
シールド工法用セグメントの遠心力成型方法

【課題】 製造が容易であるばかりでなく、製作精度や強度等の品質が良好であり、さらに製造コストを低減することが可能なシールド工法用セグメントの遠心力成型方法を提供する。
【解決手段】 推進工法用埋設管を遠心力成型するための遠心型枠110を用いてシールド工法用のセグメントを遠心力成型する。遠心型枠110の内側には、回転軸方向に複数のリング間仕切部材120を配設するとともに、円周方向に複数のセグメント間仕切部材を配設する。遠心型枠110を回転させながらコンクリートを打設することにより、複数リングのセグメントを遠心力成型する。
【解決手段】 推進工法用埋設管を遠心力成型するための遠心型枠110を用いてシールド工法用のセグメントを遠心力成型する。遠心型枠110の内側には、回転軸方向に複数のリング間仕切部材120を配設するとともに、円周方向に複数のセグメント間仕切部材を配設する。遠心型枠110を回転させながらコンクリートを打設することにより、複数リングのセグメントを遠心力成型する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、シールド工法用セグメントの成型方法に関するものであり、特に、推進工法用埋設管の製造に用いる遠心型枠を用いたシールド工法用セグメント(以下、シールド用セグメントと略記する場合がある)の遠心力成型方法に関するものである。
【背景技術】
【0002】
地上から掘削することなく地中に水路や配線用等の管路やトンネルを構築するための工法として知られているシールド工法は、掘進機による掘進とその後方でのセグメントの組立を順次繰り返して行いながら管路を構築してゆくものである。
上記のようなシールド工法に用いられるセグメント(以下、セグメントと称する)は、所定の内径を有する円筒体を複数に分割した構造を有し、分割状態で掘進機の後方に搬入し、掘削孔の部分で円筒に組み立てることによりセグメントリングに形成し、このセグメントリングを順次組み立てながら接続することで管路を形成するものである。
【0003】
従来、シールド用セグメントを製造する方法は、例えば、仕上がり内径1000mm用のセグメントを製造する場合、まずセグメントの幅、桁高(厚さ)、分割数を決めた設計図に従って、円筒を複数に分割した構造を有するスチール製のセグメント用型枠を製作する。
【0004】
次に、型枠内に鉄筋を組み込み、流動性のあるコンクリートを型枠内に流し込み、型枠全体を振動させることによりコンクリートの締め固めを行い、コンクリートの養生後に脱型することでセグメントを得るものであり、一組の型枠で一つのセグメントリングを製作することになるので、能率的には、通常5〜10組の型枠を準備している。
【0005】
ところで、小口径の下水道を構築する技術として、推進工法とシールド工法とがある。推進工法は、発進位置に元押しジャッキを設置し、この元押しジャッキにより埋設管の最後尾に推進力を加えることにより、埋設管を順次連結しながら地盤内に推進させ、トンネルを構築する工法である。一方、シールド工法は、円筒形の鋼殻からなるシールドマシンにより地中を掘削し、シールドマシンの後方でセグメントによる覆工を行い、このセグメントに推進反力を取ってシールドマシンを地盤内に推進させ、トンネルを構築する工法である。
【0006】
両工法にはそれぞれ長所短所があり、両工法の特性に応じて両工法が使い分けられていた。近年、両工法の短所を補いつつ長所を効果的に発揮させることができる工法として、推進・シールド複合工法が採用されるようになってきた。このような推進・シールド複合工法として、種々の技術が開示されている(特許文献1、特許文献2参照)。
【0007】
特許文献1に記載された技術は、シールドマシンと、推進管を推進させるための元押しジャッキとを備えており、推進工法に続いてシールド工法を採用してトンネルを掘削するものである。具体的には、シールドマシンを前進させながら、シールドマシンにより掘削された穿孔内に、元押しジャッキを用いてヒューム管を押入することによりセミシールド孔を形成する。このセミシールド孔に続いて、シールドマシンの後方に生じる空所内でセグメントを組み立て、シールドジャッキの反力をセグメント組立体に取ってシールドマシンを前進させることにより、シールド孔を形成する。
【0008】
また、特許文献2に記載された技術は、先導体と先導体の後方に連結された埋設管とを地盤内に推進させて、先導体で形成された埋設孔に埋設管を敷設してゆく推進工程と、推進工程に続いて実施され、先導体の内部でセグメントから組み立てられたシールド筒を、先導体の後方に押し出し、押し出されたシールド筒からの反力で先導体を地盤内に推進させるシールド工程とを含むものである。
【0009】
【特許文献1】特開平7−54577号公報
【特許文献2】特開2001−200689号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
ところで、従来の振動により成型する製造方法は、発注者の注文寸法に応じてセグメント型枠を製造するため、セグメント型枠の製造コストがかかるだけでなく、注文を受けたセグメントの製造数によって、一つのセグメントリング当たりの価格が変動するという問題がある。
また、セグメント型枠を組み立てたり解体するために手間がかかり、その分コスト高になるとともに、セグメント型枠を製作する際、数mm単位の製作精度が要求されるため、技術的に製作が困難となり、国内に数社あるセグメントメーカでしか製造できないのが現状である。
【0011】
また、一般的に、推進工法に用いる推進管は、円筒形の回転型枠を使用して遠心力成型により製造される。一方、シールド工法で用いるセグメントは、1ピースずつ型枠にコンクリートを流し込み、締め固めることにより製造される。
【0012】
セグメント工場の設備では、一般的なシールド工法に用いるセグメントを製造する場合に、1ピースあたり数m3のコンクリートを打設している。これに対して、推進・シールド複合工法に用いるセグメントは内径が1000mm程度であり、1ピースあたり数十リットル程度という少量のコンクリートを打設することになる。したがって、推進・シールド複合工法に用いるセグメントを製造する場合には、セグメント工場の設備を使用することができないばかりでなく、人手を要し、製造コストが上昇するという問題があった。
さらに、3分割ミニシールド用セグメントのように、1リング分ずつ縦打ちしたとしても、製作精度や強度など、品質面において改善すべき課題が残っている。
【0013】
そこで、国内で多用されているヒューム管製造装置に着目し、このヒューム管製造装置を利用してセグメントを遠心法で成型できるようにし、ヒューム管製造装置の有効利用が図れるだけでなく、品質の優れたセグメントを効率よく製造することで製造コストの低減を図ることができることに想到した。
本発明は上述した事情に鑑み提案されたもので、製造が容易であるばかりでなく、製作精度や強度等の品質が良好であり、さらに製造コストを低減することが可能なシールド工法用セグメントの遠心力成型方法を提供することを目的とする。
【課題を解決するための手段】
【0014】
本発明のシールド工法用セグメントの遠心力成型方法は、上述した目的を達成するために、ヒューム管製造用回転体(遠心型枠)の内周に、円筒を複数に分割した構造でその内部に鉄筋が配筋されたフレーム枠を円筒状に組み付け、回転体(遠心型枠)を回転させながらフレーム枠内にコンクリートを流し込むことで、フレーム枠付きのセグメントを遠心法によって成型するようになっている。
【0015】
ここで、回転体(遠心型枠)の内周にフレーム枠を組み付けるに際して、回転体(遠心型枠)の内周面にフレーム枠の固定用内張りを取り付け、フレーム枠の外径側開口面をこの内張りで閉鎖した状態で、コンクリートを流し込んで遠心法によってフレーム枠付きのセグメントを成型することが可能である。
【0016】
また、フレーム枠を、回転体(遠心型枠)の軸方向に複数組を並べて組み付けることにより、複数個のセグメントリングを同時に成型することが可能である。
【0017】
より具体的に説明すると、本発明のシールド工法用セグメントの遠心力成型方法は、推進工法用埋設管を遠心力成型するための遠心型枠を用いてシールド工法用のセグメントを遠心力成型する方法であって、遠心型枠の内部において、セグメントを回転軸方向に複数の円筒に分割するとともに、各円筒を円周方向に複数に分割するための分割部材を配設し、遠心型枠を回転させながらコンクリートを打設することにより、複数リングのセグメントを遠心力成型することを特徴とするものである。
【0018】
この場合、分割部材は、円筒を複数に分割した構造でその内部に鉄筋が配筋されたフレーム枠から構成することが可能である。
【0019】
また、遠心型枠内にフレーム枠を組み付ける際に、遠心型枠の内周面にフレーム枠の固定用内張りを取り付け、フレーム枠の外径側開口面をこの内張りで閉鎖した状態で、コンクリートを打設することが可能である。
【0020】
また、フレーム枠を、遠心型枠の軸方向に複数組並べて組み付けることにより、複数個のセグメントリングを同時に成型することが可能である。
【0021】
また、分割部材は、遠心型枠の内側において、回転軸方向に配設された複数のリング間仕切部材と、円周方向に配設された複数のセグメント間仕切部材とからなることを特徴としてもよい。
【0022】
この場合、リング間仕切部材及びセグメント間仕切部材の少なくとも一方に凹凸部を設け、この凹凸形状に合致した溝を一体的に形成することが可能である。
【発明の効果】
【0023】
この発明によると、円筒を複数に分割した構造でその内部に鉄筋が配筋されたフレーム枠をヒューム管製造用回転体(遠心型枠)の内周に円筒状に組み付け、回転体(遠心型枠)を回転させながらフレーム枠内にコンクリートを流し込むことで、フレーム枠付きのセグメントを遠心法によって成型するようにしたので、以下に列挙する効果がある。
【0024】
セグメントの製造にヒューム管製造装置の回転体(遠心型枠)を利用することで、全国的に広範囲に点在するヒューム管製造メーカが既に使用しているヒューム管製造装置の有効利用が図れることになり、ヒューム管製造装置の稼働効率を向上させることができる。
【0025】
回転体(遠心型枠)を回転させながら遠心法によってセグメントを成型することで、ヒューム管と同様に、短時間で容易にセグメントを製造でき、しかも、ヒューム管と同様の平滑な内径面のセグメントを得ることができる。
セグメントは、外周にスチールのフレーム枠を備えているので、コンクリート部分の周囲を保繕でき、これまで現場で起きていたコーナ部分の欠けや圧力による胴割れ等が起きない製品となる。
【0026】
ヒューム管製造用回転体(遠心型枠)の軸方向に沿って複数のフレーム枠を組み付けることにより、複数個のセグメントリングを同時に製造することができる。
また、フレーム枠が新たに必要になるが、能率向上等によりトータルコストの低減が図れる。
【0027】
ヒューム管製造用回転体(遠心型枠)を用いた遠心法によって、真円精度に優れ内周面が平滑なセグメントを製造することができる。
【0028】
また、本発明のシールド工法用セグメントの遠心力成型方法によれば、推進工法用埋設管を遠心力成型するための遠心型枠を用いて、シールド工法用セグメントを遠心力成型する。この際、遠心型枠に、軸方向のリング間仕切部材と、円周方向のセグメント間仕切部材とを取り付けて、遠心力成型によりコンクリートを打設することにより、1回の製造工程で、数リング分(例えば、4リング×4ピースとした場合に16ピース)のセグメントを製造することができる。また、1リングを構成するセグメントのピース間に、セグメント間仕切部材を挟み込むことにより、概ね円形の内径となる。さらに、セグメント間仕切部材の厚みを調整することにより、推進工法用埋設管の内径とほぼ同一の内径とすることができる。
【0029】
また、コンクリートを養生した後に、遠心型枠を外し、さらにリング間仕切部材とセグメント間仕切部材を取り外すという簡便な製造工程により、シールド工法用セグメントを容易に製造することができる。
さらに、リング間仕切部材及びセグメント間仕切部材の少なくとも一方に凹凸部を設けた場合には、シール溝やコーキング溝等を精度よく製造することができる。
【0030】
このように、遠心力成型によりコンクリートを打設することにより、強度と水密性に優れたコンクリート製品を得ることができ、さらに数リングを一体に打設することにより、組立時に必要な端面精度を確保することができる。
【発明を実施するための最良の形態】
【0031】
以下、図面を参照して、本発明のシールド工法用セグメントの遠心力成型方法の実施形態を説明する。本発明の実施形態に係るシールド工法用セグメントの遠心力成型方法は、推進工法用埋設管(以下、推進管と記す)を遠心力成型するための遠心型枠を用いてシールド工法用のセグメントを遠心力成型する方法である。
推進管を遠心力成型するための遠心型枠は、周知のものを使用することができる。具体的には、例えば、回転軸方向(長さ方向)に沿って2分割可能な円筒形をなしており、回転成型機の上に載置して使用する。成型工程では、回転成型機を駆動して遠心型枠を回転させながら、遠心型枠内に挿入した供給ノズルからコンクリートを吐出させて、遠心型枠の内周にコンクリートを打設する。そして、遠心型枠の回転に伴う遠心力と回転成型機の振動によりコンクリートの締め固めを行うことにより、セグメントパーツが形成される。
【0032】
<第1の実施形態>
まず、図1乃至図7を参照して、本発明の第1の実施形態に係るシールド工法用セグメントの遠心力成型方法を説明する。
図1は、セグメントの形成に用いるフレーム枠をリングに結合した状態を示す斜視図である。図2は、ヒューム管製造装置の回転体(遠心型枠)にリングに結合したフレーム枠を四個並べて組み込んだ状態を示す斜視図である。図3(a)は、セグメントの外径面から見た斜視図、図3(b)はセグメントの内径面側を示す斜視図、図3(c)は軸方向に隣接するセグメントの接続部分を示す縦断面図である。図4は、セグメントの要部を拡大した断面図である。図5は、この発明のセグメントを製造するために使用するヒューム管製造装置を示す正面図である。図6は、ヒューム管製造装置の回転体(遠心型枠)とその内部に組み込むセグメントのフレーム枠の関係を模式的に示す断面図である。図7(a)は、セグメントを使用する推進工法とシールド工法を併用した切換え工法の施工例を示す推進工法時の状態の縦断面図、図7(b)は同シールド工法時の縦断面図である。
【0033】
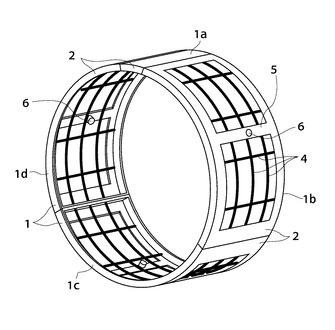
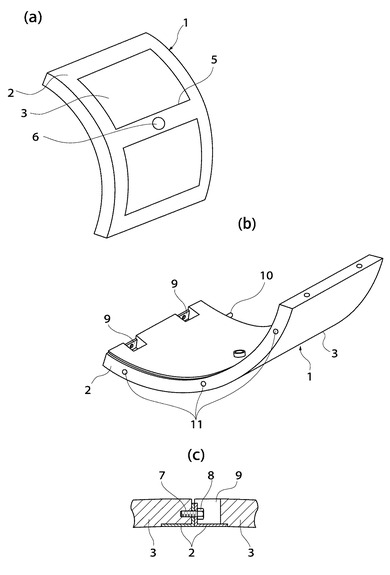
図1乃至図4に示すように、シールド用のセグメント1は、スチール製のフレーム枠2と、このフレーム枠2の内部に成型したコンクリート層3と、コンクリート層3内に埋設した鉄筋4とによって形成され、図示の場合、セグメント1は円筒を四分割した構造を有し、組となる四つのセグメント1a、1b、1c、1dを順次結合することにより、セグメントリングが組み上がることになる。
【0034】
上記フレーム枠2は、厚さ6mmのスチールで形成した断面L型材を用い、両側が円弧となる矩形枠に形成され、最上部のセグメント1aを除く他のセグメント1b、1c、1dにおいては、フレーム枠2の外周側の中間部に横桟5が設けられ、この横桟5にグラウト材の注入用金具6が固定され、かつ、フレーム枠2の内部には、周方向と軸方向に鉄筋4が架設され、このフレーム枠2の内部を埋めるコンクリート層3が周方向に弧状となるよう成型されている。
また、最上部のセグメント1aは、周方向の長さが最も短く、鉄筋が架設されたフレーム枠2の内部にコンクリート層3を周方向に弧状となるように成型した構造になっている。
【0035】
上記各セグメント1は、フレーム枠2の外周にシールを周設するようにしてもよいとともに、各セグメント1を周方向に結合してシールド用セグメントリングとするため、図3のように、コンクリート層3には、周方向の一端に埋め込み袋ナット7が埋設され、他端に袋ナット7にねじ込み結合するボルト8の収まる切り欠き状の空間9が形成されている。
また、軸方向に隣接する各セグメント1を、周方向と同様の構造で結合する場合の位置合わせのため、セグメント1の一方側面に結合ピン10と他方側面にこの結合ピン10が嵌入する結合孔11が設けられている。
【0036】
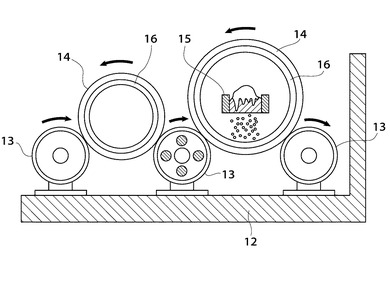
図5は、この発明の上記各セグメント1を製造するために使用するヒューム管製造装置を示し、ベース12上に複数の回転ロール13を所定間隔で水平に平行配置し、隣接する回転ロール13の上でヒューム管を遠心力成型するための型となる円筒状の回転体(遠心型枠)14を支持し、駆動モータで回転ロール13を介して回転体(遠心型枠)14を回転させるとともに、この回転体(遠心型枠)14内に所定量のコンクリートをコンベア15で投入することにより、高速回転による遠心力で推進管(ヒューム管)16を遠心力成型するものである。図5では、右側推進管16を成型する回転体(遠心型枠)14を示している。
【0037】
このような推進工法のコンクリート推進管16を製造するヒューム管製造装置とそれに用いる回転体(遠心型枠)14は、全国的に散在するヒューム管の製造会社が既に備えている設備であり、このような設備をセグメント1の製造設備として使用することにより、ヒューム管製造装置の稼働効率を向上させることができることになる。
【0038】
上記回転体(遠心型枠)14は、図2に示すように、軸心に沿って二分割された二つ割構造となって推進管16の脱型が可能となり、その内径が推進管16の外径を成型する面となり、内部に鉄筋を組み込んだ状態で軸心を中心にして高速回転させ、流動性のあるコンクリートを流し込んでこれを高速回転による遠心力により締め固めすることで、所定の内外径を有する推進管16を製造することになる。
【0039】
推進工法に用いる推進管16は、例えば、内径が1000mmの場合、外径が1200mm、軸方向の長さが2430mmとなり、このため、このような推進管16を成型する回転体(遠心型枠)14は2800mmの長さを有している。
【0040】
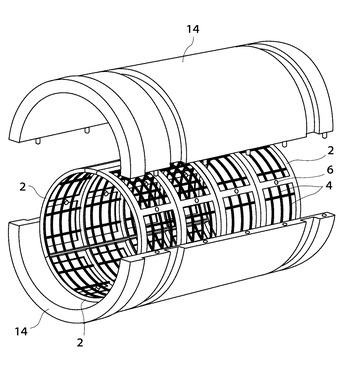
このような推進管16に対して、内径が1000mmのセグメント1の場合、外径は1140mmで軸方向の幅(長さ)が600mmとなり、回転体(遠心型枠)14の内径とフレーム枠2の外径とに差が生じるため、このセグメント1を上記回転体(遠心型枠)14を用いて形成する場合、図6に示すように、回転体(遠心型枠)14の成型面に対して、厚み30mmとなる木製等のフレーム枠固定用内張り17を取り付け、この内張り17の内周に一組となるフレーム枠2を取り付けて周方向に環状となるよう組み付け、図2のごとく、このような周方向に環状となるフレーム枠2を軸方向に四組並べて固定することにより、四個のセグメントリングを同時に成型することができることになる。
【0041】
次に、仕上がり内径1000mm用のセグメント1の製造方法を説明する。
まず、仕上がり内径1000mm用の四分割されたフレーム枠2を製作する。このフレーム枠2の外径は1140mmとなり、その内部には鉄筋4が架設されている。
【0042】
次に、ヒューム管製造装置の回転体(遠心型枠)14に仕上がり内径1000mmのものを用い、この回転体(遠心型枠)14の内周成型面全体に厚み30mmとなるフレーム枠固定用内張り17を取り付ける。そして、この内張り17の内周に一組となるフレーム枠2を組み込んで周方向に環状となるように、ボルト及びナットを用いて取り付けるとともにこれらを結合して組み付ける。さらに、周方向に環状となるフレーム枠2を軸方向に四組並べて固定する。
【0043】
上記のように、内部にフレーム枠2を組み込んだ回転体(遠心型枠)14をヒューム管製造装置の回転ロール13上に載置した状態で、回転体(遠心型枠)14を高速回転させながら、コンベア15を用いて流動性のあるコンクリートを厚みの約3分の1程度の量だけ流し込み、これを高速回転による遠心力成型によって締め固めし、残り約3分の2の量のコンクリートを2度に分けて流し込む。
【0044】
このように、コンクリートを一層、二層、三層と分けて流し込んで締め固めることにより、フレーム枠2の角部に対してもコンクリートを確実に充填して空間の発生をなくすことができる。また、高速回転による遠心力でコンクリートを締め固めることにより、わずか30分程度で品質の優れたセグメントリングを同時に4リング製造できることになる。
【0045】
上記セグメント1の成型に遠心力成型を採用することにより、推進管16と同等仕上げとなる真円性に優れて歪がなく、コンクリート層3の内周面が平滑となるフレーム枠2付きのセグメント1を成型することができる。そして、停止させた回転体(遠心型枠)14を上下に分割して取出せば、四個のセグメントリングを同時に一工程で製造できる。
【0046】
このようにして製造されたセグメント1は、シールド工法による管路の構築に用いられることになり、このセグメント1による管路の構築としては、推進工法とシールド工法を併用した切換え工法を例示することができる。
【0047】
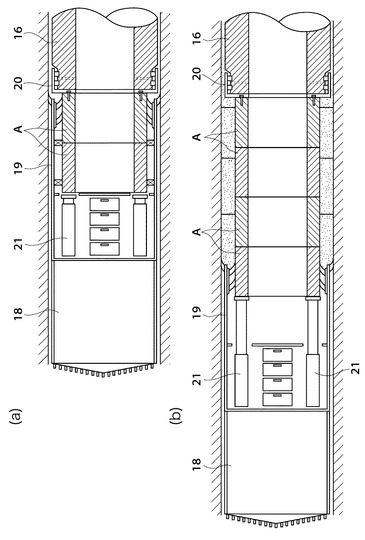
図7(a)及び図7(b)は、推進工法とシールド工法を併用した切換え工法の施工例を示している。
まず、図7(a)に示すように、推進工法は、掘進機18の後方に配置したシールド筒ユニット19の後端に、予め、組となるセグメント1をボルト結合した接続用のセグメントリングAを接続し、この接続用セグメントリングAの後端に固定した異形ジョイント20に推進管16の先端を接続する。そして、掘進機18を掘進させながら推進管16を周知の推進工法によって地中に進入させる。
【0048】
推進工法の推力に限界が生じた時点で推進工法を停止してシールド工法に切換え、シールド筒ユニット19の内部に分割したセグメント1を搬入し、図7(b)に示すように、推進ジャッキ21を伸縮作動させ、接続用のセグメントリングAを反力とする掘進機18の前進と、シールド筒ユニット19内でのセグメントリングAの組み立てとを繰り返すことにより、推進管16の先端にセグメントリングAを用いて管路を構築してゆく。
【0049】
<第2の実施形態>
次に、本発明の第2の実施形態に係るシールド工法用セグメントの遠心力成型方法を説明する。
第2の実施形態では、遠心型枠の内側に、回転軸方向に複数のリング間仕切部材を配設するとともに、円周方向に複数のセグメント間仕切部材を配設する。第2の実施形態では、4リングのセグメントをそれぞれ4ピースに分割し、合計16ピースのセグメントパーツを遠心力成型できるようになっている。
【0050】
また、第2の実施形態では、リング間仕切部材及びセグメント間仕切部材の外周部に凹凸部が設けられている。この凹凸形状は、リール溝やコーキング溝等に合致する形状となっており、セグメントを遠心力成型する際に、リール溝やコーキング溝等を一体的に形成することができる。
【0051】
<リング間仕切部材>
まず、リング間仕切部材について説明する。
図8は第2の実施形態に係るシールド工法用セグメントの遠心力成型方法で用いる遠心型枠の横断面図である。また、図9及び図10はリング間仕切部材を示すもので、図9は一般部に対応するリング間仕切部材の一部縦断面図、図10はホゾ断面部に対応するリング間仕切部材の一部縦断面図である。
【0052】
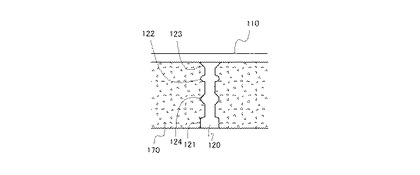
図8に示すように、遠心型枠110の内周面には、回転軸方向に複数のリング間仕切部材120が取り付けられている。隣り合う一対のリング間仕切部材120により1リング分のリング型枠130が形成される。リング型枠130内には、それぞれ鉄筋140が配設されるとともに、グラウト材の注入孔を形成するための注入孔形成部材150が配置されている。なお、図8に示す例では、説明を容易にするためにリング型枠130のすべてに鉄筋140及び注入孔形成部材150が配置されていないが、実際の遠心型枠110では、リング型枠130のすべてに鉄筋140及び注入孔形成部材150が配置されている。
また、ファイバーコンクリートあるいはレジンコンクリートを用いることにより、鉄筋を省略することも可能である。さらに、不分離性コンクリートを用いることにより、水みちや砂目等の端面の仕上がりを向上させることができる。
【0053】
また、隣り合うリング型枠130の間に位置する一対のリング間仕切部材120の間には、リブ補強部材を設けることにより、リング型枠130の補強を行ってもよい。
このリング間仕切部材120は、円環状の部材で、周方向に沿って一般部とホゾ断面部とに区分することができ、一般部とホゾ断面部とでは外面形状が異なっている。以下、各部分について説明する。
【0054】
<リング間仕切部材/一般部>
リング間仕切部材120の一般部は、図9に示すように、リング型枠130の内面に位置する側に、コーキング溝を形成するためのコーキング凸部121と、シール溝を形成するためのシール凸部122と、面取り部を形成するための面取り凸部123とが形成されている。各凸部の外径形状は、形成するコーキング溝、シール溝、面取り部の形状にそれぞれ対応している。コーキング凸部121、シール凸部122、面取り凸部123が形成された側にコンクリート170が打設され、それぞれ、コーキング溝、シール溝、面取り部が形成される。
【0055】
なお、図10に示す例では、コーキング凸部121、シール凸部122、面取り凸部123を形成しているが、これらの凸部の他に、形成すべき溝等に対応させて他の形状の凸部を形成してもよい。
【0056】
<リング間仕切部材/ホゾ断面部>
リング間仕切部材120のホゾ断面部は、図10に示すように、リング型枠130の内面に位置する側に、一般部に形成したコーキング凸部121、シール凸部122、面取り凸部123に加えて、ホゾ溝を形成するためのホゾ凸部124が形成されている。各凸部の外径形状は、形成するコーキング溝、シール溝、面取り部、ホゾ溝の形状にそれぞれ対応している。コーキング凸部121、シール凸部122、面取り凸部123、ホゾ凸部124が形成された側にコンクリート170が打設され、それぞれ、コーキング溝、シール溝、面取り部、ホゾ溝が形成される。
【0057】
なお、図9及び図10に示す例では、コーキング凸部121、シール凸部122、面取り凸部123、ホゾ凸部124を形成しているが、これらの凸部の他に、形成すべき溝等に対応させて他の形状の凸部を形成してもよい。
【0058】
<リング同士の接合>
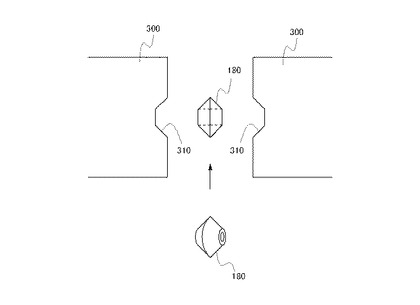
上述したように、リング間仕切部材120にはホゾ溝が形成される。図11は、リング同士の接合方法を示す説明図である。
隣り合うリングを構成するセグメント300同士を接合するには、図11に示すように、隣り合うリングを構成するセグメント300にそれぞれ形成されたホゾ溝310内にソロバン玉状のコマ部材180を位置させて、セグメント300同士を接近させればよい。このコマ部材180により、隣り合うリングを構成するセグメント300の位置合わせを正確に行うことができる。
【0059】
<リング間継ぎ手>
また、ホゾ溝310の部分にリング間継ぎ手を取り付けることもできる。なお、リング間継ぎ手は、予めリング間仕切部材120に必要な部材を埋め込むことにより、ホゾ溝310とともに形成することができる。図12は、リング継ぎ手の取り付け状態を示す縦断面図である。
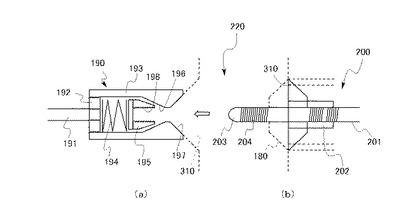
【0060】
リング間継ぎ手220は、図12に示すように、雌部材190と雄部材200とからなる。リング間継ぎ手220の雌部材190は、図12(a)に示すように、リング間仕切部材を形成する際に予めリング間仕切部材内に埋め込んだアンカー191と、アンカー191の先端部に設けた雄ネジ部に螺着したナット192と、ナット192の外周面に設けた雄ネジ部に螺着した接合筐体193と、接合筐体193内に配設したバネ部材194及び接合部材195と、を備えている。
【0061】
接合筐体193は、筒状の部材からなり、基端部の内面に雌ネジ部を設けるとともに、長さ方向のほぼ中程から先端部へ向かって縮径する第1傾斜部196と、第1傾斜部196の先端側から接合筐体193の先端部へ向かって拡径する第2傾斜部197と、を設けてある。
【0062】
バネ部材194及び接合部材195は、接合筐体193内の第1傾斜部196よりも基端側に配設されている。接合部材195は、可撓性及び弾性を有し、周方向に3分割された筒状の部材からなり、内面には、挿入杆203の先端部付近に設けた接合溝部204が係合する係合溝部198を設けてある。
【0063】
リング間継ぎ手220の雄部材200は、図12(b)に示すように、リング間仕切部材を形成する際に予めリング間仕切部材内に埋め込んだアンカー201と、アンカー201の先端部に設けた雄ネジ部に螺着したナット202と、ナット202に螺着した挿入杆203とを備えている。また、挿入杆203の先端部付近には接合溝部204が形成されている。
【0064】
リング間継ぎ手220により隣り合うリングを接合するには、まず、挿入杆203にソロバン玉状のコマ部材180を取り付け、挿入杆203の先端部を接合部材195の内部へ挿入する。この際、挿入杆203の先端部が第2傾斜部197に接触しながら接合部材195へ向かって導かれるため、いわゆる探りによる肌合わせを容易に行うことができる。
【0065】
挿入杆203の先端部を接合部材195内に挿入すると、挿入杆203に押されて接合部材195が拡径して挿入杆203の先端部を受け入れるとともに、バネ部材194の弾性力に抗して接合部材195が接合筐体193の内部へ押し込まれる。そして、隣り合うリングが適正な位置に落ち着くと、接合部材195の係合溝部198と挿入杆203の接合溝部204とが噛み合って、雌部材190内に雄部材200が固定される。
【0066】
<セグメント間仕切部材>
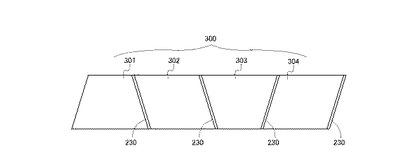
次に、セグメント間仕切部材について説明する。図13は、1リング分のセグメントに対応する遠心型枠の展開図である。また、図14は、セグメント間仕切部材の斜視図である。
1リング分のセグメント300は、図13に示すように、4つのパーツ301、302、303、304に分割されて形成される。遠心型枠110の内面には、1リング分のセグメント300を4つのパーツ301、302、303、304に分割するためのセグメント間仕切部材230が設けられている。図13に示す例では、1リング分のセグメント300を、インバート(台形)301、側壁(平行四辺形)302、304、頂部(台形)303に分割している。
【0067】
セグメント間仕切部材230は、図14に示すように、遠心型枠の内面に取り付ける基端部(図14において上側)から先端部(図14において下側)に向かって拡径した断面略台形状の部材からなる。このセグメント間仕切部材230の一側には、シール溝を形成するためのシール凸部231と、ガイド溝を形成するためのガイド凸部232とが設けられている。
【0068】
セグメント間仕切部材230のシール凸部231は、リング間仕切部材120に設けたシール凸部122に対応している。また、ガイド凸部232は、例えば硬質ウレタンをカマボコ状とし、このカマボコ状の部材を、ネジ止め等の接着手段によりセグメント間仕切部材230の表面に取り付けることにより形成される。また、シール溝には、硬質ゴム等からなるシール材160が取り付けられる。
【0069】
<セグメント>
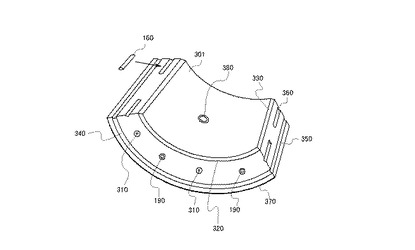
次に、上述した遠心型枠を用いて製造されたセグメントについて説明する。図15は、本発明の実施形態に係るシールド工法用セグメントの遠心力成型方法により製造したセグメントの1パーツの斜視図である。
【0070】
本発明の実施形態に係るシールド工法用セグメントの遠心力成型方法では、推進工法用埋設管を遠心力成型するための遠心型枠110内に、上述したリング間仕切部材120及びセグメント間仕切部材230を配置する。この状態で、回転成型機を駆動して遠心型枠110を回転させながら、遠心型枠110内に挿入した供給ノズルからコンクリートを吐出させて、遠心型枠110の内周にコンクリートを打設する。そして、コンクリートを養生した後に、遠心型枠110を外し、さらにリング間仕切部材120とセグメント間仕切部材230を取り外すことにより、セグメント300を製造することができる。
【0071】
本発明の実施形態に係るシールド工法用セグメントの遠心力成型方法により製造したセグメント300の1パーツ301は、図15に示すように、1リングを形成する他のセグメントと対向する端面と、他のリングに対向する端面の所定の位置に、ホゾ溝310、コーキング溝320,330、シール溝340,350、ガイド溝360、面取り部370等が形成されるとともに、セグメントパーツ301を貫通してグラウト材の注入孔380が形成されている。また、図15に示す例では、ホゾ溝310に、リング間継ぎ手220の雌部材190を取り付けてある。
【0072】
他のリングに対向する端面のコーキング溝320、シール溝340、面取り部370、及びグラウト材の注入孔380は、リング間仕切部材120により形成される。また、1リングを形成する他のセグメントと対向する端面のガイド溝360及びシール溝350は、セグメント間仕切部材230に設けた凸部により形成される。
【0073】
他のリングに対向する端面のシール溝にはリング状シール(図示せず)が嵌め込まれる。このリング状シールは、水膨潤する部材により形成され、隣り合うリングを接合した際に、水密性を高めることができるようになっている。
【0074】
<他の実施形態>
本発明のシールド工法用セグメントの遠心力成型方法は、上述した実施形態に限定されるものではなく、種々変更して実施することができる。例えば、形成する凹凸部の数、形状、大きさ等は上述した実施形態に限定されるものではなく、製造するセグメントの形状に合わせて適宜変更して実施することができる。また、パーツの分割数も4リング×4パーツに限定されず、各パーツの形状も上述した実施形態に限定されるものではない。
【図面の簡単な説明】
【0075】
【図1】本発明の第1の実施形態において、セグメントの形成に用いるフレーム枠をリングに結合した状態を示す斜視図。
【図2】ヒューム管製造装置の回転体(遠心型枠)にリングに結合したフレーム枠を四個並べて組み込んだ状態を示す斜視図。
【図3】(a)はセグメントの外径面から見た斜視図、(b)はセグメントの内径面側を示す斜視図、(c)は軸方向に隣接するセグメントの接続部分を示す縦断面図。
【図4】セグメントの要部を拡大した断面図。
【図5】この発明のセグメントを製造するために使用するヒューム管製造装置を示す正面図。
【図6】ヒューム管製造装置の回転体(遠心型枠)とその内部に組み込むセグメントのフレーム枠の関係を模式的に示す断面図。
【図7】(a)はセグメントを使用する推進工法とシールド工法を併用した切換え工法の施工例を示す推進工法時の状態の縦断面図、(b)は同シールド工法時の縦断面図。
【図8】本発明の第2の実施形態に係るシールド工法用セグメントの遠心力成型方法で用いる遠心型枠の横断面図。
【図9】一般部に対応するリング間仕切部材の一部縦断面図。
【図10】ホゾ断面部に対応するリング間仕切部材の一部縦断面図。
【図11】リング同士の接合方法を示す説明図。
【図12】リング継ぎ手の取り付け状態を示す縦断面図。
【図13】1リング分のセグメントに対応する遠心型枠の展開図。
【図14】セグメント間仕切部材の斜視図。
【図15】本発明の第2の実施形態に係るシールド工法用セグメントの遠心力成型方法により製造したセグメントの1パーツの斜視図。
【符号の説明】
【0076】
1 セグメント
1a、1b、1c、1d セグメント(分割)
2 フレーム枠
3 コンクリート層
4 鉄筋
5 横桟
6 注入用金具
7 袋ナット
8 ボルト
9 切り欠き状の空間
10 結合ピン
11 結合孔
12 ベース
13 回転ロール
14 回転体(遠心型枠)
15 コンベア
16 推進管(ヒューム管)
17 フレーム枠固定用内張り
18 掘進機
19 シールド筒ユニット
20 異形ジョイント
21 推進ジャッキ
110 遠心型枠
120 リング間仕切部材
121 コーキング凸部
122 シール凸部
123 面取り凸部
124 ホゾ凸部
130 リング型枠
140 鉄筋
150 注入孔形成部材
160 シール材
170 コンクリート
180 コマ部材
190 雌部材
191 アンカー
192 ナット
193 接合筐体
194 バネ部材
195 接合部材
196 第1傾斜部
197 第2傾斜部
198 係合溝部
200 雄部材
201 アンカー
202 ナット
203 挿入杆
204 接合溝部
220 リング間継ぎ手
230 セグメント間仕切部材
231 シール凸部
232 ガイド凸部
300 1リングを構成するセグメント
301 セグメントパーツ
302 セグメントパーツ
303 セグメントパーツ
304 セグメントパーツ
310 ホゾ溝
320,330 コーキング溝
340,350 シール溝
360 ガイド溝
370 面取り部
380 グラウト材の注入孔
【技術分野】
【0001】
本発明は、シールド工法用セグメントの成型方法に関するものであり、特に、推進工法用埋設管の製造に用いる遠心型枠を用いたシールド工法用セグメント(以下、シールド用セグメントと略記する場合がある)の遠心力成型方法に関するものである。
【背景技術】
【0002】
地上から掘削することなく地中に水路や配線用等の管路やトンネルを構築するための工法として知られているシールド工法は、掘進機による掘進とその後方でのセグメントの組立を順次繰り返して行いながら管路を構築してゆくものである。
上記のようなシールド工法に用いられるセグメント(以下、セグメントと称する)は、所定の内径を有する円筒体を複数に分割した構造を有し、分割状態で掘進機の後方に搬入し、掘削孔の部分で円筒に組み立てることによりセグメントリングに形成し、このセグメントリングを順次組み立てながら接続することで管路を形成するものである。
【0003】
従来、シールド用セグメントを製造する方法は、例えば、仕上がり内径1000mm用のセグメントを製造する場合、まずセグメントの幅、桁高(厚さ)、分割数を決めた設計図に従って、円筒を複数に分割した構造を有するスチール製のセグメント用型枠を製作する。
【0004】
次に、型枠内に鉄筋を組み込み、流動性のあるコンクリートを型枠内に流し込み、型枠全体を振動させることによりコンクリートの締め固めを行い、コンクリートの養生後に脱型することでセグメントを得るものであり、一組の型枠で一つのセグメントリングを製作することになるので、能率的には、通常5〜10組の型枠を準備している。
【0005】
ところで、小口径の下水道を構築する技術として、推進工法とシールド工法とがある。推進工法は、発進位置に元押しジャッキを設置し、この元押しジャッキにより埋設管の最後尾に推進力を加えることにより、埋設管を順次連結しながら地盤内に推進させ、トンネルを構築する工法である。一方、シールド工法は、円筒形の鋼殻からなるシールドマシンにより地中を掘削し、シールドマシンの後方でセグメントによる覆工を行い、このセグメントに推進反力を取ってシールドマシンを地盤内に推進させ、トンネルを構築する工法である。
【0006】
両工法にはそれぞれ長所短所があり、両工法の特性に応じて両工法が使い分けられていた。近年、両工法の短所を補いつつ長所を効果的に発揮させることができる工法として、推進・シールド複合工法が採用されるようになってきた。このような推進・シールド複合工法として、種々の技術が開示されている(特許文献1、特許文献2参照)。
【0007】
特許文献1に記載された技術は、シールドマシンと、推進管を推進させるための元押しジャッキとを備えており、推進工法に続いてシールド工法を採用してトンネルを掘削するものである。具体的には、シールドマシンを前進させながら、シールドマシンにより掘削された穿孔内に、元押しジャッキを用いてヒューム管を押入することによりセミシールド孔を形成する。このセミシールド孔に続いて、シールドマシンの後方に生じる空所内でセグメントを組み立て、シールドジャッキの反力をセグメント組立体に取ってシールドマシンを前進させることにより、シールド孔を形成する。
【0008】
また、特許文献2に記載された技術は、先導体と先導体の後方に連結された埋設管とを地盤内に推進させて、先導体で形成された埋設孔に埋設管を敷設してゆく推進工程と、推進工程に続いて実施され、先導体の内部でセグメントから組み立てられたシールド筒を、先導体の後方に押し出し、押し出されたシールド筒からの反力で先導体を地盤内に推進させるシールド工程とを含むものである。
【0009】
【特許文献1】特開平7−54577号公報
【特許文献2】特開2001−200689号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
ところで、従来の振動により成型する製造方法は、発注者の注文寸法に応じてセグメント型枠を製造するため、セグメント型枠の製造コストがかかるだけでなく、注文を受けたセグメントの製造数によって、一つのセグメントリング当たりの価格が変動するという問題がある。
また、セグメント型枠を組み立てたり解体するために手間がかかり、その分コスト高になるとともに、セグメント型枠を製作する際、数mm単位の製作精度が要求されるため、技術的に製作が困難となり、国内に数社あるセグメントメーカでしか製造できないのが現状である。
【0011】
また、一般的に、推進工法に用いる推進管は、円筒形の回転型枠を使用して遠心力成型により製造される。一方、シールド工法で用いるセグメントは、1ピースずつ型枠にコンクリートを流し込み、締め固めることにより製造される。
【0012】
セグメント工場の設備では、一般的なシールド工法に用いるセグメントを製造する場合に、1ピースあたり数m3のコンクリートを打設している。これに対して、推進・シールド複合工法に用いるセグメントは内径が1000mm程度であり、1ピースあたり数十リットル程度という少量のコンクリートを打設することになる。したがって、推進・シールド複合工法に用いるセグメントを製造する場合には、セグメント工場の設備を使用することができないばかりでなく、人手を要し、製造コストが上昇するという問題があった。
さらに、3分割ミニシールド用セグメントのように、1リング分ずつ縦打ちしたとしても、製作精度や強度など、品質面において改善すべき課題が残っている。
【0013】
そこで、国内で多用されているヒューム管製造装置に着目し、このヒューム管製造装置を利用してセグメントを遠心法で成型できるようにし、ヒューム管製造装置の有効利用が図れるだけでなく、品質の優れたセグメントを効率よく製造することで製造コストの低減を図ることができることに想到した。
本発明は上述した事情に鑑み提案されたもので、製造が容易であるばかりでなく、製作精度や強度等の品質が良好であり、さらに製造コストを低減することが可能なシールド工法用セグメントの遠心力成型方法を提供することを目的とする。
【課題を解決するための手段】
【0014】
本発明のシールド工法用セグメントの遠心力成型方法は、上述した目的を達成するために、ヒューム管製造用回転体(遠心型枠)の内周に、円筒を複数に分割した構造でその内部に鉄筋が配筋されたフレーム枠を円筒状に組み付け、回転体(遠心型枠)を回転させながらフレーム枠内にコンクリートを流し込むことで、フレーム枠付きのセグメントを遠心法によって成型するようになっている。
【0015】
ここで、回転体(遠心型枠)の内周にフレーム枠を組み付けるに際して、回転体(遠心型枠)の内周面にフレーム枠の固定用内張りを取り付け、フレーム枠の外径側開口面をこの内張りで閉鎖した状態で、コンクリートを流し込んで遠心法によってフレーム枠付きのセグメントを成型することが可能である。
【0016】
また、フレーム枠を、回転体(遠心型枠)の軸方向に複数組を並べて組み付けることにより、複数個のセグメントリングを同時に成型することが可能である。
【0017】
より具体的に説明すると、本発明のシールド工法用セグメントの遠心力成型方法は、推進工法用埋設管を遠心力成型するための遠心型枠を用いてシールド工法用のセグメントを遠心力成型する方法であって、遠心型枠の内部において、セグメントを回転軸方向に複数の円筒に分割するとともに、各円筒を円周方向に複数に分割するための分割部材を配設し、遠心型枠を回転させながらコンクリートを打設することにより、複数リングのセグメントを遠心力成型することを特徴とするものである。
【0018】
この場合、分割部材は、円筒を複数に分割した構造でその内部に鉄筋が配筋されたフレーム枠から構成することが可能である。
【0019】
また、遠心型枠内にフレーム枠を組み付ける際に、遠心型枠の内周面にフレーム枠の固定用内張りを取り付け、フレーム枠の外径側開口面をこの内張りで閉鎖した状態で、コンクリートを打設することが可能である。
【0020】
また、フレーム枠を、遠心型枠の軸方向に複数組並べて組み付けることにより、複数個のセグメントリングを同時に成型することが可能である。
【0021】
また、分割部材は、遠心型枠の内側において、回転軸方向に配設された複数のリング間仕切部材と、円周方向に配設された複数のセグメント間仕切部材とからなることを特徴としてもよい。
【0022】
この場合、リング間仕切部材及びセグメント間仕切部材の少なくとも一方に凹凸部を設け、この凹凸形状に合致した溝を一体的に形成することが可能である。
【発明の効果】
【0023】
この発明によると、円筒を複数に分割した構造でその内部に鉄筋が配筋されたフレーム枠をヒューム管製造用回転体(遠心型枠)の内周に円筒状に組み付け、回転体(遠心型枠)を回転させながらフレーム枠内にコンクリートを流し込むことで、フレーム枠付きのセグメントを遠心法によって成型するようにしたので、以下に列挙する効果がある。
【0024】
セグメントの製造にヒューム管製造装置の回転体(遠心型枠)を利用することで、全国的に広範囲に点在するヒューム管製造メーカが既に使用しているヒューム管製造装置の有効利用が図れることになり、ヒューム管製造装置の稼働効率を向上させることができる。
【0025】
回転体(遠心型枠)を回転させながら遠心法によってセグメントを成型することで、ヒューム管と同様に、短時間で容易にセグメントを製造でき、しかも、ヒューム管と同様の平滑な内径面のセグメントを得ることができる。
セグメントは、外周にスチールのフレーム枠を備えているので、コンクリート部分の周囲を保繕でき、これまで現場で起きていたコーナ部分の欠けや圧力による胴割れ等が起きない製品となる。
【0026】
ヒューム管製造用回転体(遠心型枠)の軸方向に沿って複数のフレーム枠を組み付けることにより、複数個のセグメントリングを同時に製造することができる。
また、フレーム枠が新たに必要になるが、能率向上等によりトータルコストの低減が図れる。
【0027】
ヒューム管製造用回転体(遠心型枠)を用いた遠心法によって、真円精度に優れ内周面が平滑なセグメントを製造することができる。
【0028】
また、本発明のシールド工法用セグメントの遠心力成型方法によれば、推進工法用埋設管を遠心力成型するための遠心型枠を用いて、シールド工法用セグメントを遠心力成型する。この際、遠心型枠に、軸方向のリング間仕切部材と、円周方向のセグメント間仕切部材とを取り付けて、遠心力成型によりコンクリートを打設することにより、1回の製造工程で、数リング分(例えば、4リング×4ピースとした場合に16ピース)のセグメントを製造することができる。また、1リングを構成するセグメントのピース間に、セグメント間仕切部材を挟み込むことにより、概ね円形の内径となる。さらに、セグメント間仕切部材の厚みを調整することにより、推進工法用埋設管の内径とほぼ同一の内径とすることができる。
【0029】
また、コンクリートを養生した後に、遠心型枠を外し、さらにリング間仕切部材とセグメント間仕切部材を取り外すという簡便な製造工程により、シールド工法用セグメントを容易に製造することができる。
さらに、リング間仕切部材及びセグメント間仕切部材の少なくとも一方に凹凸部を設けた場合には、シール溝やコーキング溝等を精度よく製造することができる。
【0030】
このように、遠心力成型によりコンクリートを打設することにより、強度と水密性に優れたコンクリート製品を得ることができ、さらに数リングを一体に打設することにより、組立時に必要な端面精度を確保することができる。
【発明を実施するための最良の形態】
【0031】
以下、図面を参照して、本発明のシールド工法用セグメントの遠心力成型方法の実施形態を説明する。本発明の実施形態に係るシールド工法用セグメントの遠心力成型方法は、推進工法用埋設管(以下、推進管と記す)を遠心力成型するための遠心型枠を用いてシールド工法用のセグメントを遠心力成型する方法である。
推進管を遠心力成型するための遠心型枠は、周知のものを使用することができる。具体的には、例えば、回転軸方向(長さ方向)に沿って2分割可能な円筒形をなしており、回転成型機の上に載置して使用する。成型工程では、回転成型機を駆動して遠心型枠を回転させながら、遠心型枠内に挿入した供給ノズルからコンクリートを吐出させて、遠心型枠の内周にコンクリートを打設する。そして、遠心型枠の回転に伴う遠心力と回転成型機の振動によりコンクリートの締め固めを行うことにより、セグメントパーツが形成される。
【0032】
<第1の実施形態>
まず、図1乃至図7を参照して、本発明の第1の実施形態に係るシールド工法用セグメントの遠心力成型方法を説明する。
図1は、セグメントの形成に用いるフレーム枠をリングに結合した状態を示す斜視図である。図2は、ヒューム管製造装置の回転体(遠心型枠)にリングに結合したフレーム枠を四個並べて組み込んだ状態を示す斜視図である。図3(a)は、セグメントの外径面から見た斜視図、図3(b)はセグメントの内径面側を示す斜視図、図3(c)は軸方向に隣接するセグメントの接続部分を示す縦断面図である。図4は、セグメントの要部を拡大した断面図である。図5は、この発明のセグメントを製造するために使用するヒューム管製造装置を示す正面図である。図6は、ヒューム管製造装置の回転体(遠心型枠)とその内部に組み込むセグメントのフレーム枠の関係を模式的に示す断面図である。図7(a)は、セグメントを使用する推進工法とシールド工法を併用した切換え工法の施工例を示す推進工法時の状態の縦断面図、図7(b)は同シールド工法時の縦断面図である。
【0033】
図1乃至図4に示すように、シールド用のセグメント1は、スチール製のフレーム枠2と、このフレーム枠2の内部に成型したコンクリート層3と、コンクリート層3内に埋設した鉄筋4とによって形成され、図示の場合、セグメント1は円筒を四分割した構造を有し、組となる四つのセグメント1a、1b、1c、1dを順次結合することにより、セグメントリングが組み上がることになる。
【0034】
上記フレーム枠2は、厚さ6mmのスチールで形成した断面L型材を用い、両側が円弧となる矩形枠に形成され、最上部のセグメント1aを除く他のセグメント1b、1c、1dにおいては、フレーム枠2の外周側の中間部に横桟5が設けられ、この横桟5にグラウト材の注入用金具6が固定され、かつ、フレーム枠2の内部には、周方向と軸方向に鉄筋4が架設され、このフレーム枠2の内部を埋めるコンクリート層3が周方向に弧状となるよう成型されている。
また、最上部のセグメント1aは、周方向の長さが最も短く、鉄筋が架設されたフレーム枠2の内部にコンクリート層3を周方向に弧状となるように成型した構造になっている。
【0035】
上記各セグメント1は、フレーム枠2の外周にシールを周設するようにしてもよいとともに、各セグメント1を周方向に結合してシールド用セグメントリングとするため、図3のように、コンクリート層3には、周方向の一端に埋め込み袋ナット7が埋設され、他端に袋ナット7にねじ込み結合するボルト8の収まる切り欠き状の空間9が形成されている。
また、軸方向に隣接する各セグメント1を、周方向と同様の構造で結合する場合の位置合わせのため、セグメント1の一方側面に結合ピン10と他方側面にこの結合ピン10が嵌入する結合孔11が設けられている。
【0036】
図5は、この発明の上記各セグメント1を製造するために使用するヒューム管製造装置を示し、ベース12上に複数の回転ロール13を所定間隔で水平に平行配置し、隣接する回転ロール13の上でヒューム管を遠心力成型するための型となる円筒状の回転体(遠心型枠)14を支持し、駆動モータで回転ロール13を介して回転体(遠心型枠)14を回転させるとともに、この回転体(遠心型枠)14内に所定量のコンクリートをコンベア15で投入することにより、高速回転による遠心力で推進管(ヒューム管)16を遠心力成型するものである。図5では、右側推進管16を成型する回転体(遠心型枠)14を示している。
【0037】
このような推進工法のコンクリート推進管16を製造するヒューム管製造装置とそれに用いる回転体(遠心型枠)14は、全国的に散在するヒューム管の製造会社が既に備えている設備であり、このような設備をセグメント1の製造設備として使用することにより、ヒューム管製造装置の稼働効率を向上させることができることになる。
【0038】
上記回転体(遠心型枠)14は、図2に示すように、軸心に沿って二分割された二つ割構造となって推進管16の脱型が可能となり、その内径が推進管16の外径を成型する面となり、内部に鉄筋を組み込んだ状態で軸心を中心にして高速回転させ、流動性のあるコンクリートを流し込んでこれを高速回転による遠心力により締め固めすることで、所定の内外径を有する推進管16を製造することになる。
【0039】
推進工法に用いる推進管16は、例えば、内径が1000mmの場合、外径が1200mm、軸方向の長さが2430mmとなり、このため、このような推進管16を成型する回転体(遠心型枠)14は2800mmの長さを有している。
【0040】
このような推進管16に対して、内径が1000mmのセグメント1の場合、外径は1140mmで軸方向の幅(長さ)が600mmとなり、回転体(遠心型枠)14の内径とフレーム枠2の外径とに差が生じるため、このセグメント1を上記回転体(遠心型枠)14を用いて形成する場合、図6に示すように、回転体(遠心型枠)14の成型面に対して、厚み30mmとなる木製等のフレーム枠固定用内張り17を取り付け、この内張り17の内周に一組となるフレーム枠2を取り付けて周方向に環状となるよう組み付け、図2のごとく、このような周方向に環状となるフレーム枠2を軸方向に四組並べて固定することにより、四個のセグメントリングを同時に成型することができることになる。
【0041】
次に、仕上がり内径1000mm用のセグメント1の製造方法を説明する。
まず、仕上がり内径1000mm用の四分割されたフレーム枠2を製作する。このフレーム枠2の外径は1140mmとなり、その内部には鉄筋4が架設されている。
【0042】
次に、ヒューム管製造装置の回転体(遠心型枠)14に仕上がり内径1000mmのものを用い、この回転体(遠心型枠)14の内周成型面全体に厚み30mmとなるフレーム枠固定用内張り17を取り付ける。そして、この内張り17の内周に一組となるフレーム枠2を組み込んで周方向に環状となるように、ボルト及びナットを用いて取り付けるとともにこれらを結合して組み付ける。さらに、周方向に環状となるフレーム枠2を軸方向に四組並べて固定する。
【0043】
上記のように、内部にフレーム枠2を組み込んだ回転体(遠心型枠)14をヒューム管製造装置の回転ロール13上に載置した状態で、回転体(遠心型枠)14を高速回転させながら、コンベア15を用いて流動性のあるコンクリートを厚みの約3分の1程度の量だけ流し込み、これを高速回転による遠心力成型によって締め固めし、残り約3分の2の量のコンクリートを2度に分けて流し込む。
【0044】
このように、コンクリートを一層、二層、三層と分けて流し込んで締め固めることにより、フレーム枠2の角部に対してもコンクリートを確実に充填して空間の発生をなくすことができる。また、高速回転による遠心力でコンクリートを締め固めることにより、わずか30分程度で品質の優れたセグメントリングを同時に4リング製造できることになる。
【0045】
上記セグメント1の成型に遠心力成型を採用することにより、推進管16と同等仕上げとなる真円性に優れて歪がなく、コンクリート層3の内周面が平滑となるフレーム枠2付きのセグメント1を成型することができる。そして、停止させた回転体(遠心型枠)14を上下に分割して取出せば、四個のセグメントリングを同時に一工程で製造できる。
【0046】
このようにして製造されたセグメント1は、シールド工法による管路の構築に用いられることになり、このセグメント1による管路の構築としては、推進工法とシールド工法を併用した切換え工法を例示することができる。
【0047】
図7(a)及び図7(b)は、推進工法とシールド工法を併用した切換え工法の施工例を示している。
まず、図7(a)に示すように、推進工法は、掘進機18の後方に配置したシールド筒ユニット19の後端に、予め、組となるセグメント1をボルト結合した接続用のセグメントリングAを接続し、この接続用セグメントリングAの後端に固定した異形ジョイント20に推進管16の先端を接続する。そして、掘進機18を掘進させながら推進管16を周知の推進工法によって地中に進入させる。
【0048】
推進工法の推力に限界が生じた時点で推進工法を停止してシールド工法に切換え、シールド筒ユニット19の内部に分割したセグメント1を搬入し、図7(b)に示すように、推進ジャッキ21を伸縮作動させ、接続用のセグメントリングAを反力とする掘進機18の前進と、シールド筒ユニット19内でのセグメントリングAの組み立てとを繰り返すことにより、推進管16の先端にセグメントリングAを用いて管路を構築してゆく。
【0049】
<第2の実施形態>
次に、本発明の第2の実施形態に係るシールド工法用セグメントの遠心力成型方法を説明する。
第2の実施形態では、遠心型枠の内側に、回転軸方向に複数のリング間仕切部材を配設するとともに、円周方向に複数のセグメント間仕切部材を配設する。第2の実施形態では、4リングのセグメントをそれぞれ4ピースに分割し、合計16ピースのセグメントパーツを遠心力成型できるようになっている。
【0050】
また、第2の実施形態では、リング間仕切部材及びセグメント間仕切部材の外周部に凹凸部が設けられている。この凹凸形状は、リール溝やコーキング溝等に合致する形状となっており、セグメントを遠心力成型する際に、リール溝やコーキング溝等を一体的に形成することができる。
【0051】
<リング間仕切部材>
まず、リング間仕切部材について説明する。
図8は第2の実施形態に係るシールド工法用セグメントの遠心力成型方法で用いる遠心型枠の横断面図である。また、図9及び図10はリング間仕切部材を示すもので、図9は一般部に対応するリング間仕切部材の一部縦断面図、図10はホゾ断面部に対応するリング間仕切部材の一部縦断面図である。
【0052】
図8に示すように、遠心型枠110の内周面には、回転軸方向に複数のリング間仕切部材120が取り付けられている。隣り合う一対のリング間仕切部材120により1リング分のリング型枠130が形成される。リング型枠130内には、それぞれ鉄筋140が配設されるとともに、グラウト材の注入孔を形成するための注入孔形成部材150が配置されている。なお、図8に示す例では、説明を容易にするためにリング型枠130のすべてに鉄筋140及び注入孔形成部材150が配置されていないが、実際の遠心型枠110では、リング型枠130のすべてに鉄筋140及び注入孔形成部材150が配置されている。
また、ファイバーコンクリートあるいはレジンコンクリートを用いることにより、鉄筋を省略することも可能である。さらに、不分離性コンクリートを用いることにより、水みちや砂目等の端面の仕上がりを向上させることができる。
【0053】
また、隣り合うリング型枠130の間に位置する一対のリング間仕切部材120の間には、リブ補強部材を設けることにより、リング型枠130の補強を行ってもよい。
このリング間仕切部材120は、円環状の部材で、周方向に沿って一般部とホゾ断面部とに区分することができ、一般部とホゾ断面部とでは外面形状が異なっている。以下、各部分について説明する。
【0054】
<リング間仕切部材/一般部>
リング間仕切部材120の一般部は、図9に示すように、リング型枠130の内面に位置する側に、コーキング溝を形成するためのコーキング凸部121と、シール溝を形成するためのシール凸部122と、面取り部を形成するための面取り凸部123とが形成されている。各凸部の外径形状は、形成するコーキング溝、シール溝、面取り部の形状にそれぞれ対応している。コーキング凸部121、シール凸部122、面取り凸部123が形成された側にコンクリート170が打設され、それぞれ、コーキング溝、シール溝、面取り部が形成される。
【0055】
なお、図10に示す例では、コーキング凸部121、シール凸部122、面取り凸部123を形成しているが、これらの凸部の他に、形成すべき溝等に対応させて他の形状の凸部を形成してもよい。
【0056】
<リング間仕切部材/ホゾ断面部>
リング間仕切部材120のホゾ断面部は、図10に示すように、リング型枠130の内面に位置する側に、一般部に形成したコーキング凸部121、シール凸部122、面取り凸部123に加えて、ホゾ溝を形成するためのホゾ凸部124が形成されている。各凸部の外径形状は、形成するコーキング溝、シール溝、面取り部、ホゾ溝の形状にそれぞれ対応している。コーキング凸部121、シール凸部122、面取り凸部123、ホゾ凸部124が形成された側にコンクリート170が打設され、それぞれ、コーキング溝、シール溝、面取り部、ホゾ溝が形成される。
【0057】
なお、図9及び図10に示す例では、コーキング凸部121、シール凸部122、面取り凸部123、ホゾ凸部124を形成しているが、これらの凸部の他に、形成すべき溝等に対応させて他の形状の凸部を形成してもよい。
【0058】
<リング同士の接合>
上述したように、リング間仕切部材120にはホゾ溝が形成される。図11は、リング同士の接合方法を示す説明図である。
隣り合うリングを構成するセグメント300同士を接合するには、図11に示すように、隣り合うリングを構成するセグメント300にそれぞれ形成されたホゾ溝310内にソロバン玉状のコマ部材180を位置させて、セグメント300同士を接近させればよい。このコマ部材180により、隣り合うリングを構成するセグメント300の位置合わせを正確に行うことができる。
【0059】
<リング間継ぎ手>
また、ホゾ溝310の部分にリング間継ぎ手を取り付けることもできる。なお、リング間継ぎ手は、予めリング間仕切部材120に必要な部材を埋め込むことにより、ホゾ溝310とともに形成することができる。図12は、リング継ぎ手の取り付け状態を示す縦断面図である。
【0060】
リング間継ぎ手220は、図12に示すように、雌部材190と雄部材200とからなる。リング間継ぎ手220の雌部材190は、図12(a)に示すように、リング間仕切部材を形成する際に予めリング間仕切部材内に埋め込んだアンカー191と、アンカー191の先端部に設けた雄ネジ部に螺着したナット192と、ナット192の外周面に設けた雄ネジ部に螺着した接合筐体193と、接合筐体193内に配設したバネ部材194及び接合部材195と、を備えている。
【0061】
接合筐体193は、筒状の部材からなり、基端部の内面に雌ネジ部を設けるとともに、長さ方向のほぼ中程から先端部へ向かって縮径する第1傾斜部196と、第1傾斜部196の先端側から接合筐体193の先端部へ向かって拡径する第2傾斜部197と、を設けてある。
【0062】
バネ部材194及び接合部材195は、接合筐体193内の第1傾斜部196よりも基端側に配設されている。接合部材195は、可撓性及び弾性を有し、周方向に3分割された筒状の部材からなり、内面には、挿入杆203の先端部付近に設けた接合溝部204が係合する係合溝部198を設けてある。
【0063】
リング間継ぎ手220の雄部材200は、図12(b)に示すように、リング間仕切部材を形成する際に予めリング間仕切部材内に埋め込んだアンカー201と、アンカー201の先端部に設けた雄ネジ部に螺着したナット202と、ナット202に螺着した挿入杆203とを備えている。また、挿入杆203の先端部付近には接合溝部204が形成されている。
【0064】
リング間継ぎ手220により隣り合うリングを接合するには、まず、挿入杆203にソロバン玉状のコマ部材180を取り付け、挿入杆203の先端部を接合部材195の内部へ挿入する。この際、挿入杆203の先端部が第2傾斜部197に接触しながら接合部材195へ向かって導かれるため、いわゆる探りによる肌合わせを容易に行うことができる。
【0065】
挿入杆203の先端部を接合部材195内に挿入すると、挿入杆203に押されて接合部材195が拡径して挿入杆203の先端部を受け入れるとともに、バネ部材194の弾性力に抗して接合部材195が接合筐体193の内部へ押し込まれる。そして、隣り合うリングが適正な位置に落ち着くと、接合部材195の係合溝部198と挿入杆203の接合溝部204とが噛み合って、雌部材190内に雄部材200が固定される。
【0066】
<セグメント間仕切部材>
次に、セグメント間仕切部材について説明する。図13は、1リング分のセグメントに対応する遠心型枠の展開図である。また、図14は、セグメント間仕切部材の斜視図である。
1リング分のセグメント300は、図13に示すように、4つのパーツ301、302、303、304に分割されて形成される。遠心型枠110の内面には、1リング分のセグメント300を4つのパーツ301、302、303、304に分割するためのセグメント間仕切部材230が設けられている。図13に示す例では、1リング分のセグメント300を、インバート(台形)301、側壁(平行四辺形)302、304、頂部(台形)303に分割している。
【0067】
セグメント間仕切部材230は、図14に示すように、遠心型枠の内面に取り付ける基端部(図14において上側)から先端部(図14において下側)に向かって拡径した断面略台形状の部材からなる。このセグメント間仕切部材230の一側には、シール溝を形成するためのシール凸部231と、ガイド溝を形成するためのガイド凸部232とが設けられている。
【0068】
セグメント間仕切部材230のシール凸部231は、リング間仕切部材120に設けたシール凸部122に対応している。また、ガイド凸部232は、例えば硬質ウレタンをカマボコ状とし、このカマボコ状の部材を、ネジ止め等の接着手段によりセグメント間仕切部材230の表面に取り付けることにより形成される。また、シール溝には、硬質ゴム等からなるシール材160が取り付けられる。
【0069】
<セグメント>
次に、上述した遠心型枠を用いて製造されたセグメントについて説明する。図15は、本発明の実施形態に係るシールド工法用セグメントの遠心力成型方法により製造したセグメントの1パーツの斜視図である。
【0070】
本発明の実施形態に係るシールド工法用セグメントの遠心力成型方法では、推進工法用埋設管を遠心力成型するための遠心型枠110内に、上述したリング間仕切部材120及びセグメント間仕切部材230を配置する。この状態で、回転成型機を駆動して遠心型枠110を回転させながら、遠心型枠110内に挿入した供給ノズルからコンクリートを吐出させて、遠心型枠110の内周にコンクリートを打設する。そして、コンクリートを養生した後に、遠心型枠110を外し、さらにリング間仕切部材120とセグメント間仕切部材230を取り外すことにより、セグメント300を製造することができる。
【0071】
本発明の実施形態に係るシールド工法用セグメントの遠心力成型方法により製造したセグメント300の1パーツ301は、図15に示すように、1リングを形成する他のセグメントと対向する端面と、他のリングに対向する端面の所定の位置に、ホゾ溝310、コーキング溝320,330、シール溝340,350、ガイド溝360、面取り部370等が形成されるとともに、セグメントパーツ301を貫通してグラウト材の注入孔380が形成されている。また、図15に示す例では、ホゾ溝310に、リング間継ぎ手220の雌部材190を取り付けてある。
【0072】
他のリングに対向する端面のコーキング溝320、シール溝340、面取り部370、及びグラウト材の注入孔380は、リング間仕切部材120により形成される。また、1リングを形成する他のセグメントと対向する端面のガイド溝360及びシール溝350は、セグメント間仕切部材230に設けた凸部により形成される。
【0073】
他のリングに対向する端面のシール溝にはリング状シール(図示せず)が嵌め込まれる。このリング状シールは、水膨潤する部材により形成され、隣り合うリングを接合した際に、水密性を高めることができるようになっている。
【0074】
<他の実施形態>
本発明のシールド工法用セグメントの遠心力成型方法は、上述した実施形態に限定されるものではなく、種々変更して実施することができる。例えば、形成する凹凸部の数、形状、大きさ等は上述した実施形態に限定されるものではなく、製造するセグメントの形状に合わせて適宜変更して実施することができる。また、パーツの分割数も4リング×4パーツに限定されず、各パーツの形状も上述した実施形態に限定されるものではない。
【図面の簡単な説明】
【0075】
【図1】本発明の第1の実施形態において、セグメントの形成に用いるフレーム枠をリングに結合した状態を示す斜視図。
【図2】ヒューム管製造装置の回転体(遠心型枠)にリングに結合したフレーム枠を四個並べて組み込んだ状態を示す斜視図。
【図3】(a)はセグメントの外径面から見た斜視図、(b)はセグメントの内径面側を示す斜視図、(c)は軸方向に隣接するセグメントの接続部分を示す縦断面図。
【図4】セグメントの要部を拡大した断面図。
【図5】この発明のセグメントを製造するために使用するヒューム管製造装置を示す正面図。
【図6】ヒューム管製造装置の回転体(遠心型枠)とその内部に組み込むセグメントのフレーム枠の関係を模式的に示す断面図。
【図7】(a)はセグメントを使用する推進工法とシールド工法を併用した切換え工法の施工例を示す推進工法時の状態の縦断面図、(b)は同シールド工法時の縦断面図。
【図8】本発明の第2の実施形態に係るシールド工法用セグメントの遠心力成型方法で用いる遠心型枠の横断面図。
【図9】一般部に対応するリング間仕切部材の一部縦断面図。
【図10】ホゾ断面部に対応するリング間仕切部材の一部縦断面図。
【図11】リング同士の接合方法を示す説明図。
【図12】リング継ぎ手の取り付け状態を示す縦断面図。
【図13】1リング分のセグメントに対応する遠心型枠の展開図。
【図14】セグメント間仕切部材の斜視図。
【図15】本発明の第2の実施形態に係るシールド工法用セグメントの遠心力成型方法により製造したセグメントの1パーツの斜視図。
【符号の説明】
【0076】
1 セグメント
1a、1b、1c、1d セグメント(分割)
2 フレーム枠
3 コンクリート層
4 鉄筋
5 横桟
6 注入用金具
7 袋ナット
8 ボルト
9 切り欠き状の空間
10 結合ピン
11 結合孔
12 ベース
13 回転ロール
14 回転体(遠心型枠)
15 コンベア
16 推進管(ヒューム管)
17 フレーム枠固定用内張り
18 掘進機
19 シールド筒ユニット
20 異形ジョイント
21 推進ジャッキ
110 遠心型枠
120 リング間仕切部材
121 コーキング凸部
122 シール凸部
123 面取り凸部
124 ホゾ凸部
130 リング型枠
140 鉄筋
150 注入孔形成部材
160 シール材
170 コンクリート
180 コマ部材
190 雌部材
191 アンカー
192 ナット
193 接合筐体
194 バネ部材
195 接合部材
196 第1傾斜部
197 第2傾斜部
198 係合溝部
200 雄部材
201 アンカー
202 ナット
203 挿入杆
204 接合溝部
220 リング間継ぎ手
230 セグメント間仕切部材
231 シール凸部
232 ガイド凸部
300 1リングを構成するセグメント
301 セグメントパーツ
302 セグメントパーツ
303 セグメントパーツ
304 セグメントパーツ
310 ホゾ溝
320,330 コーキング溝
340,350 シール溝
360 ガイド溝
370 面取り部
380 グラウト材の注入孔
【特許請求の範囲】
【請求項1】
推進工法用埋設管を遠心力成型するための遠心型枠を用いてシールド工法用のセグメントを遠心力成型する方法であって、
遠心型枠の内部に、セグメントを回転軸方向に複数の円筒に分割するとともに、各円筒を円周方向に複数に分割するための分割部材を配設し、
遠心型枠を回転させながらコンクリートを打設することにより、複数リングのセグメントを遠心力成型することを特徴とするシールド工法用セグメントの遠心力成型方法。
【請求項2】
前記分割部材は、円筒を複数に分割した構造でその内部に鉄筋が配筋されたフレーム枠からなることを特徴とする請求項1に記載のシールド工法用セグメントの遠心力成型方法。
【請求項3】
前記遠心型枠内にフレーム枠を組み付ける際に、前記遠心型枠の内周面にフレーム枠の固定用内張りを取り付け、フレーム枠の外径側開口面をこの内張りで閉鎖した状態で、コンクリートを打設することを特徴とする請求項2に記載のシールド工法用セグメントの遠心力成型方法。
【請求項4】
前記フレーム枠を、遠心型枠の軸方向に複数組並べて組み付けることにより、複数個のセグメントリングを同時に成型することを特徴とする請求項2又は3に記載のシールド工法用セグメントの遠心力成型方法。
【請求項5】
前記分割部材は、遠心型枠の内側において、回転軸方向に配設された複数のリング間仕切部材と、円周方向に配設された複数のセグメント間仕切部材とからなることを特徴とする請求項1に記載のシールド工法用セグメントの遠心力成型方法。
【請求項6】
前記リング間仕切部材及び前記セグメント間仕切部材の少なくとも一方に凹凸部を設け、この凹凸形状に合致した溝を一体的に形成することを特徴とする請求項5に記載のシールド工法用セグメントの遠心力成型方法。
【請求項1】
推進工法用埋設管を遠心力成型するための遠心型枠を用いてシールド工法用のセグメントを遠心力成型する方法であって、
遠心型枠の内部に、セグメントを回転軸方向に複数の円筒に分割するとともに、各円筒を円周方向に複数に分割するための分割部材を配設し、
遠心型枠を回転させながらコンクリートを打設することにより、複数リングのセグメントを遠心力成型することを特徴とするシールド工法用セグメントの遠心力成型方法。
【請求項2】
前記分割部材は、円筒を複数に分割した構造でその内部に鉄筋が配筋されたフレーム枠からなることを特徴とする請求項1に記載のシールド工法用セグメントの遠心力成型方法。
【請求項3】
前記遠心型枠内にフレーム枠を組み付ける際に、前記遠心型枠の内周面にフレーム枠の固定用内張りを取り付け、フレーム枠の外径側開口面をこの内張りで閉鎖した状態で、コンクリートを打設することを特徴とする請求項2に記載のシールド工法用セグメントの遠心力成型方法。
【請求項4】
前記フレーム枠を、遠心型枠の軸方向に複数組並べて組み付けることにより、複数個のセグメントリングを同時に成型することを特徴とする請求項2又は3に記載のシールド工法用セグメントの遠心力成型方法。
【請求項5】
前記分割部材は、遠心型枠の内側において、回転軸方向に配設された複数のリング間仕切部材と、円周方向に配設された複数のセグメント間仕切部材とからなることを特徴とする請求項1に記載のシールド工法用セグメントの遠心力成型方法。
【請求項6】
前記リング間仕切部材及び前記セグメント間仕切部材の少なくとも一方に凹凸部を設け、この凹凸形状に合致した溝を一体的に形成することを特徴とする請求項5に記載のシールド工法用セグメントの遠心力成型方法。
【図1】


【図2】
【図3】
【図4】

【図5】
【図6】

【図7】
【図8】
【図9】

【図10】
【図11】
【図12】
【図13】
【図14】

【図15】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【公開番号】特開2008−162273(P2008−162273A)
【公開日】平成20年7月17日(2008.7.17)
【国際特許分類】
【出願番号】特願2007−312958(P2007−312958)
【出願日】平成19年12月4日(2007.12.4)
【出願人】(504125724)
【Fターム(参考)】
【公開日】平成20年7月17日(2008.7.17)
【国際特許分類】
【出願日】平成19年12月4日(2007.12.4)
【出願人】(504125724)
【Fターム(参考)】
[ Back to top ]