
ジッパーテープ及びジッパー付き包装袋
【課題】ヒートシールによりジッパー付き包装袋を成形する際、開口部の両端部分の接着性に優れるジッパーテープ、及び開口部の両端部分の接着性に優れ、気密性が高いジッパー付き包装袋を提供することを目的とする。
【解決手段】本発明は、樹脂製の最内層を有する包装袋の内面に接合されるジッパーテープであって、条状の凹凸嵌合構造を有する樹脂製の一対の線状材と、この一対の線状材が対向面の長手方向に付設される一対の帯状シートとを備え、上記帯状シートが、包装袋内面と接合可能な基材フィルムと、この基材フィルムの対向面側全面に形成される第一融着性樹脂層とを備えていることを特徴とする。
【解決手段】本発明は、樹脂製の最内層を有する包装袋の内面に接合されるジッパーテープであって、条状の凹凸嵌合構造を有する樹脂製の一対の線状材と、この一対の線状材が対向面の長手方向に付設される一対の帯状シートとを備え、上記帯状シートが、包装袋内面と接合可能な基材フィルムと、この基材フィルムの対向面側全面に形成される第一融着性樹脂層とを備えていることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ジッパーテープ及びジッパー付き包装袋に関する。
【背景技術】
【0002】
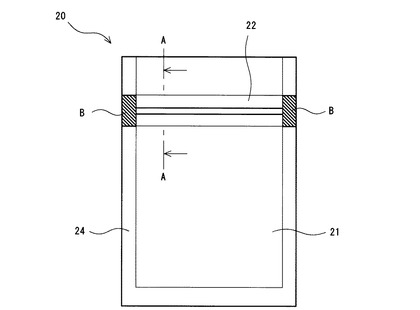
ジッパー付き包装袋は、一旦開封しても再度密封することができ、食品の保存等の目的で広く用いられている。一般的なジッパー付き包装袋20は、図4に示すように、包装袋21の内面にジッパーテープ22が接合された構造を有する。このようなジッパー付き包装袋20は、図5に示されるように、包装袋の開口部となる位置に、重畳される2枚の包装袋形成用シート23間にジッパーテープ22を挟んだ状態でヒートシールし、開口部へのジッパーテープ22の接合と、包装袋21の縁部24(例えば方形の包装袋21の場合、開口部以外の三辺)の形成とを同時に行う。このとき、ジッパー付き包装袋20の縁部24とジッパーテープ22とが重なる開口部の両端部分Bは、ヒートシールによりジッパーの凹凸嵌合構造が押し潰されて、接合されることになる。
【0003】
上記包装袋21(包装袋形成用シート23)の最内層25には、一般的にはポリエチレンやポリプロピレン等の樹脂が使用され、ジッパーテープ22にはこれらの樹脂との接着性及び強度が高い低密度ポリエチレンやポリプロピレン等の樹脂が使用されている。しかし、最内層25に使用されているポリエチレンやポリプロピレン等は香り成分の非吸着性が低い。このため、非吸着性が必要とされる包装袋21の最内層25にはポリアクリロニトリルや、エチレン−ビニルアルコール共重合体等の非吸着性に優れる樹脂が用いられている(特開平5−220905号公報参照)。これらの樹脂は、通常ジッパーテープに使用される上述の低密度ポリエチレンやポリプロピレン等との接着性が悪いため、これらの樹脂からなるジッパーテープ22と包装袋21(包装袋形成用シート23)の最内層25とは、ジッパーテープ22の裏面側に形成される融着性樹脂層26を介して接着されていることが一般的である(特開2003−231533号公報参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平5−220905号公報
【特許文献2】特開2003−231533号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
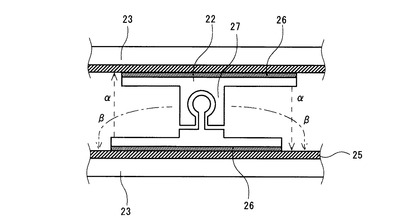
しかし、上述の融着性樹脂層26を介して接着されるジッパー付きの包装袋20においても、接着性の不良が生じることがあった。この原因について本発明者らが検討したところ、包装袋の製造におけるヒートシールの際、上下一対のジッパーテープ22の幅がわずかにずれていることなどに起因し(図5参照)、上述の開口部の両端部分Bで接着性の悪いジッパーテープ22と包装袋の最内層25とが接触することとなり(図5中の矢印α)、このため、この部分において接着性が低下するという不都合が発生していることを見出した。また、ヒートシールによりジッパーの嵌合構造27が押し潰された際、嵌合構造27を形成する樹脂が包装袋21(包装袋形成用シート23)の最内層25上に流れ出し(図5中の矢印β)、この樹脂が上下の包装袋形成用シート23間の接着性を低下させるという不都合もあることも分かった。このような接着性の低下は、ジッパー付き包装袋の気密性等を低下させる。なお、例えばエチレン−ビニルアルコール共重合体製のジッパーを用いることで上記不都合が解消されるとも考えられるが、この場合、ジッパーの強度が低下し、繰り返しの使用性や包装袋の気密性が低下するおそれがある。
【0006】
本発明は、上述のような事情に基づいてなされたものであり、ヒートシールによりジッパー付き包装袋を形成する際、開口部の両端部分の接着性に優れるジッパーテープ、及び開口部の両端部分の接着性に優れ、気密性が高いジッパー付き包装袋を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するためになされた発明は、
樹脂製の最内層を有する包装袋の内面に接合されるジッパーテープであって、
条状の凹凸嵌合構造を有する樹脂製の一対の線状材と、
この一対の線状材が対向面の長手方向に付設される一対の帯状シートと
を備え、
上記帯状シートが、包装袋内面と接合可能な基材フィルムと、この基材フィルムの対向面側全面に形成される第一融着性樹脂層とを備えていることを特徴とする。
【0008】
当該ジッパーテープは、帯状シートが基材フィルムの対向面側全面に積層される第一融着性樹脂層を備えている。従って、上下一対の帯状シートの幅がずれている場合等であっても、ヒートシールによってジッパーテープを押しつぶした際に、第一融着性樹脂層と対向する側の包装袋の最内層とが接するため、これらが融着することができる。このため、当該ジッパーテープによれば、ヒートシールにより、開口部の両端部分の接着性に優れるジッパー付き包装袋を製造することができる。
【0009】
最内層の主ポリマーがエチレン−ビニルアルコール共重合体(以下、「EVOH」ともいう。)である包装袋に用いられ、上記第一融着性樹脂層の主ポリマーが酸変性ポリオレフィンであることが好ましい。酸変性ポリオレフィンとEVOHとは熱融着性に優れる。従って、当該ジッパーテープによれば、最内層の主ポリマーがEVOHである包装袋との開口部両端部分における接着性をさらに高めることができ、当該ジッパーテープを用いた包装袋は、非収着性及び気密性が共に優れる。
【0010】
上記第一融着性樹脂層の主ポリマーである酸変性ポリオレフィンの酸価が0.5mgKOH/g以上2mgKOH/g以下であるとさらによい。当該ジッパーテープによれば、上記酸変性ポリオレフィンが所定の酸価を有することで、最内層の主ポリマーがEVOHである包装袋との開口部両端部分における接着性をさらに高めることができる。
【0011】
上記第一融着性樹脂層の主ポリマーの融点と上記最内層の主ポリマーの融点との差が80℃以下であるとさらによい。当該ジッパーテープによれば、通常最内層の主ポリマーの融点により設定される縁部のヒートシール温度と第一融着性樹脂層の主ポリマーの融点との差が小さくなるので、ヒートシールによってジッパーテープを押しつぶした際に、第一融着性樹脂層の溶融による流れ出しに伴って生じる線状材の溶融による流れ出しを低減させ、その結果、開口部両端部分における接着性を高めることができる。
【0012】
上記基材フィルムが、対向面側と反対側表面に形成される第二融着性樹脂層を有し、上記第二融着性樹脂層の主ポリマーが、酸価が0.6mgKOH/g以上1.8mgKOH/g以下の酸変性ポリオレフィンであり、上記線条材の主ポリマーがポリオレフィンであるとよい。当該ジッパーテープにおいては、熱融着性の高い第二融着性樹脂層の主ポリマーと線状材の主ポリマーとの組み合わせを採用している。従って、当該ジッパーテープによれば、ヒートシールによってジッパーテープを押しつぶした際、溶融した線状材の主ポリマーが包装袋の最内層上に流れ出た場合も、第二融着性樹脂層の主ポリマーと線状材の主ポリマーとが融着することで、開口部両端部分における接着性をさらに高めることができる。
【0013】
上記第二融着性樹脂層の主ポリマーの融点が、上記線状材の主ポリマーの融点より低いとよい。当該ジッパーテープによれば、通常第二融着性樹脂層の主ポリマーの融点により設定されるジッパーテープと包装袋形成用シートとの接合部分のヒートシール温度が線状材の主ポリマーの融点よりも低くなるので、線状材の嵌合構造同士の融着を低減させ、良好な開封性を有するジッパー付き包装袋を得ることができる。
【0014】
上記第一融着性樹脂層の主ポリマーの融点が、上記第二融着性樹脂層の主ポリマーの融点以上であるとよい。当該ジッパーテープによれば、このように第一融着性樹脂層を溶融させにくくすることで、ジッパーテープと包装袋形成用シートとの接合部分における第二融着性樹脂層と包装袋内面との熱融着性を保持しつつ、開口部両端部分における第一融着性樹脂層の溶融による流れ出しに伴って生じる線状材の溶融による流れ出しを低減させ、その結果、接着性を高めることができる。
【0015】
上記基材フィルムが、主ポリマーがポリエステル、ポリアミド、ポリプロピレン及びポリエチレンからなる群より選ばれる少なくとも一種である基材層をさらに有するとよい。当該ジッパーテープによれば、基材フィルムがポリエステル、ポリアミド、ポリプロピレン及びポリエチレンからなる群より選ばれる少なくとも一種を主ポリマーとする基材層を有することで、ヒートシールの際の融着制御性を高めることができる。
【0016】
本発明のジッパーテープ付き包装袋は、
上記ジッパーテープが内面に取り付けられ、ヒートシールによって形成されたジッパー付き包装袋である。
【0017】
当該ジッパーテープ付き包装袋によれば、上述した本発明のジッパーテープが内面に取り付けられ、ヒートシールによって形成されているため、開口部の両端部分の接着性に優れ気密性が高い。
【0018】
ここで主ポリマーとは、線状材又は樹脂層を構成する樹脂組成物に主に含まれるポリマーをいい、具体的には主ポリマーは樹脂組成物中に50質量%以上含有され、好ましくは90質量%以上含有され、線状材又は樹脂層を構成する樹脂組成物が主ポリマーのみからなっていてもよい。
【発明の効果】
【0019】
以上説明したように、本発明のジッパーテープは、ヒートシールによりジッパー付き包装袋を形成する際、開口部の両端部分の接着性に優れる。また、本発明のジッパー付き包装袋は、開口部の両端部分の接着性に優れ気密性が高く、例えば菓子、茶葉、コーヒー、香辛料、煙草等の保香性が重要である食品等の包装袋や、湿布薬等の薬効成分の保持性が重要である医薬品等の包装材として好適に用いることができる。
【図面の簡単な説明】
【0020】
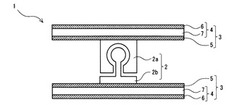
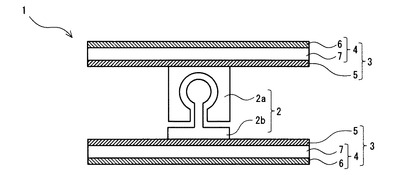
【図1】本発明の一実施形態に係るジッパーテープの模式的断面図である。
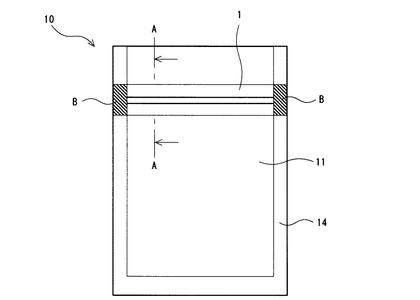
【図2】図1のジッパーテープが取り付けられたジッパー付き包装袋の模式的平面図である。
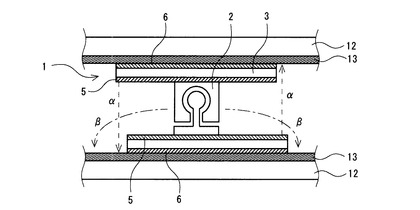
【図3】図2のジッパー付き包装袋のA−A線矢視部分の模式的断面図である。
【図4】従来のジッパー付き包装袋の模式的平面図である。
【図5】図4のジッパー付き包装袋のA−A線矢視部分の模式的断面図である。
【発明を実施するための形態】
【0021】
以下、本発明のジッパーテープ及びジッパー付き包装袋の実施の形態について、適宜図面を参照しつつ説明する。
【0022】
〔ジッパーテープ〕
図1のジッパーテープ1は、一対の線状材2(2a及び2b)と、この一対の線状材2が付設される一対の帯状シート3とを備える。このジッパーテープ1は、樹脂製の最内層を有する包装袋の内面に接合されるものである。
【0023】
ジッパーテープ1の具体的構造としては、一対の帯状シート3の対向面側に、上記一対の線状材2が長手方向にそれぞれ付設された構造である。線状材2は、帯状シート3の長手方向の略中心線上に付設されているが、厳密に中心線上である必要はなく、端に偏って付設されていてもよい。また、一対の帯状シート3の幅は異なっていてもよい。逆に、当該ジッパーテープ1によれば、後に詳述するように線状材2が帯状シート3の中心線上にない場合や、一対の帯状シート3の幅が異なる場合の接着性を高めることを可能としている。
【0024】
上記線状材2は、一般的なジッパーの構造と同様、対向面側に条状の凹凸嵌合構造を有する。すなわち、一対の線状材2は、凹条嵌合構造を有する雌型の線状材2aと、凸条嵌合構造を有する雄型の線状材2bとからなる。この一対の線状材2の凹凸嵌合構造が嵌合することで、一般的なジッパーとして開封及び密封を行うことができる。
【0025】
上記線状材2のサイズは、このジッパーテープ1が接合される包装袋の種類等に応じて適宜設定することができるが、通常幅が0.5〜3mm程度、高さも0.5〜3mm程度である。
【0026】
上記線状材2は樹脂製である。この線状材2の材質としては、樹脂である限り特に限定されず、主ポリマーとしてポリエチレンやポリプロピレン等のポリオレフィン、ポリスチレン、ポリアミド、アクリル系樹脂等を用いることができるが、繰り返しの使用等に耐えうる強度及び優れた溶融成形性等を備えるポリオレフィンが好ましく、ポリエチレンがさらに好ましい。特に、柔軟性の観点からは低密度ポリエチレンが好ましく用いられる。上記線状材2の主ポリマーの融点は通常95〜120℃である。
【0027】
なお、上記線状材2には、他の樹脂や、アンチブロッキング剤、スリップ剤、抗菌剤、酸化防止剤、紫外線吸収剤等の他の成分が含有されていてもよい。
【0028】
一対の帯状シート3は、包装袋内面との接着性を有する基材フィルム4と、この基材フィルム4の対向面側全面に形成される第一融着性樹脂層5とを備えている。また、上記基材フィルム4は、基材層7とこの基材層7の対向面側と反対側の表面に形成される第二融着性樹脂層6とを有することが好ましい。なお、これらの各層間には、他の層が形成されていてもよい。この他の層としては、例えばそれぞれの層を接着するための接着性樹脂層などを挙げることができる。
【0029】
各帯状シート3のサイズは適宜設定することができる。例えば、帯状シート3の幅としては5mm以上20mm以下程度であり、厚みとしては0.05mm以上1mm以下程度である。
【0030】
第一融着性樹脂層5は、線状材2を帯状シート3上に固定させている。また、この第一融着性樹脂層5は、基材フィルム4の対向面側全面に形成されている。このため、ヒートシールによる包装袋の開口部両端部分の融着の際に、上下一対の帯状シート3の幅がずれている場合等であっても、第一融着性樹脂層5と対向する包装袋の最内層とが接することができるため(後に詳述する図3参照)、これらが融着することができる。
【0031】
第一融着性樹脂層5の主ポリマーとしては、具体的には、酸変性ポリオレフィン系樹脂(以下、単に「酸変性ポリオレフィン」ともいう。)、エチレン−ビニルアルコール共重合体樹脂(EVOH)、エチレン−アクリル樹脂、ウレタン樹脂、アクリル樹脂などが挙げられる。また、これらの樹脂の共重合体や変性物も使用することができる。
【0032】
これらの樹脂の中でも、包装袋の最内層の主ポリマーがEVOHであり、かつ/又は線状材2の主ポリマーがポリオレフィンである場合、これらとの融着性及び接着性等の点から、酸変性ポリオレフィンが好ましい。ここで、酸変性ポリオレフィンには、オレフィン以外のモノマーを含む重合体を含む。このような酸変性ポリオレフィンとしては、酸変性エチレン−酢酸ビニル共重合体(酸変性EVA)等を挙げることができる。また、酸変性ポリオレフィンを未変性のポリオレフィンとの混合物を、酸変性ポリオレフィンとして用いてもよい。
【0033】
酸変性ポリオレフィンは、カルボキシル基又はその無水物基、スルホン酸基等の酸性基を有するポリオレフィンをいう。この酸変性ポリオレフィンとしては、ポリオレフィンに、(無水)イタコン酸、(無水)マレイン酸等のα,β−不飽和カルボン酸及び/又はその無水物をグラフト重合又は付加させたカルボン酸変性ポリオレフィン等があげられる。上記カルボン酸変性ポリオレフィンを得るためのポリオレフィンは、エチレン又は炭素数が3以上のα−オレフィンを主成分としたモノマーを重合して得られる単独重合体であるポリα−オレフィンが好ましい。このポリα−オレフィンとしては、ポリエチレン、ポリプロピレン、ポリ1−ブテンが好ましく、中でもポリエチレンが最も好ましい。なお、このポリα−オレフィンは、本発明の目的及び効果を妨げない限りにおいて、オレフィン系モノマー、酢酸ビニルモノマー等の他のモノマーを構成成分として含んでいてもよい。
【0034】
この酸変性ポリオレフィンの中でも、接着性をより高める点から、カルボン酸変性ポリオレフィンが好ましく、無水マレイン酸変性ポリオレフィンがさらに好ましい。また、同様の点から、カルボン酸変性ポリエチレン又はカルボン酸変性エチレン−酢酸ビニル共重合体(EVA)が好ましい。カルボン酸変性ポリエチレンとしては、カルボン酸変性低密度ポリエチレン(LDPE)がより好ましく、無水マレイン酸変性LDPEがさらに好ましい。また、カルボン酸変性EVAとしては無水マレイン酸変性EVAがより好ましい。
【0035】
この好ましいカルボン酸変性EVAのエチレン含有量としては、5モル%以上95モル%以下が好ましく、15モル%以上85モル%以下がさらに好ましい。カルボン酸変性EVAの酢酸ビニル含有量としては、5モル%以上95モル%以下が好ましく、15モル%以上85モル%以下がさらに好ましい。
【0036】
第一融着性樹脂層5の主ポリマーとなる酸変性ポリオレフィンの酸価としては、0.5mgKOH/g以上2mgKOH/g以下が好ましく、0.8mgKOH/g以上1.5mgKOH/g以下がさらに好ましい。当該ジッパーテープ1によれば、上記酸変性ポリオレフィンが所定の酸価を有することで、最内層の主ポリマーがEVOHである包装袋との開口部部分における接着性をさらに高めることができる。
【0037】
また、第一融着性樹脂層5の主ポリマーの融点としては、80℃以上180℃以下であることが好ましく、90℃以上150℃以下であることがより好ましく、100℃以上130℃以下であることがさらに好ましい。当該ジッパーテープ1によれば、第一融着性樹脂層が溶融しにくいので、第一融着性樹脂層の溶融による流れ出しに伴って生じる線状材の溶融による流れ出しを低減させ、その結果、開口部両端部分における接着性をさらに高めることができる。
【0038】
第一融着性樹脂層5の主ポリマーの融点と包装袋の最内層の主ポリマーの融点との差が80℃以下であることが好ましく、60℃以下であることがさらに好ましい。当該ジッパーテープ1によれば、通常最内層の主ポリマーの融点により設定される縁部のヒートシール温度と第一融着性樹脂層5の主ポリマーの融点との差が小さくなるので、ヒートシールによってジッパーテープ1を押しつぶした際に、第一融着性樹脂層5の溶融による流れ出しに伴って生じる線状材2の溶融による流れ出しを低減させ、その結果、開口部両端部分における接着性を高めることができる。
【0039】
第一融着性樹脂層5の主ポリマーのSP値としては、包装袋の最内層の主ポリマーがEVOHである場合、8以上12以下であるものが好ましく、8.5以上10以下であるものがさらに好ましい。当該ジッパーテープ1によれば、第一融着性樹脂層5の主ポリマーのSP値がEVOHのSP値と近いため、最内層の主ポリマーがEVOHである包装袋との開口部両端部分における接着性をさらに高めることができる。ここで、SP値(溶解性パラメーター)とは、FEDORS法で求めた値であり、単位は(cal/cm3)1/2である。
【0040】
なお、第一融着性樹脂層5には、他の樹脂や、アンチブロッキング剤、スリップ剤、抗菌剤、酸化防止剤、紫外線吸収剤等の他の成分が含有されていてもよい。
【0041】
第二融着性樹脂層6は、包装袋内面に形成されている樹脂製の最内層とヒートシール等により接合(好ましくは、融着)可能な樹脂を主ポリマーとするものである。この第二融着性樹脂層6の主ポリマーとしては、包装袋の最内層と接合可能であれば特に限定されないが、開口部両端部分のヒートシール性を高める点から、線状材2の主ポリマーとの熱融着性を有する樹脂であることが好ましい。当該ジッパーテープ1によれば、ヒートシールによってジッパーテープ1を押しつぶした際、溶融した線状材2の主ポリマーが包装袋の最内層上に流れ出た場合も、第二融着性樹脂層6の主ポリマーと線状材2の主ポリマーとが融着することができる。従って、当該ジッパーテープ1によれば、包装袋の開口部両端部分における接着性をさらに高めることができる。
【0042】
この第二融着性樹脂層6の主ポリマーの具体例としては、上記第一融着性樹脂層5の主ポリマーとして例示したものと同様のものを挙げることができる。これらの樹脂の中でも、包装袋の最内層の主ポリマーがEVOHであり、かつ/又は線状材2の主ポリマーがポリオレフィンである場合、これらとの融着性及び接着性等の点から、酸変性ポリオレフィンまたはEVOHが好ましく、酸変性ポリオレフィンがより好ましい。この酸変性ポリオレフィンとしても、上記第一融着性樹脂層5の主ポリマーとして例示したものと同様のものを挙げることができる。
【0043】
この酸変性ポリオレフィンの中でも、接着性をより高める点から、カルボン酸変性ポリオレフィンが好ましく、無水マレイン酸変性ポリオレフィンがさらに好ましい。また、同様の点から、カルボン酸変性ポリエチレン又はカルボン酸変性EVAが好ましい。カルボン酸変性ポリエチレンとしては、カルボン酸変性LDPEがより好ましく、無水マレイン酸変性LDPEがさらに好ましい。また、カルボン酸変性EVAとしては、無水マレイン酸変性EVAがより好ましい。
【0044】
この好ましいカルボン酸変性EVAのエチレン含有量としては、5モル%以上95モル%以下が好ましく、15モル%以上85モル%以下がさらに好ましい。カルボン酸変性EVAの酢酸ビニル含有量としては、5モル%以上95モル%以下が好ましく、15モル%以上85モル%以下がさらに好ましい。
【0045】
第二融着性樹脂層6の主ポリマーである酸変性ポリオレフィンの酸価としては、0.6mgKOH/g以上1.8mgKOH/g以下が好ましく、0.8mgKOH/g以上1.4mgKOH/g以下がさらに好ましい。当該ジッパーテープ1によれば、第二融着性樹脂層6の主ポリマーと線状材2の主ポリマーとの熱融着性がより高まり、開口部両端部分における接着性をさらに高めることができる。
【0046】
また、第二融着性樹脂層6の主ポリマーの融点としては、80℃以上180℃以下であることが好ましく、85℃以上150℃以下であることがより好ましく、90℃以上110℃以下であることがさらに好ましい。
【0047】
第二融着性樹脂層6の主ポリマーの融点が、線状材2の主ポリマーの融点より低いことが好ましく、0〜40℃低いことがより好ましく、5〜25℃低いことがさらに好ましい。当該ジッパーテープによれば、通常第二融着性樹脂層6の主ポリマーの融点により設定されるジッパーテープ1と包装袋形成用シートとの接合部分のヒートシール温度が線状材2の主ポリマーの融点よりも低くなるので、線状材2の嵌合構造同士の融着を低減させ、良好な開封性を有するジッパー付き包装袋を得ることができる。
【0048】
第一融着性樹脂層5と第二融着性樹脂層6の主ポリマーとしては同一のものを用いてもよいが、上記第一融着性樹脂層5の主ポリマーの融点が、第二融着性樹脂層6の主ポリマーの融点以上であることが好ましく、0〜50℃高いことが好ましく、0〜40℃高いことがより好ましい。このように第一融着性樹脂層5を低温で溶融させにくくすることで、ジッパーテープ1と包装袋形成用シートとの接合部分における第二融着性樹脂層6と包装袋内面との熱融着性を保持しつつ、開口部両端部分における第一融着性樹脂層5の溶融による流れ出しに伴って生じる線状材2の溶融による流れ出しを低減させ、その結果、接着性を高めることができる。
【0049】
第二融着性樹脂層6の主ポリマーのSP値としては、包装袋の最内層の主ポリマーがEVOHである場合、7.5以上11以下であるものが好ましく、8以上9以下であるものがさらに好ましい。当該ジッパーテープ1によれば、第二融着性樹脂層6の主ポリマーのSP値が線状材2の主ポリマーのSP値及びEVOHのSP値の双方に近いため、ジッパーテープ1と包装袋形成用シートとの接合部分及び開口部両端部分の両方において接着性を高めることができる。
【0050】
なお、第二融着性樹脂層6には、他の樹脂や、スリップ剤、抗菌剤、酸化防止剤、紫外線吸収剤等の他の成分が含有されていてもよい。これらの他の成分の中でも、スリップ剤を含有させることによれば、スリップ性が向上する。従って、当該ジッパーテープの第二融着性樹脂層6面が製造工程においてロールに膠着することを抑制することができ、生産効率を高めることができる。
【0051】
上記スリップ剤としては、一般的にスリップ剤として使用されるものであれば特に限定されるものではなく、例えば、高級脂肪酸アミド、高級脂肪酸金属塩、高級脂肪酸エステル、低分子量ポリオレフィン(例えば分子量500〜10,000程度の低分子量ポリエチレン、低分子量ポリプロピレン等)等を挙げることができる。
【0052】
高級脂肪酸アミドとしては、ステアリン酸アミド、パルミチン酸アミド、ラウリン酸アミド、エチレンビスステアリン酸アミド、メチレンビスステアリン酸アミド等の高級飽和脂肪酸アミド、オレイン酸アミド、エルカ酸アミド等の高級不飽和脂肪酸アミドなどを挙げることができる。
【0053】
高級脂肪酸金属塩としては、ステアリン酸、パルミチン酸、ラウリン酸、モンタン酸、ベヘン酸等の高級飽和脂肪酸や、オレイン酸、エルカ酸等の高級不飽和脂肪酸のカルシウム塩や亜鉛塩を挙げることができる。
【0054】
高級脂肪酸エステルとしては、ラウリン酸エチル、ミリスチン酸イソプロピル等の高級不飽和脂肪酸エステル、オレイン酸エチル、エルカ酸エチル等の高級不飽和脂肪酸エステル等を挙げることができる。
【0055】
これらのスリップ剤の中でも高級飽和脂肪酸誘導体(高級飽和脂肪酸アミド、高級飽和脂肪酸金属塩、高級飽和脂肪酸エステル等)が好ましい。このような高級飽和脂肪酸骨格を有するスリップ剤は、ジッパーテープ製造時におけるジッパーテープと金属ロール又はゴムロールとの間や、ジッパーテープ同士の間の摩擦を好適な範囲に低減させることができる。ここで「高級飽和脂肪酸誘導体」とは炭素数6以上の飽和脂肪酸誘導体をいうが、炭素数10以上の飽和脂肪酸誘導体がさらに好ましい。一方、炭素数の上限として、炭素数30以下の高級飽和脂肪酸誘導体が好ましく、炭素数25以下の高級飽和脂肪酸誘導体がさらに好ましい。
【0056】
上記高級飽和脂肪酸誘導体の中でも、高いスリップ性向上効果や取扱い容易性等の観点から、エルカ酸アミド、エチレンビスステアリン酸アミド並びに炭素数17〜28の高級飽和脂肪酸のカルシウム塩及び亜鉛塩がスリップ剤として特に好適に用いられる。
【0057】
基材層7は、一方の面に第一融着性樹脂層5を積層させ、他方の面に第二融着性樹脂層7を積層させる基材となる層である。また、基材層7の存在により、帯状シート3、ひいてはジッパーテープ1に一定の強度を付与することができる。
【0058】
この基材層7は樹脂製である。基材層7を形成する主ポリマーとしては特に限定されず例えば、ポリエステル、ポリアミド、ポリプロピレン及びポリエチレンからなる群より選ばれる少なくとも一種を用いることができる。これらの中でも、帯状シート3に十分な強度を備えさせ、かつ、ヒートシールの際の溶融制御性を高める点においては、ポリエステルが好ましく、ポリエステルテレフタレート(PET)がさらに好ましい。主ポリマーとして上記樹脂を用いることで、ジッパーテープ1のヒートシールの際に、所望する開口部両端部分以外の線状材2の溶融を抑えることができる等、ヒートシールの際の溶融制御性が高まる。
【0059】
当該ジッパーテープ1の製造方法としては、特に限定されず公知の方法を用いることができる。例えば(1)線状材2、第一融着性樹脂層5、基材層7及び第二融着性樹脂層6を溶融押出ししながら、溶融体の熱により直接それぞれを接合する方法や、(2)まず、線状材2と、基材フィルム4(基材層7及び第二融着性樹脂層6からなる2層フィルム)とを成形し、基材層7表面に第一融着性樹脂層5を積層させ、更にこの第一融着性樹脂層5表面に上記線状材2を積層させることで、帯状シート3となるシートと線状材2とを接合する方法や、(3)基材フィルム4(基材層7及び第二融着性樹脂層6からなる2層フィルム)を成形し、基材層7表面に第一融着性樹脂層5を積層させ、更にこの第一融着性樹脂層5表面に上記線状材2を溶融押出ししながら、溶融体の熱により直接接合する方法等を挙げることができる。また、各層の積層は、基材層に各接着性樹脂層をラミネート処理により積層したり、接着性樹脂の塗布により積層することができる。
【0060】
〔包装袋〕
次に、当該ジッパーテープ1が内面に接合される包装袋の一例について説明する。この包装袋は、例えば2枚の包装袋形成用シートがヒートシール等によって3辺が接合された状態の方形状を有し、この内面に樹脂製の最内層を有している。
【0061】
この包装袋(包装袋形成用シート)の最内層を構成する主ポリマーとしては、最内層同士を重ね合わせてヒートシール(熱融着)可能なものであれば特に限定されないが、非吸着性に優れる樹脂が好ましい。この非吸着性に優れる樹脂としては、例えばポリエステル、ポリアミド、ポリアクリロニトリル、ポリ塩化ビニリデン、EVOH等を挙げることができるが、これらの樹脂の中でもEVOHが好ましい。
【0062】
EVOHは、主構造単位として、エチレン単位及びビニルアルコール単位を有する。なお、このEVOHとしては、エチレン単位及びビニルアルコール単位以外に他の構造単位を1種類又は複数種含んでいてもよい。また、後述するエチレン含有量、ケン化度、変性の有無又は変性の種類等が異なる2種以上のEVOHを混合して用いてもよい。
【0063】
このEVOHは、通常、エチレンとビニルエステルとを重合し、得られるエチレン−ビニルエステル共重合体をケン化して得られる。
【0064】
EVOHのエチレン含有量(すなわち、EVOH中の単量体単位の総数に対するエチレン単位の数の割合)の下限としては、20モル%であり、25モル%が好ましく、30モル%が特に好ましい。一方、EVOHのエチレン含有量の上限としては、70モル%であり、60モル%がより好ましく、50モル%が特に好ましい。EVOHのエチレン含有量が上記下限より小さいと、上記包装袋形成用シートの低温でのヒートシール性や溶融成形性が低下する。逆に、EVOHのエチレン含有量が上記上限を超えると、上記包装袋形成用シートの非吸着性が低下することとなる。ここで、EVOHがエチレン含有量の異なる2種類以上のEVOHの配合物からなる場合には、配合質量比から算出される平均値をエチレン含有量とする。
【0065】
EVOHのケン化度(すなわち、EVOH中のビニルアルコール単位及びビニルエステル単位の総数に対するビニルアルコール単位の数の割合)の下限としては、90モル%であり、95モル%が好ましく、99モル%が特に好ましい。一方、EVOHのケン化度の上限としては100.0モル%が好ましい。EVOHのケン化度が上記下限より小さいと香り成分の非吸着性が低く、また熱安定性が不十分となるため、溶融成形時にゲル・ブツが生じやすくなる。ここで、EVOHがケン化度の異なる2種類以上のEVOHの配合物からなる場合には、配合質量比から算出される平均値をケン化度とする。
【0066】
EVOHの融点の下限としては、100℃が好ましく、150℃がより好ましい。一方、この融点の上限としては、210℃が好ましく、190℃がより好ましい。
【0067】
なお、この最内層は、複数の樹脂をブレンドして用いてもよいし、樹脂成分以外に、金属塩、ホウ素化合物、リン酸化合物、カルボン酸等の他の成分が含有されていてもよい。
【0068】
上記包装袋が多層構造の場合、上記最内層以外の層としては、ポリオレフィン、ポリアミド、ポリエステル、ポリスチレン、ポリ塩化ビニル、ポリ(メタ)アクリル酸エステル、ポリ塩化ビニリデン、ポリアセタール、ポリカーボネート、ポリ酢酸ビニル、ポリウレタン、ポリアクリロニトリル等の樹脂の他、紙、アルミニウム等の金属、シリカやアルミナなどの金属酸化物などを使用することができる。またこの他の層はこれらの材料からなる層を組み合わせたものでもよい。
【0069】
〔ジッパー付き包装袋〕
図2に示す本発明のジッパー付き包装袋10は、上記ジッパーテープ1が包装袋11の内面に取り付けられ、ヒートシールによって形成されている。ここで、当該ジッパー付き包装袋10の製造方法(本発明のジッパーテープ1の包装袋11内面への取り付け方法)について説明しつつ、本発明のジッパーテープの作用効果を併せて説明する。
【0070】
当該ジッパー付き包装袋10は通常使用される製袋機を用いて製造することができる。すなわち、図2及び図3に示すように、包装袋11の開口部においては、凹凸嵌合構造同士が嵌合しているジッパーテープ1を2枚の包装袋形成用シート12で挟んだ状態でヒートシールする。この際、包装袋形成用シート12の最内層13同士が対向している。なお、開口部の両端部分以外の他の縁部14は、ジッパーテープ1を介さず、2枚の包装袋形成用シート12同士が直接ヒートシールされることで、ジッパー付き包装袋10が形成される。
【0071】
ここで包装袋11開口部の両端部分Bは、ヒートシールにより線状材2が潰されて、接合されることとなる。この際、ジッパーテープ1の帯状シート3の幅等において上下にズレがある場合、ジッパーテープ1の帯状シート3の対向面と、これと対向する側の包装袋11(包装袋形成用シート12)の内面とが接することとなる(図3中の矢印α)。しかし、当該ジッパーテープ1によれば、第一融着性樹脂層5と対向する側の包装袋11(包装袋形成用シート12)の最内層13とが接するため(図3中の矢印α)、これらが融着することで、開口部両端部分Bにおいて、強い接着性を発揮することができる。
【0072】
さらには、この包装袋11の開口部の両端部分Bにおいては、ヒートシールにより樹脂製の線状材2が溶けて潰されて、嵌合構造を形成する樹脂が包装袋11(包装袋形成用シート12)の最内層13上に流れ出す場合もある(図3中の矢印β)。しかし、当該ジッパーテープ1を用いた場合、線状材2の主ポリマーと最内層13の主ポリマーとの組み合わせにより、これらのポリマーが熱融着するため、この部分における接着性の低下を抑制することができる。
【0073】
当該ジッパー付き包装袋10の形成の際のヒートシールの方法としては特に限定されず、公知の方法を用いることができ、例えば熱板式ヒートシーラー、インパルスシーラー、超音波シーラー、摩擦熱シーラー、誘電加熱シーラー等によりヒートシールする方法があげられる。ヒートシールする際の温度としては、特に限定されるものではないが、縁部14のヒートシール温度は最内層の融点以上、(融点+30℃)以下であることがヒートシール強度と外観不良防止の点から好ましい。最内層がEVOHの場合には、ヒートシール温度としては、170℃以上200℃以下であること好ましい。また、ジッパーテープ1と包装袋形成用シートとの接合部分のヒートシール温度は、第二融着性樹脂層6の融点以上、(融点+30℃)以下であることがヒートシール強度と外観不良防止の点から好ましい。ヒートシールする圧力としては、特に限定されるものではないが、0.01MPa以上1.0MPa以下であることがヒートシール強度と外観不良防止の点から好ましい。ヒートシールする時間としては、特に限定されるものではないが、0.05秒以上5秒以下であることが、ヒートシール強度と生産性の点から好ましい。
【0074】
当該ジッパーテープ付き包装袋は、このように本発明のジッパーテープが内面に取り付けられ、ヒートシールによって形成されているため、包装袋の開口部両端部分の接着性に優れ気密性が高い。従って、当該ジッパー付き包装袋は、例えば菓子、茶葉、コーヒー、香辛料、煙草等の保香性が重要である食品等の包装袋や、湿布薬等の薬効成分の保持性が重要である医薬品等の包装材として好適に用いることができる。
【0075】
なお、本発明のジッパーテープ及びジッパー付き包装袋は上記実施形態に限定されるものではない。例えば、本発明のジッパーテープとしては、基材フィルムが第二融着性樹脂層のみからなる等単層構造であってもよい。また、包装袋としては、2枚の包装袋形成用シートからではなく、一枚の包装袋形成用シートを折り曲げてヒートシールすることで得られる構造などであってもよい。さらには、本発明のジッパーテープの包装袋形成用シートへの接合は、ヒートシールではなく、例えば塗布等により形成された第二融着性樹脂層を介した貼り合わせ等によっておこなってもよい。ジッパー付き包装袋の製造において、ジッパーテープをヒートシール以外の方法で接合したものであっても、ジッパーテープが接合された一対の包装袋形成用シートの接合をヒートシールによって行えば、包装袋開口部両端部分の接合の際、本発明のジッパーテープの作用効果が発揮されることとなる。
【実施例】
【0076】
以下、実施例によって本発明をさらに詳細に説明するが、本発明はこれらの実施例に限定されるものではない。
【0077】
実施例で用いた主な樹脂の略称及びその物性等は、以下の表1に示すとおりである。なお、酸価については、以下の方法で測定した。
【0078】
(酸価)
精秤した試料400mgにキシレン80mlを加え、130℃で加熱撹拌して均一な溶液とし、0.05M水酸化カリウムエタノール溶液で中和滴定した。中和までに要した0.05M水酸化カリウムエタノール溶液の量から、下記式(1)に従い各樹脂の酸価A(mgKOH/g)を算出した。
A=56.1×0.05×B×C/D ・・・(1)
A:酸価(KOHmg/g)
B:0.05M水酸化カリウムエタノール溶液の使用量(ml)
C:0.05M水酸化カリウムエタノール溶液の濃度補正値
D:試料質量(g)
【0079】
【表1】

【0080】
〔実施例1〕
樹脂Bからなる第一融着性樹脂層、ポリエステルテレフタレート製の基材層、及び樹脂Bからなる第二融着性樹脂層の三層をドライラミネートにより積層してシート材を得た。次に、このシート材の第一融着性樹脂層の表面にポリエチレン(融点110℃)製の線状材からなる樹脂製構造体を異型溶融押出により一体成形した。なお、上記線状材として凹状及び凸状の嵌合構造を有する二種類の構造体を成形した。この各樹脂製構造体を線状材の条方向に沿って切断することで、実施例1のジッパーテープを得た。
【0081】
〔実施例2〜8及び比較例1〜4〕
第一融着性樹脂層及び第二融着性樹脂層に用いた樹脂を表2に示すものを使用したこと以外は、実施例1と同様の操作を行い、実施例2〜8及び比較例1〜4のジッパーテープを得た。
【0082】
〔比較例5〕
第一融着性樹脂層及び第二融着性樹脂層として共に樹脂Aを使用したこと以外は実施例1と同様の操作を行い、ジッパーテープを製造した。しかしながら、第一融着性樹脂層と線状材との接着性が不十分となり、ジッパーテープを得ることができなかった。
【0083】
〔評価〕
得られたジッパーテープを嵌合構造を組み合わせた状態で、最内層がEVOH(エチレン含有量44モル%、ケン化度99.5%、融点165℃)製の一対の包装袋形成用シート材で挟み、通常の包装袋を作る場合と同様に、製袋機にて圧力0.1MPaで0.5秒間ヒートシールさせた。ヒートシール温度は、縁部は170℃、ジッパーテープと包装袋形成用シートとの接合部分(テープ接合部分)は表2に示す温度とした。得られたジッパー付き包装袋のテープ接合部分における(1)ジッパーテープと包装袋とのシール強度及び(2)線状材の非融着性、並びに開口部両端部分にあたる、線状材が潰れた部分における(3)融着不良箇所の有無及び(3)線状材の流れ出しについて、以下の条件にて評価した。評価結果を表2に示す。
【0084】
(1)シール強度
幅15mm当たりのジッパーテープと包装袋最内層とのヒートシール強度(N/15mm)を引張試験機により測定した。なお、シール強度測定の際の引張速度は300mm/分とした。
【0085】
(2)線状材の非融着性
嵌合構造同士が融着しておらず、容易に開封できるか否かを確認した。
A:容易に開封できる。
B:容易に開封できるが、開封時に抵抗がある。
C:容易には開封できない。
【0086】
(3)融着不良箇所の有無
ジッパー付き包装袋内にインクで着色した油を封入し、開口部両端部分における融着不良箇所の有無を確認した。
○:開口部両端部分に融着不良箇所が確認されない。
×:開口部両端部分の融着不良箇所に着色した水が侵入しているのが確認できる。
【0087】
(4)線状材の流れ出し
ジッパー付き包装袋の開口部両端部分にあたる、線状材が潰れた部分を線状材と直交する向き(図4のA−A線方向)に切断してサンプルを得た。得られたサンプルを光学顕微鏡で観察し、線状材の流れ出しの程度を確認した。
A:潰れた線状材は基材層の幅内で留まっており、包装材最内層には流れ出していない。
B:潰れた線状材が包装袋最内層上に流れ出している部分がある。
【0088】
【表2】
【0089】
表2に示されるように、実施例で得られたジッパーテープによれば、開口部両端部分に融着不良箇所がないため、接着性に優れており、ジッパー付き包装袋として好適に用いることができることがわかる。
【産業上の利用可能性】
【0090】
以上説明したように、本発明のジッパーテープは、菓子、茶葉、コーヒー、香辛料、煙草等の保香性が重要である食品等のジッパー付き包装袋や、湿布薬等の薬効成分の保持性が重要である医薬品等の包装材等に好適に用いることができる。
【符号の説明】
【0091】
1 ジッパーテープ
2、2a、2b 線状材
3 帯状シート
4 基材フィルム
5 第一融着性樹脂層
6 第二融着性樹脂層
7 基材層
10 ジッパー付き包装袋
11 包装袋
12 包装袋形成用シート
13 最内層
14 縁部
【技術分野】
【0001】
本発明は、ジッパーテープ及びジッパー付き包装袋に関する。
【背景技術】
【0002】
ジッパー付き包装袋は、一旦開封しても再度密封することができ、食品の保存等の目的で広く用いられている。一般的なジッパー付き包装袋20は、図4に示すように、包装袋21の内面にジッパーテープ22が接合された構造を有する。このようなジッパー付き包装袋20は、図5に示されるように、包装袋の開口部となる位置に、重畳される2枚の包装袋形成用シート23間にジッパーテープ22を挟んだ状態でヒートシールし、開口部へのジッパーテープ22の接合と、包装袋21の縁部24(例えば方形の包装袋21の場合、開口部以外の三辺)の形成とを同時に行う。このとき、ジッパー付き包装袋20の縁部24とジッパーテープ22とが重なる開口部の両端部分Bは、ヒートシールによりジッパーの凹凸嵌合構造が押し潰されて、接合されることになる。
【0003】
上記包装袋21(包装袋形成用シート23)の最内層25には、一般的にはポリエチレンやポリプロピレン等の樹脂が使用され、ジッパーテープ22にはこれらの樹脂との接着性及び強度が高い低密度ポリエチレンやポリプロピレン等の樹脂が使用されている。しかし、最内層25に使用されているポリエチレンやポリプロピレン等は香り成分の非吸着性が低い。このため、非吸着性が必要とされる包装袋21の最内層25にはポリアクリロニトリルや、エチレン−ビニルアルコール共重合体等の非吸着性に優れる樹脂が用いられている(特開平5−220905号公報参照)。これらの樹脂は、通常ジッパーテープに使用される上述の低密度ポリエチレンやポリプロピレン等との接着性が悪いため、これらの樹脂からなるジッパーテープ22と包装袋21(包装袋形成用シート23)の最内層25とは、ジッパーテープ22の裏面側に形成される融着性樹脂層26を介して接着されていることが一般的である(特開2003−231533号公報参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平5−220905号公報
【特許文献2】特開2003−231533号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、上述の融着性樹脂層26を介して接着されるジッパー付きの包装袋20においても、接着性の不良が生じることがあった。この原因について本発明者らが検討したところ、包装袋の製造におけるヒートシールの際、上下一対のジッパーテープ22の幅がわずかにずれていることなどに起因し(図5参照)、上述の開口部の両端部分Bで接着性の悪いジッパーテープ22と包装袋の最内層25とが接触することとなり(図5中の矢印α)、このため、この部分において接着性が低下するという不都合が発生していることを見出した。また、ヒートシールによりジッパーの嵌合構造27が押し潰された際、嵌合構造27を形成する樹脂が包装袋21(包装袋形成用シート23)の最内層25上に流れ出し(図5中の矢印β)、この樹脂が上下の包装袋形成用シート23間の接着性を低下させるという不都合もあることも分かった。このような接着性の低下は、ジッパー付き包装袋の気密性等を低下させる。なお、例えばエチレン−ビニルアルコール共重合体製のジッパーを用いることで上記不都合が解消されるとも考えられるが、この場合、ジッパーの強度が低下し、繰り返しの使用性や包装袋の気密性が低下するおそれがある。
【0006】
本発明は、上述のような事情に基づいてなされたものであり、ヒートシールによりジッパー付き包装袋を形成する際、開口部の両端部分の接着性に優れるジッパーテープ、及び開口部の両端部分の接着性に優れ、気密性が高いジッパー付き包装袋を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するためになされた発明は、
樹脂製の最内層を有する包装袋の内面に接合されるジッパーテープであって、
条状の凹凸嵌合構造を有する樹脂製の一対の線状材と、
この一対の線状材が対向面の長手方向に付設される一対の帯状シートと
を備え、
上記帯状シートが、包装袋内面と接合可能な基材フィルムと、この基材フィルムの対向面側全面に形成される第一融着性樹脂層とを備えていることを特徴とする。
【0008】
当該ジッパーテープは、帯状シートが基材フィルムの対向面側全面に積層される第一融着性樹脂層を備えている。従って、上下一対の帯状シートの幅がずれている場合等であっても、ヒートシールによってジッパーテープを押しつぶした際に、第一融着性樹脂層と対向する側の包装袋の最内層とが接するため、これらが融着することができる。このため、当該ジッパーテープによれば、ヒートシールにより、開口部の両端部分の接着性に優れるジッパー付き包装袋を製造することができる。
【0009】
最内層の主ポリマーがエチレン−ビニルアルコール共重合体(以下、「EVOH」ともいう。)である包装袋に用いられ、上記第一融着性樹脂層の主ポリマーが酸変性ポリオレフィンであることが好ましい。酸変性ポリオレフィンとEVOHとは熱融着性に優れる。従って、当該ジッパーテープによれば、最内層の主ポリマーがEVOHである包装袋との開口部両端部分における接着性をさらに高めることができ、当該ジッパーテープを用いた包装袋は、非収着性及び気密性が共に優れる。
【0010】
上記第一融着性樹脂層の主ポリマーである酸変性ポリオレフィンの酸価が0.5mgKOH/g以上2mgKOH/g以下であるとさらによい。当該ジッパーテープによれば、上記酸変性ポリオレフィンが所定の酸価を有することで、最内層の主ポリマーがEVOHである包装袋との開口部両端部分における接着性をさらに高めることができる。
【0011】
上記第一融着性樹脂層の主ポリマーの融点と上記最内層の主ポリマーの融点との差が80℃以下であるとさらによい。当該ジッパーテープによれば、通常最内層の主ポリマーの融点により設定される縁部のヒートシール温度と第一融着性樹脂層の主ポリマーの融点との差が小さくなるので、ヒートシールによってジッパーテープを押しつぶした際に、第一融着性樹脂層の溶融による流れ出しに伴って生じる線状材の溶融による流れ出しを低減させ、その結果、開口部両端部分における接着性を高めることができる。
【0012】
上記基材フィルムが、対向面側と反対側表面に形成される第二融着性樹脂層を有し、上記第二融着性樹脂層の主ポリマーが、酸価が0.6mgKOH/g以上1.8mgKOH/g以下の酸変性ポリオレフィンであり、上記線条材の主ポリマーがポリオレフィンであるとよい。当該ジッパーテープにおいては、熱融着性の高い第二融着性樹脂層の主ポリマーと線状材の主ポリマーとの組み合わせを採用している。従って、当該ジッパーテープによれば、ヒートシールによってジッパーテープを押しつぶした際、溶融した線状材の主ポリマーが包装袋の最内層上に流れ出た場合も、第二融着性樹脂層の主ポリマーと線状材の主ポリマーとが融着することで、開口部両端部分における接着性をさらに高めることができる。
【0013】
上記第二融着性樹脂層の主ポリマーの融点が、上記線状材の主ポリマーの融点より低いとよい。当該ジッパーテープによれば、通常第二融着性樹脂層の主ポリマーの融点により設定されるジッパーテープと包装袋形成用シートとの接合部分のヒートシール温度が線状材の主ポリマーの融点よりも低くなるので、線状材の嵌合構造同士の融着を低減させ、良好な開封性を有するジッパー付き包装袋を得ることができる。
【0014】
上記第一融着性樹脂層の主ポリマーの融点が、上記第二融着性樹脂層の主ポリマーの融点以上であるとよい。当該ジッパーテープによれば、このように第一融着性樹脂層を溶融させにくくすることで、ジッパーテープと包装袋形成用シートとの接合部分における第二融着性樹脂層と包装袋内面との熱融着性を保持しつつ、開口部両端部分における第一融着性樹脂層の溶融による流れ出しに伴って生じる線状材の溶融による流れ出しを低減させ、その結果、接着性を高めることができる。
【0015】
上記基材フィルムが、主ポリマーがポリエステル、ポリアミド、ポリプロピレン及びポリエチレンからなる群より選ばれる少なくとも一種である基材層をさらに有するとよい。当該ジッパーテープによれば、基材フィルムがポリエステル、ポリアミド、ポリプロピレン及びポリエチレンからなる群より選ばれる少なくとも一種を主ポリマーとする基材層を有することで、ヒートシールの際の融着制御性を高めることができる。
【0016】
本発明のジッパーテープ付き包装袋は、
上記ジッパーテープが内面に取り付けられ、ヒートシールによって形成されたジッパー付き包装袋である。
【0017】
当該ジッパーテープ付き包装袋によれば、上述した本発明のジッパーテープが内面に取り付けられ、ヒートシールによって形成されているため、開口部の両端部分の接着性に優れ気密性が高い。
【0018】
ここで主ポリマーとは、線状材又は樹脂層を構成する樹脂組成物に主に含まれるポリマーをいい、具体的には主ポリマーは樹脂組成物中に50質量%以上含有され、好ましくは90質量%以上含有され、線状材又は樹脂層を構成する樹脂組成物が主ポリマーのみからなっていてもよい。
【発明の効果】
【0019】
以上説明したように、本発明のジッパーテープは、ヒートシールによりジッパー付き包装袋を形成する際、開口部の両端部分の接着性に優れる。また、本発明のジッパー付き包装袋は、開口部の両端部分の接着性に優れ気密性が高く、例えば菓子、茶葉、コーヒー、香辛料、煙草等の保香性が重要である食品等の包装袋や、湿布薬等の薬効成分の保持性が重要である医薬品等の包装材として好適に用いることができる。
【図面の簡単な説明】
【0020】
【図1】本発明の一実施形態に係るジッパーテープの模式的断面図である。
【図2】図1のジッパーテープが取り付けられたジッパー付き包装袋の模式的平面図である。
【図3】図2のジッパー付き包装袋のA−A線矢視部分の模式的断面図である。
【図4】従来のジッパー付き包装袋の模式的平面図である。
【図5】図4のジッパー付き包装袋のA−A線矢視部分の模式的断面図である。
【発明を実施するための形態】
【0021】
以下、本発明のジッパーテープ及びジッパー付き包装袋の実施の形態について、適宜図面を参照しつつ説明する。
【0022】
〔ジッパーテープ〕
図1のジッパーテープ1は、一対の線状材2(2a及び2b)と、この一対の線状材2が付設される一対の帯状シート3とを備える。このジッパーテープ1は、樹脂製の最内層を有する包装袋の内面に接合されるものである。
【0023】
ジッパーテープ1の具体的構造としては、一対の帯状シート3の対向面側に、上記一対の線状材2が長手方向にそれぞれ付設された構造である。線状材2は、帯状シート3の長手方向の略中心線上に付設されているが、厳密に中心線上である必要はなく、端に偏って付設されていてもよい。また、一対の帯状シート3の幅は異なっていてもよい。逆に、当該ジッパーテープ1によれば、後に詳述するように線状材2が帯状シート3の中心線上にない場合や、一対の帯状シート3の幅が異なる場合の接着性を高めることを可能としている。
【0024】
上記線状材2は、一般的なジッパーの構造と同様、対向面側に条状の凹凸嵌合構造を有する。すなわち、一対の線状材2は、凹条嵌合構造を有する雌型の線状材2aと、凸条嵌合構造を有する雄型の線状材2bとからなる。この一対の線状材2の凹凸嵌合構造が嵌合することで、一般的なジッパーとして開封及び密封を行うことができる。
【0025】
上記線状材2のサイズは、このジッパーテープ1が接合される包装袋の種類等に応じて適宜設定することができるが、通常幅が0.5〜3mm程度、高さも0.5〜3mm程度である。
【0026】
上記線状材2は樹脂製である。この線状材2の材質としては、樹脂である限り特に限定されず、主ポリマーとしてポリエチレンやポリプロピレン等のポリオレフィン、ポリスチレン、ポリアミド、アクリル系樹脂等を用いることができるが、繰り返しの使用等に耐えうる強度及び優れた溶融成形性等を備えるポリオレフィンが好ましく、ポリエチレンがさらに好ましい。特に、柔軟性の観点からは低密度ポリエチレンが好ましく用いられる。上記線状材2の主ポリマーの融点は通常95〜120℃である。
【0027】
なお、上記線状材2には、他の樹脂や、アンチブロッキング剤、スリップ剤、抗菌剤、酸化防止剤、紫外線吸収剤等の他の成分が含有されていてもよい。
【0028】
一対の帯状シート3は、包装袋内面との接着性を有する基材フィルム4と、この基材フィルム4の対向面側全面に形成される第一融着性樹脂層5とを備えている。また、上記基材フィルム4は、基材層7とこの基材層7の対向面側と反対側の表面に形成される第二融着性樹脂層6とを有することが好ましい。なお、これらの各層間には、他の層が形成されていてもよい。この他の層としては、例えばそれぞれの層を接着するための接着性樹脂層などを挙げることができる。
【0029】
各帯状シート3のサイズは適宜設定することができる。例えば、帯状シート3の幅としては5mm以上20mm以下程度であり、厚みとしては0.05mm以上1mm以下程度である。
【0030】
第一融着性樹脂層5は、線状材2を帯状シート3上に固定させている。また、この第一融着性樹脂層5は、基材フィルム4の対向面側全面に形成されている。このため、ヒートシールによる包装袋の開口部両端部分の融着の際に、上下一対の帯状シート3の幅がずれている場合等であっても、第一融着性樹脂層5と対向する包装袋の最内層とが接することができるため(後に詳述する図3参照)、これらが融着することができる。
【0031】
第一融着性樹脂層5の主ポリマーとしては、具体的には、酸変性ポリオレフィン系樹脂(以下、単に「酸変性ポリオレフィン」ともいう。)、エチレン−ビニルアルコール共重合体樹脂(EVOH)、エチレン−アクリル樹脂、ウレタン樹脂、アクリル樹脂などが挙げられる。また、これらの樹脂の共重合体や変性物も使用することができる。
【0032】
これらの樹脂の中でも、包装袋の最内層の主ポリマーがEVOHであり、かつ/又は線状材2の主ポリマーがポリオレフィンである場合、これらとの融着性及び接着性等の点から、酸変性ポリオレフィンが好ましい。ここで、酸変性ポリオレフィンには、オレフィン以外のモノマーを含む重合体を含む。このような酸変性ポリオレフィンとしては、酸変性エチレン−酢酸ビニル共重合体(酸変性EVA)等を挙げることができる。また、酸変性ポリオレフィンを未変性のポリオレフィンとの混合物を、酸変性ポリオレフィンとして用いてもよい。
【0033】
酸変性ポリオレフィンは、カルボキシル基又はその無水物基、スルホン酸基等の酸性基を有するポリオレフィンをいう。この酸変性ポリオレフィンとしては、ポリオレフィンに、(無水)イタコン酸、(無水)マレイン酸等のα,β−不飽和カルボン酸及び/又はその無水物をグラフト重合又は付加させたカルボン酸変性ポリオレフィン等があげられる。上記カルボン酸変性ポリオレフィンを得るためのポリオレフィンは、エチレン又は炭素数が3以上のα−オレフィンを主成分としたモノマーを重合して得られる単独重合体であるポリα−オレフィンが好ましい。このポリα−オレフィンとしては、ポリエチレン、ポリプロピレン、ポリ1−ブテンが好ましく、中でもポリエチレンが最も好ましい。なお、このポリα−オレフィンは、本発明の目的及び効果を妨げない限りにおいて、オレフィン系モノマー、酢酸ビニルモノマー等の他のモノマーを構成成分として含んでいてもよい。
【0034】
この酸変性ポリオレフィンの中でも、接着性をより高める点から、カルボン酸変性ポリオレフィンが好ましく、無水マレイン酸変性ポリオレフィンがさらに好ましい。また、同様の点から、カルボン酸変性ポリエチレン又はカルボン酸変性エチレン−酢酸ビニル共重合体(EVA)が好ましい。カルボン酸変性ポリエチレンとしては、カルボン酸変性低密度ポリエチレン(LDPE)がより好ましく、無水マレイン酸変性LDPEがさらに好ましい。また、カルボン酸変性EVAとしては無水マレイン酸変性EVAがより好ましい。
【0035】
この好ましいカルボン酸変性EVAのエチレン含有量としては、5モル%以上95モル%以下が好ましく、15モル%以上85モル%以下がさらに好ましい。カルボン酸変性EVAの酢酸ビニル含有量としては、5モル%以上95モル%以下が好ましく、15モル%以上85モル%以下がさらに好ましい。
【0036】
第一融着性樹脂層5の主ポリマーとなる酸変性ポリオレフィンの酸価としては、0.5mgKOH/g以上2mgKOH/g以下が好ましく、0.8mgKOH/g以上1.5mgKOH/g以下がさらに好ましい。当該ジッパーテープ1によれば、上記酸変性ポリオレフィンが所定の酸価を有することで、最内層の主ポリマーがEVOHである包装袋との開口部部分における接着性をさらに高めることができる。
【0037】
また、第一融着性樹脂層5の主ポリマーの融点としては、80℃以上180℃以下であることが好ましく、90℃以上150℃以下であることがより好ましく、100℃以上130℃以下であることがさらに好ましい。当該ジッパーテープ1によれば、第一融着性樹脂層が溶融しにくいので、第一融着性樹脂層の溶融による流れ出しに伴って生じる線状材の溶融による流れ出しを低減させ、その結果、開口部両端部分における接着性をさらに高めることができる。
【0038】
第一融着性樹脂層5の主ポリマーの融点と包装袋の最内層の主ポリマーの融点との差が80℃以下であることが好ましく、60℃以下であることがさらに好ましい。当該ジッパーテープ1によれば、通常最内層の主ポリマーの融点により設定される縁部のヒートシール温度と第一融着性樹脂層5の主ポリマーの融点との差が小さくなるので、ヒートシールによってジッパーテープ1を押しつぶした際に、第一融着性樹脂層5の溶融による流れ出しに伴って生じる線状材2の溶融による流れ出しを低減させ、その結果、開口部両端部分における接着性を高めることができる。
【0039】
第一融着性樹脂層5の主ポリマーのSP値としては、包装袋の最内層の主ポリマーがEVOHである場合、8以上12以下であるものが好ましく、8.5以上10以下であるものがさらに好ましい。当該ジッパーテープ1によれば、第一融着性樹脂層5の主ポリマーのSP値がEVOHのSP値と近いため、最内層の主ポリマーがEVOHである包装袋との開口部両端部分における接着性をさらに高めることができる。ここで、SP値(溶解性パラメーター)とは、FEDORS法で求めた値であり、単位は(cal/cm3)1/2である。
【0040】
なお、第一融着性樹脂層5には、他の樹脂や、アンチブロッキング剤、スリップ剤、抗菌剤、酸化防止剤、紫外線吸収剤等の他の成分が含有されていてもよい。
【0041】
第二融着性樹脂層6は、包装袋内面に形成されている樹脂製の最内層とヒートシール等により接合(好ましくは、融着)可能な樹脂を主ポリマーとするものである。この第二融着性樹脂層6の主ポリマーとしては、包装袋の最内層と接合可能であれば特に限定されないが、開口部両端部分のヒートシール性を高める点から、線状材2の主ポリマーとの熱融着性を有する樹脂であることが好ましい。当該ジッパーテープ1によれば、ヒートシールによってジッパーテープ1を押しつぶした際、溶融した線状材2の主ポリマーが包装袋の最内層上に流れ出た場合も、第二融着性樹脂層6の主ポリマーと線状材2の主ポリマーとが融着することができる。従って、当該ジッパーテープ1によれば、包装袋の開口部両端部分における接着性をさらに高めることができる。
【0042】
この第二融着性樹脂層6の主ポリマーの具体例としては、上記第一融着性樹脂層5の主ポリマーとして例示したものと同様のものを挙げることができる。これらの樹脂の中でも、包装袋の最内層の主ポリマーがEVOHであり、かつ/又は線状材2の主ポリマーがポリオレフィンである場合、これらとの融着性及び接着性等の点から、酸変性ポリオレフィンまたはEVOHが好ましく、酸変性ポリオレフィンがより好ましい。この酸変性ポリオレフィンとしても、上記第一融着性樹脂層5の主ポリマーとして例示したものと同様のものを挙げることができる。
【0043】
この酸変性ポリオレフィンの中でも、接着性をより高める点から、カルボン酸変性ポリオレフィンが好ましく、無水マレイン酸変性ポリオレフィンがさらに好ましい。また、同様の点から、カルボン酸変性ポリエチレン又はカルボン酸変性EVAが好ましい。カルボン酸変性ポリエチレンとしては、カルボン酸変性LDPEがより好ましく、無水マレイン酸変性LDPEがさらに好ましい。また、カルボン酸変性EVAとしては、無水マレイン酸変性EVAがより好ましい。
【0044】
この好ましいカルボン酸変性EVAのエチレン含有量としては、5モル%以上95モル%以下が好ましく、15モル%以上85モル%以下がさらに好ましい。カルボン酸変性EVAの酢酸ビニル含有量としては、5モル%以上95モル%以下が好ましく、15モル%以上85モル%以下がさらに好ましい。
【0045】
第二融着性樹脂層6の主ポリマーである酸変性ポリオレフィンの酸価としては、0.6mgKOH/g以上1.8mgKOH/g以下が好ましく、0.8mgKOH/g以上1.4mgKOH/g以下がさらに好ましい。当該ジッパーテープ1によれば、第二融着性樹脂層6の主ポリマーと線状材2の主ポリマーとの熱融着性がより高まり、開口部両端部分における接着性をさらに高めることができる。
【0046】
また、第二融着性樹脂層6の主ポリマーの融点としては、80℃以上180℃以下であることが好ましく、85℃以上150℃以下であることがより好ましく、90℃以上110℃以下であることがさらに好ましい。
【0047】
第二融着性樹脂層6の主ポリマーの融点が、線状材2の主ポリマーの融点より低いことが好ましく、0〜40℃低いことがより好ましく、5〜25℃低いことがさらに好ましい。当該ジッパーテープによれば、通常第二融着性樹脂層6の主ポリマーの融点により設定されるジッパーテープ1と包装袋形成用シートとの接合部分のヒートシール温度が線状材2の主ポリマーの融点よりも低くなるので、線状材2の嵌合構造同士の融着を低減させ、良好な開封性を有するジッパー付き包装袋を得ることができる。
【0048】
第一融着性樹脂層5と第二融着性樹脂層6の主ポリマーとしては同一のものを用いてもよいが、上記第一融着性樹脂層5の主ポリマーの融点が、第二融着性樹脂層6の主ポリマーの融点以上であることが好ましく、0〜50℃高いことが好ましく、0〜40℃高いことがより好ましい。このように第一融着性樹脂層5を低温で溶融させにくくすることで、ジッパーテープ1と包装袋形成用シートとの接合部分における第二融着性樹脂層6と包装袋内面との熱融着性を保持しつつ、開口部両端部分における第一融着性樹脂層5の溶融による流れ出しに伴って生じる線状材2の溶融による流れ出しを低減させ、その結果、接着性を高めることができる。
【0049】
第二融着性樹脂層6の主ポリマーのSP値としては、包装袋の最内層の主ポリマーがEVOHである場合、7.5以上11以下であるものが好ましく、8以上9以下であるものがさらに好ましい。当該ジッパーテープ1によれば、第二融着性樹脂層6の主ポリマーのSP値が線状材2の主ポリマーのSP値及びEVOHのSP値の双方に近いため、ジッパーテープ1と包装袋形成用シートとの接合部分及び開口部両端部分の両方において接着性を高めることができる。
【0050】
なお、第二融着性樹脂層6には、他の樹脂や、スリップ剤、抗菌剤、酸化防止剤、紫外線吸収剤等の他の成分が含有されていてもよい。これらの他の成分の中でも、スリップ剤を含有させることによれば、スリップ性が向上する。従って、当該ジッパーテープの第二融着性樹脂層6面が製造工程においてロールに膠着することを抑制することができ、生産効率を高めることができる。
【0051】
上記スリップ剤としては、一般的にスリップ剤として使用されるものであれば特に限定されるものではなく、例えば、高級脂肪酸アミド、高級脂肪酸金属塩、高級脂肪酸エステル、低分子量ポリオレフィン(例えば分子量500〜10,000程度の低分子量ポリエチレン、低分子量ポリプロピレン等)等を挙げることができる。
【0052】
高級脂肪酸アミドとしては、ステアリン酸アミド、パルミチン酸アミド、ラウリン酸アミド、エチレンビスステアリン酸アミド、メチレンビスステアリン酸アミド等の高級飽和脂肪酸アミド、オレイン酸アミド、エルカ酸アミド等の高級不飽和脂肪酸アミドなどを挙げることができる。
【0053】
高級脂肪酸金属塩としては、ステアリン酸、パルミチン酸、ラウリン酸、モンタン酸、ベヘン酸等の高級飽和脂肪酸や、オレイン酸、エルカ酸等の高級不飽和脂肪酸のカルシウム塩や亜鉛塩を挙げることができる。
【0054】
高級脂肪酸エステルとしては、ラウリン酸エチル、ミリスチン酸イソプロピル等の高級不飽和脂肪酸エステル、オレイン酸エチル、エルカ酸エチル等の高級不飽和脂肪酸エステル等を挙げることができる。
【0055】
これらのスリップ剤の中でも高級飽和脂肪酸誘導体(高級飽和脂肪酸アミド、高級飽和脂肪酸金属塩、高級飽和脂肪酸エステル等)が好ましい。このような高級飽和脂肪酸骨格を有するスリップ剤は、ジッパーテープ製造時におけるジッパーテープと金属ロール又はゴムロールとの間や、ジッパーテープ同士の間の摩擦を好適な範囲に低減させることができる。ここで「高級飽和脂肪酸誘導体」とは炭素数6以上の飽和脂肪酸誘導体をいうが、炭素数10以上の飽和脂肪酸誘導体がさらに好ましい。一方、炭素数の上限として、炭素数30以下の高級飽和脂肪酸誘導体が好ましく、炭素数25以下の高級飽和脂肪酸誘導体がさらに好ましい。
【0056】
上記高級飽和脂肪酸誘導体の中でも、高いスリップ性向上効果や取扱い容易性等の観点から、エルカ酸アミド、エチレンビスステアリン酸アミド並びに炭素数17〜28の高級飽和脂肪酸のカルシウム塩及び亜鉛塩がスリップ剤として特に好適に用いられる。
【0057】
基材層7は、一方の面に第一融着性樹脂層5を積層させ、他方の面に第二融着性樹脂層7を積層させる基材となる層である。また、基材層7の存在により、帯状シート3、ひいてはジッパーテープ1に一定の強度を付与することができる。
【0058】
この基材層7は樹脂製である。基材層7を形成する主ポリマーとしては特に限定されず例えば、ポリエステル、ポリアミド、ポリプロピレン及びポリエチレンからなる群より選ばれる少なくとも一種を用いることができる。これらの中でも、帯状シート3に十分な強度を備えさせ、かつ、ヒートシールの際の溶融制御性を高める点においては、ポリエステルが好ましく、ポリエステルテレフタレート(PET)がさらに好ましい。主ポリマーとして上記樹脂を用いることで、ジッパーテープ1のヒートシールの際に、所望する開口部両端部分以外の線状材2の溶融を抑えることができる等、ヒートシールの際の溶融制御性が高まる。
【0059】
当該ジッパーテープ1の製造方法としては、特に限定されず公知の方法を用いることができる。例えば(1)線状材2、第一融着性樹脂層5、基材層7及び第二融着性樹脂層6を溶融押出ししながら、溶融体の熱により直接それぞれを接合する方法や、(2)まず、線状材2と、基材フィルム4(基材層7及び第二融着性樹脂層6からなる2層フィルム)とを成形し、基材層7表面に第一融着性樹脂層5を積層させ、更にこの第一融着性樹脂層5表面に上記線状材2を積層させることで、帯状シート3となるシートと線状材2とを接合する方法や、(3)基材フィルム4(基材層7及び第二融着性樹脂層6からなる2層フィルム)を成形し、基材層7表面に第一融着性樹脂層5を積層させ、更にこの第一融着性樹脂層5表面に上記線状材2を溶融押出ししながら、溶融体の熱により直接接合する方法等を挙げることができる。また、各層の積層は、基材層に各接着性樹脂層をラミネート処理により積層したり、接着性樹脂の塗布により積層することができる。
【0060】
〔包装袋〕
次に、当該ジッパーテープ1が内面に接合される包装袋の一例について説明する。この包装袋は、例えば2枚の包装袋形成用シートがヒートシール等によって3辺が接合された状態の方形状を有し、この内面に樹脂製の最内層を有している。
【0061】
この包装袋(包装袋形成用シート)の最内層を構成する主ポリマーとしては、最内層同士を重ね合わせてヒートシール(熱融着)可能なものであれば特に限定されないが、非吸着性に優れる樹脂が好ましい。この非吸着性に優れる樹脂としては、例えばポリエステル、ポリアミド、ポリアクリロニトリル、ポリ塩化ビニリデン、EVOH等を挙げることができるが、これらの樹脂の中でもEVOHが好ましい。
【0062】
EVOHは、主構造単位として、エチレン単位及びビニルアルコール単位を有する。なお、このEVOHとしては、エチレン単位及びビニルアルコール単位以外に他の構造単位を1種類又は複数種含んでいてもよい。また、後述するエチレン含有量、ケン化度、変性の有無又は変性の種類等が異なる2種以上のEVOHを混合して用いてもよい。
【0063】
このEVOHは、通常、エチレンとビニルエステルとを重合し、得られるエチレン−ビニルエステル共重合体をケン化して得られる。
【0064】
EVOHのエチレン含有量(すなわち、EVOH中の単量体単位の総数に対するエチレン単位の数の割合)の下限としては、20モル%であり、25モル%が好ましく、30モル%が特に好ましい。一方、EVOHのエチレン含有量の上限としては、70モル%であり、60モル%がより好ましく、50モル%が特に好ましい。EVOHのエチレン含有量が上記下限より小さいと、上記包装袋形成用シートの低温でのヒートシール性や溶融成形性が低下する。逆に、EVOHのエチレン含有量が上記上限を超えると、上記包装袋形成用シートの非吸着性が低下することとなる。ここで、EVOHがエチレン含有量の異なる2種類以上のEVOHの配合物からなる場合には、配合質量比から算出される平均値をエチレン含有量とする。
【0065】
EVOHのケン化度(すなわち、EVOH中のビニルアルコール単位及びビニルエステル単位の総数に対するビニルアルコール単位の数の割合)の下限としては、90モル%であり、95モル%が好ましく、99モル%が特に好ましい。一方、EVOHのケン化度の上限としては100.0モル%が好ましい。EVOHのケン化度が上記下限より小さいと香り成分の非吸着性が低く、また熱安定性が不十分となるため、溶融成形時にゲル・ブツが生じやすくなる。ここで、EVOHがケン化度の異なる2種類以上のEVOHの配合物からなる場合には、配合質量比から算出される平均値をケン化度とする。
【0066】
EVOHの融点の下限としては、100℃が好ましく、150℃がより好ましい。一方、この融点の上限としては、210℃が好ましく、190℃がより好ましい。
【0067】
なお、この最内層は、複数の樹脂をブレンドして用いてもよいし、樹脂成分以外に、金属塩、ホウ素化合物、リン酸化合物、カルボン酸等の他の成分が含有されていてもよい。
【0068】
上記包装袋が多層構造の場合、上記最内層以外の層としては、ポリオレフィン、ポリアミド、ポリエステル、ポリスチレン、ポリ塩化ビニル、ポリ(メタ)アクリル酸エステル、ポリ塩化ビニリデン、ポリアセタール、ポリカーボネート、ポリ酢酸ビニル、ポリウレタン、ポリアクリロニトリル等の樹脂の他、紙、アルミニウム等の金属、シリカやアルミナなどの金属酸化物などを使用することができる。またこの他の層はこれらの材料からなる層を組み合わせたものでもよい。
【0069】
〔ジッパー付き包装袋〕
図2に示す本発明のジッパー付き包装袋10は、上記ジッパーテープ1が包装袋11の内面に取り付けられ、ヒートシールによって形成されている。ここで、当該ジッパー付き包装袋10の製造方法(本発明のジッパーテープ1の包装袋11内面への取り付け方法)について説明しつつ、本発明のジッパーテープの作用効果を併せて説明する。
【0070】
当該ジッパー付き包装袋10は通常使用される製袋機を用いて製造することができる。すなわち、図2及び図3に示すように、包装袋11の開口部においては、凹凸嵌合構造同士が嵌合しているジッパーテープ1を2枚の包装袋形成用シート12で挟んだ状態でヒートシールする。この際、包装袋形成用シート12の最内層13同士が対向している。なお、開口部の両端部分以外の他の縁部14は、ジッパーテープ1を介さず、2枚の包装袋形成用シート12同士が直接ヒートシールされることで、ジッパー付き包装袋10が形成される。
【0071】
ここで包装袋11開口部の両端部分Bは、ヒートシールにより線状材2が潰されて、接合されることとなる。この際、ジッパーテープ1の帯状シート3の幅等において上下にズレがある場合、ジッパーテープ1の帯状シート3の対向面と、これと対向する側の包装袋11(包装袋形成用シート12)の内面とが接することとなる(図3中の矢印α)。しかし、当該ジッパーテープ1によれば、第一融着性樹脂層5と対向する側の包装袋11(包装袋形成用シート12)の最内層13とが接するため(図3中の矢印α)、これらが融着することで、開口部両端部分Bにおいて、強い接着性を発揮することができる。
【0072】
さらには、この包装袋11の開口部の両端部分Bにおいては、ヒートシールにより樹脂製の線状材2が溶けて潰されて、嵌合構造を形成する樹脂が包装袋11(包装袋形成用シート12)の最内層13上に流れ出す場合もある(図3中の矢印β)。しかし、当該ジッパーテープ1を用いた場合、線状材2の主ポリマーと最内層13の主ポリマーとの組み合わせにより、これらのポリマーが熱融着するため、この部分における接着性の低下を抑制することができる。
【0073】
当該ジッパー付き包装袋10の形成の際のヒートシールの方法としては特に限定されず、公知の方法を用いることができ、例えば熱板式ヒートシーラー、インパルスシーラー、超音波シーラー、摩擦熱シーラー、誘電加熱シーラー等によりヒートシールする方法があげられる。ヒートシールする際の温度としては、特に限定されるものではないが、縁部14のヒートシール温度は最内層の融点以上、(融点+30℃)以下であることがヒートシール強度と外観不良防止の点から好ましい。最内層がEVOHの場合には、ヒートシール温度としては、170℃以上200℃以下であること好ましい。また、ジッパーテープ1と包装袋形成用シートとの接合部分のヒートシール温度は、第二融着性樹脂層6の融点以上、(融点+30℃)以下であることがヒートシール強度と外観不良防止の点から好ましい。ヒートシールする圧力としては、特に限定されるものではないが、0.01MPa以上1.0MPa以下であることがヒートシール強度と外観不良防止の点から好ましい。ヒートシールする時間としては、特に限定されるものではないが、0.05秒以上5秒以下であることが、ヒートシール強度と生産性の点から好ましい。
【0074】
当該ジッパーテープ付き包装袋は、このように本発明のジッパーテープが内面に取り付けられ、ヒートシールによって形成されているため、包装袋の開口部両端部分の接着性に優れ気密性が高い。従って、当該ジッパー付き包装袋は、例えば菓子、茶葉、コーヒー、香辛料、煙草等の保香性が重要である食品等の包装袋や、湿布薬等の薬効成分の保持性が重要である医薬品等の包装材として好適に用いることができる。
【0075】
なお、本発明のジッパーテープ及びジッパー付き包装袋は上記実施形態に限定されるものではない。例えば、本発明のジッパーテープとしては、基材フィルムが第二融着性樹脂層のみからなる等単層構造であってもよい。また、包装袋としては、2枚の包装袋形成用シートからではなく、一枚の包装袋形成用シートを折り曲げてヒートシールすることで得られる構造などであってもよい。さらには、本発明のジッパーテープの包装袋形成用シートへの接合は、ヒートシールではなく、例えば塗布等により形成された第二融着性樹脂層を介した貼り合わせ等によっておこなってもよい。ジッパー付き包装袋の製造において、ジッパーテープをヒートシール以外の方法で接合したものであっても、ジッパーテープが接合された一対の包装袋形成用シートの接合をヒートシールによって行えば、包装袋開口部両端部分の接合の際、本発明のジッパーテープの作用効果が発揮されることとなる。
【実施例】
【0076】
以下、実施例によって本発明をさらに詳細に説明するが、本発明はこれらの実施例に限定されるものではない。
【0077】
実施例で用いた主な樹脂の略称及びその物性等は、以下の表1に示すとおりである。なお、酸価については、以下の方法で測定した。
【0078】
(酸価)
精秤した試料400mgにキシレン80mlを加え、130℃で加熱撹拌して均一な溶液とし、0.05M水酸化カリウムエタノール溶液で中和滴定した。中和までに要した0.05M水酸化カリウムエタノール溶液の量から、下記式(1)に従い各樹脂の酸価A(mgKOH/g)を算出した。
A=56.1×0.05×B×C/D ・・・(1)
A:酸価(KOHmg/g)
B:0.05M水酸化カリウムエタノール溶液の使用量(ml)
C:0.05M水酸化カリウムエタノール溶液の濃度補正値
D:試料質量(g)
【0079】
【表1】
【0080】
〔実施例1〕
樹脂Bからなる第一融着性樹脂層、ポリエステルテレフタレート製の基材層、及び樹脂Bからなる第二融着性樹脂層の三層をドライラミネートにより積層してシート材を得た。次に、このシート材の第一融着性樹脂層の表面にポリエチレン(融点110℃)製の線状材からなる樹脂製構造体を異型溶融押出により一体成形した。なお、上記線状材として凹状及び凸状の嵌合構造を有する二種類の構造体を成形した。この各樹脂製構造体を線状材の条方向に沿って切断することで、実施例1のジッパーテープを得た。
【0081】
〔実施例2〜8及び比較例1〜4〕
第一融着性樹脂層及び第二融着性樹脂層に用いた樹脂を表2に示すものを使用したこと以外は、実施例1と同様の操作を行い、実施例2〜8及び比較例1〜4のジッパーテープを得た。
【0082】
〔比較例5〕
第一融着性樹脂層及び第二融着性樹脂層として共に樹脂Aを使用したこと以外は実施例1と同様の操作を行い、ジッパーテープを製造した。しかしながら、第一融着性樹脂層と線状材との接着性が不十分となり、ジッパーテープを得ることができなかった。
【0083】
〔評価〕
得られたジッパーテープを嵌合構造を組み合わせた状態で、最内層がEVOH(エチレン含有量44モル%、ケン化度99.5%、融点165℃)製の一対の包装袋形成用シート材で挟み、通常の包装袋を作る場合と同様に、製袋機にて圧力0.1MPaで0.5秒間ヒートシールさせた。ヒートシール温度は、縁部は170℃、ジッパーテープと包装袋形成用シートとの接合部分(テープ接合部分)は表2に示す温度とした。得られたジッパー付き包装袋のテープ接合部分における(1)ジッパーテープと包装袋とのシール強度及び(2)線状材の非融着性、並びに開口部両端部分にあたる、線状材が潰れた部分における(3)融着不良箇所の有無及び(3)線状材の流れ出しについて、以下の条件にて評価した。評価結果を表2に示す。
【0084】
(1)シール強度
幅15mm当たりのジッパーテープと包装袋最内層とのヒートシール強度(N/15mm)を引張試験機により測定した。なお、シール強度測定の際の引張速度は300mm/分とした。
【0085】
(2)線状材の非融着性
嵌合構造同士が融着しておらず、容易に開封できるか否かを確認した。
A:容易に開封できる。
B:容易に開封できるが、開封時に抵抗がある。
C:容易には開封できない。
【0086】
(3)融着不良箇所の有無
ジッパー付き包装袋内にインクで着色した油を封入し、開口部両端部分における融着不良箇所の有無を確認した。
○:開口部両端部分に融着不良箇所が確認されない。
×:開口部両端部分の融着不良箇所に着色した水が侵入しているのが確認できる。
【0087】
(4)線状材の流れ出し
ジッパー付き包装袋の開口部両端部分にあたる、線状材が潰れた部分を線状材と直交する向き(図4のA−A線方向)に切断してサンプルを得た。得られたサンプルを光学顕微鏡で観察し、線状材の流れ出しの程度を確認した。
A:潰れた線状材は基材層の幅内で留まっており、包装材最内層には流れ出していない。
B:潰れた線状材が包装袋最内層上に流れ出している部分がある。
【0088】
【表2】
【0089】
表2に示されるように、実施例で得られたジッパーテープによれば、開口部両端部分に融着不良箇所がないため、接着性に優れており、ジッパー付き包装袋として好適に用いることができることがわかる。
【産業上の利用可能性】
【0090】
以上説明したように、本発明のジッパーテープは、菓子、茶葉、コーヒー、香辛料、煙草等の保香性が重要である食品等のジッパー付き包装袋や、湿布薬等の薬効成分の保持性が重要である医薬品等の包装材等に好適に用いることができる。
【符号の説明】
【0091】
1 ジッパーテープ
2、2a、2b 線状材
3 帯状シート
4 基材フィルム
5 第一融着性樹脂層
6 第二融着性樹脂層
7 基材層
10 ジッパー付き包装袋
11 包装袋
12 包装袋形成用シート
13 最内層
14 縁部
【特許請求の範囲】
【請求項1】
樹脂製の最内層を有する包装袋の内面に接合されるジッパーテープであって、
条状の凹凸嵌合構造を有する樹脂製の一対の線状材と、
この一対の線状材が対向面の長手方向に付設される一対の帯状シートと
を備え、
上記帯状シートが、包装袋内面と接合可能な基材フィルムと、この基材フィルムの対向面側全面に形成される第一融着性樹脂層とを備えていることを特徴とするジッパーテープ。
【請求項2】
最内層の主ポリマーがエチレン−ビニルアルコール共重合体である包装袋に用いられ、
上記第一融着性樹脂層の主ポリマーが酸変性ポリオレフィンである請求項1に記載のジッパーテープ。
【請求項3】
上記第一融着性樹脂層の主ポリマーである酸変性ポリオレフィンの酸価が0.5mgKOH/g以上2mgKOH/g以下である請求項2に記載のジッパーテープ。
【請求項4】
上記第一融着性樹脂層の主ポリマーの融点と上記最内層の主ポリマーの融点との差が80℃以下である請求項1、請求項2又は請求項3に記載のジッパーテープ。
【請求項5】
上記基材フィルムが、対向面側と反対側表面に形成される第二融着性樹脂層を有し、
上記第二融着性樹脂層の主ポリマーが、酸価が0.6mgKOH/g以上1.8mgKOH/g以下の酸変性ポリオレフィンであり、
上記線条材の主ポリマーがポリオレフィンである請求項1から請求項4のいずれか1項に記載のジッパーテープ。
【請求項6】
上記第二融着性樹脂層の主ポリマーの融点が、上記線状材の主ポリマーの融点より低い請求項5に記載のジッパーテープ。
【請求項7】
上記第一融着性樹脂層の主ポリマーの融点が、上記第二融着性樹脂層の主ポリマーの融点以上である請求項5又は請求項6に記載のジッパーテープ。
【請求項8】
上記基材フィルムが、主ポリマーがポリエステル、ポリアミド、ポリプロピレン及びポリエチレンからなる群より選ばれる少なくとも一種である基材層をさらに有する請求項5、請求項6又は請求項7のいずれか1項に記載のジッパーテープ。
【請求項9】
請求項1から請求項8のいずれか1項に記載のジッパーテープが内面に取り付けられ、ヒートシールによって形成されたジッパー付き包装袋。
【請求項1】
樹脂製の最内層を有する包装袋の内面に接合されるジッパーテープであって、
条状の凹凸嵌合構造を有する樹脂製の一対の線状材と、
この一対の線状材が対向面の長手方向に付設される一対の帯状シートと
を備え、
上記帯状シートが、包装袋内面と接合可能な基材フィルムと、この基材フィルムの対向面側全面に形成される第一融着性樹脂層とを備えていることを特徴とするジッパーテープ。
【請求項2】
最内層の主ポリマーがエチレン−ビニルアルコール共重合体である包装袋に用いられ、
上記第一融着性樹脂層の主ポリマーが酸変性ポリオレフィンである請求項1に記載のジッパーテープ。
【請求項3】
上記第一融着性樹脂層の主ポリマーである酸変性ポリオレフィンの酸価が0.5mgKOH/g以上2mgKOH/g以下である請求項2に記載のジッパーテープ。
【請求項4】
上記第一融着性樹脂層の主ポリマーの融点と上記最内層の主ポリマーの融点との差が80℃以下である請求項1、請求項2又は請求項3に記載のジッパーテープ。
【請求項5】
上記基材フィルムが、対向面側と反対側表面に形成される第二融着性樹脂層を有し、
上記第二融着性樹脂層の主ポリマーが、酸価が0.6mgKOH/g以上1.8mgKOH/g以下の酸変性ポリオレフィンであり、
上記線条材の主ポリマーがポリオレフィンである請求項1から請求項4のいずれか1項に記載のジッパーテープ。
【請求項6】
上記第二融着性樹脂層の主ポリマーの融点が、上記線状材の主ポリマーの融点より低い請求項5に記載のジッパーテープ。
【請求項7】
上記第一融着性樹脂層の主ポリマーの融点が、上記第二融着性樹脂層の主ポリマーの融点以上である請求項5又は請求項6に記載のジッパーテープ。
【請求項8】
上記基材フィルムが、主ポリマーがポリエステル、ポリアミド、ポリプロピレン及びポリエチレンからなる群より選ばれる少なくとも一種である基材層をさらに有する請求項5、請求項6又は請求項7のいずれか1項に記載のジッパーテープ。
【請求項9】
請求項1から請求項8のいずれか1項に記載のジッパーテープが内面に取り付けられ、ヒートシールによって形成されたジッパー付き包装袋。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2012−158378(P2012−158378A)
【公開日】平成24年8月23日(2012.8.23)
【国際特許分類】
【出願番号】特願2011−20695(P2011−20695)
【出願日】平成23年2月2日(2011.2.2)
【出願人】(000001085)株式会社クラレ (1,607)
【出願人】(591121513)クラレトレーディング株式会社 (30)
【出願人】(000237787)富士特殊紙業株式会社 (14)
【Fターム(参考)】
【公開日】平成24年8月23日(2012.8.23)
【国際特許分類】
【出願日】平成23年2月2日(2011.2.2)
【出願人】(000001085)株式会社クラレ (1,607)
【出願人】(591121513)クラレトレーディング株式会社 (30)
【出願人】(000237787)富士特殊紙業株式会社 (14)
【Fターム(参考)】
[ Back to top ]