31内に収納されたカメラ40により、ドア3の内側に付されたマーカを、孔33を通して撮像する。これにより、ボディ2やドア3の3次元上の位置を正確に検出する。検出されたボディ2やドア3の現在位置と、予めティーチングされたロボット10の基準位置とを比較して位置補正する。
【0057】
そして、塗布ノズル65を、シーラ塗布位置の直前で停止させる。ドア3の周縁のヘミング部にシーラを塗布するために接触式の塗布ノズル65A,65Bを使用する場合には、ガイド部67A,67Bの側部がドア3の周縁に当接する直前の位置で停止させる。
このとき、塗布ノズル65がシーラ塗布位置に当接する直前の位置までシリンダユニット51に圧縮エアの供給を継続することにより、塗布ノズル65がアームの旋回などによって揺動することなく、短時間で塗布ノズル65を所定のシーラ塗布位置の近傍まで近接させ、停止させることができる。
【0058】
次いで、塗布ノズル65がシーラ塗布位置に当接する直前に、エア供給穴519への圧縮エアの供給を停止すると、ピストンロッド55は、圧縮ばね52の復元力によりピストンロッド55の前進方向に付勢される。
圧縮エアの供給の停止により、シリンダ室518は大気圧となるため、ワークが塗布ノズル65に当接して外力が作用すると、塗布ノズル65と一体のフローティングベース53は、ワークの表面形状に追従して傾く。この状態で、塗布ノズル65から所定量のシーラを吐出し、ロボット10にティーチングした動作で、アームを所定の送り速度で移動させてシーラ塗布を実行する。
このとき、シーラの供給は、シーラ供給装置70により実行される。具体的には、上述のシーラ供給装置70の動作で説明した通りの手順に従って、実行される。
【0059】
シーラ塗布が完了したところで、塗布ノズル65を若干ワークから退避させる。退避させた後、再度、フローティングベース53をロックした状態で、アームを移動させて原点に復帰させることにより、シーラ塗布の1サイクルが完了する。
なお、シーラ塗布位置の変更に応じて塗布ノズル65の切替を実行する場合には、上記のシーラ塗布の1サイクルが完了した後、切替バルブ74による塗布ノズル65の切替と
アームの旋回・移動を行い、上記の動作を繰り返して実行される。
【0060】
本実施形態に係るシーラ塗布装置1によれば、以下の効果が奏される。
本実施形態によれば、ボディ2およびドア3に対してシーラを吐出する塗布ノズル65を備えるシーラ塗布装置1において、供給管71に、塗布ノズル65の近傍に配置された切替バルブ74と、切替バルブ74よりも塗布ノズル65から離間した位置に配置されたカットオフバルブ76と、を設け、シーラの吐出または遮断に際して、切替バルブ74の動作タイミングとカットオフバルブ76の動作タイミングとを離間させる制御部75と、を設けた。即ち、切替バルブ74により塗布ノズル65と供給管71とを連通させてシーラの塗布を開始する際には供給管71を遮断し、かつシーラの塗布開始から所定時間が経過した後にはカットオフバルブ76により供給管71を開放するように構成した。
【0061】
これにより、シーラ塗布を開始するまでの待機時間中に、シーラ中に含まれる溶剤成分が揮発してシーラ供給経路の内圧が高まった場合であっても、シーラ塗布開始時に内圧が高まった状態で一気に塗布ノズルから吐出されたシーラの先端がハンマー状に膨らむ、いわゆるハンマーヘッドの発生を防止でき、より正確にシーラ塗布できる。
また、シーラ塗布の終了に際しては、先ず、カットオフバルブ76により供給管71を遮断し、次いで切替バルブ74により塗布ノズル65と供給管71とを遮断するように構成した。これにより、塗布したシーラの終端の膨らみを防止することができ、より正確にシーラ塗布できる。
なお、本実施形態の適用範囲は、ロボットを備える自動シーラ塗布装置によるシーラ塗布に限られず、手動によるシーラ塗布にも適用できる。
【0062】
また、本実施形態では、複数の塗布ノズル65を備え、1本の供給管71と、この1本の供給管71からそれぞれ分岐して塗布ノズル65に至る複数のノズル用配管79と、を含んで構成した。また、制御部75を、シーラの吐出に際して切替バルブ74を制御することにより、複数のノズル用配管79のうちのいずれか1つを選択するように構成した。
より具体的には、塗布ノズル65にシーラを供給するシーラ供給装置70をさらに備え、シーラ供給装置70は、シーラを貯留するタンクと塗布ノズル65に通ずるノズル用配管79とを連結する1本の供給管71と、供給管71を流通するシーラの流量を検出する流量計72と、供給管71に設けられた流量調整バルブ73と、複数の塗布ノズル65のそれぞれに設けられ、塗布ノズル65に通ずるノズル用配管79と供給管71とを連通または遮断する切替バルブ74と、流量計72により検出されたシーラの流量に基づいて流量調整バルブ73を制御することにより、切替バルブ74により供給管71と連通されたノズル用配管79および塗布ノズル65から吐出するシーラの塗布量を制御する制御部75と、を含んで構成した。
【0063】
これにより、接触式と非接触式の両方を含む複数の塗布ノズル65を備える場合であっても、複数の塗布ノズル65のそれぞれに、塗布ノズル65と供給管71とを連通または遮断する切替バルブ74を設けることにより、シーラを貯留するタンクからシーラを供給するための供給管71を1本で構成することができる。また、供給管71を流通するシーラの流量を検出し、検出されたシーラの流量に基づいて、供給管71に設けた流量調整バルブ73をフィードバック制御できる。
即ち、1本の供給管71で接触式の塗布ノズル65A,65Bと非接触式の塗布ノズル65Cの両方へシーラを供給でき、供給管71がワークや他の生産設備と干渉するのを防止できる。また、供給管71を流通するシーラの流量に基づいて、供給管71に設けられた流量調整バルブ73をフィードバック制御するため、塗布ノズル65から吐出するシーラの塗布量を最適化でき、より正確にシーラ塗布できる。
【0064】
また、本実施形態では、シーラ塗布装置1をロボット10に搭載し、塗布ノズル65とロボット10の本体20の中間部分に、ワーク検出用の画像センサであるカメラ40を設けた。
より具体的には、ワークに対してシーラを吐出する塗布ノズル65と、第2アーム22の先端に取り付けられたブラケット30により緩衝機構50を介して当該塗布ノズル65を支持し、かつ当該塗布ノズル65の3次元上の位置を変化させるロボット10と、を備えるシーラ塗布装置1であって、ブラケット30は、第2アーム22の中心軸22Cの延長線上に重心を有しかつ第1アーム21の幅寸法と略同等以下の幅寸法を有する箱型のブラケットケース31を有し、前記シーラ塗布装置1は、ブラケットケース31内に収納されかつワークの3次元上の位置を検出するセンシング手段としての画像センサであるカメラ40を備えるように構成した。
即ち、ワークの3次元上の位置を検出するカメラ40を、塗布ノズル65とロボット10の本体20の中間部分、具体的には、第2アームの中心軸の延長線上に重心を有しかつ第1アーム21の幅寸法と略同等以下の幅寸法を有する箱型のブラケットケース31内に収納した。そして、ブラケット30の一部を、カメラ40のカバーとして利用する構成とした。
【0065】
これにより、本実施形態によれば、センシング手段としての画像センサであるカメラ40を備えるため、ワークの3次元上の位置、ロボット10の動作および補正基準点となるワークの基準位置を正確に検出でき、シーラ塗布が必要な部位に正確にシーラ塗布できる。また、カメラ40が、第2アーム22の中心軸22Cの延長線上に重心を有しかつ第1アーム21の幅寸法と略同等以下の幅寸法を有する箱型のブラケットケース31内に収納されているため、ロボット10の動作中に、カメラ40がワークや他の生産設備と干渉するのを防止できる。
【0066】
また、本実施形態では、塗布ノズル65として、ノズルの先端近傍にガイド部67A,67Bを有しかつ当該ガイド部67A,67Bを前記ワークに当接させた状態でシーラを吐出する接触式塗布ノズル65A,65Bと、ガイド部を有さずに前記ワークに非接触の状態でシーラを吐出する非接触式塗布ノズル65Cとを、それぞれ少なくとも1つずつ備え、これら複数の塗布ノズル65は、第2アーム22の中心軸22Cに直交する方向に一列に配置して構成した。
また、第2アーム22の先端に複数の塗布ノズル65を備え、これら複数の塗布ノズル65を第2アーム22の中心軸22Cに直交する方向に一列に配置させた。また、複数の塗布ノズル65として、接触式の塗布ノズル65A,65Bと非接触式の塗布ノズル65Cとを、それぞれ少なくとも1つずつ備える構成とした。
【0067】
これにより、複数の塗布ノズル65が第2アーム22の中心軸22Cに直交する方向に一列に配置されているため、アームを適宜旋回・移動させることにより、塗布ノズル65がワークや他の生産設備と干渉することなく、狭い部位などにもシーラを塗布できる。また、ワークや他の生産設備との干渉を防止しつつ、接触式の塗布ノズル65A,65Bと非接触式の塗布ノズル65Cの両方を装備できるため、平面構造と立体構造とが組み合わさったワークに対しても、1台のシーラ塗布装置でワークの全ての部位をシーラ塗布できる。
【0068】
なお、本発明は上記実施形態に限定されるものではなく、本発明の目的を達成できる範囲での変形、改良は本発明に含まれる。
【符号の説明】
【0069】
1 シーラ塗布装置
10 ロボット(多軸ロボット)
22 第2アーム(アーム)
22C 第2アームの中心軸(アームの中心軸)
30 ブラケット
31 ブラケットケース
40 カメラ(画像センサ、センシング手段)
50 緩衝機構
65 塗布ノズル
65A,65B 接触式の塗布ノズル
65C 非接触式の塗布ノズル
67A,67B ガイド部
70 シーラ供給装置
71 供給管(シーラ供給経路、シーラ供給管)
72 流量計(流量検出手段)
73 流量調整バルブ
74 切替バルブ(第1のバルブ、切替手段)
75 制御部(制御手段、切替手段、塗布量制御手段、カットオフ手段)
76 カットオフバルブ(第2のバルブ、カットオフ手段)
79 ノズル用配管
【技術分野】
【0001】
本発明は、シーラ塗布装置に関する。詳しくは、自動車のボディの表面にシーラを塗布するシーラ塗布装置に関する。
【背景技術】
【0002】
従来より、自動車のボディの製造工程では、ボディに取り付けられたドアの板合わせ部(以下、「ヘミング部」という)に、シーラ塗布装置を用いてシーラを塗布することが行われている。シーラは高粘度の液体であり、このシーラをヘミング部に塗布することにより、発錆や水漏れを防止する。
シーラ塗布装置としては、ロボットアームの先端に塗布ノズルを備え、自動でシーラの塗布を行うシーラ塗布装置などが用いられる。
また、シーラの塗布に際しては、正確な位置に適量のシーラを塗布することが望まれる。
【0003】
例えば、シーラ塗布位置をティーチングにより記憶したシーラガンを有するシーラ塗布用ロボットと、このシーラ塗布用ロボットに取り付けられたカメラと、を備えるシーラ塗布装置が提案されている(特許文献1参照)。
このシーラ塗布装置は、ワークの現在位置を3次元測定する測定手段と、測定手段により得られたワークの現在位置と記憶手段に記憶されたシーラ塗布用ロボットの基準位置とを比較し、この比較結果に基づいてティーチングデータを補正する補正手段と、を備える。
【0004】
このシーラ塗布装置では、カメラにより検出した位置データを測定手段に転送し、測定手段によりワークの現在位置を測定する。次いで、測定されたワークの現在位置と、予め記憶手段に記憶されたティーチングに基づくロボットの基準位置とを比較する。次いで、この比較結果に基づいて、補正手段によりティーチングデータを補正し、シフト量を与えたデータをロボットに転送する。これにより、正確なシーラ塗布作業が可能となる。
【0005】
ところで、シーラ塗布装置には、ワークに塗布ノズルを当接させた状態でシーラを塗布する接触式と、ワークに対して塗布ノズルが非接触の状態でシーラを塗布する非接触式とがある。
接触式のシーラ塗布装置は、ロボットアームの中心軸方向に延びる塗布ノズルと、この塗布ノズルの先端の近傍に、塗布ノズルの延出方向に延びるガイド部と、を備え、ガイド部の側部をワークの端縁に当接させた状態で、シーラを塗布する。このため、接触式のシーラ塗布装置は、平面構造体のヘミング部などにしか適用できず、ドアサッシの付根などの立体構造部位やドアヒンジなどの狭い部位のヘミング部には、非接触式のシーラ塗布装置が用いられる。
【0006】
従って、平面構造と立体構造とが組み合わさったワークに対しては、接触式のシーラ塗布装置または非接触式のシーラ塗布装置のいずれか一方を用い、塗布できない部位については人間が手作業で行うか、あるいは、接触式のシーラ塗布装置と非接触式のシーラ塗布装置を併用し、部位に応じてシーラ塗布装置の切替えを行う必要があった。
【0007】
ここで、例えば、ロボットアームの先端に、複数の塗布ノズルを取り付けることが可能なシーラ塗布装置が提案されている(特許文献2参照)。
このシーラ塗布装置は、ロボットアームの先端に設けられた緩衝機構と、この緩衝機構に固定されたハウジングに取り付けられたサイズや仕様の異なる複数の取り付け金具と、これら複数の取り付け金具に取り付けられた複数の塗布ノズルと、を備える。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2001−905号公報
【特許文献2】特開2007−203245号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、特許文献1のシーラ塗布装置では、カメラが塗布ノズルの側部に取り付けられているため、カメラがワークや他の生産設備に干渉するおそれがあった。
また、特許文献2のシーラ塗布装置では、ロボットアームの先端に複数の塗布ノズルが円環状に配置されるため、これら複数の塗布ノズルがワークや他の生産設備に干渉するおそれがあった。
また、特許文献2のシーラ塗布装置は、接触式のシーラ塗布装置であり、接触式の塗布ノズルと非接触式の塗布ノズルの両方を備えるものではない。従って、ワークの外周部のうち、曲がりの曲率が大きい部位については、手作業で行う必要があった。
【0010】
本発明は上記に鑑みてなされたものであり、その目的は、正確なシーラ塗布作業を可能とするシーラ塗布装置を提供することにある。また、正確にシーラ塗布でき、かつワークや他の生産設備に干渉するのを防止できるシーラ塗布装置を提供することにある。さらには、接触式の塗布ノズルと非接触式の塗布ノズルの両方を装備した場合であっても、正確にシーラ塗布でき、かつワークや他の生産設備に干渉するのを防止できるシーラ塗布装置を提供することにある。
【課題を解決するための手段】
【0011】
上記目的を達成するため本発明は、ワーク(例えば、後述のボディ2およびドア3)に対してシーラを吐出する塗布ノズル(例えば、後述の塗布ノズル65)を備えるシーラ塗布装置(例えば、後述のシーラ塗布装置1)において、シーラ供給経路(例えば、後述の供給管71)には、前記塗布ノズルの近傍に配置された第1のバルブ(例えば、後述の切替バルブ74)と、当該第1のバルブよりも前記塗布ノズルから離間した位置に配置された第2のバルブ(例えば、後述のカットオフバルブ76)と、が設けられ、シーラの吐出または遮断に際して、前記第1のバルブの動作タイミングと前記第2のバルブの動作タイミングとを離間させる制御手段(例えば、後述の制御部75)を備えることを特徴とする。
即ち、この発明のシーラ塗布装置は、第1のバルブにより塗布ノズルとシーラ供給経路とを連通させてシーラの塗布を開始する際にはシーラ供給経路を遮断する一方で、シーラの塗布開始から所定時間が経過した後には第2のバルブによりシーラ供給経路を開放するカットオフ手段(例えば、後述のカットオフバルブ76、制御部75)を備える。
【0012】
この発明によれば、シーラ塗布開始時にはシーラ供給経路を遮断し、シーラ塗布開始から所定時間が経過した後にはシーラ供給経路を開放する。即ち、シーラ塗布を開始するに際し、使用する塗布ノズルとシーラ供給経路とを第1のバルブにより連通させるときには、第2のバルブによりシーラ供給経路を遮断しておく。そして、シーラ塗布開始から所定時間が経過した後に、第2のバルブによりシーラ供給経路を開放する。
これにより、シーラ塗布を開始するまでの待機時間中に、シーラ中に含まれる溶剤成分が揮発してシーラ供給経路の内圧が高まった場合であっても、シーラ塗布開始時に内圧が高まった状態で一気に塗布ノズルから吐出されたシーラの先端がハンマー状に膨らむ、いわゆるハンマーヘッドの発生を防止でき、より正確にシーラ塗布できる。
【0013】
また、シーラ塗布の終了に際しては、先ず、第2のバルブによりシーラ供給経路を遮断し、次いで第1のバルブにより塗布ノズルとシーラ供給経路とを遮断する。これにより、塗布したシーラの終端の膨らみを防止することができ、より正確にシーラ塗布できる。
【0014】
なお、この発明の適用範囲は、ロボットを備える自動シーラ塗布装置によるシーラ塗布に限られず、手動によるシーラ塗布にも適用できる。
【0015】
また、前記シーラ塗布装置は、複数の塗布ノズルを備え、前記シーラ供給経路は、1本のシーラ供給管(例えば、後述の供給管71)と、この1本のシーラ供給管からそれぞれ分岐して前記塗布ノズルに至る複数のノズル用配管(例えば、後述のノズル用配管79)と、を含んで構成され、前記制御手段は、シーラの吐出に際して前記第1のバルブを制御することにより、前記複数のノズル用配管のうちのいずれか1つを選択するように構成することが好ましい。
より具体的には、本発明のシーラ塗布装置は、前記塗布ノズルにシーラを供給するシーラ供給装置(例えば、後述のシーラ供給装置70)をさらに備え、当該シーラ供給装置は、シーラを貯留するタンクと前記塗布ノズルに通ずるノズル用配管とを連結する1本のシーラ供給管と、当該シーラ供給管を流通するシーラの流量を検出する流量検出手段(例えば、後述の流量計72)と、前記シーラ供給管に設けられた流量調整バルブ(例えば、後述の流量調整バルブ73)と、前記複数の塗布ノズルのそれぞれに設けられ、当該塗布ノズルに通ずるノズル用配管と前記シーラ供給管とを連通または遮断する第1のバルブを備える切替手段(例えば、後述の切替バルブ74、制御部75)と、前記流量検出手段により検出されたシーラの流量に基づいて前記流量調整バルブを制御することにより、前記切替手段により前記シーラ供給管と連通されたノズル用配管および塗布ノズルから吐出するシーラの塗布量を制御する塗布量制御手段(例えば、後述の制御部75)と、を備えることが好ましい。
【0016】
この発明によれば、接触式と非接触式の両方を含む複数の塗布ノズルを備える場合であっても、複数の塗布ノズルのそれぞれに、当該塗布ノズルとシーラ供給管とを連通または遮断する第1のバルブを設けることにより、シーラを貯留するタンクからシーラを供給するためのシーラ供給管を1本で構成することができる。また、この発明によれば、シーラ供給管を流通するシーラの流量を検出し、検出されたシーラの流量に基づいて、シーラ供給管に設けた流量調整バルブをフィードバック制御できる。
これにより、1本のシーラ供給管で接触式の塗布ノズルと非接触式の塗布ノズルの両方へシーラを供給でき、シーラ供給管がワークや他の生産設備と干渉するのを防止できる。また、シーラ供給管を流通するシーラの流量に基づいて、シーラ供給管に設けられた流量調整バルブをフィードバック制御するため、塗布ノズルから吐出するシーラの塗布量を最適化でき、より正確にシーラ塗布できる。
【0017】
また、この発明では、前記シーラ塗布装置が、多軸ロボットに搭載されていることが好ましく、前記塗布ノズルと前記多軸ロボットの本体の中間部分に、ワーク検出用の画像センサが設けられていることが好ましい。
より具体的には、ワークに対してシーラを吐出する塗布ノズルと、アーム(例えば、後述の第2アーム22)の先端に取り付けられたブラケット(例えば、後述のブラケット30)により緩衝機構(例えば、後述の緩衝機構50)を介して当該塗布ノズルを支持しかつ当該塗布ノズルの3次元上の位置を変化させる多軸ロボット(例えば、後述のロボット10)と、を備えるシーラ塗布装置であって、前記ブラケットは、前記アームの中心軸(例えば、後述の第2アームの中心軸22C)の延長線上に重心を有しかつ前記アームの幅寸法と略同等以下の幅寸法を有する箱型のブラケットケース(例えば、後述のブラケットケース31)を有し、前記シーラ塗布装置は、前記ブラケットケース内に収納されかつ前記ワークの3次元上の位置を検出するセンシング手段としての画像センサ(例えば、後述のカメラ40)を備えることが好ましい。
【0018】
この発明によれば、ワークの3次元上の位置を検出するセンシング手段としての画像センサを、塗布ノズルと多軸ロボットの本体の中間部分、具体的には、アームの中心軸の延長線上に重心を有しかつアームの幅寸法と略同等以下の幅寸法を有する箱型のブラケットケース内に収納した。即ち、ブラケットの一部を、センシング手段のカバーとして利用する構成とした。
これにより、本発明に係るシーラ塗布装置は、センシング手段としての画像センサを備えるため、ワークの3次元上の位置、ロボットの動作および補正基準点となるワークの基準位置を正確に検出でき、シーラ塗布が必要な部位に正確にシーラ塗布できる。また、センシング手段が、アームの中心軸の延長線上に重心を有しかつアームの幅寸法と略同等以下の幅寸法を有する箱型のブラケットケース内に収納されているため、ロボットの動作中に、センシング手段がワークや他の生産設備と干渉するのを防止できる。
【0019】
また、この発明では、前記塗布ノズルとして、ノズルの先端近傍にガイド部(例えば、後述のガイド部67A,67B)を有しかつ当該ガイド部を前記ワークに当接させた状態でシーラを吐出する接触式塗布ノズル(例えば、後述の接触式塗布ノズル65A,65B)と、ガイド部を有さずに前記ワークに非接触の状態でシーラを吐出する非接触式塗布ノズル(例えば、後述の非接触式塗布ノズル65C)とを、それぞれ少なくとも1つずつ備え、これら複数の塗布ノズルは、前記アームの中心軸に直交する方向に一列に配置されていることが好ましい。
【0020】
この発明によれば、アームの先端に複数の塗布ノズルを備え、これら複数の塗布ノズルをアームの中心軸に直交する方向に一列に配置させた。また、複数の塗布ノズルとして、接触式の塗布ノズルと非接触式の塗布ノズルとを、それぞれ少なくとも1つずつ備える構成とした。
これにより、複数の塗布ノズルがアームの中心軸に直交する方向に一列に配置されているため、アームを適宜旋回・移動させることにより、塗布ノズルがワークや他の生産設備と干渉することなく、狭い部位などにもシーラを塗布できる。また、ワークや他の生産設備との干渉を防止しつつ、接触式の塗布ノズルと非接触式の塗布ノズルの両方を装備できるため、平面構造と立体構造とが組み合わさったワークに対しても、1台のシーラ塗布装置でワークの全ての部位をシーラ塗布できる。
【発明の効果】
【0021】
本発明によれば、正確にシーラ塗布できるシーラ塗布装置を提供できる。また、正確にシーラ塗布でき、かつワークや他の生産設備に干渉するのを防止できるシーラ塗布装置を提供できる。さらには、接触式の塗布ノズルと非接触式の塗布ノズルの両方を装備した場合であっても、正確にシーラ塗布でき、かつワークや他の生産設備に干渉するのを防止できるシーラ塗布装置を提供できる。
【図面の簡単な説明】
【0022】
【図1】本発明の一実施形態に係るシーラ塗布装置の側面図である。
【図2】前記実施形態に係るシーラ塗布装置の部分拡大側面図である。
【図3】前記実施形態に係るシーラ塗布装置の部分拡大斜視図である。
【図4】緩衝機構の要部断面図である。
【図5】前記実施形態に係るシーラ塗布装置の部分拡大平面図である。
【図6】接触式のシーラ塗布ノズルを説明するための図である。
【図7】非接触式のシーラ塗布ノズルを説明するための図である。
【図8】塗布ノズルの切換位置を説明するための図である。
【図9】シーラ供給装置の構成を示す模式図である。
【図10】ガンの部分拡大断面図である。
【図11】ハンマーヘッドを説明するための図である。
【図12】塗布ノズル切換部分における塗布シーラの状態を示す図である。
【発明を実施するための形態】
【0023】
図1は、本発明の一実施形態に係るシーラ塗布装置1の側面図である。
シーラ塗布装置1は、生産ライン上を搬送されるボディ2の左側に取り付けられたドア3の周縁のヘミング部の他、ドアサッシの付根部位やドアヒンジ部位のヘミング部などに対して、シーラを塗布する。また、これに限らず、シーラ塗布装置1は、その他のシーリング部位にシーラを塗布することもできる。
シーラ塗布装置1は、シーラを吐出する塗布ユニット60と、後述する第2アームの先端に取り付けられたブラケット30により緩衝機構50を介して塗布ユニット60を支持し、かつこの塗布ユニット60の3次元上の位置を変化させるロボット10と、を備える。
【0024】
図2は、シーラ塗布装置1の部分拡大側面図である。
ロボット10は、ロボット本体20と、このロボット本体20に軸支された第1アーム21と、この第1アーム21の先端に軸支された第2アーム22と、を備える。
【0025】
第1アーム21は、第1軸211でロボット本体20に軸支される。この第1軸211は、第1アーム21の軸方向とロボット本体20との成す角度を変化させる。
第2アーム22は、第2軸221で第1アーム21に軸支される。この第2軸221は、第1アーム21の軸方向と第2アーム22の軸方向との成す角度を変化させる。
【0026】
第2アーム22の先端には、緩衝機構50を介して塗布ノズル65を支持するブラケット30を構成する箱型のブラケットケース31が取り付けられる。
ブラケットケース31は、第1アーム21および第2アーム22の中心軸の延長線上に重心および中心軸を有する。ブラケットケース31は、中空の略立方体形状であり、その幅寸法は、第1アーム21の幅寸法と略同等である。なお、ブラケットケース31の幅寸法は、第1アーム21の幅寸法と略同等以下であればよく、第1アーム21の幅寸法を超えない範囲で適宜設定される。
【0027】
図3は、シーラ塗布装置1の部分拡大斜視図である。
図3に示すように、ブラケットケース31の右側面には、円形の孔33が設けられる。ブラケットケース31内には、ボディ2やドア3の3次元上の位置を検出するセンシング手段としての画像センサであるカメラ40が収納されている。カメラ40は、孔33にレンズを臨ませてブラケットケース31内に収納されており、ドア3の内側に付されたマーカを、孔33を通して撮像することにより、ボディ2やドア3の3次元上の位置を検出する。
なお、本実施形態のシーラ塗布装置1は、ボディ2の左側のドア3に対してシーラを塗布するものであるため、ブラケットケース31の右側面に孔33が設けられるが、ボディ2の右側のドア3に対してシーラを塗布する場合には、ブラケットケースの左側面に孔を設ける。即ち、シーラ塗布時に、マーカが付されたドア3の内側と対向する面に、孔を設ける。
【0028】
図4は、緩衝機構50の要部断面図である。
緩衝機構50は、第2アーム22に支持されたブラケットケース31の先端にフランジ部54を介して取り付けられたシリンダユニット51と、このシリンダユニット51に取り付けられたフローティングベース53と、シリンダユニット51の外周に配置されてフローティングベース53とシリンダユニット51の間に介在する圧縮ばね52と、を備える。
【0029】
シリンダユニット51のフランジ部54は、ボルト35によりブラケットケース31の先端に固定される。
シリンダユニット51はピストンロッド55を備え、このピストンロッド55は、フローティングベース53に連結され、フローティングベース53を傾動可能に支持する。
圧縮ばね52は、フローティングベース53を、ピストンロッド55の前進方向に付勢する。
シーラ塗布ユニット60は、フローティングベース53に取り付けられるため、シーラ塗布ユニット60は、ピストンロッド55が伸長するとともに移動する。
【0030】
緩衝機構50のシリンダユニット51は、本体となるシリンダケース511と、このシリンダケース511の内部に摺動可能に設けられたピストン512と、このピストン512から延出するピストンロッド55と、を備える。513は蓋部材であり、514、515はシール部材である。
また、シリンダユニット51は、ピストンロッド55の軸心55Cが、第2アーム22の中心軸の延長線22Cおよびブラケットケース31の中心軸31C上に位置するように配置される。
【0031】
シリンダケース511の前面511aには、複数個の係合凹部516,516が設けられ、これらの係合凹部516,516と係合するように、フローティングベース53に係合突起517,517が設けられる。これらの係合凹部516,516と係合突起517,517とが係合することにより、シリンダユニット51の中心線51Cであるピストンロッド55の軸心55Cに、フローティングベース53の中心線53Cが一致する。
【0032】
シリンダケース511には、ピストン512とシリンダケース511とによって形成されたシリンダ室518に、圧縮エアを供給するエア供給穴519が設けられる。このエア供給穴519を通じてシリンダ室518に圧縮エアを供給すると、ピストン512およびピストンロッド55が後退する(図4中右へ移動する)。
また、シリンダ室518内の圧縮エアを、エア供給穴519を通じて排出すると、圧縮ばね52がばねの復元力により伸び、ピストン512およびピストンロッド55を前進させる。
【0033】
図3に戻って、シーラ塗布ユニット60は、緩衝機構50に固定されたガンブラケット61と、このガンブラケット61により支持されたガン63の先端に設けられた3本の塗布ノズル65と、を備える。
3本の塗布ノズル65は、それぞれ、第2アーム22の中心軸に沿って延びており、先端からシーラを吐出する。本実施形態では、塗布ノズル65として、接触式の塗布ノズル65A,65Bと、非接触式の塗布ノズル65Cと、を備える。なお、これに限らず、接触式の塗布ノズルと、非接触式の塗布ノズルとを少なくとも1つずつ備えていればよく、ワークや他の生産設備と干渉しない範囲内で複数の塗布ノズルを備えていてよい。
【0034】
接触式の塗布ノズル65A,65Bは、隣接する非接触式の塗布ノズル65Cとの干渉を避けるため、先端が非接触式の塗布ノズル65Cから離間する方向に屈曲して延びている。接触式の塗布ノズル65A,65Bの先端近傍には、それぞれ、ガイド部67A,67Bが設けられる。
ガイド部67A,67Bは、塗布ノズル65A,65Bから突出する丸棒状であり、その側部がワークに当接して摺動する。このため、ガイド部67A,67Bは、ポリアセタール樹脂などの摩擦係数の小さな材料によって形成される。
なお、シーラの塗布精度がそれほど要求されない場合や、シーラの塗布方向が単純である場合には、ガイド部67A,67Bを用いずに、塗布ノズル65A,65Bの先端のみをワークに当接させて、シーラを塗布することもできる。
【0035】
非接触式の塗布ノズル65Cは、先端が屈曲することなく第2アーム22の中心軸に沿って真っ直ぐに延びており、ガイド部は設けられていない。非接触式の塗布ノズル65Cの長さは、上述の接触式の塗布ノズル65A,65Bよりも長く設計されている。
【0036】
上述した3本の塗布ノズル65は、それぞれ、取付金具64Cを介してガン63の先端に支持されるが、これら3本の塗布ノズル65はいずれも着脱可能となっている。このため、仕様の異なる塗布ノズルと交換が可能となっており、1つのシーラ塗布装置1で異なる車型に対応できる。また、同じ車型であっても異なる部位にシーラを塗布でき、シーラ塗布装置1の汎用性は高い。
【0037】
図5は、シーラ塗布装置1の部分拡大平面図である。
図3および図5から明らかであるように、3本の塗布ノズル65は、第2アーム22の中心軸に直交する方向(図3中の高さ方向)に一列に配置される。詳しくは、上方から順に、接触式の塗布ノズル65A、非接触式の塗布ノズル65C、および接触式の塗布ノズル65Bが所定の間隔を設けて一列に配置される。
【0038】
図6は、ドア3の周縁のヘミング部3Aに対して、接触式の塗布ノズル65Aでシーラを塗布する様子を示した図である。図6に示すように、接触式の塗布ノズル65Aは、ガイド部67Aの側部をドア3の周縁に当接させた後、ヘミング部3Aに沿って摺動させてシーラを吐出し、ヘミング部3Aにシーラを塗布する。接触式の塗布ノズル65Bも同様である。
図7は、ドアサッシの付根部位やドアヒンジ部位などのヘミング部3Cに対して、非接触式のシーラ塗布ノズル65Cでシーラを塗布する様子を示した図である。図7に示すように、非接触式の塗布ノズル65Cは、ヘミング部3Cに対して非接触の状態でシーラを吐出し、ヘミング部3Cにシーラを塗布する。
【0039】
次に、接触式の塗布ノズル65A,65Bと、非接触式の塗布ノズル65Cとの切換位置について説明する。
図8は、ドア3の周縁部の部分拡大図である。図8に示すように、ドア3の周縁部内側には、周縁に沿ってヘミング部が形成されており、このヘミング部に対して、シーラが塗布される。ここで、ヘミング部のうち、直線状のヘミング部3A,3Aについては、ガイド部67A,67Bをドア3の周縁に当接させて摺動させながら、接触式の塗布ノズル65A,65Bによりシーラの塗布が行われる。一方、ドア3の角部の領域Cにおける曲率の大きなヘミング部3Cについては、非接触式の塗布ノズル65Cによりシーラの塗布が行われる。
【0040】
図3に戻って、シーラ塗布装置1は、ガン63の側面に接続され、かつ塗布ノズル65にシーラを供給する1本の供給管71を含んで構成されるシーラ供給装置70を備える。以下、シーラ供給装置70について説明する。
図9は、シーラ供給装置70の構成を示す模式図である。
図9に示すように、シーラ供給装置70は、供給管71と、流量計72と、流量調整バルブ73と、切替バルブ74A,74B,74Cを備える切替部74と、制御部75と、カットオフバルブ76Aを備えるカットオフ部76と、を備える。
【0041】
供給管71は、図示しないシーラを貯留するタンクと、塗布ノズル65A,65C,65Bにそれぞれ通ずるノズル用配管79A,79C,79Bとを連結する。タンク内に貯留されたシーラは、図示しない供給ポンプにより、供給管71内を圧送され、ノズル用配管79A,79C,79Bを介して塗布ノズル65A,65C,65Bに供給される。
なお、供給管71は、1本のみで構成される。
【0042】
流量計72は、供給管71内を流通するシーラの流量を検出する。検出信号は、制御部75に供給される。
【0043】
流量調整バルブ73は、バルブの開度を調整することにより、供給管71内を流通するシーラの流量を調整する。バルブの開度は、制御部75から供給される制御信号により決定される。
【0044】
切替部74は、3つの塗布ノズル65A,65C,65Bにそれぞれ対応して設けられた、第1切替バルブ74A、第2切替バルブ74C、および第3切替バルブ74Bを備える。
これら第1切替バルブ74A、第2切替バルブ74C、および第3切替バルブ74Bは、制御部75から供給される制御信号により駆動し、塗布ノズル65A,65C,65Bにそれぞれ通ずるノズル用配管79A,79C,79Bと供給管71とを連通または遮断する。
【0045】
詳しくは、上記の第1切替バルブ74A、第2切替バルブ74C、および第3切替バルブ74Bからなる切替バルブ74は、ソレノイドバルブで構成され、これらソレノイドバルブの駆動により、図示しないエアホースからのエアの供給のON/OFFが制御され、ガン63A,63C,63Bにそれぞれ設けられたニードル77A,77C,77Bを後退または前進させる。これにより、塗布ノズル65A,65C,65Bにそれぞれ通ずるノズル用配管79A,79C,79Bと供給管71を連通または遮断する。
例えば、図10はガン63Cの部分拡大断面図であるが、この図10に示すように、ニードル77Cが前進することにより、ノズル用配管79Cと供給管71とが遮断される。また、ニードル77Cが後退することにより、ノズル用配管79Cと供給管71とが連通される。
【0046】
図9に戻って、制御部75は、流量計72からの入力信号波形を整形し、電圧レベルを所定のレベルに修正し、アナログ信号値をデジタル信号値に変換するなどの機能を有する入力回路と、中央演算処理ユニット(以下、「CPU」という)とを備える。この他、制御部75は、CPUで実行される各種演算プログラムおよび演算結果などを記憶する記憶回路と、流量調整バルブ73、切替バルブ74、およびカットオフバルブ76Aなどに制御信号を出力する出力回路と、を備える。
【0047】
また、制御部75は、流量計72により検出されたシーラの流量に基づいて、流量調整バルブ73を制御することにより、切替部74により供給管71と連通された塗布ノズル65から吐出するシーラの塗布量を制御する塗布量制御部を構成する。
特に、接触式の塗布ノズルと非接触式の塗布ノズルとでは、シーラの塗布量が大きく異なり、また、同じ接触式の塗布ノズルにおいても、仕様が異なるとシーラの塗布量も異なってくるため、適宜、好ましい塗布量となるように流量調整バルブ73を制御する。
【0048】
カットオフ部76は、供給管71に設けられたカットオフバルブ76Aを備える。
カットオフバルブ76Aは、制御部75から供給される制御信号により駆動し、供給管71を遮断または開放する。具体的には、切替部74により塗布ノズル65A,65C,65Bにそれぞれ通ずるノズル用配管79A,79C,79Bと供給管71とを連通させてシーラの塗布を開始する際には、カットオフバルブ76Aにより供給管71を遮断し、シーラの塗布開始から所定時間が経過した後は、カットオフバルブ76Aにより供給管71を開放する。逆に、シーラの塗布を終了する際には、カットオフバルブ76Aにより供給管71を遮断した後、切替部74によりノズル用配管79A,79C,79Bと供給管71とを遮断する。
なお、カットオフバルブ76Aは、上記切替バルブと同様にソレノイドバルブで構成される。このソレノイドバルブの駆動により、図示しないエアホースからのエアの供給のON/OFFが制御され、供給管71に設けられたニードル78を後退または前進させる。これにより、供給管71を遮断または開放する。
【0049】
ここで、カットオフを実行するシーラ供給装置70の動作について説明する。
先ず、シーラの塗布を開始するに際して、第1切替バルブ74A、第2切替バルブ74C、および第3切替バルブ74Bのうち、いずれか1つのバルブをONにする。これにより、いずれか1つの塗布ノズル65と供給管71とが連通する。このとき、カットオフバルブ76AはOFFとし、供給管71を遮断しておく。すると、シーラは、供給管71が遮断されているため、カットオフバルブ76Aよりも下流側の流路内の残圧でシーラを吐出する。これにより、カットオフバルブ76Aよりも下流側の流路の内圧が低減される。
【0050】
次いで、所定時間が経過し、カットオフバルブ76Aよりも下流側の流路の内圧が十分に低減された後、カットオフバルブ76AをONにし、供給管71を開放する。すると、供給ポンプにより圧送されたシーラが、カットオフバルブ76Aよりも下流側の流路に導かれ、塗布ノズル65に供給される。これにより、供給管71の内圧が高まった状態でシーラの塗布を開始する時に、内圧が高まった状態で一気に塗布ノズル65から吐出されたシーラの先端がハンマー状に膨らむ、図11(A)のSに示すようなハンマーヘッドの発生を防止できる。ハンマーヘッドを防止できるため、図11の(B)に示すようにシーラの先端の膨らみが抑制されて、幅方向の寸法が均一な塗布シーラ形状が得られ、正確なシーラ塗布が可能となる。
【0051】
次いで、シーラの塗布を停止するに際しては、先ず、カットオフバルブ76AをOFFにし、供給管71を遮断する。すると、シーラは、供給管71が遮断されているため、カットオフバルブ76Aよりも下流側の流路内の残圧でシーラを吐出する。これにより、図11(C)に示すように、シーラの終端の膨らみを防止でき、幅方向の寸法が均一なシーラ形状が得られる。また、カットフバルブ76Aよりも下流側の流路内にシーラが残存するのを回避でき、次回のシーラ塗布開始の際におけるハンマーヘッドの発生を予備的に防止できる。
次いで、ONにしていた切替バルブをOFFにし、塗布ノズル65と供給管71とを遮断する。これにより、塗布ノズル65からのシーラの吐出が停止される。
【0052】
なお、上述したように、シーラの先端および終端の膨らみを防止できるため、特に塗布ノズル65の切替を実行した場合に、切替部分における塗布シーラのはみ出しを回避できる。図12は、シーラ塗布装置1によりヘミング部に塗布されたシーラのうち、塗布ノズルの切替を実行した部分のシーラの状態を示した図である。図12のうち、Aの領域が塗布ノズル65Aにより塗布されたシーラであり、領域Cが塗布ノズル65Cにより塗布されたシーラを示している。また、領域Dが、塗布ノズルの切替を実行した部分のシーラを示している。この図12に示すように、従来のようにシーラの先端や終端に膨らみが生ずる場合には、切替部分において幅方向のはみ出しが生じていたところ、本実施形態によれば、シーラの先端や終端の膨らみが防止されているため、切替部分におけるはみ出しを回避できる。特に、塗布ノズル65の切替の際に、切替前の塗布シーラの終端と切替後の塗布シーラの先端との重複範囲(即ち、領域Dの範囲)をロボットの10で制御することにより、切替部分におけるはみ出しをより効果的に防止できる。
【0053】
以上のような構成を備えるシーラ塗布装置1の動作について説明する。
シーラ塗布装置1は、生産ライン上をドア3が開いた状態で搬送されてきたボディ2に対して、スライド機構により進退自在に配置される。シーラ塗布開始時には、シーラ塗布装置1は、ボディ2に対して接近する方向に移動する。
【0054】
シーラ塗布の開始にあたり、先ず、緩衝機構50に設けられたエア供給穴519に圧縮エアを供給し、ピストン512を後退させる(図4参照)。すると、ピストン512に連結されたピストンロッド55およびフローティングベース53は、圧縮ばね52に抗して移動するとともに、係合凹部516,516に係合突起517,517が係合する。
このとき、シリンダユニット51の中心線51Cとフローティングベース53の中心線53Cとが一直線上に配置されるため、塗布ノズル65は高い位置精度を有する。また、塗布ノズル65の位置精度が高いため、シリンダユニット51のストロークを適切に設定することにより、ロボット10のティーチング操作をより正確に実行できる。
【0055】
次いで、フローティングベース53をシリンダユニット51に係合させてロックした状態で、ロボット10のアームを旋回・移動させる。このとき、3つの塗布ノズル65A,65C,65Bは、アームの中心軸に直交する方向に一列に配置されているため、アームを適宜旋回・移動させることにより、塗布ノズル65A,65C,65Bがワークや他の生産設備と干渉することなく、狭い部位などにもシーラを塗布できる。
【0056】
また、アームを旋回・移動させる際には、ブラケットケース31内に収納されたカメラ40により、ドア3の内側に付されたマーカを、孔33を通して撮像する。これにより、ボディ2やドア3の3次元上の位置を正確に検出する。検出されたボディ2やドア3の現在位置と、予めティーチングされたロボット10の基準位置とを比較して位置補正する。
【0057】
そして、塗布ノズル65を、シーラ塗布位置の直前で停止させる。ドア3の周縁のヘミング部にシーラを塗布するために接触式の塗布ノズル65A,65Bを使用する場合には、ガイド部67A,67Bの側部がドア3の周縁に当接する直前の位置で停止させる。
このとき、塗布ノズル65がシーラ塗布位置に当接する直前の位置までシリンダユニット51に圧縮エアの供給を継続することにより、塗布ノズル65がアームの旋回などによって揺動することなく、短時間で塗布ノズル65を所定のシーラ塗布位置の近傍まで近接させ、停止させることができる。
【0058】
次いで、塗布ノズル65がシーラ塗布位置に当接する直前に、エア供給穴519への圧縮エアの供給を停止すると、ピストンロッド55は、圧縮ばね52の復元力によりピストンロッド55の前進方向に付勢される。
圧縮エアの供給の停止により、シリンダ室518は大気圧となるため、ワークが塗布ノズル65に当接して外力が作用すると、塗布ノズル65と一体のフローティングベース53は、ワークの表面形状に追従して傾く。この状態で、塗布ノズル65から所定量のシーラを吐出し、ロボット10にティーチングした動作で、アームを所定の送り速度で移動させてシーラ塗布を実行する。
このとき、シーラの供給は、シーラ供給装置70により実行される。具体的には、上述のシーラ供給装置70の動作で説明した通りの手順に従って、実行される。
【0059】
シーラ塗布が完了したところで、塗布ノズル65を若干ワークから退避させる。退避させた後、再度、フローティングベース53をロックした状態で、アームを移動させて原点に復帰させることにより、シーラ塗布の1サイクルが完了する。
なお、シーラ塗布位置の変更に応じて塗布ノズル65の切替を実行する場合には、上記のシーラ塗布の1サイクルが完了した後、切替バルブ74による塗布ノズル65の切替と
アームの旋回・移動を行い、上記の動作を繰り返して実行される。
【0060】
本実施形態に係るシーラ塗布装置1によれば、以下の効果が奏される。
本実施形態によれば、ボディ2およびドア3に対してシーラを吐出する塗布ノズル65を備えるシーラ塗布装置1において、供給管71に、塗布ノズル65の近傍に配置された切替バルブ74と、切替バルブ74よりも塗布ノズル65から離間した位置に配置されたカットオフバルブ76と、を設け、シーラの吐出または遮断に際して、切替バルブ74の動作タイミングとカットオフバルブ76の動作タイミングとを離間させる制御部75と、を設けた。即ち、切替バルブ74により塗布ノズル65と供給管71とを連通させてシーラの塗布を開始する際には供給管71を遮断し、かつシーラの塗布開始から所定時間が経過した後にはカットオフバルブ76により供給管71を開放するように構成した。
【0061】
これにより、シーラ塗布を開始するまでの待機時間中に、シーラ中に含まれる溶剤成分が揮発してシーラ供給経路の内圧が高まった場合であっても、シーラ塗布開始時に内圧が高まった状態で一気に塗布ノズルから吐出されたシーラの先端がハンマー状に膨らむ、いわゆるハンマーヘッドの発生を防止でき、より正確にシーラ塗布できる。
また、シーラ塗布の終了に際しては、先ず、カットオフバルブ76により供給管71を遮断し、次いで切替バルブ74により塗布ノズル65と供給管71とを遮断するように構成した。これにより、塗布したシーラの終端の膨らみを防止することができ、より正確にシーラ塗布できる。
なお、本実施形態の適用範囲は、ロボットを備える自動シーラ塗布装置によるシーラ塗布に限られず、手動によるシーラ塗布にも適用できる。
【0062】
また、本実施形態では、複数の塗布ノズル65を備え、1本の供給管71と、この1本の供給管71からそれぞれ分岐して塗布ノズル65に至る複数のノズル用配管79と、を含んで構成した。また、制御部75を、シーラの吐出に際して切替バルブ74を制御することにより、複数のノズル用配管79のうちのいずれか1つを選択するように構成した。
より具体的には、塗布ノズル65にシーラを供給するシーラ供給装置70をさらに備え、シーラ供給装置70は、シーラを貯留するタンクと塗布ノズル65に通ずるノズル用配管79とを連結する1本の供給管71と、供給管71を流通するシーラの流量を検出する流量計72と、供給管71に設けられた流量調整バルブ73と、複数の塗布ノズル65のそれぞれに設けられ、塗布ノズル65に通ずるノズル用配管79と供給管71とを連通または遮断する切替バルブ74と、流量計72により検出されたシーラの流量に基づいて流量調整バルブ73を制御することにより、切替バルブ74により供給管71と連通されたノズル用配管79および塗布ノズル65から吐出するシーラの塗布量を制御する制御部75と、を含んで構成した。
【0063】
これにより、接触式と非接触式の両方を含む複数の塗布ノズル65を備える場合であっても、複数の塗布ノズル65のそれぞれに、塗布ノズル65と供給管71とを連通または遮断する切替バルブ74を設けることにより、シーラを貯留するタンクからシーラを供給するための供給管71を1本で構成することができる。また、供給管71を流通するシーラの流量を検出し、検出されたシーラの流量に基づいて、供給管71に設けた流量調整バルブ73をフィードバック制御できる。
即ち、1本の供給管71で接触式の塗布ノズル65A,65Bと非接触式の塗布ノズル65Cの両方へシーラを供給でき、供給管71がワークや他の生産設備と干渉するのを防止できる。また、供給管71を流通するシーラの流量に基づいて、供給管71に設けられた流量調整バルブ73をフィードバック制御するため、塗布ノズル65から吐出するシーラの塗布量を最適化でき、より正確にシーラ塗布できる。
【0064】
また、本実施形態では、シーラ塗布装置1をロボット10に搭載し、塗布ノズル65とロボット10の本体20の中間部分に、ワーク検出用の画像センサであるカメラ40を設けた。
より具体的には、ワークに対してシーラを吐出する塗布ノズル65と、第2アーム22の先端に取り付けられたブラケット30により緩衝機構50を介して当該塗布ノズル65を支持し、かつ当該塗布ノズル65の3次元上の位置を変化させるロボット10と、を備えるシーラ塗布装置1であって、ブラケット30は、第2アーム22の中心軸22Cの延長線上に重心を有しかつ第1アーム21の幅寸法と略同等以下の幅寸法を有する箱型のブラケットケース31を有し、前記シーラ塗布装置1は、ブラケットケース31内に収納されかつワークの3次元上の位置を検出するセンシング手段としての画像センサであるカメラ40を備えるように構成した。
即ち、ワークの3次元上の位置を検出するカメラ40を、塗布ノズル65とロボット10の本体20の中間部分、具体的には、第2アームの中心軸の延長線上に重心を有しかつ第1アーム21の幅寸法と略同等以下の幅寸法を有する箱型のブラケットケース31内に収納した。そして、ブラケット30の一部を、カメラ40のカバーとして利用する構成とした。
【0065】
これにより、本実施形態によれば、センシング手段としての画像センサであるカメラ40を備えるため、ワークの3次元上の位置、ロボット10の動作および補正基準点となるワークの基準位置を正確に検出でき、シーラ塗布が必要な部位に正確にシーラ塗布できる。また、カメラ40が、第2アーム22の中心軸22Cの延長線上に重心を有しかつ第1アーム21の幅寸法と略同等以下の幅寸法を有する箱型のブラケットケース31内に収納されているため、ロボット10の動作中に、カメラ40がワークや他の生産設備と干渉するのを防止できる。
【0066】
また、本実施形態では、塗布ノズル65として、ノズルの先端近傍にガイド部67A,67Bを有しかつ当該ガイド部67A,67Bを前記ワークに当接させた状態でシーラを吐出する接触式塗布ノズル65A,65Bと、ガイド部を有さずに前記ワークに非接触の状態でシーラを吐出する非接触式塗布ノズル65Cとを、それぞれ少なくとも1つずつ備え、これら複数の塗布ノズル65は、第2アーム22の中心軸22Cに直交する方向に一列に配置して構成した。
また、第2アーム22の先端に複数の塗布ノズル65を備え、これら複数の塗布ノズル65を第2アーム22の中心軸22Cに直交する方向に一列に配置させた。また、複数の塗布ノズル65として、接触式の塗布ノズル65A,65Bと非接触式の塗布ノズル65Cとを、それぞれ少なくとも1つずつ備える構成とした。
【0067】
これにより、複数の塗布ノズル65が第2アーム22の中心軸22Cに直交する方向に一列に配置されているため、アームを適宜旋回・移動させることにより、塗布ノズル65がワークや他の生産設備と干渉することなく、狭い部位などにもシーラを塗布できる。また、ワークや他の生産設備との干渉を防止しつつ、接触式の塗布ノズル65A,65Bと非接触式の塗布ノズル65Cの両方を装備できるため、平面構造と立体構造とが組み合わさったワークに対しても、1台のシーラ塗布装置でワークの全ての部位をシーラ塗布できる。
【0068】
なお、本発明は上記実施形態に限定されるものではなく、本発明の目的を達成できる範囲での変形、改良は本発明に含まれる。
【符号の説明】
【0069】
1 シーラ塗布装置
10 ロボット(多軸ロボット)
22 第2アーム(アーム)
22C 第2アームの中心軸(アームの中心軸)
30 ブラケット
31 ブラケットケース
40 カメラ(画像センサ、センシング手段)
50 緩衝機構
65 塗布ノズル
65A,65B 接触式の塗布ノズル
65C 非接触式の塗布ノズル
67A,67B ガイド部
70 シーラ供給装置
71 供給管(シーラ供給経路、シーラ供給管)
72 流量計(流量検出手段)
73 流量調整バルブ
74 切替バルブ(第1のバルブ、切替手段)
75 制御部(制御手段、切替手段、塗布量制御手段、カットオフ手段)
76 カットオフバルブ(第2のバルブ、カットオフ手段)
79 ノズル用配管
【特許請求の範囲】
【請求項1】
ワークに対してシーラを吐出する塗布ノズルを備えるシーラ塗布装置において、
シーラ供給経路には、前記塗布ノズルの近傍に配置された第1のバルブと、当該第1のバルブよりも前記塗布ノズルから離間した位置に配置された第2のバルブと、が設けられ、
シーラの吐出または遮断に際して、前記第1のバルブの動作タイミングと前記第2のバルブの動作タイミングとを離間させる制御手段を備えることを特徴とするシーラ塗布装置。
【請求項2】
前記シーラ塗布装置は、複数の塗布ノズルを備え、
前記シーラ供給経路は、1本のシーラ供給管と、この1本のシーラ供給管からそれぞれ分岐して前記塗布ノズルに至る複数のノズル用配管と、を含んで構成され、
前記制御手段は、シーラの吐出に際して前記第1のバルブを制御することにより、前記複数のノズル用配管のうちのいずれか1つを選択することを特徴とする請求項1記載のシーラ塗布装置。
【請求項3】
前記シーラ塗布装置が、多軸ロボットに搭載されたことを特徴とする請求項1または2記載のシーラ塗布装置。
【請求項4】
前記塗布ノズルと前記多軸ロボットの本体の中間部分には、ワーク検出用の画像センサが設けられていることを特徴とする請求項3記載のシーラ塗布装置。
【請求項1】
ワークに対してシーラを吐出する塗布ノズルを備えるシーラ塗布装置において、
シーラ供給経路には、前記塗布ノズルの近傍に配置された第1のバルブと、当該第1のバルブよりも前記塗布ノズルから離間した位置に配置された第2のバルブと、が設けられ、
シーラの吐出または遮断に際して、前記第1のバルブの動作タイミングと前記第2のバルブの動作タイミングとを離間させる制御手段を備えることを特徴とするシーラ塗布装置。
【請求項2】
前記シーラ塗布装置は、複数の塗布ノズルを備え、
前記シーラ供給経路は、1本のシーラ供給管と、この1本のシーラ供給管からそれぞれ分岐して前記塗布ノズルに至る複数のノズル用配管と、を含んで構成され、
前記制御手段は、シーラの吐出に際して前記第1のバルブを制御することにより、前記複数のノズル用配管のうちのいずれか1つを選択することを特徴とする請求項1記載のシーラ塗布装置。
【請求項3】
前記シーラ塗布装置が、多軸ロボットに搭載されたことを特徴とする請求項1または2記載のシーラ塗布装置。
【請求項4】
前記塗布ノズルと前記多軸ロボットの本体の中間部分には、ワーク検出用の画像センサが設けられていることを特徴とする請求項3記載のシーラ塗布装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2011−98305(P2011−98305A)
【公開日】平成23年5月19日(2011.5.19)
【国際特許分類】
【出願番号】特願2009−255389(P2009−255389)
【出願日】平成21年11月6日(2009.11.6)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【出願人】(307036339)エクスカテック株式会社 (1)
【Fターム(参考)】
【公開日】平成23年5月19日(2011.5.19)
【国際特許分類】
【出願日】平成21年11月6日(2009.11.6)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【出願人】(307036339)エクスカテック株式会社 (1)
【Fターム(参考)】
[ Back to top ]