
シールド構造及びワイヤハーネス
【課題】シールド部材の固定・一体化にあたり、作業性向上を図ることが可能な、また、部品点数削減を図ることが可能な、さらには、コスト低減を図ることが可能なシールド構造及びワイヤハーネスを提供する。
【解決手段】シールド構造によれば、モーター側接続部42及びインバータ側接続部43に対する筒状の電磁シールド部材40の固定・一体化を樹脂成型にて行っている。具体的には、モーター側接続部42及びインバータ側接続部43を導電性の成型品とし、この導電性の成型品に電磁シールド部材40の端末部を一体化するにあたり、一体成型を行っている。
【解決手段】シールド構造によれば、モーター側接続部42及びインバータ側接続部43に対する筒状の電磁シールド部材40の固定・一体化を樹脂成型にて行っている。具体的には、モーター側接続部42及びインバータ側接続部43を導電性の成型品とし、この導電性の成型品に電磁シールド部材40の端末部を一体化するにあたり、一体成型を行っている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、筒状に形成されたシールド部材を含むシールド構造、及び、このシールド構造を採用してなるワイヤハーネスに関する。
【背景技術】
【0002】
電気自動車やハイブリッド自動車等の車両に搭載される機器間を電気的に接続するための高圧のワイヤハーネスに関しては、例えば下記特許文献1に詳細に開示されている。下記特許文献1は本願出願人により提案されたものである。以下、簡単に説明をする。
【0003】
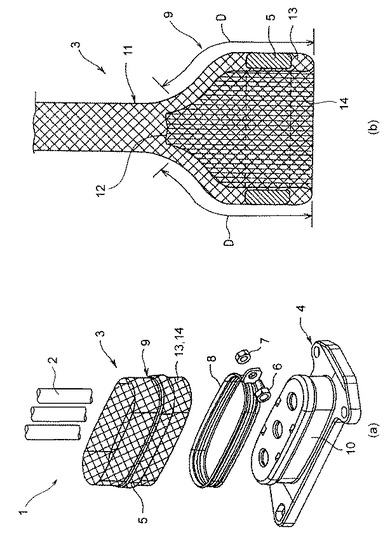
図9において、ワイヤハーネス1は、複数本の高圧電線2と、この複数本の高圧電線2を一括して覆う編組シールド部材3と、図示しない機器のシールドケースに固定されるシールドシェル4と、編組シールド部材3に保持される環状部材5と、ボルト6及びナット7の締め付けに伴い縮径するバンド8とを備えて構成されている。環状部材5及びバンド8は、編組シールド部材3の端末部9をシールドシェル4の環状部10に固定する際に用いるものとなっている。
【0004】
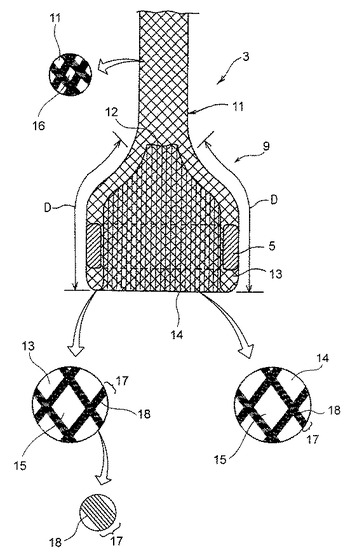
図9及び図10において、編組シールド部材3は、筒状の編組導体からなり、本体部11と、この本体部11に連続する上記端末部9とを有している。端末部9は、この内径が本体部11の内径よりも拡開するように形成されている。具体的には、内径を押し広げるようにして形成されている。端末部9は、この端末12を軸方向内側に折り曲げて二重構造に形成されている。この二重構造は、外側端末部分13と内側端末部分14とを有するようにして形成されている。端末部9は、引用符号Dで示す如くの範囲部分が該当するように形成されている。内側への折り曲げによりなる内側端末部分14は、引用符号Dの範囲で形成されている。
【0005】
編組シールド部材3の端末部9をシールドシェル4の環状部10に固定するためには、先ず外側端末部分13と内側端末部分14との間に環状部材5を配置するとともに、内側端末部分14の内側に環状部10が位置するように編組シールド部材3をシールドシェル4に挿入する作業を行う。次に環状部10に対して加締めを施し、最後に外側端末部分13の外側から環状部10の位置に合わせてバンド8の締め付け作業を行うと、上記固定が完了する。
【0006】
上記構成及び構造において、端末部9はこの内径が本体部11の内径よりも大きく拡開することから、図10に示す編み目15が本体部11の編み目16よりも大きく開口してしまうことになる。編み目15の開口面積が大きければ、シールド性能の低下が懸念されることになるが、端末部9にあっては、二重構造に形成することにより性能低下が防止されている。また、引用符号Dの範囲で内側端末部分14を形成することにより性能低下が防止されている。
【0007】
ここで編組導体について補足説明をすると、編み目15の一つがピック(pick)17と呼ばれており、このピック17は一本以上の金属素線18から構成されている。金属素線18の数は持ち数と呼ばれており、編組導体一周におけるピック17の数は打ち数と呼ばれている。尚、上記補足説明については本願出願人により提案された下記特許文献2にも開示されている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2005−339933号公報
【特許文献2】特開2008−262759号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
ところで、上記従来技術にあっては、編組シールド部材3の端末部9をシールドシェル4の環状部10に固定するにあたり、すなわち編組シールド部材3をシールドシェル4に一体化するにあたり、多くの作業工程を経る必要性があることから、作業性が悪くコスト高になってしまうという問題点を有している。また、編組シールド部材3の固定・一体化にあたり、環状部材5、ボルト6、ナット7、及びバンド8を必要とすることから、部品点数が多く管理が煩雑になってしまうという問題点や、コスト高になってしまうという問題点も有している。
【0010】
本発明は、上記した事情に鑑みてなされたもので、シールド部材の固定・一体化にあたり、作業性向上を図ることが可能な、また、部品点数削減を図ることが可能な、さらには、コスト低減を図ることが可能なシールド構造及びワイヤハーネスを提供することを課題とする。
【課題を解決するための手段】
【0011】
上記課題を解決するためになされた請求項1に記載の本発明のシールド構造は、筒状に形成されたシールド部材の端末部を導電性の成型品に一体成型してなることを特徴とする。
【0012】
このような特徴を有する本発明によれば、シールド部材の固定・一体化を成型にて行う。シールド部材の固定・一体化の対象は、導電性の成型品である。シールド部材は、この端末部を一体成型するだけで、導電性の成型品に対し電気的に繋がるようになる。
【0013】
請求項2に記載の本発明のシールド構造は、請求項1に記載のシールド構造に係り、前記成型品は導電性を有する相手部材に対し固定される固定部材として形成されることを特徴とする。
【0014】
このような特徴を有する本発明によれば、導電性の成型品を固定部材にするとともに、この固定部材を導電性の相手部材に対し固定可能にする。導電性を有する固定部材であれば、例えば金属シェルの代替品として使用することが可能になる。
【0015】
請求項3に記載の本発明のシールド構造は、請求項1に記載のシールド構造に係り、前記成型品は管体の形状に形成されることを特徴とする。
【0016】
このような特徴を有する本発明によれば、導電性の成型品を管体の形状に形成する。そして、この管体を成型するにあたり、管体に連続するようにシールド部材を固定・一体化する。導電性の管体であれば、例えば金属パイプの代替品として使用することが可能になる。
【0017】
また、上記課題を解決するためになされた請求項4に記載の本発明のワイヤハーネスは、一又は複数の導電路と、筒状に形成されて前記一又は複数の導電路を覆うシールド部材と、該シールド部材の端末部に一体成型される導電性の成型品とを含むことを特徴とする。
【0018】
このような特徴を有する本発明によれば、請求項1、2、又は3に記載の本発明のシールド構造を含むワイヤハーネスになる。
【発明の効果】
【0019】
請求項1に記載された本発明によれば、シールド部材を筒状に形成し、このシールド部材の端末部に導電性の成型品を一体成型してなるシールド構造であることから、シールド部材の固定・一体化にあたり、作業性の向上、部品点数の削減、及びコストの低減を図ることができるという効果を奏する。具体的には、作業工程が少なく、環状部材、ボルト、ナット、及びバンドを不要とすることから、作業性の向上、部品点数の削減、及びコストの低減を図ることができるという効果を奏する。
【0020】
請求項2に記載された本発明によれば、例えば金属シェルの代替品として使用可能な固定部材を導電性の成型品とすることから、従来と同じ使用形態のシールド構造にすることができるという効果を奏する。
【0021】
請求項3に記載された本発明によれば、導電性の成型品を管体とすることから、この管体を例えば金属パイプの代替品としたシールド構造にすることができるという効果を奏する。
【0022】
請求項4に記載された本発明によれば、シールド部材の固定・一体化にあたり、作業性の向上、部品点数の削減、及びコストの低減を図ることができることから、より良いワイヤハーネスの提供をすることができるという効果を奏する。
【図面の簡単な説明】
【0023】
【図1】本発明のシールド構造及びワイヤハーネスを示す図である(実施例1)。
【図2】シールド構造の拡大斜視図である。
【図3】外装部材に係る図である。
【図4】他の例となるシールド構造の拡大斜視図である(実施例2)。
【図5】図4のバラケ状態に係る説明図である。
【図6】更に他の例となるシールド構造の拡大斜視図である(実施例3)。
【図7】他の例となるシールド構造の断面図である(実施例4)。
【図8】高圧電線の切断状態を示す断面図である。
【図9】従来例のシールド構造を示す図である。
【図10】図9の編組シールド部材に係る図である。
【発明を実施するための形態】
【0024】
材料を充填して導電性の成型品を成型するとともに、この成型の際にシールド部材も一体成型する。一体成型により作業性の向上、部品点数の削減、及びコストの低減を図るシールド構造を実現する。
【実施例1】
【0025】
以下、図面を参照しながら実施例1を説明する。図1は本発明のシールド構造及びワイヤハーネスを示す図である。また、図2はシールド構造の拡大斜視図、図3は外装部材に係る図である。
【0026】
本実施例においては、ハイブリッド自動車(電気自動車であってもよいものとする)に本発明のシールド構造及びワイヤハーネスを採用する例を挙げて説明するものとする。
【0027】
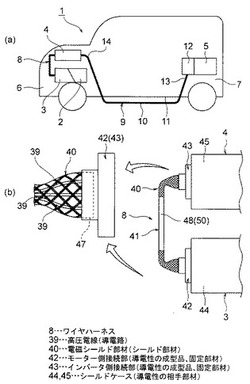
図1(a)において、引用符号1はハイブリッド自動車を示している。ハイブリッド自動車1は、エンジン2及びモータユニット3の二つの動力をミックスして駆動する車両であって、モータユニット3にはインバータユニット4を介してバッテリー5(電池パック)からの電力が供給されるようになっている。エンジン2、モータユニット3、及びインバータユニット4は、本実施例において前輪等がある位置のエンジンルーム6に搭載されている。また、バッテリー5は、後輪等がある自動車後部7に搭載されている(エンジンルーム6の後方に存在する自動車室内に搭載してもよいものとする)。
【0028】
モータユニット3とインバータユニット4は、高圧のワイヤハーネス8により接続されている。また、バッテリー5とインバータユニット4は、高圧のワイヤハーネス9により接続されている。ワイヤハーネス9は、高圧用のものとして構成されている。ワイヤハーネス9は、この中間部10が車体床下11の地面側に配索されている。また、車体床下11に沿って略平行に配索されている。車体床下11は、公知のボディであるとともに所謂パネル部材であって、所定位置には貫通孔(符号省略)が形成されている。この貫通孔には、ワイヤハーネス9が挿通されている。
【0029】
ワイヤハーネス9とバッテリー5は、このバッテリー5に設けられるジャンクションブロック12を介して接続されている。ジャンクションブロック12には、ワイヤハーネス9の後端13が公知の方法で電気的に接続されている。ワイヤハーネス9の前端14側は、インバータユニット4に対し公知の方法で電気的に接続されている。
【0030】
モータユニット3は、モータ及びジェネレータを構成に含んでいるものとする。また、インバータユニット4は、インバータ及びコンバータを構成に含んでいるものとする。モータユニット3は、シールドケースを含むモータアッセンブリとして形成されるものとする。また、インバータユニット4もシールドケースを含むインバータアッセンブリとして形成されるものとする。バッテリー5は、Ni−MH系やLi−ion系のものであって、モジュール化してなるものとする。尚、例えばキャパシタのような蓄電装置を使用することも可能であるものとする。バッテリー5は、ハイブリッド自動車1や電気自動車に使用可能であれば特に限定されないものとする。
【0031】
先ず、ワイヤハーネス8の構成及び構造について説明をする。
【0032】
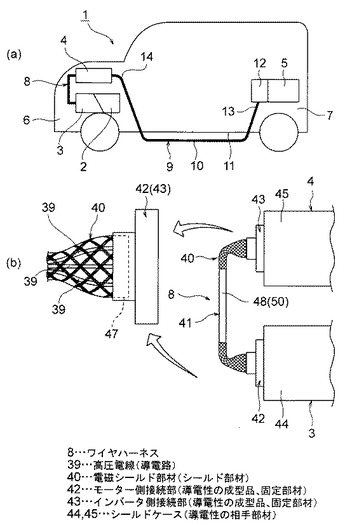
図1(b)において、ワイヤハーネス32は、三本の高圧電線39(導電路)と、この三本の高圧電線39を一括してシールドする電磁シールド部材40(シールド部材)と、電磁シールド部材40の外側に設けられる外装部材41と、三本の高圧電線39の一端側に設けられるモーター側接続部42と、他端側に設けられるインバータ側接続部43とを備えて構成されている。
【0033】
図1(b)及び図2において、高圧電線39は、導体及び絶縁体(被覆)を含む高圧の導電路であって、電気的な接続に必要な長さを有するように形成されている。導体は、銅や銅合金、アルミニウムやアルミニウム合金により製造されている。導体に関しては、素線を撚り合わせてなる導体構造のものや、断面矩形又は丸形となる棒状の導体構造(例えば平角単心や丸単心となる導体構造であり、この場合、電線自体も棒状となる)のもののいずれであってもよいものとする。
【0034】
尚、本実施例においては高圧電線39を用いているが、この限りでないものとする。すなわち、公知のバスバーに絶縁体を設けて高圧の導電路としたものや、n系統の回路(n個の回路)を同軸で一本に構成することによりなる高圧同軸複合導電路等を用いてもよいものとする。
【0035】
電磁シールド部材40は、電磁シールド用の筒状部材(電磁波対策用のシールド部材)として形成されている。また、電磁シールド部材40は、本実施例において、三本の高圧電線39をこの全長にわたって覆うことのできる形状に形成されている。
【0036】
電磁シールド部材40としては、導電性を有する極細の素線を多数編んでなる編組が用いられている。
【0037】
上記素線に関し、本実施例においては軟銅等の金属素線及び/又は導電性樹脂素線が用いられるものとする。尚、これらの素線の他に、例えば耐摩耗性を持たせるための樹脂素線(PETの素線)を混在させるようにしてもよいものとする。樹脂素線は、編組を構成するピックにおいて、金属素線及び/又は導電性樹脂素線とともに混在するものとする。
【0038】
本発明に係るシールド構造は、電磁シールド部材40の一端及び他端(端末部)をモーター側接続部42及びインバータ側接続部43に固定し、そして、一体化させるようなシールド構造になっている。また、シールド構造は、モーター側接続部42及びインバータ側接続部43を介してシールドケース44及び45(導電性の相手部材)に電磁シールド部材40を接続するシールド構造になっている。尚、モーター側接続部42及びインバータ側接続部43を便宜上同じ構成及び構造にするが、これに限定されないものとする。
【0039】
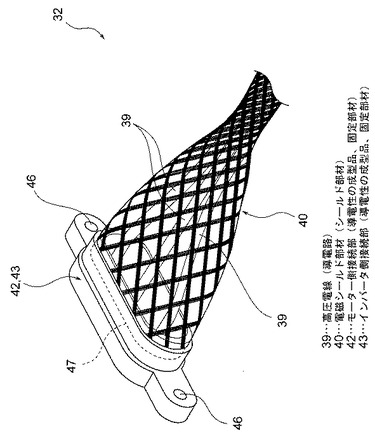
ここで上記シールド構造について、もう少し具体的に説明をすると、モーター側接続部42及びインバータ側接続部43は、材料を充填して成型される導電性の成型品であって、外観は公知の金属シェルと同じ形状に成型されている。モーター側接続部42及びインバータ側接続部43は、上記の如く金属シェルと同じ形状であることから、固定部材としての機能を有している。また、金属シェルと同じ形状であることから、シールドケース44及び45に対し容易に接続固定をすることができる形状を有している(引用符号46はボルト止め用の貫通孔を示している)。
【0040】
モーター側接続部42及びインバータ側接続部43は、公知の金属シェルの代替品として使用することができるように成型されている。
【0041】
本実施例のモーター側接続部42及びインバータ側接続部43は、導電性を有する樹脂材料を金型に充填することにより成型される導電性の成型品となっている。尚、ここで言う導電性を有する樹脂材料とは、例えばPBT等の樹脂材料にカーボンファイバを混ぜたものである。このようなモーター側接続部42及びインバータ側接続部43の成型にあっては、電磁シールド部材40の端末部を一体に成型することを特徴にしている(この特徴は、本発明のシールド構造の特徴であるものとする)。
【0042】
尚、図中の引用符号47は電磁シールド部材40の端末部をインサートしてなるインサート部分を示している。
【0043】
以上の説明から分かるように、導電性を有する樹脂材料を金型に充填して導電性の成型品を成型するとともに、この成型に伴って電磁シールド部材40の端末部も一体に成型するシールド構造がワイヤハーネス8に採用されている。
【0044】
尚、本発明は、上記シールド構造に限らず、次のようなシールド構造もワイヤハーネス8に採用することが可能であるものとする。すなわち、金属溶湯を充填して成型するとともに、この成型に伴って電磁シールド部材40の端末部も一体に成型するシールド構造も採用可能であるものとする。この場合、モーター側接続部42及びインバータ側接続部43は、例えばアルミダイキャスト製(アルミダイカスト製)のものとなる。また、電磁シールド部材40は、編組が軟銅線等の金属素線からなるものとなる。
【0045】
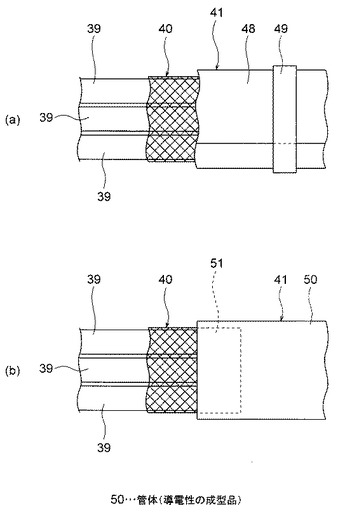
図1(b)及び図3(a)において、外装部材41は、三本の高圧電線39及び電磁シールド部材40を覆い、これらを保護をするための部材であって、例えばツイストチューブ48等が用いられている。ツイストチューブ48は、電磁シールド部材40の外側に巻き付くものとして形成されおり、テープ巻き49によって保持されている。
【0046】
尚、外装部材41は、図3(b)に示す如くの管体50であってもよいものとする。本実施例の管体50は、導電性樹脂成型品であるものとする。すなわち、管体50は、導電性を有する樹脂材料により成型されている(導電性を有する樹脂材料とは、上記の如く例えばPBT等の樹脂材料にカーボンファイバを混ぜたものである)。管体50は、例えば断面円形のパイプ形状に成型されている。管体50の成型にあっては、電磁シールド部材40の端部をインサートして一体化させることが一例として挙げられるものとする。引用符号51は、インサート部分を示している。
【0047】
以上、図1ないし図3を参照しながら説明してきたように、本発明に係るシールド構造によれば、モーター側接続部42及びインバータ側接続部43に対する筒状の電磁シールド部材40の固定を一体成型にて行っている。具体的には、モーター側接続部42及びインバータ側接続部43を導電性の成型品とし、この導電性の成型品に電磁シールド部材40の端末部を一体化する一体成型を行っている。従って、本発明に係るシールド構造によれば、電磁シールド部材40の固定・一体化をするにあたり、従来例と比べ、作業性の向上、部品点数の削減、及びコストの低減を図ることができるという効果を奏する。
【0048】
また、本発明に係るワイヤハーネス8によれば、上記シールド構造を採用することから、より良いワイヤハーネス8としてこれを提供することができるという効果を奏する。
【実施例2】
【0049】
以下、図面を参照しながら実施例2を説明する。図4は他の例となるシールド構造の拡大斜視図である。また、図5は図4のバラケ状態に係る説明図である。尚、上記実施例1と同一の構成部材には同一の符号を付して詳細な説明を省略する。実施例2は図1も参照するものとする。
【0050】
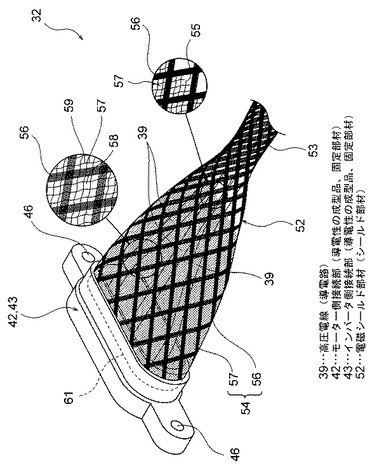
図1(b)及び図4において、実施例1と同様に配索されるワイヤハーネス8は、三本の高圧電線39(導電路)と、この三本の高圧電線39を一括してシールドする電磁シールド部材52(シールド部材)と、電磁シールド部材52の外側に設けられる外装部材41と、三本の高圧電線39の一端側に設けられるモーター側接続部42と、他端側に設けられるインバータ側接続部43とを備えて構成されている。このような構成のワイヤハーネス32には、実施例1と同様のシールド構造が採用されている。
【0051】
電磁シールド部材52は、電磁シールド用の筒状部材(電磁波対策用のシールド部材)として形成されている。また、電磁シールド部材52は、本実施例において、三本の高圧電線39をこの全長にわたって覆うことのできる形状に形成されている。
【0052】
電磁シールド部材52としては、導電性を有する極細の素線を多数編んでなる編組が用いられている。実施例1との相違点は、電磁シールド部材52の後述する端末部54が二重構造になっている点である。以下、二重構造について説明をする。
【0053】
図4において、引用符号53は電磁シールド部材52の本体部を示している。また、引用符号54は本体部53に連続する端末部を示している。電磁シールド部材52は、端末部54の内径が本体部53の内径よりも拡開するように形成されている。また、電磁シールド部材52は、端末部54の端末55が電磁シールド部材52の軸方向内側に折り曲げられて二重構造となるように形成されている。すなわち、端末部54は、外側端末部分56及び内側端末部分57からなる二重構造に形成されている。
【0054】
電磁シールド部材52は、端末部54の端末55が未処理となる切断したままの状態(編組を単に切断したままの状態)にした上で二重に形成されている。また、電磁シールド部材52は、上記切断したままの状態で、内側端末部分57が端末55を含んで素線のバラケ状態になるように形成されている。図4においては、端部内側57が網掛けにて模式的に図示されている。また、図4の円内においては、バラケ状態が分かるように内側端末部分57が図示されている。
【0055】
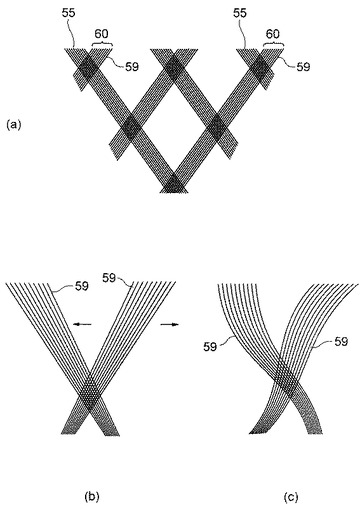
ここで、上記バラケ状態についてもう少し詳しく説明をすると、バラケ状態は図4の円内に示す如く、外側端末部分56の編み目58に対し、この内側で素線59が交差するような状態を指すものとなっている。バラケ状態の形成に関しては、図5(a)に示す如く複数の素線59から構成されるピック60を見ると、先端となる端末55が切断したままの状態(切りっぱなしの状態)になっており、この後に、各ピック60における素線59の束が図5(b)から図5(c)に示す如く、解れるようにして形成されている。バラケ状態は、特に図示しないが、素線59が「もじゃもじゃ」になるような形成状態も含むものとする。
【0056】
以上のようなバラケ状態において、端末部54の端末55は、本体部53との連続位置に配置されるように、若しくは、本体部53との連続位置近傍に配置されるように設定されている。
【0057】
本発明に係るシールド構造は、電磁シールド部材52の端末部54をモーター側接続部42及びインバータ側接続部43に固定し、そして、一体化させるようなシールド構造になっている。また、シールド構造は、モーター側接続部42及びインバータ側接続部43を介してシールドケース44及び45(導電性の相手部材)に電磁シールド部材52を接続するシールド構造になっている。
【0058】
上記シールド構造は、実施例1と同様であって、電磁シールド部材52の端末部54に形成された軸方向内側折り曲げ部分(特許請求の範囲に記載した端末開口部に相当する部分)を含んで一体成型する構造になっている。尚、図中の引用符号61は電磁シールド部材52の端末部54をインサートしてなるインサート部分を示している。
【0059】
以上の説明から分かるように、導電性を有する樹脂材料又は金属溶湯を金型に充填して導電性の成型品を成型するとともに、この成型に伴って電磁シールド部材52の端末部54も一体に成型するシールド構造がワイヤハーネス8に採用されている。
【0060】
以上、図4及び図5を参照しながら説明してきたように、本発明に係るシールド構造によれば、モーター側接続部42及びインバータ側接続部43に対する筒状の電磁シールド部材52の固定を一体成型にて行っている。具体的には、モーター側接続部42及びインバータ側接続部43を導電性の成型品とし、この導電性の成型品に電磁シールド部材52の端末部54を一体化する成型を行っている。従って、本発明に係るシールド構造によれば、電磁シールド部材52の固定・一体化をするにあたり、従来例と比べ、作業性の向上、部品点数の削減、及びコストの低減を図ることができるという効果を奏する。
【0061】
また、本発明に係るワイヤハーネス32によれば、上記シールド構造を採用することから、より良いワイヤハーネス32の提供をすることができるという効果を奏する。
【0062】
電磁シールド部材52に関しては、外側端末部分56における編み目58の開口面積が小さくなり、結果、シールド性能の低下を防止することができるという効果や、シールド性能を十分に発揮させることができるという効果を奏する。
【0063】
尚、電磁シールド部材52を特徴づけてみると、「電磁シールド部材52は、筒状の本体部53と該本体部53に連続する筒状の端末部54とを有し、該端末部54の内径を前記本体部53の内径よりも拡開させるとともに、前記端末部54の端末55を軸方向内側に折り曲げて前記端末部54を外側端末部分56及び内側端末部分57の二重構造に形成してなり、さらに、前記電磁シールド部材52は、前記端末部54の前記端末55を未処理となる切断したままの状態にし、且つ該切断したままの状態の前記端末55を含んで前記内側端末部分57を素線59のバラケ状態に形成する」ことが特徴づけられる。
【実施例3】
【0064】
以下、図面を参照しながら実施例3を説明する。図6は更に他の例となるシールド構造の拡大斜視図である。尚、上記実施例1、2と同一の構成部材には同一の符号を付して詳細な説明を省略する。
【0065】
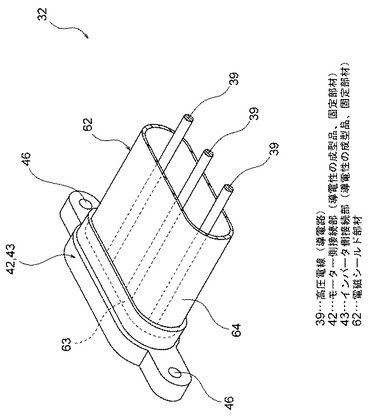
図6において、実施例3のシールド構造は、実施例1、2に対し電磁シールド部材62を用いる点が相違している。電磁シールド部材62は、筒状に形成されており、この端末開口部がモーター側接続部42及びインバータ側接続部43に一体成型されている。電磁シールド部材62は、金属箔単体からなるシールド部材、若しくは、金属箔とこの金属箔のベースとなる樹脂層とを含むシールド部材が用いられている。実施例3では、編組でないタイプのシールド部材、すなわち電磁シールド部材62が用いられている。
【0066】
尚、図中の引用符号63は電磁シールド部材62の端末部64をインサートしてなるインサート部分を示している。
【0067】
以上のようなシールド構造であっても、実施例1、2と同様の効果を奏するのは勿論である。すなわち、一体成型により電磁シールド部材62の固定をすることから、作業性の向上、部品点数の削減、及びコストの低減を図ることができるという効果を奏する。
【実施例4】
【0068】
以下、図面を参照しながら実施例4を説明する。図7は他の例となるシールド構造の断面図である。また、図8は高圧電線の切断状態を示す断面図である。尚、実施例4は図1も参照するものとする。
【0069】
実施例4は、ワイヤハーネス8でなくワイヤハーネス9(図1参照)を例に挙げて説明をするものとする。
【0070】
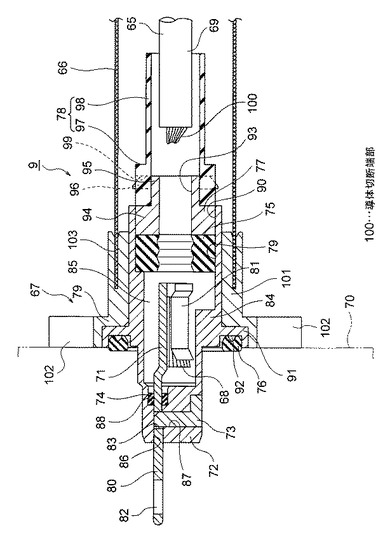
図7において、ワイヤハーネス9は、二本の高圧電線65(導電路。ここでは一本のみ図示)と、この二本の高圧電線65を一括してシールドする電磁シールド部材66(シールド部材)と、電磁シールド部材66の外側に設けられる図示しない外装部材と、高圧電線65の一端側に設けられるインバータ側接続部67と、他端側に設けられる図示しないバッテリー側接続部とを備えて構成されている。図示しないバッテリー側接続部は、便宜上、インバータ側接続部67と同じ構成及び構造とするが、これに限定されないものとする。
【0071】
高圧電線65は、導体68と、この導体68を被覆する絶縁体69とを備えて構成されている。高圧電線65は、この端末において所定の長さ分だけ絶縁体69が皮剥されて導体68が露出するように加工されている。導体68は、ここでは素線(銅や銅合金、アルミニウムやアルミニウム合金からなる素線)を撚り合わせてなる導体構造のものが用いられている。導体68は、特に限定するものでないが、断面略丸形(円形)となる形状に形成されている。尚、導体68に関し、断面矩形又は丸形となる棒状の導体構造(例えば平角単心や丸単心となる導体構造)のものであってもよいものとする。また、例えば編組バスバーからなる導体構造のものであってもよいものとする。
【0072】
絶縁体69は、絶縁性を有する樹脂材料を導体68の外側に押し出し被覆することによりなるものであって、ここでは公知のものが用いられている。
【0073】
高圧電線65は、高圧用であることから、太物の電線に形成されている。
【0074】
電磁シールド部材66は、電磁シールド機能を発揮させるための部材であって、例えば編組又は金属箔を筒状にすることにより形成されている。本実施例の電磁シールド部材66は、実施例1の電磁シールド部材40(図2参照)、実施例2の電磁シールド部材52(図4参照)、及び、実施例3の電磁シールド部材62(図6参照)のいずれかが用いられるものとする。電磁シールド部材66の一端は、一体成型によりインバータ側接続部67の後述する導電性樹脂成型品79に一体成型されている。また、他端も図示しないバッテリー側接続部に同様に一体成型されている。
【0075】
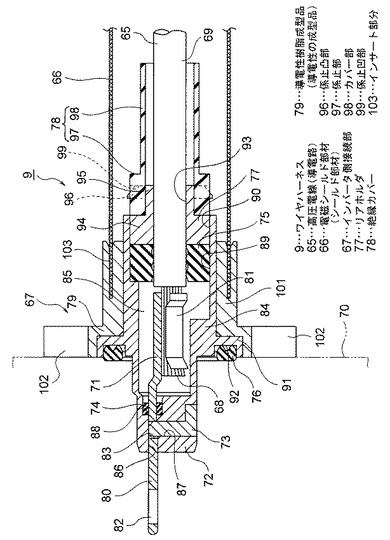
インバータ側接続部67は、所謂コネクタであって、フロントインバータユニット25のシールドケース70(導電性の相手部材)に差し込まれ、内部において電気的な接続がなされるように構成されている。インバータ側接続部67は、端子金具71と、ハウジング72と、端子係止部材73と、防水用のシール部材74〜76と、リアホルダ77と、絶縁カバー78と、導電性樹脂成型品79(導電性の成型品)と、固定用のボルト(図示省略)とを備えて構成されている。
【0076】
端子金具71は、導電性を有する金属板をプレス加工することにより形成されている。端子金具71は、ここでは雄型のものが用いられている。端子金具71は、電気接触部80と、この電気接触部80に連続する電線接続部81とを有している。
【0077】
電気接触部80は、タブ状に形成されている。電気接触部80には、第一貫通孔82と、第二貫通孔83とが形成されている。第一貫通孔82は、フロントインバータユニット25の内部において電気的な接続に用いられる部分として形成されている。一方、第二貫通孔83は、端子係止部材73により係止される部分として形成されている。
【0078】
電線接続部81は、高圧電線65の導体68を接続固定することができるように形成されている。本実施例においては、バレル形状であって加締めにより導体68を圧着して接続することができるように形成されている(接続に関しては、溶接等も可能であるものとする)。
【0079】
ハウジング72は、絶縁性を有する樹脂成型品(絶縁部材)であって、ハウジング本体84を有して図示形状に形成されている(形状は一例であるものとする)。
【0080】
ハウジング本体84の内部には、端子収容室85が形成されている。端子収容室85は、高圧電線65の導体68に接続固定された端子金具71の電線接続部81を主に収容することができるように形成されている。端子収容室85には、ハウジング先端に向けて貫通する電気接触部導出穴86が形成されている。端子金具71は、端子収容室85に収容されると、電気接触部導出穴86を介して電気接触部80がハウジング先端から突出するようになっている。
【0081】
ハウジング本体84には、電気接触部導出穴86に連通する端子係止部材収容穴87が下方から上方へ向けて形成されている。端子金具71は、端子係止部材収容穴87に嵌合する端子係止部材73により第二貫通孔83が係止され、これにより抜け止めがなされるようになっている。
【0082】
端子収容室85と電気接触部導出穴86との連続部分には、シール部材収容穴88が形成されている。シール部材収容穴88に収容されたシール部材74は、電気接触部80に対して水密に接触するようになっている。
【0083】
端子収容室85には、この後方に連続するようにシール部材収容穴89が形成されている。また、この後方には、リアホルダ収容穴90が連成されている。シール部材収容穴89に収容されたシール部材75は、高圧電線65の絶縁体69に対して水密に接触するようになっている。リアホルダ収容穴90は、リアホルダ77を嵌合させることができるような形状に形成されている。
【0084】
ハウジング本体84の外部には、フランジ部91が形成されている。このフランジ部91には、シール部材収容溝92が形成されている。シール部材収容溝92に収容されたシール部材76は、フロントインバータユニット25のシールドケース70に対して水密に接触するようになっている。
【0085】
リアホルダ77は、絶縁性を有する樹脂成型品であって、特に図示しないが二分割可能な形状に形成されている。リアホルダ77は、高圧電線65の直径に合わせて貫通する電線挿通孔93と、リアホルダ収容穴90に嵌合する大径の嵌合部94と、この嵌合部94に連続して高圧電線65を引き出す小径の電線引き出し部95と、電線引き出し部95の端部に例えば上下に突出形成される係止凸部96とを有している。係止凸部96は、絶縁カバー78を引っ掛けてこの抜けを規制することができるように形成されている。
【0086】
絶縁カバー78は、リアホルダ77に対し別体の部材として備えられている。また、絶縁カバー78は、柔軟性を有する部材であって、ここではゴム製の部材として備えられている。絶縁カバー78は、筒形状に形成されており、大径の係止部97と、この係止部97から後方に伸びるカバー部98とを有している。係止部97には、リアホルダ77の係止凸部96に引っ掛かり係止される係止凹部99が形成されている。
【0087】
絶縁カバー78は、仮にワイヤハーネス9に外力等が加わった場合に有効な部材と言える。以下、この理由について説明をする。
【0088】
仮にワイヤハーネス31に外力等が加わった場合に、力は高圧電線65の導体68及び端子金具71の電線接続部81の接続部分に掛かる。そして、接続部分での導体68は、図8に示す如く切断される。具体的には、電線接続部81における加締め部分に導体68の一部が残り、また、高圧電線65側は導体切断端部100が露出するような状態で切断される。この時、高圧電線65は導体切断端部100が露出するものの、導体切断端部100の外側は絶縁カバー78により覆われることから、電磁シールド部材66に対し電気的な接触が規制された状態になる(移動量が小さい場合、導体切断端部100の外側はハウジング本体84、又はリアホルダ77における嵌合部94や電線引き出し部95により覆われ、これにより電気的な接触が規制された状態になる)。
【0089】
従って、絶縁カバー78等の存在により導体切断端部100の露出を防止して安全性を確保することができることから、外力等が加わった場合に有効な部材であると言える。
【0090】
導電性樹脂成型品79は、所謂金属シェル(シールドシェル)の代替品であって、導電性を有する樹脂材料を金型に充填することにより成型されている。導電性樹脂成型品79は、略筒状の成型品本体101(シェル本体)と、複数の成型品固定部102(シェル固定部)とを有している。成型品本体101は、この内部にハウジング本体84を収容することができるような形状に形成されている。成型品固定部102は、図示しない固定用のボルトを用いてフロントインバータユニット25のシールドケース70に固定されるような形状に形成されている。
【0091】
成型品本体101には、電磁シールド部材66の端末部が一体成型されている。尚、図中の引用符号103は電磁シールド部材66の端末部におけるインサート部分を示している。
【0092】
以上の説明から分かるように、導電性を有する樹脂材料を金型に充填して導電性樹脂成型品79を成型するとともに、この成型に伴って電磁シールド部材66の端末部も一体に成型するシールド構造がワイヤハーネス9に採用されている。
【0093】
以上のようなシールド構造であっても、実施例1〜3と同様の効果を奏するのは勿論である。すなわち、電磁シールド部材66の固定・一体化にあたり、樹脂の一体成型であることから、作業性の向上、部品点数の削減、及びコストの低減を図ることができるという効果を奏する。
【0094】
この他、本発明は本発明の主旨を変えない範囲で種々変更実施可能なことは勿論である。
【符号の説明】
【0095】
1…ハイブリッド自動車、 2…エンジン、 3…モータユニット、 4…インバータユニット、 5…バッテリー、 6…エンジンルーム、 7…自動車後部、 8…高圧ワイヤハーネス、 9…ワイヤハーネス、 10…中間部、 11…車体床下、 12…ジャンクションブロック、 13…後端、 14…前端、 39…高圧電線(導電路)、 40…電磁シールド部材(シールド部材)、 41…外装部材、 42…モーター側接続部(導電性の成型品、固定部材)、 43…インバータ側接続部(導電性の成型品、固定部材)、 44、45…シールドケース(導電性の相手部材)、 46…貫通孔、 47…インサート部分、 48…ツイストチューブ、 49…テープ巻き、 50…管体(導電性の成型品)、 51…インサート部分、 52…電磁シールド部材(シールド部材)、 53…本体部、 54…端末部、 55…端末、 56…外側端末部分、 57…内側端末部分、 58…編み目、 59…素線、 60…ピック、 61…インサート部分、 62…電磁シールド部材、 63…インサート部分、 64…端末部、 65…高圧電線(導電路)、 66…電磁シールド部材(シールド部材)、 67…インバータ側接続部、 71…端子金具、 72…端子金具、 73…端子係止部材、 74〜76…シール部材、 77…リアホルダ、 78…絶縁カバー、 79…導電性樹脂成型品(導電性の成型品)、 96…係止凸部、 97…係止部、 98…カバー部、 99…係止凹部、 100…導体切断端部、 101…成型品本体、 102…成型品固定部、 103…インサート部分
【技術分野】
【0001】
本発明は、筒状に形成されたシールド部材を含むシールド構造、及び、このシールド構造を採用してなるワイヤハーネスに関する。
【背景技術】
【0002】
電気自動車やハイブリッド自動車等の車両に搭載される機器間を電気的に接続するための高圧のワイヤハーネスに関しては、例えば下記特許文献1に詳細に開示されている。下記特許文献1は本願出願人により提案されたものである。以下、簡単に説明をする。
【0003】
図9において、ワイヤハーネス1は、複数本の高圧電線2と、この複数本の高圧電線2を一括して覆う編組シールド部材3と、図示しない機器のシールドケースに固定されるシールドシェル4と、編組シールド部材3に保持される環状部材5と、ボルト6及びナット7の締め付けに伴い縮径するバンド8とを備えて構成されている。環状部材5及びバンド8は、編組シールド部材3の端末部9をシールドシェル4の環状部10に固定する際に用いるものとなっている。
【0004】
図9及び図10において、編組シールド部材3は、筒状の編組導体からなり、本体部11と、この本体部11に連続する上記端末部9とを有している。端末部9は、この内径が本体部11の内径よりも拡開するように形成されている。具体的には、内径を押し広げるようにして形成されている。端末部9は、この端末12を軸方向内側に折り曲げて二重構造に形成されている。この二重構造は、外側端末部分13と内側端末部分14とを有するようにして形成されている。端末部9は、引用符号Dで示す如くの範囲部分が該当するように形成されている。内側への折り曲げによりなる内側端末部分14は、引用符号Dの範囲で形成されている。
【0005】
編組シールド部材3の端末部9をシールドシェル4の環状部10に固定するためには、先ず外側端末部分13と内側端末部分14との間に環状部材5を配置するとともに、内側端末部分14の内側に環状部10が位置するように編組シールド部材3をシールドシェル4に挿入する作業を行う。次に環状部10に対して加締めを施し、最後に外側端末部分13の外側から環状部10の位置に合わせてバンド8の締め付け作業を行うと、上記固定が完了する。
【0006】
上記構成及び構造において、端末部9はこの内径が本体部11の内径よりも大きく拡開することから、図10に示す編み目15が本体部11の編み目16よりも大きく開口してしまうことになる。編み目15の開口面積が大きければ、シールド性能の低下が懸念されることになるが、端末部9にあっては、二重構造に形成することにより性能低下が防止されている。また、引用符号Dの範囲で内側端末部分14を形成することにより性能低下が防止されている。
【0007】
ここで編組導体について補足説明をすると、編み目15の一つがピック(pick)17と呼ばれており、このピック17は一本以上の金属素線18から構成されている。金属素線18の数は持ち数と呼ばれており、編組導体一周におけるピック17の数は打ち数と呼ばれている。尚、上記補足説明については本願出願人により提案された下記特許文献2にも開示されている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2005−339933号公報
【特許文献2】特開2008−262759号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
ところで、上記従来技術にあっては、編組シールド部材3の端末部9をシールドシェル4の環状部10に固定するにあたり、すなわち編組シールド部材3をシールドシェル4に一体化するにあたり、多くの作業工程を経る必要性があることから、作業性が悪くコスト高になってしまうという問題点を有している。また、編組シールド部材3の固定・一体化にあたり、環状部材5、ボルト6、ナット7、及びバンド8を必要とすることから、部品点数が多く管理が煩雑になってしまうという問題点や、コスト高になってしまうという問題点も有している。
【0010】
本発明は、上記した事情に鑑みてなされたもので、シールド部材の固定・一体化にあたり、作業性向上を図ることが可能な、また、部品点数削減を図ることが可能な、さらには、コスト低減を図ることが可能なシールド構造及びワイヤハーネスを提供することを課題とする。
【課題を解決するための手段】
【0011】
上記課題を解決するためになされた請求項1に記載の本発明のシールド構造は、筒状に形成されたシールド部材の端末部を導電性の成型品に一体成型してなることを特徴とする。
【0012】
このような特徴を有する本発明によれば、シールド部材の固定・一体化を成型にて行う。シールド部材の固定・一体化の対象は、導電性の成型品である。シールド部材は、この端末部を一体成型するだけで、導電性の成型品に対し電気的に繋がるようになる。
【0013】
請求項2に記載の本発明のシールド構造は、請求項1に記載のシールド構造に係り、前記成型品は導電性を有する相手部材に対し固定される固定部材として形成されることを特徴とする。
【0014】
このような特徴を有する本発明によれば、導電性の成型品を固定部材にするとともに、この固定部材を導電性の相手部材に対し固定可能にする。導電性を有する固定部材であれば、例えば金属シェルの代替品として使用することが可能になる。
【0015】
請求項3に記載の本発明のシールド構造は、請求項1に記載のシールド構造に係り、前記成型品は管体の形状に形成されることを特徴とする。
【0016】
このような特徴を有する本発明によれば、導電性の成型品を管体の形状に形成する。そして、この管体を成型するにあたり、管体に連続するようにシールド部材を固定・一体化する。導電性の管体であれば、例えば金属パイプの代替品として使用することが可能になる。
【0017】
また、上記課題を解決するためになされた請求項4に記載の本発明のワイヤハーネスは、一又は複数の導電路と、筒状に形成されて前記一又は複数の導電路を覆うシールド部材と、該シールド部材の端末部に一体成型される導電性の成型品とを含むことを特徴とする。
【0018】
このような特徴を有する本発明によれば、請求項1、2、又は3に記載の本発明のシールド構造を含むワイヤハーネスになる。
【発明の効果】
【0019】
請求項1に記載された本発明によれば、シールド部材を筒状に形成し、このシールド部材の端末部に導電性の成型品を一体成型してなるシールド構造であることから、シールド部材の固定・一体化にあたり、作業性の向上、部品点数の削減、及びコストの低減を図ることができるという効果を奏する。具体的には、作業工程が少なく、環状部材、ボルト、ナット、及びバンドを不要とすることから、作業性の向上、部品点数の削減、及びコストの低減を図ることができるという効果を奏する。
【0020】
請求項2に記載された本発明によれば、例えば金属シェルの代替品として使用可能な固定部材を導電性の成型品とすることから、従来と同じ使用形態のシールド構造にすることができるという効果を奏する。
【0021】
請求項3に記載された本発明によれば、導電性の成型品を管体とすることから、この管体を例えば金属パイプの代替品としたシールド構造にすることができるという効果を奏する。
【0022】
請求項4に記載された本発明によれば、シールド部材の固定・一体化にあたり、作業性の向上、部品点数の削減、及びコストの低減を図ることができることから、より良いワイヤハーネスの提供をすることができるという効果を奏する。
【図面の簡単な説明】
【0023】
【図1】本発明のシールド構造及びワイヤハーネスを示す図である(実施例1)。
【図2】シールド構造の拡大斜視図である。
【図3】外装部材に係る図である。
【図4】他の例となるシールド構造の拡大斜視図である(実施例2)。
【図5】図4のバラケ状態に係る説明図である。
【図6】更に他の例となるシールド構造の拡大斜視図である(実施例3)。
【図7】他の例となるシールド構造の断面図である(実施例4)。
【図8】高圧電線の切断状態を示す断面図である。
【図9】従来例のシールド構造を示す図である。
【図10】図9の編組シールド部材に係る図である。
【発明を実施するための形態】
【0024】
材料を充填して導電性の成型品を成型するとともに、この成型の際にシールド部材も一体成型する。一体成型により作業性の向上、部品点数の削減、及びコストの低減を図るシールド構造を実現する。
【実施例1】
【0025】
以下、図面を参照しながら実施例1を説明する。図1は本発明のシールド構造及びワイヤハーネスを示す図である。また、図2はシールド構造の拡大斜視図、図3は外装部材に係る図である。
【0026】
本実施例においては、ハイブリッド自動車(電気自動車であってもよいものとする)に本発明のシールド構造及びワイヤハーネスを採用する例を挙げて説明するものとする。
【0027】
図1(a)において、引用符号1はハイブリッド自動車を示している。ハイブリッド自動車1は、エンジン2及びモータユニット3の二つの動力をミックスして駆動する車両であって、モータユニット3にはインバータユニット4を介してバッテリー5(電池パック)からの電力が供給されるようになっている。エンジン2、モータユニット3、及びインバータユニット4は、本実施例において前輪等がある位置のエンジンルーム6に搭載されている。また、バッテリー5は、後輪等がある自動車後部7に搭載されている(エンジンルーム6の後方に存在する自動車室内に搭載してもよいものとする)。
【0028】
モータユニット3とインバータユニット4は、高圧のワイヤハーネス8により接続されている。また、バッテリー5とインバータユニット4は、高圧のワイヤハーネス9により接続されている。ワイヤハーネス9は、高圧用のものとして構成されている。ワイヤハーネス9は、この中間部10が車体床下11の地面側に配索されている。また、車体床下11に沿って略平行に配索されている。車体床下11は、公知のボディであるとともに所謂パネル部材であって、所定位置には貫通孔(符号省略)が形成されている。この貫通孔には、ワイヤハーネス9が挿通されている。
【0029】
ワイヤハーネス9とバッテリー5は、このバッテリー5に設けられるジャンクションブロック12を介して接続されている。ジャンクションブロック12には、ワイヤハーネス9の後端13が公知の方法で電気的に接続されている。ワイヤハーネス9の前端14側は、インバータユニット4に対し公知の方法で電気的に接続されている。
【0030】
モータユニット3は、モータ及びジェネレータを構成に含んでいるものとする。また、インバータユニット4は、インバータ及びコンバータを構成に含んでいるものとする。モータユニット3は、シールドケースを含むモータアッセンブリとして形成されるものとする。また、インバータユニット4もシールドケースを含むインバータアッセンブリとして形成されるものとする。バッテリー5は、Ni−MH系やLi−ion系のものであって、モジュール化してなるものとする。尚、例えばキャパシタのような蓄電装置を使用することも可能であるものとする。バッテリー5は、ハイブリッド自動車1や電気自動車に使用可能であれば特に限定されないものとする。
【0031】
先ず、ワイヤハーネス8の構成及び構造について説明をする。
【0032】
図1(b)において、ワイヤハーネス32は、三本の高圧電線39(導電路)と、この三本の高圧電線39を一括してシールドする電磁シールド部材40(シールド部材)と、電磁シールド部材40の外側に設けられる外装部材41と、三本の高圧電線39の一端側に設けられるモーター側接続部42と、他端側に設けられるインバータ側接続部43とを備えて構成されている。
【0033】
図1(b)及び図2において、高圧電線39は、導体及び絶縁体(被覆)を含む高圧の導電路であって、電気的な接続に必要な長さを有するように形成されている。導体は、銅や銅合金、アルミニウムやアルミニウム合金により製造されている。導体に関しては、素線を撚り合わせてなる導体構造のものや、断面矩形又は丸形となる棒状の導体構造(例えば平角単心や丸単心となる導体構造であり、この場合、電線自体も棒状となる)のもののいずれであってもよいものとする。
【0034】
尚、本実施例においては高圧電線39を用いているが、この限りでないものとする。すなわち、公知のバスバーに絶縁体を設けて高圧の導電路としたものや、n系統の回路(n個の回路)を同軸で一本に構成することによりなる高圧同軸複合導電路等を用いてもよいものとする。
【0035】
電磁シールド部材40は、電磁シールド用の筒状部材(電磁波対策用のシールド部材)として形成されている。また、電磁シールド部材40は、本実施例において、三本の高圧電線39をこの全長にわたって覆うことのできる形状に形成されている。
【0036】
電磁シールド部材40としては、導電性を有する極細の素線を多数編んでなる編組が用いられている。
【0037】
上記素線に関し、本実施例においては軟銅等の金属素線及び/又は導電性樹脂素線が用いられるものとする。尚、これらの素線の他に、例えば耐摩耗性を持たせるための樹脂素線(PETの素線)を混在させるようにしてもよいものとする。樹脂素線は、編組を構成するピックにおいて、金属素線及び/又は導電性樹脂素線とともに混在するものとする。
【0038】
本発明に係るシールド構造は、電磁シールド部材40の一端及び他端(端末部)をモーター側接続部42及びインバータ側接続部43に固定し、そして、一体化させるようなシールド構造になっている。また、シールド構造は、モーター側接続部42及びインバータ側接続部43を介してシールドケース44及び45(導電性の相手部材)に電磁シールド部材40を接続するシールド構造になっている。尚、モーター側接続部42及びインバータ側接続部43を便宜上同じ構成及び構造にするが、これに限定されないものとする。
【0039】
ここで上記シールド構造について、もう少し具体的に説明をすると、モーター側接続部42及びインバータ側接続部43は、材料を充填して成型される導電性の成型品であって、外観は公知の金属シェルと同じ形状に成型されている。モーター側接続部42及びインバータ側接続部43は、上記の如く金属シェルと同じ形状であることから、固定部材としての機能を有している。また、金属シェルと同じ形状であることから、シールドケース44及び45に対し容易に接続固定をすることができる形状を有している(引用符号46はボルト止め用の貫通孔を示している)。
【0040】
モーター側接続部42及びインバータ側接続部43は、公知の金属シェルの代替品として使用することができるように成型されている。
【0041】
本実施例のモーター側接続部42及びインバータ側接続部43は、導電性を有する樹脂材料を金型に充填することにより成型される導電性の成型品となっている。尚、ここで言う導電性を有する樹脂材料とは、例えばPBT等の樹脂材料にカーボンファイバを混ぜたものである。このようなモーター側接続部42及びインバータ側接続部43の成型にあっては、電磁シールド部材40の端末部を一体に成型することを特徴にしている(この特徴は、本発明のシールド構造の特徴であるものとする)。
【0042】
尚、図中の引用符号47は電磁シールド部材40の端末部をインサートしてなるインサート部分を示している。
【0043】
以上の説明から分かるように、導電性を有する樹脂材料を金型に充填して導電性の成型品を成型するとともに、この成型に伴って電磁シールド部材40の端末部も一体に成型するシールド構造がワイヤハーネス8に採用されている。
【0044】
尚、本発明は、上記シールド構造に限らず、次のようなシールド構造もワイヤハーネス8に採用することが可能であるものとする。すなわち、金属溶湯を充填して成型するとともに、この成型に伴って電磁シールド部材40の端末部も一体に成型するシールド構造も採用可能であるものとする。この場合、モーター側接続部42及びインバータ側接続部43は、例えばアルミダイキャスト製(アルミダイカスト製)のものとなる。また、電磁シールド部材40は、編組が軟銅線等の金属素線からなるものとなる。
【0045】
図1(b)及び図3(a)において、外装部材41は、三本の高圧電線39及び電磁シールド部材40を覆い、これらを保護をするための部材であって、例えばツイストチューブ48等が用いられている。ツイストチューブ48は、電磁シールド部材40の外側に巻き付くものとして形成されおり、テープ巻き49によって保持されている。
【0046】
尚、外装部材41は、図3(b)に示す如くの管体50であってもよいものとする。本実施例の管体50は、導電性樹脂成型品であるものとする。すなわち、管体50は、導電性を有する樹脂材料により成型されている(導電性を有する樹脂材料とは、上記の如く例えばPBT等の樹脂材料にカーボンファイバを混ぜたものである)。管体50は、例えば断面円形のパイプ形状に成型されている。管体50の成型にあっては、電磁シールド部材40の端部をインサートして一体化させることが一例として挙げられるものとする。引用符号51は、インサート部分を示している。
【0047】
以上、図1ないし図3を参照しながら説明してきたように、本発明に係るシールド構造によれば、モーター側接続部42及びインバータ側接続部43に対する筒状の電磁シールド部材40の固定を一体成型にて行っている。具体的には、モーター側接続部42及びインバータ側接続部43を導電性の成型品とし、この導電性の成型品に電磁シールド部材40の端末部を一体化する一体成型を行っている。従って、本発明に係るシールド構造によれば、電磁シールド部材40の固定・一体化をするにあたり、従来例と比べ、作業性の向上、部品点数の削減、及びコストの低減を図ることができるという効果を奏する。
【0048】
また、本発明に係るワイヤハーネス8によれば、上記シールド構造を採用することから、より良いワイヤハーネス8としてこれを提供することができるという効果を奏する。
【実施例2】
【0049】
以下、図面を参照しながら実施例2を説明する。図4は他の例となるシールド構造の拡大斜視図である。また、図5は図4のバラケ状態に係る説明図である。尚、上記実施例1と同一の構成部材には同一の符号を付して詳細な説明を省略する。実施例2は図1も参照するものとする。
【0050】
図1(b)及び図4において、実施例1と同様に配索されるワイヤハーネス8は、三本の高圧電線39(導電路)と、この三本の高圧電線39を一括してシールドする電磁シールド部材52(シールド部材)と、電磁シールド部材52の外側に設けられる外装部材41と、三本の高圧電線39の一端側に設けられるモーター側接続部42と、他端側に設けられるインバータ側接続部43とを備えて構成されている。このような構成のワイヤハーネス32には、実施例1と同様のシールド構造が採用されている。
【0051】
電磁シールド部材52は、電磁シールド用の筒状部材(電磁波対策用のシールド部材)として形成されている。また、電磁シールド部材52は、本実施例において、三本の高圧電線39をこの全長にわたって覆うことのできる形状に形成されている。
【0052】
電磁シールド部材52としては、導電性を有する極細の素線を多数編んでなる編組が用いられている。実施例1との相違点は、電磁シールド部材52の後述する端末部54が二重構造になっている点である。以下、二重構造について説明をする。
【0053】
図4において、引用符号53は電磁シールド部材52の本体部を示している。また、引用符号54は本体部53に連続する端末部を示している。電磁シールド部材52は、端末部54の内径が本体部53の内径よりも拡開するように形成されている。また、電磁シールド部材52は、端末部54の端末55が電磁シールド部材52の軸方向内側に折り曲げられて二重構造となるように形成されている。すなわち、端末部54は、外側端末部分56及び内側端末部分57からなる二重構造に形成されている。
【0054】
電磁シールド部材52は、端末部54の端末55が未処理となる切断したままの状態(編組を単に切断したままの状態)にした上で二重に形成されている。また、電磁シールド部材52は、上記切断したままの状態で、内側端末部分57が端末55を含んで素線のバラケ状態になるように形成されている。図4においては、端部内側57が網掛けにて模式的に図示されている。また、図4の円内においては、バラケ状態が分かるように内側端末部分57が図示されている。
【0055】
ここで、上記バラケ状態についてもう少し詳しく説明をすると、バラケ状態は図4の円内に示す如く、外側端末部分56の編み目58に対し、この内側で素線59が交差するような状態を指すものとなっている。バラケ状態の形成に関しては、図5(a)に示す如く複数の素線59から構成されるピック60を見ると、先端となる端末55が切断したままの状態(切りっぱなしの状態)になっており、この後に、各ピック60における素線59の束が図5(b)から図5(c)に示す如く、解れるようにして形成されている。バラケ状態は、特に図示しないが、素線59が「もじゃもじゃ」になるような形成状態も含むものとする。
【0056】
以上のようなバラケ状態において、端末部54の端末55は、本体部53との連続位置に配置されるように、若しくは、本体部53との連続位置近傍に配置されるように設定されている。
【0057】
本発明に係るシールド構造は、電磁シールド部材52の端末部54をモーター側接続部42及びインバータ側接続部43に固定し、そして、一体化させるようなシールド構造になっている。また、シールド構造は、モーター側接続部42及びインバータ側接続部43を介してシールドケース44及び45(導電性の相手部材)に電磁シールド部材52を接続するシールド構造になっている。
【0058】
上記シールド構造は、実施例1と同様であって、電磁シールド部材52の端末部54に形成された軸方向内側折り曲げ部分(特許請求の範囲に記載した端末開口部に相当する部分)を含んで一体成型する構造になっている。尚、図中の引用符号61は電磁シールド部材52の端末部54をインサートしてなるインサート部分を示している。
【0059】
以上の説明から分かるように、導電性を有する樹脂材料又は金属溶湯を金型に充填して導電性の成型品を成型するとともに、この成型に伴って電磁シールド部材52の端末部54も一体に成型するシールド構造がワイヤハーネス8に採用されている。
【0060】
以上、図4及び図5を参照しながら説明してきたように、本発明に係るシールド構造によれば、モーター側接続部42及びインバータ側接続部43に対する筒状の電磁シールド部材52の固定を一体成型にて行っている。具体的には、モーター側接続部42及びインバータ側接続部43を導電性の成型品とし、この導電性の成型品に電磁シールド部材52の端末部54を一体化する成型を行っている。従って、本発明に係るシールド構造によれば、電磁シールド部材52の固定・一体化をするにあたり、従来例と比べ、作業性の向上、部品点数の削減、及びコストの低減を図ることができるという効果を奏する。
【0061】
また、本発明に係るワイヤハーネス32によれば、上記シールド構造を採用することから、より良いワイヤハーネス32の提供をすることができるという効果を奏する。
【0062】
電磁シールド部材52に関しては、外側端末部分56における編み目58の開口面積が小さくなり、結果、シールド性能の低下を防止することができるという効果や、シールド性能を十分に発揮させることができるという効果を奏する。
【0063】
尚、電磁シールド部材52を特徴づけてみると、「電磁シールド部材52は、筒状の本体部53と該本体部53に連続する筒状の端末部54とを有し、該端末部54の内径を前記本体部53の内径よりも拡開させるとともに、前記端末部54の端末55を軸方向内側に折り曲げて前記端末部54を外側端末部分56及び内側端末部分57の二重構造に形成してなり、さらに、前記電磁シールド部材52は、前記端末部54の前記端末55を未処理となる切断したままの状態にし、且つ該切断したままの状態の前記端末55を含んで前記内側端末部分57を素線59のバラケ状態に形成する」ことが特徴づけられる。
【実施例3】
【0064】
以下、図面を参照しながら実施例3を説明する。図6は更に他の例となるシールド構造の拡大斜視図である。尚、上記実施例1、2と同一の構成部材には同一の符号を付して詳細な説明を省略する。
【0065】
図6において、実施例3のシールド構造は、実施例1、2に対し電磁シールド部材62を用いる点が相違している。電磁シールド部材62は、筒状に形成されており、この端末開口部がモーター側接続部42及びインバータ側接続部43に一体成型されている。電磁シールド部材62は、金属箔単体からなるシールド部材、若しくは、金属箔とこの金属箔のベースとなる樹脂層とを含むシールド部材が用いられている。実施例3では、編組でないタイプのシールド部材、すなわち電磁シールド部材62が用いられている。
【0066】
尚、図中の引用符号63は電磁シールド部材62の端末部64をインサートしてなるインサート部分を示している。
【0067】
以上のようなシールド構造であっても、実施例1、2と同様の効果を奏するのは勿論である。すなわち、一体成型により電磁シールド部材62の固定をすることから、作業性の向上、部品点数の削減、及びコストの低減を図ることができるという効果を奏する。
【実施例4】
【0068】
以下、図面を参照しながら実施例4を説明する。図7は他の例となるシールド構造の断面図である。また、図8は高圧電線の切断状態を示す断面図である。尚、実施例4は図1も参照するものとする。
【0069】
実施例4は、ワイヤハーネス8でなくワイヤハーネス9(図1参照)を例に挙げて説明をするものとする。
【0070】
図7において、ワイヤハーネス9は、二本の高圧電線65(導電路。ここでは一本のみ図示)と、この二本の高圧電線65を一括してシールドする電磁シールド部材66(シールド部材)と、電磁シールド部材66の外側に設けられる図示しない外装部材と、高圧電線65の一端側に設けられるインバータ側接続部67と、他端側に設けられる図示しないバッテリー側接続部とを備えて構成されている。図示しないバッテリー側接続部は、便宜上、インバータ側接続部67と同じ構成及び構造とするが、これに限定されないものとする。
【0071】
高圧電線65は、導体68と、この導体68を被覆する絶縁体69とを備えて構成されている。高圧電線65は、この端末において所定の長さ分だけ絶縁体69が皮剥されて導体68が露出するように加工されている。導体68は、ここでは素線(銅や銅合金、アルミニウムやアルミニウム合金からなる素線)を撚り合わせてなる導体構造のものが用いられている。導体68は、特に限定するものでないが、断面略丸形(円形)となる形状に形成されている。尚、導体68に関し、断面矩形又は丸形となる棒状の導体構造(例えば平角単心や丸単心となる導体構造)のものであってもよいものとする。また、例えば編組バスバーからなる導体構造のものであってもよいものとする。
【0072】
絶縁体69は、絶縁性を有する樹脂材料を導体68の外側に押し出し被覆することによりなるものであって、ここでは公知のものが用いられている。
【0073】
高圧電線65は、高圧用であることから、太物の電線に形成されている。
【0074】
電磁シールド部材66は、電磁シールド機能を発揮させるための部材であって、例えば編組又は金属箔を筒状にすることにより形成されている。本実施例の電磁シールド部材66は、実施例1の電磁シールド部材40(図2参照)、実施例2の電磁シールド部材52(図4参照)、及び、実施例3の電磁シールド部材62(図6参照)のいずれかが用いられるものとする。電磁シールド部材66の一端は、一体成型によりインバータ側接続部67の後述する導電性樹脂成型品79に一体成型されている。また、他端も図示しないバッテリー側接続部に同様に一体成型されている。
【0075】
インバータ側接続部67は、所謂コネクタであって、フロントインバータユニット25のシールドケース70(導電性の相手部材)に差し込まれ、内部において電気的な接続がなされるように構成されている。インバータ側接続部67は、端子金具71と、ハウジング72と、端子係止部材73と、防水用のシール部材74〜76と、リアホルダ77と、絶縁カバー78と、導電性樹脂成型品79(導電性の成型品)と、固定用のボルト(図示省略)とを備えて構成されている。
【0076】
端子金具71は、導電性を有する金属板をプレス加工することにより形成されている。端子金具71は、ここでは雄型のものが用いられている。端子金具71は、電気接触部80と、この電気接触部80に連続する電線接続部81とを有している。
【0077】
電気接触部80は、タブ状に形成されている。電気接触部80には、第一貫通孔82と、第二貫通孔83とが形成されている。第一貫通孔82は、フロントインバータユニット25の内部において電気的な接続に用いられる部分として形成されている。一方、第二貫通孔83は、端子係止部材73により係止される部分として形成されている。
【0078】
電線接続部81は、高圧電線65の導体68を接続固定することができるように形成されている。本実施例においては、バレル形状であって加締めにより導体68を圧着して接続することができるように形成されている(接続に関しては、溶接等も可能であるものとする)。
【0079】
ハウジング72は、絶縁性を有する樹脂成型品(絶縁部材)であって、ハウジング本体84を有して図示形状に形成されている(形状は一例であるものとする)。
【0080】
ハウジング本体84の内部には、端子収容室85が形成されている。端子収容室85は、高圧電線65の導体68に接続固定された端子金具71の電線接続部81を主に収容することができるように形成されている。端子収容室85には、ハウジング先端に向けて貫通する電気接触部導出穴86が形成されている。端子金具71は、端子収容室85に収容されると、電気接触部導出穴86を介して電気接触部80がハウジング先端から突出するようになっている。
【0081】
ハウジング本体84には、電気接触部導出穴86に連通する端子係止部材収容穴87が下方から上方へ向けて形成されている。端子金具71は、端子係止部材収容穴87に嵌合する端子係止部材73により第二貫通孔83が係止され、これにより抜け止めがなされるようになっている。
【0082】
端子収容室85と電気接触部導出穴86との連続部分には、シール部材収容穴88が形成されている。シール部材収容穴88に収容されたシール部材74は、電気接触部80に対して水密に接触するようになっている。
【0083】
端子収容室85には、この後方に連続するようにシール部材収容穴89が形成されている。また、この後方には、リアホルダ収容穴90が連成されている。シール部材収容穴89に収容されたシール部材75は、高圧電線65の絶縁体69に対して水密に接触するようになっている。リアホルダ収容穴90は、リアホルダ77を嵌合させることができるような形状に形成されている。
【0084】
ハウジング本体84の外部には、フランジ部91が形成されている。このフランジ部91には、シール部材収容溝92が形成されている。シール部材収容溝92に収容されたシール部材76は、フロントインバータユニット25のシールドケース70に対して水密に接触するようになっている。
【0085】
リアホルダ77は、絶縁性を有する樹脂成型品であって、特に図示しないが二分割可能な形状に形成されている。リアホルダ77は、高圧電線65の直径に合わせて貫通する電線挿通孔93と、リアホルダ収容穴90に嵌合する大径の嵌合部94と、この嵌合部94に連続して高圧電線65を引き出す小径の電線引き出し部95と、電線引き出し部95の端部に例えば上下に突出形成される係止凸部96とを有している。係止凸部96は、絶縁カバー78を引っ掛けてこの抜けを規制することができるように形成されている。
【0086】
絶縁カバー78は、リアホルダ77に対し別体の部材として備えられている。また、絶縁カバー78は、柔軟性を有する部材であって、ここではゴム製の部材として備えられている。絶縁カバー78は、筒形状に形成されており、大径の係止部97と、この係止部97から後方に伸びるカバー部98とを有している。係止部97には、リアホルダ77の係止凸部96に引っ掛かり係止される係止凹部99が形成されている。
【0087】
絶縁カバー78は、仮にワイヤハーネス9に外力等が加わった場合に有効な部材と言える。以下、この理由について説明をする。
【0088】
仮にワイヤハーネス31に外力等が加わった場合に、力は高圧電線65の導体68及び端子金具71の電線接続部81の接続部分に掛かる。そして、接続部分での導体68は、図8に示す如く切断される。具体的には、電線接続部81における加締め部分に導体68の一部が残り、また、高圧電線65側は導体切断端部100が露出するような状態で切断される。この時、高圧電線65は導体切断端部100が露出するものの、導体切断端部100の外側は絶縁カバー78により覆われることから、電磁シールド部材66に対し電気的な接触が規制された状態になる(移動量が小さい場合、導体切断端部100の外側はハウジング本体84、又はリアホルダ77における嵌合部94や電線引き出し部95により覆われ、これにより電気的な接触が規制された状態になる)。
【0089】
従って、絶縁カバー78等の存在により導体切断端部100の露出を防止して安全性を確保することができることから、外力等が加わった場合に有効な部材であると言える。
【0090】
導電性樹脂成型品79は、所謂金属シェル(シールドシェル)の代替品であって、導電性を有する樹脂材料を金型に充填することにより成型されている。導電性樹脂成型品79は、略筒状の成型品本体101(シェル本体)と、複数の成型品固定部102(シェル固定部)とを有している。成型品本体101は、この内部にハウジング本体84を収容することができるような形状に形成されている。成型品固定部102は、図示しない固定用のボルトを用いてフロントインバータユニット25のシールドケース70に固定されるような形状に形成されている。
【0091】
成型品本体101には、電磁シールド部材66の端末部が一体成型されている。尚、図中の引用符号103は電磁シールド部材66の端末部におけるインサート部分を示している。
【0092】
以上の説明から分かるように、導電性を有する樹脂材料を金型に充填して導電性樹脂成型品79を成型するとともに、この成型に伴って電磁シールド部材66の端末部も一体に成型するシールド構造がワイヤハーネス9に採用されている。
【0093】
以上のようなシールド構造であっても、実施例1〜3と同様の効果を奏するのは勿論である。すなわち、電磁シールド部材66の固定・一体化にあたり、樹脂の一体成型であることから、作業性の向上、部品点数の削減、及びコストの低減を図ることができるという効果を奏する。
【0094】
この他、本発明は本発明の主旨を変えない範囲で種々変更実施可能なことは勿論である。
【符号の説明】
【0095】
1…ハイブリッド自動車、 2…エンジン、 3…モータユニット、 4…インバータユニット、 5…バッテリー、 6…エンジンルーム、 7…自動車後部、 8…高圧ワイヤハーネス、 9…ワイヤハーネス、 10…中間部、 11…車体床下、 12…ジャンクションブロック、 13…後端、 14…前端、 39…高圧電線(導電路)、 40…電磁シールド部材(シールド部材)、 41…外装部材、 42…モーター側接続部(導電性の成型品、固定部材)、 43…インバータ側接続部(導電性の成型品、固定部材)、 44、45…シールドケース(導電性の相手部材)、 46…貫通孔、 47…インサート部分、 48…ツイストチューブ、 49…テープ巻き、 50…管体(導電性の成型品)、 51…インサート部分、 52…電磁シールド部材(シールド部材)、 53…本体部、 54…端末部、 55…端末、 56…外側端末部分、 57…内側端末部分、 58…編み目、 59…素線、 60…ピック、 61…インサート部分、 62…電磁シールド部材、 63…インサート部分、 64…端末部、 65…高圧電線(導電路)、 66…電磁シールド部材(シールド部材)、 67…インバータ側接続部、 71…端子金具、 72…端子金具、 73…端子係止部材、 74〜76…シール部材、 77…リアホルダ、 78…絶縁カバー、 79…導電性樹脂成型品(導電性の成型品)、 96…係止凸部、 97…係止部、 98…カバー部、 99…係止凹部、 100…導体切断端部、 101…成型品本体、 102…成型品固定部、 103…インサート部分
【特許請求の範囲】
【請求項1】
筒状に形成されたシールド部材の端末部を導電性の成型品に一体成型してなる
ことを特徴とするシールド構造。
【請求項2】
請求項1に記載のシールド構造において、
前記成型品は導電性を有する相手部材に対し固定される固定部材として形成される
ことを特徴とするシールド構造。
【請求項3】
請求項1に記載のシールド構造において、
前記成型品は管体の形状に形成される
ことを特徴とするシールド構造。
【請求項4】
一又は複数の導電路と、筒状に形成されて前記一又は複数の導電路を覆うシールド部材と、該シールド部材の端末部に一体成型される導電性の成型品とを含む
ことを特徴とするワイヤハーネス。
【請求項1】
筒状に形成されたシールド部材の端末部を導電性の成型品に一体成型してなる
ことを特徴とするシールド構造。
【請求項2】
請求項1に記載のシールド構造において、
前記成型品は導電性を有する相手部材に対し固定される固定部材として形成される
ことを特徴とするシールド構造。
【請求項3】
請求項1に記載のシールド構造において、
前記成型品は管体の形状に形成される
ことを特徴とするシールド構造。
【請求項4】
一又は複数の導電路と、筒状に形成されて前記一又は複数の導電路を覆うシールド部材と、該シールド部材の端末部に一体成型される導電性の成型品とを含む
ことを特徴とするワイヤハーネス。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2013−115071(P2013−115071A)
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願番号】特願2011−256942(P2011−256942)
【出願日】平成23年11月25日(2011.11.25)
【出願人】(000006895)矢崎総業株式会社 (7,019)
【Fターム(参考)】
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願日】平成23年11月25日(2011.11.25)
【出願人】(000006895)矢崎総業株式会社 (7,019)
【Fターム(参考)】
[ Back to top ]