
シールド機のカッタ及び分岐シールド用カッタ

【課題】 高強度壁を良好にかつ安価に掘削できるシールド機のカッタを提供する。
【解決手段】 カッタフレーム7の前面に、そのカッタフレーム7の回転中心から外周にかけて多段に円周方向に沿ってシャンク材16、17を設けると共に、そのシャンク材16、17の両端に超硬チップ18、19を設けて先行ビット12、13を形成したシールド機のカッタ5において、カッタフレーム7の回転中心側に位置した先行ビット12のシャンク材16を、その先行ビットの回転軌跡の曲率に合わせて屈曲させ、カッタフレーム7の外周側に位置した先行ビット13のシャンク材17の厚さを超硬チップ19の切削幅より薄く形成したものである。
【解決手段】 カッタフレーム7の前面に、そのカッタフレーム7の回転中心から外周にかけて多段に円周方向に沿ってシャンク材16、17を設けると共に、そのシャンク材16、17の両端に超硬チップ18、19を設けて先行ビット12、13を形成したシールド機のカッタ5において、カッタフレーム7の回転中心側に位置した先行ビット12のシャンク材16を、その先行ビットの回転軌跡の曲率に合わせて屈曲させ、カッタフレーム7の外周側に位置した先行ビット13のシャンク材17の厚さを超硬チップ19の切削幅より薄く形成したものである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、カッタフレームの前面に、その回転中心から外周にかけて多段に先行ビットを設けたシールド機のカッタ及び分岐シールド用カッタに関するものである。
【背景技術】
【0002】
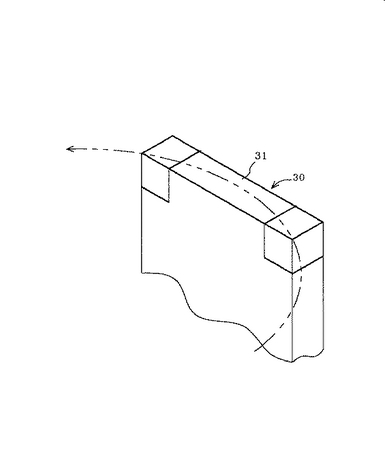
既設トンネル等の高強度壁からシールド機を発進させる場合、高強度壁の切羽側に止水用固化剤を注入して地盤改良を行い、ブレーカで高強度壁をはつり、シールド機の掘削断面を確保するのが一般的であるが、最近の土木工事ではコスト低減の必要性からシールド機のカッタで直接高強度壁を切削するケースが増えている。具体的には、カッタの先行ビットで目入れをし、先行ビットで切削されなかった段部をメインビットで削り落としていく方法である。ところで、高強度壁の強度が2000kg/cm2もあると、図10に示すような通常の先行ビット30ではシャンク材31の内周側が高強度壁(図示せず)に当て擦られ、良好に掘削できないと共に、径方向の荷重を受けて先行ビット30が破損したり、シールド機全体が横移動する場合があり、エントランスの止水性に問題が生じる虞があった。しかしながら、近年これらの問題を解決するために先行ビット30のシャンク材31をそれぞれの先行ビット30の回転軌跡に沿って屈曲させたものが開発されつつある(特許文献1、3参照)。
【0003】
【特許文献1】特開2002−364291号公報
【特許文献2】特開2000−64785号公報
【特許文献3】特開昭58−204297号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
ところで、シャンク材31は強度を得るために特に硬い鋼材で形成する必要があるが、全てのシャンク材31に屈曲等の複雑な加工を施すとコストが上がってしまい、カッタで高強度壁を切削するメリットが小さくなってしまうという課題があった。
【0005】
そこで、本発明の目的は上記課題を解決し、高強度壁を良好にかつ安価に掘削できるシールド機のカッタを提供することにある。
【課題を解決するための手段】
【0006】
上記目的を達成するために本発明は、カッタフレームの前面に、そのカッタフレームの回転中心から外周にかけて多段に円周方向に沿ってシャンク材を設けると共に、そのシャンク材の両端に超硬チップを設けて先行ビットを形成したシールド機のカッタにおいて、カッタフレームの回転中心側に位置した先行ビットのシャンク材を、その先行ビットの回転軌跡の曲率に合わせて屈曲させ、カッタフレームの外周側に位置した先行ビットのシャンク材の厚さを超硬チップの切削幅より薄く形成したものである。
【0007】
外周側に位置した先行ビットのシャンク材の外周面と超硬チップの外周面とが略面一となるようそのシャンク材に超硬チップを保持させるとよい。
【0008】
また、既設トンネル内に分岐シールドを設置し、その分岐シールドを既設トンネルから発進させるべく既設トンネルを掘削するための分岐シールド用カッタにおいて、既設トンネルの内周面と分岐シールドのカッタフレームとの距離が、カッタフレームの中心部と外周部とで略同じになるようにカッタフレームを山形状に形成し、その山形状のカッタフレームの前面に、そのカッタフレームの中心から外周にかけて多段に円周方向に沿ってシャンク材を設けると共に、そのシャンク材の両端に超硬チップを設けて先行ビットを形成し、さらに各段の先行ビットの超硬チップが既設トンネル内周面に当接するようシャンク材の高さを設定し、上記カッタフレームの回転中心側に位置した先行ビットのシャンク材を、その先行ビットの回転軌跡の曲率に合わせて屈曲させ、カッタフレームの外周側に位置した先行ビットのシャンク材の厚さを超硬チップの切削幅より薄く形成したものである。
【発明の効果】
【0009】
本発明によれば、高強度壁を良好にかつ安価に掘削できる。
【発明を実施するための最良の形態】
【0010】
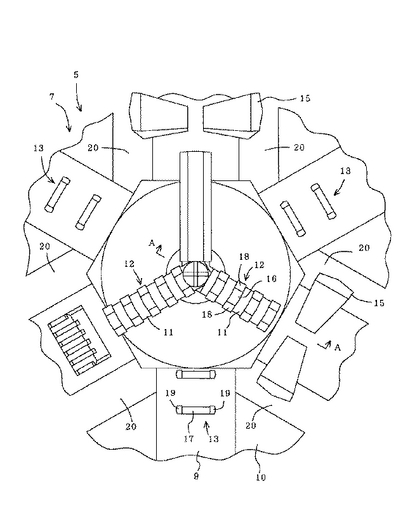
図9は既設トンネル内に設置したシールド機の側断面図であり、図1はシールド機のカッタの正面図であり、図2はシールド機のカッタの側断面図である。
【0011】
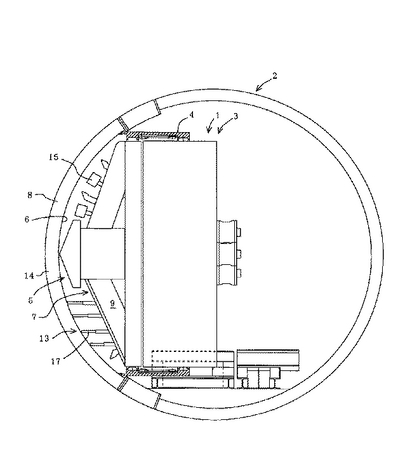
図9に示すように、シールド機1は、既設トンネル2から発進させるべく既設トンネル2内に設置される分岐シールド3からなる。分岐シールド3は、既設トンネル2内に搬入する前に予め既設トンネル2の径に合わせて前後複数段に分割されており、既設トンネル2内で前段側に後段側(図示せず)を順次組み付けながら既設トンネル2に設けた発進口エントランス4から発進させるさせるようになっている。
【0012】
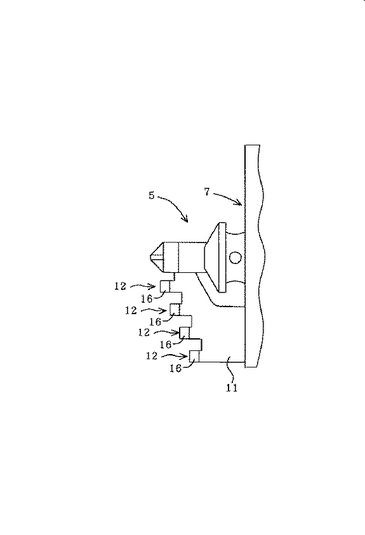
また、分岐シールド3のカッタ(分岐シールド用カッタ)5は、既設トンネル2の内周面6との距離をカッタフレーム7の中心部と外周部とで略同じにするようにカッタフレーム7を山形状に形成されており、湾曲したトンネル壁8を周方向に均等に切削できるようになっている。
【0013】
図1及び図2に示すように、カッタフレーム7は、カッタ5の回転中心から外周端近傍まで放射状に延びるカッタスポーク9と、カッタスポーク9間に設けられるカッタ面板10と、カッタ5の回転中心上にカッタスポーク9の前側に位置して設けられる中心側フレーム11とを備えて構成されており、掘削土を取り込むためのスリット20を前面に有する。
【0014】
また、カッタ5は、カッタフレーム7の前面に、そのカッタフレーム7の回転中心から外周にかけて多段に先行ビット12、13を設けられている。先行ビット12、13は、図9に示すように、シールド発進位置のトンネル壁8である高強度壁14を切削するためのカッタビットである。
【0015】
図3及び図4に示すように、先行ビット12、13には、複数種類のものがあり、カッタフレーム7の径方向の位置によって使い分けられている。具体的には、先行ビット12、13には、カッタフレーム7の回転中心側に設けられる中心側先行ビット12と、カッタフレーム7の外周側に設けられる外周側先行ビット13とがある。中心側先行ビット12と外周側先行ビット13は、それぞれカッタフレーム7に円周方向に沿って略板状のシャンク材16、17を設けると共に、そのシャンク材16、17の両端に超硬チップ18、19を設けて形成されている。図9、図4及び図3に示すように、シャンク材16、17は、それぞれ各段の先行ビット12、13の超硬チップ18、19を既設トンネル2の内周面6に当接するように高さを設定されている。すなわち、シャンク材16、17は、地山を掘削するメインビット15等よりも超硬チップ18、19を掘進方向前方に突出させるように形成されている。
【0016】
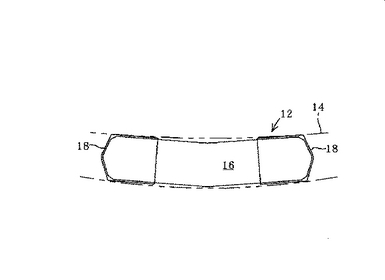
図5及び図6に示すように、中心側先行ビット12は、回転軌跡の曲率に合わせてシャンク材16を屈曲されており、特に回転半径の小さな回転中心近傍にあってもシャンク材16を超硬チップ18の切削幅内に収め、シャンク材16の内周面を高強度壁14に当て擦らないように構成されている。具体的には、シャンク材16は、超硬チップ18間の中間位置を所定角度折り曲げて断面への字状に形成されている。また、図4及び図2に示すように、中心側先行ビット12は、それぞれ中心側フレーム11に設けられており、後述する外周側先行ビット13より若干先に高強度壁14を切削してカッタ5の心を安定させるようになっている。
【0017】
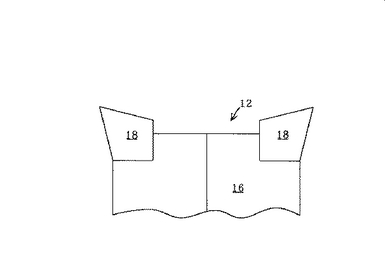
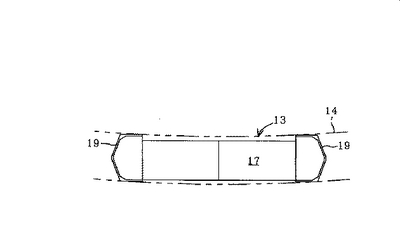
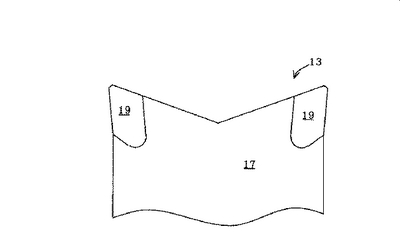
図7及び図8に示すように、外周側先行ビット13は、シャンク材17の径方向の厚さを超硬チップ19の切削幅より薄く形成されており、シャンク材17の内周面を高強度壁14に当て擦らないように構成されている。また、外周側先行ビット13は、シャンク材17の外周面と超硬チップ19の外周面とを略面一とするようにシャンク材17に超硬チップ19を保持させており、高強度壁14と接触する虞のない外周側を薄くせずに残すことでシャンク材17の強度を確保すると共に超硬チップ19を確実に保持するようになっている。特にシャンク材17を超硬チップ19より薄い平板状に形成するだけであるため、シャンク材17を極めて安価に形成できる。外周側先行ビット13は、それぞれカッタスポーク9とカッタ面板10に設けられている。
【0018】
次に本実施の形態の作用を述べる。
【0019】
図9に示す既設トンネル2内から分岐シールド3を発進させる場合、発進口エントランス4内に分岐シールド3を設置すると共に、分岐シールド3の後方に反力受け(図示せず)を設置し、カッタ5を回転又は揺動させながら反力受けを後方に押して掘進を始める。このとき、カッタフレーム7は山形状に形成されており、図2、図3及び図4に示すように、カッタフレーム7に設けられたそれぞれのシャンク材16、17は超硬チップ18、19を高強度壁14に接触させるように高さを設定されているため、高強度壁14は周方向に略均等に切削され始めることとなる。
【0020】
中心側先行ビット12は、カッタ5の中心近傍に配置されているため、外周側先行ビット13よりも小さな半径で軸回りに回転又は揺動されることとなるが、図5に示すように、シャンク材16を回転軌跡の曲率に合わせて屈曲されているため、シャンク材16の内周面等を高強度壁14に当て擦ることはなく、高強度壁14を円滑に切削することができる。
【0021】
他方、外周側先行ビット13は、中心側先行ビット12のように屈曲されたシャンク材16を有しないが、図7に示すように、シャンク材17の板厚を超硬チップ19の切削幅より小さく形成されているため、中心側先行ビット12と同様にシャンク材17の内周面を高強度壁14に当て擦ることはなく、高強度壁14を円滑に切削することができる。また特に、外周側先行ビット13は、シャンク材17の外周面と超硬チップ19の外周面とを略面一とするように形成されており、シャンク材17の板厚を十分確保しているため、高強度壁14から受ける力に屈することはない。
【0022】
この後、中心側先行ビット12と外周側先行ビット13は、略同時に高強度壁14を貫通し、メインビット15と協働して高強度壁14を小さな断片に砕くこととなる。そして、分岐シールド3が所定距離掘進したら分岐シールド3の前段側に分岐シールド3の後段側(図示せず)を組み付け、分岐シールド3を段階的に組み立てながら既設トンネル2から発進させてゆく。分岐シールド3が既設トンネル2から発進した後、先行ビット12、13は、メインビット15に先行して岩盤等の硬い地山を切削し、メインビット15による地山の掘削を補助することとなる。この場合においても中心側先行ビット12と外周側先行ビット13は、内周面を地山に当て擦ることがなく、効率よく地山を切削できる。
【0023】
このように、カッタフレーム7の回転中心側に位置した中心側先行ビット12のシャンク材16を、中心側先行ビット12の回転軌跡の曲率に合わせて屈曲させ、カッタフレーム7の外周側に位置した外周側先行ビット13のシャンク材17の厚さを超硬チップ19の切削幅より薄く形成したため、中心側先行ビット12又は外周側先行ビット13の内周面が高強度壁14等の切削対象物に当て擦られるのを防いで良好に掘削することができ、かつ、外周側先行ビット13のシャンク材17の加工費を抑えることができる。また、カッタフレームの回転中心側にあっては中心側先行ビット12の折れ角を最適な角度に設定することで小さな回転半径に対しても容易に対応することができ、ほとんど強度を落とすこともない。そしてこれらにより、十分な強度と切削性能を兼ね備えたカッタを安価に製作することができる。
【0024】
外周側先行ビット13のシャンク材17の外周面と超硬チップ19の外周面とが略面一となるようにシャンク材17に超硬チップ19を保持させたため、シャンク材17の厚さを最大限確保することができ、シャンク材17を十分な強度にできる。
【0025】
また、既設トンネル2の内周面6と分岐シールド3のカッタフレーム7との距離が、カッタフレーム7の中心部と外周部とで略同じになるようにカッタフレーム7を山形状に形成し、その山形状のカッタフレーム7の前面に、そのカッタフレーム7の中心から外周にかけて多段に円周方向に沿ってシャンク材16、17を設けると共に、そのシャンク材16、17の両端に超硬チップ18、19を設けて先行ビット12、13を形成し、さらに各段の先行ビット12、13の超硬チップ18、19が既設トンネル2の内周面6に当接するようシャンク材16、17の高さを設定し、カッタフレーム7の回転中心側に位置した中心側先行ビット12のシャンク材16を、その先行ビット12の回転軌跡の曲率に合わせて屈曲させ、カッタフレーム7の外周側に位置した外周側先行ビット13のシャンク材17の厚さを超硬チップ19の切削幅より薄く形成したため、既設トンネル2を周方向に均等に切削することができ、既設トンネル2に中心側先行ビット12又は外周側先行ビット13の内周面が当たるのを防ぐことができると共に、カッタ5を安価に製作でき、既設トンネル2から分岐シールド3を確実かつ円滑に発進させることができる。
【0026】
なお、中心側先行ビット12のシャンク材16は、超硬チップ18間の中間位置1カ所を所定角度折り曲げて形成するものとしたが、シャンク材16は超硬チップ18間の複数箇所を多段に折り曲げて形成するものとしてもよく、弧状に形成するものとしてもよい。回転半径が特に小さい場合であってもシャンク材(図示せず)を確実に超硬チップ18の切削幅内に収めることができる。ただし、屈曲箇所を増やしたり、弧状に形成すると先行ビットの製造コストは上がるため、必要最小限度に止めることが好ましい。すなわち、回転中心の直近位置に、屈曲箇所を増やして、又は弧状に形成した極中心側先行ビット(図示せず)を配し、その外周側に中心側先行ビット12を配し、その外周側に外周側先行ビット13を配するのが好ましい。
【図面の簡単な説明】
【0027】
【図1】本発明の実施の形態に係るシールド機のカッタの正面図である。
【図2】シールド機のカッタの側断面図である。
【図3】カッタの中心部とその近傍を示す図1の要部拡大図である。
【図4】図3のA−A線矢視断面図である。
【図5】カッタの中心側先行ビットの正面図である。
【図6】図5の側面図である。
【図7】カッタの外周側先行ビットの正面図である。
【図8】図7の側面図である。
【図9】既設トンネル内に設置したシールド機の側断面図である。
【図10】従来の先行ビットの概略説明図である。
【符号の説明】
【0028】
1 シールド機
2 既設トンネル
3 分岐シールド
5 分岐シールド用カッタ(カッタ)
6 内周面
7 カッタフレーム
12 中心側先行ビット(先行ビット)
13 外周側先行ビット(先行ビット)
16 シャンク材
17 シャンク材
18 超硬チップ
19 超硬チップ
【技術分野】
【0001】
本発明は、カッタフレームの前面に、その回転中心から外周にかけて多段に先行ビットを設けたシールド機のカッタ及び分岐シールド用カッタに関するものである。
【背景技術】
【0002】
既設トンネル等の高強度壁からシールド機を発進させる場合、高強度壁の切羽側に止水用固化剤を注入して地盤改良を行い、ブレーカで高強度壁をはつり、シールド機の掘削断面を確保するのが一般的であるが、最近の土木工事ではコスト低減の必要性からシールド機のカッタで直接高強度壁を切削するケースが増えている。具体的には、カッタの先行ビットで目入れをし、先行ビットで切削されなかった段部をメインビットで削り落としていく方法である。ところで、高強度壁の強度が2000kg/cm2もあると、図10に示すような通常の先行ビット30ではシャンク材31の内周側が高強度壁(図示せず)に当て擦られ、良好に掘削できないと共に、径方向の荷重を受けて先行ビット30が破損したり、シールド機全体が横移動する場合があり、エントランスの止水性に問題が生じる虞があった。しかしながら、近年これらの問題を解決するために先行ビット30のシャンク材31をそれぞれの先行ビット30の回転軌跡に沿って屈曲させたものが開発されつつある(特許文献1、3参照)。
【0003】
【特許文献1】特開2002−364291号公報
【特許文献2】特開2000−64785号公報
【特許文献3】特開昭58−204297号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
ところで、シャンク材31は強度を得るために特に硬い鋼材で形成する必要があるが、全てのシャンク材31に屈曲等の複雑な加工を施すとコストが上がってしまい、カッタで高強度壁を切削するメリットが小さくなってしまうという課題があった。
【0005】
そこで、本発明の目的は上記課題を解決し、高強度壁を良好にかつ安価に掘削できるシールド機のカッタを提供することにある。
【課題を解決するための手段】
【0006】
上記目的を達成するために本発明は、カッタフレームの前面に、そのカッタフレームの回転中心から外周にかけて多段に円周方向に沿ってシャンク材を設けると共に、そのシャンク材の両端に超硬チップを設けて先行ビットを形成したシールド機のカッタにおいて、カッタフレームの回転中心側に位置した先行ビットのシャンク材を、その先行ビットの回転軌跡の曲率に合わせて屈曲させ、カッタフレームの外周側に位置した先行ビットのシャンク材の厚さを超硬チップの切削幅より薄く形成したものである。
【0007】
外周側に位置した先行ビットのシャンク材の外周面と超硬チップの外周面とが略面一となるようそのシャンク材に超硬チップを保持させるとよい。
【0008】
また、既設トンネル内に分岐シールドを設置し、その分岐シールドを既設トンネルから発進させるべく既設トンネルを掘削するための分岐シールド用カッタにおいて、既設トンネルの内周面と分岐シールドのカッタフレームとの距離が、カッタフレームの中心部と外周部とで略同じになるようにカッタフレームを山形状に形成し、その山形状のカッタフレームの前面に、そのカッタフレームの中心から外周にかけて多段に円周方向に沿ってシャンク材を設けると共に、そのシャンク材の両端に超硬チップを設けて先行ビットを形成し、さらに各段の先行ビットの超硬チップが既設トンネル内周面に当接するようシャンク材の高さを設定し、上記カッタフレームの回転中心側に位置した先行ビットのシャンク材を、その先行ビットの回転軌跡の曲率に合わせて屈曲させ、カッタフレームの外周側に位置した先行ビットのシャンク材の厚さを超硬チップの切削幅より薄く形成したものである。
【発明の効果】
【0009】
本発明によれば、高強度壁を良好にかつ安価に掘削できる。
【発明を実施するための最良の形態】
【0010】
図9は既設トンネル内に設置したシールド機の側断面図であり、図1はシールド機のカッタの正面図であり、図2はシールド機のカッタの側断面図である。
【0011】
図9に示すように、シールド機1は、既設トンネル2から発進させるべく既設トンネル2内に設置される分岐シールド3からなる。分岐シールド3は、既設トンネル2内に搬入する前に予め既設トンネル2の径に合わせて前後複数段に分割されており、既設トンネル2内で前段側に後段側(図示せず)を順次組み付けながら既設トンネル2に設けた発進口エントランス4から発進させるさせるようになっている。
【0012】
また、分岐シールド3のカッタ(分岐シールド用カッタ)5は、既設トンネル2の内周面6との距離をカッタフレーム7の中心部と外周部とで略同じにするようにカッタフレーム7を山形状に形成されており、湾曲したトンネル壁8を周方向に均等に切削できるようになっている。
【0013】
図1及び図2に示すように、カッタフレーム7は、カッタ5の回転中心から外周端近傍まで放射状に延びるカッタスポーク9と、カッタスポーク9間に設けられるカッタ面板10と、カッタ5の回転中心上にカッタスポーク9の前側に位置して設けられる中心側フレーム11とを備えて構成されており、掘削土を取り込むためのスリット20を前面に有する。
【0014】
また、カッタ5は、カッタフレーム7の前面に、そのカッタフレーム7の回転中心から外周にかけて多段に先行ビット12、13を設けられている。先行ビット12、13は、図9に示すように、シールド発進位置のトンネル壁8である高強度壁14を切削するためのカッタビットである。
【0015】
図3及び図4に示すように、先行ビット12、13には、複数種類のものがあり、カッタフレーム7の径方向の位置によって使い分けられている。具体的には、先行ビット12、13には、カッタフレーム7の回転中心側に設けられる中心側先行ビット12と、カッタフレーム7の外周側に設けられる外周側先行ビット13とがある。中心側先行ビット12と外周側先行ビット13は、それぞれカッタフレーム7に円周方向に沿って略板状のシャンク材16、17を設けると共に、そのシャンク材16、17の両端に超硬チップ18、19を設けて形成されている。図9、図4及び図3に示すように、シャンク材16、17は、それぞれ各段の先行ビット12、13の超硬チップ18、19を既設トンネル2の内周面6に当接するように高さを設定されている。すなわち、シャンク材16、17は、地山を掘削するメインビット15等よりも超硬チップ18、19を掘進方向前方に突出させるように形成されている。
【0016】
図5及び図6に示すように、中心側先行ビット12は、回転軌跡の曲率に合わせてシャンク材16を屈曲されており、特に回転半径の小さな回転中心近傍にあってもシャンク材16を超硬チップ18の切削幅内に収め、シャンク材16の内周面を高強度壁14に当て擦らないように構成されている。具体的には、シャンク材16は、超硬チップ18間の中間位置を所定角度折り曲げて断面への字状に形成されている。また、図4及び図2に示すように、中心側先行ビット12は、それぞれ中心側フレーム11に設けられており、後述する外周側先行ビット13より若干先に高強度壁14を切削してカッタ5の心を安定させるようになっている。
【0017】
図7及び図8に示すように、外周側先行ビット13は、シャンク材17の径方向の厚さを超硬チップ19の切削幅より薄く形成されており、シャンク材17の内周面を高強度壁14に当て擦らないように構成されている。また、外周側先行ビット13は、シャンク材17の外周面と超硬チップ19の外周面とを略面一とするようにシャンク材17に超硬チップ19を保持させており、高強度壁14と接触する虞のない外周側を薄くせずに残すことでシャンク材17の強度を確保すると共に超硬チップ19を確実に保持するようになっている。特にシャンク材17を超硬チップ19より薄い平板状に形成するだけであるため、シャンク材17を極めて安価に形成できる。外周側先行ビット13は、それぞれカッタスポーク9とカッタ面板10に設けられている。
【0018】
次に本実施の形態の作用を述べる。
【0019】
図9に示す既設トンネル2内から分岐シールド3を発進させる場合、発進口エントランス4内に分岐シールド3を設置すると共に、分岐シールド3の後方に反力受け(図示せず)を設置し、カッタ5を回転又は揺動させながら反力受けを後方に押して掘進を始める。このとき、カッタフレーム7は山形状に形成されており、図2、図3及び図4に示すように、カッタフレーム7に設けられたそれぞれのシャンク材16、17は超硬チップ18、19を高強度壁14に接触させるように高さを設定されているため、高強度壁14は周方向に略均等に切削され始めることとなる。
【0020】
中心側先行ビット12は、カッタ5の中心近傍に配置されているため、外周側先行ビット13よりも小さな半径で軸回りに回転又は揺動されることとなるが、図5に示すように、シャンク材16を回転軌跡の曲率に合わせて屈曲されているため、シャンク材16の内周面等を高強度壁14に当て擦ることはなく、高強度壁14を円滑に切削することができる。
【0021】
他方、外周側先行ビット13は、中心側先行ビット12のように屈曲されたシャンク材16を有しないが、図7に示すように、シャンク材17の板厚を超硬チップ19の切削幅より小さく形成されているため、中心側先行ビット12と同様にシャンク材17の内周面を高強度壁14に当て擦ることはなく、高強度壁14を円滑に切削することができる。また特に、外周側先行ビット13は、シャンク材17の外周面と超硬チップ19の外周面とを略面一とするように形成されており、シャンク材17の板厚を十分確保しているため、高強度壁14から受ける力に屈することはない。
【0022】
この後、中心側先行ビット12と外周側先行ビット13は、略同時に高強度壁14を貫通し、メインビット15と協働して高強度壁14を小さな断片に砕くこととなる。そして、分岐シールド3が所定距離掘進したら分岐シールド3の前段側に分岐シールド3の後段側(図示せず)を組み付け、分岐シールド3を段階的に組み立てながら既設トンネル2から発進させてゆく。分岐シールド3が既設トンネル2から発進した後、先行ビット12、13は、メインビット15に先行して岩盤等の硬い地山を切削し、メインビット15による地山の掘削を補助することとなる。この場合においても中心側先行ビット12と外周側先行ビット13は、内周面を地山に当て擦ることがなく、効率よく地山を切削できる。
【0023】
このように、カッタフレーム7の回転中心側に位置した中心側先行ビット12のシャンク材16を、中心側先行ビット12の回転軌跡の曲率に合わせて屈曲させ、カッタフレーム7の外周側に位置した外周側先行ビット13のシャンク材17の厚さを超硬チップ19の切削幅より薄く形成したため、中心側先行ビット12又は外周側先行ビット13の内周面が高強度壁14等の切削対象物に当て擦られるのを防いで良好に掘削することができ、かつ、外周側先行ビット13のシャンク材17の加工費を抑えることができる。また、カッタフレームの回転中心側にあっては中心側先行ビット12の折れ角を最適な角度に設定することで小さな回転半径に対しても容易に対応することができ、ほとんど強度を落とすこともない。そしてこれらにより、十分な強度と切削性能を兼ね備えたカッタを安価に製作することができる。
【0024】
外周側先行ビット13のシャンク材17の外周面と超硬チップ19の外周面とが略面一となるようにシャンク材17に超硬チップ19を保持させたため、シャンク材17の厚さを最大限確保することができ、シャンク材17を十分な強度にできる。
【0025】
また、既設トンネル2の内周面6と分岐シールド3のカッタフレーム7との距離が、カッタフレーム7の中心部と外周部とで略同じになるようにカッタフレーム7を山形状に形成し、その山形状のカッタフレーム7の前面に、そのカッタフレーム7の中心から外周にかけて多段に円周方向に沿ってシャンク材16、17を設けると共に、そのシャンク材16、17の両端に超硬チップ18、19を設けて先行ビット12、13を形成し、さらに各段の先行ビット12、13の超硬チップ18、19が既設トンネル2の内周面6に当接するようシャンク材16、17の高さを設定し、カッタフレーム7の回転中心側に位置した中心側先行ビット12のシャンク材16を、その先行ビット12の回転軌跡の曲率に合わせて屈曲させ、カッタフレーム7の外周側に位置した外周側先行ビット13のシャンク材17の厚さを超硬チップ19の切削幅より薄く形成したため、既設トンネル2を周方向に均等に切削することができ、既設トンネル2に中心側先行ビット12又は外周側先行ビット13の内周面が当たるのを防ぐことができると共に、カッタ5を安価に製作でき、既設トンネル2から分岐シールド3を確実かつ円滑に発進させることができる。
【0026】
なお、中心側先行ビット12のシャンク材16は、超硬チップ18間の中間位置1カ所を所定角度折り曲げて形成するものとしたが、シャンク材16は超硬チップ18間の複数箇所を多段に折り曲げて形成するものとしてもよく、弧状に形成するものとしてもよい。回転半径が特に小さい場合であってもシャンク材(図示せず)を確実に超硬チップ18の切削幅内に収めることができる。ただし、屈曲箇所を増やしたり、弧状に形成すると先行ビットの製造コストは上がるため、必要最小限度に止めることが好ましい。すなわち、回転中心の直近位置に、屈曲箇所を増やして、又は弧状に形成した極中心側先行ビット(図示せず)を配し、その外周側に中心側先行ビット12を配し、その外周側に外周側先行ビット13を配するのが好ましい。
【図面の簡単な説明】
【0027】
【図1】本発明の実施の形態に係るシールド機のカッタの正面図である。
【図2】シールド機のカッタの側断面図である。
【図3】カッタの中心部とその近傍を示す図1の要部拡大図である。
【図4】図3のA−A線矢視断面図である。
【図5】カッタの中心側先行ビットの正面図である。
【図6】図5の側面図である。
【図7】カッタの外周側先行ビットの正面図である。
【図8】図7の側面図である。
【図9】既設トンネル内に設置したシールド機の側断面図である。
【図10】従来の先行ビットの概略説明図である。
【符号の説明】
【0028】
1 シールド機
2 既設トンネル
3 分岐シールド
5 分岐シールド用カッタ(カッタ)
6 内周面
7 カッタフレーム
12 中心側先行ビット(先行ビット)
13 外周側先行ビット(先行ビット)
16 シャンク材
17 シャンク材
18 超硬チップ
19 超硬チップ
【特許請求の範囲】
【請求項1】
カッタフレームの前面に、そのカッタフレームの回転中心から外周にかけて多段に円周方向に沿ってシャンク材を設けると共に、そのシャンク材の両端に超硬チップを設けて先行ビットを形成したシールド機のカッタにおいて、カッタフレームの回転中心側に位置した先行ビットのシャンク材を、その先行ビットの回転軌跡の曲率に合わせて屈曲させ、カッタフレームの外周側に位置した先行ビットのシャンク材の厚さを超硬チップの切削幅より薄く形成したことを特徴とするシールド機のカッタ。
【請求項2】
外周側に位置した先行ビットのシャンク材の外周面と超硬チップの外周面とが略面一となるようそのシャンク材に超硬チップを保持させた請求項1記載のシールド機のカッタ。
【請求項3】
既設トンネル内に分岐シールドを設置し、その分岐シールドを既設トンネルから発進させるべく既設トンネルを掘削するための分岐シールド用カッタにおいて、既設トンネルの内周面と分岐シールドのカッタフレームとの距離が、カッタフレームの中心部と外周部とで略同じになるようにカッタフレームを山形状に形成し、その山形状のカッタフレームの前面に、そのカッタフレームの中心から外周にかけて多段に円周方向に沿ってシャンク材を設けると共に、そのシャンク材の両端に超硬チップを設けて先行ビットを形成し、さらに各段の先行ビットの超硬チップが既設トンネル内周面に当接するようシャンク材の高さを設定し、上記カッタフレームの回転中心側に位置した先行ビットのシャンク材を、その先行ビットの回転軌跡の曲率に合わせて屈曲させ、カッタフレームの外周側に位置した先行ビットのシャンク材の厚さを超硬チップの切削幅より薄く形成したことを特徴とする分岐シールド用カッタ。
【特許請求の範囲】
【請求項1】
カッタフレームの前面に、そのカッタフレームの回転中心から外周にかけて多段に円周方向に沿ってシャンク材を設けると共に、そのシャンク材の両端に超硬チップを設けて先行ビットを形成したシールド機のカッタにおいて、先行ビットのシャンク材を平板状に形成すると共に、その厚さを超硬チップの切削幅より薄く形成し、かつ、そのシャンク材の外周面と超硬チップの外周面とが略面一となるようそのシャンク材に超硬チップを保持させてシャンク材の内周面を超硬チップの内周面より外周側に位置させたことを特徴とするシールド機のカッタ。
【請求項2】
カッタフレームの前面に、そのカッタフレームの回転中心から外周にかけて多段に円周方向に沿ってシャンク材を設けると共に、そのシャンク材の両端に超硬チップを設けて先行ビットを形成したシールド機のカッタにおいて、カッタフレームの回転中心側に位置した先行ビットのシャンク材を、その先行ビットの回転軌跡の曲率に合わせて屈曲させ、カッタフレームの外周側に位置した先行ビットのシャンク材を平板状に形成すると共に、その厚さを超硬チップの切削幅より薄く形成し、かつ、そのシャンク材の外周面と超硬チップの外周面とが略面一となるようそのシャンク材に超硬チップを保持させてシャンク材の内周面を超硬チップの内周面より外周側に位置させたことを特徴とするシールド機のカッタ。
【請求項3】
既設トンネル内に分岐シールドを設置し、その分岐シールドを既設トンネルから発進させるべく既設トンネルを掘削するための分岐シールド用カッタにおいて、既設トンネルの内周面と分岐シールドのカッタフレームとの距離が、カッタフレームの中心部と外周部とで略同じになるようにカッタフレームを山形状に形成し、その山形状のカッタフレームの前面に、そのカッタフレームの中心から外周にかけて多段に円周方向に沿ってシャンク材を設けると共に、そのシャンク材の両端に超硬チップを設けて先行ビットを形成し、さらに各段の先行ビットの超硬チップが既設トンネル内周面に当接するようシャンク材の高さを設定し、上記カッタフレームの回転中心側に位置した先行ビットのシャンク材を、その先行ビットの回転軌跡の曲率に合わせて屈曲させ、カッタフレームの外周側に位置した先行ビットのシャンク材を平板状に形成すると共に、その厚さを超硬チップの切削幅より薄く形成し、かつ、そのシャンク材の外周面と超硬チップの外周面とが略面一となるようそのシャンク材に超硬チップを保持させてシャンク材の内周面を超硬チップの内周面より外周側に位置させたことを特徴とする分岐シールド用カッタ。
【請求項1】
カッタフレームの前面に、そのカッタフレームの回転中心から外周にかけて多段に円周方向に沿ってシャンク材を設けると共に、そのシャンク材の両端に超硬チップを設けて先行ビットを形成したシールド機のカッタにおいて、カッタフレームの回転中心側に位置した先行ビットのシャンク材を、その先行ビットの回転軌跡の曲率に合わせて屈曲させ、カッタフレームの外周側に位置した先行ビットのシャンク材の厚さを超硬チップの切削幅より薄く形成したことを特徴とするシールド機のカッタ。
【請求項2】
外周側に位置した先行ビットのシャンク材の外周面と超硬チップの外周面とが略面一となるようそのシャンク材に超硬チップを保持させた請求項1記載のシールド機のカッタ。
【請求項3】
既設トンネル内に分岐シールドを設置し、その分岐シールドを既設トンネルから発進させるべく既設トンネルを掘削するための分岐シールド用カッタにおいて、既設トンネルの内周面と分岐シールドのカッタフレームとの距離が、カッタフレームの中心部と外周部とで略同じになるようにカッタフレームを山形状に形成し、その山形状のカッタフレームの前面に、そのカッタフレームの中心から外周にかけて多段に円周方向に沿ってシャンク材を設けると共に、そのシャンク材の両端に超硬チップを設けて先行ビットを形成し、さらに各段の先行ビットの超硬チップが既設トンネル内周面に当接するようシャンク材の高さを設定し、上記カッタフレームの回転中心側に位置した先行ビットのシャンク材を、その先行ビットの回転軌跡の曲率に合わせて屈曲させ、カッタフレームの外周側に位置した先行ビットのシャンク材の厚さを超硬チップの切削幅より薄く形成したことを特徴とする分岐シールド用カッタ。
【特許請求の範囲】
【請求項1】
カッタフレームの前面に、そのカッタフレームの回転中心から外周にかけて多段に円周方向に沿ってシャンク材を設けると共に、そのシャンク材の両端に超硬チップを設けて先行ビットを形成したシールド機のカッタにおいて、先行ビットのシャンク材を平板状に形成すると共に、その厚さを超硬チップの切削幅より薄く形成し、かつ、そのシャンク材の外周面と超硬チップの外周面とが略面一となるようそのシャンク材に超硬チップを保持させてシャンク材の内周面を超硬チップの内周面より外周側に位置させたことを特徴とするシールド機のカッタ。
【請求項2】
カッタフレームの前面に、そのカッタフレームの回転中心から外周にかけて多段に円周方向に沿ってシャンク材を設けると共に、そのシャンク材の両端に超硬チップを設けて先行ビットを形成したシールド機のカッタにおいて、カッタフレームの回転中心側に位置した先行ビットのシャンク材を、その先行ビットの回転軌跡の曲率に合わせて屈曲させ、カッタフレームの外周側に位置した先行ビットのシャンク材を平板状に形成すると共に、その厚さを超硬チップの切削幅より薄く形成し、かつ、そのシャンク材の外周面と超硬チップの外周面とが略面一となるようそのシャンク材に超硬チップを保持させてシャンク材の内周面を超硬チップの内周面より外周側に位置させたことを特徴とするシールド機のカッタ。
【請求項3】
既設トンネル内に分岐シールドを設置し、その分岐シールドを既設トンネルから発進させるべく既設トンネルを掘削するための分岐シールド用カッタにおいて、既設トンネルの内周面と分岐シールドのカッタフレームとの距離が、カッタフレームの中心部と外周部とで略同じになるようにカッタフレームを山形状に形成し、その山形状のカッタフレームの前面に、そのカッタフレームの中心から外周にかけて多段に円周方向に沿ってシャンク材を設けると共に、そのシャンク材の両端に超硬チップを設けて先行ビットを形成し、さらに各段の先行ビットの超硬チップが既設トンネル内周面に当接するようシャンク材の高さを設定し、上記カッタフレームの回転中心側に位置した先行ビットのシャンク材を、その先行ビットの回転軌跡の曲率に合わせて屈曲させ、カッタフレームの外周側に位置した先行ビットのシャンク材を平板状に形成すると共に、その厚さを超硬チップの切削幅より薄く形成し、かつ、そのシャンク材の外周面と超硬チップの外周面とが略面一となるようそのシャンク材に超硬チップを保持させてシャンク材の内周面を超硬チップの内周面より外周側に位置させたことを特徴とする分岐シールド用カッタ。
【図1】



【図2】

【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2006−97333(P2006−97333A)
【公開日】平成18年4月13日(2006.4.13)
【国際特許分類】
【出願番号】特願2004−284762(P2004−284762)
【出願日】平成16年9月29日(2004.9.29)
【特許番号】特許第3705295号(P3705295)
【特許公報発行日】平成17年10月12日(2005.10.12)
【出願人】(000000099)石川島播磨重工業株式会社 (5,014)
【Fターム(参考)】
【公開日】平成18年4月13日(2006.4.13)
【国際特許分類】
【出願日】平成16年9月29日(2004.9.29)
【特許番号】特許第3705295号(P3705295)
【特許公報発行日】平成17年10月12日(2005.10.12)
【出願人】(000000099)石川島播磨重工業株式会社 (5,014)
【Fターム(参考)】
[ Back to top ]