
ジョイントコネクタ
【課題】本発明は、検査工程が簡素化されたジョイントコネクタを提供する。
【解決手段】ジョイントコネクタ10は、ゴム栓収容部29が形成されたハウジング13と、ハウジング13に配されており、防水筒部23から挿入される複数の雌端子12とそれぞれ接続される複数の雄タブ25を有する導電部材14と、雌端子12が雄タブ25と接続された後、ゴム栓収容部29に取り付けられるキャップ32と、キャップ32に取り付けられてゴム栓収容部29の内面と密着するゴム栓30と、を備え、ゴム栓30は、環状をなすリング部50と、リング部50の端部のうち、ゴム栓収容部29への取り付け方向の前端部を塞ぐ前壁51と、を備え、キャップ32は、前壁51を後方から支持する支持部58を備え、支持部58には、取り付け方向の前後方向に貫通された空気吹き込み孔70が形成されており、空気吹き込み孔70の前壁51側の開口は前壁51で塞がれている。
【解決手段】ジョイントコネクタ10は、ゴム栓収容部29が形成されたハウジング13と、ハウジング13に配されており、防水筒部23から挿入される複数の雌端子12とそれぞれ接続される複数の雄タブ25を有する導電部材14と、雌端子12が雄タブ25と接続された後、ゴム栓収容部29に取り付けられるキャップ32と、キャップ32に取り付けられてゴム栓収容部29の内面と密着するゴム栓30と、を備え、ゴム栓30は、環状をなすリング部50と、リング部50の端部のうち、ゴム栓収容部29への取り付け方向の前端部を塞ぐ前壁51と、を備え、キャップ32は、前壁51を後方から支持する支持部58を備え、支持部58には、取り付け方向の前後方向に貫通された空気吹き込み孔70が形成されており、空気吹き込み孔70の前壁51側の開口は前壁51で塞がれている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ジョイントコネクタに関する。
【背景技術】
【0002】
従来、ジョイントコネクタとして、特許文献1に記載のものが知られている。このジョイントコネクタは、複数の電線の端部に接続された複数の端子と、この端子が収容されるハウジングと、を備える。ハウジングには、端子が挿入される第1開口と、この第1開口と反対側に開口する第2開口が形成されている。また、ハウジングには、複数の端子とそれぞれ接続される複数の接続部を有する導電部材が配されている。各端子と、各接続部とが接続されることにより、複数の電線に接続された複数の端子が、電気的に接続される。
【0003】
また、従来技術に係るジョイントコネクタにおいては、第2開口に防水栓が挿入されることにより、ジョイントコネクタの防水が図られるようになっている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2010−40263号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記の防水栓を、環状をなすゴムリングをキャップに外嵌させることにより形成する場合がある。この場合、ゴムリングがキャップに対して正規位置に組み付けられたか否かを検査するには、ゴムリングとキャップとのシール部分若しくはその近傍を目視により、又は画像解析によって確認していた。このため、ジョイントコネクタの検査工数が多くなり、製造コストの上昇を招いていた。
【0006】
本発明は上記のような事情に基づいて完成されたものであって、検査工程が簡素化されたジョイントコネクタを提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明は、複数の電線に接続された複数の端子同士を電気的に接続するジョイントコネクタであって、前記端子が挿入される第1開口、及び前記第1開口とは反対の向きに開口する第2開口が形成されたハウジングと、前記ハウジングに配されており、前記第1開口から挿入される複数の前記端子とそれぞれ接続される複数の接続部を有する導電部材と、前記端子が前記接続部と接続された後、前記第2開口に取り付けられるキャップと、前記キャップに取り付けられて前記第2開口の内面と密着するゴム栓と、を備え、前記ゴム栓は、環状をなすリング部と、前記リング部の端部のうち、前記第2開口への取り付け方向の前端部を塞ぐ前壁と、を備え、前記キャップは、前記前壁を後方から支持する支持部を備え、前記支持部には、前記取り付け方向の前後方向に貫通された空気吹き込み孔が形成されており、前記空気吹き込み孔の前記前壁側の開口は前記前壁で塞がれている。
【0008】
本発明によれば、空気吹き込み孔の前壁側の開口は前壁によって塞がれている。この空気吹き込み孔から空気を吹き込むと、ゴム栓がキャップに対して正規位置に取り付けられていない場合には、空気の圧力によって前壁が押圧され、ゴム栓がキャップから外れる。一方、ゴム栓がキャップに対して正規位置に取り付けられている場合には、ゴム栓は空気の圧力に耐えて、キャップから外れないようになっている。これにより、空気吹き込み孔に空気を吹き込むという簡易な手法によって、ゴム栓がキャップに対して正規位置に取り付けられたか否かを検査することができる。
【0009】
本発明の実施態様としては以下の態様が好ましい。
前記支持部には検査孔が貫通して形成されており、前記ゴム栓には、前記ゴム栓が前記キャップに対して正規位置に組み付けられた状態で前記検査孔の内部に挿入される検査突起が形成されていることが好ましい。
【0010】
上記の態様によれば、検査孔内に挿入された検査突起によっても、ゴム栓がキャップに対して正規位置に取り付けられたか否かを検査することができるので、ジョイントコネクタの検査工程の精度を向上させることができる。
【0011】
前記リング部には、前記キャップと対向する面に、前記リング部の周方向に延びる複数の内周リップが形成されていることが好ましい。
【0012】
上記の態様によれば、キャップの外周とリング部の内周リップとが密着することにより、キャップとゴム栓とが確実に取り付けられるようになっている。
【0013】
前記導電部材は、前記ハウジングの外部に導出されて、車両の車体に接続される接地部を有することが好ましい。
【0014】
上記の態様によれば、ジョイントコネクタをアースコネクタに適用できる。
【発明の効果】
【0015】
本発明によれば、ゴム栓がキャップに対して正規位置に取り付けられたか否かを検査する工程を簡略化することができる。
【図面の簡単な説明】
【0016】
【図1】図1は本発明に係るジョイントコネクタを示す断面図である。
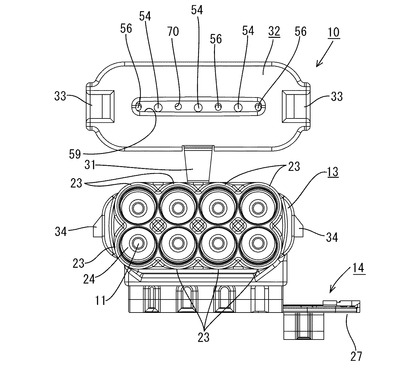
【図2】図2はジョイントコネクタを示す平面図である。
【図3】図3は導電部材を示す斜視図である。
【図4】図4はジョイントコネクタを示す側面図である。
【図5】図5はキャップ部をゴム栓収容部に取り付ける前のジョイントコネクタを示す正面図である。
【図6】図6はゴム栓を示す斜視図である。
【図7】図7はゴム栓を示す正面図である。
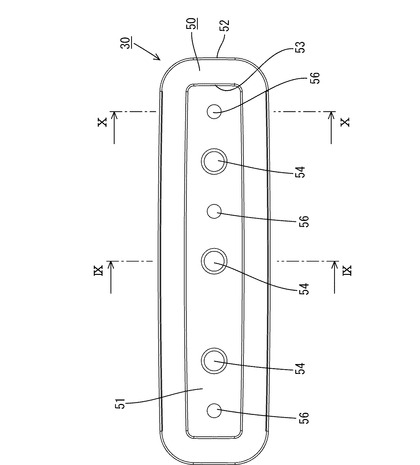
【図8】図8はゴム栓を示す背面図である。
【図9】図9は図8におけるIX−IX線断面図である。
【図10】図10は図8におけるX−X線断面図である。
【図11】図11はハウジングを示す斜視図である。
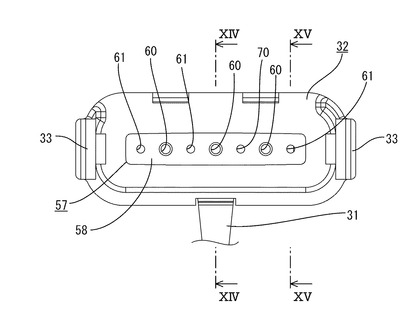
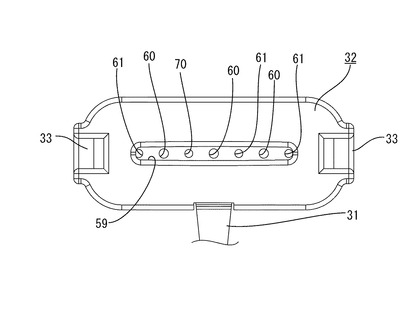
【図12】図12はキャップ部を示す背面図である。
【図13】図13はキャップ部を示す正面図である。
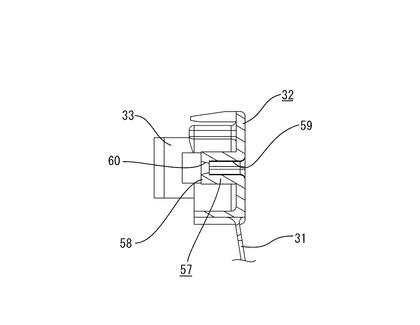
【図14】図14は図12におけるXIV−XIV線断面図である。
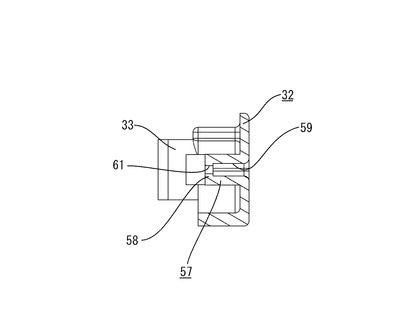
【図15】図15は図12におけるXV−XV線断面図である。
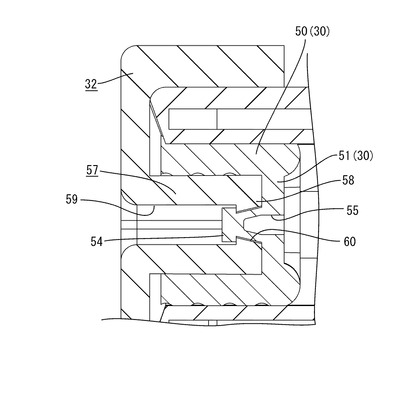
【図16】図16はキャップ部とゴム栓との組み付け構造を示す一部拡大断面図である。
【図17】図17はキャップ部をゴム栓収容部に取り付ける前のジョイントコネクタを示す背面図である。
【発明を実施するための形態】
【0017】
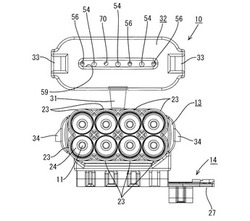
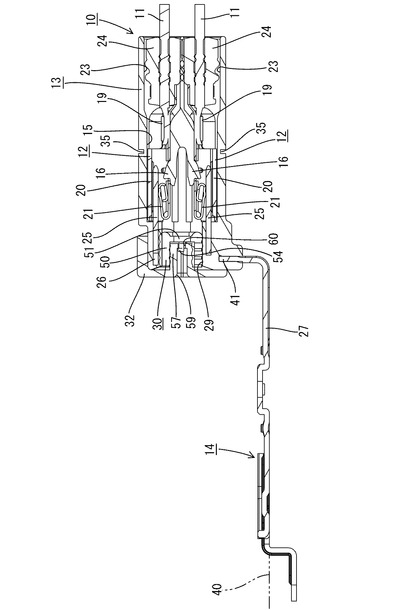
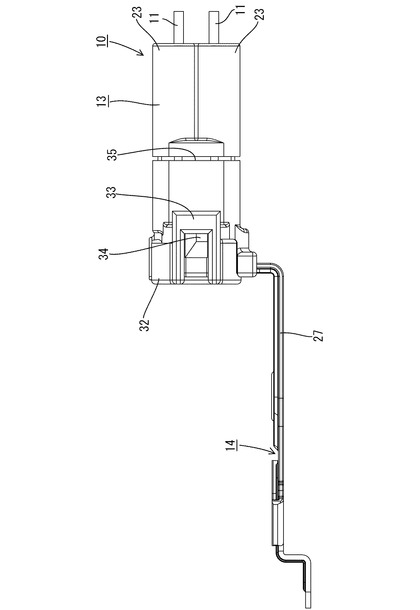
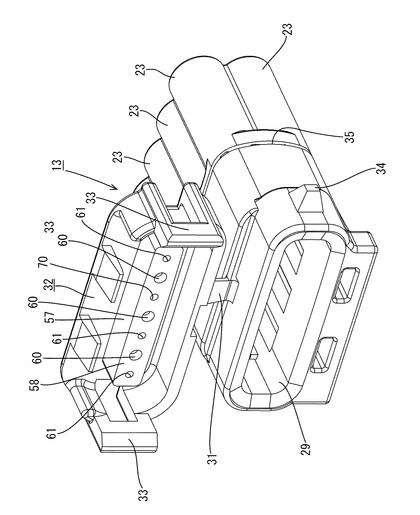
本発明の一実施形態を図1ないし図17を参照して説明する。本実施形態に係るジョイントコネクタ10は、車両(図示せず)の車体40に取り付けられて、複数の電線11を接地する。ジョイントコネクタ10は、複数の電線11の端部に接続された雌端子12(端子)が収容されるハウジング13と、このハウジング13に取り付けられて雌端子12と接続される導電部材14と、を備える。以下の説明では、ハウジング13については図1における左方を前方とし、右方を後方とし、また、上方を上方とし、下方を下方とする。また、図2における上下方向を幅方向とする。
【0018】
(端子収容部15)
図1に示すように、合成樹脂製のハウジング13は、複数の雌端子12を収容する端子収容部15を備える。端子収容部15内には、雌端子12が、上下方向に二段に並ぶと共に、幅方向に4つ並んで収容される。各端子収容部15の内壁には、端子収容部15の内壁から前方に向かってランス16が突出して形成されている。上下に並ぶ一対のランス16は、互いの撓み空間が共用されるように背中合わせに並んでいる。
【0019】
(雌端子12)
雌端子12は、電線11の端部に圧着される圧着部19と、この圧着部19から前方に延びる接続筒部20と、を備える。接続筒部20は筒状をなしている。接続筒部20の内部には弾性接触片21が形成されている。接続筒部20の壁部にランス16が係止することにより、雌端子12が後方へ変位することが規制されるようになっている。
【0020】
端子収容部15の後方(図1における右方)には、防水筒部(第1開口)23が形成されている。防水筒部23は、円筒形状をなしている。防水筒部23は後方(図1における右方)に開口している。防水筒部23の内部には、電線11に外嵌された電線側ゴム栓24が収容されている。電線側ゴム栓24の外周と、防水筒部23の内壁とが密着することにより、電線11とハウジング13との間が液密にシールされる。
【0021】
(導電部材14)
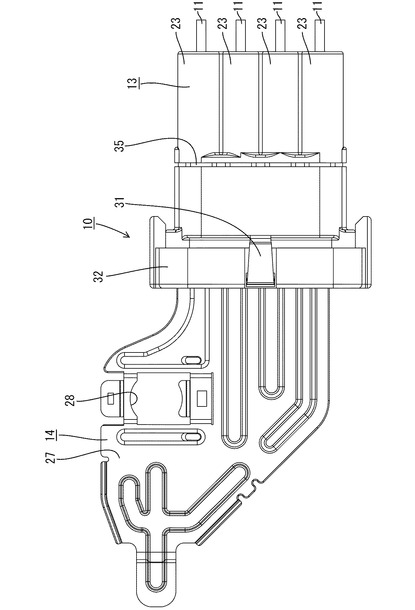
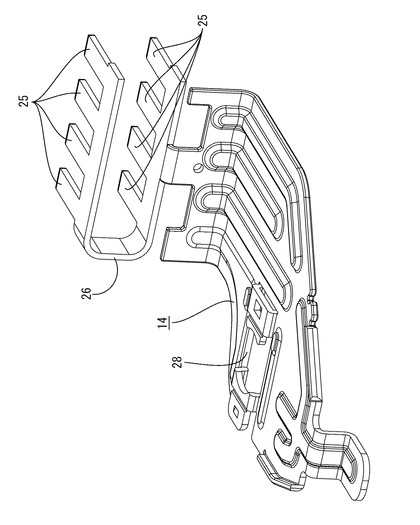
ハウジング13の前端部寄りの位置には、金属板材を所定の形状にプレス加工してなる導電部材14が、ハウジング13にインサート成形されている。導電部材14の後端部は、雌端子12の接続筒部20内に進入して、弾性接触片21と弾性的に接触することにより雌端子12と電気的に接続される雄タブ25(接続部)とされている。
【0022】
図3に示すように、複数の雄タブ25が、略C字状をなす連結部26に、間隔を空けて並んで形成されている。本実施形態においては、連結部26の上段部分に、幅方向に並んで4つ形成されると共に、連結部26の下段部分に、幅方向に並んで4つ形成されている。合計8つの雄タブ25は、連結部26において電気的に接続されている。
【0023】
連結部26の下段部分には、下方へ延びると共にハウジング13の内部に位置してハウジング13内に埋設された埋設部41が形成されている。この埋設部41の下方には、ハウジング13から下方に導出された接地部27が形成されている。接地部27は、ハウジング13から下方に導出された後に略直角に前方(図1における左方)に曲げ加工されている。接地部27には上下方向に貫通するボルト貫通孔28が形成されている。このボルト貫通孔28内に、図示しないボルトが挿通されて、車体40に形成されたねじ孔(図示せず)に螺合されることにより、接地部27が車体40に固定される。
【0024】
(凹溝35)
図2及び図4に示すように、ハウジング13の外壁には、ハウジング13の周方向に沿って、1つの凹溝35が形成されているこの凹溝35は、ハウジング13の周方向の全周に亘って形成されている。図1に示すように、凹溝35の断面形状は四角形状をなしており、角溝とされる。
【0025】
上記のように、凹溝35が形成された部分におけるハウジング13の外壁は、他の部分よりも薄く形成されている。これにより、ハウジング13のうち凹溝35が形成された部分は、他の部分よりも強度的に弱くなっている。これにより、車両の解体時において、電線11をクレーン等により引っ張ることにより、凹溝35においてハウジング13が破断するようになっている。これにより、車体40から、電線11、雌端子12等を容易に取り外すことができるようになっている。
【0026】
(ゴム栓30及びキャップ32)
図1に示すように、ハウジング13には、端子収容部15の前方(図1における左方)に、ゴム栓30収容部(第2開口)29が形成されている。ゴム栓収容部29は前方に開口している。ゴム栓収容部29の内部には、ゴム栓30が後方から収容されるようになっている。即ち、ゴム栓30の、ゴム栓収容部29への取り付け方向の前方は、本実施形態における後方であり、取り付け方向の後方は、本実施形態における前方となっている。以下、ゴム栓30については、取り付け方向を基準に説明する。
【0027】
図1に示すように、ゴム栓収容部29を構成する合成樹脂の内部には、上記した連結部26が埋設されている。換言すると、ゴム栓収容部29は、連結部26によって補強されており、その径方向について変形することが抑制されるようになっている。
【0028】
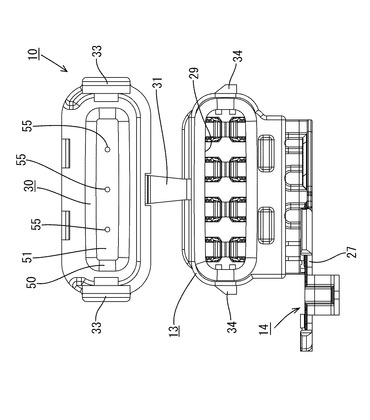
図5に示すように、ゴム栓30は、ハウジング13の上壁のうち、前端部寄りの位置にヒンジ31を介して形成された合成樹脂製のキャップ32に取り付けられている。キャップ32はヒンジ31を介して回動可能になっている。
【0029】
図5に示すように、キャップ32の側壁に形成されたロック部33と、ハウジング13の側壁に形成されたロック受け部34とが弾性的に係合することにより、キャップ32とハウジング13とがロックされるようになっている。
【0030】
図1に示すように、キャップ32とハウジング13とがロックされた状態で、キャップ32に取り付けられたゴム栓30は、ハウジング13のゴム栓収容部29内に収容されるようになっている。ゴム栓収容部29の内壁と、ゴム栓30の外面とが密着することにより、キャップ32とハウジング13とが液密にシールされる。
【0031】
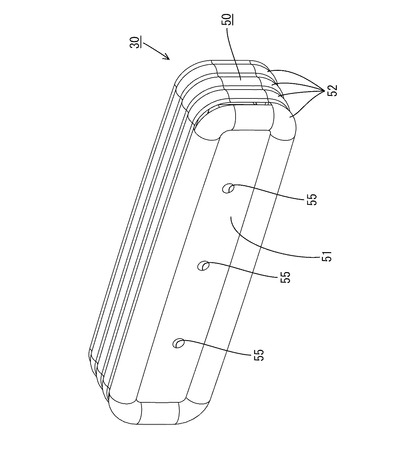
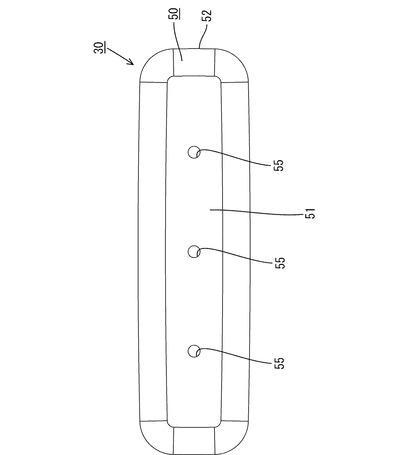
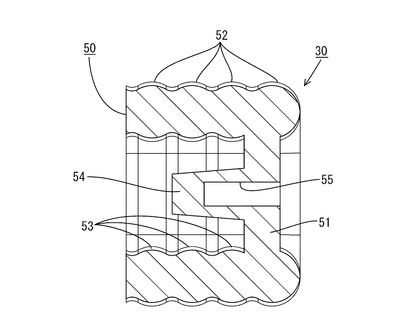
図6ないし図8に示すように、ゴム栓30は、幅方向に細長い扁平な形状をなしている。図9に示すように、ゴム栓30は、環状をなすリング部50と、このリング部50の前端部の少なくとも一部を連結する前壁51(連結壁)と、を備える。本実施形態においては、この前壁51によってリング部50の前端部は塞がれている。リング部50の外周には、リング部50の径方向外方に突出すると共に周方向の全周に亘って外周リップ52が形成されている。この外周リップ52は、前後方向に並んで複数(本実施形態では4つ)並んで形成されている。また、リング部50の内周には、リング部50の径方向内方に突出すると共に周方向の全周に亘って内周リップ53が形成されている。この内周リップ53は、前後方向に複数(本実施形態では3つ)並んで形成されている。
【0032】
図8及び図9に示すように、前壁51の後面には、幅方向に間隔を空けて、複数(本実施形態では3つ)の取り付け突起54が、後方に突出して形成されている。取り付け突起54は、略円錐台形状をなしている。換言すると、取り付け突起54は、基部から先端に向かうに従って、先細り形状に形成されている。取り付け突起54の先端は、前後方向と直交する平面が形成されている。
【0033】
図9に示すように、取り付け突起54の内部には、肉盗み部55が形成されている。この肉盗み部55により、取り付け突起54の内部には中空の部分が形成されている。肉盗み部55は取り付け突起54の先端部には形成されていない。このため、取り付け突起54の先端部は中実となっている。図6及び図7に示すように、肉盗み部55の前端は、前壁51の前面に開口されている。
【0034】
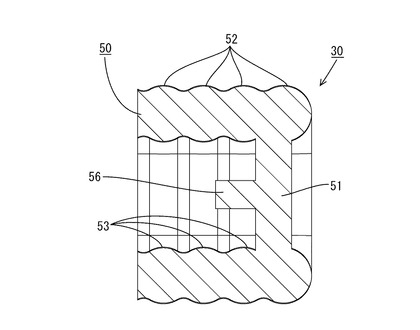
図8及び図10に示すように、前壁51の後面には、幅方向に間隔を空けて、複数(本実施形態では3つ)の検査突起56が形成されている。本実施形態においては、検査突起56は、幅方向の両端部寄りの位置と、図8における中央よりやや右側の位置とに形成されている。
【0035】
図10に示すように、検査突起56は、前壁51の後面から後方に突出して形成されている。検査突起56はほぼ円柱状をなしている。
【0036】
図11及び図12に示すように、キャップ32には、ゴム栓30を固定する固定部57が形成されている。固定部57はキャップ32に一体に形成されており、幅方向に細長い形状をなしている。この固定部57に、ゴム栓30が外嵌されるようになっている。固定部57のうち、ゴム栓30が取り付けられた状態で、ゴム栓30の前壁51と当接する部分は、支持部58とされる。また、図13に示すように、キャップ32には、支持部58が視認可能な窓部59が、幅方向に細長い形状に開口されている。
【0037】
図14に示すように、支持部58には、前後方向に貫通すると共に、取り付け突起54が貫通可能な貫通孔60が形成されている。この貫通孔60の内面は、ゴム栓30側から離間するに従って先細り形状に形成されてる。また、貫通孔60の内径は、取り付け突起54の外径よりも小さく設定されている。
【0038】
図15に示すように、支持部58には、前後方向に貫通すると共に、検査突起56が挿入される検査孔61が形成されている。検査孔61の断面形状は円形状をなしている。検査孔61の内径寸法は、検査突起56の外径寸法と同じか、やや大きく設定されている。
【0039】
図13に示すように、支持部58には、複数(本実施形態においては3つ)の貫通孔60が、幅方向に間隔を空けて並んで形成されている。また、支持部58(固定部57)には、複数(本実施形態においては3つ)の検査孔61が幅方向に間隔を空けて並んで形成されている。検査孔61は、幅方向の両端部寄りの位置と、図13における中央からやや右側の位置に形成されている。支持部58には、図13における中央よりやや左側の位置に、空気を吹き込むための空気吹き込み孔70が、支持部58を貫通して形成されている。空気吹き込み孔70の前壁51側の開口は、ゴム栓30の前壁51によって塞がれている。空気吹き込み孔70の形状は検査孔61と同形状となっている。
【0040】
図16に示すように、キャップ32にゴム栓30が取り付けられた状態では、取り付け突起54は貫通孔60内に貫通された状態になっている。取り付け突起54の先端部は貫通孔60を貫通して支持部58の後方に突出している。取り付け突起54の先端部は中実に形成されているので、貫通孔60の孔縁に後方から当接するようになっている。これにより、ゴム栓30が前方に抜け止めされるようになっている。
【0041】
取り付け突起54のうち、キャップ32にゴム栓30が取り付けられた状態で、少なくとも貫通孔60内に位置する領域には、肉盗み部55が形成されている。取り付け突起54の外面が、貫通孔60の内面に押圧されることにより、肉盗み部55が形成された部分が狭められるようになっている。
【0042】
外周リップ52は、ゴム栓30収容部の内面と密着することにより、キャップ32とゴム栓30収容部との間を液密にシールするようになっている。また、内周リップ53が、キャップ32の固定部57と密着することにより、ゴム栓30と、キャップ32とが強固に固定されるようになっている。また、ゴム栓30とキャップ32との間が液密にシールされるようになっている。
【0043】
図17に示すように、ゴム栓30がキャップ32に取り付けられた状態で、窓部59からは、支持部58が視認可能になっている。この支持部58に形成された貫通孔60からは、取り付け突起54の先端が突出している。また、支持部58に形成された検査孔61からは、検査突起56の先端が突出している。
【0044】
(組み付け工程)
続いて、本実施形態に係るジョイントコネクタ10の組み付け工程の一例について説明する。組み付け工程は、本実施形態に限定されない。電線11の端部に接続された雌端子12を、ハウジング13の後方に開口する防水筒部23から端子収容部15内に収容する。すると、ランス16が雌端子12の接続筒部20と当接して弾性変形する。雌端子12を更に前方に押し込むと、ランス16が復帰変形し、ランス16が接続筒部20と係止する。これにより雌端子12の後方への抜け止めが図られる。
【0045】
雌端子12がランス16に係止されて正規位置に保持された状態で、ハウジング13にインサート成形された雄タブ25は、雌端子12の弾性接触片21と弾性的に接触することにより、雌端子12と電気的に接続される。
【0046】
全ての雌端子12をハウジング13に取り付けた後、ゴム栓収容部29から、目視により、又は治具を用いて、ランスが初期位置に復帰することを確認する。これにより、雌端子12が正規位置に挿入されていることを確認する。その後、ゴム栓30が取り付けられたキャップ32をハウジング13に組み付ける。これにより、ゴム栓収容部29が液密にシールされる。続いて、接地部27のボルト貫通孔28内にボルトを貫通させ、車体40に固定する。これにより、電線11、雌端子12、雄タブ25、連結部26、及び接地部27が、車体40に接地される。
【0047】
(本実施形態の作用、効果)
続いて、本実施形態の作用、効果について説明する。本実施形態によれば、空気吹き込み孔70の前壁51側の開口は前壁51によって塞がれている。この空気吹き込み孔70から空気を吹き込むと、ゴム栓30がキャップ32に対して正規位置に取り付けられていない場合には、空気の圧力によって前壁51が押圧され、ゴム栓30がキャップ32から外れる。一方、ゴム栓30がキャップ32に対して正規位置に取り付けられている場合には、ゴム栓30は空気の圧力に耐えて、キャップ32から外れないようになっている。これにより、空気吹き込み孔70に空気を吹き込むという簡易な手法によって、ゴム栓30がキャップ32に対して正規位置に取り付けられたか否かを検査することができる。
【0048】
また、本実施形態によれば、支持部58には検査孔61が貫通して形成されており、ゴム栓30には、ゴム栓30がキャップ32に対して正規位置に組み付けられた状態で検査孔61の内部に挿入される検査突起56が形成されている。これにより、検査孔61内に挿入された検査突起56によっても、ゴム栓30がキャップ32に対して正規位置に取り付けられたか否かを検査することができるので、ジョイントコネクタ10の検査工程の精度を向上させることができる。
【0049】
また、本実施形態によれば、リング部50には、キャップ32と対向する面に、リング部50の周方向に延びる複数の内周リップ53が形成されている。これにより、キャップ32の外周とリング部50の内周リップ53とが密着することにより、キャップ32とゴム栓30とが確実に取り付けられるようになっている。
【0050】
また、本実施形態によれば、導電部材14は、ハウジング13の外部に導出されて、車両の車体40に接続される接地部27を有する。これにより、複数の電線11が車体40に接地される。このように、本実施形態に係るジョイントコネクタ10をアースコネクタとして使用できる。
【0051】
また、本実施形態によれば、ハウジング13には、雌端子12を収容する端子収容部15が形成されており、端子収容部15には雌端子12と係止するランス16が形成されており、雄タブ25は端子収容部15内に配されている。このように本実施形態によれば、1つのハウジング13に、雌端子12と雄タブ25とを配することができるので、例えば、互いに嵌合可能な雌ハウジングと雄ハウジングを有するコネクタにおいて、雌ハウジングに雌端子12を配し、雄ハウジングに雄タブ25を配する場合に比べて、部品点数を削減することができる。
【0052】
<他の実施形態>
本発明は上記記述及び図面によって説明した実施形態に限定されるものではなく、例えば次のような実施形態も本発明の技術的範囲に含まれる。
(1)本実施形態においては、8つの電線11に接続された雌端子12を接地する構成としたが、これに限られず、2つ〜7つ、又は9つ以上の電線11に接続された雌端子12を接地する構成としてもよい。
【0053】
(2)本実施形態においては、ハウジング13には雌端子12を収容する端子収容部15が形成される構成としたが、これに限られず、ハウジング13は、雌端子12が保持される雌ハウジングと、雌ハウジングが嵌合されるフード部を備えた雄ハウジングと、を備え、雄ハウジングには導電部材14が合成樹脂によってインサート成形される構成としてもよい。
【0054】
(3)電線11に雄端子を接続し、導電部材14に雌端子12を設ける構成としてもよい。
【0055】
(4)検査突起56及び検査孔61は省略してもよい。
【0056】
(5)内周リップ53は省略してもよい。
【0057】
(6)空気吹き込み孔70は、必要に応じて、キャップ32の任意の位置に形成することができる。また、空気吹き込み孔70の形状は、検査孔61と異なる形状としてもよい。
【符号の説明】
【0058】
10…ジョイントコネクタ
11…電線
12…雌端子(端子)
13…ハウジング
14…導電部材
23…防水筒部(第1開口)
25…雄タブ(接続部)
27…接地部
29…ゴム栓収容部(第2開口)
30…ゴム栓
32…キャップ
40…車体
50…リング部
51…前壁
53…内周リップ
56…検査突起
58…支持部
61…検査孔
70…空気吹き込み孔
【技術分野】
【0001】
本発明は、ジョイントコネクタに関する。
【背景技術】
【0002】
従来、ジョイントコネクタとして、特許文献1に記載のものが知られている。このジョイントコネクタは、複数の電線の端部に接続された複数の端子と、この端子が収容されるハウジングと、を備える。ハウジングには、端子が挿入される第1開口と、この第1開口と反対側に開口する第2開口が形成されている。また、ハウジングには、複数の端子とそれぞれ接続される複数の接続部を有する導電部材が配されている。各端子と、各接続部とが接続されることにより、複数の電線に接続された複数の端子が、電気的に接続される。
【0003】
また、従来技術に係るジョイントコネクタにおいては、第2開口に防水栓が挿入されることにより、ジョイントコネクタの防水が図られるようになっている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2010−40263号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記の防水栓を、環状をなすゴムリングをキャップに外嵌させることにより形成する場合がある。この場合、ゴムリングがキャップに対して正規位置に組み付けられたか否かを検査するには、ゴムリングとキャップとのシール部分若しくはその近傍を目視により、又は画像解析によって確認していた。このため、ジョイントコネクタの検査工数が多くなり、製造コストの上昇を招いていた。
【0006】
本発明は上記のような事情に基づいて完成されたものであって、検査工程が簡素化されたジョイントコネクタを提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明は、複数の電線に接続された複数の端子同士を電気的に接続するジョイントコネクタであって、前記端子が挿入される第1開口、及び前記第1開口とは反対の向きに開口する第2開口が形成されたハウジングと、前記ハウジングに配されており、前記第1開口から挿入される複数の前記端子とそれぞれ接続される複数の接続部を有する導電部材と、前記端子が前記接続部と接続された後、前記第2開口に取り付けられるキャップと、前記キャップに取り付けられて前記第2開口の内面と密着するゴム栓と、を備え、前記ゴム栓は、環状をなすリング部と、前記リング部の端部のうち、前記第2開口への取り付け方向の前端部を塞ぐ前壁と、を備え、前記キャップは、前記前壁を後方から支持する支持部を備え、前記支持部には、前記取り付け方向の前後方向に貫通された空気吹き込み孔が形成されており、前記空気吹き込み孔の前記前壁側の開口は前記前壁で塞がれている。
【0008】
本発明によれば、空気吹き込み孔の前壁側の開口は前壁によって塞がれている。この空気吹き込み孔から空気を吹き込むと、ゴム栓がキャップに対して正規位置に取り付けられていない場合には、空気の圧力によって前壁が押圧され、ゴム栓がキャップから外れる。一方、ゴム栓がキャップに対して正規位置に取り付けられている場合には、ゴム栓は空気の圧力に耐えて、キャップから外れないようになっている。これにより、空気吹き込み孔に空気を吹き込むという簡易な手法によって、ゴム栓がキャップに対して正規位置に取り付けられたか否かを検査することができる。
【0009】
本発明の実施態様としては以下の態様が好ましい。
前記支持部には検査孔が貫通して形成されており、前記ゴム栓には、前記ゴム栓が前記キャップに対して正規位置に組み付けられた状態で前記検査孔の内部に挿入される検査突起が形成されていることが好ましい。
【0010】
上記の態様によれば、検査孔内に挿入された検査突起によっても、ゴム栓がキャップに対して正規位置に取り付けられたか否かを検査することができるので、ジョイントコネクタの検査工程の精度を向上させることができる。
【0011】
前記リング部には、前記キャップと対向する面に、前記リング部の周方向に延びる複数の内周リップが形成されていることが好ましい。
【0012】
上記の態様によれば、キャップの外周とリング部の内周リップとが密着することにより、キャップとゴム栓とが確実に取り付けられるようになっている。
【0013】
前記導電部材は、前記ハウジングの外部に導出されて、車両の車体に接続される接地部を有することが好ましい。
【0014】
上記の態様によれば、ジョイントコネクタをアースコネクタに適用できる。
【発明の効果】
【0015】
本発明によれば、ゴム栓がキャップに対して正規位置に取り付けられたか否かを検査する工程を簡略化することができる。
【図面の簡単な説明】
【0016】
【図1】図1は本発明に係るジョイントコネクタを示す断面図である。
【図2】図2はジョイントコネクタを示す平面図である。
【図3】図3は導電部材を示す斜視図である。
【図4】図4はジョイントコネクタを示す側面図である。
【図5】図5はキャップ部をゴム栓収容部に取り付ける前のジョイントコネクタを示す正面図である。
【図6】図6はゴム栓を示す斜視図である。
【図7】図7はゴム栓を示す正面図である。
【図8】図8はゴム栓を示す背面図である。
【図9】図9は図8におけるIX−IX線断面図である。
【図10】図10は図8におけるX−X線断面図である。
【図11】図11はハウジングを示す斜視図である。
【図12】図12はキャップ部を示す背面図である。
【図13】図13はキャップ部を示す正面図である。
【図14】図14は図12におけるXIV−XIV線断面図である。
【図15】図15は図12におけるXV−XV線断面図である。
【図16】図16はキャップ部とゴム栓との組み付け構造を示す一部拡大断面図である。
【図17】図17はキャップ部をゴム栓収容部に取り付ける前のジョイントコネクタを示す背面図である。
【発明を実施するための形態】
【0017】
本発明の一実施形態を図1ないし図17を参照して説明する。本実施形態に係るジョイントコネクタ10は、車両(図示せず)の車体40に取り付けられて、複数の電線11を接地する。ジョイントコネクタ10は、複数の電線11の端部に接続された雌端子12(端子)が収容されるハウジング13と、このハウジング13に取り付けられて雌端子12と接続される導電部材14と、を備える。以下の説明では、ハウジング13については図1における左方を前方とし、右方を後方とし、また、上方を上方とし、下方を下方とする。また、図2における上下方向を幅方向とする。
【0018】
(端子収容部15)
図1に示すように、合成樹脂製のハウジング13は、複数の雌端子12を収容する端子収容部15を備える。端子収容部15内には、雌端子12が、上下方向に二段に並ぶと共に、幅方向に4つ並んで収容される。各端子収容部15の内壁には、端子収容部15の内壁から前方に向かってランス16が突出して形成されている。上下に並ぶ一対のランス16は、互いの撓み空間が共用されるように背中合わせに並んでいる。
【0019】
(雌端子12)
雌端子12は、電線11の端部に圧着される圧着部19と、この圧着部19から前方に延びる接続筒部20と、を備える。接続筒部20は筒状をなしている。接続筒部20の内部には弾性接触片21が形成されている。接続筒部20の壁部にランス16が係止することにより、雌端子12が後方へ変位することが規制されるようになっている。
【0020】
端子収容部15の後方(図1における右方)には、防水筒部(第1開口)23が形成されている。防水筒部23は、円筒形状をなしている。防水筒部23は後方(図1における右方)に開口している。防水筒部23の内部には、電線11に外嵌された電線側ゴム栓24が収容されている。電線側ゴム栓24の外周と、防水筒部23の内壁とが密着することにより、電線11とハウジング13との間が液密にシールされる。
【0021】
(導電部材14)
ハウジング13の前端部寄りの位置には、金属板材を所定の形状にプレス加工してなる導電部材14が、ハウジング13にインサート成形されている。導電部材14の後端部は、雌端子12の接続筒部20内に進入して、弾性接触片21と弾性的に接触することにより雌端子12と電気的に接続される雄タブ25(接続部)とされている。
【0022】
図3に示すように、複数の雄タブ25が、略C字状をなす連結部26に、間隔を空けて並んで形成されている。本実施形態においては、連結部26の上段部分に、幅方向に並んで4つ形成されると共に、連結部26の下段部分に、幅方向に並んで4つ形成されている。合計8つの雄タブ25は、連結部26において電気的に接続されている。
【0023】
連結部26の下段部分には、下方へ延びると共にハウジング13の内部に位置してハウジング13内に埋設された埋設部41が形成されている。この埋設部41の下方には、ハウジング13から下方に導出された接地部27が形成されている。接地部27は、ハウジング13から下方に導出された後に略直角に前方(図1における左方)に曲げ加工されている。接地部27には上下方向に貫通するボルト貫通孔28が形成されている。このボルト貫通孔28内に、図示しないボルトが挿通されて、車体40に形成されたねじ孔(図示せず)に螺合されることにより、接地部27が車体40に固定される。
【0024】
(凹溝35)
図2及び図4に示すように、ハウジング13の外壁には、ハウジング13の周方向に沿って、1つの凹溝35が形成されているこの凹溝35は、ハウジング13の周方向の全周に亘って形成されている。図1に示すように、凹溝35の断面形状は四角形状をなしており、角溝とされる。
【0025】
上記のように、凹溝35が形成された部分におけるハウジング13の外壁は、他の部分よりも薄く形成されている。これにより、ハウジング13のうち凹溝35が形成された部分は、他の部分よりも強度的に弱くなっている。これにより、車両の解体時において、電線11をクレーン等により引っ張ることにより、凹溝35においてハウジング13が破断するようになっている。これにより、車体40から、電線11、雌端子12等を容易に取り外すことができるようになっている。
【0026】
(ゴム栓30及びキャップ32)
図1に示すように、ハウジング13には、端子収容部15の前方(図1における左方)に、ゴム栓30収容部(第2開口)29が形成されている。ゴム栓収容部29は前方に開口している。ゴム栓収容部29の内部には、ゴム栓30が後方から収容されるようになっている。即ち、ゴム栓30の、ゴム栓収容部29への取り付け方向の前方は、本実施形態における後方であり、取り付け方向の後方は、本実施形態における前方となっている。以下、ゴム栓30については、取り付け方向を基準に説明する。
【0027】
図1に示すように、ゴム栓収容部29を構成する合成樹脂の内部には、上記した連結部26が埋設されている。換言すると、ゴム栓収容部29は、連結部26によって補強されており、その径方向について変形することが抑制されるようになっている。
【0028】
図5に示すように、ゴム栓30は、ハウジング13の上壁のうち、前端部寄りの位置にヒンジ31を介して形成された合成樹脂製のキャップ32に取り付けられている。キャップ32はヒンジ31を介して回動可能になっている。
【0029】
図5に示すように、キャップ32の側壁に形成されたロック部33と、ハウジング13の側壁に形成されたロック受け部34とが弾性的に係合することにより、キャップ32とハウジング13とがロックされるようになっている。
【0030】
図1に示すように、キャップ32とハウジング13とがロックされた状態で、キャップ32に取り付けられたゴム栓30は、ハウジング13のゴム栓収容部29内に収容されるようになっている。ゴム栓収容部29の内壁と、ゴム栓30の外面とが密着することにより、キャップ32とハウジング13とが液密にシールされる。
【0031】
図6ないし図8に示すように、ゴム栓30は、幅方向に細長い扁平な形状をなしている。図9に示すように、ゴム栓30は、環状をなすリング部50と、このリング部50の前端部の少なくとも一部を連結する前壁51(連結壁)と、を備える。本実施形態においては、この前壁51によってリング部50の前端部は塞がれている。リング部50の外周には、リング部50の径方向外方に突出すると共に周方向の全周に亘って外周リップ52が形成されている。この外周リップ52は、前後方向に並んで複数(本実施形態では4つ)並んで形成されている。また、リング部50の内周には、リング部50の径方向内方に突出すると共に周方向の全周に亘って内周リップ53が形成されている。この内周リップ53は、前後方向に複数(本実施形態では3つ)並んで形成されている。
【0032】
図8及び図9に示すように、前壁51の後面には、幅方向に間隔を空けて、複数(本実施形態では3つ)の取り付け突起54が、後方に突出して形成されている。取り付け突起54は、略円錐台形状をなしている。換言すると、取り付け突起54は、基部から先端に向かうに従って、先細り形状に形成されている。取り付け突起54の先端は、前後方向と直交する平面が形成されている。
【0033】
図9に示すように、取り付け突起54の内部には、肉盗み部55が形成されている。この肉盗み部55により、取り付け突起54の内部には中空の部分が形成されている。肉盗み部55は取り付け突起54の先端部には形成されていない。このため、取り付け突起54の先端部は中実となっている。図6及び図7に示すように、肉盗み部55の前端は、前壁51の前面に開口されている。
【0034】
図8及び図10に示すように、前壁51の後面には、幅方向に間隔を空けて、複数(本実施形態では3つ)の検査突起56が形成されている。本実施形態においては、検査突起56は、幅方向の両端部寄りの位置と、図8における中央よりやや右側の位置とに形成されている。
【0035】
図10に示すように、検査突起56は、前壁51の後面から後方に突出して形成されている。検査突起56はほぼ円柱状をなしている。
【0036】
図11及び図12に示すように、キャップ32には、ゴム栓30を固定する固定部57が形成されている。固定部57はキャップ32に一体に形成されており、幅方向に細長い形状をなしている。この固定部57に、ゴム栓30が外嵌されるようになっている。固定部57のうち、ゴム栓30が取り付けられた状態で、ゴム栓30の前壁51と当接する部分は、支持部58とされる。また、図13に示すように、キャップ32には、支持部58が視認可能な窓部59が、幅方向に細長い形状に開口されている。
【0037】
図14に示すように、支持部58には、前後方向に貫通すると共に、取り付け突起54が貫通可能な貫通孔60が形成されている。この貫通孔60の内面は、ゴム栓30側から離間するに従って先細り形状に形成されてる。また、貫通孔60の内径は、取り付け突起54の外径よりも小さく設定されている。
【0038】
図15に示すように、支持部58には、前後方向に貫通すると共に、検査突起56が挿入される検査孔61が形成されている。検査孔61の断面形状は円形状をなしている。検査孔61の内径寸法は、検査突起56の外径寸法と同じか、やや大きく設定されている。
【0039】
図13に示すように、支持部58には、複数(本実施形態においては3つ)の貫通孔60が、幅方向に間隔を空けて並んで形成されている。また、支持部58(固定部57)には、複数(本実施形態においては3つ)の検査孔61が幅方向に間隔を空けて並んで形成されている。検査孔61は、幅方向の両端部寄りの位置と、図13における中央からやや右側の位置に形成されている。支持部58には、図13における中央よりやや左側の位置に、空気を吹き込むための空気吹き込み孔70が、支持部58を貫通して形成されている。空気吹き込み孔70の前壁51側の開口は、ゴム栓30の前壁51によって塞がれている。空気吹き込み孔70の形状は検査孔61と同形状となっている。
【0040】
図16に示すように、キャップ32にゴム栓30が取り付けられた状態では、取り付け突起54は貫通孔60内に貫通された状態になっている。取り付け突起54の先端部は貫通孔60を貫通して支持部58の後方に突出している。取り付け突起54の先端部は中実に形成されているので、貫通孔60の孔縁に後方から当接するようになっている。これにより、ゴム栓30が前方に抜け止めされるようになっている。
【0041】
取り付け突起54のうち、キャップ32にゴム栓30が取り付けられた状態で、少なくとも貫通孔60内に位置する領域には、肉盗み部55が形成されている。取り付け突起54の外面が、貫通孔60の内面に押圧されることにより、肉盗み部55が形成された部分が狭められるようになっている。
【0042】
外周リップ52は、ゴム栓30収容部の内面と密着することにより、キャップ32とゴム栓30収容部との間を液密にシールするようになっている。また、内周リップ53が、キャップ32の固定部57と密着することにより、ゴム栓30と、キャップ32とが強固に固定されるようになっている。また、ゴム栓30とキャップ32との間が液密にシールされるようになっている。
【0043】
図17に示すように、ゴム栓30がキャップ32に取り付けられた状態で、窓部59からは、支持部58が視認可能になっている。この支持部58に形成された貫通孔60からは、取り付け突起54の先端が突出している。また、支持部58に形成された検査孔61からは、検査突起56の先端が突出している。
【0044】
(組み付け工程)
続いて、本実施形態に係るジョイントコネクタ10の組み付け工程の一例について説明する。組み付け工程は、本実施形態に限定されない。電線11の端部に接続された雌端子12を、ハウジング13の後方に開口する防水筒部23から端子収容部15内に収容する。すると、ランス16が雌端子12の接続筒部20と当接して弾性変形する。雌端子12を更に前方に押し込むと、ランス16が復帰変形し、ランス16が接続筒部20と係止する。これにより雌端子12の後方への抜け止めが図られる。
【0045】
雌端子12がランス16に係止されて正規位置に保持された状態で、ハウジング13にインサート成形された雄タブ25は、雌端子12の弾性接触片21と弾性的に接触することにより、雌端子12と電気的に接続される。
【0046】
全ての雌端子12をハウジング13に取り付けた後、ゴム栓収容部29から、目視により、又は治具を用いて、ランスが初期位置に復帰することを確認する。これにより、雌端子12が正規位置に挿入されていることを確認する。その後、ゴム栓30が取り付けられたキャップ32をハウジング13に組み付ける。これにより、ゴム栓収容部29が液密にシールされる。続いて、接地部27のボルト貫通孔28内にボルトを貫通させ、車体40に固定する。これにより、電線11、雌端子12、雄タブ25、連結部26、及び接地部27が、車体40に接地される。
【0047】
(本実施形態の作用、効果)
続いて、本実施形態の作用、効果について説明する。本実施形態によれば、空気吹き込み孔70の前壁51側の開口は前壁51によって塞がれている。この空気吹き込み孔70から空気を吹き込むと、ゴム栓30がキャップ32に対して正規位置に取り付けられていない場合には、空気の圧力によって前壁51が押圧され、ゴム栓30がキャップ32から外れる。一方、ゴム栓30がキャップ32に対して正規位置に取り付けられている場合には、ゴム栓30は空気の圧力に耐えて、キャップ32から外れないようになっている。これにより、空気吹き込み孔70に空気を吹き込むという簡易な手法によって、ゴム栓30がキャップ32に対して正規位置に取り付けられたか否かを検査することができる。
【0048】
また、本実施形態によれば、支持部58には検査孔61が貫通して形成されており、ゴム栓30には、ゴム栓30がキャップ32に対して正規位置に組み付けられた状態で検査孔61の内部に挿入される検査突起56が形成されている。これにより、検査孔61内に挿入された検査突起56によっても、ゴム栓30がキャップ32に対して正規位置に取り付けられたか否かを検査することができるので、ジョイントコネクタ10の検査工程の精度を向上させることができる。
【0049】
また、本実施形態によれば、リング部50には、キャップ32と対向する面に、リング部50の周方向に延びる複数の内周リップ53が形成されている。これにより、キャップ32の外周とリング部50の内周リップ53とが密着することにより、キャップ32とゴム栓30とが確実に取り付けられるようになっている。
【0050】
また、本実施形態によれば、導電部材14は、ハウジング13の外部に導出されて、車両の車体40に接続される接地部27を有する。これにより、複数の電線11が車体40に接地される。このように、本実施形態に係るジョイントコネクタ10をアースコネクタとして使用できる。
【0051】
また、本実施形態によれば、ハウジング13には、雌端子12を収容する端子収容部15が形成されており、端子収容部15には雌端子12と係止するランス16が形成されており、雄タブ25は端子収容部15内に配されている。このように本実施形態によれば、1つのハウジング13に、雌端子12と雄タブ25とを配することができるので、例えば、互いに嵌合可能な雌ハウジングと雄ハウジングを有するコネクタにおいて、雌ハウジングに雌端子12を配し、雄ハウジングに雄タブ25を配する場合に比べて、部品点数を削減することができる。
【0052】
<他の実施形態>
本発明は上記記述及び図面によって説明した実施形態に限定されるものではなく、例えば次のような実施形態も本発明の技術的範囲に含まれる。
(1)本実施形態においては、8つの電線11に接続された雌端子12を接地する構成としたが、これに限られず、2つ〜7つ、又は9つ以上の電線11に接続された雌端子12を接地する構成としてもよい。
【0053】
(2)本実施形態においては、ハウジング13には雌端子12を収容する端子収容部15が形成される構成としたが、これに限られず、ハウジング13は、雌端子12が保持される雌ハウジングと、雌ハウジングが嵌合されるフード部を備えた雄ハウジングと、を備え、雄ハウジングには導電部材14が合成樹脂によってインサート成形される構成としてもよい。
【0054】
(3)電線11に雄端子を接続し、導電部材14に雌端子12を設ける構成としてもよい。
【0055】
(4)検査突起56及び検査孔61は省略してもよい。
【0056】
(5)内周リップ53は省略してもよい。
【0057】
(6)空気吹き込み孔70は、必要に応じて、キャップ32の任意の位置に形成することができる。また、空気吹き込み孔70の形状は、検査孔61と異なる形状としてもよい。
【符号の説明】
【0058】
10…ジョイントコネクタ
11…電線
12…雌端子(端子)
13…ハウジング
14…導電部材
23…防水筒部(第1開口)
25…雄タブ(接続部)
27…接地部
29…ゴム栓収容部(第2開口)
30…ゴム栓
32…キャップ
40…車体
50…リング部
51…前壁
53…内周リップ
56…検査突起
58…支持部
61…検査孔
70…空気吹き込み孔
【特許請求の範囲】
【請求項1】
複数の電線に接続された複数の端子同士を電気的に接続するジョイントコネクタであって、
前記端子が挿入される第1開口、及び前記第1開口とは反対の向きに開口する第2開口が形成されたハウジングと、
前記ハウジングに配されており、前記第1開口から挿入される複数の前記端子とそれぞれ接続される複数の接続部を有する導電部材と、
前記端子が前記接続部と接続された後、前記第2開口に取り付けられるキャップと、
前記キャップに取り付けられて前記第2開口の内面と密着するゴム栓と、を備え、
前記ゴム栓は、環状をなすリング部と、前記リング部の端部のうち、前記第2開口への取り付け方向の前端部を塞ぐ前壁と、を備え、
前記キャップは、前記前壁を後方から支持する支持部を備え、前記支持部には、前記取り付け方向の前後方向に貫通された空気吹き込み孔が形成されており、前記空気吹き込み孔の前記前壁側の開口は前記前壁で塞がれているジョイントコネクタ。
【請求項2】
前記支持部には検査孔が貫通して形成されており、
前記ゴム栓には、前記ゴム栓が前記キャップに対して正規位置に組み付けられた状態で前記検査孔の内部に挿入される検査突起が形成されている請求項1に記載のジョイントコネクタ。
【請求項3】
前記リング部には、前記キャップと対向する面に、前記リング部の周方向に延びる複数の内周リップが形成されている請求項1または請求項2に記載のジョイントコネクタ。
【請求項4】
前記導電部材は、前記ハウジングの外部に導出されて、車両の車体に接続される接地部を有する請求項1ないし請求項3のいずれか一項に記載のジョイントコネクタ。
【請求項1】
複数の電線に接続された複数の端子同士を電気的に接続するジョイントコネクタであって、
前記端子が挿入される第1開口、及び前記第1開口とは反対の向きに開口する第2開口が形成されたハウジングと、
前記ハウジングに配されており、前記第1開口から挿入される複数の前記端子とそれぞれ接続される複数の接続部を有する導電部材と、
前記端子が前記接続部と接続された後、前記第2開口に取り付けられるキャップと、
前記キャップに取り付けられて前記第2開口の内面と密着するゴム栓と、を備え、
前記ゴム栓は、環状をなすリング部と、前記リング部の端部のうち、前記第2開口への取り付け方向の前端部を塞ぐ前壁と、を備え、
前記キャップは、前記前壁を後方から支持する支持部を備え、前記支持部には、前記取り付け方向の前後方向に貫通された空気吹き込み孔が形成されており、前記空気吹き込み孔の前記前壁側の開口は前記前壁で塞がれているジョイントコネクタ。
【請求項2】
前記支持部には検査孔が貫通して形成されており、
前記ゴム栓には、前記ゴム栓が前記キャップに対して正規位置に組み付けられた状態で前記検査孔の内部に挿入される検査突起が形成されている請求項1に記載のジョイントコネクタ。
【請求項3】
前記リング部には、前記キャップと対向する面に、前記リング部の周方向に延びる複数の内周リップが形成されている請求項1または請求項2に記載のジョイントコネクタ。
【請求項4】
前記導電部材は、前記ハウジングの外部に導出されて、車両の車体に接続される接地部を有する請求項1ないし請求項3のいずれか一項に記載のジョイントコネクタ。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【公開番号】特開2013−80670(P2013−80670A)
【公開日】平成25年5月2日(2013.5.2)
【国際特許分類】
【出願番号】特願2011−221156(P2011−221156)
【出願日】平成23年10月5日(2011.10.5)
【出願人】(395011665)株式会社オートネットワーク技術研究所 (2,668)
【出願人】(000183406)住友電装株式会社 (6,135)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【Fターム(参考)】
【公開日】平成25年5月2日(2013.5.2)
【国際特許分類】
【出願日】平成23年10月5日(2011.10.5)
【出願人】(395011665)株式会社オートネットワーク技術研究所 (2,668)
【出願人】(000183406)住友電装株式会社 (6,135)
【出願人】(000002130)住友電気工業株式会社 (12,747)
【Fターム(参考)】
[ Back to top ]