
シール装置
【課題】シール部材を安定して強固に固定でき、長期間良好なシール状態を維持することができ、シール部材の定期交換を飛躍的に長期化することができ、しかも交換が短時間で容易にできるシール装置を得る。
【解決手段】一対のリテーナ20間に介在するスペーサ30と、前記リテーナ20内に配置される複数のシール部材40と、を有するシール装置であって、前記リテーナ20内周に複数の異径の環状面23、24を有し、かつ、前記環状面23、24は軸方向外方から内方に向けて段違いに拡径するように形成されており、外方の環状面23にはシール部材40を直接リテーナ20に配置し、内方の環状面24には、該シール部材40に嵌合可能なハウジング50を介してシール部材40をリテーナ20に配置し、かつ、外方に位置するシール部材40とハウジング50の環状凸片52とが、軸方向に密接して配置されている。
【解決手段】一対のリテーナ20間に介在するスペーサ30と、前記リテーナ20内に配置される複数のシール部材40と、を有するシール装置であって、前記リテーナ20内周に複数の異径の環状面23、24を有し、かつ、前記環状面23、24は軸方向外方から内方に向けて段違いに拡径するように形成されており、外方の環状面23にはシール部材40を直接リテーナ20に配置し、内方の環状面24には、該シール部材40に嵌合可能なハウジング50を介してシール部材40をリテーナ20に配置し、かつ、外方に位置するシール部材40とハウジング50の環状凸片52とが、軸方向に密接して配置されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、シール装置、特にラム等往復動する部材のシールパック部分からの潤滑油漏れやクーラントの逆流を防止するシール装置に関する。
【背景技術】
【0002】
従来、例えばラムの往復動により缶体を絞りしごき加工して製缶する製缶装置において、先端部に成形用パンチが固着されたラムは、潤滑油が使用される軸駆動側のギアボックス側と、冷却のためのクーラントを使用するツールボックス(パンチ)側を往復動する。そのため、駆動側からの潤滑油洩れや、ツールボックス側からのクーラントの逆流を防ぐために、その境界部、一般にはギアボックス端部にシール装置が設けられている。
【0003】
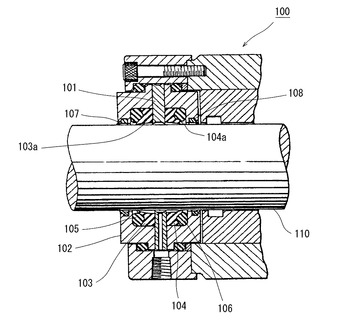
図4は、特許文献1に記載されている従来のシール装置の一例を示している。該シール装置100は、中間にスペーサ101を挟んで断面がほぼE字形状に形成されたシール部材保持体102内に、ラム110と接触する弾性ゴム体からなる一対のロッドシール部材103、104が保持されており、また、該ロッドシール部材103、104のナイフエッジ状の側方先端部103a、104aが、オーリング105、106により常にラム110に押圧するように設けられている。前記一対のロッドシール部材103、104のうち、ギアボックス側のロッドシール部材104の側方先端部104aはギアボックス側を向き、ギアボックス側からの潤滑油の漏れを防いでいる。また、ツールボックス側のロッドシール部材103の側方先端部103aはツールボックス側を向き、ツールボックス側からのクーラントのシール装置内への逆流を防いでいる。
【0004】
また、シール部材保持体102の外方両側には、弾性ゴム体からなるワイパーシール部材107、108が、スクリュー等にて取り付け板(図示せず)を介して、シール部材保持体102に取り付けられている。前記ワイパーシール部材107の側方先端部はツールボックス側に向き、往復動するラム外周面からダストやクーラントを掻き取り、ワイパーシール部材108の側方先端部はギアボックス側に向き、ラム外周面からダストや潤滑油を掻き取る。
【0005】
また、他のシール装置として、シール装置本体の内周部に装着されてラムに密着するシールを備えた複数の環状リングとを備え、シール装置本体の内周部には、前記環状シールリングが装着される第1の凹所と第2の凹所が形成され、第1の凹所に4つのシールリングを、第2の凹所に1個のシールリングを配置し、その最も基端側のシールリングをロッドワイパーとし、その次に配置される2つのシールリングをステップシールとし、最も先端側に配置されるシールリングを第2の凹所に配置されるシールリングと共にエクスクルーダーとしたものが提案されている(特許文献2、3の段落[0011]参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】実公昭62−7028号公報
【特許文献2】特開平07−185682号公報
【特許文献3】特開平07−185683号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上記のように、ワイパーシールとロッドシールの組合せから構成される従来のシール装置は、シール部材の磨耗、油分摩擦熱による材質劣化、弾性低下、膨張収縮などによるシール劣化によって、潤滑油漏れやクーラントの逆流が発生し、さらに潤滑油のクーラント側への持ち込み量が多くなると、潤滑油が缶胴に付着してブラックスポット(黒色グリース状の汚れ)の発生原因となって缶品質にも影響を及ぼすことがあるため、定期的なシール部材交換が必要となる。前記シール部材は、偏心やめくれがないように正確に位置決め保持されていないと所望の耐久性および耐摩耗性を得ることができないため、交換・調整作業は慎重に行わなければならないが、長時間の交換・調整作業は生産性の低下の原因となり、作業の簡素化・効率化が求められていた。
【0008】
そこで、本発明は、上記問題点に鑑み、位置決め保持のためにシール部材を正確に、かつ強固に固定でき、長期間良好なシール状態を維持して耐久性および耐摩耗性を向上させることにより生産性を向上させ、また、交換が容易で短時間に行えるシール装置を提供すること目的とする。
【課題を解決するための手段】
【0009】
上記課題を解決するため、本発明の請求項1に係るシール装置は、一対のリテーナ間に介在するスペーサと、前記リテーナ内に配置される複数のシール部材と、を有するシール装置であって、前記リテーナ内周に複数の異径の環状面を有し、かつ、前記環状面は軸方向外方から内方に向けて段違いに拡径するように形成されており、外方の環状面にはシール部材を直接リテーナに配置し、内方の環状面には、該シール部材に嵌合可能なハウジングを介してシール部材をリテーナに配置し、かつ外方に位置するシール部材とハウジングの環状凸片とが、軸方向に密接して配置されることを特徴とする。
【0010】
本発明の請求項1に係るシール装置によれば、シール部材の位置決めが正確かつ強固に固定できるので、従来に比べてシール部材の偏心や移動がなくシール性、耐久性に優れるシール装置を得ることができる。また、前記リテーナ及びハウジングとシール部材は嵌合によって構成されるため、その交換作業が容易である。さらに、弾性のシール部材を前記ハウジングによって個別にリテーナ内に配置することができ、複数のシール部材を軸方向(すなわちラムの運動方向)に重ねて挿入した場合に考えられるシール部材の移動や反り返り等も防止することができる。
【0011】
また、本発明の請求項2に係るシール装置は、請求項1の発明において、前記シール部材は、基部から半径方向に傾斜して突出するナイフエッジ状先端部を有する環状のシールリングと、該シールリングの外周面を嵌合保持する保持リングの組み合わせからなり、該保持リングの外周面が前記リテーナ環状面、又は前記ハウジングの円筒内周面と嵌合することを特徴とする。
【0012】
本発明の請求項2に係るシール装置によれば、シールリングと、シールリングをラム外周面へ押圧するために必要とされたオーリングによる従来のシール部材と比べて、シール部材の形状が安定するため、常に一定の接触圧でラムに接触させることができ、シール部材のめくれや消耗が少ない。
【発明の効果】
【0013】
以上のように、本発明によれば、潤滑油の洩れやクーラント等の逆流を確実に防ぐことができ、しかもシール部材を強固に安定して嵌合保持することができ、従来と比べて耐久性および耐摩耗性を飛躍的に向上させることができる。また、成形機等におけるラム行程に用いられるシール装置の定期交換期間を延ばすことができ、生産性を向上させることができる。さらに、本発明の構造上、シール部材の交換が短時間かつ容易であるので、作業性を向上させることができる。
【図面の簡単な説明】
【0014】
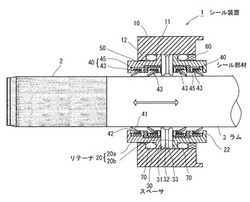
【図1】本発明の実施形態に係るシール装置の縦断面概略図である。
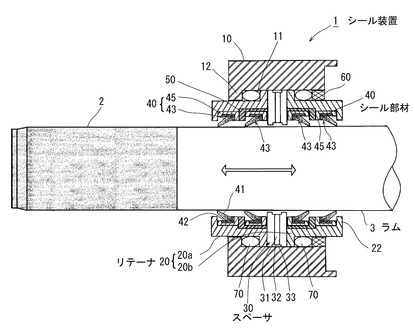
【図2】図1に示すシール装置のリテーナを示し、(a)は平面図、(b)はそのA−A断面図である。
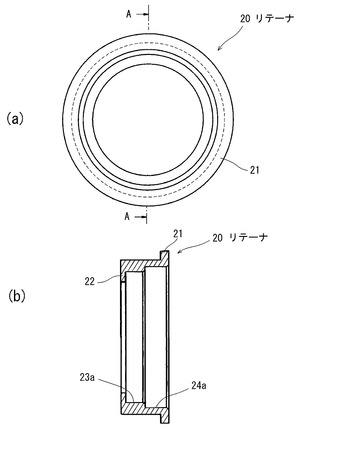
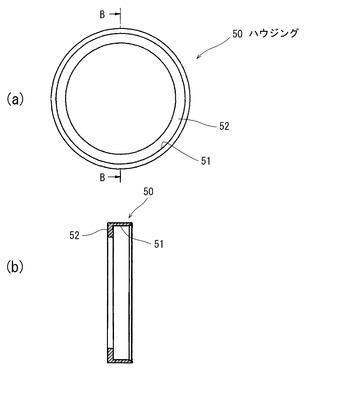
【図3】図1に示すシール装置のハウジングを示し、(a)は平面図、(b)はそのB−B断面図である。
【図4】従来のシール装置の縦断面図である。
【発明を実施するための形態】
【0015】
以下、本発明の実施形態を詳細に説明する。
図1は、本発明の実施形態に係るシール装置の縦断面概略図であり、該実施形態は絞りしごき加工により缶体を成形する製缶装置に適用したシール装置の要部を示している。本実施形態に係るシール装置1は、先端部にパンチ2を有するラム3の往復行程路に適用されたシール装置であり、ラムを往復駆動させる図示しない駆動側のギアボックス端部に設けられる。本実施形態のシール装置1は、主な構成部材としてシールパックハウジング10、リテーナ20(20a、20b)、スペーサ30、シール部材40、ハウジング50および固定リング60とから構成されている。リテーナ20は、スペーサ30を挟んで一対配置され、該リテーナ内に前記ラム3と接触するシール部材40がそれぞれ2個ずつ配置されている。
【0016】
図示のように、シールパックハウジング10は全体として略円環状に形成され、後述するオーリングを介してリテーナを嵌合させる断面円形の嵌合凹部11を内周面に有している。また、ツールボックス側の端部は中央部より径小となっていて、前記オーリングを軸方向に受けるオーリング受け凸条12となり、ギアボックス側の端部は中央部と同径に開放されて、リテーナ外周面との間に後述する固定リング60が嵌合できるようになっている。
【0017】
リテーナ20(20a、20b)は、その詳細を図2に示すように、全体として外周面がリング状に形成されて、一方の端部の外周には、径方向外方に突出するフランジ21を有している。該フランジ21の径方向高さは、前記シールパックハウジング10に形成されたオーリング受け凸条12の高さと略同じ高さに形成され、該フランジ21とオーリング受け凸条12との間にオーリング70が介在されている。また、リテーナ20の他方の端部の内周には、径方向内側に突出する環状凸片22が形成されている。
【0018】
さらに、該環状凸片22を除くリテーナ内周には内径が異なる2段の環状面が形成され、前記環状面は軸方向外方から内方に向けて段違いに拡径するように形成されている。すなわち、環状凸片22側に位置する第一環状面23は後述するシール部材40の外径より僅かに大径でシール部材40が嵌合する内径を有し、第二環状面24は第一環状面より径大で、後述するハウジング50の外径よりも僅かに大径を有してハウジングが嵌合可能に形成されている。そして、各段の環状面の軸方向長さ(すなわちラムの運動方向の幅)は、後述するシール部材40の幅またはハウジング50の幅と同じ長さに形成され、それにより後述するようにスペーサ30と環状凸状22との間に2個のシール部材を位置決めし、強固に固定できるようになっている。また、シール部材40またはハウジング50を嵌合しやすいように、第一環状面23および第二環状面24の内方端部はわずかに傾斜部分が設けられている。
【0019】
スペーサ30は、内径がラム直径よりも大きい略円板状に形成されており、円周に沿って複数の導孔31が設けられ、各導孔31の外端部32はスペーサ30の外周溝33を介してシールパックハウジング10のヴェント(図示せず)に連通している。これにより、シール空間内に流入した潤滑油やクーラントをシール装置外へ排出することができる。またスペーサ30は、2個のリテーナ20a、20bの間に位置して、ギアボックス側のシール空間とツールボックス側のシール空間を区画すると共に、シール部材を位置決め固定する機能も有している。
【0020】
シール部材40は、基部42から半径方向に傾斜して突出するナイフエッジ状先端部41を有している。シール部材40は、硬質弾性材料からなる環状のシールリング43と、シールリング43より硬質弾性材料であって、シールリング43の外周面を嵌合保持する略断面凹状の保持リング45の組み合わせからなる。保持リング45の外周面は、リテーナ20の第一環状面23、又は後述するハウジング50の円筒内周面51と嵌合するようになっている。なお、本実施形態で用いられるシール部材は、全て同形のシール部材である。
【0021】
図3に示すように、ハウジング50は環状に形成され、かつ軸方向断面がL字状であり、その外径は前記第二環状面24の内径よりも僅かに小さく、且つ軸方向長さ(幅)は該第二環状面24と同幅であって、一致して嵌合保持されるように形成されている。また、円筒内周面51の内径は、シール部材40の保持リング45の外径よりも僅かに大きく、嵌合可能になっている。また、環状凸片52がフランジ状に内方に直角に立ち上がって直壁となって、その外側に位置するシール部材40の端面と接して位置決めすると共に軸方向への移動を防止している。すなわち、ハウジング50によって、弾性のシール部材40を個別にリテーナ20内に配置することができ、複数のシール部材40を軸方向(すなわちラムの運動方向)に重ねて挿入した場合に考えられるシール部材40の移動や反り返り等も防止することができる。
【0022】
上記構成からなる本実施形態に係るシール装置は、次のように組み立てて構成されている。すなわち、図1に示すように、リテーナ20aの第一環状面23にシール部材40を嵌合し、次いでシール部材40を嵌合したハウジング50を第二環状面24に嵌合した状態とし、その後、該リテーナ20aの外周面にオーリング70をフランジ21と接するように嵌合し、シールパックハウジング10に嵌合してツールボックス側のシール部材を組み立てる。この際、シール部材40のナイフエッジ状先端部41は、環状凸片22または52側を向くように配置されている。次いで、リテーナ20bも上記同様に組み立てた後、スペーサ30を介して、リテーナ20aと対称配置となるようシールパックハウジング10に嵌合し、最後に固定リング60を嵌合してシール装置が組み立てられる。それをラムに挿入して、最後にシールパックハウジング10に形成された複数個の固定孔(図示せず)を介して、ギアボックス側の端部にセットスクリューで固定して組み立てる。また、シール部材の交換には、組み立てと逆の手順でシール装置をギアボックスから取り外して分解する。
【0023】
以上のように、本実施形態のシール装置は、外方の環状面にはシール部材を直接リテーナに配置し、内方の環状面には、該シール部材に嵌合可能なハウジングを介してシール部材をリテーナに配置し、かつ外方に位置するシール部材とハウジングの環状凸片とが、軸方向に密接して配置する構成となっているので、従来のシール装置と比べて構造が簡素であり、ワイパーシールの脱着作業の必要がなく短時間で交換することができる。また、オーリングを介してシールパックハウジングのオーリング受け凸条と固定リングによって固定されたリテーナは、スペーサ方向に向けて押圧状態となっており、シール部材の位置決めが確実で強固に固定できるので、従来に比べてシール部材の偏心や移動がなくシール性に優れ、かつ耐久性を有するシール装置を得ることができる。さらに、弾性のシール部材を前記ハウジングによって個別にリテーナ内に配置することができ、複数のシール部材を軸方向(すなわちラムの運動方向)に重ねて挿入した場合に考えられるシール部材の移動や反り返り等も防止することができる。
【0024】
さらに、シール部材は、シールリングと保持リングの組合せから構成され、シールリングと、シールリングをラム外周面へ押圧するために必要とされたオーリングによる従来のシール部材と比べて、シール部材の形状が安定するため、常に一定の接触圧でラムに接触させることができ、シール部材のめくれや消耗が少なく、従来と比べて飛躍的に耐久性および耐摩耗性を付与することができる。
【0025】
以上、本発明の好適な実施形態について説明したが、本発明は上記実施形態に限るものでなく、用途に応じてその技術的思想の範囲内で種々の設計変更が可能である。例えば、上記実施形態では、シール部材は、片側2つのシール部材で構成したが、3段以上に構成することも可能である。また、シール装置は、製缶の絞りしごき装置に限らず、通常の絞り装置やパンチ装置のラムや往復動する軸のシール装置にも適用可能である。
【実施例】
【0026】
[実施例]
図1に示す装置で、350mlアルミニウム製絞りしごき缶を成形速度200spmで絞りしごき成形して、3ヶ月間シール部材の交換をしないで成形を行った。3ヶ月経過後のシール部材は、劣化がなくめくれや磨耗も殆どなく状態は良好であり、ブラックスポットの発生も観察されなかった。また、その後も使用を継続したところ、12ヶ月経過後のシール部材においても劣化がなく、また、めくれや磨耗も殆どなく状態は良好であった。なお、シール部材は、シールリングが熱可塑性ポリウレタンエストラマー、保持リングがポリアセタール(ポリオキシメチレン)からなるエコノモスジャパン株式会社製のシール部材を使用した。
[比較例]
図4に示す従来のシール装置を適用して、実施例と同様な缶を同条件で絞りしごき加工により成形した。その結果3ヶ月経過後にシール部材が劣化して、ワイパーシールより油漏れが観測された。
以上の結果、比較例が3〜4ヶ月ごとにシール部材を交換しなければならないのに比べて、本実施例によれば、12ヶ月以上もの使用に耐えることが判明した。すなわち、生産性の低下を防ぐことができると共に、消耗品であるシール部材のコスト節約にもなり、実用的価値が極めて高いことが確認できた。
【産業上の利用可能性】
【0027】
本発明のシール装置は、製缶装置の絞りしごき装置のラム行程に適用して、生産性を向上させるばかりでなく、通常の絞り装置やパンチ装置のラムのシール装置にも好適に適用可能である。
【符号の説明】
【0028】
1 シール装置
2 パンチ
3 ラム
10 シールパックハウジング
12 オーリング受け凸条
20 リテーナ
21 フランジ
22 環状凸片
23 第一環状面
24 第二環状面
30 スペーサ
40 シール部材
41 ナイフエッジ状先端部
42 基部
43 シールリング
45 保持リング
50 ハウジング
51 円筒内周面
52 環状凸片
60 固定リング
70 オーリング
【技術分野】
【0001】
本発明は、シール装置、特にラム等往復動する部材のシールパック部分からの潤滑油漏れやクーラントの逆流を防止するシール装置に関する。
【背景技術】
【0002】
従来、例えばラムの往復動により缶体を絞りしごき加工して製缶する製缶装置において、先端部に成形用パンチが固着されたラムは、潤滑油が使用される軸駆動側のギアボックス側と、冷却のためのクーラントを使用するツールボックス(パンチ)側を往復動する。そのため、駆動側からの潤滑油洩れや、ツールボックス側からのクーラントの逆流を防ぐために、その境界部、一般にはギアボックス端部にシール装置が設けられている。
【0003】
図4は、特許文献1に記載されている従来のシール装置の一例を示している。該シール装置100は、中間にスペーサ101を挟んで断面がほぼE字形状に形成されたシール部材保持体102内に、ラム110と接触する弾性ゴム体からなる一対のロッドシール部材103、104が保持されており、また、該ロッドシール部材103、104のナイフエッジ状の側方先端部103a、104aが、オーリング105、106により常にラム110に押圧するように設けられている。前記一対のロッドシール部材103、104のうち、ギアボックス側のロッドシール部材104の側方先端部104aはギアボックス側を向き、ギアボックス側からの潤滑油の漏れを防いでいる。また、ツールボックス側のロッドシール部材103の側方先端部103aはツールボックス側を向き、ツールボックス側からのクーラントのシール装置内への逆流を防いでいる。
【0004】
また、シール部材保持体102の外方両側には、弾性ゴム体からなるワイパーシール部材107、108が、スクリュー等にて取り付け板(図示せず)を介して、シール部材保持体102に取り付けられている。前記ワイパーシール部材107の側方先端部はツールボックス側に向き、往復動するラム外周面からダストやクーラントを掻き取り、ワイパーシール部材108の側方先端部はギアボックス側に向き、ラム外周面からダストや潤滑油を掻き取る。
【0005】
また、他のシール装置として、シール装置本体の内周部に装着されてラムに密着するシールを備えた複数の環状リングとを備え、シール装置本体の内周部には、前記環状シールリングが装着される第1の凹所と第2の凹所が形成され、第1の凹所に4つのシールリングを、第2の凹所に1個のシールリングを配置し、その最も基端側のシールリングをロッドワイパーとし、その次に配置される2つのシールリングをステップシールとし、最も先端側に配置されるシールリングを第2の凹所に配置されるシールリングと共にエクスクルーダーとしたものが提案されている(特許文献2、3の段落[0011]参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】実公昭62−7028号公報
【特許文献2】特開平07−185682号公報
【特許文献3】特開平07−185683号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上記のように、ワイパーシールとロッドシールの組合せから構成される従来のシール装置は、シール部材の磨耗、油分摩擦熱による材質劣化、弾性低下、膨張収縮などによるシール劣化によって、潤滑油漏れやクーラントの逆流が発生し、さらに潤滑油のクーラント側への持ち込み量が多くなると、潤滑油が缶胴に付着してブラックスポット(黒色グリース状の汚れ)の発生原因となって缶品質にも影響を及ぼすことがあるため、定期的なシール部材交換が必要となる。前記シール部材は、偏心やめくれがないように正確に位置決め保持されていないと所望の耐久性および耐摩耗性を得ることができないため、交換・調整作業は慎重に行わなければならないが、長時間の交換・調整作業は生産性の低下の原因となり、作業の簡素化・効率化が求められていた。
【0008】
そこで、本発明は、上記問題点に鑑み、位置決め保持のためにシール部材を正確に、かつ強固に固定でき、長期間良好なシール状態を維持して耐久性および耐摩耗性を向上させることにより生産性を向上させ、また、交換が容易で短時間に行えるシール装置を提供すること目的とする。
【課題を解決するための手段】
【0009】
上記課題を解決するため、本発明の請求項1に係るシール装置は、一対のリテーナ間に介在するスペーサと、前記リテーナ内に配置される複数のシール部材と、を有するシール装置であって、前記リテーナ内周に複数の異径の環状面を有し、かつ、前記環状面は軸方向外方から内方に向けて段違いに拡径するように形成されており、外方の環状面にはシール部材を直接リテーナに配置し、内方の環状面には、該シール部材に嵌合可能なハウジングを介してシール部材をリテーナに配置し、かつ外方に位置するシール部材とハウジングの環状凸片とが、軸方向に密接して配置されることを特徴とする。
【0010】
本発明の請求項1に係るシール装置によれば、シール部材の位置決めが正確かつ強固に固定できるので、従来に比べてシール部材の偏心や移動がなくシール性、耐久性に優れるシール装置を得ることができる。また、前記リテーナ及びハウジングとシール部材は嵌合によって構成されるため、その交換作業が容易である。さらに、弾性のシール部材を前記ハウジングによって個別にリテーナ内に配置することができ、複数のシール部材を軸方向(すなわちラムの運動方向)に重ねて挿入した場合に考えられるシール部材の移動や反り返り等も防止することができる。
【0011】
また、本発明の請求項2に係るシール装置は、請求項1の発明において、前記シール部材は、基部から半径方向に傾斜して突出するナイフエッジ状先端部を有する環状のシールリングと、該シールリングの外周面を嵌合保持する保持リングの組み合わせからなり、該保持リングの外周面が前記リテーナ環状面、又は前記ハウジングの円筒内周面と嵌合することを特徴とする。
【0012】
本発明の請求項2に係るシール装置によれば、シールリングと、シールリングをラム外周面へ押圧するために必要とされたオーリングによる従来のシール部材と比べて、シール部材の形状が安定するため、常に一定の接触圧でラムに接触させることができ、シール部材のめくれや消耗が少ない。
【発明の効果】
【0013】
以上のように、本発明によれば、潤滑油の洩れやクーラント等の逆流を確実に防ぐことができ、しかもシール部材を強固に安定して嵌合保持することができ、従来と比べて耐久性および耐摩耗性を飛躍的に向上させることができる。また、成形機等におけるラム行程に用いられるシール装置の定期交換期間を延ばすことができ、生産性を向上させることができる。さらに、本発明の構造上、シール部材の交換が短時間かつ容易であるので、作業性を向上させることができる。
【図面の簡単な説明】
【0014】
【図1】本発明の実施形態に係るシール装置の縦断面概略図である。
【図2】図1に示すシール装置のリテーナを示し、(a)は平面図、(b)はそのA−A断面図である。
【図3】図1に示すシール装置のハウジングを示し、(a)は平面図、(b)はそのB−B断面図である。
【図4】従来のシール装置の縦断面図である。
【発明を実施するための形態】
【0015】
以下、本発明の実施形態を詳細に説明する。
図1は、本発明の実施形態に係るシール装置の縦断面概略図であり、該実施形態は絞りしごき加工により缶体を成形する製缶装置に適用したシール装置の要部を示している。本実施形態に係るシール装置1は、先端部にパンチ2を有するラム3の往復行程路に適用されたシール装置であり、ラムを往復駆動させる図示しない駆動側のギアボックス端部に設けられる。本実施形態のシール装置1は、主な構成部材としてシールパックハウジング10、リテーナ20(20a、20b)、スペーサ30、シール部材40、ハウジング50および固定リング60とから構成されている。リテーナ20は、スペーサ30を挟んで一対配置され、該リテーナ内に前記ラム3と接触するシール部材40がそれぞれ2個ずつ配置されている。
【0016】
図示のように、シールパックハウジング10は全体として略円環状に形成され、後述するオーリングを介してリテーナを嵌合させる断面円形の嵌合凹部11を内周面に有している。また、ツールボックス側の端部は中央部より径小となっていて、前記オーリングを軸方向に受けるオーリング受け凸条12となり、ギアボックス側の端部は中央部と同径に開放されて、リテーナ外周面との間に後述する固定リング60が嵌合できるようになっている。
【0017】
リテーナ20(20a、20b)は、その詳細を図2に示すように、全体として外周面がリング状に形成されて、一方の端部の外周には、径方向外方に突出するフランジ21を有している。該フランジ21の径方向高さは、前記シールパックハウジング10に形成されたオーリング受け凸条12の高さと略同じ高さに形成され、該フランジ21とオーリング受け凸条12との間にオーリング70が介在されている。また、リテーナ20の他方の端部の内周には、径方向内側に突出する環状凸片22が形成されている。
【0018】
さらに、該環状凸片22を除くリテーナ内周には内径が異なる2段の環状面が形成され、前記環状面は軸方向外方から内方に向けて段違いに拡径するように形成されている。すなわち、環状凸片22側に位置する第一環状面23は後述するシール部材40の外径より僅かに大径でシール部材40が嵌合する内径を有し、第二環状面24は第一環状面より径大で、後述するハウジング50の外径よりも僅かに大径を有してハウジングが嵌合可能に形成されている。そして、各段の環状面の軸方向長さ(すなわちラムの運動方向の幅)は、後述するシール部材40の幅またはハウジング50の幅と同じ長さに形成され、それにより後述するようにスペーサ30と環状凸状22との間に2個のシール部材を位置決めし、強固に固定できるようになっている。また、シール部材40またはハウジング50を嵌合しやすいように、第一環状面23および第二環状面24の内方端部はわずかに傾斜部分が設けられている。
【0019】
スペーサ30は、内径がラム直径よりも大きい略円板状に形成されており、円周に沿って複数の導孔31が設けられ、各導孔31の外端部32はスペーサ30の外周溝33を介してシールパックハウジング10のヴェント(図示せず)に連通している。これにより、シール空間内に流入した潤滑油やクーラントをシール装置外へ排出することができる。またスペーサ30は、2個のリテーナ20a、20bの間に位置して、ギアボックス側のシール空間とツールボックス側のシール空間を区画すると共に、シール部材を位置決め固定する機能も有している。
【0020】
シール部材40は、基部42から半径方向に傾斜して突出するナイフエッジ状先端部41を有している。シール部材40は、硬質弾性材料からなる環状のシールリング43と、シールリング43より硬質弾性材料であって、シールリング43の外周面を嵌合保持する略断面凹状の保持リング45の組み合わせからなる。保持リング45の外周面は、リテーナ20の第一環状面23、又は後述するハウジング50の円筒内周面51と嵌合するようになっている。なお、本実施形態で用いられるシール部材は、全て同形のシール部材である。
【0021】
図3に示すように、ハウジング50は環状に形成され、かつ軸方向断面がL字状であり、その外径は前記第二環状面24の内径よりも僅かに小さく、且つ軸方向長さ(幅)は該第二環状面24と同幅であって、一致して嵌合保持されるように形成されている。また、円筒内周面51の内径は、シール部材40の保持リング45の外径よりも僅かに大きく、嵌合可能になっている。また、環状凸片52がフランジ状に内方に直角に立ち上がって直壁となって、その外側に位置するシール部材40の端面と接して位置決めすると共に軸方向への移動を防止している。すなわち、ハウジング50によって、弾性のシール部材40を個別にリテーナ20内に配置することができ、複数のシール部材40を軸方向(すなわちラムの運動方向)に重ねて挿入した場合に考えられるシール部材40の移動や反り返り等も防止することができる。
【0022】
上記構成からなる本実施形態に係るシール装置は、次のように組み立てて構成されている。すなわち、図1に示すように、リテーナ20aの第一環状面23にシール部材40を嵌合し、次いでシール部材40を嵌合したハウジング50を第二環状面24に嵌合した状態とし、その後、該リテーナ20aの外周面にオーリング70をフランジ21と接するように嵌合し、シールパックハウジング10に嵌合してツールボックス側のシール部材を組み立てる。この際、シール部材40のナイフエッジ状先端部41は、環状凸片22または52側を向くように配置されている。次いで、リテーナ20bも上記同様に組み立てた後、スペーサ30を介して、リテーナ20aと対称配置となるようシールパックハウジング10に嵌合し、最後に固定リング60を嵌合してシール装置が組み立てられる。それをラムに挿入して、最後にシールパックハウジング10に形成された複数個の固定孔(図示せず)を介して、ギアボックス側の端部にセットスクリューで固定して組み立てる。また、シール部材の交換には、組み立てと逆の手順でシール装置をギアボックスから取り外して分解する。
【0023】
以上のように、本実施形態のシール装置は、外方の環状面にはシール部材を直接リテーナに配置し、内方の環状面には、該シール部材に嵌合可能なハウジングを介してシール部材をリテーナに配置し、かつ外方に位置するシール部材とハウジングの環状凸片とが、軸方向に密接して配置する構成となっているので、従来のシール装置と比べて構造が簡素であり、ワイパーシールの脱着作業の必要がなく短時間で交換することができる。また、オーリングを介してシールパックハウジングのオーリング受け凸条と固定リングによって固定されたリテーナは、スペーサ方向に向けて押圧状態となっており、シール部材の位置決めが確実で強固に固定できるので、従来に比べてシール部材の偏心や移動がなくシール性に優れ、かつ耐久性を有するシール装置を得ることができる。さらに、弾性のシール部材を前記ハウジングによって個別にリテーナ内に配置することができ、複数のシール部材を軸方向(すなわちラムの運動方向)に重ねて挿入した場合に考えられるシール部材の移動や反り返り等も防止することができる。
【0024】
さらに、シール部材は、シールリングと保持リングの組合せから構成され、シールリングと、シールリングをラム外周面へ押圧するために必要とされたオーリングによる従来のシール部材と比べて、シール部材の形状が安定するため、常に一定の接触圧でラムに接触させることができ、シール部材のめくれや消耗が少なく、従来と比べて飛躍的に耐久性および耐摩耗性を付与することができる。
【0025】
以上、本発明の好適な実施形態について説明したが、本発明は上記実施形態に限るものでなく、用途に応じてその技術的思想の範囲内で種々の設計変更が可能である。例えば、上記実施形態では、シール部材は、片側2つのシール部材で構成したが、3段以上に構成することも可能である。また、シール装置は、製缶の絞りしごき装置に限らず、通常の絞り装置やパンチ装置のラムや往復動する軸のシール装置にも適用可能である。
【実施例】
【0026】
[実施例]
図1に示す装置で、350mlアルミニウム製絞りしごき缶を成形速度200spmで絞りしごき成形して、3ヶ月間シール部材の交換をしないで成形を行った。3ヶ月経過後のシール部材は、劣化がなくめくれや磨耗も殆どなく状態は良好であり、ブラックスポットの発生も観察されなかった。また、その後も使用を継続したところ、12ヶ月経過後のシール部材においても劣化がなく、また、めくれや磨耗も殆どなく状態は良好であった。なお、シール部材は、シールリングが熱可塑性ポリウレタンエストラマー、保持リングがポリアセタール(ポリオキシメチレン)からなるエコノモスジャパン株式会社製のシール部材を使用した。
[比較例]
図4に示す従来のシール装置を適用して、実施例と同様な缶を同条件で絞りしごき加工により成形した。その結果3ヶ月経過後にシール部材が劣化して、ワイパーシールより油漏れが観測された。
以上の結果、比較例が3〜4ヶ月ごとにシール部材を交換しなければならないのに比べて、本実施例によれば、12ヶ月以上もの使用に耐えることが判明した。すなわち、生産性の低下を防ぐことができると共に、消耗品であるシール部材のコスト節約にもなり、実用的価値が極めて高いことが確認できた。
【産業上の利用可能性】
【0027】
本発明のシール装置は、製缶装置の絞りしごき装置のラム行程に適用して、生産性を向上させるばかりでなく、通常の絞り装置やパンチ装置のラムのシール装置にも好適に適用可能である。
【符号の説明】
【0028】
1 シール装置
2 パンチ
3 ラム
10 シールパックハウジング
12 オーリング受け凸条
20 リテーナ
21 フランジ
22 環状凸片
23 第一環状面
24 第二環状面
30 スペーサ
40 シール部材
41 ナイフエッジ状先端部
42 基部
43 シールリング
45 保持リング
50 ハウジング
51 円筒内周面
52 環状凸片
60 固定リング
70 オーリング
【特許請求の範囲】
【請求項1】
一対のリテーナ間に介在するスペーサと、
前記リテーナ内に配置される複数のシール部材と、を有するシール装置であって、
前記リテーナ内周に複数の異径の環状面を有し、かつ、前記環状面は軸方向外方から内方に向けて段違いに拡径するように形成されており、
外方の環状面にはシール部材を直接リテーナに配置し、
内方の環状面には、該シール部材に嵌合可能なハウジングを介してシール部材をリテーナに配置し、かつ、
外方に位置するシール部材とハウジングの環状凸片とが、軸方向に密接して配置されていることを特徴とするシール装置。
【請求項2】
前記シール部材は、基部から半径方向に傾斜して突出するナイフエッジ状先端部を有する環状のシールリングと、該シールリングの外周面を嵌合保持する保持リングの組み合わせからなり、該保持リングの外周面が前記リテーナ環状面、又は前記ハウジングの円筒内周面と嵌合する請求項1記載のシール装置。
【請求項1】
一対のリテーナ間に介在するスペーサと、
前記リテーナ内に配置される複数のシール部材と、を有するシール装置であって、
前記リテーナ内周に複数の異径の環状面を有し、かつ、前記環状面は軸方向外方から内方に向けて段違いに拡径するように形成されており、
外方の環状面にはシール部材を直接リテーナに配置し、
内方の環状面には、該シール部材に嵌合可能なハウジングを介してシール部材をリテーナに配置し、かつ、
外方に位置するシール部材とハウジングの環状凸片とが、軸方向に密接して配置されていることを特徴とするシール装置。
【請求項2】
前記シール部材は、基部から半径方向に傾斜して突出するナイフエッジ状先端部を有する環状のシールリングと、該シールリングの外周面を嵌合保持する保持リングの組み合わせからなり、該保持リングの外周面が前記リテーナ環状面、又は前記ハウジングの円筒内周面と嵌合する請求項1記載のシール装置。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−172694(P2012−172694A)
【公開日】平成24年9月10日(2012.9.10)
【国際特許分類】
【出願番号】特願2011−32169(P2011−32169)
【出願日】平成23年2月17日(2011.2.17)
【出願人】(000003768)東洋製罐株式会社 (1,150)
【Fターム(参考)】
【公開日】平成24年9月10日(2012.9.10)
【国際特許分類】
【出願日】平成23年2月17日(2011.2.17)
【出願人】(000003768)東洋製罐株式会社 (1,150)
【Fターム(参考)】
[ Back to top ]