
シール装置、包装充填装置及びシール方法
【課題】横シールにおける内容液の残留を低減して、不都合を解消することができるシールする装置、包装充填装置及びシール方法を提供する。
【解決手段】内容液が充填され垂直に下降するチューブ状包装積層材料を液面下で横断方向に横シールするシール装置であって、作用面10dと作用面に設けられた加熱部材10cとを有するシールジョー10aと、対向面10fを有し横シールすべき帯域を押圧するカウンタージョー10bとを備え、作用面10d及びその延長面10ddから形成された山形状面によって、2本の横シール帯域が形成されるべき領域のチューブ状包装積層材料を断面「く」の字状に曲げることを特徴とする。
【解決手段】内容液が充填され垂直に下降するチューブ状包装積層材料を液面下で横断方向に横シールするシール装置であって、作用面10dと作用面に設けられた加熱部材10cとを有するシールジョー10aと、対向面10fを有し横シールすべき帯域を押圧するカウンタージョー10bとを備え、作用面10d及びその延長面10ddから形成された山形状面によって、2本の横シール帯域が形成されるべき領域のチューブ状包装積層材料を断面「く」の字状に曲げることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、包装材料をシールする装置、ジュースや牛乳などの液体食品などを充填する包装容器用包装充填装置及び包装材料のシール方法に関する。
【背景技術】
【0002】
牛乳、ジュース、ミネラルウォーターなどの飲料、流動食品などの常温保存可能な紙包装容器は、例えば、熱可塑性材料最外層、紙基材層、導電性バリア層(例えば、アルミ箔)、ヒートシール性最内層からなる包装積層材料から得られる。
【0003】
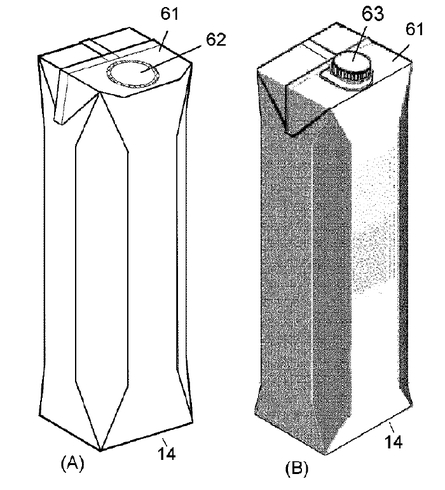
図6に液体食品用紙包装容器の例を示す。
この液体食品用紙包装容器には、頂面61に開封部62を有する紙製包装容器と、液体食品を注ぎ出すための再封止可能な開封装置63を備える包装容器とがある。通常、開封装置はポリエチレン、ポリプロピレン、ポリスチレンなどのプラスチックから成形されている。
図6(A)、(B)の液体食品用紙包装容器の例では、紙容器14(図6(A))とプラスチック開封装置63をも備える容器1(図6(B))とがある。
プラスチック開封装置63を備える紙容器1は、頂面61に、開封装置取付前の紙製包装容器の斜視図をも示す図6(A)のように、開封部62を有する。開封部62は、容易に開封されるように、弱め線若しくはパンチ穴にフィルムが貼られたプリラミネートホール(PLH)からなる。開封装置63は、注出口とこれを覆う再封止可能なキャップと、開封部62の外周面と接合される下面が取付面のフランジとからなる。使用(開封)時には、開封装置63が開封部62を破断して開封する。
【0004】
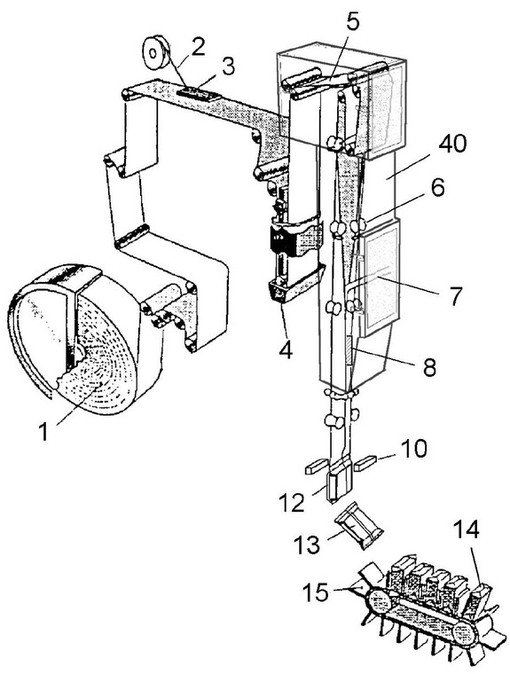
図3に、図6に示す包装容器を製造する装置の一例を示す。
その例に示す充填機では、紙基材層の内外層に熱可塑性材料層を有しロール状に巻かれた包装材料ウェブ1を巻き出し、ローラにより充填機内を搬送し、シーリングテープ2を包装材料縁部に接合するアプリケータ3を経て、滅菌剤槽4内で包装材料ウェブを滅菌し、エアナイフ5で滅菌剤が除去され、無菌室40に入り、成形ローラ6によりチューブ状に成形し、包装材料の両端部を重ねてオーバーラップを形成し、オーバーラップで縦線方向に縦シールエレメント8によりチューブ縦方向にシールし、そのチューブ内に充填パイプ7から内容液の液体食品を充填し、このチューブを液面下で包装容器1個分に相当する長さ分だけ下方に送りながら、横シール装置10のシールジョーとカウンタージョーにより横断方向に横シールし、同時に枕状予備成形体に連続的に成形し、繋がった枕状予備成形体12のシール帯域の中間をナイフなどの切断手段により切断して個々の枕状予備成形体13に切り離し、最終成形装置15で枕状予備成形体の上下のフラップを折り曲げて最終形態の包装充填容器14に成形する。
【0005】
例えば、図4に示すように、紙基材層1a、導電性バリア層1b及びヒートシール性最内層1cからなるチューブ状包装積層材料1を横断方向に横シールするシール装置10がある。この装置では、チューブ内に内容液が充填され、このチューブを液面下で横シールする。この装置10は2本のシールジョー10aと2本のカウンタージョー10bにより材料1を挟んで、横シールする。シールジョー10aは、チューブ状包装積層材料の横シールすべき帯域と接触する作用面10dと、作用面に設けられた加熱部材10cと(例えば、ジュール熱発生電気抵抗部材、高周波誘導加熱用導電部材)を有する。カウンタージョー10bはチューブ状包装積層材料の横シールすべき帯域を介して作用面10dと対向する対向面10fを有し、横シールすべき帯域を押圧する。2本のカウンタージョー10bの間に、前進後退自在に配置され、2本のシールジョー10d、10dと2本のカウンタージョー10b、10bとにより形成された2本の横シール帯域の間を切断する切断手段のナイフ10hが設けられている。(特許文献1参照)
【0006】
チューブ内に内容液が充填され、このチューブを液面下で横シールするため、2対のシールジョー10d及びカウンタージョー10bとの間に、内容液が残留することがある。
残留物により、容器のフラップやフィンなどに付着し不衛生になる恐れがあり、また、シール装置のナイフなどを汚す不都合があり、更に、包装充填装置の最終成形装置なども汚れる恐れなどがある。
【0007】
【特許文献1】特許公開2003−155005号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明は、横シールにおける内容液の残留を無くし若しくは低減して、不都合を解消することができるシールする装置、包装充填装置及びシール方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
この課題を解決する本発明のシール装置は、内容液が充填され垂直に下降するチューブ状包装積層材料を液面下で横断方向に横シールするシール装置であって、
チューブ状包装積層材料の横シールすべき帯域と接触する作用面と、作用面に設けられた加熱部材(例えば、ジュール熱発生電気抵抗部材、高周波誘導加熱用導電部材)とを有し、互いに平行する2本のシールジョーと、
チューブ状包装積層材料の横シールすべき帯域を介して作用面と対向する対向面を有し、横シールすべき帯域を押圧し、互いに平行する2本のカウンタージョーと、を備え、
2本の作用面及びその延長面から形成された山形状面若しくは2本の対向面及びその延長面から形成された山形状面によって、2本の横シール帯域が形成されるべき領域のチューブ状包装積層材料を断面「く」の字状に曲げることを特徴とする。
【0010】
この発明の好ましい態様において、2本のカウンタージョーの間に前進後退自在に配置され、2本のシールジョーと2本のカウンタージョーとにより形成された2本の横シール帯域の間を切断する切断手段を更に備える。
【0011】
この発明の包装充填装置は、チューブ状包装積層材料に内容液を充填し、垂直に下降するチューブ状包装積層材料を液面下で横断方向にシール装置によって横シールして横シール帯域を形成し、横シール帯域間を切断して予備形状容器を形成し、フラップを折り畳んで最終形状容器を得る包装充填装置であって、
シール装置は、チューブ状包装積層材料の横シールすべき帯域と接触する作用面と、作用面に設けられた加熱部材とを有し、互いに平行する2本のシールジョーと、
チューブ状包装積層材料の横シールすべき帯域を介して作用面と対向する対向面を有し、横シールすべき帯域を押圧し、互いに平行する2本のカウンタージョーと、を備え、
2本の作用面及びその延長面から形成された山形状面若しくは2本の対向面及びその延長面から形成された山形状面によって、2本の横シール帯域が形成されるべき領域のチューブ状包装積層材料を断面「く」の字状に曲げることを特徴とする。
【0012】
この発明の好ましい態様において、2本のシールジョーと2本のカウンタージョーとにより形成された2本の横シール帯域の間を切断する切断手段を、更に、シール装置の下流に備える。
【0013】
この発明のシール方法は、内容液が充填され垂直に下降するチューブ状包装積層材料を液面下で横断方向にシール装置で横シールするシール方法であって、
シール装置が、チューブ状包装積層材料の横シールすべき帯域と接触する作用面と、作用面に設けられた加熱部材とを有し、互いに平行する2本のシールジョーと、
チューブ状包装積層材料の横シールすべき帯域を介して作用面と対向する対向面を有し、横シールすべき帯域を押圧し、互いに平行する2本のカウンタージョーと、を備え、
2本の作用面及びその延長面から形成された山形状面若しくは2本の対向面及びその延長面から形成された山形状面によって、2本の横シール帯域が形成されるべき領域のチューブ状包装積層材料を断面「く」の字状に曲げることを特徴とする。
【発明の効果】
【0014】
以上の本発明によれば、以下の有利な効果が得られる。
本発明のシール装置は、内容液が充填され垂直に下降するチューブ状包装積層材料を液面下で横断方向に横シールする。
液面下には、空気空間が無いので容器内部に酸化腐敗の原因となる酸素ガスが入らず、衛生上好ましい容器を製造することができる。
【0015】
本発明のシール装置は、シールジョーとカウンタージョーとからなる。シールジョーは、チューブ状包装積層材料の横シールすべき帯域と接触する作用面と、作用面に設けられた加熱部材(例えば、ジュール熱発生電気抵抗部材、高周波誘導加熱用導電部材)とを有する。シールジョーは、互いに平行する2本ある。カウンタージョーは、チューブ状包装積層材料の横シールすべき帯域を介して作用面と対向する対向面を有し、横シールすべき帯域を押圧し、互いに平行する2本を備える。
シールジョーとカウンタージョーとシールジョーとカウンタージョーとは、それぞれ互いに平行する2本ある。横シール帯域が2本形成され、それぞれ平行する。
【0016】
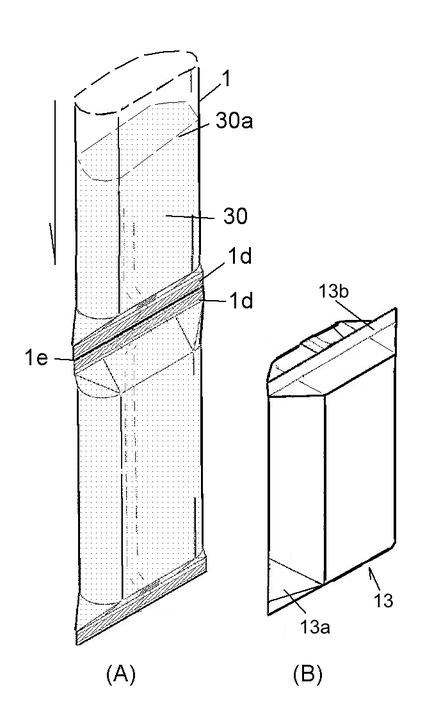
チューブ状包装積層材料が横シールされる様子を示す斜視図の図5(A)を参照して、横シール形成を説明する。
内容液30が充填され、チューブ状包装積層材料1が垂直に下降する。シール装置で、チューブ状包装積層材料1を液面30a下で挟み、押圧し、内容液を上に押し上げ、チューブ状包装積層材料の最内面同士を接触させる。加熱部材が包装材料の最内層を加熱溶融しシールする。2本の横シール帯域1d、1dが形成される。
【0017】
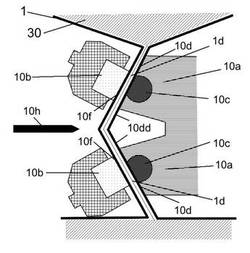
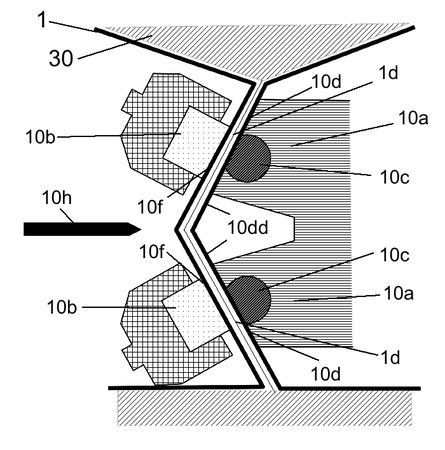
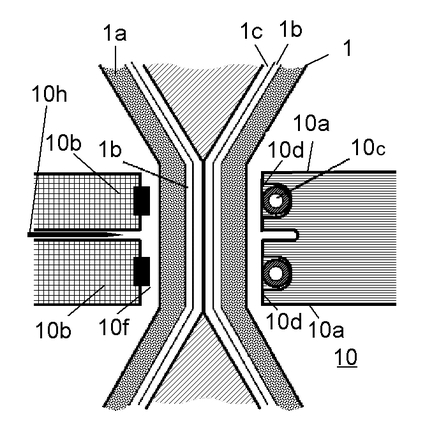
本発明による特徴であるシールについて、チューブ状包装積層材料を横シールするシール装置を示す断視図の図1を参照して、横シール形成を説明する。
内容液30が充填され、チューブ状包装積層材料1が垂直に下降する。シール装置10で、チューブ状包装積層材料1を液面下で挟み、押圧し、内容液を上に押し上げ、チューブ状包装積層材料の最内面同士を接触させる。加熱部材が包装材料の最内層を加熱溶融しシールする。2本の横シール帯域1d、1dが形成される。
シール装置10は2本のシールジョー10aと2本のカウンタージョー10bにより材料1を挟んで、横シールする。シールジョー10aは、チューブ状包装積層材料の横シールすべき帯域と接触する作用面10dと、作用面に設けられた高周波誘導加熱用導電部材10cを有する。カウンタージョー10bはチューブ状包装積層材料の横シールすべき帯域を介して作用面10dと対向する対向面10fを有し、横シールすべき帯域を押圧する。2本のカウンタージョー10bの間に、前進後退自在に配置され、2本のシールジョー10d、10dと2本のカウンタージョー10b、10bとにより形成された2本の横シール帯域1d、1dの間を切断する切断手段のナイフ10hが設けられている。
【0018】
本発明による特徴であるシールでは、図1を参照すれば、2本の作用面10d及びその延長面10ddから形成された山形状面によって、2本の横シール帯域1dが形成されるべき領域のチューブ状包装積層材料1を「く」の字状に曲げる。
チューブ内に内容液が充填され、液面下で横シールするが、山形状面によってチューブ状包装積層材料1を「く」の字状に曲げるので、横シール帯域1dが形成されるべき領域から内容液が十分に押出され、2対のシールジョー10d及びカウンタージョー10bとの間に、内容液が残留することがない。
また、シールジョー10d及びカウンタージョー10bによるチューブ状包装積層材料1への押圧方向がチューブ状包装積層材料1に対して垂直ではなくなり、溶融した材料がシール面で混じり合い、チューブ状包装積層材料1間で挟まれた微量な残留内容液さえも十分に混合して良好なシール帯域を形成することができる。
上記態様の他、2本の対向面及びその延長面から形成された山形状面によって、2本の横シール帯域1dが形成されるべき領域のチューブ状包装積層材料1を「く」の字状に曲げることもできる。
【0019】
この発明の好ましい態様において、図1を参照すれば、2本のカウンタージョー10b、10bの間に前進後退自在に配置され、2本の横シール帯域1d、1dの間を切断する切断手段のナイフ10hを更に備える。
別の態様において、2本のシールジョーと2本のカウンタージョーとにより形成された2本の横シール帯域の間を切断する切断手段をシール装置の下流側に備える。
【0020】
この発明の包装充填装置では、シール装置によって横シールして横シール帯域を形成し、横シール帯域間を切断して予備形状容器を形成し、フラップやフィンを折り畳んで最終形状容器14を得る。
チューブ状包装積層材料が横シールされ、予備形状容器から最終形状容器が成形される様子を示す斜視図の図5(B)を参照して説明する。
図5(B)は、横シール帯域1dが切断され、折り込み線に沿って成形され、頂部や底部、側面にフィンやフラップが形成された予備形状容器13を示す。フラップ13aやフィン13bを折り畳んで最終形状容器を得る。
【発明を実施するための最良の形態】
【0021】
以下、本発明の実施の形態について図面を参照しながら詳細に説明する。
図1は、この発明によるシール装置第1実施例を示す断視図である。
図2は、この発明によるシール装置第2実施例を示す断視図である。
図3は、この発明の包装充填機の外観を示す斜視図である。
図4は、シール装置の動作を説明する拡大断面図である。
図5は、包装容器が横シールされ、成形される様子を示す斜視図である。
図6は、包装容器例の外観図である。
【0022】
図3を参照して、この発明の実施態様の概要を説明する。
この充填機では、紙基材層の内外層に熱可塑性材料層及びアルミ箔層を有し、ロール状に巻かれた包装材料ウェブ1を巻き出し、ローラにより充填機内を搬送する。シーリングテープ2を包装材料縁部に接合するアプリケータ3を経て、滅菌剤槽4内で包装材料ウェブを滅菌し、エアナイフ5で滅菌剤が除去する。次いで、無菌室40に入り、成形ローラ6によりチューブ状に成形し、包装材料の両端部を重ねてオーバーラップを形成し、オーバーラップで縦線方向に縦シールエレメント8によりチューブ縦方向にシールし、そのチューブ内に充填パイプ7から内容液の液体食品を充填する。
【0023】
チューブ包装材料ウェブ1を液面下で包装容器1個分に相当する長さ分だけ下方に送りながら、横シール装置10のシールジョーとカウンタージョーにより横断方向に横シールし、同時に枕状予備成形体に連続的に成形する。繋がった枕状予備成形体12のシール帯域の中間をナイフの切断手段により切断して個々の枕状予備成形体13に切り離し、最終成形装置15で枕状予備成形体の上下のフラップを折り曲げて最終形態の包装充填容器14に成形する。
【0024】
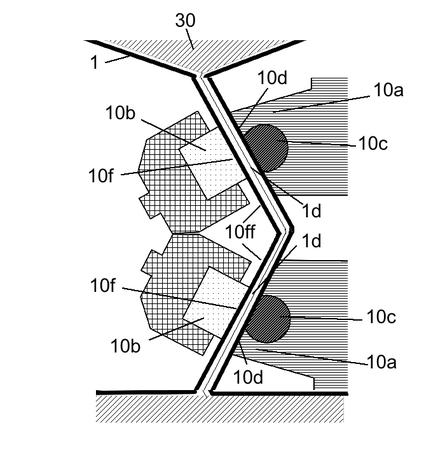
この実施態様のシールを、シール装置の第2の実施例を示す断視図の図2を参照して、横シール形成を説明する。
内容液30が充填されたチューブ状包装積層材料1が垂直に下降する。シール装置で、チューブ状包装積層材料1を液面下で挟み、押圧し、内容液を排除し、チューブ状包装積層材料の最内面同士を接触させる。高周波誘導加熱用導電部材10cが包装材料の最内層を加熱溶融しシールする。2本の横シール帯域1d、1dが形成される。
シール装置例は2本のシールジョー10aと2本のカウンタージョー10bにより重なった2枚の材料1を挟んで、横シールする。シールジョー10aは、チューブ状包装積層材料の横シールすべき帯域と接触する作用面10dと、作用面に設けられた高周波誘導加熱用導電部材10cを有する。カウンタージョー10bはチューブ状包装積層材料の横シールすべき帯域を介して作用面10dと対向する対向面10fを有し、横シールすべき帯域を押圧する。
【0025】
この実施態様のシールでは、2本の対向面10f及びその延長面10ffから形成された山形状面によって、2本の横シール帯域1dが形成されるべき領域のチューブ状包装積層材料1を「く」の字状に曲げる。
図2に示すように、山形状面によってチューブ状包装積層材料1を断面「く」の字状に曲げるので、横シール帯域1dが形成されるべき領域から内容液が十分に押出され、2対のシールジョー10d及びカウンタージョー10bとの間に、内容液が残留することがない。
また、シールジョー10d及びカウンタージョー10bによるチューブ状包装積層材料1への押圧方向がチューブ状包装積層材料1に対して垂直ではなくなり、溶融した材料がシール面で混じり合い、チューブ状包装積層材料1間で挟まれた微量な残留内容液さえも十分に混合して良好なシール帯域を形成することができる。
別の態様として、上述した図1による態様がある。
【0026】
上述のように、横シール帯域に内容液が残留することがない。また、良好なシール帯域を形成することができる。
【0027】
なお、本発明は前記実施の形態に限定されるものではなく、本発明の趣旨に基づいて種々変形させることが可能であり、それらを本発明の範囲から排除するものではない。
【産業上の利用可能性】
【0028】
この発明は、ジュースや牛乳などの液体食品などを充填した包装容器の製造に適用することができる。
【図面の簡単な説明】
【0029】
【図1】図1は、この発明によるシール装置第1実施例を示す断視図である。
【図2】図2は、この発明によるシール装置第2実施例を示す断視図である。
【図3】図3は、この発明の包装充填機の外観を示す斜視図である。
【図4】図4は、シール装置の動作を説明する拡大断面図である。
【図5】図5は、包装容器が横シールされ、成形される様子を示す外観図である。
【図6】図6は、包装容器例の外観図である。
【符号の説明】
【0030】
10a ・・・シールジョー
10b ・・・カウンタージョー
10c ・・・加熱部材
10d ・・・作用面
【技術分野】
【0001】
本発明は、包装材料をシールする装置、ジュースや牛乳などの液体食品などを充填する包装容器用包装充填装置及び包装材料のシール方法に関する。
【背景技術】
【0002】
牛乳、ジュース、ミネラルウォーターなどの飲料、流動食品などの常温保存可能な紙包装容器は、例えば、熱可塑性材料最外層、紙基材層、導電性バリア層(例えば、アルミ箔)、ヒートシール性最内層からなる包装積層材料から得られる。
【0003】
図6に液体食品用紙包装容器の例を示す。
この液体食品用紙包装容器には、頂面61に開封部62を有する紙製包装容器と、液体食品を注ぎ出すための再封止可能な開封装置63を備える包装容器とがある。通常、開封装置はポリエチレン、ポリプロピレン、ポリスチレンなどのプラスチックから成形されている。
図6(A)、(B)の液体食品用紙包装容器の例では、紙容器14(図6(A))とプラスチック開封装置63をも備える容器1(図6(B))とがある。
プラスチック開封装置63を備える紙容器1は、頂面61に、開封装置取付前の紙製包装容器の斜視図をも示す図6(A)のように、開封部62を有する。開封部62は、容易に開封されるように、弱め線若しくはパンチ穴にフィルムが貼られたプリラミネートホール(PLH)からなる。開封装置63は、注出口とこれを覆う再封止可能なキャップと、開封部62の外周面と接合される下面が取付面のフランジとからなる。使用(開封)時には、開封装置63が開封部62を破断して開封する。
【0004】
図3に、図6に示す包装容器を製造する装置の一例を示す。
その例に示す充填機では、紙基材層の内外層に熱可塑性材料層を有しロール状に巻かれた包装材料ウェブ1を巻き出し、ローラにより充填機内を搬送し、シーリングテープ2を包装材料縁部に接合するアプリケータ3を経て、滅菌剤槽4内で包装材料ウェブを滅菌し、エアナイフ5で滅菌剤が除去され、無菌室40に入り、成形ローラ6によりチューブ状に成形し、包装材料の両端部を重ねてオーバーラップを形成し、オーバーラップで縦線方向に縦シールエレメント8によりチューブ縦方向にシールし、そのチューブ内に充填パイプ7から内容液の液体食品を充填し、このチューブを液面下で包装容器1個分に相当する長さ分だけ下方に送りながら、横シール装置10のシールジョーとカウンタージョーにより横断方向に横シールし、同時に枕状予備成形体に連続的に成形し、繋がった枕状予備成形体12のシール帯域の中間をナイフなどの切断手段により切断して個々の枕状予備成形体13に切り離し、最終成形装置15で枕状予備成形体の上下のフラップを折り曲げて最終形態の包装充填容器14に成形する。
【0005】
例えば、図4に示すように、紙基材層1a、導電性バリア層1b及びヒートシール性最内層1cからなるチューブ状包装積層材料1を横断方向に横シールするシール装置10がある。この装置では、チューブ内に内容液が充填され、このチューブを液面下で横シールする。この装置10は2本のシールジョー10aと2本のカウンタージョー10bにより材料1を挟んで、横シールする。シールジョー10aは、チューブ状包装積層材料の横シールすべき帯域と接触する作用面10dと、作用面に設けられた加熱部材10cと(例えば、ジュール熱発生電気抵抗部材、高周波誘導加熱用導電部材)を有する。カウンタージョー10bはチューブ状包装積層材料の横シールすべき帯域を介して作用面10dと対向する対向面10fを有し、横シールすべき帯域を押圧する。2本のカウンタージョー10bの間に、前進後退自在に配置され、2本のシールジョー10d、10dと2本のカウンタージョー10b、10bとにより形成された2本の横シール帯域の間を切断する切断手段のナイフ10hが設けられている。(特許文献1参照)
【0006】
チューブ内に内容液が充填され、このチューブを液面下で横シールするため、2対のシールジョー10d及びカウンタージョー10bとの間に、内容液が残留することがある。
残留物により、容器のフラップやフィンなどに付着し不衛生になる恐れがあり、また、シール装置のナイフなどを汚す不都合があり、更に、包装充填装置の最終成形装置なども汚れる恐れなどがある。
【0007】
【特許文献1】特許公開2003−155005号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明は、横シールにおける内容液の残留を無くし若しくは低減して、不都合を解消することができるシールする装置、包装充填装置及びシール方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
この課題を解決する本発明のシール装置は、内容液が充填され垂直に下降するチューブ状包装積層材料を液面下で横断方向に横シールするシール装置であって、
チューブ状包装積層材料の横シールすべき帯域と接触する作用面と、作用面に設けられた加熱部材(例えば、ジュール熱発生電気抵抗部材、高周波誘導加熱用導電部材)とを有し、互いに平行する2本のシールジョーと、
チューブ状包装積層材料の横シールすべき帯域を介して作用面と対向する対向面を有し、横シールすべき帯域を押圧し、互いに平行する2本のカウンタージョーと、を備え、
2本の作用面及びその延長面から形成された山形状面若しくは2本の対向面及びその延長面から形成された山形状面によって、2本の横シール帯域が形成されるべき領域のチューブ状包装積層材料を断面「く」の字状に曲げることを特徴とする。
【0010】
この発明の好ましい態様において、2本のカウンタージョーの間に前進後退自在に配置され、2本のシールジョーと2本のカウンタージョーとにより形成された2本の横シール帯域の間を切断する切断手段を更に備える。
【0011】
この発明の包装充填装置は、チューブ状包装積層材料に内容液を充填し、垂直に下降するチューブ状包装積層材料を液面下で横断方向にシール装置によって横シールして横シール帯域を形成し、横シール帯域間を切断して予備形状容器を形成し、フラップを折り畳んで最終形状容器を得る包装充填装置であって、
シール装置は、チューブ状包装積層材料の横シールすべき帯域と接触する作用面と、作用面に設けられた加熱部材とを有し、互いに平行する2本のシールジョーと、
チューブ状包装積層材料の横シールすべき帯域を介して作用面と対向する対向面を有し、横シールすべき帯域を押圧し、互いに平行する2本のカウンタージョーと、を備え、
2本の作用面及びその延長面から形成された山形状面若しくは2本の対向面及びその延長面から形成された山形状面によって、2本の横シール帯域が形成されるべき領域のチューブ状包装積層材料を断面「く」の字状に曲げることを特徴とする。
【0012】
この発明の好ましい態様において、2本のシールジョーと2本のカウンタージョーとにより形成された2本の横シール帯域の間を切断する切断手段を、更に、シール装置の下流に備える。
【0013】
この発明のシール方法は、内容液が充填され垂直に下降するチューブ状包装積層材料を液面下で横断方向にシール装置で横シールするシール方法であって、
シール装置が、チューブ状包装積層材料の横シールすべき帯域と接触する作用面と、作用面に設けられた加熱部材とを有し、互いに平行する2本のシールジョーと、
チューブ状包装積層材料の横シールすべき帯域を介して作用面と対向する対向面を有し、横シールすべき帯域を押圧し、互いに平行する2本のカウンタージョーと、を備え、
2本の作用面及びその延長面から形成された山形状面若しくは2本の対向面及びその延長面から形成された山形状面によって、2本の横シール帯域が形成されるべき領域のチューブ状包装積層材料を断面「く」の字状に曲げることを特徴とする。
【発明の効果】
【0014】
以上の本発明によれば、以下の有利な効果が得られる。
本発明のシール装置は、内容液が充填され垂直に下降するチューブ状包装積層材料を液面下で横断方向に横シールする。
液面下には、空気空間が無いので容器内部に酸化腐敗の原因となる酸素ガスが入らず、衛生上好ましい容器を製造することができる。
【0015】
本発明のシール装置は、シールジョーとカウンタージョーとからなる。シールジョーは、チューブ状包装積層材料の横シールすべき帯域と接触する作用面と、作用面に設けられた加熱部材(例えば、ジュール熱発生電気抵抗部材、高周波誘導加熱用導電部材)とを有する。シールジョーは、互いに平行する2本ある。カウンタージョーは、チューブ状包装積層材料の横シールすべき帯域を介して作用面と対向する対向面を有し、横シールすべき帯域を押圧し、互いに平行する2本を備える。
シールジョーとカウンタージョーとシールジョーとカウンタージョーとは、それぞれ互いに平行する2本ある。横シール帯域が2本形成され、それぞれ平行する。
【0016】
チューブ状包装積層材料が横シールされる様子を示す斜視図の図5(A)を参照して、横シール形成を説明する。
内容液30が充填され、チューブ状包装積層材料1が垂直に下降する。シール装置で、チューブ状包装積層材料1を液面30a下で挟み、押圧し、内容液を上に押し上げ、チューブ状包装積層材料の最内面同士を接触させる。加熱部材が包装材料の最内層を加熱溶融しシールする。2本の横シール帯域1d、1dが形成される。
【0017】
本発明による特徴であるシールについて、チューブ状包装積層材料を横シールするシール装置を示す断視図の図1を参照して、横シール形成を説明する。
内容液30が充填され、チューブ状包装積層材料1が垂直に下降する。シール装置10で、チューブ状包装積層材料1を液面下で挟み、押圧し、内容液を上に押し上げ、チューブ状包装積層材料の最内面同士を接触させる。加熱部材が包装材料の最内層を加熱溶融しシールする。2本の横シール帯域1d、1dが形成される。
シール装置10は2本のシールジョー10aと2本のカウンタージョー10bにより材料1を挟んで、横シールする。シールジョー10aは、チューブ状包装積層材料の横シールすべき帯域と接触する作用面10dと、作用面に設けられた高周波誘導加熱用導電部材10cを有する。カウンタージョー10bはチューブ状包装積層材料の横シールすべき帯域を介して作用面10dと対向する対向面10fを有し、横シールすべき帯域を押圧する。2本のカウンタージョー10bの間に、前進後退自在に配置され、2本のシールジョー10d、10dと2本のカウンタージョー10b、10bとにより形成された2本の横シール帯域1d、1dの間を切断する切断手段のナイフ10hが設けられている。
【0018】
本発明による特徴であるシールでは、図1を参照すれば、2本の作用面10d及びその延長面10ddから形成された山形状面によって、2本の横シール帯域1dが形成されるべき領域のチューブ状包装積層材料1を「く」の字状に曲げる。
チューブ内に内容液が充填され、液面下で横シールするが、山形状面によってチューブ状包装積層材料1を「く」の字状に曲げるので、横シール帯域1dが形成されるべき領域から内容液が十分に押出され、2対のシールジョー10d及びカウンタージョー10bとの間に、内容液が残留することがない。
また、シールジョー10d及びカウンタージョー10bによるチューブ状包装積層材料1への押圧方向がチューブ状包装積層材料1に対して垂直ではなくなり、溶融した材料がシール面で混じり合い、チューブ状包装積層材料1間で挟まれた微量な残留内容液さえも十分に混合して良好なシール帯域を形成することができる。
上記態様の他、2本の対向面及びその延長面から形成された山形状面によって、2本の横シール帯域1dが形成されるべき領域のチューブ状包装積層材料1を「く」の字状に曲げることもできる。
【0019】
この発明の好ましい態様において、図1を参照すれば、2本のカウンタージョー10b、10bの間に前進後退自在に配置され、2本の横シール帯域1d、1dの間を切断する切断手段のナイフ10hを更に備える。
別の態様において、2本のシールジョーと2本のカウンタージョーとにより形成された2本の横シール帯域の間を切断する切断手段をシール装置の下流側に備える。
【0020】
この発明の包装充填装置では、シール装置によって横シールして横シール帯域を形成し、横シール帯域間を切断して予備形状容器を形成し、フラップやフィンを折り畳んで最終形状容器14を得る。
チューブ状包装積層材料が横シールされ、予備形状容器から最終形状容器が成形される様子を示す斜視図の図5(B)を参照して説明する。
図5(B)は、横シール帯域1dが切断され、折り込み線に沿って成形され、頂部や底部、側面にフィンやフラップが形成された予備形状容器13を示す。フラップ13aやフィン13bを折り畳んで最終形状容器を得る。
【発明を実施するための最良の形態】
【0021】
以下、本発明の実施の形態について図面を参照しながら詳細に説明する。
図1は、この発明によるシール装置第1実施例を示す断視図である。
図2は、この発明によるシール装置第2実施例を示す断視図である。
図3は、この発明の包装充填機の外観を示す斜視図である。
図4は、シール装置の動作を説明する拡大断面図である。
図5は、包装容器が横シールされ、成形される様子を示す斜視図である。
図6は、包装容器例の外観図である。
【0022】
図3を参照して、この発明の実施態様の概要を説明する。
この充填機では、紙基材層の内外層に熱可塑性材料層及びアルミ箔層を有し、ロール状に巻かれた包装材料ウェブ1を巻き出し、ローラにより充填機内を搬送する。シーリングテープ2を包装材料縁部に接合するアプリケータ3を経て、滅菌剤槽4内で包装材料ウェブを滅菌し、エアナイフ5で滅菌剤が除去する。次いで、無菌室40に入り、成形ローラ6によりチューブ状に成形し、包装材料の両端部を重ねてオーバーラップを形成し、オーバーラップで縦線方向に縦シールエレメント8によりチューブ縦方向にシールし、そのチューブ内に充填パイプ7から内容液の液体食品を充填する。
【0023】
チューブ包装材料ウェブ1を液面下で包装容器1個分に相当する長さ分だけ下方に送りながら、横シール装置10のシールジョーとカウンタージョーにより横断方向に横シールし、同時に枕状予備成形体に連続的に成形する。繋がった枕状予備成形体12のシール帯域の中間をナイフの切断手段により切断して個々の枕状予備成形体13に切り離し、最終成形装置15で枕状予備成形体の上下のフラップを折り曲げて最終形態の包装充填容器14に成形する。
【0024】
この実施態様のシールを、シール装置の第2の実施例を示す断視図の図2を参照して、横シール形成を説明する。
内容液30が充填されたチューブ状包装積層材料1が垂直に下降する。シール装置で、チューブ状包装積層材料1を液面下で挟み、押圧し、内容液を排除し、チューブ状包装積層材料の最内面同士を接触させる。高周波誘導加熱用導電部材10cが包装材料の最内層を加熱溶融しシールする。2本の横シール帯域1d、1dが形成される。
シール装置例は2本のシールジョー10aと2本のカウンタージョー10bにより重なった2枚の材料1を挟んで、横シールする。シールジョー10aは、チューブ状包装積層材料の横シールすべき帯域と接触する作用面10dと、作用面に設けられた高周波誘導加熱用導電部材10cを有する。カウンタージョー10bはチューブ状包装積層材料の横シールすべき帯域を介して作用面10dと対向する対向面10fを有し、横シールすべき帯域を押圧する。
【0025】
この実施態様のシールでは、2本の対向面10f及びその延長面10ffから形成された山形状面によって、2本の横シール帯域1dが形成されるべき領域のチューブ状包装積層材料1を「く」の字状に曲げる。
図2に示すように、山形状面によってチューブ状包装積層材料1を断面「く」の字状に曲げるので、横シール帯域1dが形成されるべき領域から内容液が十分に押出され、2対のシールジョー10d及びカウンタージョー10bとの間に、内容液が残留することがない。
また、シールジョー10d及びカウンタージョー10bによるチューブ状包装積層材料1への押圧方向がチューブ状包装積層材料1に対して垂直ではなくなり、溶融した材料がシール面で混じり合い、チューブ状包装積層材料1間で挟まれた微量な残留内容液さえも十分に混合して良好なシール帯域を形成することができる。
別の態様として、上述した図1による態様がある。
【0026】
上述のように、横シール帯域に内容液が残留することがない。また、良好なシール帯域を形成することができる。
【0027】
なお、本発明は前記実施の形態に限定されるものではなく、本発明の趣旨に基づいて種々変形させることが可能であり、それらを本発明の範囲から排除するものではない。
【産業上の利用可能性】
【0028】
この発明は、ジュースや牛乳などの液体食品などを充填した包装容器の製造に適用することができる。
【図面の簡単な説明】
【0029】
【図1】図1は、この発明によるシール装置第1実施例を示す断視図である。
【図2】図2は、この発明によるシール装置第2実施例を示す断視図である。
【図3】図3は、この発明の包装充填機の外観を示す斜視図である。
【図4】図4は、シール装置の動作を説明する拡大断面図である。
【図5】図5は、包装容器が横シールされ、成形される様子を示す外観図である。
【図6】図6は、包装容器例の外観図である。
【符号の説明】
【0030】
10a ・・・シールジョー
10b ・・・カウンタージョー
10c ・・・加熱部材
10d ・・・作用面
【特許請求の範囲】
【請求項1】
内容液が充填され垂直に下降するチューブ状包装積層材料を液面下で横断方向に横シールするシール装置であって、
チューブ状包装積層材料の横シールすべき帯域と接触する作用面と、該作用面に設けられた加熱部材とを有し、互いに平行する2本のシールジョーと、
該チューブ状包装積層材料の横シールすべき帯域を介して該作用面と対向する対向面を有し、該横シールすべき帯域を押圧し、互いに平行する2本のカウンタージョーと、を備え、
2本の該作用面及びその延長面から形成された山形状面若しくは2本の該対向面及びその延長面から形成された山形状面によって、2本の該横シール帯域が形成されるべき領域の該チューブ状包装積層材料を「く」の字状に曲げることを特徴とするシール装置。
【請求項2】
2本の該カウンタージョーの間に前進後退自在に配置され、2本の該シールジョーと2本の該カウンタージョーとにより形成された2本の横シール帯域の間を切断する切断手段を更に備える、請求項1記載のシール装置。
【請求項3】
チューブ状包装積層材料に内容液を充填し、該垂直に下降するチューブ状包装積層材料を液面下で横断方向にシール装置によって横シールして横シール帯域を形成し、該横シール帯域間を切断して予備形状容器を形成し、フラップを折り畳んで最終形状容器を得る包装充填装置であって、
該シール装置は、チューブ状包装積層材料の横シールすべき帯域と接触する作用面と、該作用面に設けられた加熱部材とを有し、互いに平行する2本のシールジョーと、
該チューブ状包装積層材料の横シールすべき帯域を介して該作用面と対向する対向面を有し、該横シールすべき帯域を押圧し、互いに平行する2本のカウンタージョーと、を備え、
2本の該作用面及びその延長面から形成された山形状面若しくは2本の該対向面及びその延長面から形成された山形状面によって、2本の該横シール帯域が形成されるべき領域の該チューブ状包装積層材料を「く」の字状に曲げる、
ことを特徴とする包装充填装置。
【請求項4】
2本の該シールジョーと2本の該カウンタージョーとにより形成された2本の横シール帯域の間を切断する切断手段を、更に、該シール装置の下流に備える、請求項3記載の包装充填装置。
【請求項5】
内容液が充填され垂直に下降するチューブ状包装積層材料を液面下で横断方向にシール装置で横シールするシール方法であって、
該シール装置が、チューブ状包装積層材料の横シールすべき帯域と接触する作用面と、該作用面に設けられた加熱部材とを有し、互いに平行する2本のシールジョーと、
該チューブ状包装積層材料の横シールすべき帯域を介して該作用面と対向する対向面を有し、該横シールすべき帯域を押圧し、互いに平行する2本のカウンタージョーと、を備え、
2本の該作用面及びその延長面から形成された山形状面若しくは2本の該対向面及びその延長面から形成された山形状面によって、2本の該横シール帯域が形成されるべき領域の該チューブ状包装積層材料を「く」の字状に曲げることを特徴とするシール方法。
【請求項1】
内容液が充填され垂直に下降するチューブ状包装積層材料を液面下で横断方向に横シールするシール装置であって、
チューブ状包装積層材料の横シールすべき帯域と接触する作用面と、該作用面に設けられた加熱部材とを有し、互いに平行する2本のシールジョーと、
該チューブ状包装積層材料の横シールすべき帯域を介して該作用面と対向する対向面を有し、該横シールすべき帯域を押圧し、互いに平行する2本のカウンタージョーと、を備え、
2本の該作用面及びその延長面から形成された山形状面若しくは2本の該対向面及びその延長面から形成された山形状面によって、2本の該横シール帯域が形成されるべき領域の該チューブ状包装積層材料を「く」の字状に曲げることを特徴とするシール装置。
【請求項2】
2本の該カウンタージョーの間に前進後退自在に配置され、2本の該シールジョーと2本の該カウンタージョーとにより形成された2本の横シール帯域の間を切断する切断手段を更に備える、請求項1記載のシール装置。
【請求項3】
チューブ状包装積層材料に内容液を充填し、該垂直に下降するチューブ状包装積層材料を液面下で横断方向にシール装置によって横シールして横シール帯域を形成し、該横シール帯域間を切断して予備形状容器を形成し、フラップを折り畳んで最終形状容器を得る包装充填装置であって、
該シール装置は、チューブ状包装積層材料の横シールすべき帯域と接触する作用面と、該作用面に設けられた加熱部材とを有し、互いに平行する2本のシールジョーと、
該チューブ状包装積層材料の横シールすべき帯域を介して該作用面と対向する対向面を有し、該横シールすべき帯域を押圧し、互いに平行する2本のカウンタージョーと、を備え、
2本の該作用面及びその延長面から形成された山形状面若しくは2本の該対向面及びその延長面から形成された山形状面によって、2本の該横シール帯域が形成されるべき領域の該チューブ状包装積層材料を「く」の字状に曲げる、
ことを特徴とする包装充填装置。
【請求項4】
2本の該シールジョーと2本の該カウンタージョーとにより形成された2本の横シール帯域の間を切断する切断手段を、更に、該シール装置の下流に備える、請求項3記載の包装充填装置。
【請求項5】
内容液が充填され垂直に下降するチューブ状包装積層材料を液面下で横断方向にシール装置で横シールするシール方法であって、
該シール装置が、チューブ状包装積層材料の横シールすべき帯域と接触する作用面と、該作用面に設けられた加熱部材とを有し、互いに平行する2本のシールジョーと、
該チューブ状包装積層材料の横シールすべき帯域を介して該作用面と対向する対向面を有し、該横シールすべき帯域を押圧し、互いに平行する2本のカウンタージョーと、を備え、
2本の該作用面及びその延長面から形成された山形状面若しくは2本の該対向面及びその延長面から形成された山形状面によって、2本の該横シール帯域が形成されるべき領域の該チューブ状包装積層材料を「く」の字状に曲げることを特徴とするシール方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2009−149365(P2009−149365A)
【公開日】平成21年7月9日(2009.7.9)
【国際特許分類】
【出願番号】特願2007−331265(P2007−331265)
【出願日】平成19年12月24日(2007.12.24)
【出願人】(000229232)日本テトラパック株式会社 (259)
【Fターム(参考)】
【公開日】平成21年7月9日(2009.7.9)
【国際特許分類】
【出願日】平成19年12月24日(2007.12.24)
【出願人】(000229232)日本テトラパック株式会社 (259)
【Fターム(参考)】
[ Back to top ]