
シールテープ接着装置
【課題】シールテープの伸びや蛇行を防止することができるシールテープ接着装置、及びかかるシールテープ接着装置を備えた液体充填包装機を提供すること。
【解決手段】包材A’を案内する包材送りローラ12と、包材送りローラ12を駆動する包材用サーボモータ14と、包材用サーボモータ14の回転速度を検出する包材速度センサーと、シールテープaを巻回するテープ用リール24と、テープ用リール24を駆動するテープ用サーボモータ26と、シールテープaを案内するテープ用ダンサローラ28と、テープ用ダンサローラ28の振り角を検出する第1テープ用エンコーダ30と、巻回されたシールテープaの外周に上側から当接した揺動アーム34と、揺動アーム34の振り角を検出する第2テープ用エンコーダ36と、制御手段38とを備えた液体充填包装機10である。
【解決手段】包材A’を案内する包材送りローラ12と、包材送りローラ12を駆動する包材用サーボモータ14と、包材用サーボモータ14の回転速度を検出する包材速度センサーと、シールテープaを巻回するテープ用リール24と、テープ用リール24を駆動するテープ用サーボモータ26と、シールテープaを案内するテープ用ダンサローラ28と、テープ用ダンサローラ28の振り角を検出する第1テープ用エンコーダ30と、巻回されたシールテープaの外周に上側から当接した揺動アーム34と、揺動アーム34の振り角を検出する第2テープ用エンコーダ36と、制御手段38とを備えた液体充填包装機10である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、連続的に移送される基材に対してシールテープを接着するシールテープ接着装置、及びかかる接着装置を備えた液体充填包装機に関する。
【背景技術】
【0002】
従来より、包材の長手方向両端部をシールしてチューブ状に成形すると共に該チューブ状包材内に充填液を充填し、充填液が充填されたチューブ状包材をほぼ容器1個に相当する長さ分だけ下方に送りながら、チューブ状包材の長手方向と直交する方向にシールしてブリックタイプの包装容器を製造する液体充填包装機が提案されている(例えば、特許文献1,2参照)。この液体充填包装機では、連続的に移送される包材の長手方向端部の一方にシールテープの片側半分程度を(残り半分程度は、はみ出すように)ヒートシールした後、シールテープが接着された側を内側としてチューブ状となるように包材の長手方向両端部をオーバーラップしてヒートシールすると同時に、シールテープのはみ出し部分がオーバーラップ部分を覆うように包材の反対側の長手方向端部にヒートシールされ、これにより包材の端面が容器内で露出しないようにしている(例えば、特許文献3,4参照)。
【0003】
【特許文献1】特開昭63−44401号公報
【特許文献2】特開2002−234075号公報
【特許文献3】特開2004−292029号公報
【特許文献4】実開昭63−197806号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
上記のような従来の充填包装機においては、シールテープはテープ用リールから送り出されるが、かかるテープ用リールに駆動装置が設けられておらず、シールテープは、送り装置により移送される包材に引っ張られることで送り出される構成になっていた。したがって、シールテープに無理なテンションがかかり、シールテープが伸び、蛇行する等、接着状態に問題が生じる場合があった。シールテープは非常に薄く、材質によってはこの問題はより顕著化していた。
【0005】
本発明の課題は、シールテープの伸びや蛇行を防止することができるシールテープ接着装置、及びかかるシールテープ接着装置を備えた液体充填包装機を提供することにある。
【課題を解決するための手段】
【0006】
本発明者らは、上記課題を解決すべく鋭意検討した結果、シールテープを巻回しているテープ用リールをサーボモータで駆動すると共に、基材速度センサーからの基材用サーボモータの回転速度情報、テープ速度ぶれセンサーからの基材に対する速度ぶれ算出情報、及びテープ残量センサーからのシールテープ径算出情報に基づき、テープ用サーボモータを制御して、シールテープの送り出し量を調整することにより、上記課題を解決することができることを見い出し、本発明を完成するに至った。
【0007】
すなわち本発明は、(1)移送される基材に対してシールテープを接着する装置であって、基材を案内する基材送りローラと、該基材送りローラを駆動する基材用サーボモータと、該基材用サーボモータの回転速度を検出する基材速度センサーと、シールテープを巻回するテープ用リールと、該テープ用リールを駆動するテープ用サーボモータと、前記テープ用リールから送り出されるシールテープの基材に対する送り出し速度のぶれを算出する情報を検出するテープ速度ぶれセンサーと、前記テープ用リールに巻回されたシールテープの径を算出する情報を検出するテープ残量センサーと、前記基材速度センサーの回転速度情報、テープ速度ぶれセンサーの速度ぶれ算出情報、及びテープ残量センサーのテープ径算出情報に基づき、テープ用サーボモータの回転速度を制御してシールテープの送り出し量を調整する制御手段と、を備えたことを特徴とするシールテープ接着装置に関する。
【0008】
また本発明は、(2)テープ速度ぶれセンサーが、テープ用リールから送り出されたシールテープを案内するテープ用ダンサローラの振り角を検出する第1テープ用エンコーダであり、テープ残量センサーが、テープ用リールに巻回されたシールテープの外周にその先端が接した揺動アームの振り角を検出する第2テープ用エンコーダであることを特徴とする前記(1)記載のシールテープ接着装置や、(3)基材の長手方向端部の一方にシールテープを接着した後、該基材の長手方向両端部をシールしてチューブ状に成形すると共に該チューブ状基材内に充填液を充填し、充填液が充填されたチューブ状基材をほぼ容器1個に相当する長さ分だけ下方に送りながら、チューブ状基材の長手方向と直交する方向にシールして包装する液体充填包装機であって、前記(1)又は(2)記載のシールテープ接着装置を備えたことを特徴とする液体充填包装機に関する。
【発明の効果】
【0009】
本発明のシールテープ接着装置及び液体充填包装機によれば、シールテープの送り出し量を制御して送り出すことができ、これにより、シールテープの伸びや蛇行を防止して包材に安定かつ正確に基材にシールテープを接着することができる。
【発明を実施するための最良の形態】
【0010】
本発明のシールテープ接着装置としては、移送される基材に対してシールテープを接着する装置であって、基材を案内する基材送りローラと、該基材送りローラを駆動する基材用サーボモータと、該基材用サーボモータの回転速度を検出する基材速度センサーと、シールテープを巻回するテープ用リールと、該テープ用リールを駆動するテープ用サーボモータと、前記テープ用リールから送り出されるシールテープの基材に対する送り出し速度のぶれを算出する情報を検出するテープ速度ぶれセンサーと、前記テープ用リールに巻回されたシールテープの径を算出する情報を検出するテープ残量センサーと、前記基材速度センサーの回転速度情報、テープ速度ぶれセンサーの速度ぶれ算出情報、及びテープ残量センサーのテープ径算出情報に基づき、テープ用サーボモータの回転速度を制御してシールテープの送り出し量を調整する制御手段とを備えた装置であれば特に制限されるものではなく、本発明のシールテープ接着装置によれば、テープ用サーボモータを制御してシールテープの送り出し量を調整するので、基材の移送スピードに合わせてシールテープも送り出され、シールテープに無理なテンションがかかることなく、基材へのシールテープの接着を安定かつ正確に行うことができる。
【0011】
本発明のシールテープ接着装置においては、基材は、基材用サーボモータにより駆動する基材送りローラの回転により、基材用リールから送り出され、移送される。かかる基材送りローラは、基材及びシールテープの接着手段の下流に設けられていることが好ましい。すなわち、基材及びシールテープが伸長状態で接着できるよう、シールテープが接着された基材を移送するように配置されることが好ましい。
【0012】
基材送りローラを駆動するサーボモータは、基材送りローラの下流側の基材処理速度に合わせてその回転速度が制御される。例えば、送りローラの下流に設けられたダンサローラの振り角(基材の弛み具合)に合わせてサーボモータの回転速度が制御される。具体的には、基材送りローラの下流に、基材を案内する基材用ダンサローラ及び基材用ダンサローラの振り角を検出する基材用エンコーダが設けられ、基材用エンコーダの振り角情報に基づいて基材用サーボモータの回転速度が制御されることが好ましい。これにより、基材用ダンサローラの下流側の不規則な基材処理速度の変化に対応することができる。この基材用サーボモータの回転速度は、基材速度センサーにより検出され、この回転速度情報から基材送りローラの周速度(基材の移送速度)が算出される。
【0013】
シールテープは、テープ用サーボモータにより駆動するテープ用リールの回転により送り出される。テープ用サーボモータの回転速度は、基材速度センサーの基材用サーボモータの回転速度情報、テープ速度ぶれセンサーの基材に対する速度ぶれ算出情報、及びテープ残量センサーのシールテープ径算出情報に基づき制御される。
【0014】
テープ速度ぶれセンサーとしては、テープ用リールから送り出されるシールテープの基材に対する送り出し速度のぶれを算出する情報を検出する手段であれば特に制限されるものではなく、例えば、シールテープを案内するテープ用ダンサローラの振り角を検出する第1テープ用エンコーダを例示することができる。すなわち、テープ用リールの近傍に設けられたテープ用ダンサローラのアームの支点の振り角(基材の弛み具合)が第1テープ用エンコーダにより検出され、これにより基材に対する送り出し速度のぶれが算出されことになる。また、テープ速度ぶれセンサーは、テープ用リールから送り出されたシールテープのテンションを直接測定する手段であってもよく、これによっても基材に対する送り出し速度のぶれを算出することができる。
【0015】
テープ残量センサーとしては、テープ用リールに巻回されたシールテープの径を算出する情報を検出する手段であれば特に制限されるものではなく、例えば、テープ用リールに巻回されたシールテープの外周にその先端が接した揺動アームの振り角を検出する第2テープ用エンコーダを例示することができる。すなわち、揺動アーム先端は、シールテープの減少に伴って基材用リールの中心に向かって移動し、かかる揺動アームの支点の振り角が第2テープ用エンコーダにより検出され、残存シールテープの径が算出されることになる。また、テープ残量センサーは、テープ用サーボモータの回転数(回転した数)を検出する手段であってもよく、これによっても残存シールテープの径を算出することができる。
【0016】
制御手段は、基材速度センサーの基材用サーボモータの回転速度情報、テープ速度ぶれセンサーの基材に対する送り出し速度のぶれ算出情報、及びテープ残量センサーのテープ径算出情報に基づき、テープ用サーボモータの回転速度を制御してシールテープの送り出し量を調整する手段である。
【0017】
すなわち、制御手段は、基材速度センサーの基材用サーボモータの回転速度情報から基材送りローラの周速度(基材の移送速度)を算出して、シールテープの周速度の基準とする一方で、シールテープ速度ぶれセンサーの速度ぶれ算出情報に基づいて基材に対するシールテープの速度のぶれを算出してシールテープの周速度を補正すると共に、テープ残量センサーのテープ径算出情報に基づいて残存シールテープの径を算出し、巻回されたシールテープの径の減少(テープ残量の減少)に伴う周速度の変化を考慮して、テープ用サーボモータに指令を出し、回転速度を制御する。このような制御方法を採用することにより、安定かつ正確に基材及びシールテープを接着できるだけでなく、高速処理を行うことが可能となる。
【0018】
移送する基材に対してシールテープを接着する接着手段としては、例えば、シールテープ接着面を熱溶融すると共に押圧して接着する手段を例示することができ、具体的には、予め基材及び/又はシールテープの接着面を加熱する予備加熱手段及び一対のローラの組み合せを例示することができる。
【0019】
上記のような本発明のシールテープ接着装置は、例えば、液体を高速で充填包装する液体充填包装機において移送される基材(包材)に対してシールテープを接着する装置として用いることができる。すなわち、本発明の液体充填包装機としては、基材の長手方向端部の一方にシールテープを接着した後、該基材の長手方向両端部をシールしてチューブ状に成形すると共に該チューブ状基材内に充填液を充填し、充填液が充填されたチューブ状基材をほぼ容器1個に相当する長さ分だけ下方に送りながら、チューブ状基材の長手方向と直交する方向にシールして包装する液体充填包装機であって、上記シールテープ接着装置を備えた液体充填包装機であれば特に制限されるものではなく、より具体的には、移送される包材の長手方向端部の一方にシールテープの片側半分程度を(残り半分程度は、はみ出すように)ヒートシールした後、シールテープが接着された側を内側としてチューブ状となるように包材の長手方向両端部をオーバーラップしてヒートシールすると同時に、シールテープの残り片側部分(はみ出し部分)がオーバーラップ部分を覆うように包材の反対側の長手方向端部にヒートシールされチューブ状包材を成形する装置である。かかる本発明の液体充填包装機としては、例えば、ジュース、牛乳等を充填包装する装置を好適に例示することができ、ケチャップ、マヨネーズ等のペーストを充填包装する装置も本発明に包含される。
【0020】
以下、図面を参照しつつ本発明をより具体的に説明するが、本発明の技術的範囲はこれらの例示に限定されるものではない。図1は、本発明の液体充填包装機の一例を示す概略図であり、図2は、本発明の液体充填包装機の制御方法の説明図である。
【0021】
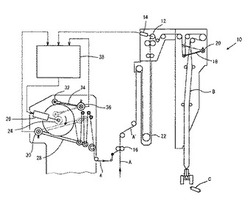
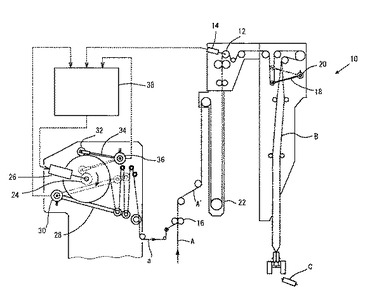
図1に示すように、本発明の一例である液体充填包装機10は、包材用リール(不図示)から送り出される包材Aの長手方向端部の一方にシールテープaをヒートシールし、シールテープaが接着された包材A’の長手方向両端部をシールしてチューブ状包材Bにすると共にチューブ状包材B内に充填液を充填し、充填液が充填されたチューブ状包材Bをほぼ容器1個に相当する長さ分だけ下方に送りながら、チューブ状包材Bの長手方向と直交する方向にシールしてブリックタイプの包装容器Cを製造する装置である。
【0022】
液体充填包装機10は、包材送り機構として、シールテープaが接着された包材A’を案内する包材送りローラ12と、包材送りローラ12を駆動する包材用サーボモータ14と、包材用サーボモータ14の回転速度を検出する包材速度センサー(不図示)とを備えている。包材送りローラ12は、包材Aにシールテープaをヒートシールする一対の接着ローラ16の下流に設けられており、包材送りローラ12によってシールテープaが接着された包材A’を移送することにより、包材A及びシールテープaを伸長状態で接着できるようにしている。また、包材送りローラ12の下流には包材用ダンサローラ18及び包材用エンコーダ20が設けられており、この包材用ダンサローラ18の上下動に伴う振り角を包材用エンコーダ20で検出することにより、包材用サーボモータ14の回転を制御する。なお、符号22は、包材A’を殺菌するための殺菌液槽を示す。
【0023】
また、テープ送り出し機構として、シールテープaを巻回するテープ用リール24と、テープ用リール24を駆動するテープ用サーボモータ26と、シールテープaを案内する2つのローラを先端に有するテープ用ダンサローラ28と、テープ用ダンサローラ28の振り角を検出する第1テープ用エンコーダ30と、巻回されたシールテープaの外周に先端ローラ32が上側から当接した揺動アーム34と、揺動アーム34の振り角を検出する第2テープ用エンコーダ36とを備えている。第1テープ用エンコーダ30は、テープ用ダンサローラ28の振り角を検出するセンサー(テープ速度ぶれセンサー)であり、第2テープ用エンコーダ36は、シールテープaの減少に伴って下方に移動する揺動アーム34の支点の振り角を検出するセンサー(テープ残量センサー)である。
【0024】
液体充填包装機10は、上記各センサーからの情報に基づき、テープ用サーボモータ26の回転速度を制御する制御手段(プログラマブルロジックコントローラ(PLC))38を備えている。この制御手段38は、包材速度センサーの包材用サーボモータ14の回転速度情報から包材送りローラ12の周速度(基材の移送速度)を算出し、この包材送りローラ12の周速度をテープ用サーボモータの周速度の基準としつつ、第1テープ用エンコーダ30の情報及び第2テープ用エンコーダ36の情報から基材に対するテープ送り出し速度のぶれ及び残存シールテープの径を算出し、この算出結果を用いてテープ用サーボモータ26の回転速度を制御する。
【0025】
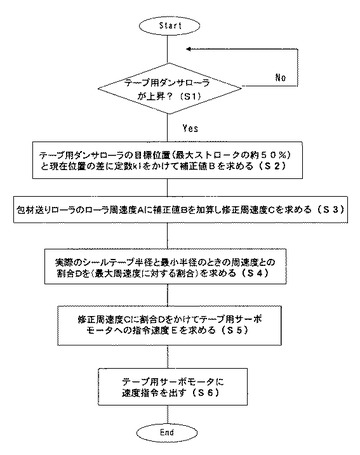
上記のような制御手段38を備えた液体充填包装機10の制御方法について、図2を参照して具体的に説明する。
図2に示すように、テープ用ダンサローラ28が最下位置に位置するとき、テープ用サーボモータ26は一時停止している(ステップ1)。テープ用ダンサローラ28が上昇すると、まず、テープ用ダンサローラ28の目標位置(最大ストロークの50%)の振り角と第1テープ用エンコーダ30で検出された振り角の差に定数k1をかけて補正値Bを算出する(ステップ1,2)。続いて、包材速度センサーの包材用サーボモータ14の回転速度情報から求められる包材送りローラ12のローラ周速度Aに補正値Bを加算し、修正周速度Cを算出する(ステップ3)。さらに、第2テープ用エンコーダ36の振り角から求めた実際のシールテープ半径と最小半径のときの周速度との割合D(最大周速度に対する割合)を算出する(ステップ4)。前記修正周速度Cにこの最大周速度に対する割合Dをかけることにより、テープ用リール24のテープ用サーボモータ26への指令速度Eを算出し(ステップ5)、テープ用サーボモータ26に速度指令を出す(ステップ6)。このステップ1〜6の制御は、例えば、0.1秒ごと、1パックの充填包装の間に4回程度行われる。
【0026】
このような制御を行うことにより、安定かつ正確に基材及びシールテープを接着でき、高速処理を行うことができる。
【図面の簡単な説明】
【0027】
【図1】本発明の液体充填包装機の一例を示す概略図である。
【図2】本発明の液体充填包装機の制御方法の説明図である。
【符号の説明】
【0028】
10 液体充填包装機
12 包材送りローラ
14 包材用サーボモータ
16 接着ローラ
18 包材用ダンサローラ
20 包材用エンコーダ
22 殺菌液槽
24 テープ用リール
26 テープ用サーボモータ
28 テープ用ダンサローラ
30 第1テープ用エンコーダ
32 先端ローラ
34 揺動アーム
36 第2テープ用エンコーダ
38 制御手段
A 包材
A’ シールテープが接着された包材
B チューブ状包材
C 包装容器
a シールテープ
【技術分野】
【0001】
本発明は、連続的に移送される基材に対してシールテープを接着するシールテープ接着装置、及びかかる接着装置を備えた液体充填包装機に関する。
【背景技術】
【0002】
従来より、包材の長手方向両端部をシールしてチューブ状に成形すると共に該チューブ状包材内に充填液を充填し、充填液が充填されたチューブ状包材をほぼ容器1個に相当する長さ分だけ下方に送りながら、チューブ状包材の長手方向と直交する方向にシールしてブリックタイプの包装容器を製造する液体充填包装機が提案されている(例えば、特許文献1,2参照)。この液体充填包装機では、連続的に移送される包材の長手方向端部の一方にシールテープの片側半分程度を(残り半分程度は、はみ出すように)ヒートシールした後、シールテープが接着された側を内側としてチューブ状となるように包材の長手方向両端部をオーバーラップしてヒートシールすると同時に、シールテープのはみ出し部分がオーバーラップ部分を覆うように包材の反対側の長手方向端部にヒートシールされ、これにより包材の端面が容器内で露出しないようにしている(例えば、特許文献3,4参照)。
【0003】
【特許文献1】特開昭63−44401号公報
【特許文献2】特開2002−234075号公報
【特許文献3】特開2004−292029号公報
【特許文献4】実開昭63−197806号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
上記のような従来の充填包装機においては、シールテープはテープ用リールから送り出されるが、かかるテープ用リールに駆動装置が設けられておらず、シールテープは、送り装置により移送される包材に引っ張られることで送り出される構成になっていた。したがって、シールテープに無理なテンションがかかり、シールテープが伸び、蛇行する等、接着状態に問題が生じる場合があった。シールテープは非常に薄く、材質によってはこの問題はより顕著化していた。
【0005】
本発明の課題は、シールテープの伸びや蛇行を防止することができるシールテープ接着装置、及びかかるシールテープ接着装置を備えた液体充填包装機を提供することにある。
【課題を解決するための手段】
【0006】
本発明者らは、上記課題を解決すべく鋭意検討した結果、シールテープを巻回しているテープ用リールをサーボモータで駆動すると共に、基材速度センサーからの基材用サーボモータの回転速度情報、テープ速度ぶれセンサーからの基材に対する速度ぶれ算出情報、及びテープ残量センサーからのシールテープ径算出情報に基づき、テープ用サーボモータを制御して、シールテープの送り出し量を調整することにより、上記課題を解決することができることを見い出し、本発明を完成するに至った。
【0007】
すなわち本発明は、(1)移送される基材に対してシールテープを接着する装置であって、基材を案内する基材送りローラと、該基材送りローラを駆動する基材用サーボモータと、該基材用サーボモータの回転速度を検出する基材速度センサーと、シールテープを巻回するテープ用リールと、該テープ用リールを駆動するテープ用サーボモータと、前記テープ用リールから送り出されるシールテープの基材に対する送り出し速度のぶれを算出する情報を検出するテープ速度ぶれセンサーと、前記テープ用リールに巻回されたシールテープの径を算出する情報を検出するテープ残量センサーと、前記基材速度センサーの回転速度情報、テープ速度ぶれセンサーの速度ぶれ算出情報、及びテープ残量センサーのテープ径算出情報に基づき、テープ用サーボモータの回転速度を制御してシールテープの送り出し量を調整する制御手段と、を備えたことを特徴とするシールテープ接着装置に関する。
【0008】
また本発明は、(2)テープ速度ぶれセンサーが、テープ用リールから送り出されたシールテープを案内するテープ用ダンサローラの振り角を検出する第1テープ用エンコーダであり、テープ残量センサーが、テープ用リールに巻回されたシールテープの外周にその先端が接した揺動アームの振り角を検出する第2テープ用エンコーダであることを特徴とする前記(1)記載のシールテープ接着装置や、(3)基材の長手方向端部の一方にシールテープを接着した後、該基材の長手方向両端部をシールしてチューブ状に成形すると共に該チューブ状基材内に充填液を充填し、充填液が充填されたチューブ状基材をほぼ容器1個に相当する長さ分だけ下方に送りながら、チューブ状基材の長手方向と直交する方向にシールして包装する液体充填包装機であって、前記(1)又は(2)記載のシールテープ接着装置を備えたことを特徴とする液体充填包装機に関する。
【発明の効果】
【0009】
本発明のシールテープ接着装置及び液体充填包装機によれば、シールテープの送り出し量を制御して送り出すことができ、これにより、シールテープの伸びや蛇行を防止して包材に安定かつ正確に基材にシールテープを接着することができる。
【発明を実施するための最良の形態】
【0010】
本発明のシールテープ接着装置としては、移送される基材に対してシールテープを接着する装置であって、基材を案内する基材送りローラと、該基材送りローラを駆動する基材用サーボモータと、該基材用サーボモータの回転速度を検出する基材速度センサーと、シールテープを巻回するテープ用リールと、該テープ用リールを駆動するテープ用サーボモータと、前記テープ用リールから送り出されるシールテープの基材に対する送り出し速度のぶれを算出する情報を検出するテープ速度ぶれセンサーと、前記テープ用リールに巻回されたシールテープの径を算出する情報を検出するテープ残量センサーと、前記基材速度センサーの回転速度情報、テープ速度ぶれセンサーの速度ぶれ算出情報、及びテープ残量センサーのテープ径算出情報に基づき、テープ用サーボモータの回転速度を制御してシールテープの送り出し量を調整する制御手段とを備えた装置であれば特に制限されるものではなく、本発明のシールテープ接着装置によれば、テープ用サーボモータを制御してシールテープの送り出し量を調整するので、基材の移送スピードに合わせてシールテープも送り出され、シールテープに無理なテンションがかかることなく、基材へのシールテープの接着を安定かつ正確に行うことができる。
【0011】
本発明のシールテープ接着装置においては、基材は、基材用サーボモータにより駆動する基材送りローラの回転により、基材用リールから送り出され、移送される。かかる基材送りローラは、基材及びシールテープの接着手段の下流に設けられていることが好ましい。すなわち、基材及びシールテープが伸長状態で接着できるよう、シールテープが接着された基材を移送するように配置されることが好ましい。
【0012】
基材送りローラを駆動するサーボモータは、基材送りローラの下流側の基材処理速度に合わせてその回転速度が制御される。例えば、送りローラの下流に設けられたダンサローラの振り角(基材の弛み具合)に合わせてサーボモータの回転速度が制御される。具体的には、基材送りローラの下流に、基材を案内する基材用ダンサローラ及び基材用ダンサローラの振り角を検出する基材用エンコーダが設けられ、基材用エンコーダの振り角情報に基づいて基材用サーボモータの回転速度が制御されることが好ましい。これにより、基材用ダンサローラの下流側の不規則な基材処理速度の変化に対応することができる。この基材用サーボモータの回転速度は、基材速度センサーにより検出され、この回転速度情報から基材送りローラの周速度(基材の移送速度)が算出される。
【0013】
シールテープは、テープ用サーボモータにより駆動するテープ用リールの回転により送り出される。テープ用サーボモータの回転速度は、基材速度センサーの基材用サーボモータの回転速度情報、テープ速度ぶれセンサーの基材に対する速度ぶれ算出情報、及びテープ残量センサーのシールテープ径算出情報に基づき制御される。
【0014】
テープ速度ぶれセンサーとしては、テープ用リールから送り出されるシールテープの基材に対する送り出し速度のぶれを算出する情報を検出する手段であれば特に制限されるものではなく、例えば、シールテープを案内するテープ用ダンサローラの振り角を検出する第1テープ用エンコーダを例示することができる。すなわち、テープ用リールの近傍に設けられたテープ用ダンサローラのアームの支点の振り角(基材の弛み具合)が第1テープ用エンコーダにより検出され、これにより基材に対する送り出し速度のぶれが算出されことになる。また、テープ速度ぶれセンサーは、テープ用リールから送り出されたシールテープのテンションを直接測定する手段であってもよく、これによっても基材に対する送り出し速度のぶれを算出することができる。
【0015】
テープ残量センサーとしては、テープ用リールに巻回されたシールテープの径を算出する情報を検出する手段であれば特に制限されるものではなく、例えば、テープ用リールに巻回されたシールテープの外周にその先端が接した揺動アームの振り角を検出する第2テープ用エンコーダを例示することができる。すなわち、揺動アーム先端は、シールテープの減少に伴って基材用リールの中心に向かって移動し、かかる揺動アームの支点の振り角が第2テープ用エンコーダにより検出され、残存シールテープの径が算出されることになる。また、テープ残量センサーは、テープ用サーボモータの回転数(回転した数)を検出する手段であってもよく、これによっても残存シールテープの径を算出することができる。
【0016】
制御手段は、基材速度センサーの基材用サーボモータの回転速度情報、テープ速度ぶれセンサーの基材に対する送り出し速度のぶれ算出情報、及びテープ残量センサーのテープ径算出情報に基づき、テープ用サーボモータの回転速度を制御してシールテープの送り出し量を調整する手段である。
【0017】
すなわち、制御手段は、基材速度センサーの基材用サーボモータの回転速度情報から基材送りローラの周速度(基材の移送速度)を算出して、シールテープの周速度の基準とする一方で、シールテープ速度ぶれセンサーの速度ぶれ算出情報に基づいて基材に対するシールテープの速度のぶれを算出してシールテープの周速度を補正すると共に、テープ残量センサーのテープ径算出情報に基づいて残存シールテープの径を算出し、巻回されたシールテープの径の減少(テープ残量の減少)に伴う周速度の変化を考慮して、テープ用サーボモータに指令を出し、回転速度を制御する。このような制御方法を採用することにより、安定かつ正確に基材及びシールテープを接着できるだけでなく、高速処理を行うことが可能となる。
【0018】
移送する基材に対してシールテープを接着する接着手段としては、例えば、シールテープ接着面を熱溶融すると共に押圧して接着する手段を例示することができ、具体的には、予め基材及び/又はシールテープの接着面を加熱する予備加熱手段及び一対のローラの組み合せを例示することができる。
【0019】
上記のような本発明のシールテープ接着装置は、例えば、液体を高速で充填包装する液体充填包装機において移送される基材(包材)に対してシールテープを接着する装置として用いることができる。すなわち、本発明の液体充填包装機としては、基材の長手方向端部の一方にシールテープを接着した後、該基材の長手方向両端部をシールしてチューブ状に成形すると共に該チューブ状基材内に充填液を充填し、充填液が充填されたチューブ状基材をほぼ容器1個に相当する長さ分だけ下方に送りながら、チューブ状基材の長手方向と直交する方向にシールして包装する液体充填包装機であって、上記シールテープ接着装置を備えた液体充填包装機であれば特に制限されるものではなく、より具体的には、移送される包材の長手方向端部の一方にシールテープの片側半分程度を(残り半分程度は、はみ出すように)ヒートシールした後、シールテープが接着された側を内側としてチューブ状となるように包材の長手方向両端部をオーバーラップしてヒートシールすると同時に、シールテープの残り片側部分(はみ出し部分)がオーバーラップ部分を覆うように包材の反対側の長手方向端部にヒートシールされチューブ状包材を成形する装置である。かかる本発明の液体充填包装機としては、例えば、ジュース、牛乳等を充填包装する装置を好適に例示することができ、ケチャップ、マヨネーズ等のペーストを充填包装する装置も本発明に包含される。
【0020】
以下、図面を参照しつつ本発明をより具体的に説明するが、本発明の技術的範囲はこれらの例示に限定されるものではない。図1は、本発明の液体充填包装機の一例を示す概略図であり、図2は、本発明の液体充填包装機の制御方法の説明図である。
【0021】
図1に示すように、本発明の一例である液体充填包装機10は、包材用リール(不図示)から送り出される包材Aの長手方向端部の一方にシールテープaをヒートシールし、シールテープaが接着された包材A’の長手方向両端部をシールしてチューブ状包材Bにすると共にチューブ状包材B内に充填液を充填し、充填液が充填されたチューブ状包材Bをほぼ容器1個に相当する長さ分だけ下方に送りながら、チューブ状包材Bの長手方向と直交する方向にシールしてブリックタイプの包装容器Cを製造する装置である。
【0022】
液体充填包装機10は、包材送り機構として、シールテープaが接着された包材A’を案内する包材送りローラ12と、包材送りローラ12を駆動する包材用サーボモータ14と、包材用サーボモータ14の回転速度を検出する包材速度センサー(不図示)とを備えている。包材送りローラ12は、包材Aにシールテープaをヒートシールする一対の接着ローラ16の下流に設けられており、包材送りローラ12によってシールテープaが接着された包材A’を移送することにより、包材A及びシールテープaを伸長状態で接着できるようにしている。また、包材送りローラ12の下流には包材用ダンサローラ18及び包材用エンコーダ20が設けられており、この包材用ダンサローラ18の上下動に伴う振り角を包材用エンコーダ20で検出することにより、包材用サーボモータ14の回転を制御する。なお、符号22は、包材A’を殺菌するための殺菌液槽を示す。
【0023】
また、テープ送り出し機構として、シールテープaを巻回するテープ用リール24と、テープ用リール24を駆動するテープ用サーボモータ26と、シールテープaを案内する2つのローラを先端に有するテープ用ダンサローラ28と、テープ用ダンサローラ28の振り角を検出する第1テープ用エンコーダ30と、巻回されたシールテープaの外周に先端ローラ32が上側から当接した揺動アーム34と、揺動アーム34の振り角を検出する第2テープ用エンコーダ36とを備えている。第1テープ用エンコーダ30は、テープ用ダンサローラ28の振り角を検出するセンサー(テープ速度ぶれセンサー)であり、第2テープ用エンコーダ36は、シールテープaの減少に伴って下方に移動する揺動アーム34の支点の振り角を検出するセンサー(テープ残量センサー)である。
【0024】
液体充填包装機10は、上記各センサーからの情報に基づき、テープ用サーボモータ26の回転速度を制御する制御手段(プログラマブルロジックコントローラ(PLC))38を備えている。この制御手段38は、包材速度センサーの包材用サーボモータ14の回転速度情報から包材送りローラ12の周速度(基材の移送速度)を算出し、この包材送りローラ12の周速度をテープ用サーボモータの周速度の基準としつつ、第1テープ用エンコーダ30の情報及び第2テープ用エンコーダ36の情報から基材に対するテープ送り出し速度のぶれ及び残存シールテープの径を算出し、この算出結果を用いてテープ用サーボモータ26の回転速度を制御する。
【0025】
上記のような制御手段38を備えた液体充填包装機10の制御方法について、図2を参照して具体的に説明する。
図2に示すように、テープ用ダンサローラ28が最下位置に位置するとき、テープ用サーボモータ26は一時停止している(ステップ1)。テープ用ダンサローラ28が上昇すると、まず、テープ用ダンサローラ28の目標位置(最大ストロークの50%)の振り角と第1テープ用エンコーダ30で検出された振り角の差に定数k1をかけて補正値Bを算出する(ステップ1,2)。続いて、包材速度センサーの包材用サーボモータ14の回転速度情報から求められる包材送りローラ12のローラ周速度Aに補正値Bを加算し、修正周速度Cを算出する(ステップ3)。さらに、第2テープ用エンコーダ36の振り角から求めた実際のシールテープ半径と最小半径のときの周速度との割合D(最大周速度に対する割合)を算出する(ステップ4)。前記修正周速度Cにこの最大周速度に対する割合Dをかけることにより、テープ用リール24のテープ用サーボモータ26への指令速度Eを算出し(ステップ5)、テープ用サーボモータ26に速度指令を出す(ステップ6)。このステップ1〜6の制御は、例えば、0.1秒ごと、1パックの充填包装の間に4回程度行われる。
【0026】
このような制御を行うことにより、安定かつ正確に基材及びシールテープを接着でき、高速処理を行うことができる。
【図面の簡単な説明】
【0027】
【図1】本発明の液体充填包装機の一例を示す概略図である。
【図2】本発明の液体充填包装機の制御方法の説明図である。
【符号の説明】
【0028】
10 液体充填包装機
12 包材送りローラ
14 包材用サーボモータ
16 接着ローラ
18 包材用ダンサローラ
20 包材用エンコーダ
22 殺菌液槽
24 テープ用リール
26 テープ用サーボモータ
28 テープ用ダンサローラ
30 第1テープ用エンコーダ
32 先端ローラ
34 揺動アーム
36 第2テープ用エンコーダ
38 制御手段
A 包材
A’ シールテープが接着された包材
B チューブ状包材
C 包装容器
a シールテープ
【特許請求の範囲】
【請求項1】
移送される基材に対してシールテープを接着する装置であって、
基材を案内する基材送りローラと、
該基材送りローラを駆動する基材用サーボモータと、
該基材用サーボモータの回転速度を検出する基材速度センサーと、
シールテープを巻回するテープ用リールと、
該テープ用リールを駆動するテープ用サーボモータと、
前記テープ用リールから送り出されるシールテープの基材に対する送り出し速度のぶれを算出する情報を検出するテープ速度ぶれセンサーと、
前記テープ用リールに巻回されたシールテープの径を算出する情報を検出するテープ残量センサーと、
前記基材速度センサーの回転速度情報、テープ速度ぶれセンサーの速度ぶれ算出情報、及びテープ残量センサーのテープ径算出情報に基づき、テープ用サーボモータの回転速度を制御してシールテープの送り出し量を調整する制御手段と、
を備えたことを特徴とするシールテープ接着装置。
【請求項2】
テープ速度ぶれセンサーが、テープ用リールから送り出されたシールテープを案内するテープ用ダンサローラの振り角を検出する第1テープ用エンコーダであり、テープ残量センサーが、テープ用リールに巻回されたシールテープの外周にその先端が接した揺動アームの振り角を検出する第2テープ用エンコーダであることを特徴とする請求項1記載のシールテープ接着装置。
【請求項3】
基材の長手方向端部の一方にシールテープを接着した後、該基材の長手方向両端部をシールしてチューブ状に成形すると共に該チューブ状基材内に充填液を充填し、充填液が充填されたチューブ状基材をほぼ容器1個に相当する長さ分だけ下方に送りながら、チューブ状基材の長手方向と直交する方向にシールして包装する液体充填包装機であって、
請求項1又は2記載のシールテープ接着装置を備えたことを特徴とする液体充填包装機。
【請求項1】
移送される基材に対してシールテープを接着する装置であって、
基材を案内する基材送りローラと、
該基材送りローラを駆動する基材用サーボモータと、
該基材用サーボモータの回転速度を検出する基材速度センサーと、
シールテープを巻回するテープ用リールと、
該テープ用リールを駆動するテープ用サーボモータと、
前記テープ用リールから送り出されるシールテープの基材に対する送り出し速度のぶれを算出する情報を検出するテープ速度ぶれセンサーと、
前記テープ用リールに巻回されたシールテープの径を算出する情報を検出するテープ残量センサーと、
前記基材速度センサーの回転速度情報、テープ速度ぶれセンサーの速度ぶれ算出情報、及びテープ残量センサーのテープ径算出情報に基づき、テープ用サーボモータの回転速度を制御してシールテープの送り出し量を調整する制御手段と、
を備えたことを特徴とするシールテープ接着装置。
【請求項2】
テープ速度ぶれセンサーが、テープ用リールから送り出されたシールテープを案内するテープ用ダンサローラの振り角を検出する第1テープ用エンコーダであり、テープ残量センサーが、テープ用リールに巻回されたシールテープの外周にその先端が接した揺動アームの振り角を検出する第2テープ用エンコーダであることを特徴とする請求項1記載のシールテープ接着装置。
【請求項3】
基材の長手方向端部の一方にシールテープを接着した後、該基材の長手方向両端部をシールしてチューブ状に成形すると共に該チューブ状基材内に充填液を充填し、充填液が充填されたチューブ状基材をほぼ容器1個に相当する長さ分だけ下方に送りながら、チューブ状基材の長手方向と直交する方向にシールして包装する液体充填包装機であって、
請求項1又は2記載のシールテープ接着装置を備えたことを特徴とする液体充填包装機。
【図1】


【図2】
【図2】
【公開番号】特開2010−126336(P2010−126336A)
【公開日】平成22年6月10日(2010.6.10)
【国際特許分類】
【出願番号】特願2008−305378(P2008−305378)
【出願日】平成20年11月28日(2008.11.28)
【出願人】(000180298)四国化工機株式会社 (44)
【Fターム(参考)】
【公開日】平成22年6月10日(2010.6.10)
【国際特許分類】
【出願日】平成20年11月28日(2008.11.28)
【出願人】(000180298)四国化工機株式会社 (44)
【Fターム(参考)】
[ Back to top ]