
シール蓋及びこれを用いたパッケージ
【課題】保管時、輸送時等における破断を防止し、かつ、使用時に容易に破断することが可能となるシール蓋及びこれを用いたパッケージを提供する。
【解決手段】シール蓋1は、一方面が容器本体の開口部3にシールされる第1シート10と、第1シート10の他方面上に剥離可能に貼着された第2シート20とを備える。シール蓋1には、厚み方向において、第1シート10の一方面から、第2シート20の下層21の内部に到達し、前記第1シート10及び前記第2シート20の延伸方向において、放射状に伸びる切断線41が形成される。
【解決手段】シール蓋1は、一方面が容器本体の開口部3にシールされる第1シート10と、第1シート10の他方面上に剥離可能に貼着された第2シート20とを備える。シール蓋1には、厚み方向において、第1シート10の一方面から、第2シート20の下層21の内部に到達し、前記第1シート10及び前記第2シート20の延伸方向において、放射状に伸びる切断線41が形成される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、インスタントコーヒー等の内容物を他の容器に移し替えるために使用される容器の開口部を封止するために用いられるシール蓋に関する。
【背景技術】
【0002】
カップ容器等を封止する蓋(以下「シール蓋」という)には、飲料の包装用途で、例えばストローを突き刺してシール蓋を部分的に開封できるものがある。しかし、このような仕様のシール蓋は、大きな開口をもって開封するものではない。
【0003】
また、容器が紙カップの場合、その開放端面にはシート材の重ねあわせによる段差が存在する。段差部分の気密性を確保するにはシール蓋のシール層を厚くする必要があるが、この場合、シール蓋を破断させることが困難となる。
【0004】
そこで、上記の問題を解決するために、特許文献1では、開封を容易とするためのミシン目を備えたシール蓋及びこれを用いたパッケージが提案されている。
【0005】
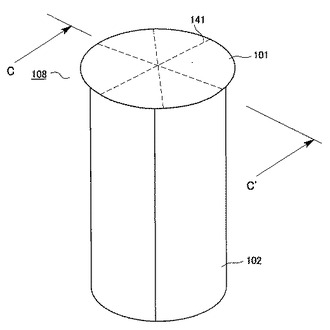
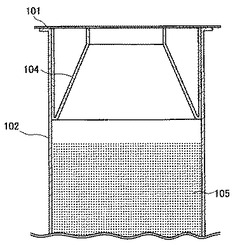
図12は、特許文献1に記載された従来のパッケージの斜視図であり、図13は、図12に示すパッケージのC−C’線に沿った断面図である。
【0006】
パッケージ108は、円筒形状の容器本体102と、漏斗104と、シール蓋101と、オーバーキャップ(図示せず)とから構成されている。漏斗104は、容器本体102の開口部の外側に向けて先細りとなるように容器本体102内部に配置され、容器本体102の内面に接合されている。容器本体102の内部には内容物105が充填され、容器本体102の開口部がシール蓋101で封止される。このシール蓋101には中心から放射状にミシン目141が形成されている。さらに保管や流通時等に、シール蓋101の破断を防止するために、シール蓋101の上を覆うオーバーキャップが取り付けられ、シュリンク(図示せず)によってオーバーキャップと容器本体102とが一体化される。
【0007】
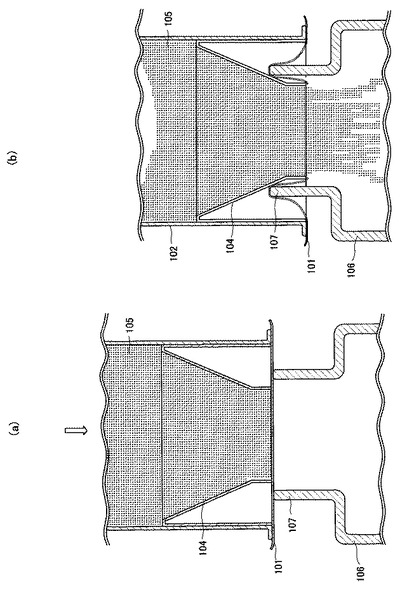
図14は、図12に示すパッケージの使用状態を示す断面図である。
【0008】
まず、図14(a)に示すように、オーバーキャップを取り外した移し替え用パッケージ108を倒立させ、シール蓋101を他の容器106の開口部107に当接させる。この時、移し替え用パッケージ108及び他の容器106の各々の軸中心が略一致した状態とする。
【0009】
次に、パッケージ108の底部を図の矢印の方向に押圧すると、図14(b)に示すように、ミシン目141に沿って、シール蓋101が破断する。そして、漏斗104の内面をつたって内容物105が他の容器106へと流れ出し、内容物105の移し替えが完了する。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開2009−7067号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
以上のように、特許文献1に記載のシール蓋はミシン目を備えるため、移し替え先の容器で押圧することで容易に開封することができる。しかし、保管、流通時等において、パッケージに衝撃等が加わることでシール蓋の破断を引き起こす可能性がある。そのため、オーバーキャップを取り付けることによってシール蓋を保護している。
【0012】
しかし、オーバーキャップを用いると、その分、パッケージ全体の製造コストが高くなる。また、オーバーキャップが樹脂製である場合は、パッケージ全体の樹脂量が多くなる。従って、シール蓋の保護のためにオーバーキャップを採用することは、コスト削減及び省資源化の観点から好ましくない。
【0013】
それ故に、本発明は、使用時に容易に破断でき、かつ、保管や流通時は効果的に破断が防止されるシール蓋及びこれを用いたパッケージを提供することを目的とする。
【課題を解決するための手段】
【0014】
本発明は、容器本体の開口部を封止するために用いられ、外部からの押圧によって破断するシール蓋に関する。シール蓋は、一方面が開口部にシールされる第1シートと、第1シートの他方面上に剥離可能に貼着された第2シートとを備える。このシール蓋には、第1シートの一方面から、第2シートの内部に到達し、第1シート及び第2シートの延伸方向に伸びる切断線が形成される。
【発明の効果】
【0015】
本発明によれば、オーバーキャップ等の別パーツを用いることなく、保管時、輸送時等における破断を防止し、かつ、使用時に容易に破断することが可能となるシール蓋及びこれを用いたパッケージを得ることができる。
【図面の簡単な説明】
【0016】
【図1】本発明の実施形態に係るパッケージの斜視図
【図2】本発明の実施形態に係るシール蓋の平面図
【図3】図2に示すシール蓋のA−A’線に沿った断面図
【図4】図1に示すパッケージにおいて、シール蓋の第2シートを剥離した状態を示す斜視図
【図5】図4に示すパッケージのB−B’線に沿った断面図
【図6】図4に示すパッケージの使用状態を示す断面図
【図7】本発明の実施形態に係るシール蓋の他の例を示す断面図
【図8】実施例1に係るシール蓋の断面図
【図9】実施例2に係るシール蓋の断面図
【図10】実施例3に係るシール蓋の断面図
【図11】実施例4に係るシール蓋の断面図
【図12】従来のパッケージの斜視図
【図13】図12にパッケージのC−C’線に沿った断面図
【図14】図12に示すパッケージの使用状態を示す断面図
【発明を実施するための形態】
【0017】
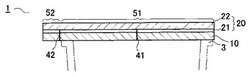
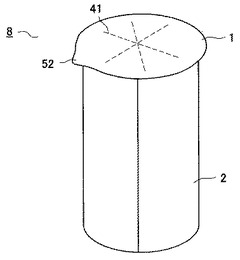
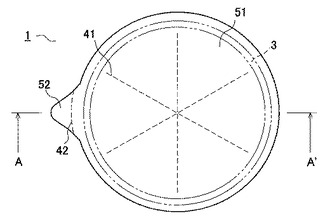
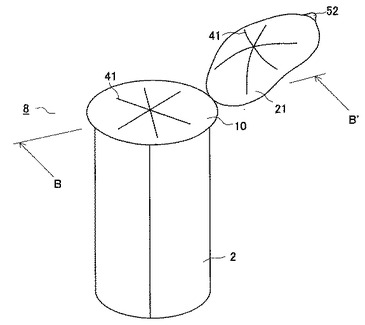
図1は、本発明の実施形態に係るパッケージの斜視図であり、図2は、本発明の実施形態に係るシール蓋の平面図であり、図3は、図2に示すシール蓋のA−A’線に沿った断面図である。
【0018】
パッケージ8は、漏斗パーツ(図示せず)を内部に装着した容器本体2に内容物を充填し、開口部3をシール蓋1で封止したものである。
【0019】
シール蓋1は、開口部3に貼着される第1シート10と、第1シート10の上に更に貼着される第2シート20とを備える。
【0020】
第1シート10は、アルミニウム、樹脂フィルム、紙等の単層または積層体と、開口部3にヒートシールされるポリエチレン(PE)層とを備える。
【0021】
第2シート20は、下層21と、下層21の上に積層される上層22とを有する。下層21は、アルミニウム、樹脂フィルム、紙等の単層または積層体と、第1シート10に貼着される押出PE層とから形成される。上層22は、アルミニウム、樹脂フィルム、紙等の単層または積層体から形成される。また、上層22は、アルミニウムや透明蒸着フィルム等のバリア性を有する層を含むことが好ましい。
【0022】
第1シート10と第2シート20とは、剥離可能に貼着される。本実施形態では、第1シート10の上面(図3の上側)に剥離ニス(図示せず)が塗布され、第2シート20の下層21である押出PE層が貼着される。剥離ニスに貼着される第2シート20の一方面はPE層であるため、剥離ニスとの剥離性に優れる。
【0023】
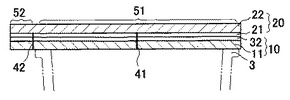
また、シール蓋1には、図2に示すように、中心から放射状に伸びる複数本の切断線41が形成されている。また、切断線41は、図3に示すように、シール蓋1の厚み方向において、第1シート10を貫通し、第2シート20の内部にまで達するように形成される。切断線41はミシン目又はハーフカットで形成することが好ましい。図3の例では、切断線41は、下層21を貫通する位置まで形成されているが、第1シート10を貫通し第2シート20の内部にまで達するように形成されていれば良い。例えば、切断線41を、下層21の内部にまで達するように形成しても良いし、上層22の内部にまで達するように形成しても良い。
【0024】
また、第1シート10及び第2シート20は、開口部3を封止する封止部51と、封止部51の周縁から外方に突出するタブ52とを有する。
【0025】
封止部51は、第1シート10及び第2シート20のうち、容器本体2の開口部3を封止する領域であり、開口部3とほぼ対応する形状を有する。タブ52は、第1シート10及び第2シート20のうち、封止部51の周縁から外方に突出する領域である。タブ52は、開口部3の封止時に、容器本体2の径方向において、開口部3の外側に位置するように形成される。このタブ52は、第2シート20を第1シート10から剥離する際にシール蓋1を摘み易くするためのものである。
【0026】
タブ52には、図2に示すように、容器本体2の径方向において、開口部3の外側に位置し、かつ、図2の上下方向にシール蓋1を横断する切断線42が形成される。図3に示すように、切断線42は、第1シート10を貫通し、第2シート20の下層21に到達する深さで形成されている。この切断線42によって、タブ52の少なくとも一部が封止部51から区切られる。切断線42は、例えば、その一端から他端まで連続して一定の切断深さとなる切り込み(ハーフカット)として形成される。切断線42の形成位置は、封止部51とタブ52との境界上である必要はなく、シール蓋1のシール時に開口部3の周縁と重なる位置もしくはその外方であれば良い。開封の容易さを考慮すると、切断線の位置は、開口部3の周縁と重なる位置から外方に10mm以内であることが好ましい。尚、本実施形態においては、切断線42の加工深さは切断線41と同じであるため、両方の切断線を同一工程にて形成できる利点がある。
【0027】
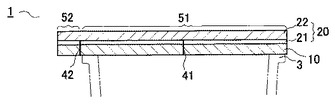
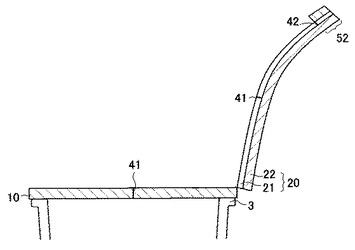
図4は、図1に示すパッケージにおけるシール蓋の第2シートを剥離した状態を示す斜視図であり、図5は、図4に示すパッケージのB−B’線に沿った断面図である。
【0028】
第2シート20を第1シート10から剥離するには、タブ52を摘んで第2シート20を捲り取る。このとき、切断線42部分から剥離が開始され、第1シート10のタブ52を構成する一部と、第2シート20とが一体となって第1シート10から剥離される。
【0029】
ここで、切断線42を第2シート20の内部にまで達するように形成する利点を説明する。ミシン目(切断線42)の終端が第1シート10と第2シート20との剥離界面(第1シート10に塗布された剥離ニスの表面)に存在する場合、剥離ニスの表面の状態が不均一となる。これは、ミシン刃の切れ具合等が変化することで、ミシン目加工にバラツキが発生する為である。しかし、本実施形態に係るシール蓋1では、切断線41が、第1シート10を貫通し、第2シート20の内部にまで到達するように形成されるため、剥離ニスの表面の状態が均一となる。従って、第1シート10と第2シート20との剥離が安定する利点を有する。
【0030】
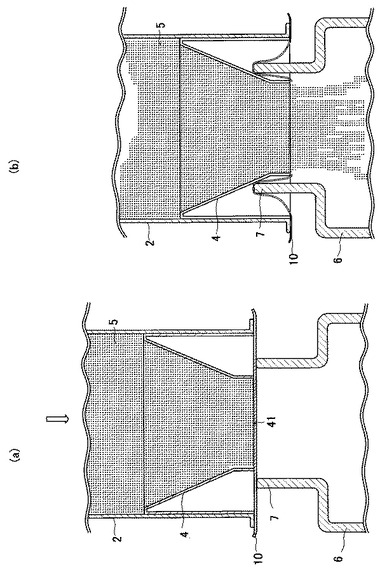
図6は、図4に示すパッケージの使用状態を示す断面図であり、より特定的には、(a)は、シール蓋開封前の状態を示し、(b)は、シール蓋開封後の状態を示す図である。
【0031】
まず、(a)に示すように、パッケージ8を倒立させて、内容物5の移し替え先である他の容器6の開口部7に、第2シート20を剥離したシール蓋を宛がう。そして、(b)に示すように、図の矢印方向にパッケージ8を押し込む。このとき、開口部7によってシール蓋に押圧が加えられるため、切断線41に沿ってシール蓋が破断する。そして内容物5が、漏斗パーツ4の内部を伝って他の容器6に流れ込む。このように、パッケージ8を押し込むことで容易にシール蓋を破断することが可能である。
【0032】
以上から、本実施形態のシール蓋1は、保護のための第2シート20を設けることで、保管や輸送時に破断が防止され、開封時までパッケージの気密性が維持される。特に、第2シート20の一部に、透明蒸着フィルムやアルミニウム等のガスバリア性を有するフィルムを用いれば、パッケージのガスバリア性を一層向上することができる。また、シール蓋1は、使用時に第2シート20を剥離することで、容易に破断可能となる。したがって、第2シート20に用いる材料の制約がなく、様々な材料を使用することができるという利点もある。
【0033】
また、第2シート20を丈夫な材質で形成して第2シート20にシール蓋1を保護する機能を付与することにより、必ずしも別途にオーバーキャップ等を設ける必要が無くなる。これにより、コスト削減及び樹脂量低減を実現できる。
【0034】
更に、切断線41を、シール蓋1の厚み方向において、第1シート10から第2シート20の内部に到達するように深さを調整することで、第1シート10と第2シート20との安定した剥離が可能となる。
【0035】
尚、上記の実施形態では、第1シートと第2シートとが剥離可能な構成であれば、必ずしも剥離ニスを用いなくても良い。例えば、図7に示す構成からなるシール蓋を用いても良い。
【0036】
図7に示すシール蓋は、実施形態に係るシール蓋1と比べて、第1シート10の構成が異なる。具体的には、第1シート10にイージーピールフィルム32を有する。このイージーピールフィルム32と第2シート20の下層21との接合強度が、0.1〜8N程度であれば、第1シート10と第2シート20とを剥離可能に接着できる。これにより、使用時には第2シート20を第1シート10から剥離することが可能となり、上記の図3のシール蓋1と同様の作用効果を奏する。
【0037】
また、上記の実施形態では、第2シートの剥離時に把持するためのタブが設けられているが、このタブは必ずしも設ける必要はない。例えば、タブを設ける代わりに、第2シートの上に封止部と対応した形状の厚紙やプレートを貼り付け、この厚紙を把持して第2シートを剥離する仕様としても良い。また、第2シート上にオーバーキャップを貼り付け、使用時にはオーバーキャップと共に第2シートが剥離する仕様としても良い。第2シート上に厚紙やプレート、オーバーキャップ等を貼り付けた場合、その上から更にシュリンクを設けて、予期せずに第2シートが剥離されることを防止することが好ましい。
【0038】
更に、上記の実施形態において、第1シートの最下層(容器本体にシールされる層)を、PE層(LLDPE)ではなく、イージーピールシーラントまたはイージーピールフィルムで形成しても良い。このような構成によれば、使用後にシール蓋を容易に容器本体から剥離することができ、また、容器本体から漏斗を容易に取り外して分別廃棄することが可能となる。
【実施例】
【0039】
以下に、本発明を具体的に実施した実施例について説明する。
【0040】
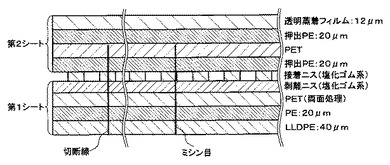
(実施例1)
図8は、実施例1に係るシール蓋の断面図である。
【0041】
第1シートとして、容器本体の開口部にシールされる側から順に、厚み40μmの直鎖状低密度ポリエチレン(LLDPE)、厚み20μmのポリエチレン(PE)、ポリエチレンテレフタレート(PET)を積層したシートを用いた。
【0042】
第2シートとして、第1シートに貼着される側から順に、厚み20μmの押出PE、PET、厚み20μmの押出PE、厚み12μmの透明蒸着フィルムを積層したシートを用いた。
【0043】
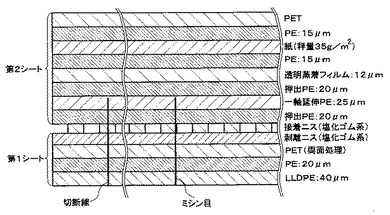
図9は、実施例2に係るシール蓋の断面図である。
【0044】
第1シートとして、容器本体の開口部にシールされる側から順に、厚み40μmLLDPE、厚み20μmのPE、PETを積層したシートを用いた。
【0045】
第2シートとして、第1シートに貼着される側から順に、厚み20μmの押出PE、厚み25μmの一軸延伸ポエリエチレン(PE)、厚み20μmの押出PE、厚み12μmの透明蒸着フィルム、厚み15μmのPE、秤量35g/m2の紙、厚み15μmのPE及びPETを積層したシートを用いた。
【0046】
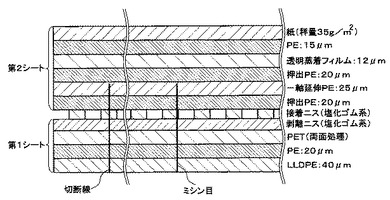
図10は、実施例3に係るシール蓋の断面図である。
【0047】
第1シートとして、容器本体の開口部にシールされる側から順に、厚み40μmLLDPE、厚み20μmのPE、PETを積層したシートを用いた。
【0048】
第2シートとして、第1シートに貼着される側から順に、厚み20μmの押出PE、厚み25μmの一軸延伸PE、厚み20μmの押出PE、厚み12μmの透明蒸着フィルム、厚み15μmのPE及び秤量35g/m2の紙を積層したシートを用いた。
【0049】
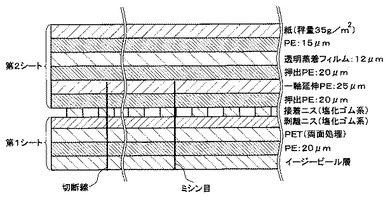
図11は、実施例4に係るシール蓋の断面図である。
【0050】
第1シートとして、容器本体の開口部にシールされる側から順に、イージーピール層、厚み20μmのPE、PETを積層したシートを用いた。イージーピール層には、イージーピールシーラントまたはイージーピールフィルムを用いた。
【0051】
第2シートとして、第1シートに貼着される側から順に、厚み20μmの押出PE、厚み25μmの一軸延伸PE、厚み20μmの押出PE、厚み12μmの透明蒸着フィルム、厚み15μmのPE及び秤量35g/m2の紙を積層したシートを用いた。尚、第1〜4の実施例における、第1シート及び第2シートにおけるPEには、押出PE、押出低密度ポリエチレン(LDPE)またはPE系接着剤を用いた。
【0052】
第1〜4の実施例において各々作製した第1シートと第2シートとを剥離可能に貼着し、シール蓋を作製した。具体的には、第1シート上に剥離ニス(全面)及び接着ニス(ドット状)を介在させて、第1シートのPET面及び第2シートの押出PE面とを貼り合わせ積層シートを形成した。そして、この積層シートを金型により打ち抜き加工して、直径90mmのシール蓋を形成した。また、シール蓋には、中心から放射状に伸びる直線状(直径方向の長さ:55mm)に、かつ、第1シート及び第2シートの厚み20μmの押出PE層を貫通し、厚み25μmの一軸延伸PE層の内部に到達する深さで6本のミシン目(ミシン目長:9mm、ミシン目繋ぎ:1mm)を形成した。また、シール蓋の端近辺には、シール蓋を横断し、かつ、第1シートを貫通し第2シートの内部に到達する深さで切断線を形成した。
【0053】
容器本体の材質には、アルミニウム層に含み、片面がポリエチレンでコーティングされた紙シートを用いた。この紙シートを内面がポリエチレン層となるようにカップ状に成形し、開口部には、折り曲げ、カーリング等によってフランジ(外径:84.5mm)を形成し、容器本体を作製した。尚、開口部にシール蓋を貼り付けた状態において、シール蓋に形成されたミシン目の外方端部は、容器本体の径方向において、フランジの内側に位置する(図2)。
【0054】
そして、容器本体の開口部に第1〜4の実施例で作製したシール蓋をヒートシールし、それぞれのパッケージを作製した。以上のように製作したパッケージを用いて、下記項目について評価した。
【0055】
[剥離性]
第2シートを第1シートから滑らかに剥離することができ、良好な剥離感を得ることができた。
【0056】
[開封性]
第2シートの剥離後、シール蓋に押圧を加えたところ、100N以下の押圧力で、シール蓋がミシン目に沿って開封された。また、この時、シール蓋の破片は発生しなかった。
【0057】
[密封性]
容器本体の開放端の段差部とシール蓋との間において浸透液による漏れがないか評価したところ、シール蓋における第1シートのLLDPE層またはイージーピール層によって段差が埋められており、良好な気密性を保っていることが判った。
【0058】
[バリア性]
第2シートに、透明蒸着フィルムを用いることで、アルミニウム箔を用いた場合と同等のバリア性を持たせることができた。
【0059】
[臭気]
パッケージには、構成に含まれる材質による臭気はほとんど無かった。
【0060】
[保護性]
パッケージに対して約2000kmの輸送試験を実施したところ、シール蓋が破断することがなかった。
【0061】
[バージン性]
第2シートを第1シートから剥離した際には、剥離音が発生した。これにより、パッケージのバージン性が印象付けられた。
【0062】
以上のように、実施例1〜4に係るシール蓋を用いたところ、第2シートを備えることにより、輸送時等においてシール蓋の破断が効果的に防止された。加えて、使用時には第2シートを第1シートから取り除くことで、押圧により容易にシール蓋を破断することできた。
【0063】
また、上記の効果に加えて、実施例1に係るシール蓋では、シート構成に紙層を設けていないため、容器本体との接着が容易であり、生産性に優れることが確認された。また、実施例1に係るシール蓋では、PETを設けているため、ガスバリア性に優れていることも確認された。更に、実施例2に係るシール蓋では、第2シートの最上層にPETを設けているため、シール蓋端面の浮き上がりによるカーリングや紙粉の飛散を効果的に防止できることが確認された。更に、実施例4に係るシール蓋では、使用後に容易にシール蓋を容器本体から剥離することができるため、分別廃棄のために容器本体から漏斗の取り外しをより簡便に行うことができた。
【産業上の利用可能性】
【0064】
本発明は、インスタントコーヒーや粉ミルク等の食品や、複写機やレーザープリンター用のトナーなど、粉状・顆粒状・液状の流動性を有する材料を保存容器に移し替えるための包装容器を封止するシール蓋及びこれを用いたパッケージに利用できる。
【符号の説明】
【0065】
1 シール蓋
2 容器本体
3 開口部
4 漏斗パーツ
5 内容物
6 他の容器
7 開口部
8 パッケージ
10 第1シート
20 第2シート
21 下層
22 上層
32 イージーピールフィルム
41、42 切断線
51 封止部
52 タブ
【技術分野】
【0001】
本発明は、インスタントコーヒー等の内容物を他の容器に移し替えるために使用される容器の開口部を封止するために用いられるシール蓋に関する。
【背景技術】
【0002】
カップ容器等を封止する蓋(以下「シール蓋」という)には、飲料の包装用途で、例えばストローを突き刺してシール蓋を部分的に開封できるものがある。しかし、このような仕様のシール蓋は、大きな開口をもって開封するものではない。
【0003】
また、容器が紙カップの場合、その開放端面にはシート材の重ねあわせによる段差が存在する。段差部分の気密性を確保するにはシール蓋のシール層を厚くする必要があるが、この場合、シール蓋を破断させることが困難となる。
【0004】
そこで、上記の問題を解決するために、特許文献1では、開封を容易とするためのミシン目を備えたシール蓋及びこれを用いたパッケージが提案されている。
【0005】
図12は、特許文献1に記載された従来のパッケージの斜視図であり、図13は、図12に示すパッケージのC−C’線に沿った断面図である。
【0006】
パッケージ108は、円筒形状の容器本体102と、漏斗104と、シール蓋101と、オーバーキャップ(図示せず)とから構成されている。漏斗104は、容器本体102の開口部の外側に向けて先細りとなるように容器本体102内部に配置され、容器本体102の内面に接合されている。容器本体102の内部には内容物105が充填され、容器本体102の開口部がシール蓋101で封止される。このシール蓋101には中心から放射状にミシン目141が形成されている。さらに保管や流通時等に、シール蓋101の破断を防止するために、シール蓋101の上を覆うオーバーキャップが取り付けられ、シュリンク(図示せず)によってオーバーキャップと容器本体102とが一体化される。
【0007】
図14は、図12に示すパッケージの使用状態を示す断面図である。
【0008】
まず、図14(a)に示すように、オーバーキャップを取り外した移し替え用パッケージ108を倒立させ、シール蓋101を他の容器106の開口部107に当接させる。この時、移し替え用パッケージ108及び他の容器106の各々の軸中心が略一致した状態とする。
【0009】
次に、パッケージ108の底部を図の矢印の方向に押圧すると、図14(b)に示すように、ミシン目141に沿って、シール蓋101が破断する。そして、漏斗104の内面をつたって内容物105が他の容器106へと流れ出し、内容物105の移し替えが完了する。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開2009−7067号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
以上のように、特許文献1に記載のシール蓋はミシン目を備えるため、移し替え先の容器で押圧することで容易に開封することができる。しかし、保管、流通時等において、パッケージに衝撃等が加わることでシール蓋の破断を引き起こす可能性がある。そのため、オーバーキャップを取り付けることによってシール蓋を保護している。
【0012】
しかし、オーバーキャップを用いると、その分、パッケージ全体の製造コストが高くなる。また、オーバーキャップが樹脂製である場合は、パッケージ全体の樹脂量が多くなる。従って、シール蓋の保護のためにオーバーキャップを採用することは、コスト削減及び省資源化の観点から好ましくない。
【0013】
それ故に、本発明は、使用時に容易に破断でき、かつ、保管や流通時は効果的に破断が防止されるシール蓋及びこれを用いたパッケージを提供することを目的とする。
【課題を解決するための手段】
【0014】
本発明は、容器本体の開口部を封止するために用いられ、外部からの押圧によって破断するシール蓋に関する。シール蓋は、一方面が開口部にシールされる第1シートと、第1シートの他方面上に剥離可能に貼着された第2シートとを備える。このシール蓋には、第1シートの一方面から、第2シートの内部に到達し、第1シート及び第2シートの延伸方向に伸びる切断線が形成される。
【発明の効果】
【0015】
本発明によれば、オーバーキャップ等の別パーツを用いることなく、保管時、輸送時等における破断を防止し、かつ、使用時に容易に破断することが可能となるシール蓋及びこれを用いたパッケージを得ることができる。
【図面の簡単な説明】
【0016】
【図1】本発明の実施形態に係るパッケージの斜視図
【図2】本発明の実施形態に係るシール蓋の平面図
【図3】図2に示すシール蓋のA−A’線に沿った断面図
【図4】図1に示すパッケージにおいて、シール蓋の第2シートを剥離した状態を示す斜視図
【図5】図4に示すパッケージのB−B’線に沿った断面図
【図6】図4に示すパッケージの使用状態を示す断面図
【図7】本発明の実施形態に係るシール蓋の他の例を示す断面図
【図8】実施例1に係るシール蓋の断面図
【図9】実施例2に係るシール蓋の断面図
【図10】実施例3に係るシール蓋の断面図
【図11】実施例4に係るシール蓋の断面図
【図12】従来のパッケージの斜視図
【図13】図12にパッケージのC−C’線に沿った断面図
【図14】図12に示すパッケージの使用状態を示す断面図
【発明を実施するための形態】
【0017】
図1は、本発明の実施形態に係るパッケージの斜視図であり、図2は、本発明の実施形態に係るシール蓋の平面図であり、図3は、図2に示すシール蓋のA−A’線に沿った断面図である。
【0018】
パッケージ8は、漏斗パーツ(図示せず)を内部に装着した容器本体2に内容物を充填し、開口部3をシール蓋1で封止したものである。
【0019】
シール蓋1は、開口部3に貼着される第1シート10と、第1シート10の上に更に貼着される第2シート20とを備える。
【0020】
第1シート10は、アルミニウム、樹脂フィルム、紙等の単層または積層体と、開口部3にヒートシールされるポリエチレン(PE)層とを備える。
【0021】
第2シート20は、下層21と、下層21の上に積層される上層22とを有する。下層21は、アルミニウム、樹脂フィルム、紙等の単層または積層体と、第1シート10に貼着される押出PE層とから形成される。上層22は、アルミニウム、樹脂フィルム、紙等の単層または積層体から形成される。また、上層22は、アルミニウムや透明蒸着フィルム等のバリア性を有する層を含むことが好ましい。
【0022】
第1シート10と第2シート20とは、剥離可能に貼着される。本実施形態では、第1シート10の上面(図3の上側)に剥離ニス(図示せず)が塗布され、第2シート20の下層21である押出PE層が貼着される。剥離ニスに貼着される第2シート20の一方面はPE層であるため、剥離ニスとの剥離性に優れる。
【0023】
また、シール蓋1には、図2に示すように、中心から放射状に伸びる複数本の切断線41が形成されている。また、切断線41は、図3に示すように、シール蓋1の厚み方向において、第1シート10を貫通し、第2シート20の内部にまで達するように形成される。切断線41はミシン目又はハーフカットで形成することが好ましい。図3の例では、切断線41は、下層21を貫通する位置まで形成されているが、第1シート10を貫通し第2シート20の内部にまで達するように形成されていれば良い。例えば、切断線41を、下層21の内部にまで達するように形成しても良いし、上層22の内部にまで達するように形成しても良い。
【0024】
また、第1シート10及び第2シート20は、開口部3を封止する封止部51と、封止部51の周縁から外方に突出するタブ52とを有する。
【0025】
封止部51は、第1シート10及び第2シート20のうち、容器本体2の開口部3を封止する領域であり、開口部3とほぼ対応する形状を有する。タブ52は、第1シート10及び第2シート20のうち、封止部51の周縁から外方に突出する領域である。タブ52は、開口部3の封止時に、容器本体2の径方向において、開口部3の外側に位置するように形成される。このタブ52は、第2シート20を第1シート10から剥離する際にシール蓋1を摘み易くするためのものである。
【0026】
タブ52には、図2に示すように、容器本体2の径方向において、開口部3の外側に位置し、かつ、図2の上下方向にシール蓋1を横断する切断線42が形成される。図3に示すように、切断線42は、第1シート10を貫通し、第2シート20の下層21に到達する深さで形成されている。この切断線42によって、タブ52の少なくとも一部が封止部51から区切られる。切断線42は、例えば、その一端から他端まで連続して一定の切断深さとなる切り込み(ハーフカット)として形成される。切断線42の形成位置は、封止部51とタブ52との境界上である必要はなく、シール蓋1のシール時に開口部3の周縁と重なる位置もしくはその外方であれば良い。開封の容易さを考慮すると、切断線の位置は、開口部3の周縁と重なる位置から外方に10mm以内であることが好ましい。尚、本実施形態においては、切断線42の加工深さは切断線41と同じであるため、両方の切断線を同一工程にて形成できる利点がある。
【0027】
図4は、図1に示すパッケージにおけるシール蓋の第2シートを剥離した状態を示す斜視図であり、図5は、図4に示すパッケージのB−B’線に沿った断面図である。
【0028】
第2シート20を第1シート10から剥離するには、タブ52を摘んで第2シート20を捲り取る。このとき、切断線42部分から剥離が開始され、第1シート10のタブ52を構成する一部と、第2シート20とが一体となって第1シート10から剥離される。
【0029】
ここで、切断線42を第2シート20の内部にまで達するように形成する利点を説明する。ミシン目(切断線42)の終端が第1シート10と第2シート20との剥離界面(第1シート10に塗布された剥離ニスの表面)に存在する場合、剥離ニスの表面の状態が不均一となる。これは、ミシン刃の切れ具合等が変化することで、ミシン目加工にバラツキが発生する為である。しかし、本実施形態に係るシール蓋1では、切断線41が、第1シート10を貫通し、第2シート20の内部にまで到達するように形成されるため、剥離ニスの表面の状態が均一となる。従って、第1シート10と第2シート20との剥離が安定する利点を有する。
【0030】
図6は、図4に示すパッケージの使用状態を示す断面図であり、より特定的には、(a)は、シール蓋開封前の状態を示し、(b)は、シール蓋開封後の状態を示す図である。
【0031】
まず、(a)に示すように、パッケージ8を倒立させて、内容物5の移し替え先である他の容器6の開口部7に、第2シート20を剥離したシール蓋を宛がう。そして、(b)に示すように、図の矢印方向にパッケージ8を押し込む。このとき、開口部7によってシール蓋に押圧が加えられるため、切断線41に沿ってシール蓋が破断する。そして内容物5が、漏斗パーツ4の内部を伝って他の容器6に流れ込む。このように、パッケージ8を押し込むことで容易にシール蓋を破断することが可能である。
【0032】
以上から、本実施形態のシール蓋1は、保護のための第2シート20を設けることで、保管や輸送時に破断が防止され、開封時までパッケージの気密性が維持される。特に、第2シート20の一部に、透明蒸着フィルムやアルミニウム等のガスバリア性を有するフィルムを用いれば、パッケージのガスバリア性を一層向上することができる。また、シール蓋1は、使用時に第2シート20を剥離することで、容易に破断可能となる。したがって、第2シート20に用いる材料の制約がなく、様々な材料を使用することができるという利点もある。
【0033】
また、第2シート20を丈夫な材質で形成して第2シート20にシール蓋1を保護する機能を付与することにより、必ずしも別途にオーバーキャップ等を設ける必要が無くなる。これにより、コスト削減及び樹脂量低減を実現できる。
【0034】
更に、切断線41を、シール蓋1の厚み方向において、第1シート10から第2シート20の内部に到達するように深さを調整することで、第1シート10と第2シート20との安定した剥離が可能となる。
【0035】
尚、上記の実施形態では、第1シートと第2シートとが剥離可能な構成であれば、必ずしも剥離ニスを用いなくても良い。例えば、図7に示す構成からなるシール蓋を用いても良い。
【0036】
図7に示すシール蓋は、実施形態に係るシール蓋1と比べて、第1シート10の構成が異なる。具体的には、第1シート10にイージーピールフィルム32を有する。このイージーピールフィルム32と第2シート20の下層21との接合強度が、0.1〜8N程度であれば、第1シート10と第2シート20とを剥離可能に接着できる。これにより、使用時には第2シート20を第1シート10から剥離することが可能となり、上記の図3のシール蓋1と同様の作用効果を奏する。
【0037】
また、上記の実施形態では、第2シートの剥離時に把持するためのタブが設けられているが、このタブは必ずしも設ける必要はない。例えば、タブを設ける代わりに、第2シートの上に封止部と対応した形状の厚紙やプレートを貼り付け、この厚紙を把持して第2シートを剥離する仕様としても良い。また、第2シート上にオーバーキャップを貼り付け、使用時にはオーバーキャップと共に第2シートが剥離する仕様としても良い。第2シート上に厚紙やプレート、オーバーキャップ等を貼り付けた場合、その上から更にシュリンクを設けて、予期せずに第2シートが剥離されることを防止することが好ましい。
【0038】
更に、上記の実施形態において、第1シートの最下層(容器本体にシールされる層)を、PE層(LLDPE)ではなく、イージーピールシーラントまたはイージーピールフィルムで形成しても良い。このような構成によれば、使用後にシール蓋を容易に容器本体から剥離することができ、また、容器本体から漏斗を容易に取り外して分別廃棄することが可能となる。
【実施例】
【0039】
以下に、本発明を具体的に実施した実施例について説明する。
【0040】
(実施例1)
図8は、実施例1に係るシール蓋の断面図である。
【0041】
第1シートとして、容器本体の開口部にシールされる側から順に、厚み40μmの直鎖状低密度ポリエチレン(LLDPE)、厚み20μmのポリエチレン(PE)、ポリエチレンテレフタレート(PET)を積層したシートを用いた。
【0042】
第2シートとして、第1シートに貼着される側から順に、厚み20μmの押出PE、PET、厚み20μmの押出PE、厚み12μmの透明蒸着フィルムを積層したシートを用いた。
【0043】
図9は、実施例2に係るシール蓋の断面図である。
【0044】
第1シートとして、容器本体の開口部にシールされる側から順に、厚み40μmLLDPE、厚み20μmのPE、PETを積層したシートを用いた。
【0045】
第2シートとして、第1シートに貼着される側から順に、厚み20μmの押出PE、厚み25μmの一軸延伸ポエリエチレン(PE)、厚み20μmの押出PE、厚み12μmの透明蒸着フィルム、厚み15μmのPE、秤量35g/m2の紙、厚み15μmのPE及びPETを積層したシートを用いた。
【0046】
図10は、実施例3に係るシール蓋の断面図である。
【0047】
第1シートとして、容器本体の開口部にシールされる側から順に、厚み40μmLLDPE、厚み20μmのPE、PETを積層したシートを用いた。
【0048】
第2シートとして、第1シートに貼着される側から順に、厚み20μmの押出PE、厚み25μmの一軸延伸PE、厚み20μmの押出PE、厚み12μmの透明蒸着フィルム、厚み15μmのPE及び秤量35g/m2の紙を積層したシートを用いた。
【0049】
図11は、実施例4に係るシール蓋の断面図である。
【0050】
第1シートとして、容器本体の開口部にシールされる側から順に、イージーピール層、厚み20μmのPE、PETを積層したシートを用いた。イージーピール層には、イージーピールシーラントまたはイージーピールフィルムを用いた。
【0051】
第2シートとして、第1シートに貼着される側から順に、厚み20μmの押出PE、厚み25μmの一軸延伸PE、厚み20μmの押出PE、厚み12μmの透明蒸着フィルム、厚み15μmのPE及び秤量35g/m2の紙を積層したシートを用いた。尚、第1〜4の実施例における、第1シート及び第2シートにおけるPEには、押出PE、押出低密度ポリエチレン(LDPE)またはPE系接着剤を用いた。
【0052】
第1〜4の実施例において各々作製した第1シートと第2シートとを剥離可能に貼着し、シール蓋を作製した。具体的には、第1シート上に剥離ニス(全面)及び接着ニス(ドット状)を介在させて、第1シートのPET面及び第2シートの押出PE面とを貼り合わせ積層シートを形成した。そして、この積層シートを金型により打ち抜き加工して、直径90mmのシール蓋を形成した。また、シール蓋には、中心から放射状に伸びる直線状(直径方向の長さ:55mm)に、かつ、第1シート及び第2シートの厚み20μmの押出PE層を貫通し、厚み25μmの一軸延伸PE層の内部に到達する深さで6本のミシン目(ミシン目長:9mm、ミシン目繋ぎ:1mm)を形成した。また、シール蓋の端近辺には、シール蓋を横断し、かつ、第1シートを貫通し第2シートの内部に到達する深さで切断線を形成した。
【0053】
容器本体の材質には、アルミニウム層に含み、片面がポリエチレンでコーティングされた紙シートを用いた。この紙シートを内面がポリエチレン層となるようにカップ状に成形し、開口部には、折り曲げ、カーリング等によってフランジ(外径:84.5mm)を形成し、容器本体を作製した。尚、開口部にシール蓋を貼り付けた状態において、シール蓋に形成されたミシン目の外方端部は、容器本体の径方向において、フランジの内側に位置する(図2)。
【0054】
そして、容器本体の開口部に第1〜4の実施例で作製したシール蓋をヒートシールし、それぞれのパッケージを作製した。以上のように製作したパッケージを用いて、下記項目について評価した。
【0055】
[剥離性]
第2シートを第1シートから滑らかに剥離することができ、良好な剥離感を得ることができた。
【0056】
[開封性]
第2シートの剥離後、シール蓋に押圧を加えたところ、100N以下の押圧力で、シール蓋がミシン目に沿って開封された。また、この時、シール蓋の破片は発生しなかった。
【0057】
[密封性]
容器本体の開放端の段差部とシール蓋との間において浸透液による漏れがないか評価したところ、シール蓋における第1シートのLLDPE層またはイージーピール層によって段差が埋められており、良好な気密性を保っていることが判った。
【0058】
[バリア性]
第2シートに、透明蒸着フィルムを用いることで、アルミニウム箔を用いた場合と同等のバリア性を持たせることができた。
【0059】
[臭気]
パッケージには、構成に含まれる材質による臭気はほとんど無かった。
【0060】
[保護性]
パッケージに対して約2000kmの輸送試験を実施したところ、シール蓋が破断することがなかった。
【0061】
[バージン性]
第2シートを第1シートから剥離した際には、剥離音が発生した。これにより、パッケージのバージン性が印象付けられた。
【0062】
以上のように、実施例1〜4に係るシール蓋を用いたところ、第2シートを備えることにより、輸送時等においてシール蓋の破断が効果的に防止された。加えて、使用時には第2シートを第1シートから取り除くことで、押圧により容易にシール蓋を破断することできた。
【0063】
また、上記の効果に加えて、実施例1に係るシール蓋では、シート構成に紙層を設けていないため、容器本体との接着が容易であり、生産性に優れることが確認された。また、実施例1に係るシール蓋では、PETを設けているため、ガスバリア性に優れていることも確認された。更に、実施例2に係るシール蓋では、第2シートの最上層にPETを設けているため、シール蓋端面の浮き上がりによるカーリングや紙粉の飛散を効果的に防止できることが確認された。更に、実施例4に係るシール蓋では、使用後に容易にシール蓋を容器本体から剥離することができるため、分別廃棄のために容器本体から漏斗の取り外しをより簡便に行うことができた。
【産業上の利用可能性】
【0064】
本発明は、インスタントコーヒーや粉ミルク等の食品や、複写機やレーザープリンター用のトナーなど、粉状・顆粒状・液状の流動性を有する材料を保存容器に移し替えるための包装容器を封止するシール蓋及びこれを用いたパッケージに利用できる。
【符号の説明】
【0065】
1 シール蓋
2 容器本体
3 開口部
4 漏斗パーツ
5 内容物
6 他の容器
7 開口部
8 パッケージ
10 第1シート
20 第2シート
21 下層
22 上層
32 イージーピールフィルム
41、42 切断線
51 封止部
52 タブ
【特許請求の範囲】
【請求項1】
容器本体の開口部を封止するために用いられ、外部からの押圧によって破断するシール蓋であって、
一方面が前記開口部にシールされる第1シートと、
前記第1シートの他方面上に剥離可能に貼着された第2シートとを備え、
前記第1シートの前記一方面から前記第2シートの内部にまで到達し、前記第1シート及び前記第2シートの延伸方向に伸びる切断線が形成される、シール蓋。
【請求項2】
前記第1シート及び前記第2シートは、紙及び樹脂フィルムの一方または両方により形成される、請求項1に記載のシール蓋。
【請求項3】
前記第1シート及び前記第2シートは、
前記開口部を封止する封止部と、
前記封止部の周縁の一部から外方に突出し、前記開口部の封止時に前記開口部の外側に配置されるタブとを含み、
前記第1シートを貫通し、前記封止部の周縁に沿って前記タブの少なくとも一部を前記封止部から区切るように延びる切断線が更に形成される、請求項1または2に記載のシール蓋。
【請求項4】
前記第2シートは、バリア性を有する層を含む、請求項1〜3のいずれかに記載のシール蓋。
【請求項5】
内容物を他の容器に移し替えるためのパッケージであって、
開放端と底部とを有する筒状の容器本体と、
前記容器本体の開放端に嵌め込まれる漏斗パーツと、
前記容器本体の開放端を封止する、請求項1に記載のシール蓋とを備える、パッケージ。
【請求項1】
容器本体の開口部を封止するために用いられ、外部からの押圧によって破断するシール蓋であって、
一方面が前記開口部にシールされる第1シートと、
前記第1シートの他方面上に剥離可能に貼着された第2シートとを備え、
前記第1シートの前記一方面から前記第2シートの内部にまで到達し、前記第1シート及び前記第2シートの延伸方向に伸びる切断線が形成される、シール蓋。
【請求項2】
前記第1シート及び前記第2シートは、紙及び樹脂フィルムの一方または両方により形成される、請求項1に記載のシール蓋。
【請求項3】
前記第1シート及び前記第2シートは、
前記開口部を封止する封止部と、
前記封止部の周縁の一部から外方に突出し、前記開口部の封止時に前記開口部の外側に配置されるタブとを含み、
前記第1シートを貫通し、前記封止部の周縁に沿って前記タブの少なくとも一部を前記封止部から区切るように延びる切断線が更に形成される、請求項1または2に記載のシール蓋。
【請求項4】
前記第2シートは、バリア性を有する層を含む、請求項1〜3のいずれかに記載のシール蓋。
【請求項5】
内容物を他の容器に移し替えるためのパッケージであって、
開放端と底部とを有する筒状の容器本体と、
前記容器本体の開放端に嵌め込まれる漏斗パーツと、
前記容器本体の開放端を封止する、請求項1に記載のシール蓋とを備える、パッケージ。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2011−84329(P2011−84329A)
【公開日】平成23年4月28日(2011.4.28)
【国際特許分類】
【出願番号】特願2009−240549(P2009−240549)
【出願日】平成21年10月19日(2009.10.19)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
【公開日】平成23年4月28日(2011.4.28)
【国際特許分類】
【出願日】平成21年10月19日(2009.10.19)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
[ Back to top ]