
シール材を表面に塗布する方法および装置
シール材を表面に塗布する方法が開示されている。ここでは、環状構造物(30)が可塑化されたシール材から形成され、ついで表面に塗布される。上記の方法は、可塑化されたシール材が可変の幅を有する温度制御された環状ギャップ(26)に環状に導かれ、シール材全体が、環状ギャップ(26)から押圧され、ギャップ幅をゼロにまで急速に減少させることによって環状構造物に成形され、シール材が表面に被着するという点を特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、シール材を表面に、好ましくは請求項1に記載の容器用封止キャップに塗布する方法に関する。さらに、本発明は、請求項8に記載の方法を実行する装置に関する。
【背景技術】
【0002】
容器、ガラスまたは類似の容器用の封止キャップには、たいてい、容器の内容物を空気に対して十分に密封するために、底の内部にシールがある。
【0003】
好ましくはリング形状をしたシール材の形態をしたシールを組み込むことが知られている。このための材料としてポリ塩化ビニルを使用することが周知であり、この材料は、加工技術上の理由から、かつ密封の目的のために、可塑剤を備える。しかし、可塑剤は、ポリ塩化ビニルからある程度漏れ出る特性を有する。このことは、健康上および環境上の理由により近年は認められない、あるいは公的に禁止されている。ポリ塩化ビニルは、液状で射出ノズルを経由して40〜65℃で塗布される。
【0004】
例えば、熱可塑性エラストマ(TPE)などの別の可塑性材料がポリ塩化ビニルの代わりに使用される場合、この種のシール用の可塑性材料を、まず適した方法で可塑化した後に、溶融物を適した装置を用いてキャップの内部に塗布する。この種の装置は、欧州特許第1 527 864号から明らかである。この装置は、スリーブ状で高さが可動な外側スタンプを有し、このスタンプの中に高さ変更可動な内側スタンプが設置されている。リング状の滑り面が外側スタンプの外面上をスライドすることにより、滑り面が下部位置に移動し、押出物が射出ノズルから分離するので、押出物が開口部を有するリングと外側スタンプとの間のリング状空間に排出される。押出物は、外側の滑り面でキャップの内側底部に押圧される。ここでは、リング状の滑り面と内側スタンプとが底部上に載置されることにより、リング状に成形する空洞を制限する。周知の装置において不利なのは、シール材料が正確に分配されないこと、押出物が均一なリング形状でないこと、および、高温環境下で外側滑り面を冷却する問題である。
【特許文献1】欧州特許第1 527 864号
【発明の開示】
【発明が解決しようとする課題】
【0005】
上述の特許と同様、解決のあらゆる手法は、高温のシール材が低温でない表面に付着するという大きな危険に冒される。この影響は、当然に知られており、付着が避けられるべき表面を冷却することによって、通常はほとんど解決される。この問題は、周知のアプリケータおよび他のアプリケータでもまた生じる。この理由は、極めて狭い空間に約180度の温度差を技術的に実現させることは不可能なことである。
【0006】
したがって、本発明は、シール材を表面、特に容器用封止キャップに環状に塗布する方法を提供する目的に基づくものであり、これによって、アプリケータの外表面に付着し、あるいはねじを引き抜き加工することなく、シール材を効果的に排出することができる。
【0007】
本目的は、請求項1の特徴によって達成される。
【0008】
本発明の方法では、可塑化されたシール材が、可変性のギャップ幅を有する温度制御された環状ギャップに環状に導かれる。ギャップ幅を急速にゼロまで減少させることによって、シール材が環状ギャップから完全に絞り出され、環状ギャップを内面または外面で半径方向に囲むリング状構造物に形成される。このリング状構造物は、空気中をある距離噴射されることによって、すぐに表面に塗布されることができる。
【0009】
シール材または溶融物は、環状ギャップから内側または外側に向かって絞り出される。すなわち、環状ギャップがゼロにまで減少すると、アプリケータの壁が絞り出す方向に対して互いにほぼ垂直に接近する。したがって、ギャップの壁が絞り出す方向に対して横方向に相対的に減少する移動は、ギャップ幅の減少として理解される。環状ギャップの壁の垂直方向の移動では、ギャップ幅は垂直方向に減少する。ここでは、ギャップ幅は、環状ギャップの垂直方向の大きさに対応する。
【0010】
本発明で重要なのは、シール材を環状ギャップから絞り出す際、初速度が十分に大きく、環状ギャップの出発縁部に部分的に付着しないことである。周知の通り、ギャップ幅を減少させる一定の速度で、シール材の流出速度が増す。それゆえに、流出速度が十分に大きい状態を維持する限り、横断面が継続して狭くなる時にギャップ幅の変化速度を減少させることもまた可能である。
【0011】
本発明でさらに重要なのは、溶融物がきれいに流出し終わるために、環状ギャップが絞り出し処理においてゼロとなることである。
【0012】
環状ギャップの絞り出し処理中、環状ギャップへの供給は阻止される。急に阻止処理をする必要はないので、環状ギャップから溶融物が逆流しないように、たとえば逆止め弁などの手段を設けなければならない。
【0013】
溶融物が加速する結果として、付着がもはや生じないことが立証されている。それを超えると付着および引きねじがもはや生じない流出速度が存在する。ギャップの閉止速度を変化させることによって、最小値の速度を下回って付着または引きねじが生じることを証明することができる。
【0014】
本発明の方法では、環状ギャップから絞り出されるリング状構造物は、すでに述べたように、表面に、例えば封止キャップの底部に、すぐに被着するのが好ましい。構造物をその最終形状にするために、本発明の一実施形態が提供するのは、続いて、リング状構造物を低温のリング状の押圧器具によって、表面、たとえば封止キャップに押圧し、こうして平坦なシールリングに形成することである。
【0015】
環状ギャップの向きは重要でないが、環状ギャップの流出開口部は、内側または外側に向かって半径方向に向くことができる。環状ギャップは半径平面にあってもよく、あるいは円錐形に伸びていてもよい。これらの状況は、付着を避ける目標を達成するための役割を果たすものではない。
【0016】
本発明の方法では、溶融物の表面張力によって、結果として、おそらく断熱材の毛状物が溶融物材料のリング状構造物によって引き出され再吸収されることが立証されている。毛状物が付着することはない。
【0017】
環状ギャップからリング状構造物を絞り出した後、リング状構造物が、薄膜を介して、環状ギャップを形成するアプリケータのそれらの部分となお接合されている可能性がある。表面に被着しているリング状構造物がその表面に十分に付着していない場合、環状ギャップから除去するときに構造物が不要に変形する可能性がある。それゆえに、本発明の一実施形態が提供するのは、環状ギャップから絞り出されるとすぐにリング状構造物が表面と接触するように、環状ギャップの発生端部を表面に対して配置することである。温度制御された表面を続いて下降させることによって、閉止した環状ギャップとリング状構造物との間になお存在するであろう薄膜が破れる。表面は、接着剤を備えることが好ましく、その温度が十分に制御されるので、リング状構造物と表面とが十分に接着される。これによって、リング状構造物の不要に変形することなく、表面を環状ギャップから除去する時に存在する薄膜を破ることができる。このリング状構造物は、表面と一様に接触しているので、続いて表面に押圧すると、均一なシールリングを作製することができる。
【0018】
本発明の方法は、特に、内側シールリングを備えた容器のキャップで使用される。この種のキャップは、しばしば、内部に向かって半径方向に向いているカムを有する。適した押圧器具で押圧することによって、この種のシールリングがキャップの内表面と最終的に接触する。この押圧器具はシール材を温度制御されたキャップに押圧するので、接着により十分に接合される。しかし、この処理は、ツイストオフ・キャップでは、少なくとも1つの単一の押圧器具で、または、1つの工程でそれぞれ実現するのが比較的難しい。それゆえに、シール材を空所に入れて、ついでそれを押圧することと、この事象後にキャップ縁部およびカムを形成することとが周知である。シールリングを受けるために、ツイストオフ・キャップの底部の内側にリング状の深部を有するツイストオフ・キャップを備えた本発明の一実施形態は、1つの単一のリング状の押圧スタンプが使用されることを提供する。リング状構造物の体積は、押圧処理においてシール材が深部の縁部を越えて少なくとも深部の外面に向かってビード状に変形するように決められる。ここで消費される変形エネルギによって、十分な圧力が生じ、この圧力は深部の壁とシール材との間を十分に密着させる。
【0019】
本発明の方法を実行するために、請求項10に従って、アプリケータに外側スタンプおよび内側スタンプを設け、内側スタンプは、外側スタンプの円筒状の凹部に同心状に収容されることが提案される。これらスタンプは、互いに対して軸方向に移動可能である。適した調整装置がこのことに役立つ。環状ギャップが、スタンプ間に形成される。環状ギャップは外側または内側に向かって開口しており、そのギャップ幅は、初期のギャップ幅とギャップ幅ゼロとの間で変更可能である。ギャップ幅は、少なくとも1つのスタンプの移動方向に変化する。環状ギャップの壁は、互いに対して平行に伸びているのが好ましい。
【0020】
計量装置からスタンプのうちの1つへの可塑化されたシール材の供給システムは、環状ギャップがその初期位置にある場合には環状ギャップに連結されている。環状ギャップへの供給システムは、たとえば環状ギャップへの小さく一様に分布する開口部を介して、環状ギャップに一様に分布されている。開口部への溝および開口部は、それ自体、対称的な油圧条件をもたらし、こうして環状ギャップ内に溶融物を均一に分布させる。環状ギャップまでの溝の流れ断面は、その全体において、溝または開口部それぞれへの供給溝よりも小さい。ギャップ幅が減少すると、上流側の適した手段、たとえば逆止め弁などによって、溶融物が供給溝に逆流するのが防止される。
【0021】
本発明の一実施形態では、内側スタンプがその下端部に半径方向の円すい形フランジを備え、このフランジは外側スタンプとともに環状ギャップを形成する。可塑化材料の供給システムは、内側スタンプ内に軸方向の溝を有することができ、軸方向の溝は一連の半径方向の溝に連結され、半径方向の溝は、環状ギャップがその初期のギャップ幅を有するときに、環状ギャップに部分的に伸びている。
【0022】
シール材料の性質および粘性によって、リング状構造物を製造するための絞り出し処理を行う前に、シール材料が開口している環状ギャップから流出する可能性がある。それゆえに、本発明の一実施形態が提供するのは、リング溝またはリング状の延在部が環状ギャップと供給システムとの間に形成され、ここに可塑化されたシール材が蓄積することである。リング溝は、外側スタンプに外側で形成されるのが好ましい。このリング溝は、低粘性を有する溶融物でも、その溶融物が環状ギャップから排出される前に保持するのに役立つ。閉止する環状ギャップを介して溶融物を排出した後、残りの溶融物がリング溝に残留する。この手段によって、環状ギャップが閉止される前に、低粘性を有する溶融物でさえも環状ギャップから流出するのを防止することができることが証明されている。
【図面の簡単な説明】
【0023】
本発明の実施例を、図面により以下により詳細に説明する。
【0024】
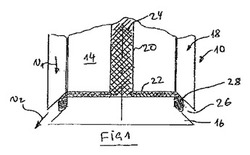
【図1】容器用の封止キャップにシール材を塗布するアプリケータを極めて概略的に示す断面図である。
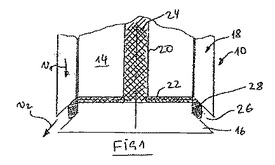
【図2】シール材の組込みが完了した後の図1のアプリケータを示す。
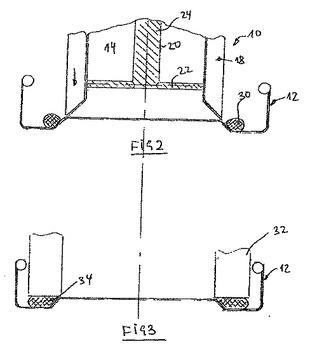
【図3】封止キャップにおけるシール材の最終的な変形を示す。
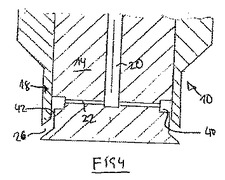
【図4】さらなるリング溝を備えた、図1または図2に類似した図を示す。
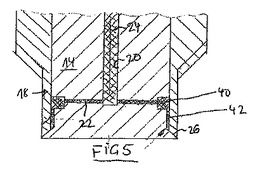
【図5】環状ギャップを閉止した後の図4を示す図である。
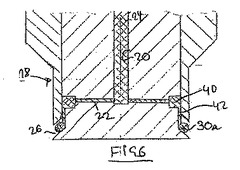
【図6】リング状構造物を作成するために、環状ギャップが閉止される前に溶融物を環状ギャップに組込む図を示す。
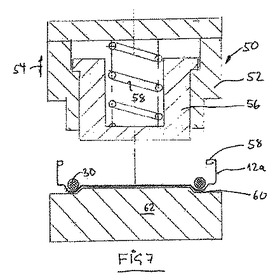
【図7】本発明によるリング状構造物をツイストオフ・キャップに形成する器具の概略断面図である。
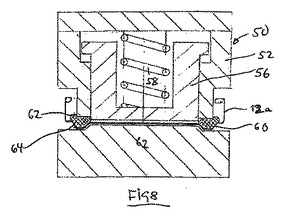
【図8】押圧処理中の図7を示す図である。
【発明を実施するための最良の形態】
【0025】
図1および図2では、シール材を封止キャップ12(図2)に塗布するアプリケータ10が、極めて模式的に示されている。アプリケータ10は内側スタンプ14を有し、内側スタンプ14は、その下部自由端に円錐形フランジ16を有する。内側スタンプ14は、外側スタンプ18によって環状に囲まれている。円筒状のスタンプ14、18は、同軸であり、図示しない移動装置を用いて互いに対して軸方向に可動である。図示された実施例では、外側スタンプ18は内側スタンプ14に対して可動である。
【0026】
内側スタンプ14には軸方向の溝20があり、この溝は、図示しない押出機、またはシール材料の溶融物を作成する別の装置に接続されている。溝20は、その下端部で、一様に分布するいくつかの半径方向の溝22に接続されている。溝または孔22の総断面は小さく、軸方向の溝20の断面よりも小さい。これによって、溶融物が環状ギャップに確実に均一に分布される。溝20、22に溶融物24がある。
【0027】
図1から認識できるように、円錐形の環状ギャップ26が、内側および外側のスタンプ14、18間に形成されることができ、内側および上側に向かってさらに円筒状になっている。その壁は平行であり、その底部は内側スタンプ14の外面によって形成される。図1は、半径方向の溝22が環状ギャップ26に接続されている初期のギャップ幅を示す。図1において、さらに認識できるように、例えばTPEの溶融物が、前もって28で示されているように、対応する押出し加工または溶解処理によってギャップ26に環状に導かれる。
【0028】
図2に示すように、溶融物28を封止キャップ12に排出するために、環状ギャップ26は、図2に前もって示されているように、外側スタンプ18の垂直移動によって速度V1でギャップ幅がゼロにまで減少する。ギャップ幅がゼロでは、環状ギャップの壁は互い近接に位置している。溶融物28は、速度V2で環状ギャップ26から流出するので、可塑化されたシール材のリング状構造物30が形成される。この構造物30を封止キャップ12に組込むために、内側と外側のスタンプ14、18からなる装置が封止キャップ12に接近する。これは図2において示されている。したがって、環状ギャップ26から発生するリング状構造物30を封止キャップ12に組込むためのさらなる器具は不要である。リング状構造物が形成されたあと、リング状構造物はキャップ(図2)の底部に載置される。キャップの代わりに、別の面でもリング状シールを備えることができる。
【0029】
しかし、記載した処理では、環状ギャップ26の外端縁に溶融物が付着しないように、初速度V1および初期流出速度V2はそれぞれ最小値を有し維持することが重要である。このことは、選択された最小流出速度V2で確実に達成される。
【0030】
リング状構造物30を絞り出すときに、リング状構造物30が薄膜を介してアプリケータになお接合している可能性がある。リング状構造物が十分に接着せずに内側キャップの底部に残っていると、リング状構造物が環状ギャップから除去されるときに変形するかもしれない。したがって、リング状構造物30が絞り出されて形成されるとき、リング状構造物30が進入してキャップとすぐに接触する場合が有利である。当然に知られているように、キャップは適した接着剤を備えている。さらに、キャップは適した方法で必要な温度になる。リング状構造物が形成された直後、キャップにリング状構造物30が均一に留まることによって、リング状構造物30と関連するキャップの表面とが十分に接着することとなるので、リング状構造物30が不要に変形することなく、おそらくまだ残っている薄膜は、キャップ12がアプリケータ10に対して続けて下降するときに破れる。
【0031】
図示された場合において、アプリケータ10または円錐形の環状ギャップの選択された幾何的形状は、それぞれ図示されたいわゆるツイストオフ・キャップ12から生じる。環状ギャップ26の他の向きは、他の封止キャップおよびシール材の他の分布にとって有利となり得る。
【0032】
図3では、冷却されたリング状スタンプ32を用いて、リング状構造物30がどのように平坦な平面シールリング34に形成されるかが示されている。記載されている塗布処理中、図1および図2のスタンプ14、18は、十分に温度制御されているので、溶融物は流出可能な状態を維持する。
【0033】
図4から図6に示されているアプリケータは、図1から図3のアプリケータとほぼ同じである。このため、同じ部分は、同じ参照番号を付している。図4から図6の特徴的な構成は、断面が矩形のリング溝40である。リング溝40は、外面がスタンプ14内に形成され、孔22と接続されている。リング溝40は、スタンプ14、18間で円筒状のギャップ42に向かって開口しており、円筒状のギャップ42は、円錐形の環状ギャップ26まで下方に案内される。図5から明らかなように、円錐形の環状ギャップが閉止されている場合、リング溝40および円筒状のギャップ42が可塑材によって充填されていることである。図6では、環状ギャップ26が開口しており、溶融物30aが計量方法で流出しているのがわかるが、これはリング溝40の作用による「漏出」ではなく、環状ギャップ26に残留している。図1および図2によってすでに説明されたように、シール材が続いて絞り出される。絞り出された後、図5において認識可能な状態となる。新しく供給された溶融物が、まず残りの溶融物をリング溝40から押し出さなければならない場合、環状ギャップ26内に好ましく分布され、このことによって、溶融物が比較的低粘性を有する場合でさえ、環状ギャップが閉止される前に、溶融物が予想外に環状ギャップ26から流出しなくなる。
【0034】
図3の器具32の変形例で、器具50が図7および図8に示されている。この器具50は、リング状の第3の外側スタンプ52を有し、図示しない駆動装置によって両方向矢印54の方向に垂直に移動可能である。第4の内側スタンプ56が、ばね58を介して外側スタンプ54に支持されている。図7および図8では、カム58およびリング状深部60を備えたツイストオフ・キャップ12aがさらに視認され、その中に図2のリング状構造物30が被着することになる。キャップ12aは、支持部63上に載置される。器具50は、深部60にあるリング状構造物30をキャップ12aに押圧する役割をする。スタンプ52の押圧面は、リング状深部60に向けられており、ここでは、押圧面の外径は、深部60の最大外径よりもやや小さい。押圧処理において、スタンプ52は、リング状構造物30を深部60に押圧する。ここでは、内側に向かい深部縁部を越える半径方向の変形は、内側スタンプ56によってそれぞれ制限されるか、あるいは防止される。62で示されるような半径方向のビードは、押圧処理において外側に生成される。深部60の体積に対するリング状構造物30の体積は、材料が外側に向かい深部縁部を越えてビード状に変形するように選択される。シール材は非常に粘性であるので、記載されている処理のために消費されるべき変形エネルギによって、結果として十分な押圧力が生じ、この押圧力によって、形成されているシールリング64は、深部62の壁全体と十分に接着して接合するようになる。
【0035】
記載されているアプリケータ10の操作では、アプリケータ10は、その器具とともに全体的に十分に高い温度を有することができる。この器具50は、別の位置に配置されることができるが、室温を有していてもよく、あるいは冷却されてもよい。
【0036】
28で表されているようなリング状構造物を内側に向かって形成すること、すなわち、たとえばシールを軸(図示せず)に塗布する場合、図1および図2のように外側に向かっているのではなく、内側に向かっている環状ギャップ26の開口部を設けることもまた考えられる。この場合、内側スタンプ14は少なくとも部分的に中空となり、供給システム20、22は外側スタンプ18に設置されることになる。
【技術分野】
【0001】
本発明は、シール材を表面に、好ましくは請求項1に記載の容器用封止キャップに塗布する方法に関する。さらに、本発明は、請求項8に記載の方法を実行する装置に関する。
【背景技術】
【0002】
容器、ガラスまたは類似の容器用の封止キャップには、たいてい、容器の内容物を空気に対して十分に密封するために、底の内部にシールがある。
【0003】
好ましくはリング形状をしたシール材の形態をしたシールを組み込むことが知られている。このための材料としてポリ塩化ビニルを使用することが周知であり、この材料は、加工技術上の理由から、かつ密封の目的のために、可塑剤を備える。しかし、可塑剤は、ポリ塩化ビニルからある程度漏れ出る特性を有する。このことは、健康上および環境上の理由により近年は認められない、あるいは公的に禁止されている。ポリ塩化ビニルは、液状で射出ノズルを経由して40〜65℃で塗布される。
【0004】
例えば、熱可塑性エラストマ(TPE)などの別の可塑性材料がポリ塩化ビニルの代わりに使用される場合、この種のシール用の可塑性材料を、まず適した方法で可塑化した後に、溶融物を適した装置を用いてキャップの内部に塗布する。この種の装置は、欧州特許第1 527 864号から明らかである。この装置は、スリーブ状で高さが可動な外側スタンプを有し、このスタンプの中に高さ変更可動な内側スタンプが設置されている。リング状の滑り面が外側スタンプの外面上をスライドすることにより、滑り面が下部位置に移動し、押出物が射出ノズルから分離するので、押出物が開口部を有するリングと外側スタンプとの間のリング状空間に排出される。押出物は、外側の滑り面でキャップの内側底部に押圧される。ここでは、リング状の滑り面と内側スタンプとが底部上に載置されることにより、リング状に成形する空洞を制限する。周知の装置において不利なのは、シール材料が正確に分配されないこと、押出物が均一なリング形状でないこと、および、高温環境下で外側滑り面を冷却する問題である。
【特許文献1】欧州特許第1 527 864号
【発明の開示】
【発明が解決しようとする課題】
【0005】
上述の特許と同様、解決のあらゆる手法は、高温のシール材が低温でない表面に付着するという大きな危険に冒される。この影響は、当然に知られており、付着が避けられるべき表面を冷却することによって、通常はほとんど解決される。この問題は、周知のアプリケータおよび他のアプリケータでもまた生じる。この理由は、極めて狭い空間に約180度の温度差を技術的に実現させることは不可能なことである。
【0006】
したがって、本発明は、シール材を表面、特に容器用封止キャップに環状に塗布する方法を提供する目的に基づくものであり、これによって、アプリケータの外表面に付着し、あるいはねじを引き抜き加工することなく、シール材を効果的に排出することができる。
【0007】
本目的は、請求項1の特徴によって達成される。
【0008】
本発明の方法では、可塑化されたシール材が、可変性のギャップ幅を有する温度制御された環状ギャップに環状に導かれる。ギャップ幅を急速にゼロまで減少させることによって、シール材が環状ギャップから完全に絞り出され、環状ギャップを内面または外面で半径方向に囲むリング状構造物に形成される。このリング状構造物は、空気中をある距離噴射されることによって、すぐに表面に塗布されることができる。
【0009】
シール材または溶融物は、環状ギャップから内側または外側に向かって絞り出される。すなわち、環状ギャップがゼロにまで減少すると、アプリケータの壁が絞り出す方向に対して互いにほぼ垂直に接近する。したがって、ギャップの壁が絞り出す方向に対して横方向に相対的に減少する移動は、ギャップ幅の減少として理解される。環状ギャップの壁の垂直方向の移動では、ギャップ幅は垂直方向に減少する。ここでは、ギャップ幅は、環状ギャップの垂直方向の大きさに対応する。
【0010】
本発明で重要なのは、シール材を環状ギャップから絞り出す際、初速度が十分に大きく、環状ギャップの出発縁部に部分的に付着しないことである。周知の通り、ギャップ幅を減少させる一定の速度で、シール材の流出速度が増す。それゆえに、流出速度が十分に大きい状態を維持する限り、横断面が継続して狭くなる時にギャップ幅の変化速度を減少させることもまた可能である。
【0011】
本発明でさらに重要なのは、溶融物がきれいに流出し終わるために、環状ギャップが絞り出し処理においてゼロとなることである。
【0012】
環状ギャップの絞り出し処理中、環状ギャップへの供給は阻止される。急に阻止処理をする必要はないので、環状ギャップから溶融物が逆流しないように、たとえば逆止め弁などの手段を設けなければならない。
【0013】
溶融物が加速する結果として、付着がもはや生じないことが立証されている。それを超えると付着および引きねじがもはや生じない流出速度が存在する。ギャップの閉止速度を変化させることによって、最小値の速度を下回って付着または引きねじが生じることを証明することができる。
【0014】
本発明の方法では、環状ギャップから絞り出されるリング状構造物は、すでに述べたように、表面に、例えば封止キャップの底部に、すぐに被着するのが好ましい。構造物をその最終形状にするために、本発明の一実施形態が提供するのは、続いて、リング状構造物を低温のリング状の押圧器具によって、表面、たとえば封止キャップに押圧し、こうして平坦なシールリングに形成することである。
【0015】
環状ギャップの向きは重要でないが、環状ギャップの流出開口部は、内側または外側に向かって半径方向に向くことができる。環状ギャップは半径平面にあってもよく、あるいは円錐形に伸びていてもよい。これらの状況は、付着を避ける目標を達成するための役割を果たすものではない。
【0016】
本発明の方法では、溶融物の表面張力によって、結果として、おそらく断熱材の毛状物が溶融物材料のリング状構造物によって引き出され再吸収されることが立証されている。毛状物が付着することはない。
【0017】
環状ギャップからリング状構造物を絞り出した後、リング状構造物が、薄膜を介して、環状ギャップを形成するアプリケータのそれらの部分となお接合されている可能性がある。表面に被着しているリング状構造物がその表面に十分に付着していない場合、環状ギャップから除去するときに構造物が不要に変形する可能性がある。それゆえに、本発明の一実施形態が提供するのは、環状ギャップから絞り出されるとすぐにリング状構造物が表面と接触するように、環状ギャップの発生端部を表面に対して配置することである。温度制御された表面を続いて下降させることによって、閉止した環状ギャップとリング状構造物との間になお存在するであろう薄膜が破れる。表面は、接着剤を備えることが好ましく、その温度が十分に制御されるので、リング状構造物と表面とが十分に接着される。これによって、リング状構造物の不要に変形することなく、表面を環状ギャップから除去する時に存在する薄膜を破ることができる。このリング状構造物は、表面と一様に接触しているので、続いて表面に押圧すると、均一なシールリングを作製することができる。
【0018】
本発明の方法は、特に、内側シールリングを備えた容器のキャップで使用される。この種のキャップは、しばしば、内部に向かって半径方向に向いているカムを有する。適した押圧器具で押圧することによって、この種のシールリングがキャップの内表面と最終的に接触する。この押圧器具はシール材を温度制御されたキャップに押圧するので、接着により十分に接合される。しかし、この処理は、ツイストオフ・キャップでは、少なくとも1つの単一の押圧器具で、または、1つの工程でそれぞれ実現するのが比較的難しい。それゆえに、シール材を空所に入れて、ついでそれを押圧することと、この事象後にキャップ縁部およびカムを形成することとが周知である。シールリングを受けるために、ツイストオフ・キャップの底部の内側にリング状の深部を有するツイストオフ・キャップを備えた本発明の一実施形態は、1つの単一のリング状の押圧スタンプが使用されることを提供する。リング状構造物の体積は、押圧処理においてシール材が深部の縁部を越えて少なくとも深部の外面に向かってビード状に変形するように決められる。ここで消費される変形エネルギによって、十分な圧力が生じ、この圧力は深部の壁とシール材との間を十分に密着させる。
【0019】
本発明の方法を実行するために、請求項10に従って、アプリケータに外側スタンプおよび内側スタンプを設け、内側スタンプは、外側スタンプの円筒状の凹部に同心状に収容されることが提案される。これらスタンプは、互いに対して軸方向に移動可能である。適した調整装置がこのことに役立つ。環状ギャップが、スタンプ間に形成される。環状ギャップは外側または内側に向かって開口しており、そのギャップ幅は、初期のギャップ幅とギャップ幅ゼロとの間で変更可能である。ギャップ幅は、少なくとも1つのスタンプの移動方向に変化する。環状ギャップの壁は、互いに対して平行に伸びているのが好ましい。
【0020】
計量装置からスタンプのうちの1つへの可塑化されたシール材の供給システムは、環状ギャップがその初期位置にある場合には環状ギャップに連結されている。環状ギャップへの供給システムは、たとえば環状ギャップへの小さく一様に分布する開口部を介して、環状ギャップに一様に分布されている。開口部への溝および開口部は、それ自体、対称的な油圧条件をもたらし、こうして環状ギャップ内に溶融物を均一に分布させる。環状ギャップまでの溝の流れ断面は、その全体において、溝または開口部それぞれへの供給溝よりも小さい。ギャップ幅が減少すると、上流側の適した手段、たとえば逆止め弁などによって、溶融物が供給溝に逆流するのが防止される。
【0021】
本発明の一実施形態では、内側スタンプがその下端部に半径方向の円すい形フランジを備え、このフランジは外側スタンプとともに環状ギャップを形成する。可塑化材料の供給システムは、内側スタンプ内に軸方向の溝を有することができ、軸方向の溝は一連の半径方向の溝に連結され、半径方向の溝は、環状ギャップがその初期のギャップ幅を有するときに、環状ギャップに部分的に伸びている。
【0022】
シール材料の性質および粘性によって、リング状構造物を製造するための絞り出し処理を行う前に、シール材料が開口している環状ギャップから流出する可能性がある。それゆえに、本発明の一実施形態が提供するのは、リング溝またはリング状の延在部が環状ギャップと供給システムとの間に形成され、ここに可塑化されたシール材が蓄積することである。リング溝は、外側スタンプに外側で形成されるのが好ましい。このリング溝は、低粘性を有する溶融物でも、その溶融物が環状ギャップから排出される前に保持するのに役立つ。閉止する環状ギャップを介して溶融物を排出した後、残りの溶融物がリング溝に残留する。この手段によって、環状ギャップが閉止される前に、低粘性を有する溶融物でさえも環状ギャップから流出するのを防止することができることが証明されている。
【図面の簡単な説明】
【0023】
本発明の実施例を、図面により以下により詳細に説明する。
【0024】
【図1】容器用の封止キャップにシール材を塗布するアプリケータを極めて概略的に示す断面図である。
【図2】シール材の組込みが完了した後の図1のアプリケータを示す。
【図3】封止キャップにおけるシール材の最終的な変形を示す。
【図4】さらなるリング溝を備えた、図1または図2に類似した図を示す。
【図5】環状ギャップを閉止した後の図4を示す図である。
【図6】リング状構造物を作成するために、環状ギャップが閉止される前に溶融物を環状ギャップに組込む図を示す。
【図7】本発明によるリング状構造物をツイストオフ・キャップに形成する器具の概略断面図である。
【図8】押圧処理中の図7を示す図である。
【発明を実施するための最良の形態】
【0025】
図1および図2では、シール材を封止キャップ12(図2)に塗布するアプリケータ10が、極めて模式的に示されている。アプリケータ10は内側スタンプ14を有し、内側スタンプ14は、その下部自由端に円錐形フランジ16を有する。内側スタンプ14は、外側スタンプ18によって環状に囲まれている。円筒状のスタンプ14、18は、同軸であり、図示しない移動装置を用いて互いに対して軸方向に可動である。図示された実施例では、外側スタンプ18は内側スタンプ14に対して可動である。
【0026】
内側スタンプ14には軸方向の溝20があり、この溝は、図示しない押出機、またはシール材料の溶融物を作成する別の装置に接続されている。溝20は、その下端部で、一様に分布するいくつかの半径方向の溝22に接続されている。溝または孔22の総断面は小さく、軸方向の溝20の断面よりも小さい。これによって、溶融物が環状ギャップに確実に均一に分布される。溝20、22に溶融物24がある。
【0027】
図1から認識できるように、円錐形の環状ギャップ26が、内側および外側のスタンプ14、18間に形成されることができ、内側および上側に向かってさらに円筒状になっている。その壁は平行であり、その底部は内側スタンプ14の外面によって形成される。図1は、半径方向の溝22が環状ギャップ26に接続されている初期のギャップ幅を示す。図1において、さらに認識できるように、例えばTPEの溶融物が、前もって28で示されているように、対応する押出し加工または溶解処理によってギャップ26に環状に導かれる。
【0028】
図2に示すように、溶融物28を封止キャップ12に排出するために、環状ギャップ26は、図2に前もって示されているように、外側スタンプ18の垂直移動によって速度V1でギャップ幅がゼロにまで減少する。ギャップ幅がゼロでは、環状ギャップの壁は互い近接に位置している。溶融物28は、速度V2で環状ギャップ26から流出するので、可塑化されたシール材のリング状構造物30が形成される。この構造物30を封止キャップ12に組込むために、内側と外側のスタンプ14、18からなる装置が封止キャップ12に接近する。これは図2において示されている。したがって、環状ギャップ26から発生するリング状構造物30を封止キャップ12に組込むためのさらなる器具は不要である。リング状構造物が形成されたあと、リング状構造物はキャップ(図2)の底部に載置される。キャップの代わりに、別の面でもリング状シールを備えることができる。
【0029】
しかし、記載した処理では、環状ギャップ26の外端縁に溶融物が付着しないように、初速度V1および初期流出速度V2はそれぞれ最小値を有し維持することが重要である。このことは、選択された最小流出速度V2で確実に達成される。
【0030】
リング状構造物30を絞り出すときに、リング状構造物30が薄膜を介してアプリケータになお接合している可能性がある。リング状構造物が十分に接着せずに内側キャップの底部に残っていると、リング状構造物が環状ギャップから除去されるときに変形するかもしれない。したがって、リング状構造物30が絞り出されて形成されるとき、リング状構造物30が進入してキャップとすぐに接触する場合が有利である。当然に知られているように、キャップは適した接着剤を備えている。さらに、キャップは適した方法で必要な温度になる。リング状構造物が形成された直後、キャップにリング状構造物30が均一に留まることによって、リング状構造物30と関連するキャップの表面とが十分に接着することとなるので、リング状構造物30が不要に変形することなく、おそらくまだ残っている薄膜は、キャップ12がアプリケータ10に対して続けて下降するときに破れる。
【0031】
図示された場合において、アプリケータ10または円錐形の環状ギャップの選択された幾何的形状は、それぞれ図示されたいわゆるツイストオフ・キャップ12から生じる。環状ギャップ26の他の向きは、他の封止キャップおよびシール材の他の分布にとって有利となり得る。
【0032】
図3では、冷却されたリング状スタンプ32を用いて、リング状構造物30がどのように平坦な平面シールリング34に形成されるかが示されている。記載されている塗布処理中、図1および図2のスタンプ14、18は、十分に温度制御されているので、溶融物は流出可能な状態を維持する。
【0033】
図4から図6に示されているアプリケータは、図1から図3のアプリケータとほぼ同じである。このため、同じ部分は、同じ参照番号を付している。図4から図6の特徴的な構成は、断面が矩形のリング溝40である。リング溝40は、外面がスタンプ14内に形成され、孔22と接続されている。リング溝40は、スタンプ14、18間で円筒状のギャップ42に向かって開口しており、円筒状のギャップ42は、円錐形の環状ギャップ26まで下方に案内される。図5から明らかなように、円錐形の環状ギャップが閉止されている場合、リング溝40および円筒状のギャップ42が可塑材によって充填されていることである。図6では、環状ギャップ26が開口しており、溶融物30aが計量方法で流出しているのがわかるが、これはリング溝40の作用による「漏出」ではなく、環状ギャップ26に残留している。図1および図2によってすでに説明されたように、シール材が続いて絞り出される。絞り出された後、図5において認識可能な状態となる。新しく供給された溶融物が、まず残りの溶融物をリング溝40から押し出さなければならない場合、環状ギャップ26内に好ましく分布され、このことによって、溶融物が比較的低粘性を有する場合でさえ、環状ギャップが閉止される前に、溶融物が予想外に環状ギャップ26から流出しなくなる。
【0034】
図3の器具32の変形例で、器具50が図7および図8に示されている。この器具50は、リング状の第3の外側スタンプ52を有し、図示しない駆動装置によって両方向矢印54の方向に垂直に移動可能である。第4の内側スタンプ56が、ばね58を介して外側スタンプ54に支持されている。図7および図8では、カム58およびリング状深部60を備えたツイストオフ・キャップ12aがさらに視認され、その中に図2のリング状構造物30が被着することになる。キャップ12aは、支持部63上に載置される。器具50は、深部60にあるリング状構造物30をキャップ12aに押圧する役割をする。スタンプ52の押圧面は、リング状深部60に向けられており、ここでは、押圧面の外径は、深部60の最大外径よりもやや小さい。押圧処理において、スタンプ52は、リング状構造物30を深部60に押圧する。ここでは、内側に向かい深部縁部を越える半径方向の変形は、内側スタンプ56によってそれぞれ制限されるか、あるいは防止される。62で示されるような半径方向のビードは、押圧処理において外側に生成される。深部60の体積に対するリング状構造物30の体積は、材料が外側に向かい深部縁部を越えてビード状に変形するように選択される。シール材は非常に粘性であるので、記載されている処理のために消費されるべき変形エネルギによって、結果として十分な押圧力が生じ、この押圧力によって、形成されているシールリング64は、深部62の壁全体と十分に接着して接合するようになる。
【0035】
記載されているアプリケータ10の操作では、アプリケータ10は、その器具とともに全体的に十分に高い温度を有することができる。この器具50は、別の位置に配置されることができるが、室温を有していてもよく、あるいは冷却されてもよい。
【0036】
28で表されているようなリング状構造物を内側に向かって形成すること、すなわち、たとえばシールを軸(図示せず)に塗布する場合、図1および図2のように外側に向かっているのではなく、内側に向かっている環状ギャップ26の開口部を設けることもまた考えられる。この場合、内側スタンプ14は少なくとも部分的に中空となり、供給システム20、22は外側スタンプ18に設置されることになる。
【特許請求の範囲】
【請求項1】
リング状構造物が、可塑化されたシール材から形成され、続いて表面に被着させるシール材を表面に塗布する方法であって、
前記可塑化されたシール材が、変更可能なギャップ幅を有する温度制御された環状ギャップに環状に導かれ、
前記シール材は、前記ギャップ幅を急速にゼロまで減少させることによって前記環状ギャップから完全に絞り出され、前記リング状構造物に形成され、その後、前記表面に置かれる、シール材を表面に塗布する方法。
【請求項2】
前記リング状構造物が前記環状ギャップから生じると、前記リング状構造物が直ちに前記表面に被着する、請求項1に記載の方法。
【請求項3】
ギャップ縁部ならびに前記環状ギャップに隣接した表面に溶融物が付着しないように、前記ギャップ幅が高速に減少し、前記シール材が高速に絞り出される、請求項1または2に記載の方法。
【請求項4】
前記リング状構造物は、低温のリング状の押圧器具によって、前記表面に続いて押圧され、良好なシール面を有する平坦なシールリングに形成される、請求項1から3のいずれか一項に記載の方法。
【請求項5】
前記可塑化されたシール材が、外側または内側に向かって前記環状ギャップから半径方向に絞り出される、請求項1から3のいずれか一項に記載の方法。
【請求項6】
前記可塑化されたシール材が、前記環状ギャップから下方に斜めに絞り出される、請求項5に記載の方法。
【請求項7】
前記リング状構造物が、容器用封止キャップに組込まれる、請求項1から6のいずれか一項に記載の方法。
【請求項8】
前記環状ギャップから絞り出されるとすぐに、前記リング状構造物が前記表面と接触するように、前記環状ギャップの発生端部が前記表面に対して配置され、温度制御された前記表面を続いて下降させることによって、閉止した前記環状ギャップと前記リング状構造物との間に存在が可能性のある薄膜が破れる、請求項1から7のいずれか一項に記載の方法。
【請求項9】
前記リング状構造物が、ツイストオフ・キャップの底部の内側に被着し、押圧器具によって深部に続いて押圧され、
1つの単一のリング状の押圧スタンプが使用され、前記深部の体積に対する前記リング状構造物の体積が、押圧処理において前記シール材が前記深部の縁部を越えて少なくとも前記深部の外側に向かってビード状に変形するように決められる、請求項1から7のいずれか一項に記載の方法。
【請求項10】
シール材を表面に、特に容器用封止キャップに塗布する装置であって、前記装置は以下を含む、
外側スタンプ(18)、および前記外側スタンプ(18)の円筒状の凹部に収容されている同軸の内側スタンプ(14)であって、前記スタンプは互いに相対的に移動可能であり、
前記スタンプ(14、18)間に環状ギャップ(26)を有し、当該環状ギャップ(26)は、外側または内側に向かって開口しており、そのうち外側または内側に向かって伸びている少なくとも1つの区画が、初期のギャップ幅とギャップ幅ゼロとの間で、前記スタンプ(14、18)が軸方向に相対的に移動する前記スタンプの移動方向に変更可能であり、
スタンプ内への可塑化されたシール材の供給システムであって、少なくとも前記初期のギャップ幅で前記環状ギャップ(26)に接続されており、
溶融物が前記環状ギャップから逆流するのを防ぐ手段、
前記環状ギャップの前記ギャップ幅を変化させるための前記スタンプのうちの少なくとも1つの調節手段。
【請求項11】
前記供給システムが、前記環状ギャップ(26)の外周にわたり一様に分布する孔を介して前記環状ギャップに接続されている、請求項10に記載の装置。
【請求項12】
前記外側および内側のスタンプ(18、14)が、さらなる調節装置を用いて全体として共通して調節されることができる、請求項10に記載の装置。
【請求項13】
前記内側スタンプ(14)は、その下部自由端に、前記外側スタンプ(18)とともに前記環状ギャップ(26)を形成する半径方向の円水形フランジ(16)を有する、請求項10または11に記載の装置。
【請求項14】
前記供給システムが、前記内側スタンプ(14)にある軸方向の溝(20)と、それに接続されており、前記環状ギャップ(26)がその初期のギャップ幅を有する場合に前記環状ギャップ(26)まで伸びている少なくとも1つの半径方向の溝(22)とを有する、請求項13に記載の装置。
【請求項15】
前記環状ギャップ(26)は、半径方向内側または外側の領域で円錐形であり、外側に向かう斜面を有する、請求項10または13に記載の装置。
【請求項16】
前記環状ギャップ(26)の壁が平行である、請求項10に記載の装置。
【請求項17】
前記供給システムは、前記環状ギャップの底部まで伸びている、請求項10から16のいずれか一項に記載の装置。
【請求項18】
リング溝(40)またはリング状の延在部は、前記環状ギャップ(26、42)と前記供給システム(22、20)との間に形成されており、可塑化されたシール材は、当該リング溝(40)またはリング状の延在部に蓄積する、請求項10から17のいずれか一項に記載の装置。
【請求項19】
前記リング溝(40)は、前記外側スタンプ(14)の外側に形成されている、請求項14および18に記載の装置。
【請求項20】
第3のリング状スタンプ(52)および前記第3のリング状スタンプ(52)に囲まれる第4のスタンプ(56)を有する分離器具(50)が設けられ、
前記第3スタンプ(52)のリング状の押圧面が、ツイストオフ・キャップ(12a)の底部の内側にあるリング状の深部(60)に対して、押圧処理においてシール材が前記深部の外側に向かって前記深部(60)の縁部を越えてビード状に変形するように向けられており、
前記第4の前記内側スタンプ(56)は、この変形を制限している、請求項10から19のいずれか一項に記載の装置。
【請求項1】
リング状構造物が、可塑化されたシール材から形成され、続いて表面に被着させるシール材を表面に塗布する方法であって、
前記可塑化されたシール材が、変更可能なギャップ幅を有する温度制御された環状ギャップに環状に導かれ、
前記シール材は、前記ギャップ幅を急速にゼロまで減少させることによって前記環状ギャップから完全に絞り出され、前記リング状構造物に形成され、その後、前記表面に置かれる、シール材を表面に塗布する方法。
【請求項2】
前記リング状構造物が前記環状ギャップから生じると、前記リング状構造物が直ちに前記表面に被着する、請求項1に記載の方法。
【請求項3】
ギャップ縁部ならびに前記環状ギャップに隣接した表面に溶融物が付着しないように、前記ギャップ幅が高速に減少し、前記シール材が高速に絞り出される、請求項1または2に記載の方法。
【請求項4】
前記リング状構造物は、低温のリング状の押圧器具によって、前記表面に続いて押圧され、良好なシール面を有する平坦なシールリングに形成される、請求項1から3のいずれか一項に記載の方法。
【請求項5】
前記可塑化されたシール材が、外側または内側に向かって前記環状ギャップから半径方向に絞り出される、請求項1から3のいずれか一項に記載の方法。
【請求項6】
前記可塑化されたシール材が、前記環状ギャップから下方に斜めに絞り出される、請求項5に記載の方法。
【請求項7】
前記リング状構造物が、容器用封止キャップに組込まれる、請求項1から6のいずれか一項に記載の方法。
【請求項8】
前記環状ギャップから絞り出されるとすぐに、前記リング状構造物が前記表面と接触するように、前記環状ギャップの発生端部が前記表面に対して配置され、温度制御された前記表面を続いて下降させることによって、閉止した前記環状ギャップと前記リング状構造物との間に存在が可能性のある薄膜が破れる、請求項1から7のいずれか一項に記載の方法。
【請求項9】
前記リング状構造物が、ツイストオフ・キャップの底部の内側に被着し、押圧器具によって深部に続いて押圧され、
1つの単一のリング状の押圧スタンプが使用され、前記深部の体積に対する前記リング状構造物の体積が、押圧処理において前記シール材が前記深部の縁部を越えて少なくとも前記深部の外側に向かってビード状に変形するように決められる、請求項1から7のいずれか一項に記載の方法。
【請求項10】
シール材を表面に、特に容器用封止キャップに塗布する装置であって、前記装置は以下を含む、
外側スタンプ(18)、および前記外側スタンプ(18)の円筒状の凹部に収容されている同軸の内側スタンプ(14)であって、前記スタンプは互いに相対的に移動可能であり、
前記スタンプ(14、18)間に環状ギャップ(26)を有し、当該環状ギャップ(26)は、外側または内側に向かって開口しており、そのうち外側または内側に向かって伸びている少なくとも1つの区画が、初期のギャップ幅とギャップ幅ゼロとの間で、前記スタンプ(14、18)が軸方向に相対的に移動する前記スタンプの移動方向に変更可能であり、
スタンプ内への可塑化されたシール材の供給システムであって、少なくとも前記初期のギャップ幅で前記環状ギャップ(26)に接続されており、
溶融物が前記環状ギャップから逆流するのを防ぐ手段、
前記環状ギャップの前記ギャップ幅を変化させるための前記スタンプのうちの少なくとも1つの調節手段。
【請求項11】
前記供給システムが、前記環状ギャップ(26)の外周にわたり一様に分布する孔を介して前記環状ギャップに接続されている、請求項10に記載の装置。
【請求項12】
前記外側および内側のスタンプ(18、14)が、さらなる調節装置を用いて全体として共通して調節されることができる、請求項10に記載の装置。
【請求項13】
前記内側スタンプ(14)は、その下部自由端に、前記外側スタンプ(18)とともに前記環状ギャップ(26)を形成する半径方向の円水形フランジ(16)を有する、請求項10または11に記載の装置。
【請求項14】
前記供給システムが、前記内側スタンプ(14)にある軸方向の溝(20)と、それに接続されており、前記環状ギャップ(26)がその初期のギャップ幅を有する場合に前記環状ギャップ(26)まで伸びている少なくとも1つの半径方向の溝(22)とを有する、請求項13に記載の装置。
【請求項15】
前記環状ギャップ(26)は、半径方向内側または外側の領域で円錐形であり、外側に向かう斜面を有する、請求項10または13に記載の装置。
【請求項16】
前記環状ギャップ(26)の壁が平行である、請求項10に記載の装置。
【請求項17】
前記供給システムは、前記環状ギャップの底部まで伸びている、請求項10から16のいずれか一項に記載の装置。
【請求項18】
リング溝(40)またはリング状の延在部は、前記環状ギャップ(26、42)と前記供給システム(22、20)との間に形成されており、可塑化されたシール材は、当該リング溝(40)またはリング状の延在部に蓄積する、請求項10から17のいずれか一項に記載の装置。
【請求項19】
前記リング溝(40)は、前記外側スタンプ(14)の外側に形成されている、請求項14および18に記載の装置。
【請求項20】
第3のリング状スタンプ(52)および前記第3のリング状スタンプ(52)に囲まれる第4のスタンプ(56)を有する分離器具(50)が設けられ、
前記第3スタンプ(52)のリング状の押圧面が、ツイストオフ・キャップ(12a)の底部の内側にあるリング状の深部(60)に対して、押圧処理においてシール材が前記深部の外側に向かって前記深部(60)の縁部を越えてビード状に変形するように向けられており、
前記第4の前記内側スタンプ(56)は、この変形を制限している、請求項10から19のいずれか一項に記載の装置。
【図1】


【図2−3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2−3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公表番号】特表2013−503054(P2013−503054A)
【公表日】平成25年1月31日(2013.1.31)
【国際特許分類】
【出願番号】特願2012−525935(P2012−525935)
【出願日】平成22年8月27日(2010.8.27)
【国際出願番号】PCT/EP2010/005276
【国際公開番号】WO2011/023399
【国際公開日】平成23年3月3日(2011.3.3)
【出願人】(512048723)ザエタ・ゲゼルシャフト・ミット・ベシュレンクト・ハフツング・ウント・コンパニー・コマンジット・ゲゼルシャフト (1)
【Fターム(参考)】
【公表日】平成25年1月31日(2013.1.31)
【国際特許分類】
【出願日】平成22年8月27日(2010.8.27)
【国際出願番号】PCT/EP2010/005276
【国際公開番号】WO2011/023399
【国際公開日】平成23年3月3日(2011.3.3)
【出願人】(512048723)ザエタ・ゲゼルシャフト・ミット・ベシュレンクト・ハフツング・ウント・コンパニー・コマンジット・ゲゼルシャフト (1)
【Fターム(参考)】
[ Back to top ]