
シール部材
【課題】
耐フッ素系流体性に優れたシール部材及びそのシール部材を用いたバルブを提供する。
【解決手段】
本発明にかかるシール部材は、フッ素含有量が65質量%以下の3元系含フッ素エラストマー100質量部に対し、カーボンナノファイバー5質量部〜25質量部と、カーボンブラック10質量部〜40質量部と、を含む。シール部材は、130℃のパーフルオロポリエーテル(>99.9%[W/W])に103時間浸漬する耐液性試験後の50%伸び時の応力が8MPa以上である。シール部材は、耐液性試験の前後において体積変化率が4.0%以下である。本発明にかかるバルブVは、そのシール部材9を用いている。
耐フッ素系流体性に優れたシール部材及びそのシール部材を用いたバルブを提供する。
【解決手段】
本発明にかかるシール部材は、フッ素含有量が65質量%以下の3元系含フッ素エラストマー100質量部に対し、カーボンナノファイバー5質量部〜25質量部と、カーボンブラック10質量部〜40質量部と、を含む。シール部材は、130℃のパーフルオロポリエーテル(>99.9%[W/W])に103時間浸漬する耐液性試験後の50%伸び時の応力が8MPa以上である。シール部材は、耐液性試験の前後において体積変化率が4.0%以下である。本発明にかかるバルブVは、そのシール部材9を用いている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、耐フッ素系流体性に優れたシール部材及びそのシール部材を用いたバルブに関する。
【背景技術】
【0002】
低温から高温まで幅広い温度範囲で使用でき、熱伝導性に優れたフッ素系流体として、例えば、パーフルオロポリエーテルがチャンバーの温度調節用の熱媒体として使用されている。半導体製造装置のチャンバー温調においては、熱媒体に対して、不活性、高い電気絶縁性、低毒性、不燃性、耐溶剤性などが求められることがある。パーフルオロポリエーテルは、これらの要求に応える熱媒体であり、半導体製造装置の熱媒体として使用されている(例えば、特許文献1参照)。
【0003】
パーフルオロポリエーテルを例えば半導体製造装置のチャンバー温調に用いる場合には、パーフルオロポリエーテルを装置の各部分へ移送するための配管やバルブが必要であり、配管やバルブには弾性体で形成されたシール部材が多数装着されている。特に、パーフルオロポリエーテルを高温で用いる場合には、シール部材にも耐熱性が要求されることになり、フッ素ゴム系のシール部材が望まれている。
【0004】
しかしながら、フッ素ゴム系のシール部材を採用した場合、パーフルオロポリエーテルがフッ素ゴムに対して溶剤として作用し、シール部材が劣化してしまうことがあった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2008−311346号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の目的は、耐フッ素系流体性に優れたシール部材及びそのシール部材を用いたバルブを提供することにある。また、本発明の別の目的は、微小流量の制御性を数値化して評価するバルブの評価方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明にかかるシール部材は、
フッ素含有量が65質量%以下の3元系含フッ素エラストマー100質量部に対し、カーボンナノファイバー5質量部〜25質量部と、カーボンブラック10質量部〜40質量部と、を含み、
130℃のパーフルオロポリエーテル(>99.9%[W/W])に103時間浸漬する耐液性試験後の50%伸び時の応力が8.0MPa以上であって、
前記耐液性試験の前後において体積変化率が4.0%以下であることを特徴とする。
【0008】
本発明にかかるシール部材によれば、パーフルオロポリエーテルと接触することによる劣化を抑制することができる。
【0009】
本発明にかかるシール部材において、
前記耐液性試験の前後において質量変化率が4.0%以下であることができる。
【0010】
本発明にかかるシール部材において、
前記耐液性試験の前後において50%伸び時の応力の変化率が±7.0%以内であることができる。
【0011】
本発明にかかるシール部材において、
前記耐液性試験の前後において50%伸び時の応力の変化率が負とならないことができる。
【0012】
本発明にかかるバルブは、前記シール部材を用いたことを特徴とする。
【0013】
本発明にかかるバルブによれば、シール部材がパーフルオロポリエーテルと接触することによる劣化が抑制されるため、安定した流量制御特性を備えることができる。
【0014】
本発明にかかるバルブの評価方法は、
弁体を弁座に対して進退移動して流体の流量を制御するバルブの評価方法であって、
開弁動作における弁の開度(%)に対するCv値からなる第1の流量特性曲線と、閉弁動作における弁の開度(%)に対するCv値からなる第2の流量特性曲線と、を測定し、
前記弁の微小開度における前記第1の流量特性曲線と前記第2の流量特性曲線との間に形成された閉じられた領域の面積を流量制御指数として算出し、
前記流量制御指数によって流量の制御性を評価することを特徴とする。
【0015】
本発明にかかるバルブの評価方法において、
130℃のパーフルオロポリエーテル(>99.9%[W/W])に103時間浸漬する耐液性試験前のシール材を装着したバルブの前記流量制御指数を第1の流量制御指数として算出し、
前記耐液性試験後のシール材を装着したバルブの前記流量制御指数を第2の流量制御指数として算出し、
前記第1の流量制御指数と前記第2の流量制御指数との差分によって流量の制御性を評価することができる。
【図面の簡単な説明】
【0016】
【図1】本発明の一実施の形態にかかるニードルバルブの縦断面図である。
【図2】図1におけるニードルバルブの開弁状態を示した部分拡大断面図である。
【図3】図1におけるニードルバルブの閉弁状態を示した部分拡大断面図である。
【図4】Oリングのつぶし率を説明する模式図である。
【図5】比較例1のニードルバルブにおける流量特性を示すグラフである。
【図6】実施例3のニードルバルブにおける流量特性を示すグラフである。
【図7】比較例1のニードルバルブにおける流量特性を示すグラフである。
【図8】比較例4のニードルバルブにおける流量特性を示すグラフである。
【図9】実施例3のニードルバルブにおける流量特性を示すグラフである。
【図10】実施例11のニードルバルブにおける流量特性を示すグラフである。
【図11】実施例12のニードルバルブにおける流量特性を示すグラフである。
【図12】実施例13のニードルバルブにおける流量特性を示すグラフである。
【図13】実施例14のニードルバルブにおける流量特性を示すグラフである。
【図14】比較例1のニードルバルブにおける流量特性を示すグラフを用いた流量制御指数の測定方法を説明する図である。
【発明を実施するための形態】
【0017】
以下、本発明の実施の形態について図面を参照しながら詳細に説明する。
【0018】
本発明の一実施の形態にかかるシール部材は、フッ素含有量が65質量%以下の3元系含フッ素エラストマー100質量部に対し、カーボンナノファイバー5質量部〜25質量部と、カーボンブラック10質量部〜40質量部と、を含み、130℃のパーフルオロポリエーテル(>99.9%[W/W])に103時間浸漬する耐液性試験後の50%伸び時の応力が8.0MPa以上であって、前記耐液性試験の前後において体積変化率が4.0%以下であることを特徴とする。
【0019】
また、本発明の一実施形態にかかるバルブは、前記シール部材を用いたことを特徴とする。
【0020】
本発明の一実施の形態にかかるバルブの評価方法は、弁体を弁座に対して進退移動して流体の流量を制御するバルブの評価方法であって、開弁動作における弁の開度(%)に対するCv値からなる第1の流量特性曲線と、閉弁動作における弁の開度(%)に対するCv値からなる第2の流量特性曲線と、を測定し、前記弁の微小開度における前記第1の流量特性曲線と前記第2の流量特性曲線との間に形成された閉じられた領域の面積を流量制御指数として算出し、前記流量制御指数によって流量の制御性を評価することを特徴とする。
【0021】
本発明の一実施の形態にかかるシール部材について説明する。シール部材は、3元系含フッ素エラストマー中にカーボンナノファイバーとカーボンブラックとを含む。
【0022】
3元系の含フッ素エラストマーは、分子中にフッ素原子を含むフッ化ビニリデン系の合成ゴムであり、3元系フッ素ゴムとも呼ばれ、例えば、フッ化ビニリデン(VDF)−ヘキサフルオロプロピレン(HFP)−テトラフルオロエチレン(TFE)3元共重合体(VDF−HFP−TFE)、フッ化ビニリデン(VDF)−パーフルオロ(メチルビニルエーテル)(FMVE)−テトラフルオロエチレン(TFE)3元共重合体(VDF−HFP−TFE)などが挙げられる。3元系の含フッ素エラストマーとしては、例えば、デュポン社製の商品名バイトン、ダイキン工業社製の商品名ダイエル、ソルベイソレクシス社製の商品名テクノフロンなどをあげることができる。以下の説明では、3元系の含フッ素エラストマーをFKMと省略する場合がある。3元系の含フッ素エラストマーは、重量平均分子量が好ましくは50,000〜300,000であることができる。3元系の含フッ素エラストマーの分子量がこの範囲であると、3元系の含フッ素エラストマー分子が互いに絡み合い、相互につながっているので、3元系の含フッ素エラストマーはカーボンナノファイバーを分散させるために良好な弾性を有することができる。3元系の含フッ素エラストマーは、粘性を有しているので凝集したカーボンナノファイバーの相互に侵入しやすく、さらに弾性を有することによってカーボンナノファイバー同士を分離することができる。3元系の含フッ素エラストマーの重量平均分子量が50,000より小さいと、3元系の含フッ素エラストマー分子が相互に充分に絡み合うことができず、後の工程で剪断力をかけても弾性が小さいためカーボンナノファイバーを分散させる効果が小さくなる傾向がある。また、3元系の含フッ素エラストマーの重量平均分子量が300,000より大きいと、3元系の含フッ素エラストマーが固くなりすぎて加工が困難となる傾向がある。3元系の含フッ素エラストマーは、フッ素含有量が65質量%以下であり、さらに、60質量%〜65質量%であることができ、特に、63質量%〜65質量%であることができる。3元系の含フッ素エラストマーは、フッ素含有量が65質量%以下であると耐パーフルオロポリエーテル性に優れることができる。3元系の含フッ素エラストマーは、ムーニー粘度(ML1+4121℃)の中心値が25〜65またはムーニー粘度(ML1+4100℃)の中心値が25〜70、比重が1.75g/cm3〜2.0g/cm3であることができる。また、ムーニー粘度(ML1+4121℃)の中心値が25以上またはムーニー粘度(ML1+4100℃)の中心値が25以上であると引張強さ(TS)や圧縮永久ひずみ(CS)などの基本要求性能を有することができ、ムーニー粘度(ML1+4121℃)の中心値が65以下またはムーニー粘度(ML1+4100℃)の中心値が70以下であれば適度な粘度を有するので加工することができる。
【0023】
本発明の一実施の形態に用いるカーボンナノファイバーは、平均直径(繊維径)が9nm〜110nmであることができ、さらに9nm〜20nmであることができる。このようなカーボンナノファイバーは、その平均直径が比較的細いため、比表面積が大きく、マトリックスであるエラストマーとの表面反応性が向上し、エラストマー中におけるカーボンナノファイバーの分散不良を改善しやすい傾向がある。カーボンナノファイバーは、直径が9nm以上ではカーボンナノファイバーによってマトリックス材料を囲むように形成された微小セル構造が小さすぎず適度な柔軟性を有すると予測され、逆に110nm以下では微小セル構造が大きすぎず耐摩耗性の効果を有すると予測される。カーボンナノファイバーによって形成される微小セル構造は、カーボンナノファイバーが3次元に張り巡らされた網目構造によってマトリックス材料を囲むように形成されることができる。また、カーボンナノファイバーは、その表面のエラストマーとの反応性を向上させるために、公知の活性化処理を施すことができる。カーボンナノファイバーの平均直径は、電子顕微鏡による観察によって計測することができる。なお、本発明の詳細な説明においてカーボンナノファイバーの平均直径及び平均長さは、電子顕微鏡による例えば5,000倍の撮像(カーボンナノファイバーのサイズによって適宜倍率は変更できる)から200箇所以上の直径及び長さを計測し、その算術平均値として計算して得ることができる。
【0024】
カーボンナノファイバーは、炭素六角網面のグラファイトの1枚面(グラフェンシート)を巻いて筒状にした形状を有するいわゆる多層カーボンナノチューブ(MWNT:マルチウォールカーボンナノチューブ)であり、部分的にカーボンナノチューブの構造を有する炭素材料も使用することができる。なお、カーボンナノチューブという名称の他にグラファイトフィブリルナノチューブ、気相成長炭素繊維といった名称で称されることもある。
【0025】
カーボンナノファイバーは、気相成長法によって得ることができる。気相成長法は、触媒気相合成法(Catalytic Chemical Vapor Deposition:CCVD)とも呼ばれ、炭化水
素等のガスを金属系触媒の存在下で気相熱分解させて未処理のカーボンナノファイバーを製造する方法である。より詳細に気相成長法を説明すると、例えば、ベンゼン、トルエン等の有機化合物を原料とし、フェロセン、ニッケルセン等の有機遷移金属化合物を金属系触媒として用い、これらをキャリアーガスとともに高温例えば400℃〜1000℃の反応温度に設定された反応炉に導入し、浮遊状態あるいは反応炉壁にカーボンナノファイバーを生成させる浮遊流動反応法(Floating Reaction Method)や、あらかじめアルミナ、酸化マグネシウム等のセラミックス上に担持された金属含有粒子を炭素含有化合物と高温で接触させてカーボンナノファイバーを基板上に生成させる触媒担持反応法(Substrate Reaction Method)等を用いることができる。例えば、平均直径が9nm〜20nmのカーボンナノファイバーは触媒担持反応法によって得ることができ、これより太いカーボンナノファイバーは浮遊流動反応法によって得ることができる。カーボンナノファイバーの直径は、例えば金属含有粒子の大きさや反応時間などで調節することができる。
【0026】
カーボンナノファイバーの配合量は、カーボンブラックの配合量と共に調整することができ、3元系の含フッ素エラストマー100質量部に対し、5質量部〜25質量部を配合する。特に、カーボンナノファイバーは、3元系の含フッ素エラストマー100質量部に対し、10質量部〜20質量部を配合することができる。カーボンナノファイバーは、特に平均直径が9nm〜20nmのカーボンナノファイバーを用いた場合には5質量部以上を3元系の含フッ素エラストマーへ配合することによって、ナノサイズのセル構造を形成することができると考えられる。また、カーボンナノファイバーが25質量部以下の配合量であれば、耐パーフルオロポリエーテル性が向上する傾向がある。ここで、「質量部」は、特に指定しない限り「phr」を示し、「phr」は、parts per hundred of resin or rubberの省略形であって、ゴム等に対する添加剤等の外掛百分率を表すものである。
【0027】
カーボンブラックは、平均粒径が10nm〜300nmであることができる。カーボンブラックを3元系の含フッ素エラストマーに配合することによって、含フッ素エラストマーのマトリックス領域をカーボンブラックによって微小サイズに分割することができ、その微小サイズに分割されたマトリックス領域はカーボンナノファイバーによって補強すればよいので、カーボンブラックを配合することでカーボンナノファイバーの配合量を少なくすることができる。カーボンブラックの配合量は、カーボンナノファイバーの配合量と合わせて調整することができ、3元系の含フッ素エラストマー100質量部に対し、10質量部〜40質量部であり、特に、15質量部〜25質量部であることができる。
【0028】
充填剤としては、エラストマーの充填剤として用いることのできる、シリカ、クレー、タルクなどから少なくともひとつを選択することができる。シリカ、タルク及びクレーは、平均粒径が5nm〜50nmであることができる。
【0029】
シール部材は、130℃のパーフルオロポリエーテル(>99.9%[W/W])に103時間浸漬する耐液性試験後の50%伸び時の応力が8.0MPa以上であって、耐液性試験の前後において体積変化率が4.0%以下である。含フッ素エラストマー製のシール部材を130℃のパーフルオロポリエーテルに長時間浸漬すると、シール部材が劣化するとともに体積変化が起こる傾向がある。これに対し、本実施の形態にかかるシール部材においては、耐液性試験の前後の体積変化率が4.0%以下と小さく、耐液性試験後の50%伸び時の応力も8.0MPa以上と高いため、耐パーフルオロポリエーテル性に優れているということができる。なお、本明細書において耐液性試験は、130℃のパーフルオロポリエーテルに103時間浸漬することをいう。さらに、シール部材は、耐液性試験後の50%伸び時の応力が8.0MPa以上、30.0MPa以下であることができ、特に、耐液性試験後の50%伸び時の応力が8.0MPa以上、20.0MPa以下であることができる。シール部材が耐液性試験後の50%伸び時の応力が8.0MPa以上であると、パーフルオロポリエーテルに接触する環境下においても高い強度を維持することができ、例えばシール部材をバルブに用いたとき、微小流量制御性に優れることができる。さらに、シール部材は、耐液性試験の前後において体積変化率が0.0%〜4.0%であることができ、特に、1.0%〜3.0%であることができる。シール部材が耐液性試験の前後において体積変化率が4.0%以下であると、パーフルオロポリエーテルに接触する環境下においてもシール部材の劣化が少ないということができ、例えばシール部材をバルブに用いたとき、安定した流量制御特性を有することができる。本明細書中で「変化率」とは、耐液性試験前の測定値に対する耐液性試験前後の測定値の差の百分率であり、耐液性試験前後の測定値の差は耐液性試験後の測定値から耐液性試験前の測定値を引き算する。例えば、体積変化率であれば、(Vc1−Vc0)/Vc0×100である。なお、Vc0は耐液性試験前の体積、Vc1は耐液性試験後の体積である。
【0030】
シール部材は、耐液性試験の前後において質量変化率が4.0%以下であることができ、さらに、耐液性試験の前後において質量変化率が4.0%以下、0.0%以上であることができ、特に、耐液性試験の前後において質量変化率が3.0%以下、1.0%以上であることができる。シール部材が耐液性試験の前後において質量変化率が4.0%以下であると、パーフルオロポリエーテルに接触する環境下においてもシール部材の劣化が少ないということができる。
【0031】
シール部材は、耐液性試験の前後において50%伸び時の応力の変化率が±7.0%以内であることができ、耐液性試験の前後において50%伸び時の応力の変化率が±6.5%以内であることができる。シール部材が耐液性試験の前後において50%伸び時の応力の変化率が7.0%以下であると、耐液性試験の前後において高い強度を維持することができ、例えばシール部材をバルブに用いたとき、微小流量制御性に優れることができる。シール部材は、耐液性試験の前後において50%伸び時の応力の変化率が負とならないことができ、このようなシール部材をバルブに用いたとき、開弁時と閉弁時における微小流量制御の再現性に優れることができる。微小流量制御の再現性とは、バルブの開弁時における弁の開度に対する流量の増加曲線と、バルブの閉弁時における弁の開度に対する流量の減少曲線とが近似することをいう。
【0032】
本発明の一実施の形態にかかるシール部材は、カーボンナノファイバー及びカーボンブラックを、3元系の含フッ素エラストマーに混合し、かつ、剪断力で該3元系の含フッ素エラストマー中に均一に分散して炭素繊維複合材料を得る工程を含む製造方法によって得ることができる。シール部材は、炭素繊維複合材料を所望形状に成形することで得られる。一般に、3元系の含フッ素エラストマー中に凝集しやすいカーボンナノファイバーを解して分散することは容易ではない。以下に説明するように、3元系の含フッ素エラストマーとカーボンナノファイバーとの特性を利用して製造することができる。オープンロール法による炭素繊維複合材料の製造方法について説明する。なお、製造方法の説明においては、3元系の含フッ素エラストマーを単にエラストマーと省略して説明する。
【0033】
2本ロールのオープンロールにおける第1のロールと第2のロールとは、所定の間隔、例えば0.5mm〜1.5mmの間隔で配置され、回転速度V1,V2で回転する。まず、第1のロールに巻き付けられたエラストマーの素練りを行ない、エラストマー分子鎖を適度に切断してフリーラジカルを生成する。素練りによって生成されたエラストマーのフリーラジカルがカーボンナノファイバーと結びつきやすい状態となる。
【0034】
次に、第1のロールに巻き付けられたエラストマーのバンクに、カーボンナノファイバー及びカーボンブラックを投入し、混練する。この混練におけるエラストマーの温度は、例えば100℃〜200℃であることができ、さらに150℃〜200℃であることができる。このように、後で説明する薄通しに比べて比較的高温でエラストマーとカーボンナノファイバーとが混練されることでカーボンナノファイバーの隙間にエラストマーが侵入しやすくなると考えられる。エラストマーとカーボンナノファイバーとを混合する工程は、オープンロール法に限定されず、例えば密閉式混練法あるいは多軸押出し混練法を用いることもできる。
【0035】
さらに、第1のロールと第2のロールとのロール間隔を、例えば0.5mm以下、より好ましくは0〜0.5mmの間隔に設定し、混合物をオープンロールに投入して薄通しを1回〜複数回行なう。薄通しの回数は、例えば1回〜10回程度行なうことができる。第1のロールの表面速度をV1、第2のロールの表面速度をV2とすると、薄通しにおける両者の表面速度比(V1/V2)は、1.05〜3.00であることができ、さらに1.05〜1.2であることができる。このような表面速度比を用いることにより、所望の剪断力を得ることができる。このように狭いロール間から押し出された炭素繊維複合材料は、エラストマーの弾性による復元力で大きく変形し、その際にエラストマーと共にカーボンナノファイバーが大きく移動する。この薄通しの工程では、できるだけ高い剪断力を得るために、ロール温度を例えば0〜50℃、より好ましくは5〜30℃の比較的低い温度に設定して行われ、エラストマーの実測温度も0〜50℃に調整されることができる。このようにして得られた剪断力により、エラストマーに高い剪断力が作用し、凝集していたカーボンナノファイバーがエラストマー分子に1本ずつ引き抜かれるように相互に分離し、エラストマー中に分散される。特に、エラストマーは、弾性と、粘性と、カーボンナノファイバーとの化学的相互作用と、を有するため、カーボンナノファイバーを容易に分散することができる。そして、カーボンナノファイバーの分散性および分散安定性(カーボンナノファイバーが再凝集しにくいこと)に優れた炭素繊維複合材料を得ることができる。なお、薄通しして得られた炭素繊維複合材料は、さらにロールで圧延されて所定厚さのシート状に分出しすることができる。
【0036】
より具体的には、オープンロールでエラストマーとカーボンナノファイバーとを混合すると、粘性を有するエラストマーがカーボンナノファイバーの相互に侵入し、かつ、エラストマーの特定の部分が化学的相互作用によってカーボンナノファイバーの活性の高い部分と結合する。次に、エラストマーに強い剪断力が作用すると、エラストマー分子の移動に伴ってカーボンナノファイバーも移動し、さらに剪断後の弾性によるエラストマーの復元力によって、凝集していたカーボンナノファイバーが分離されて、エラストマー中に分散されることになる。本実施の形態によれば、薄通しで炭素繊維複合材料が狭いロール間から押し出された際に、エラストマーの弾性による復元力で炭素繊維複合材料はロール間隔より厚く変形する。その変形は、強い剪断力の作用した炭素繊維複合材料をさらに複雑に流動させ、カーボンナノファイバーをエラストマー中に分散させると推測できる。そして、一旦分散したカーボンナノファイバーは、エラストマーとの化学的相互作用によって再凝集することが防止され、良好な分散安定性を有することができる。
【0037】
エラストマーにカーボンナノファイバーを剪断力によって分散させる工程は、前記オープンロール法に限定されず、密閉式混練法あるいは多軸押出し混練法を用いることもできる。要するに、この工程では、凝集したカーボンナノファイバーを分離できる剪断力をエラストマーに与えることができればよい。特に、オープンロール法は、ロール温度の管理だけでなく、混合物の実際の温度を測定し管理することができるため、好ましい。エラストマーの架橋は、例えば、耐薬品性に優れたパーオキサイド加硫を用いることができる。架橋剤は、例えばカーボンナノファイバー及びカーボンブラックをエラストマーへ混合する前、カーボンナノファイバー及びカーボンブラックと一緒、あるいはカーボンナノファイバー、カーボンブラック及びエラストマーを混合した後に投入することができ、例えばスコーチ防止のために架橋剤は薄通し後の未架橋の炭素繊維複合材料に配合することができる。
【0038】
シール部材は、炭素繊維複合材料を一般に採用されるゴムの成形加工例えば、プレス成形法、射出成形法、押出成形法などによって所望の形状例えば無端状に成形することで得ることができる。シール部材は、加硫された炭素繊維複合材料によって形成することができ、例えばプレス成形において一次加硫した後、熱オーブンなどで二次加硫することができる。
【0039】
本実施の形態にかかるシール部材の製造方法において、通常、エラストマーの加工で用いられる配合剤を加えることができる。配合剤としては公知のものを用いることができる。配合剤としては、例えば、架橋剤、加硫剤、加硫促進剤、加硫遅延剤、軟化剤、可塑剤、硬化剤、補強剤、充填剤、老化防止剤、着色剤、受酸剤などを挙げることができる。これらの配合剤は、混合の過程の適切な時期にエラストマーに投入することができる。
【0040】
シール部材は、例えば、固定部分に使われるガスケットや可動部分に使われるパッキンとして用いることができ、例えば、外形が連続する無端状である無端状シール部材がある。無端状シール部材は、外形が円形だけでなく、シール部材を配置する溝や部材の形状に併せて例えば多角形であってもよい。無端状シール部材としては、横断面が円形のOリングであることができる。シール部材は、パーフルオロポリエーテルと接触する配管やバルブ内に装着して用いることができる。配管においては、例えば配管同士あるいは配管と他の装置とを接続する継ぎ手部分にシール部材が用いられ、液密にシールすることができる。また、バルブにおいては、例えばバルブ内の可動部分である弁体にシール部材を装着し、シール部材と弁座とを密着してシールし、シール部材と弁座との間に所定間隔を有することでバルブ内を流れる流体の流量を制御することができる。
【0041】
炭素繊維複合材料は、未架橋体において、パルス法NMRを用いてハーンエコー法によって150℃、観測核が1Hで測定した、特性緩和時間(T2’HE/150℃)が500〜1200μ秒であることができ、さらに500〜1300μ秒であることができ、特に500〜1100μ秒であることができる。なお、特性緩和時間(T2’HE)における「HE」は、後述するソリッドエコー法の「SE」と区別するために用いた表記である。ハーンエコー法による特性緩和時間(T2’HE)は、3元系の含フッ素エラストマーの分子運動性を示す尺度であって、多成分系の平均的緩和時間を表す。したがって、特性緩和時間(T2’HE)は、ハーンエコー法によって検出された複数の緩和時間の平均値であり、「1/T2’HE=fa/T2a+fb/T2b+fc/T2c・・・」と表すことができる。カーボンナノファイバーが分散した炭素繊維複合材料は、マトリックスであるエラストマー分子をカーボンナノファイバーが拘束する力を表すと言え、(T2’HE/150℃)が3元系の含フッ素エラストマー単体に比べてカーボンナノファイバーの配合量に応じて小さくなる。したがって、カーボンナノファイバーを混合した炭素繊維複合材料であっても、カーボンナノファイバーが均一に分散していない場合にはエラストマー分子を全体に拘束しにくいため、150℃におけるハーンエコー法による特性緩和時間(T2’HE/150℃)が3元系の含フッ素エラストマー単体と大きく変わらないと考えられる。
【0042】
炭素繊維複合材料は、未架橋体において、パルス法NMRを用いてソリッドエコー法によって150℃、観測核が1Hで測定した、特性緩和時間(T2’SE/150℃)が10〜700μ秒であることができ、さらに特性緩和時間(T2’SE/150℃)が10〜500μ秒であることができ、特性緩和時間(T2’SE/150℃)が10〜200μ秒であることができる。ソリッドエコー法による特性緩和時間(T2’SE)は、カーボンナノファイバーによる磁場の不均一性を示す尺度であって、多成分系の平均的緩和時間を表す。したがって、特性緩和時間(T2’SE)は、ハーンエコー法によって検出された複数の緩和時間の平均値であり、「1/T2’SE=fa/T2a+fb/T2b+fc/T2c・・・」と表すことができる。カーボンナノファイバーが分散した炭素繊維複合材料は、カーボンナノファイバーが均一に分散することで磁場の不均一性が起こり、150℃におけるソリッドエコー法による特性緩和時間(T2’SE/150℃)が3元系の含フッ素エラストマー単体に比べてカーボンナノファイバーの配合量に応じて小さくなる。また、カーボンナノファイバーを混合した炭素繊維複合材料であっても、カーボンナノファイバーが均一に分散していない場合には磁場の不均一性があまり導入されず、したがって150℃におけるソリッドエコー法による特性緩和時間(T2’SE/150℃)が3元系の含フッ素エラストマー単体とほとんど変わらないと考えられる。
【0043】
また、カーボンナノファイバーの周囲には、エラストマーの一部が混練中に分子鎖切断され、それによって生成されたフリーラジカルがカーボンナノファイバーの表面をアタックして吸着したエラストマー分子の凝集体と考えられる界面相が形成される。界面相は、例えばエラストマーとカーボンブラックとを混練した際にカーボンブラックの周囲に形成されるバウンドラバーに類似するものと考えられる。このような界面相は、カーボンナノファイバーを被覆して保護し、また、カーボンナノファイバーを所定量以上配合することで界面相同士が連鎖した界面相に囲まれてナノメートルサイズに分割されたエラストマーの小さなセルを形成すると推定される。このような小さなセルが炭素繊維複合材料の全体にほぼ均質に形成されることで、単に2つの材料を複合したことによる効果を超えた効果を期待することができる。
【0044】
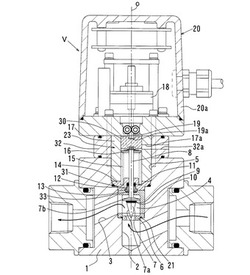
次に、本発明の一実施の形態にかかるシール部材をOリングとして用いたバルブの一例としてニードルバルブについて説明する。図1は、本発明の一実施形態にかかるニードルバルブVの縦断面図である。ニードルバルブVの弁本体1には、流入口2と、流出口3と、流入口2から流出口3への流路に設けた弁室4と、弁室4と連通する軸装穴5と、が設けられている。弁室4には、流入口2に開口して装着された環状の弁座6と、弁座6を弁室4内に固定する筒体13と、弁座6に離接するニードル7と、が配置されている。ニードル7は、弁座6に着座する円錐状のテーパ部7aと、テーパ部7aよりも大きい外径を有するフランジ部7bと、テーパ部7aとフランジ部7bとの間に形成された環状の溝からなる外周溝10と、外周溝10に装着されたシール部材であるOリング9と、フランジ部7bからテーパ部7aとは反対方向へ延びる軸部8と、軸部8の端部に設けられた軸部8よりも大きい外径を有する係合片16と、を有している。弁本体1の軸装穴5には、筒体13の弁座6と対向する側に保持体14と、筒状のブッシュ17と、筒体13と保持体14との間に配置したガイド体31と、係合片16と保持体14との間に配置されたスプリング15と、軸部8の端部に当接してブッシュ17の内壁内を移動可能な軸受け30と、が設けられている。ブッシュ17は、環状の断熱プレート32内に装着され、ブッシュ17と断熱プレート32には、ブッシュ17の内部から外部へ連通する連通孔32a,17aが設けられている。
【0045】
弁本体1には断熱プレート32及びブッシュ17を介してアクチュエータ20が取り付けられている。アクチュエータ20は、筐体20a内にネジ固定された直動型電動モータ18を有する。直流型電動モータ18は、図示しないロータと、ネジ部が形成された出力軸(スクリューシャフト)19と、ロータの回転力を出力軸19に伝達する図示しない回転伝達機構などから成り、このロータの回転力は、出力軸19によって直線運動に変換され、この出力軸19が軸方向に摺動するように構成されている。
【0046】
ニードルバルブVは、流体、特に水系流体及び油系流体の流量制御に優れており、パーフルオロポリエーテルの流量制御弁に用いることができる。
【0047】
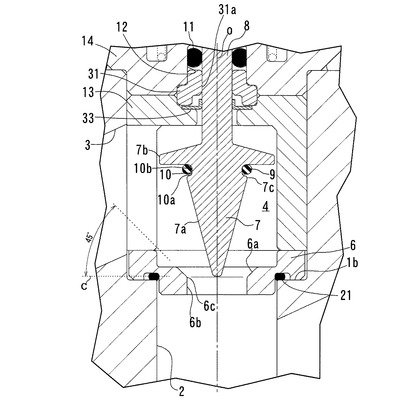
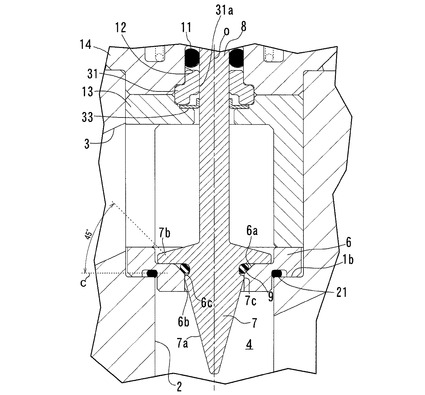
図2は、図1におけるニードルバルブの開弁状態を示した部分拡大断面図である。図3は、図1におけるニードルバルブの閉弁状態を示した部分拡大断面図である。図4は、Oリングのつぶし率を説明する模式図である。弁座6は、弁室4の流入口2側に設けた段部1bにシールリング21を介して装着されており、この弁座6の流入口2側の開口部である弁口6bと、上方(流入口2から弁室4へ向かう方向)に向って拡がる傾斜面6aと、弁口6bと傾斜面6aとを連結する角部である縮径部6cと、が形成されている。なお、本例では金属製の弁座6を採用しているが、樹脂製、或はその他材料から成るものでもよく、実施に応じて任意に採用することができる。勿論、その他の構成部品も同様に実施に応じて任意に採用することができる。
【0048】
ニードル7の先端の外周部は先端に向けて縮径する円錐状のテーパ部7aが形成され、テーパ部7aの上方位置すなわちテーパ部7aとフランジ7bとの間には外周溝10が設けてあり、着座時にこのニードル7と弁座6との間を密封するOリング9が装着されている。この外周溝10には、外周溝10のテーパ部7a側を下方に向けて傾斜するように拡げて空隙部10aが形成され、且つ、この外周溝10におけるOリング9が当接する面を円弧面10bが形成され、この円弧面10bの半径をOリング9の半径と略一致させている。この外周溝10の構造によって、弁微開状態における流体圧の影響を軽減させ、所謂ブローアウト現象の発生を防ぐ機能が発揮される。
【0049】
ニードル7は、ガイド体31と、円盤状の保持体14と、を組み合わせて形成される貫通孔31aによって軸部8が案内される。筒体13と保持体14は、軸部8の周囲にダストシール33、ガイド体31及びOリング11を装着するための取付溝12を形成する。なお、筒体13、ガイド体31、及び保持体14は、樹脂製とすることができる。ニードル7は、弁本体1に組み付けられる前に、軸部8に筒体13とダストシール部材33とガイド体31とOリング11とを介して保持体14を組付け、さらに、この保持体14の上部に、スプリング15の一端を取り付け、このスプリング15の他端を軸部8に設けた係合片16によって圧縮しながら係止させて、ニードルユニット23として組み立てることができる。
【0050】
弁本体1は、弁室4内の段部1b上に弁座6を載置し、ニードルユニット23を弁室4と連通形成した軸装穴5から弁本体1に装入して弁座6の上面に位置させた後、軸装穴5からブッシュ17を装入して保持体14の上面に位置させ、軸受け30をブッシュ17内に装入して軸部8の押し下げることで、ニードル7を介して弁座6を調芯することができる。本実施の形態では、ニードル7のテーパ部7aにおける最大径を有する拡径部7cが、弁座6の傾斜面6a下方の縮径部6cの一部を押圧しながら調芯することができる。弁座6の調芯の完了後、ボルト等の取付部品を用いて、アクチュエータ20の筐体20aが断熱プレート32を介して弁本体1に固定されると、ブッシュ17を介して軸装体である筒体13と保持体14が押圧され、弁座6も弁本体1に固定される。従って、本実施の形態ではアクチュエータ20の設置が完了したとき、ニードル7の軸芯oと弁座6の軸芯oとが一致した状態となる。
【0051】
ニードル7は、直動型電動モータ18の出力軸19の先端19aが軸受け30を介してニードル7の軸部8の端部を押圧している。また、ニードル7は、スプリング15の付勢力によって常時軸受け30を押圧している。即ち、ニードル7の昇降動が直ちに直動型電動モータ18の駆動に追随可能となり、弁の開度を正確に制御することができる。
【0052】
図3に示すように、ニードル7の外周溝10に取り付けられたOリング9は、フランジ7bの下面が弁座6の上面に当接した閉弁時において、弁座6の環状の傾斜面6aに対して押しつぶされるように接触して流路を液密に閉鎖することができる。Oリング9は、平坦な傾斜面6aに対して面接触し、角部である縮径部6cには接触することなく流路を閉鎖することができる。Oリング9は、エラストマー中にカーボンナノファイバーを含む炭素繊維複合材料で形成される。カーボンナノファイバーを含む炭素繊維複合材料を用いることで、Oリング9の剛性を向上させることができ、Oリング9のつぶし率が小さくても優れたシール性を有することができる。炭素繊維複合材料を用いたOリングのつぶし率は、例えば、11%以下に設定することができる。このように、Oリング9のつぶし率を小さくすることができるので、Oリング9が弁座6の傾斜面6aから離接する瞬間における優れた微小流量制御特性を得ることができる。より詳細には、剛性の高いOリング9を用いることによって、開弁動作時においてOリング9が弁座6から離れた直後の微小流量と、閉弁動作時においてOリング9が弁座6に接触する直前の微小流量との差を小さくすることができる。
【0053】
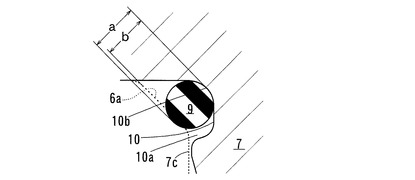
本実施の形態において、傾斜面6aの傾斜角度は、約45度に設定している。これにより、ニードルバルブVのOリング9のつぶし率は、閉弁時において、11%以下に設定されている。具体的には、Oリング9のつぶし率は、3%より大きく、11%以下とすることができる。また、Oリング9のつぶし率が3%より大きければ閉弁時における流体の微小漏れを確実に防止し、11%以下であればOリングの寿命をほとんど低下することなく微小流量制御が可能である。特に、Oリングのつぶし率は、8%以上、10%以下とすることができる。なお、本発明において、傾斜面6aの傾斜角度は、ニードル7の軸部8の軸芯oに直交する仮想平面cに対する傾斜面6aの角度であり、また、つぶし率(k)は、図4に示すように、その圧縮前すなわち開弁時における線径をa、圧縮後すなわち閉弁時における線径をbとして、下記式(1)で表わされる。
k=100×(a−b)/a・・・(1)
【0054】
このようなニードルバルブに耐パーフルオロポリエーテル性に優れたシール部材を用いることにより、パーフルオロポリエーテルによってシール部材が劣化しにくく、長期間に渡り安定した流量制御性を有するバルブを得ることができる。
【0055】
また、シール部材としてのOリング9に用いられる炭素繊維複合材料の50%伸び時の応力及び25℃における貯蔵弾性率が高くなると、ニードルバルブVにおける微小流量制御特性が改善される傾向がある。
【0056】
Oリング9は、50%伸び時の応力が7.0MPa以上であることができる。Oリング9の50%伸び時の応力は、架橋体の炭素繊維複合材料を引張試験することで得られ、具体的には、7.0MPa以上、30.0MPa以下とすることができる。50%伸び時の応力が7.0MPa以上のOリング9を用いることでニードルバルブVにおける微小流量特性が改善され、また、50%伸び時の応力が30.0MPa以下であれば成形性に支障を来すことなく高い剛性を有するOリング9を得ることができる。特に、Oリング9は、50%伸び時の応力が8.0MPa以上、22.0MPa以下とすることができる。
【0057】
また、Oリング9は、25℃における貯蔵弾性率が60MPa以上であることができる。Oリング9の25℃における貯蔵弾性率は、架橋体の炭素繊維複合材料を貯蔵粘弾性試験することで得られ、具体的には、60MPa以上、250MPa以下とすることができる。25℃における貯蔵弾性率が60MPa以上のOリング9を用いることでニードルバルブVにおける微小流量特性が改善され、また、250MPa以下であれば成形性に支障を来すことなく高い剛性を有するOリング9を得ることができる。特に、Oリング9は、70MPa以上、200MPa以下であることができる。
【0058】
さらに、Oリング9は、JIS K6262に基づいて、圧縮率25%、175℃、22時間の条件で測定した圧縮永久ひずみが10.0%以下であることができる。カーボンナノファイバーを配合することによってOリング9の圧縮永久ひずみは大きくなる傾向があるが、嵩密度の低いカーボンナノファイバーを用いることによってOリング9の圧縮永久ひずみを小さくすることができる。圧縮永久ひずみの小さいOリング9を用いたOリング9は、ニードルバルブVにおける長期的に安定した流量制御性を得ることができる。Oリング9の圧縮永久ひずみは、架橋体の炭素繊維複合材料を圧縮永久ひずみ試験することで得られ、具体的には、1.0%以上、10.0%以下であることができる。圧縮永久ひずみが1.0%以上、10.0%以下のOリング9を用いることでニードルバルブVにおける長期的に安定した流量特性が得ることができる。さらに、Oリング9は、1.0%以上、9.0%以下であることができ、特に、Oリング9は、1.0%以上、7.0%以下であることができる。
【0059】
次に、本発明の一実施の形態にかかるバルブの評価方法について説明する。
【0060】
まず、バルブの評価方法は、開弁動作における弁の開度(%)に対するCv値からなる第1の流量特性曲線と、閉弁動作における弁の開度(%)に対するCv値からなる第2の流量特性曲線と、を測定する。次に、測定された第1の流量特性曲線と第2の流量特性曲線の、特に、弁の微小開度における第1の流量特性曲線と第2の流量特性曲線との間に形成された閉じられた領域の面積を流量制御指数として算出し、流量制御指数によって流量の制御性を評価する。
【0061】
弁の開度は、例えば、図2,3におけるニードル7と弁座6との間隔を表わし、フランジ7bの下面が弁座6の上面に当接した閉弁時が弁の開度0%であり、開弁してニードル7が弁座6から最も離れた位置が弁の開度100%である。したがって、ニードル7と弁座6との間にはOリング9があるため、Oリング9のつぶし代分は、ニードル7が上昇しても、すなわち、弁の開度が0%より多少大きくなっても、流路は形成されず、流体は流れない。Cv値は、いわゆる弁容量係数であり、バルブの容量を表す指標である。ある弁の開度におけるCv値は、その前後差圧を一定(1psi)に保って60°Fの水が1分間に流れる量をUSガロンで表した値で示すことができる。
【0062】
弁の微小開度は、微小流量におけるバルブの制御性の評価をするために設定される弁の開度の一定範囲である。弁の微小開度は、バルブの大きさや種類によって適宜設定することができるが、弁の開度が0%〜10%の範囲であることができ、さらに弁の開度が0%〜5.0%の範囲であることができ、特に弁の開度が0%〜3.5%の範囲であることができる。弁の微小開度は、所定のバルブにおける複数種類のシール部材を使用して複数の流量特性曲線を測定したときに、これら複数の流量特性曲線の異なる特徴が顕著に現れる弁の開度範囲とすることができる。
【0063】
また、弁の微小開度は、Oリング9のつぶし率によっても表わすことができ、例えば、弁の開度をつぶし率に換算すると、つぶし率0%〜50%相当の弁の開度範囲において微小流量における流量特性曲線の特徴が顕著に現れると推測できる。工業用途の一般的なOリングのつぶし率の値は、8%〜30%であるが、例えば、Oリングのつぶし率(閉弁時の最大つぶし率)が30%の場合、X軸を弁の開度に代えてつぶし率で30%〜0%に加えてつぶし率0%〜20%相当分(合計でつぶし率0%〜50%相当になる)で表すことができる。つぶし率0%〜20%相当分は、Oリングと弁座との離間距離がつぶし率0%〜20%に相当する距離(すなわち、Oリングがつぶし率0%から20%になるまでOリングがつぶれる距離)という意味である。実際には、つぶし率が0%を超えると、Oリングは弁座から離れていてつぶれていないので、Oリングのつぶし率に換算したときに相当する距離として説明することができる。したがって、この場合、Oリングのつぶし率1%が弁の開度0.1%に相当する設計のバルブとすると、つぶし率30%が弁の開度0%、つぶし率0%が弁の開度3.0%、つぶし率20%相当が弁の開度5.0%である。つぶし率0%の前後において流量特性曲線の特徴が現れるため、X軸をつぶし率0%〜50%相当に設定することで、工業用途の一般的なOリングのつぶし率8%〜30%に設計した場合でも、流量制御指数を測定することができる。
【0064】
流量制御指数は、例えば、同じ大きさに印刷された第1の流量特性曲線及び第2の流量特性曲線のグラフを用いて、それらの間に形成された閉じられた領域の面積を測定することで得ることができる。具体的な測定方法については、後述する実施例3、11〜14及び比較例1,4において説明する。こうして測定された流量制御指数を比較することによって、バルブにおける流量の制御性を評価する。流量制御指数が小さければ、第1の流量特性曲線と第2の流量特性曲線とが接近した位置にあり、開弁動作時と閉弁動作時とで同じように流量を制御できていることを示すので、微小流量の制御性が優れているバルブであると評価することができる。
【0065】
また、バルブの評価方法は、130℃のパーフルオロポリエーテルに103時間浸漬する耐液性試験前のシール材としてのOリング9を装着したバルブの流量制御指数を第1の流量制御指数として算出し、耐液性試験後のシール材としてのOリング9を装着したバルブの流量制御指数を第2の流量制御指数として算出し、第1の流量制御指数と第2の流量制御指数との差分によって流量の制御性を評価することによって、耐液性に優れたバルブであることを評価することができる。
【0066】
上記のように、本発明の一実施の形態について詳細に説明したが、本発明の新規事項及び効果から実体的に逸脱しない多くの変形が可能であることは当業者には容易に理解できよう。したがって、このような変形例はすべて、本発明の範囲に含まれるものとする。本実施の形態及び以下の実施例においては、シール部材としてOリングを用い、ニードルバルブのニードルに装着する用途について説明したが、これに限ることなく、半導体製造装置用のシール部材として、他の形状、例えば、円環状のガスケットなどに適用することもできる。
【実施例】
【0067】
以下、本発明の実施例について述べるが、本発明はこれらに限定されるものではない。
【0068】
(1)サンプルの作製
密閉式混練機ブラベンダーに、3元系含フッ素エラストマー(表1〜3では「FKM−1」、「FKM−2」、「FKM−3」で示した)を投入し素練り後、表1〜3に示す所定量のカーボンナノファイバー(表1〜3では「CNT−1」、「CNT−2」、「CNT−3」、「CNT−4」で示した)及びカーボンブラック(表1〜3では「MT」で示した)を3元系含フッ素エラストマーに投入しチャンバー温度150℃〜200℃で混練りの後、第1の混練工程を行いロールから取り出した。さらに、その混合物をオープンロール(ロール温度10℃〜20℃、ロール間隔0.3mm)に巻きつけ、薄通しを繰り返し5回行なった。このとき、2本のロールの表面速度比を1.1とした。さらに、ロール間隙を1.1mmにセットして、薄通しして得られたゴム組成物を投入し、分出しした。分出ししたシートを120℃、2分間圧縮成形して厚さ1mmの未架橋体の炭素繊維複合材料を得た。さらに、薄通しして得られた未架橋体の炭素繊維複合材料に表1〜3に示した量のパーオキサイド(表1〜3では「PO」で示した)、トリアリルイソシアヌレート(表1〜3では「TAIC」で示した)、酸化亜鉛(表1〜3では「ZnO」で示した)及び可塑剤を加えて分出ししたシートをプレス加硫(170℃/10分)、二次加硫(200℃/24時間)で成形して厚さ1mmのシート状の架橋体の炭素繊維複合材料(実施例1〜10及び比較例2〜3)を得た。比較例1は具体的な配合が不明の従来品のOリングと同等のゴム組成物である。
【0069】
表1〜3において、「FKM−1」は、フッ素含有量が66質量%、ムーニー粘度(ML1+10121℃)の中心値が53、比重が1.83g/cm3の3元系FKMであり、「FKM−2」は、フッ素含有量が64質量%、ムーニー粘度(ML1+10121℃)の中心値が54、比重が1.78g/cm3の3元系FKMであり、「FKM−3」は、フッ素含有量が64質量%、ムーニー粘度(ML1+10100℃)の中心値が65、比重が1.79g/cm3の3元系FKMであった。表1〜3において、「MT」は、算術平均直径が約200nmのMTグレードのカーボンブラックであった。表1〜3において、「CNT−1」は触媒担持反応法(Substrate Reaction Method)によって製造され
た平均直径15nm、頻度最大直径18nm、剛直度指数4.8、ラマンピーク比(D/G)1.7、窒素吸着比表面積260m2/gの多層カーボンナノファイバーであり、「CNT−2」は平均直径15.3nm、剛直度指数4.4の多層カーボンナノファイバーであり、「CNT−3」は平均直径18.6nm、剛直度指数3.1、嵩密度130〜150kg/m3の多層カーボンナノファイバーであり、「CNT−4」は平均直径18.6nm、剛直度指数3.1、嵩密度45〜95kg/m3の多層カーボンナノファイバーであった。
【0070】
(2)常態物性、貯蔵弾性率等の測定
常態物性として、実施例1〜10及び比較例1〜3の架橋体の炭素繊維複合材料について、室温における硬度、引張強さ、破断伸び、50%及び100%モジュラス及び破壊エネルギーを測定した。
【0071】
ゴム硬度(表1〜3において「Hs(JIS−A)」で示した。)は、JIS K 6253に基づいて測定した。
【0072】
引張強さ(表1〜3において「TS(MPa)」で示した。)、破断伸び(表1〜3において「Eb(%)」で示した。)、50%伸び時の応力(表1〜3において「σ50(MPa)」で示した。)、100%伸び時の応力(表1〜3において「σ100(MPa)」で示した。)及び破壊エネルギー(表1〜3において「破壊E(J)」で示した。)は、JIS3号形もしくは6号形のダンベル形状に切り出した試験片について、島津製作所社製の引張試験機を用いて、23±2℃、引張速度500mm/minでJIS K6251に基づいて引張試験を行い測定した。なお、「σ50」及び「σ100」は、「50%モジュラス(M50)」及び「100%モジュラス(M100)」と呼ばれることがある。
【0073】
実施例1〜10及び比較例1〜3について、測定温度が25℃における貯蔵弾性率を測定した。貯蔵弾性率(表1〜3において「E’(25℃)(MPa)」で示した)は、短冊形(40×1×2(巾)mm)に切り出した試験片について、SII社製の動的粘弾性試験機DMS6100を用いて、チャック間距離20mm、測定温度−100〜300℃、動的ひずみ±0.05%、周波数1HzでJIS K6394に基づいて動的粘弾性試験を行い測定した。
【0074】
実施例1〜10及び比較例1〜3について、JIS K6262に基づいて、圧縮率25%、175℃、22時間の条件で圧縮永久ひずみ試験を行い、圧縮永久ひずみ(表1〜3において「CS(%)」で示した)を測定した。
【0075】
【表1】

【0076】
【表2】
【0077】
【表3】
【0078】
表1〜3から、実施例1〜10によれば、従来品の比較例1に比べて、50%伸び時の応力が向上し、8.1MPa〜10.4MPaであった。また、実施例1〜10によれば、比較例2,3に比べて、圧縮永久ひずみが小さく、4.8%〜10.6%であった。実施例1〜10によれば、貯蔵弾性率が42MPa〜112MPaであった。
【0079】
(3)ニードルバルブの流量特性の測定
前記(1)で作成した実施例1〜10及び比較例1〜3の炭素繊維複合材料を用いてOリングを作製した。Oリングの呼び寸法は、内径φ4.5mm、線径φ1mmであった。実施例1〜10及び比較例1〜3のOリングを組みつけた図1〜4に示すキッツ社製の電動比例制御ニードルバルブ(サイズ1/2B)について、弁の開度が0%〜100%におけるCv値を測定した。図1〜4に示す実施例のニードルバルブVの弁座6の傾斜面6aの角度が45度であった。そして、Oリングのつぶし率は9.0%であった。流体は、水道水を用いた。
【0080】
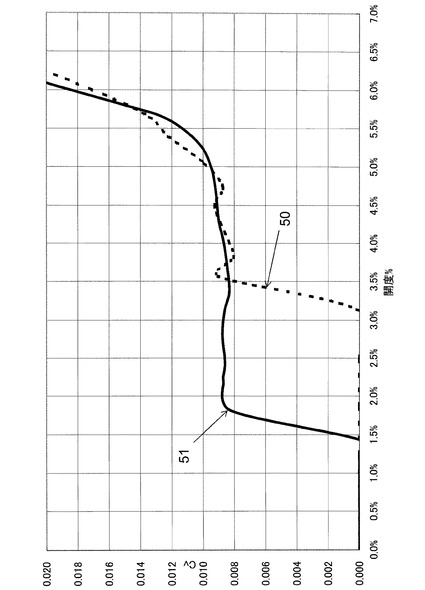
比較例1は、従来品のOリングを図1〜4に示すニードルバルブに組み付けてCv値を測定した。その結果として、微小流量特性を示す弁の開度0〜7%に対するCv値の流量特性グラフを図5に示した。図5において、符号50で示した曲線が閉弁状態(開度0%)から開弁状態(開度7%)までのニードル7を弁座6から上昇させたときの流量特性であり、符号51で示した曲線が開弁状態(開度7%)から閉弁状態(開度0%)までのニードル7を弁座6へ下降させたときの流量特性である。図5において、比較例1の流量特性グラフは、弁の開度が1.0%〜3.5%の間で曲線50と曲線51との間隔が広く、ヒステリシスループで閉じられた面積が大きかったので、開弁動作時の微小流量と閉弁動作時の微小流量との差が大きく、正確に制御できていないことが判った。
【0081】
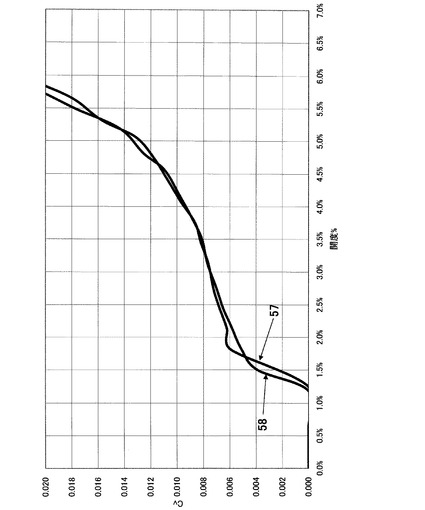
実施例3のOリングを図1〜4に示すニードルバルブに組み付けてCv値を測定した。その結果として、微小流量特性を示す弁の開度0〜7%に対するCv値の流量特性グラフを図6に示した。図6において、符号57で示した曲線が閉弁状態(開度0%)から開弁状態(開度7%)までのニードル7を弁座6から上昇させたときの流量特性であり、符号58で示した曲線が開弁状態(開度7%)から閉弁状態(開度0%)までのニードル7を弁座6へ下降させたときの流量特性である。
【0082】
ここでは図示しないが、実施例3及び比較例1と同様に、実施例1〜2、4〜10及び比較例2〜3のOリングについて流量特性グラフを求めた。実施例1〜2、4〜10のOリングは、実施例3と同様に開弁時の曲線と閉弁時の曲線との間隔が狭く、ヒステリシスループで閉じられた面積が小さかったので、開弁動作時の微小流量と閉弁動作時の微小流量との差が小さく、正確に制御できていることが判った。さらに、弁の開度が2.0%〜5.0%の間において曲線57〜68の傾斜がほぼ一定であり、弁の開度に応じて概ね比例して流量が制御されていることを示し、微小流量における比例制御性に優れることが判った。また、比較例2〜3も比較例1に比べれば微小流量における制御性に優れていることが判った。
【0083】
(4)耐液性試験
耐液性試験(表4〜6では「PFPEテスト」と示した)として、実施例1〜10及び比較例1〜3の炭素繊維複合材料について、130℃のパーフルオロポリエーテル(>99.9%[W/W])に103時間浸漬した後の炭素繊維複合材料について、前記(2)と同様の条件で、硬度、引張強さ、破断伸び、50%及び100%モジュラスを測定した。その測定結果を表4〜表6に示した。
【0084】
また、表1〜3における各測定結果に対する表4〜6における各測定結果の差を計算し、表4〜6にΔHs,ΔTS,ΔEb,Δσ50,Δσ100で示した。さらに、耐液性試験前の実施例1〜10及び比較例1〜3の炭素繊維複合材料に対する耐液性試験後の実施例1〜10及び比較例1〜3の炭素繊維複合材料の体積変化(表4〜6では「ΔV」と示した)及び質量変化(表4〜6では「ΔW」と示した)を測定し、表4〜6に示した。
【0085】
【表4】
【0086】
【表5】
【0087】
【表6】
【0088】
表4〜6から、実施例1〜10の炭素繊維複合材料は、耐液性試験後の50%伸び時の応力が8.0MPa以上であった。また、実施例1〜10の炭素繊維複合材料は、耐液性試験の前後において体積変化率が2.5%以下であった。実施例1〜10の炭素繊維複合材料は、耐液性試験の前後において質量変化率が3.2%以下であった。これに対し、フッ素含有量が66質量%のFKM−1を用いた比較例2−3の炭素繊維複合材料は、耐液性試験の前後において体積変化率が7.0%以上で、質量変化率が8.0%以上であった。実施例1〜10の炭素繊維複合材料は、耐液性試験の前後において50%伸び時の応力の変化率が±6.5%以内であった。実施例1,3,4,6,8の炭素繊維複合材料は、耐液性試験の前後において50%伸び時の応力の変化率が負ではなかった。実施例1〜10の炭素繊維複合材料は、耐液性試験によって劣化しにくく、しかもOリングとしてバルブに装着したときの微小流量制御性に優れていた。
【0089】
(5)耐液性試験によるニードルバルブの流量特性の変化
まず、前記(1)と同様にして表7に示す配合で実施例11〜14及び比較例4の炭素繊維複合材料を作成した。実施例11〜14及び比較例4の炭素繊維複合材料を前記(2)と同様に、室温における硬度、引張強さ、破断伸び、50%及び100%モジュラス及び破壊エネルギーを測定した。測定結果は、表7に示した。表7において、「CNT−5」は平均直径12.8nm、嵩密度70〜110kg/m3、剛直度指数4.7の多層カーボンナノファイバーであった。
【0090】
【表7】
【0091】
実施例11〜14及び比較例4の炭素繊維複合材料を前記(4)と同様にして耐液性試験(表8では「PFPEテスト」と示した)を行い、硬度、引張強さ、破断伸び、50%及び100%モジュラスを測定した。また、前記(4)と同様に計算して、ΔHs,ΔTS,ΔEb,Δσ50,Δσ100を表8に示した。さらに、前記(4)と同様に、耐液性試験前後の炭素繊維複合材料の体積変化(表8では「ΔV」と示した)及び質量変化(表8では「ΔW」と示した)を測定し、表8に示した。
【0092】
【表8】
【0093】
実施例3、11〜14及び比較例1、4の炭素繊維複合材料を用いてOリングを作製した。
【0094】
実施例3、11〜14及び比較例1、4のOリングを用いてニードルバルブの流量特性を測定した。より詳細には、まず、耐液性試験をしていないOリングを図1〜図4に示したキッツ社製の電動比例制御ニードルバルブ(サイズ1/2B)に組みつけてCv値を測定した。また、これらのOリングと同配合、同一ロットのOリングについて耐液性試験を実施した後に、同ニードルバルブに組みつけてCv値を測定した。各Oリングを組みつけたニードルバルブについて、弁の開度が0%〜100%におけるCv値を測定し、開度0%〜5.0%におけるCv値を拡大して図7〜図13に示した。図7〜図13において、破線で示した曲線が耐液性試験を行っていないOリングを組みつけたニードルバルブの流量特性曲線であり、実線で示した曲線が耐液性試験を行った後のOリングを用いたニードルバルブの流量特性曲線である。
【0095】
耐液性試験(表9では「PFPEテスト」と示した)は、Oリングを前記(4)と同様に130℃のパーフルオロポリエーテル(>99.9%[W/W])に103時間浸漬した。ニードルバルブVの弁座6の傾斜面6aの角度は、45度であった。Oリングのつぶし率は、9.0%であった。流体は、水道水を用いた。「開度%」は、ニードル7と弁座6との間隔、すなわちニードル7のストロークである。したがって、ニードル7が弁座6に着座した状態が開度0%であり、ニードル7が弁座6から最も離れた位置(上限位置)が開度100%である。シール部材の体積変化率あるいは質量変化率が4.0%以下の理想的な状況であれば、弁の開度が0.5%〜2.0%の範囲で開弁動作時には水が流れ始め、閉弁動作時には水が止まると仮定できる。したがって、Oリングの材質等によって微小流量が影響されるのは、弁の開度がおおよそ0%〜3.0%程度であることが予測でき、後に説明する機械的な影響を考慮すれば弁の開度が0%〜5.0%の範囲の流量特性曲線をグラフにすることでバルブの流量制御性を評価することができると推測できた。
【0096】
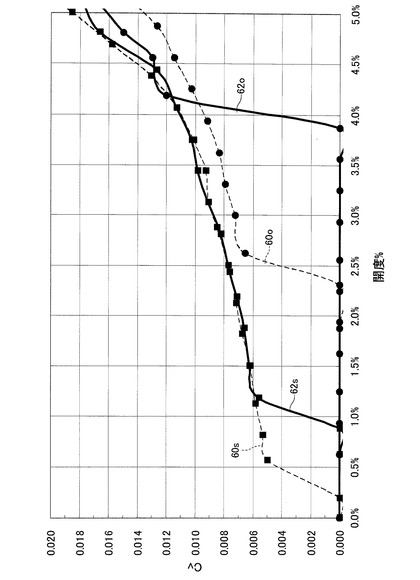
図7は、比較例1のOリングを用いた流量特性グラフである。符号60oで示した破線の曲線はニードル7を弁座6から上昇させたときの閉弁状態(開度0%)から開弁状態(開度5.0%)までの第1の流量特性曲線であり、符号60sで示した破線の曲線はニードル7を弁座6へ下降させたときの開弁状態(開度5.0%)から閉弁状態(開度0%)までの第2の流量特性曲線である。比較例1の流量特性グラフは図5にも示したが、同じ配合で別のOリングを作成し、新たなニードルバルブに装着して実験した結果を改めて図7に示した。また、符号62oで示した実線の曲線はニードル7を弁座6から上昇させたときの閉弁状態(開度0%)から開弁状態(開度5.0%)までの第1の流量特性曲線であり、符号62sで示した破線の曲線はニードル7を弁座6へ下降させたときの開弁状態(開度5.0%)から閉弁状態(開度0%)までの第2の流量特性曲線である。なお、図5と図7とでは、開度にして1.3%程度の誤差が生じている。
【0097】
図8は、比較例4のOリングを用いた流量特性グラフである。符号64oで示した破線の曲線はニードル7を弁座6から上昇させたときの閉弁状態(開度0%)から開弁状態(開度5.0%)までの第1の流量特性曲線であり、符号64sで示した破線の曲線はニードル7を弁座6へ下降させたときの開弁状態(開度5.0%)から閉弁状態(開度0%)までの第2の流量特性曲線である。また、符号66oで示した実線の曲線はニードル7を弁座6から上昇させたときの閉弁状態(開度0%)から開弁状態(開度5.0%)までの第1の流量特性曲線であり、符号66sで示した破線の曲線はニードル7を弁座6へ下降させたときの開弁状態(開度5.0%)から閉弁状態(開度0%)までの第2の流量特性曲線である。
【0098】
図9は、実施例3のOリングを用いた流量特性グラフである。符号68oで示した破線の曲線はニードル7を弁座6から上昇させたときの閉弁状態(開度0%)から開弁状態(開度5.0%)までの第1の流量特性曲線であり、符号68sで示した破線の曲線はニードル7を弁座6へ下降させたときの開弁状態(開度5.0%)から閉弁状態(開度0%)までの第2の流量特性曲線である。実施例3の流量特性グラフは図6にも示したが、同じ配合で別のOリングを作成して実験した結果を改めて図9に示した。また、符号70oで示した実線の曲線はニードル7を弁座6から上昇させたときの閉弁状態(開度0%)から開弁状態(開度5.0%)までの第1の流量特性曲線であり、符号70sで示した破線の曲線はニードル7を弁座6へ下降させたときの開弁状態(開度5.0%)から閉弁状態(開度0%)までの第2の流量特性曲線である。
【0099】
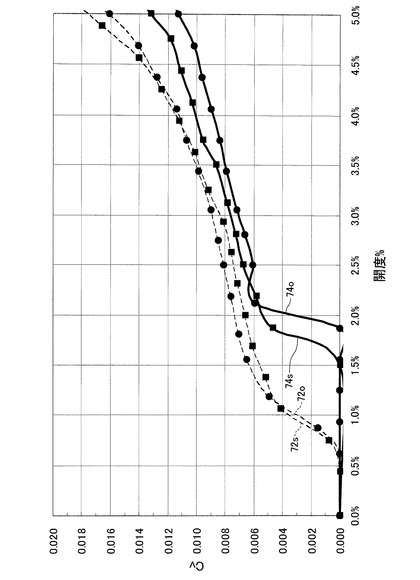
図10は、実施例11のOリングを用いた流量特性グラフである。符号72oで示した破線の曲線はニードル7を弁座6から上昇させたときの閉弁状態(開度0%)から開弁状態(開度5.0%)までの第1の流量特性曲線であり、符号72sで示した破線の曲線はニードル7を弁座6へ下降させたときの開弁状態(開度5.0%)から閉弁状態(開度0%)までの第2の流量特性曲線である。また、符号74oで示した実線の曲線はニードル7を弁座6から上昇させたときの閉弁状態(開度0%)から開弁状態(開度5.0%)までの第1の流量特性曲線であり、符号74sで示した破線の曲線はニードル7を弁座6へ下降させたときの開弁状態(開度5.0%)から閉弁状態(開度0%)までの第2の流量特性曲線である。
【0100】
図11は、実施例12のOリングを用いた流量特性グラフである。符号76oで示した破線の曲線はニードル7を弁座6から上昇させたときの閉弁状態(開度0%)から開弁状態(開度5.0%)までの第1の流量特性曲線であり、符号76sで示した破線の曲線はニードル7を弁座6へ下降させたときの開弁状態(開度5.0%)から閉弁状態(開度0%)までの第2の流量特性曲線である。また、符号78oで示した実線の曲線はニードル7を弁座6から上昇させたときの閉弁状態(開度0%)から開弁状態(開度5.0%)までの第1の流量特性曲線であり、符号78sで示した破線の曲線はニードル7を弁座6へ下降させたときの開弁状態(開度5.0%)から閉弁状態(開度0%)までの第2の流量特性曲線である。
【0101】
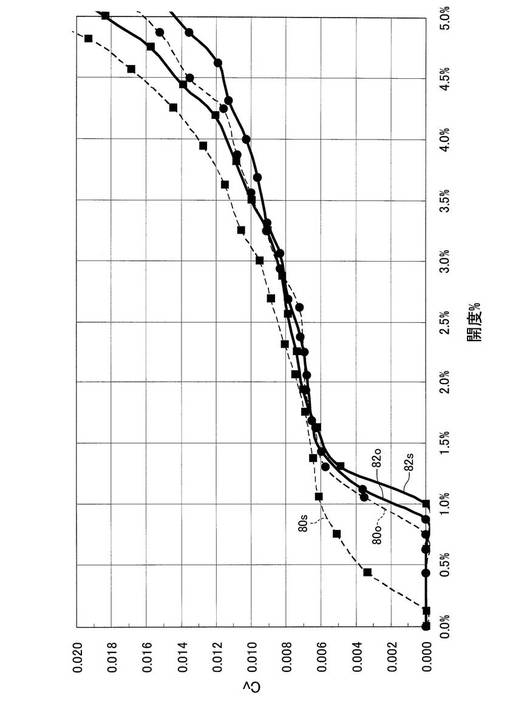
図12は、実施例13のOリングを用いた流量特性グラフである。符号80oで示した破線の曲線はニードル7を弁座6から上昇させたときの閉弁状態(開度0%)から開弁状態(開度5.0%)までの第1の流量特性曲線であり、符号80sで示した破線の曲線はニードル7を弁座6へ下降させたときの開弁状態(開度5.0%)から閉弁状態(開度0%)までの第2の流量特性曲線である。また、符号82oで示した実線の曲線はニードル7を弁座6から上昇させたときの閉弁状態(開度0%)から開弁状態(開度5.0%)までの第1の流量特性曲線であり、符号82sで示した破線の曲線はニードル7を弁座6へ下降させたときの開弁状態(開度5.0%)から閉弁状態(開度0%)までの第2の流量特性曲線である。
【0102】
図13は、実施例14のOリングを用いた流量特性グラフである。符号84oで示した破線の曲線はニードル7を弁座6から上昇させたときの閉弁状態(開度0%)から開弁状態(開度5.0%)までの第1の流量特性曲線であり、符号84sで示した破線の曲線はニードル7を弁座6へ下降させたときの開弁状態(開度5.0%)から閉弁状態(開度0%)までの第2の流量特性曲線である。また、符号86oで示した実線の曲線はニードル7を弁座6から上昇させたときの閉弁状態(開度0%)から開弁状態(開度5.0%)までの第1の流量特性曲線であり、符号86sで示した破線の曲線はニードル7を弁座6へ下降させたときの開弁状態(開度5.0%)から閉弁状態(開度0%)までの第2の流量特性曲線である。
【0103】
図7〜図13の流量特性グラフをみると、実施例3,11〜14、比較例1,4におけるニードルバルブにおける微小流量の制御性は、0%〜5.0%の弁の開度(%)において各流量特性曲線の特徴が表れていた。具体的には、各グラフを参照すると、開度4.5%付近からCv値の増加が顕著となる傾向を示していた。供試品のニードルバルブは、構成部品の加工公差などの影響により、その流量特性には若干のばらつきが生じる。従って、供試品によっては、Cv値の増加が顕著となる開度が、5.0%付近となるケースがあった。そこで、実施例3,11〜14及び比較例1,4においては、弁の微小開度として0%〜5.0%の弁の開度(%)における開弁動作時の第1の流量特性曲線と閉弁動作時の第2の流量特性曲線との間に形成された閉じられた領域の面積の大きさによって判断した。閉じられた領域の面積は、第1の流量特性曲線と第2の流量特性曲線が異なる軌道を描くことによって囲むように形成されたいわゆるヒステリシスループの内側の領域である。このようなヒステリシスループが複数ある場合には複数の領域の面積を合わせた面積を測定した。
【0104】
図7(比較例1)、図8(比較例4)の弁の開度0%〜5.0%における、破線の第1及び第2の流量特性曲線60o、60s、64o、64sによって形成された閉じられた領域の面積は、図9(実施例3)〜図13(実施例14)の0%〜5.0%の弁の開度における、破線の第1及び第2の流量特性曲線68o、68s〜84o、84sによって形成されたヒステリシスで閉じられた領域の面積よりも明らかに大きく、開弁動作時の微小流量と閉弁動作時の微量流量との差が大きく、正確な制御ができていないことがわかった。
【0105】
次に、上述した図7〜図13に示した破線の第1及び第2の流量特性曲線60o、60s〜84o、84sによって形成された面積と、実線の第1及び第2の流量特性曲線62o、62s〜86o、86sによって形成された面積と、の差によって耐液性試験による微小流量の制御性の低下を判断した。すなわち、破線の第1及び第2の流量特性曲線60o、60s〜84o、84sによって形成された面積と、実線の第1及び第2の流量特性曲線62o、62s〜86o、86sによって形成された面積と、の差が小さければ、耐液性試験によるOリングの劣化が少なく、ニードルバルブにおける微小流量の制御性が低下しないことがわかる。
【0106】
図7(比較例1)及び図8(比較例4)の弁の開度0%〜5.0%における、破線の第1及び第2の流量特性曲線60o、60s、64o、64sによって形成された面積と、実線の第1及び第2の流量特性曲線62o、62s、66o、66sによって形成された面積と、を比較すると、耐液性試験を実施した後のOリングを用いた実線の第1及び第2の流量特性曲線の面積の方が大きかった。
【0107】
これに対し、図9(実施例3)〜図13(実施例14)における、破線の第1及び第2の流量特性曲線68o、68s〜84o、84sによって形成された面積と、実線の第1及び第2の流量特性曲線70o、70s〜86o、86sによって形成された面積と、を比較すると、目視による面積の差はほとんどなかった。
【0108】
そこで、図7〜図13に示した流量特性曲線よって形成された面積に基づいて、流量制御指数を計算し、微小流量における流量制御性を数値化した。流量制御指数は、表9に示した。流量制御指数は、図7〜図13の弁の開度0%〜5.0%における、破線の第1及び第2の流量特性曲線によって形成された面積と、図7〜図13の弁の開度0%〜5.0%における、実線の第1及び第2の流量特性曲線によって形成された面積であった。なお、表9における流量制御指数は、弁の開度0%〜5.0%をX軸に214mm、Cv値0.000〜0.020をY軸に124mmとしたグラフ上に第1及び第2の流量特性曲線を作成した場合の面積を計算した。
【0109】
流量制御指数の計算方法について、図10(実施例11)を用いて具体的に説明する。実線で示された第1の流量特性曲線74o及び第2の流量特性曲線74sによって1.5%〜2.2%の間でヒステリシスループが形成されている。このヒステリシスループで閉じられた面積(mm2)を計算し、さらに同様にして、0%〜5.0%の間の他のヒステリシスループで閉じられた面積を計算し、それらを足した合計を流量制御指数とした。
【0110】
また、ニードルバルブ自体の機械的な影響によって、例えば、図7(比較例1)に示したように、流量特性曲線60o、60sによって閉じられた面積が正確に測定できない場合があった。機械的な影響とは、例えば、ニードルバルブの直流型電動モータが有する、バックラッシと、分解能の限界に起因する入力電流(4−20mA)とモータストローク(0−約10mm)の非直線性である。その機械的な影響によって面積が大きくなった分をメカニカルヒステリシスループの面積として計算し、元のヒステリシスループの面積からメカニカルヒステリシスループの面積を除いた面積を流量制御指数(絶対値)とした。
【0111】
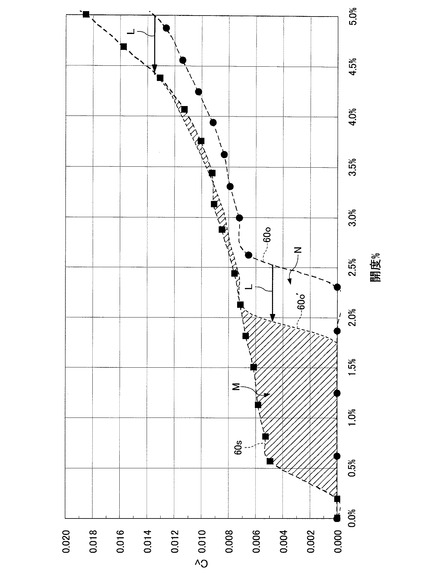
機械的な影響がある場合の具体的な測定方法を図14に示した。図14は、図7における破線60o、60s(比較例1のPFPEテスト無し)の流量制御指数の測定方法を説明する図である。まず、第1の流量特性曲線60o及び第2の流量特性曲線60sによって囲まれた面積を測定し、表9の「ヒステリシスループの面積」の欄に記載した。
【0112】
次に、弁の開度が4.0%〜5.0%で第1の流量特性曲線60oと第2の流量特性曲線60sとの間隔が無くなるように、第2の流量特性曲線60sを距離L分だけ第1の流量特性曲線60oへ水平移動した仮想第2の流量特性曲線60s’を描いた。弁の開度が4.0%を超えた領域、特に4.5%を超えた領域では、Oリングの特性による影響が少なくなるため、第1の流量特性曲線は第2の流量特性曲線とほぼ同じ流量特性曲線となるはずであるので、この距離L分だけ機械的な影響があると推測できた。したがって、第2の流量特性曲線60sを距離L分だけ第1の流量特性曲線60oへ水平移動した仮想第2の流量特性曲線60s’は、機械的な影響を排除することができた。この仮想第2の流量特性曲線60s’と第2の流量特性曲線60sとの間に形成された閉じられた領域Nがメカニカルヒステリシスループであり、領域Nの面積を表9の「メカニカルヒステリシスループの面積」の欄に記載した。
【0113】
さらに、「ヒステリシスループの面積」と「メカニカルヒステリシスループの面積」との差を「流量制御指数」(絶対値)として計算し、表9に記載した。流量制御指数は、図14における符号Mで示された斜線部分の領域である。このように、メカニカルヒステリシスループの面積を取り除くことで、弁の開度0%〜5.0%の微小開度領域におけるヒステリシスループの面積、すなわち流量制御指数で評価することができた。
【0114】
比較例1のPFPEテスト無しのサンプルと同様にして、比較例4、実施例3、11〜14の流量制御指数を計算し、表9に記載した。なお、比較例1,3を除けば、実施例においては、図9〜図13に示したように、弁の開度0%〜3.5%の範囲で面積を測定しても、流量制御指数によって評価することができたが、ここでは比較例との正確な比較のために、0%〜5.0%までの範囲で面積を測定した。
【0115】
【表9】
【0116】
表9によれば、比較例1、4に比べて実施例3、11〜14の流量制御指数が小さく、弁の開度が0%〜5.0%における微小流量において、開弁時、閉弁時のいずれでも流量が正確に制御されていることがわかった。また、実施例3、11〜14における流量制御指数は、耐液性試験を行っても大きく変化せず、Oリングが劣化せず、Oリングに耐液性試験を施しても安定して微小流量が制御できたことがわかった。
【0117】
以上の結果から、本実施例によれば、耐液性試験していないOリングを装着したバルブの流量制御指数は、20以下であった。この結果から、本実施例における耐液性試験していないOリングを装着したバルブの流量制御指数は、20以下であることができ、さらに10以下であることができる。流量制御指数がこの範囲にあるとき、弁の微小開度、本実施例では弁の開度が0%〜5.0%において、開弁時及び閉弁時のヒステリシスループの面積を抑制することができ、正確に微小流量を制御することができる。
【0118】
また、本実施例によれば、耐液性試験したOリングを装着したバルブの流量制御指数は、20以下であった。この結果から、本実施例における耐液性試験したOリングを装着したバルブの流量制御指数は、20以下であることができ、さらに13以下であることができる。流量制御指数がこの範囲にあるとき、弁の微小開度、本実施例では弁の開度が0%〜5.0%において、開弁時及び閉弁時のヒステリシスループの面積を抑制することができ、正確に微小流量を制御することができる。
【0119】
さらに、本実施例によれば、耐液性試験前の流量制御指数と耐液性試験後の流量制御指数との差分が12以内であった。この結果から、本実施例における耐液性試験前の流量制御指数と耐液性試験後の流量制御指数との差分が12以内であることができ、さらに9以内であることができる。流量制御指数の差分がこの範囲にあるとき、耐液性試験を行ってもOリングの劣化が少なく、耐液性試験の前後において正確に微小流量を制御することができる。
【符号の説明】
【0120】
V ニードルバルブ、1 弁本体、2 流入口、3 流出口、4 弁室、5 軸装穴、6
弁座、7 ニードル、8 軸部、9 Oリング、10 外周溝、11 Oリング、12
取付溝、13 筒体、14 保持体、15 スプリング、16 係合片、17 ブッシュ、18 直動型電動モータ、19 出力軸、20 アクチュエータ、21 シールリング、23 ニードルユニット、30 軸受け、31 ガイド体、32 断熱プレート、33 ダストシール、60o、64o、68o、72o、76o、80o、84o 耐液性試験をしていないOリングを用いた第1の流量特性曲線、60s、64s、68s、72s、76s、80s、84s 耐液性試験をしていないOリングを用いた第2の流量特性曲線、62o、66o、70o、74o、78o、82o、86o 耐液性試験をしたOリングを用いた第1の流量特性曲線、62s、66s、70s、74s、78s、82s、86s 耐液性試験をしていないOリングを用いた第2の流量特性曲線、60s’ 仮想第2の流量特性曲線、o 中心軸、c 中心軸oに直交する仮想平面、L 距離、M 領域、N 領域
【技術分野】
【0001】
本発明は、耐フッ素系流体性に優れたシール部材及びそのシール部材を用いたバルブに関する。
【背景技術】
【0002】
低温から高温まで幅広い温度範囲で使用でき、熱伝導性に優れたフッ素系流体として、例えば、パーフルオロポリエーテルがチャンバーの温度調節用の熱媒体として使用されている。半導体製造装置のチャンバー温調においては、熱媒体に対して、不活性、高い電気絶縁性、低毒性、不燃性、耐溶剤性などが求められることがある。パーフルオロポリエーテルは、これらの要求に応える熱媒体であり、半導体製造装置の熱媒体として使用されている(例えば、特許文献1参照)。
【0003】
パーフルオロポリエーテルを例えば半導体製造装置のチャンバー温調に用いる場合には、パーフルオロポリエーテルを装置の各部分へ移送するための配管やバルブが必要であり、配管やバルブには弾性体で形成されたシール部材が多数装着されている。特に、パーフルオロポリエーテルを高温で用いる場合には、シール部材にも耐熱性が要求されることになり、フッ素ゴム系のシール部材が望まれている。
【0004】
しかしながら、フッ素ゴム系のシール部材を採用した場合、パーフルオロポリエーテルがフッ素ゴムに対して溶剤として作用し、シール部材が劣化してしまうことがあった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2008−311346号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の目的は、耐フッ素系流体性に優れたシール部材及びそのシール部材を用いたバルブを提供することにある。また、本発明の別の目的は、微小流量の制御性を数値化して評価するバルブの評価方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明にかかるシール部材は、
フッ素含有量が65質量%以下の3元系含フッ素エラストマー100質量部に対し、カーボンナノファイバー5質量部〜25質量部と、カーボンブラック10質量部〜40質量部と、を含み、
130℃のパーフルオロポリエーテル(>99.9%[W/W])に103時間浸漬する耐液性試験後の50%伸び時の応力が8.0MPa以上であって、
前記耐液性試験の前後において体積変化率が4.0%以下であることを特徴とする。
【0008】
本発明にかかるシール部材によれば、パーフルオロポリエーテルと接触することによる劣化を抑制することができる。
【0009】
本発明にかかるシール部材において、
前記耐液性試験の前後において質量変化率が4.0%以下であることができる。
【0010】
本発明にかかるシール部材において、
前記耐液性試験の前後において50%伸び時の応力の変化率が±7.0%以内であることができる。
【0011】
本発明にかかるシール部材において、
前記耐液性試験の前後において50%伸び時の応力の変化率が負とならないことができる。
【0012】
本発明にかかるバルブは、前記シール部材を用いたことを特徴とする。
【0013】
本発明にかかるバルブによれば、シール部材がパーフルオロポリエーテルと接触することによる劣化が抑制されるため、安定した流量制御特性を備えることができる。
【0014】
本発明にかかるバルブの評価方法は、
弁体を弁座に対して進退移動して流体の流量を制御するバルブの評価方法であって、
開弁動作における弁の開度(%)に対するCv値からなる第1の流量特性曲線と、閉弁動作における弁の開度(%)に対するCv値からなる第2の流量特性曲線と、を測定し、
前記弁の微小開度における前記第1の流量特性曲線と前記第2の流量特性曲線との間に形成された閉じられた領域の面積を流量制御指数として算出し、
前記流量制御指数によって流量の制御性を評価することを特徴とする。
【0015】
本発明にかかるバルブの評価方法において、
130℃のパーフルオロポリエーテル(>99.9%[W/W])に103時間浸漬する耐液性試験前のシール材を装着したバルブの前記流量制御指数を第1の流量制御指数として算出し、
前記耐液性試験後のシール材を装着したバルブの前記流量制御指数を第2の流量制御指数として算出し、
前記第1の流量制御指数と前記第2の流量制御指数との差分によって流量の制御性を評価することができる。
【図面の簡単な説明】
【0016】
【図1】本発明の一実施の形態にかかるニードルバルブの縦断面図である。
【図2】図1におけるニードルバルブの開弁状態を示した部分拡大断面図である。
【図3】図1におけるニードルバルブの閉弁状態を示した部分拡大断面図である。
【図4】Oリングのつぶし率を説明する模式図である。
【図5】比較例1のニードルバルブにおける流量特性を示すグラフである。
【図6】実施例3のニードルバルブにおける流量特性を示すグラフである。
【図7】比較例1のニードルバルブにおける流量特性を示すグラフである。
【図8】比較例4のニードルバルブにおける流量特性を示すグラフである。
【図9】実施例3のニードルバルブにおける流量特性を示すグラフである。
【図10】実施例11のニードルバルブにおける流量特性を示すグラフである。
【図11】実施例12のニードルバルブにおける流量特性を示すグラフである。
【図12】実施例13のニードルバルブにおける流量特性を示すグラフである。
【図13】実施例14のニードルバルブにおける流量特性を示すグラフである。
【図14】比較例1のニードルバルブにおける流量特性を示すグラフを用いた流量制御指数の測定方法を説明する図である。
【発明を実施するための形態】
【0017】
以下、本発明の実施の形態について図面を参照しながら詳細に説明する。
【0018】
本発明の一実施の形態にかかるシール部材は、フッ素含有量が65質量%以下の3元系含フッ素エラストマー100質量部に対し、カーボンナノファイバー5質量部〜25質量部と、カーボンブラック10質量部〜40質量部と、を含み、130℃のパーフルオロポリエーテル(>99.9%[W/W])に103時間浸漬する耐液性試験後の50%伸び時の応力が8.0MPa以上であって、前記耐液性試験の前後において体積変化率が4.0%以下であることを特徴とする。
【0019】
また、本発明の一実施形態にかかるバルブは、前記シール部材を用いたことを特徴とする。
【0020】
本発明の一実施の形態にかかるバルブの評価方法は、弁体を弁座に対して進退移動して流体の流量を制御するバルブの評価方法であって、開弁動作における弁の開度(%)に対するCv値からなる第1の流量特性曲線と、閉弁動作における弁の開度(%)に対するCv値からなる第2の流量特性曲線と、を測定し、前記弁の微小開度における前記第1の流量特性曲線と前記第2の流量特性曲線との間に形成された閉じられた領域の面積を流量制御指数として算出し、前記流量制御指数によって流量の制御性を評価することを特徴とする。
【0021】
本発明の一実施の形態にかかるシール部材について説明する。シール部材は、3元系含フッ素エラストマー中にカーボンナノファイバーとカーボンブラックとを含む。
【0022】
3元系の含フッ素エラストマーは、分子中にフッ素原子を含むフッ化ビニリデン系の合成ゴムであり、3元系フッ素ゴムとも呼ばれ、例えば、フッ化ビニリデン(VDF)−ヘキサフルオロプロピレン(HFP)−テトラフルオロエチレン(TFE)3元共重合体(VDF−HFP−TFE)、フッ化ビニリデン(VDF)−パーフルオロ(メチルビニルエーテル)(FMVE)−テトラフルオロエチレン(TFE)3元共重合体(VDF−HFP−TFE)などが挙げられる。3元系の含フッ素エラストマーとしては、例えば、デュポン社製の商品名バイトン、ダイキン工業社製の商品名ダイエル、ソルベイソレクシス社製の商品名テクノフロンなどをあげることができる。以下の説明では、3元系の含フッ素エラストマーをFKMと省略する場合がある。3元系の含フッ素エラストマーは、重量平均分子量が好ましくは50,000〜300,000であることができる。3元系の含フッ素エラストマーの分子量がこの範囲であると、3元系の含フッ素エラストマー分子が互いに絡み合い、相互につながっているので、3元系の含フッ素エラストマーはカーボンナノファイバーを分散させるために良好な弾性を有することができる。3元系の含フッ素エラストマーは、粘性を有しているので凝集したカーボンナノファイバーの相互に侵入しやすく、さらに弾性を有することによってカーボンナノファイバー同士を分離することができる。3元系の含フッ素エラストマーの重量平均分子量が50,000より小さいと、3元系の含フッ素エラストマー分子が相互に充分に絡み合うことができず、後の工程で剪断力をかけても弾性が小さいためカーボンナノファイバーを分散させる効果が小さくなる傾向がある。また、3元系の含フッ素エラストマーの重量平均分子量が300,000より大きいと、3元系の含フッ素エラストマーが固くなりすぎて加工が困難となる傾向がある。3元系の含フッ素エラストマーは、フッ素含有量が65質量%以下であり、さらに、60質量%〜65質量%であることができ、特に、63質量%〜65質量%であることができる。3元系の含フッ素エラストマーは、フッ素含有量が65質量%以下であると耐パーフルオロポリエーテル性に優れることができる。3元系の含フッ素エラストマーは、ムーニー粘度(ML1+4121℃)の中心値が25〜65またはムーニー粘度(ML1+4100℃)の中心値が25〜70、比重が1.75g/cm3〜2.0g/cm3であることができる。また、ムーニー粘度(ML1+4121℃)の中心値が25以上またはムーニー粘度(ML1+4100℃)の中心値が25以上であると引張強さ(TS)や圧縮永久ひずみ(CS)などの基本要求性能を有することができ、ムーニー粘度(ML1+4121℃)の中心値が65以下またはムーニー粘度(ML1+4100℃)の中心値が70以下であれば適度な粘度を有するので加工することができる。
【0023】
本発明の一実施の形態に用いるカーボンナノファイバーは、平均直径(繊維径)が9nm〜110nmであることができ、さらに9nm〜20nmであることができる。このようなカーボンナノファイバーは、その平均直径が比較的細いため、比表面積が大きく、マトリックスであるエラストマーとの表面反応性が向上し、エラストマー中におけるカーボンナノファイバーの分散不良を改善しやすい傾向がある。カーボンナノファイバーは、直径が9nm以上ではカーボンナノファイバーによってマトリックス材料を囲むように形成された微小セル構造が小さすぎず適度な柔軟性を有すると予測され、逆に110nm以下では微小セル構造が大きすぎず耐摩耗性の効果を有すると予測される。カーボンナノファイバーによって形成される微小セル構造は、カーボンナノファイバーが3次元に張り巡らされた網目構造によってマトリックス材料を囲むように形成されることができる。また、カーボンナノファイバーは、その表面のエラストマーとの反応性を向上させるために、公知の活性化処理を施すことができる。カーボンナノファイバーの平均直径は、電子顕微鏡による観察によって計測することができる。なお、本発明の詳細な説明においてカーボンナノファイバーの平均直径及び平均長さは、電子顕微鏡による例えば5,000倍の撮像(カーボンナノファイバーのサイズによって適宜倍率は変更できる)から200箇所以上の直径及び長さを計測し、その算術平均値として計算して得ることができる。
【0024】
カーボンナノファイバーは、炭素六角網面のグラファイトの1枚面(グラフェンシート)を巻いて筒状にした形状を有するいわゆる多層カーボンナノチューブ(MWNT:マルチウォールカーボンナノチューブ)であり、部分的にカーボンナノチューブの構造を有する炭素材料も使用することができる。なお、カーボンナノチューブという名称の他にグラファイトフィブリルナノチューブ、気相成長炭素繊維といった名称で称されることもある。
【0025】
カーボンナノファイバーは、気相成長法によって得ることができる。気相成長法は、触媒気相合成法(Catalytic Chemical Vapor Deposition:CCVD)とも呼ばれ、炭化水
素等のガスを金属系触媒の存在下で気相熱分解させて未処理のカーボンナノファイバーを製造する方法である。より詳細に気相成長法を説明すると、例えば、ベンゼン、トルエン等の有機化合物を原料とし、フェロセン、ニッケルセン等の有機遷移金属化合物を金属系触媒として用い、これらをキャリアーガスとともに高温例えば400℃〜1000℃の反応温度に設定された反応炉に導入し、浮遊状態あるいは反応炉壁にカーボンナノファイバーを生成させる浮遊流動反応法(Floating Reaction Method)や、あらかじめアルミナ、酸化マグネシウム等のセラミックス上に担持された金属含有粒子を炭素含有化合物と高温で接触させてカーボンナノファイバーを基板上に生成させる触媒担持反応法(Substrate Reaction Method)等を用いることができる。例えば、平均直径が9nm〜20nmのカーボンナノファイバーは触媒担持反応法によって得ることができ、これより太いカーボンナノファイバーは浮遊流動反応法によって得ることができる。カーボンナノファイバーの直径は、例えば金属含有粒子の大きさや反応時間などで調節することができる。
【0026】
カーボンナノファイバーの配合量は、カーボンブラックの配合量と共に調整することができ、3元系の含フッ素エラストマー100質量部に対し、5質量部〜25質量部を配合する。特に、カーボンナノファイバーは、3元系の含フッ素エラストマー100質量部に対し、10質量部〜20質量部を配合することができる。カーボンナノファイバーは、特に平均直径が9nm〜20nmのカーボンナノファイバーを用いた場合には5質量部以上を3元系の含フッ素エラストマーへ配合することによって、ナノサイズのセル構造を形成することができると考えられる。また、カーボンナノファイバーが25質量部以下の配合量であれば、耐パーフルオロポリエーテル性が向上する傾向がある。ここで、「質量部」は、特に指定しない限り「phr」を示し、「phr」は、parts per hundred of resin or rubberの省略形であって、ゴム等に対する添加剤等の外掛百分率を表すものである。
【0027】
カーボンブラックは、平均粒径が10nm〜300nmであることができる。カーボンブラックを3元系の含フッ素エラストマーに配合することによって、含フッ素エラストマーのマトリックス領域をカーボンブラックによって微小サイズに分割することができ、その微小サイズに分割されたマトリックス領域はカーボンナノファイバーによって補強すればよいので、カーボンブラックを配合することでカーボンナノファイバーの配合量を少なくすることができる。カーボンブラックの配合量は、カーボンナノファイバーの配合量と合わせて調整することができ、3元系の含フッ素エラストマー100質量部に対し、10質量部〜40質量部であり、特に、15質量部〜25質量部であることができる。
【0028】
充填剤としては、エラストマーの充填剤として用いることのできる、シリカ、クレー、タルクなどから少なくともひとつを選択することができる。シリカ、タルク及びクレーは、平均粒径が5nm〜50nmであることができる。
【0029】
シール部材は、130℃のパーフルオロポリエーテル(>99.9%[W/W])に103時間浸漬する耐液性試験後の50%伸び時の応力が8.0MPa以上であって、耐液性試験の前後において体積変化率が4.0%以下である。含フッ素エラストマー製のシール部材を130℃のパーフルオロポリエーテルに長時間浸漬すると、シール部材が劣化するとともに体積変化が起こる傾向がある。これに対し、本実施の形態にかかるシール部材においては、耐液性試験の前後の体積変化率が4.0%以下と小さく、耐液性試験後の50%伸び時の応力も8.0MPa以上と高いため、耐パーフルオロポリエーテル性に優れているということができる。なお、本明細書において耐液性試験は、130℃のパーフルオロポリエーテルに103時間浸漬することをいう。さらに、シール部材は、耐液性試験後の50%伸び時の応力が8.0MPa以上、30.0MPa以下であることができ、特に、耐液性試験後の50%伸び時の応力が8.0MPa以上、20.0MPa以下であることができる。シール部材が耐液性試験後の50%伸び時の応力が8.0MPa以上であると、パーフルオロポリエーテルに接触する環境下においても高い強度を維持することができ、例えばシール部材をバルブに用いたとき、微小流量制御性に優れることができる。さらに、シール部材は、耐液性試験の前後において体積変化率が0.0%〜4.0%であることができ、特に、1.0%〜3.0%であることができる。シール部材が耐液性試験の前後において体積変化率が4.0%以下であると、パーフルオロポリエーテルに接触する環境下においてもシール部材の劣化が少ないということができ、例えばシール部材をバルブに用いたとき、安定した流量制御特性を有することができる。本明細書中で「変化率」とは、耐液性試験前の測定値に対する耐液性試験前後の測定値の差の百分率であり、耐液性試験前後の測定値の差は耐液性試験後の測定値から耐液性試験前の測定値を引き算する。例えば、体積変化率であれば、(Vc1−Vc0)/Vc0×100である。なお、Vc0は耐液性試験前の体積、Vc1は耐液性試験後の体積である。
【0030】
シール部材は、耐液性試験の前後において質量変化率が4.0%以下であることができ、さらに、耐液性試験の前後において質量変化率が4.0%以下、0.0%以上であることができ、特に、耐液性試験の前後において質量変化率が3.0%以下、1.0%以上であることができる。シール部材が耐液性試験の前後において質量変化率が4.0%以下であると、パーフルオロポリエーテルに接触する環境下においてもシール部材の劣化が少ないということができる。
【0031】
シール部材は、耐液性試験の前後において50%伸び時の応力の変化率が±7.0%以内であることができ、耐液性試験の前後において50%伸び時の応力の変化率が±6.5%以内であることができる。シール部材が耐液性試験の前後において50%伸び時の応力の変化率が7.0%以下であると、耐液性試験の前後において高い強度を維持することができ、例えばシール部材をバルブに用いたとき、微小流量制御性に優れることができる。シール部材は、耐液性試験の前後において50%伸び時の応力の変化率が負とならないことができ、このようなシール部材をバルブに用いたとき、開弁時と閉弁時における微小流量制御の再現性に優れることができる。微小流量制御の再現性とは、バルブの開弁時における弁の開度に対する流量の増加曲線と、バルブの閉弁時における弁の開度に対する流量の減少曲線とが近似することをいう。
【0032】
本発明の一実施の形態にかかるシール部材は、カーボンナノファイバー及びカーボンブラックを、3元系の含フッ素エラストマーに混合し、かつ、剪断力で該3元系の含フッ素エラストマー中に均一に分散して炭素繊維複合材料を得る工程を含む製造方法によって得ることができる。シール部材は、炭素繊維複合材料を所望形状に成形することで得られる。一般に、3元系の含フッ素エラストマー中に凝集しやすいカーボンナノファイバーを解して分散することは容易ではない。以下に説明するように、3元系の含フッ素エラストマーとカーボンナノファイバーとの特性を利用して製造することができる。オープンロール法による炭素繊維複合材料の製造方法について説明する。なお、製造方法の説明においては、3元系の含フッ素エラストマーを単にエラストマーと省略して説明する。
【0033】
2本ロールのオープンロールにおける第1のロールと第2のロールとは、所定の間隔、例えば0.5mm〜1.5mmの間隔で配置され、回転速度V1,V2で回転する。まず、第1のロールに巻き付けられたエラストマーの素練りを行ない、エラストマー分子鎖を適度に切断してフリーラジカルを生成する。素練りによって生成されたエラストマーのフリーラジカルがカーボンナノファイバーと結びつきやすい状態となる。
【0034】
次に、第1のロールに巻き付けられたエラストマーのバンクに、カーボンナノファイバー及びカーボンブラックを投入し、混練する。この混練におけるエラストマーの温度は、例えば100℃〜200℃であることができ、さらに150℃〜200℃であることができる。このように、後で説明する薄通しに比べて比較的高温でエラストマーとカーボンナノファイバーとが混練されることでカーボンナノファイバーの隙間にエラストマーが侵入しやすくなると考えられる。エラストマーとカーボンナノファイバーとを混合する工程は、オープンロール法に限定されず、例えば密閉式混練法あるいは多軸押出し混練法を用いることもできる。
【0035】
さらに、第1のロールと第2のロールとのロール間隔を、例えば0.5mm以下、より好ましくは0〜0.5mmの間隔に設定し、混合物をオープンロールに投入して薄通しを1回〜複数回行なう。薄通しの回数は、例えば1回〜10回程度行なうことができる。第1のロールの表面速度をV1、第2のロールの表面速度をV2とすると、薄通しにおける両者の表面速度比(V1/V2)は、1.05〜3.00であることができ、さらに1.05〜1.2であることができる。このような表面速度比を用いることにより、所望の剪断力を得ることができる。このように狭いロール間から押し出された炭素繊維複合材料は、エラストマーの弾性による復元力で大きく変形し、その際にエラストマーと共にカーボンナノファイバーが大きく移動する。この薄通しの工程では、できるだけ高い剪断力を得るために、ロール温度を例えば0〜50℃、より好ましくは5〜30℃の比較的低い温度に設定して行われ、エラストマーの実測温度も0〜50℃に調整されることができる。このようにして得られた剪断力により、エラストマーに高い剪断力が作用し、凝集していたカーボンナノファイバーがエラストマー分子に1本ずつ引き抜かれるように相互に分離し、エラストマー中に分散される。特に、エラストマーは、弾性と、粘性と、カーボンナノファイバーとの化学的相互作用と、を有するため、カーボンナノファイバーを容易に分散することができる。そして、カーボンナノファイバーの分散性および分散安定性(カーボンナノファイバーが再凝集しにくいこと)に優れた炭素繊維複合材料を得ることができる。なお、薄通しして得られた炭素繊維複合材料は、さらにロールで圧延されて所定厚さのシート状に分出しすることができる。
【0036】
より具体的には、オープンロールでエラストマーとカーボンナノファイバーとを混合すると、粘性を有するエラストマーがカーボンナノファイバーの相互に侵入し、かつ、エラストマーの特定の部分が化学的相互作用によってカーボンナノファイバーの活性の高い部分と結合する。次に、エラストマーに強い剪断力が作用すると、エラストマー分子の移動に伴ってカーボンナノファイバーも移動し、さらに剪断後の弾性によるエラストマーの復元力によって、凝集していたカーボンナノファイバーが分離されて、エラストマー中に分散されることになる。本実施の形態によれば、薄通しで炭素繊維複合材料が狭いロール間から押し出された際に、エラストマーの弾性による復元力で炭素繊維複合材料はロール間隔より厚く変形する。その変形は、強い剪断力の作用した炭素繊維複合材料をさらに複雑に流動させ、カーボンナノファイバーをエラストマー中に分散させると推測できる。そして、一旦分散したカーボンナノファイバーは、エラストマーとの化学的相互作用によって再凝集することが防止され、良好な分散安定性を有することができる。
【0037】
エラストマーにカーボンナノファイバーを剪断力によって分散させる工程は、前記オープンロール法に限定されず、密閉式混練法あるいは多軸押出し混練法を用いることもできる。要するに、この工程では、凝集したカーボンナノファイバーを分離できる剪断力をエラストマーに与えることができればよい。特に、オープンロール法は、ロール温度の管理だけでなく、混合物の実際の温度を測定し管理することができるため、好ましい。エラストマーの架橋は、例えば、耐薬品性に優れたパーオキサイド加硫を用いることができる。架橋剤は、例えばカーボンナノファイバー及びカーボンブラックをエラストマーへ混合する前、カーボンナノファイバー及びカーボンブラックと一緒、あるいはカーボンナノファイバー、カーボンブラック及びエラストマーを混合した後に投入することができ、例えばスコーチ防止のために架橋剤は薄通し後の未架橋の炭素繊維複合材料に配合することができる。
【0038】
シール部材は、炭素繊維複合材料を一般に採用されるゴムの成形加工例えば、プレス成形法、射出成形法、押出成形法などによって所望の形状例えば無端状に成形することで得ることができる。シール部材は、加硫された炭素繊維複合材料によって形成することができ、例えばプレス成形において一次加硫した後、熱オーブンなどで二次加硫することができる。
【0039】
本実施の形態にかかるシール部材の製造方法において、通常、エラストマーの加工で用いられる配合剤を加えることができる。配合剤としては公知のものを用いることができる。配合剤としては、例えば、架橋剤、加硫剤、加硫促進剤、加硫遅延剤、軟化剤、可塑剤、硬化剤、補強剤、充填剤、老化防止剤、着色剤、受酸剤などを挙げることができる。これらの配合剤は、混合の過程の適切な時期にエラストマーに投入することができる。
【0040】
シール部材は、例えば、固定部分に使われるガスケットや可動部分に使われるパッキンとして用いることができ、例えば、外形が連続する無端状である無端状シール部材がある。無端状シール部材は、外形が円形だけでなく、シール部材を配置する溝や部材の形状に併せて例えば多角形であってもよい。無端状シール部材としては、横断面が円形のOリングであることができる。シール部材は、パーフルオロポリエーテルと接触する配管やバルブ内に装着して用いることができる。配管においては、例えば配管同士あるいは配管と他の装置とを接続する継ぎ手部分にシール部材が用いられ、液密にシールすることができる。また、バルブにおいては、例えばバルブ内の可動部分である弁体にシール部材を装着し、シール部材と弁座とを密着してシールし、シール部材と弁座との間に所定間隔を有することでバルブ内を流れる流体の流量を制御することができる。
【0041】
炭素繊維複合材料は、未架橋体において、パルス法NMRを用いてハーンエコー法によって150℃、観測核が1Hで測定した、特性緩和時間(T2’HE/150℃)が500〜1200μ秒であることができ、さらに500〜1300μ秒であることができ、特に500〜1100μ秒であることができる。なお、特性緩和時間(T2’HE)における「HE」は、後述するソリッドエコー法の「SE」と区別するために用いた表記である。ハーンエコー法による特性緩和時間(T2’HE)は、3元系の含フッ素エラストマーの分子運動性を示す尺度であって、多成分系の平均的緩和時間を表す。したがって、特性緩和時間(T2’HE)は、ハーンエコー法によって検出された複数の緩和時間の平均値であり、「1/T2’HE=fa/T2a+fb/T2b+fc/T2c・・・」と表すことができる。カーボンナノファイバーが分散した炭素繊維複合材料は、マトリックスであるエラストマー分子をカーボンナノファイバーが拘束する力を表すと言え、(T2’HE/150℃)が3元系の含フッ素エラストマー単体に比べてカーボンナノファイバーの配合量に応じて小さくなる。したがって、カーボンナノファイバーを混合した炭素繊維複合材料であっても、カーボンナノファイバーが均一に分散していない場合にはエラストマー分子を全体に拘束しにくいため、150℃におけるハーンエコー法による特性緩和時間(T2’HE/150℃)が3元系の含フッ素エラストマー単体と大きく変わらないと考えられる。
【0042】
炭素繊維複合材料は、未架橋体において、パルス法NMRを用いてソリッドエコー法によって150℃、観測核が1Hで測定した、特性緩和時間(T2’SE/150℃)が10〜700μ秒であることができ、さらに特性緩和時間(T2’SE/150℃)が10〜500μ秒であることができ、特性緩和時間(T2’SE/150℃)が10〜200μ秒であることができる。ソリッドエコー法による特性緩和時間(T2’SE)は、カーボンナノファイバーによる磁場の不均一性を示す尺度であって、多成分系の平均的緩和時間を表す。したがって、特性緩和時間(T2’SE)は、ハーンエコー法によって検出された複数の緩和時間の平均値であり、「1/T2’SE=fa/T2a+fb/T2b+fc/T2c・・・」と表すことができる。カーボンナノファイバーが分散した炭素繊維複合材料は、カーボンナノファイバーが均一に分散することで磁場の不均一性が起こり、150℃におけるソリッドエコー法による特性緩和時間(T2’SE/150℃)が3元系の含フッ素エラストマー単体に比べてカーボンナノファイバーの配合量に応じて小さくなる。また、カーボンナノファイバーを混合した炭素繊維複合材料であっても、カーボンナノファイバーが均一に分散していない場合には磁場の不均一性があまり導入されず、したがって150℃におけるソリッドエコー法による特性緩和時間(T2’SE/150℃)が3元系の含フッ素エラストマー単体とほとんど変わらないと考えられる。
【0043】
また、カーボンナノファイバーの周囲には、エラストマーの一部が混練中に分子鎖切断され、それによって生成されたフリーラジカルがカーボンナノファイバーの表面をアタックして吸着したエラストマー分子の凝集体と考えられる界面相が形成される。界面相は、例えばエラストマーとカーボンブラックとを混練した際にカーボンブラックの周囲に形成されるバウンドラバーに類似するものと考えられる。このような界面相は、カーボンナノファイバーを被覆して保護し、また、カーボンナノファイバーを所定量以上配合することで界面相同士が連鎖した界面相に囲まれてナノメートルサイズに分割されたエラストマーの小さなセルを形成すると推定される。このような小さなセルが炭素繊維複合材料の全体にほぼ均質に形成されることで、単に2つの材料を複合したことによる効果を超えた効果を期待することができる。
【0044】
次に、本発明の一実施の形態にかかるシール部材をOリングとして用いたバルブの一例としてニードルバルブについて説明する。図1は、本発明の一実施形態にかかるニードルバルブVの縦断面図である。ニードルバルブVの弁本体1には、流入口2と、流出口3と、流入口2から流出口3への流路に設けた弁室4と、弁室4と連通する軸装穴5と、が設けられている。弁室4には、流入口2に開口して装着された環状の弁座6と、弁座6を弁室4内に固定する筒体13と、弁座6に離接するニードル7と、が配置されている。ニードル7は、弁座6に着座する円錐状のテーパ部7aと、テーパ部7aよりも大きい外径を有するフランジ部7bと、テーパ部7aとフランジ部7bとの間に形成された環状の溝からなる外周溝10と、外周溝10に装着されたシール部材であるOリング9と、フランジ部7bからテーパ部7aとは反対方向へ延びる軸部8と、軸部8の端部に設けられた軸部8よりも大きい外径を有する係合片16と、を有している。弁本体1の軸装穴5には、筒体13の弁座6と対向する側に保持体14と、筒状のブッシュ17と、筒体13と保持体14との間に配置したガイド体31と、係合片16と保持体14との間に配置されたスプリング15と、軸部8の端部に当接してブッシュ17の内壁内を移動可能な軸受け30と、が設けられている。ブッシュ17は、環状の断熱プレート32内に装着され、ブッシュ17と断熱プレート32には、ブッシュ17の内部から外部へ連通する連通孔32a,17aが設けられている。
【0045】
弁本体1には断熱プレート32及びブッシュ17を介してアクチュエータ20が取り付けられている。アクチュエータ20は、筐体20a内にネジ固定された直動型電動モータ18を有する。直流型電動モータ18は、図示しないロータと、ネジ部が形成された出力軸(スクリューシャフト)19と、ロータの回転力を出力軸19に伝達する図示しない回転伝達機構などから成り、このロータの回転力は、出力軸19によって直線運動に変換され、この出力軸19が軸方向に摺動するように構成されている。
【0046】
ニードルバルブVは、流体、特に水系流体及び油系流体の流量制御に優れており、パーフルオロポリエーテルの流量制御弁に用いることができる。
【0047】
図2は、図1におけるニードルバルブの開弁状態を示した部分拡大断面図である。図3は、図1におけるニードルバルブの閉弁状態を示した部分拡大断面図である。図4は、Oリングのつぶし率を説明する模式図である。弁座6は、弁室4の流入口2側に設けた段部1bにシールリング21を介して装着されており、この弁座6の流入口2側の開口部である弁口6bと、上方(流入口2から弁室4へ向かう方向)に向って拡がる傾斜面6aと、弁口6bと傾斜面6aとを連結する角部である縮径部6cと、が形成されている。なお、本例では金属製の弁座6を採用しているが、樹脂製、或はその他材料から成るものでもよく、実施に応じて任意に採用することができる。勿論、その他の構成部品も同様に実施に応じて任意に採用することができる。
【0048】
ニードル7の先端の外周部は先端に向けて縮径する円錐状のテーパ部7aが形成され、テーパ部7aの上方位置すなわちテーパ部7aとフランジ7bとの間には外周溝10が設けてあり、着座時にこのニードル7と弁座6との間を密封するOリング9が装着されている。この外周溝10には、外周溝10のテーパ部7a側を下方に向けて傾斜するように拡げて空隙部10aが形成され、且つ、この外周溝10におけるOリング9が当接する面を円弧面10bが形成され、この円弧面10bの半径をOリング9の半径と略一致させている。この外周溝10の構造によって、弁微開状態における流体圧の影響を軽減させ、所謂ブローアウト現象の発生を防ぐ機能が発揮される。
【0049】
ニードル7は、ガイド体31と、円盤状の保持体14と、を組み合わせて形成される貫通孔31aによって軸部8が案内される。筒体13と保持体14は、軸部8の周囲にダストシール33、ガイド体31及びOリング11を装着するための取付溝12を形成する。なお、筒体13、ガイド体31、及び保持体14は、樹脂製とすることができる。ニードル7は、弁本体1に組み付けられる前に、軸部8に筒体13とダストシール部材33とガイド体31とOリング11とを介して保持体14を組付け、さらに、この保持体14の上部に、スプリング15の一端を取り付け、このスプリング15の他端を軸部8に設けた係合片16によって圧縮しながら係止させて、ニードルユニット23として組み立てることができる。
【0050】
弁本体1は、弁室4内の段部1b上に弁座6を載置し、ニードルユニット23を弁室4と連通形成した軸装穴5から弁本体1に装入して弁座6の上面に位置させた後、軸装穴5からブッシュ17を装入して保持体14の上面に位置させ、軸受け30をブッシュ17内に装入して軸部8の押し下げることで、ニードル7を介して弁座6を調芯することができる。本実施の形態では、ニードル7のテーパ部7aにおける最大径を有する拡径部7cが、弁座6の傾斜面6a下方の縮径部6cの一部を押圧しながら調芯することができる。弁座6の調芯の完了後、ボルト等の取付部品を用いて、アクチュエータ20の筐体20aが断熱プレート32を介して弁本体1に固定されると、ブッシュ17を介して軸装体である筒体13と保持体14が押圧され、弁座6も弁本体1に固定される。従って、本実施の形態ではアクチュエータ20の設置が完了したとき、ニードル7の軸芯oと弁座6の軸芯oとが一致した状態となる。
【0051】
ニードル7は、直動型電動モータ18の出力軸19の先端19aが軸受け30を介してニードル7の軸部8の端部を押圧している。また、ニードル7は、スプリング15の付勢力によって常時軸受け30を押圧している。即ち、ニードル7の昇降動が直ちに直動型電動モータ18の駆動に追随可能となり、弁の開度を正確に制御することができる。
【0052】
図3に示すように、ニードル7の外周溝10に取り付けられたOリング9は、フランジ7bの下面が弁座6の上面に当接した閉弁時において、弁座6の環状の傾斜面6aに対して押しつぶされるように接触して流路を液密に閉鎖することができる。Oリング9は、平坦な傾斜面6aに対して面接触し、角部である縮径部6cには接触することなく流路を閉鎖することができる。Oリング9は、エラストマー中にカーボンナノファイバーを含む炭素繊維複合材料で形成される。カーボンナノファイバーを含む炭素繊維複合材料を用いることで、Oリング9の剛性を向上させることができ、Oリング9のつぶし率が小さくても優れたシール性を有することができる。炭素繊維複合材料を用いたOリングのつぶし率は、例えば、11%以下に設定することができる。このように、Oリング9のつぶし率を小さくすることができるので、Oリング9が弁座6の傾斜面6aから離接する瞬間における優れた微小流量制御特性を得ることができる。より詳細には、剛性の高いOリング9を用いることによって、開弁動作時においてOリング9が弁座6から離れた直後の微小流量と、閉弁動作時においてOリング9が弁座6に接触する直前の微小流量との差を小さくすることができる。
【0053】
本実施の形態において、傾斜面6aの傾斜角度は、約45度に設定している。これにより、ニードルバルブVのOリング9のつぶし率は、閉弁時において、11%以下に設定されている。具体的には、Oリング9のつぶし率は、3%より大きく、11%以下とすることができる。また、Oリング9のつぶし率が3%より大きければ閉弁時における流体の微小漏れを確実に防止し、11%以下であればOリングの寿命をほとんど低下することなく微小流量制御が可能である。特に、Oリングのつぶし率は、8%以上、10%以下とすることができる。なお、本発明において、傾斜面6aの傾斜角度は、ニードル7の軸部8の軸芯oに直交する仮想平面cに対する傾斜面6aの角度であり、また、つぶし率(k)は、図4に示すように、その圧縮前すなわち開弁時における線径をa、圧縮後すなわち閉弁時における線径をbとして、下記式(1)で表わされる。
k=100×(a−b)/a・・・(1)
【0054】
このようなニードルバルブに耐パーフルオロポリエーテル性に優れたシール部材を用いることにより、パーフルオロポリエーテルによってシール部材が劣化しにくく、長期間に渡り安定した流量制御性を有するバルブを得ることができる。
【0055】
また、シール部材としてのOリング9に用いられる炭素繊維複合材料の50%伸び時の応力及び25℃における貯蔵弾性率が高くなると、ニードルバルブVにおける微小流量制御特性が改善される傾向がある。
【0056】
Oリング9は、50%伸び時の応力が7.0MPa以上であることができる。Oリング9の50%伸び時の応力は、架橋体の炭素繊維複合材料を引張試験することで得られ、具体的には、7.0MPa以上、30.0MPa以下とすることができる。50%伸び時の応力が7.0MPa以上のOリング9を用いることでニードルバルブVにおける微小流量特性が改善され、また、50%伸び時の応力が30.0MPa以下であれば成形性に支障を来すことなく高い剛性を有するOリング9を得ることができる。特に、Oリング9は、50%伸び時の応力が8.0MPa以上、22.0MPa以下とすることができる。
【0057】
また、Oリング9は、25℃における貯蔵弾性率が60MPa以上であることができる。Oリング9の25℃における貯蔵弾性率は、架橋体の炭素繊維複合材料を貯蔵粘弾性試験することで得られ、具体的には、60MPa以上、250MPa以下とすることができる。25℃における貯蔵弾性率が60MPa以上のOリング9を用いることでニードルバルブVにおける微小流量特性が改善され、また、250MPa以下であれば成形性に支障を来すことなく高い剛性を有するOリング9を得ることができる。特に、Oリング9は、70MPa以上、200MPa以下であることができる。
【0058】
さらに、Oリング9は、JIS K6262に基づいて、圧縮率25%、175℃、22時間の条件で測定した圧縮永久ひずみが10.0%以下であることができる。カーボンナノファイバーを配合することによってOリング9の圧縮永久ひずみは大きくなる傾向があるが、嵩密度の低いカーボンナノファイバーを用いることによってOリング9の圧縮永久ひずみを小さくすることができる。圧縮永久ひずみの小さいOリング9を用いたOリング9は、ニードルバルブVにおける長期的に安定した流量制御性を得ることができる。Oリング9の圧縮永久ひずみは、架橋体の炭素繊維複合材料を圧縮永久ひずみ試験することで得られ、具体的には、1.0%以上、10.0%以下であることができる。圧縮永久ひずみが1.0%以上、10.0%以下のOリング9を用いることでニードルバルブVにおける長期的に安定した流量特性が得ることができる。さらに、Oリング9は、1.0%以上、9.0%以下であることができ、特に、Oリング9は、1.0%以上、7.0%以下であることができる。
【0059】
次に、本発明の一実施の形態にかかるバルブの評価方法について説明する。
【0060】
まず、バルブの評価方法は、開弁動作における弁の開度(%)に対するCv値からなる第1の流量特性曲線と、閉弁動作における弁の開度(%)に対するCv値からなる第2の流量特性曲線と、を測定する。次に、測定された第1の流量特性曲線と第2の流量特性曲線の、特に、弁の微小開度における第1の流量特性曲線と第2の流量特性曲線との間に形成された閉じられた領域の面積を流量制御指数として算出し、流量制御指数によって流量の制御性を評価する。
【0061】
弁の開度は、例えば、図2,3におけるニードル7と弁座6との間隔を表わし、フランジ7bの下面が弁座6の上面に当接した閉弁時が弁の開度0%であり、開弁してニードル7が弁座6から最も離れた位置が弁の開度100%である。したがって、ニードル7と弁座6との間にはOリング9があるため、Oリング9のつぶし代分は、ニードル7が上昇しても、すなわち、弁の開度が0%より多少大きくなっても、流路は形成されず、流体は流れない。Cv値は、いわゆる弁容量係数であり、バルブの容量を表す指標である。ある弁の開度におけるCv値は、その前後差圧を一定(1psi)に保って60°Fの水が1分間に流れる量をUSガロンで表した値で示すことができる。
【0062】
弁の微小開度は、微小流量におけるバルブの制御性の評価をするために設定される弁の開度の一定範囲である。弁の微小開度は、バルブの大きさや種類によって適宜設定することができるが、弁の開度が0%〜10%の範囲であることができ、さらに弁の開度が0%〜5.0%の範囲であることができ、特に弁の開度が0%〜3.5%の範囲であることができる。弁の微小開度は、所定のバルブにおける複数種類のシール部材を使用して複数の流量特性曲線を測定したときに、これら複数の流量特性曲線の異なる特徴が顕著に現れる弁の開度範囲とすることができる。
【0063】
また、弁の微小開度は、Oリング9のつぶし率によっても表わすことができ、例えば、弁の開度をつぶし率に換算すると、つぶし率0%〜50%相当の弁の開度範囲において微小流量における流量特性曲線の特徴が顕著に現れると推測できる。工業用途の一般的なOリングのつぶし率の値は、8%〜30%であるが、例えば、Oリングのつぶし率(閉弁時の最大つぶし率)が30%の場合、X軸を弁の開度に代えてつぶし率で30%〜0%に加えてつぶし率0%〜20%相当分(合計でつぶし率0%〜50%相当になる)で表すことができる。つぶし率0%〜20%相当分は、Oリングと弁座との離間距離がつぶし率0%〜20%に相当する距離(すなわち、Oリングがつぶし率0%から20%になるまでOリングがつぶれる距離)という意味である。実際には、つぶし率が0%を超えると、Oリングは弁座から離れていてつぶれていないので、Oリングのつぶし率に換算したときに相当する距離として説明することができる。したがって、この場合、Oリングのつぶし率1%が弁の開度0.1%に相当する設計のバルブとすると、つぶし率30%が弁の開度0%、つぶし率0%が弁の開度3.0%、つぶし率20%相当が弁の開度5.0%である。つぶし率0%の前後において流量特性曲線の特徴が現れるため、X軸をつぶし率0%〜50%相当に設定することで、工業用途の一般的なOリングのつぶし率8%〜30%に設計した場合でも、流量制御指数を測定することができる。
【0064】
流量制御指数は、例えば、同じ大きさに印刷された第1の流量特性曲線及び第2の流量特性曲線のグラフを用いて、それらの間に形成された閉じられた領域の面積を測定することで得ることができる。具体的な測定方法については、後述する実施例3、11〜14及び比較例1,4において説明する。こうして測定された流量制御指数を比較することによって、バルブにおける流量の制御性を評価する。流量制御指数が小さければ、第1の流量特性曲線と第2の流量特性曲線とが接近した位置にあり、開弁動作時と閉弁動作時とで同じように流量を制御できていることを示すので、微小流量の制御性が優れているバルブであると評価することができる。
【0065】
また、バルブの評価方法は、130℃のパーフルオロポリエーテルに103時間浸漬する耐液性試験前のシール材としてのOリング9を装着したバルブの流量制御指数を第1の流量制御指数として算出し、耐液性試験後のシール材としてのOリング9を装着したバルブの流量制御指数を第2の流量制御指数として算出し、第1の流量制御指数と第2の流量制御指数との差分によって流量の制御性を評価することによって、耐液性に優れたバルブであることを評価することができる。
【0066】
上記のように、本発明の一実施の形態について詳細に説明したが、本発明の新規事項及び効果から実体的に逸脱しない多くの変形が可能であることは当業者には容易に理解できよう。したがって、このような変形例はすべて、本発明の範囲に含まれるものとする。本実施の形態及び以下の実施例においては、シール部材としてOリングを用い、ニードルバルブのニードルに装着する用途について説明したが、これに限ることなく、半導体製造装置用のシール部材として、他の形状、例えば、円環状のガスケットなどに適用することもできる。
【実施例】
【0067】
以下、本発明の実施例について述べるが、本発明はこれらに限定されるものではない。
【0068】
(1)サンプルの作製
密閉式混練機ブラベンダーに、3元系含フッ素エラストマー(表1〜3では「FKM−1」、「FKM−2」、「FKM−3」で示した)を投入し素練り後、表1〜3に示す所定量のカーボンナノファイバー(表1〜3では「CNT−1」、「CNT−2」、「CNT−3」、「CNT−4」で示した)及びカーボンブラック(表1〜3では「MT」で示した)を3元系含フッ素エラストマーに投入しチャンバー温度150℃〜200℃で混練りの後、第1の混練工程を行いロールから取り出した。さらに、その混合物をオープンロール(ロール温度10℃〜20℃、ロール間隔0.3mm)に巻きつけ、薄通しを繰り返し5回行なった。このとき、2本のロールの表面速度比を1.1とした。さらに、ロール間隙を1.1mmにセットして、薄通しして得られたゴム組成物を投入し、分出しした。分出ししたシートを120℃、2分間圧縮成形して厚さ1mmの未架橋体の炭素繊維複合材料を得た。さらに、薄通しして得られた未架橋体の炭素繊維複合材料に表1〜3に示した量のパーオキサイド(表1〜3では「PO」で示した)、トリアリルイソシアヌレート(表1〜3では「TAIC」で示した)、酸化亜鉛(表1〜3では「ZnO」で示した)及び可塑剤を加えて分出ししたシートをプレス加硫(170℃/10分)、二次加硫(200℃/24時間)で成形して厚さ1mmのシート状の架橋体の炭素繊維複合材料(実施例1〜10及び比較例2〜3)を得た。比較例1は具体的な配合が不明の従来品のOリングと同等のゴム組成物である。
【0069】
表1〜3において、「FKM−1」は、フッ素含有量が66質量%、ムーニー粘度(ML1+10121℃)の中心値が53、比重が1.83g/cm3の3元系FKMであり、「FKM−2」は、フッ素含有量が64質量%、ムーニー粘度(ML1+10121℃)の中心値が54、比重が1.78g/cm3の3元系FKMであり、「FKM−3」は、フッ素含有量が64質量%、ムーニー粘度(ML1+10100℃)の中心値が65、比重が1.79g/cm3の3元系FKMであった。表1〜3において、「MT」は、算術平均直径が約200nmのMTグレードのカーボンブラックであった。表1〜3において、「CNT−1」は触媒担持反応法(Substrate Reaction Method)によって製造され
た平均直径15nm、頻度最大直径18nm、剛直度指数4.8、ラマンピーク比(D/G)1.7、窒素吸着比表面積260m2/gの多層カーボンナノファイバーであり、「CNT−2」は平均直径15.3nm、剛直度指数4.4の多層カーボンナノファイバーであり、「CNT−3」は平均直径18.6nm、剛直度指数3.1、嵩密度130〜150kg/m3の多層カーボンナノファイバーであり、「CNT−4」は平均直径18.6nm、剛直度指数3.1、嵩密度45〜95kg/m3の多層カーボンナノファイバーであった。
【0070】
(2)常態物性、貯蔵弾性率等の測定
常態物性として、実施例1〜10及び比較例1〜3の架橋体の炭素繊維複合材料について、室温における硬度、引張強さ、破断伸び、50%及び100%モジュラス及び破壊エネルギーを測定した。
【0071】
ゴム硬度(表1〜3において「Hs(JIS−A)」で示した。)は、JIS K 6253に基づいて測定した。
【0072】
引張強さ(表1〜3において「TS(MPa)」で示した。)、破断伸び(表1〜3において「Eb(%)」で示した。)、50%伸び時の応力(表1〜3において「σ50(MPa)」で示した。)、100%伸び時の応力(表1〜3において「σ100(MPa)」で示した。)及び破壊エネルギー(表1〜3において「破壊E(J)」で示した。)は、JIS3号形もしくは6号形のダンベル形状に切り出した試験片について、島津製作所社製の引張試験機を用いて、23±2℃、引張速度500mm/minでJIS K6251に基づいて引張試験を行い測定した。なお、「σ50」及び「σ100」は、「50%モジュラス(M50)」及び「100%モジュラス(M100)」と呼ばれることがある。
【0073】
実施例1〜10及び比較例1〜3について、測定温度が25℃における貯蔵弾性率を測定した。貯蔵弾性率(表1〜3において「E’(25℃)(MPa)」で示した)は、短冊形(40×1×2(巾)mm)に切り出した試験片について、SII社製の動的粘弾性試験機DMS6100を用いて、チャック間距離20mm、測定温度−100〜300℃、動的ひずみ±0.05%、周波数1HzでJIS K6394に基づいて動的粘弾性試験を行い測定した。
【0074】
実施例1〜10及び比較例1〜3について、JIS K6262に基づいて、圧縮率25%、175℃、22時間の条件で圧縮永久ひずみ試験を行い、圧縮永久ひずみ(表1〜3において「CS(%)」で示した)を測定した。
【0075】
【表1】
【0076】
【表2】
【0077】
【表3】
【0078】
表1〜3から、実施例1〜10によれば、従来品の比較例1に比べて、50%伸び時の応力が向上し、8.1MPa〜10.4MPaであった。また、実施例1〜10によれば、比較例2,3に比べて、圧縮永久ひずみが小さく、4.8%〜10.6%であった。実施例1〜10によれば、貯蔵弾性率が42MPa〜112MPaであった。
【0079】
(3)ニードルバルブの流量特性の測定
前記(1)で作成した実施例1〜10及び比較例1〜3の炭素繊維複合材料を用いてOリングを作製した。Oリングの呼び寸法は、内径φ4.5mm、線径φ1mmであった。実施例1〜10及び比較例1〜3のOリングを組みつけた図1〜4に示すキッツ社製の電動比例制御ニードルバルブ(サイズ1/2B)について、弁の開度が0%〜100%におけるCv値を測定した。図1〜4に示す実施例のニードルバルブVの弁座6の傾斜面6aの角度が45度であった。そして、Oリングのつぶし率は9.0%であった。流体は、水道水を用いた。
【0080】
比較例1は、従来品のOリングを図1〜4に示すニードルバルブに組み付けてCv値を測定した。その結果として、微小流量特性を示す弁の開度0〜7%に対するCv値の流量特性グラフを図5に示した。図5において、符号50で示した曲線が閉弁状態(開度0%)から開弁状態(開度7%)までのニードル7を弁座6から上昇させたときの流量特性であり、符号51で示した曲線が開弁状態(開度7%)から閉弁状態(開度0%)までのニードル7を弁座6へ下降させたときの流量特性である。図5において、比較例1の流量特性グラフは、弁の開度が1.0%〜3.5%の間で曲線50と曲線51との間隔が広く、ヒステリシスループで閉じられた面積が大きかったので、開弁動作時の微小流量と閉弁動作時の微小流量との差が大きく、正確に制御できていないことが判った。
【0081】
実施例3のOリングを図1〜4に示すニードルバルブに組み付けてCv値を測定した。その結果として、微小流量特性を示す弁の開度0〜7%に対するCv値の流量特性グラフを図6に示した。図6において、符号57で示した曲線が閉弁状態(開度0%)から開弁状態(開度7%)までのニードル7を弁座6から上昇させたときの流量特性であり、符号58で示した曲線が開弁状態(開度7%)から閉弁状態(開度0%)までのニードル7を弁座6へ下降させたときの流量特性である。
【0082】
ここでは図示しないが、実施例3及び比較例1と同様に、実施例1〜2、4〜10及び比較例2〜3のOリングについて流量特性グラフを求めた。実施例1〜2、4〜10のOリングは、実施例3と同様に開弁時の曲線と閉弁時の曲線との間隔が狭く、ヒステリシスループで閉じられた面積が小さかったので、開弁動作時の微小流量と閉弁動作時の微小流量との差が小さく、正確に制御できていることが判った。さらに、弁の開度が2.0%〜5.0%の間において曲線57〜68の傾斜がほぼ一定であり、弁の開度に応じて概ね比例して流量が制御されていることを示し、微小流量における比例制御性に優れることが判った。また、比較例2〜3も比較例1に比べれば微小流量における制御性に優れていることが判った。
【0083】
(4)耐液性試験
耐液性試験(表4〜6では「PFPEテスト」と示した)として、実施例1〜10及び比較例1〜3の炭素繊維複合材料について、130℃のパーフルオロポリエーテル(>99.9%[W/W])に103時間浸漬した後の炭素繊維複合材料について、前記(2)と同様の条件で、硬度、引張強さ、破断伸び、50%及び100%モジュラスを測定した。その測定結果を表4〜表6に示した。
【0084】
また、表1〜3における各測定結果に対する表4〜6における各測定結果の差を計算し、表4〜6にΔHs,ΔTS,ΔEb,Δσ50,Δσ100で示した。さらに、耐液性試験前の実施例1〜10及び比較例1〜3の炭素繊維複合材料に対する耐液性試験後の実施例1〜10及び比較例1〜3の炭素繊維複合材料の体積変化(表4〜6では「ΔV」と示した)及び質量変化(表4〜6では「ΔW」と示した)を測定し、表4〜6に示した。
【0085】
【表4】
【0086】
【表5】
【0087】
【表6】
【0088】
表4〜6から、実施例1〜10の炭素繊維複合材料は、耐液性試験後の50%伸び時の応力が8.0MPa以上であった。また、実施例1〜10の炭素繊維複合材料は、耐液性試験の前後において体積変化率が2.5%以下であった。実施例1〜10の炭素繊維複合材料は、耐液性試験の前後において質量変化率が3.2%以下であった。これに対し、フッ素含有量が66質量%のFKM−1を用いた比較例2−3の炭素繊維複合材料は、耐液性試験の前後において体積変化率が7.0%以上で、質量変化率が8.0%以上であった。実施例1〜10の炭素繊維複合材料は、耐液性試験の前後において50%伸び時の応力の変化率が±6.5%以内であった。実施例1,3,4,6,8の炭素繊維複合材料は、耐液性試験の前後において50%伸び時の応力の変化率が負ではなかった。実施例1〜10の炭素繊維複合材料は、耐液性試験によって劣化しにくく、しかもOリングとしてバルブに装着したときの微小流量制御性に優れていた。
【0089】
(5)耐液性試験によるニードルバルブの流量特性の変化
まず、前記(1)と同様にして表7に示す配合で実施例11〜14及び比較例4の炭素繊維複合材料を作成した。実施例11〜14及び比較例4の炭素繊維複合材料を前記(2)と同様に、室温における硬度、引張強さ、破断伸び、50%及び100%モジュラス及び破壊エネルギーを測定した。測定結果は、表7に示した。表7において、「CNT−5」は平均直径12.8nm、嵩密度70〜110kg/m3、剛直度指数4.7の多層カーボンナノファイバーであった。
【0090】
【表7】
【0091】
実施例11〜14及び比較例4の炭素繊維複合材料を前記(4)と同様にして耐液性試験(表8では「PFPEテスト」と示した)を行い、硬度、引張強さ、破断伸び、50%及び100%モジュラスを測定した。また、前記(4)と同様に計算して、ΔHs,ΔTS,ΔEb,Δσ50,Δσ100を表8に示した。さらに、前記(4)と同様に、耐液性試験前後の炭素繊維複合材料の体積変化(表8では「ΔV」と示した)及び質量変化(表8では「ΔW」と示した)を測定し、表8に示した。
【0092】
【表8】
【0093】
実施例3、11〜14及び比較例1、4の炭素繊維複合材料を用いてOリングを作製した。
【0094】
実施例3、11〜14及び比較例1、4のOリングを用いてニードルバルブの流量特性を測定した。より詳細には、まず、耐液性試験をしていないOリングを図1〜図4に示したキッツ社製の電動比例制御ニードルバルブ(サイズ1/2B)に組みつけてCv値を測定した。また、これらのOリングと同配合、同一ロットのOリングについて耐液性試験を実施した後に、同ニードルバルブに組みつけてCv値を測定した。各Oリングを組みつけたニードルバルブについて、弁の開度が0%〜100%におけるCv値を測定し、開度0%〜5.0%におけるCv値を拡大して図7〜図13に示した。図7〜図13において、破線で示した曲線が耐液性試験を行っていないOリングを組みつけたニードルバルブの流量特性曲線であり、実線で示した曲線が耐液性試験を行った後のOリングを用いたニードルバルブの流量特性曲線である。
【0095】
耐液性試験(表9では「PFPEテスト」と示した)は、Oリングを前記(4)と同様に130℃のパーフルオロポリエーテル(>99.9%[W/W])に103時間浸漬した。ニードルバルブVの弁座6の傾斜面6aの角度は、45度であった。Oリングのつぶし率は、9.0%であった。流体は、水道水を用いた。「開度%」は、ニードル7と弁座6との間隔、すなわちニードル7のストロークである。したがって、ニードル7が弁座6に着座した状態が開度0%であり、ニードル7が弁座6から最も離れた位置(上限位置)が開度100%である。シール部材の体積変化率あるいは質量変化率が4.0%以下の理想的な状況であれば、弁の開度が0.5%〜2.0%の範囲で開弁動作時には水が流れ始め、閉弁動作時には水が止まると仮定できる。したがって、Oリングの材質等によって微小流量が影響されるのは、弁の開度がおおよそ0%〜3.0%程度であることが予測でき、後に説明する機械的な影響を考慮すれば弁の開度が0%〜5.0%の範囲の流量特性曲線をグラフにすることでバルブの流量制御性を評価することができると推測できた。
【0096】
図7は、比較例1のOリングを用いた流量特性グラフである。符号60oで示した破線の曲線はニードル7を弁座6から上昇させたときの閉弁状態(開度0%)から開弁状態(開度5.0%)までの第1の流量特性曲線であり、符号60sで示した破線の曲線はニードル7を弁座6へ下降させたときの開弁状態(開度5.0%)から閉弁状態(開度0%)までの第2の流量特性曲線である。比較例1の流量特性グラフは図5にも示したが、同じ配合で別のOリングを作成し、新たなニードルバルブに装着して実験した結果を改めて図7に示した。また、符号62oで示した実線の曲線はニードル7を弁座6から上昇させたときの閉弁状態(開度0%)から開弁状態(開度5.0%)までの第1の流量特性曲線であり、符号62sで示した破線の曲線はニードル7を弁座6へ下降させたときの開弁状態(開度5.0%)から閉弁状態(開度0%)までの第2の流量特性曲線である。なお、図5と図7とでは、開度にして1.3%程度の誤差が生じている。
【0097】
図8は、比較例4のOリングを用いた流量特性グラフである。符号64oで示した破線の曲線はニードル7を弁座6から上昇させたときの閉弁状態(開度0%)から開弁状態(開度5.0%)までの第1の流量特性曲線であり、符号64sで示した破線の曲線はニードル7を弁座6へ下降させたときの開弁状態(開度5.0%)から閉弁状態(開度0%)までの第2の流量特性曲線である。また、符号66oで示した実線の曲線はニードル7を弁座6から上昇させたときの閉弁状態(開度0%)から開弁状態(開度5.0%)までの第1の流量特性曲線であり、符号66sで示した破線の曲線はニードル7を弁座6へ下降させたときの開弁状態(開度5.0%)から閉弁状態(開度0%)までの第2の流量特性曲線である。
【0098】
図9は、実施例3のOリングを用いた流量特性グラフである。符号68oで示した破線の曲線はニードル7を弁座6から上昇させたときの閉弁状態(開度0%)から開弁状態(開度5.0%)までの第1の流量特性曲線であり、符号68sで示した破線の曲線はニードル7を弁座6へ下降させたときの開弁状態(開度5.0%)から閉弁状態(開度0%)までの第2の流量特性曲線である。実施例3の流量特性グラフは図6にも示したが、同じ配合で別のOリングを作成して実験した結果を改めて図9に示した。また、符号70oで示した実線の曲線はニードル7を弁座6から上昇させたときの閉弁状態(開度0%)から開弁状態(開度5.0%)までの第1の流量特性曲線であり、符号70sで示した破線の曲線はニードル7を弁座6へ下降させたときの開弁状態(開度5.0%)から閉弁状態(開度0%)までの第2の流量特性曲線である。
【0099】
図10は、実施例11のOリングを用いた流量特性グラフである。符号72oで示した破線の曲線はニードル7を弁座6から上昇させたときの閉弁状態(開度0%)から開弁状態(開度5.0%)までの第1の流量特性曲線であり、符号72sで示した破線の曲線はニードル7を弁座6へ下降させたときの開弁状態(開度5.0%)から閉弁状態(開度0%)までの第2の流量特性曲線である。また、符号74oで示した実線の曲線はニードル7を弁座6から上昇させたときの閉弁状態(開度0%)から開弁状態(開度5.0%)までの第1の流量特性曲線であり、符号74sで示した破線の曲線はニードル7を弁座6へ下降させたときの開弁状態(開度5.0%)から閉弁状態(開度0%)までの第2の流量特性曲線である。
【0100】
図11は、実施例12のOリングを用いた流量特性グラフである。符号76oで示した破線の曲線はニードル7を弁座6から上昇させたときの閉弁状態(開度0%)から開弁状態(開度5.0%)までの第1の流量特性曲線であり、符号76sで示した破線の曲線はニードル7を弁座6へ下降させたときの開弁状態(開度5.0%)から閉弁状態(開度0%)までの第2の流量特性曲線である。また、符号78oで示した実線の曲線はニードル7を弁座6から上昇させたときの閉弁状態(開度0%)から開弁状態(開度5.0%)までの第1の流量特性曲線であり、符号78sで示した破線の曲線はニードル7を弁座6へ下降させたときの開弁状態(開度5.0%)から閉弁状態(開度0%)までの第2の流量特性曲線である。
【0101】
図12は、実施例13のOリングを用いた流量特性グラフである。符号80oで示した破線の曲線はニードル7を弁座6から上昇させたときの閉弁状態(開度0%)から開弁状態(開度5.0%)までの第1の流量特性曲線であり、符号80sで示した破線の曲線はニードル7を弁座6へ下降させたときの開弁状態(開度5.0%)から閉弁状態(開度0%)までの第2の流量特性曲線である。また、符号82oで示した実線の曲線はニードル7を弁座6から上昇させたときの閉弁状態(開度0%)から開弁状態(開度5.0%)までの第1の流量特性曲線であり、符号82sで示した破線の曲線はニードル7を弁座6へ下降させたときの開弁状態(開度5.0%)から閉弁状態(開度0%)までの第2の流量特性曲線である。
【0102】
図13は、実施例14のOリングを用いた流量特性グラフである。符号84oで示した破線の曲線はニードル7を弁座6から上昇させたときの閉弁状態(開度0%)から開弁状態(開度5.0%)までの第1の流量特性曲線であり、符号84sで示した破線の曲線はニードル7を弁座6へ下降させたときの開弁状態(開度5.0%)から閉弁状態(開度0%)までの第2の流量特性曲線である。また、符号86oで示した実線の曲線はニードル7を弁座6から上昇させたときの閉弁状態(開度0%)から開弁状態(開度5.0%)までの第1の流量特性曲線であり、符号86sで示した破線の曲線はニードル7を弁座6へ下降させたときの開弁状態(開度5.0%)から閉弁状態(開度0%)までの第2の流量特性曲線である。
【0103】
図7〜図13の流量特性グラフをみると、実施例3,11〜14、比較例1,4におけるニードルバルブにおける微小流量の制御性は、0%〜5.0%の弁の開度(%)において各流量特性曲線の特徴が表れていた。具体的には、各グラフを参照すると、開度4.5%付近からCv値の増加が顕著となる傾向を示していた。供試品のニードルバルブは、構成部品の加工公差などの影響により、その流量特性には若干のばらつきが生じる。従って、供試品によっては、Cv値の増加が顕著となる開度が、5.0%付近となるケースがあった。そこで、実施例3,11〜14及び比較例1,4においては、弁の微小開度として0%〜5.0%の弁の開度(%)における開弁動作時の第1の流量特性曲線と閉弁動作時の第2の流量特性曲線との間に形成された閉じられた領域の面積の大きさによって判断した。閉じられた領域の面積は、第1の流量特性曲線と第2の流量特性曲線が異なる軌道を描くことによって囲むように形成されたいわゆるヒステリシスループの内側の領域である。このようなヒステリシスループが複数ある場合には複数の領域の面積を合わせた面積を測定した。
【0104】
図7(比較例1)、図8(比較例4)の弁の開度0%〜5.0%における、破線の第1及び第2の流量特性曲線60o、60s、64o、64sによって形成された閉じられた領域の面積は、図9(実施例3)〜図13(実施例14)の0%〜5.0%の弁の開度における、破線の第1及び第2の流量特性曲線68o、68s〜84o、84sによって形成されたヒステリシスで閉じられた領域の面積よりも明らかに大きく、開弁動作時の微小流量と閉弁動作時の微量流量との差が大きく、正確な制御ができていないことがわかった。
【0105】
次に、上述した図7〜図13に示した破線の第1及び第2の流量特性曲線60o、60s〜84o、84sによって形成された面積と、実線の第1及び第2の流量特性曲線62o、62s〜86o、86sによって形成された面積と、の差によって耐液性試験による微小流量の制御性の低下を判断した。すなわち、破線の第1及び第2の流量特性曲線60o、60s〜84o、84sによって形成された面積と、実線の第1及び第2の流量特性曲線62o、62s〜86o、86sによって形成された面積と、の差が小さければ、耐液性試験によるOリングの劣化が少なく、ニードルバルブにおける微小流量の制御性が低下しないことがわかる。
【0106】
図7(比較例1)及び図8(比較例4)の弁の開度0%〜5.0%における、破線の第1及び第2の流量特性曲線60o、60s、64o、64sによって形成された面積と、実線の第1及び第2の流量特性曲線62o、62s、66o、66sによって形成された面積と、を比較すると、耐液性試験を実施した後のOリングを用いた実線の第1及び第2の流量特性曲線の面積の方が大きかった。
【0107】
これに対し、図9(実施例3)〜図13(実施例14)における、破線の第1及び第2の流量特性曲線68o、68s〜84o、84sによって形成された面積と、実線の第1及び第2の流量特性曲線70o、70s〜86o、86sによって形成された面積と、を比較すると、目視による面積の差はほとんどなかった。
【0108】
そこで、図7〜図13に示した流量特性曲線よって形成された面積に基づいて、流量制御指数を計算し、微小流量における流量制御性を数値化した。流量制御指数は、表9に示した。流量制御指数は、図7〜図13の弁の開度0%〜5.0%における、破線の第1及び第2の流量特性曲線によって形成された面積と、図7〜図13の弁の開度0%〜5.0%における、実線の第1及び第2の流量特性曲線によって形成された面積であった。なお、表9における流量制御指数は、弁の開度0%〜5.0%をX軸に214mm、Cv値0.000〜0.020をY軸に124mmとしたグラフ上に第1及び第2の流量特性曲線を作成した場合の面積を計算した。
【0109】
流量制御指数の計算方法について、図10(実施例11)を用いて具体的に説明する。実線で示された第1の流量特性曲線74o及び第2の流量特性曲線74sによって1.5%〜2.2%の間でヒステリシスループが形成されている。このヒステリシスループで閉じられた面積(mm2)を計算し、さらに同様にして、0%〜5.0%の間の他のヒステリシスループで閉じられた面積を計算し、それらを足した合計を流量制御指数とした。
【0110】
また、ニードルバルブ自体の機械的な影響によって、例えば、図7(比較例1)に示したように、流量特性曲線60o、60sによって閉じられた面積が正確に測定できない場合があった。機械的な影響とは、例えば、ニードルバルブの直流型電動モータが有する、バックラッシと、分解能の限界に起因する入力電流(4−20mA)とモータストローク(0−約10mm)の非直線性である。その機械的な影響によって面積が大きくなった分をメカニカルヒステリシスループの面積として計算し、元のヒステリシスループの面積からメカニカルヒステリシスループの面積を除いた面積を流量制御指数(絶対値)とした。
【0111】
機械的な影響がある場合の具体的な測定方法を図14に示した。図14は、図7における破線60o、60s(比較例1のPFPEテスト無し)の流量制御指数の測定方法を説明する図である。まず、第1の流量特性曲線60o及び第2の流量特性曲線60sによって囲まれた面積を測定し、表9の「ヒステリシスループの面積」の欄に記載した。
【0112】
次に、弁の開度が4.0%〜5.0%で第1の流量特性曲線60oと第2の流量特性曲線60sとの間隔が無くなるように、第2の流量特性曲線60sを距離L分だけ第1の流量特性曲線60oへ水平移動した仮想第2の流量特性曲線60s’を描いた。弁の開度が4.0%を超えた領域、特に4.5%を超えた領域では、Oリングの特性による影響が少なくなるため、第1の流量特性曲線は第2の流量特性曲線とほぼ同じ流量特性曲線となるはずであるので、この距離L分だけ機械的な影響があると推測できた。したがって、第2の流量特性曲線60sを距離L分だけ第1の流量特性曲線60oへ水平移動した仮想第2の流量特性曲線60s’は、機械的な影響を排除することができた。この仮想第2の流量特性曲線60s’と第2の流量特性曲線60sとの間に形成された閉じられた領域Nがメカニカルヒステリシスループであり、領域Nの面積を表9の「メカニカルヒステリシスループの面積」の欄に記載した。
【0113】
さらに、「ヒステリシスループの面積」と「メカニカルヒステリシスループの面積」との差を「流量制御指数」(絶対値)として計算し、表9に記載した。流量制御指数は、図14における符号Mで示された斜線部分の領域である。このように、メカニカルヒステリシスループの面積を取り除くことで、弁の開度0%〜5.0%の微小開度領域におけるヒステリシスループの面積、すなわち流量制御指数で評価することができた。
【0114】
比較例1のPFPEテスト無しのサンプルと同様にして、比較例4、実施例3、11〜14の流量制御指数を計算し、表9に記載した。なお、比較例1,3を除けば、実施例においては、図9〜図13に示したように、弁の開度0%〜3.5%の範囲で面積を測定しても、流量制御指数によって評価することができたが、ここでは比較例との正確な比較のために、0%〜5.0%までの範囲で面積を測定した。
【0115】
【表9】
【0116】
表9によれば、比較例1、4に比べて実施例3、11〜14の流量制御指数が小さく、弁の開度が0%〜5.0%における微小流量において、開弁時、閉弁時のいずれでも流量が正確に制御されていることがわかった。また、実施例3、11〜14における流量制御指数は、耐液性試験を行っても大きく変化せず、Oリングが劣化せず、Oリングに耐液性試験を施しても安定して微小流量が制御できたことがわかった。
【0117】
以上の結果から、本実施例によれば、耐液性試験していないOリングを装着したバルブの流量制御指数は、20以下であった。この結果から、本実施例における耐液性試験していないOリングを装着したバルブの流量制御指数は、20以下であることができ、さらに10以下であることができる。流量制御指数がこの範囲にあるとき、弁の微小開度、本実施例では弁の開度が0%〜5.0%において、開弁時及び閉弁時のヒステリシスループの面積を抑制することができ、正確に微小流量を制御することができる。
【0118】
また、本実施例によれば、耐液性試験したOリングを装着したバルブの流量制御指数は、20以下であった。この結果から、本実施例における耐液性試験したOリングを装着したバルブの流量制御指数は、20以下であることができ、さらに13以下であることができる。流量制御指数がこの範囲にあるとき、弁の微小開度、本実施例では弁の開度が0%〜5.0%において、開弁時及び閉弁時のヒステリシスループの面積を抑制することができ、正確に微小流量を制御することができる。
【0119】
さらに、本実施例によれば、耐液性試験前の流量制御指数と耐液性試験後の流量制御指数との差分が12以内であった。この結果から、本実施例における耐液性試験前の流量制御指数と耐液性試験後の流量制御指数との差分が12以内であることができ、さらに9以内であることができる。流量制御指数の差分がこの範囲にあるとき、耐液性試験を行ってもOリングの劣化が少なく、耐液性試験の前後において正確に微小流量を制御することができる。
【符号の説明】
【0120】
V ニードルバルブ、1 弁本体、2 流入口、3 流出口、4 弁室、5 軸装穴、6
弁座、7 ニードル、8 軸部、9 Oリング、10 外周溝、11 Oリング、12
取付溝、13 筒体、14 保持体、15 スプリング、16 係合片、17 ブッシュ、18 直動型電動モータ、19 出力軸、20 アクチュエータ、21 シールリング、23 ニードルユニット、30 軸受け、31 ガイド体、32 断熱プレート、33 ダストシール、60o、64o、68o、72o、76o、80o、84o 耐液性試験をしていないOリングを用いた第1の流量特性曲線、60s、64s、68s、72s、76s、80s、84s 耐液性試験をしていないOリングを用いた第2の流量特性曲線、62o、66o、70o、74o、78o、82o、86o 耐液性試験をしたOリングを用いた第1の流量特性曲線、62s、66s、70s、74s、78s、82s、86s 耐液性試験をしていないOリングを用いた第2の流量特性曲線、60s’ 仮想第2の流量特性曲線、o 中心軸、c 中心軸oに直交する仮想平面、L 距離、M 領域、N 領域
【特許請求の範囲】
【請求項1】
フッ素含有量が65質量%以下の3元系含フッ素エラストマー100質量部に対し、カーボンナノファイバー5質量部〜25質量部と、カーボンブラック10質量部〜40質量部と、を含み、
130℃のパーフルオロポリエーテル(>99.9%[W/W])に103時間浸漬する耐液性試験後の50%伸び時の応力が8MPa以上であって、
前記耐液性試験の前後において体積変化率が4.0%以下である、シール部材。
【請求項2】
請求項1において、
前記耐液性試験の前後において質量変化率が4.0%以下である、シール部材。
【請求項3】
請求項1または2において、
前記耐液性試験の前後において50%伸び時の応力の変化率が±7.0%以内である、シール部材。
【請求項4】
請求項1〜3のいずれか一項において、
前記耐液性試験の前後において50%伸び時の応力の変化率が負ではない、シール部材。
【請求項5】
請求項1〜4のいずれか一項のシール部材を用いた、バルブ。
【請求項6】
シール部材が装着した弁を弁座に対して進退移動して流体の流量を制御するバルブの評価方法であって、
開弁動作における前記弁の開度(%)に対するCv値からなる第1の流量特性曲線と、閉弁動作における前記弁の開度(%)に対するCv値からなる第2の流量特性曲線と、を測定し、
前記弁の微小開度における前記第1の流量特性曲線と前記第2の流量特性曲線との間に形成された閉じられた領域の面積を流量制御指数として算出し、
前記流量制御指数によって流量の制御性を評価する、バルブの評価方法。
【請求項7】
請求項6において、
130℃のパーフルオロポリエーテル(>99.9%[W/W])に103時間浸漬する耐液性試験前のシール部材を装着したバルブの前記流量制御指数を第1の流量制御指数として算出し、
前記耐液性試験後のシール部材を装着したバルブの前記流量制御指数を第2の流量制御指数として算出し、
前記第1の流量制御指数と前記第2の流量制御指数との差分によって流量の制御性を評価する、バルブの評価方法。
【請求項1】
フッ素含有量が65質量%以下の3元系含フッ素エラストマー100質量部に対し、カーボンナノファイバー5質量部〜25質量部と、カーボンブラック10質量部〜40質量部と、を含み、
130℃のパーフルオロポリエーテル(>99.9%[W/W])に103時間浸漬する耐液性試験後の50%伸び時の応力が8MPa以上であって、
前記耐液性試験の前後において体積変化率が4.0%以下である、シール部材。
【請求項2】
請求項1において、
前記耐液性試験の前後において質量変化率が4.0%以下である、シール部材。
【請求項3】
請求項1または2において、
前記耐液性試験の前後において50%伸び時の応力の変化率が±7.0%以内である、シール部材。
【請求項4】
請求項1〜3のいずれか一項において、
前記耐液性試験の前後において50%伸び時の応力の変化率が負ではない、シール部材。
【請求項5】
請求項1〜4のいずれか一項のシール部材を用いた、バルブ。
【請求項6】
シール部材が装着した弁を弁座に対して進退移動して流体の流量を制御するバルブの評価方法であって、
開弁動作における前記弁の開度(%)に対するCv値からなる第1の流量特性曲線と、閉弁動作における前記弁の開度(%)に対するCv値からなる第2の流量特性曲線と、を測定し、
前記弁の微小開度における前記第1の流量特性曲線と前記第2の流量特性曲線との間に形成された閉じられた領域の面積を流量制御指数として算出し、
前記流量制御指数によって流量の制御性を評価する、バルブの評価方法。
【請求項7】
請求項6において、
130℃のパーフルオロポリエーテル(>99.9%[W/W])に103時間浸漬する耐液性試験前のシール部材を装着したバルブの前記流量制御指数を第1の流量制御指数として算出し、
前記耐液性試験後のシール部材を装着したバルブの前記流量制御指数を第2の流量制御指数として算出し、
前記第1の流量制御指数と前記第2の流量制御指数との差分によって流量の制御性を評価する、バルブの評価方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】

【図9】

【図10】
【図11】

【図13】

【図14】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図13】
【図14】
【図12】
【公開番号】特開2013−83340(P2013−83340A)
【公開日】平成25年5月9日(2013.5.9)
【国際特許分類】
【出願番号】特願2012−81768(P2012−81768)
【出願日】平成24年3月30日(2012.3.30)
【国等の委託研究の成果に係る記載事項】(出願人による申告)平成23年度、経済産業省「地域イノベーション創出研究開発事業(MWCNTセル・タイ技術を用いたスーパーシールの実用化)」委託研究、 平成23年度、独立行政法人科学技術振興機構「地域卓越研究者戦略的結集プログラム(エキゾチック・ナノカーボンの創成と応用プロジェクト)」委託研究、産業技術力強化法第19条の適用を受ける特許出願
【出願人】(390002381)株式会社キッツ (223)
【出願人】(000226677)日信工業株式会社 (840)
【出願人】(504180239)国立大学法人信州大学 (759)
【出願人】(598124249)エア・ウォーター・マッハ株式会社 (14)
【Fターム(参考)】
【公開日】平成25年5月9日(2013.5.9)
【国際特許分類】
【出願日】平成24年3月30日(2012.3.30)
【国等の委託研究の成果に係る記載事項】(出願人による申告)平成23年度、経済産業省「地域イノベーション創出研究開発事業(MWCNTセル・タイ技術を用いたスーパーシールの実用化)」委託研究、 平成23年度、独立行政法人科学技術振興機構「地域卓越研究者戦略的結集プログラム(エキゾチック・ナノカーボンの創成と応用プロジェクト)」委託研究、産業技術力強化法第19条の適用を受ける特許出願
【出願人】(390002381)株式会社キッツ (223)
【出願人】(000226677)日信工業株式会社 (840)
【出願人】(504180239)国立大学法人信州大学 (759)
【出願人】(598124249)エア・ウォーター・マッハ株式会社 (14)
【Fターム(参考)】
[ Back to top ]