
ジルコニア系グリーンシート、ジルコニア系シートおよびその製法
【課題】 優れた破壊靱性を有する他、曲げ強度のワイブル係数が10以上である緻密で強度ムラの少ない安定した品質のジルコニア系シートを提供し、且つその様なジルコニア系シートの前駆体となる緻密質で内部空孔欠陥の少ないグリーンシートとその製法を提供すること。
【解決手段】 ジルコニア系粉末とバインダーを含み、ドクターブレード法により成形されるジルコニア系グリーンシートであって、水銀圧入法で測定される当該グリーンシート中の細孔の平均径が0.01〜0.08μmであり、且つ全細孔容積が0.01〜0.05mL/gである、緻密質で内部空孔欠陥の少ないジルコニア系シートの前駆体となるグリーンシートとその製法を開示し、更にはこれを焼成してなるジルコニア系シートを開示する。
【解決手段】 ジルコニア系粉末とバインダーを含み、ドクターブレード法により成形されるジルコニア系グリーンシートであって、水銀圧入法で測定される当該グリーンシート中の細孔の平均径が0.01〜0.08μmであり、且つ全細孔容積が0.01〜0.05mL/gである、緻密質で内部空孔欠陥の少ないジルコニア系シートの前駆体となるグリーンシートとその製法を開示し、更にはこれを焼成してなるジルコニア系シートを開示する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ジルコニア系グリーンシートとジルコニア系シートおよびその製法に関し、より詳細には、理論密度に対して98%以上の密度を有する緻密質体で、燃料電池やセンサーなどに用いる固体電解質膜として有用なジルコニア系シートと、それを得るための前駆体であるジルコニア系グリーンシートおよびその製法に関するものである。
【背景技術】
【0002】
燃料電池や酸素センサー等の固体電解質膜として使用されるジルコニア系シートは、それらの用途への適合性を高めるうえで緻密質であることが望ましく、そうした観点からの研究は既に多数公表されている。例えば特許文献1には、厚みが0.05〜0.6mmで、任意の400cm2の領域の厚みムラが5%以内であり、密度が理論密度の95%以上であるセラミックシートが開示されると共に、該セラミックシートを得るための前駆体となるセラミックグリーンシートとして、セラミック粉末と有機バインダーからなるグリーンシートであって、該シート内に存在する細孔の平均直径が100〜1000nmで、且つ該細孔の全容積が0.02〜0.2cc/gであるグリーンシートが開示されている。
【0003】
そして上記特許文献1によると、グリーンシート内の細孔径が100nm未満では、粉末が詰まり過ぎて溶剤の除去や脱脂が不十分となり、一方、細孔径が1000nmを超えると、粉末相互の間隔が大きくなり過ぎるためシート強度が低下し、取扱いが困難になること、また上記グリーンシートの全細孔容積が0.02cc/g未満では、粉末が詰まり過ぎて溶剤の除去や脱脂が不十分となり、一方、細孔の全容積が0.2cc/gを超えると、粉末相互の間隔が大き過ぎる部分ができてシート強度が低下し、取扱いが困難になることが問題点として指摘されている。
【0004】
しかし、上記特許文献1の実施例によると、上記細孔径と全細孔容積が規定されたグリーンシートは、2L(リットル)量のボールミルで調製したスラリーを用いてドクターブレード法によりシート成形したものであり、このグリーンシートを焼成することによって得られるセラミックシートは、強度バラツキが大きくなり易い。こうした傾向は、本発明者らの検討結果から、該シートの縦断面を408nmのレーザー光顕微鏡で写真撮影することによって観察される閉気孔の数が90×65μm2の領域に11個以上で、ワイブル係数が10以下であることによっても窺われる。
【0005】
また特許文献2には、マグネシアを7〜9モル%の範囲で含み、表面における直径1μm以上のポアの量が1000μm2当たり5個以下であるジルコニア焼結体が開示されている。ここで言うポアとは、焼結体の表面を約5mmの深さまで研削または切断切除し、これを鏡面研磨した面を電子顕微鏡で観察したときに、直径1μm以上の黒く観察されるものである。またポアの量は、撮影した写真の中から1000μm2の測定面を設定し、その中に存在する直径1μm以上のポアの数を測定し、これを任意の10箇所で行なって平均したものである。
【0006】
しかしこの技術は、原料粉末を金型成形、ラバープレス、射出成形、押出成形により成形するものであり、しかも得られるジルコニア焼結体のポアの発生原因は記載されておらず、本発明の如くドクターブレード法で製造されるジルコニア系シートとは全く異なるものである。
【0007】
他方、非特許文献1には、グリーンシートに生じるボイド欠陥は、シート成形に用いるスラリーを脱泡することによって大幅に低減できることが記載されており、脱泡時間とグリーンシート中の1dm2当りのボイド数の関係が示されている。しかし、グリーンシート内に存在する細孔の平均径や細孔容積率の関係までは明らかにされていない。
【0008】
更に非特許文献2には、塗工スラリーの調製工程で、ボールミルやビーズミルによる混合分散工程で生じた熱や気泡を抑えるため、塗工スラリーを寝かせたり脱泡したりすることが記載されている。しかし、脱泡しつつ所定粘度に調整したスラリーを、特定の条件で撹拌することで気孔率を低減することは開示されていない。
【特許文献1】特開平10−212166号公報
【特許文献2】特開平6−40769号公報
【非特許文献1】「ファインセラミックスの成形と有機材料」(斉藤勝義著、株式会社シーエムシー、1985年8月26日発行、第237〜238頁
【非特許文献2】「積層セラミックコンデンサの開発と材料技術および高信頼化」株式会社技術情報協会、2001年2月28日発行、第103〜104頁
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明は、上記の様な従来技術の更なる改善を期してなされたものであり、具体的には、例えばシートの縦断面を408nmのレーザー光顕微鏡で写真撮影することにより観察される閉気孔の数が90×65μm2の領域に10個以下の低い値を有し、優れた破壊靱性を有する他、曲げ強度のワイブル係数が10以上である緻密で強度ムラの少ない安定した品質のジルコニア系シートを提供し、且つその様なジルコニア系シートの前駆体となる緻密質で内部空孔欠陥の少ないグリーンシートを提供し、更に、その様なグリーンシートを安定して生産性よく製造することのできる方法を提供することにある。
【課題を解決するための手段】
【0010】
上記課題を解決することのできた本発明に係るグリーンシートとは、ジルコニア系粉末とバインダーを含み、ドクターブレード法により成形されたジルコニア系グリーンシートであって、水銀圧入法で測定される当該グリーンシート中に存在する細孔の平均細孔径が0.01〜0.08μmであり、且つ全細孔容積が0.01〜0.05mL/gであるところに特徴を有している。
【0011】
本発明で使用する上記ジルコニア系粉末として特に好ましいのは、酸化スカンジウム、酸化イットリウムおよび酸化イッテルビウムよりなる群から選択される少なくとも1種の酸化物を安定化剤としてジルコニアに対し3〜12モル%含有するジルコニア系粉末であり、この粉末は、比表面積が3〜20m2/gであることが望ましい。
【0012】
また本発明のジルコニア系シートは、上記規定要件に合致するジルコニア系グリーンシートを1300〜1500℃で焼成することによって得られる、燃料電池やセンサー等の固体電解質膜として有用な高緻密質のジルコニア系シートであり、シート厚さが50〜800μmで、該シートの縦断面を408nmのレーザー光顕微鏡で写真撮影することにより観察される閉気孔の数が90×65μm2(つまり5850μm2)領域内に10個以下であるところに特徴を有している。
【0013】
更に本発明の製法は、上記特性を備えたジルコニア系グリーンシートを工業的に安定して生産性よく製造することのできる方法として位置付けられるもので、
[A]ジルコニア系粉末、バインダーおよび溶剤を含む原料をミリングして粘度が1.5Pa・s以下のスラリーを得るミリング工程、
[B]該スラリーを、撹拌羽根付き容器内で、20℃における粘度が2.7〜6.7Pa・sの範囲となる様に溶剤を減圧除去し、固形分濃度が50〜85質量%のスラリーを得る減圧撹拌工程、
[C]得られるスラリーを、当該スラリー中に浸漬された撹拌羽根で常温常圧下に撹拌動力:1.5〜2.5kW/m3、回転速度:5〜20rpmで1〜50時間撹拌する撹拌工程、
[D]その後、撹拌羽根を回転させることなく10分〜25時間静置する静置工程、
によって得られるスラリーを使用し、ドクターブレード法によりシート成形するところに要旨が存在する。
【発明の効果】
【0014】
本発明のジルコニア系グリーンシートは、水銀圧入法で測定される当該グリーンシート中に存在する細孔の平均細孔径を0.01〜0.08μm、全細孔容積を0.01〜0.05mL/gの範囲に特定することによって、焼成時に発生する分解・燃焼ガスのシート外への放散と焼結を効率よく進めることができ、気孔欠陥などがなく高緻密質かつ均質で優れた物性を有するジルコニア系シートを得ることができる。そして本発明の製法によれば、上記の様に優れた性能のジルコニア系シートを与える前駆体となるグリーンシートを生産性よく確実に得ることができる。
【発明を実施するための最良の形態】
【0015】
本発明のグリーンシートは、上記の様に燃料電池やセンサー等の固体電解質膜として使用されるセラミックシートの前駆体となるものであって、ジルコニア系粉末とバインダーを含み、ドクターブレード法により成形されるジルコニア系グリーンシートであり、水銀圧入法で測定される当該グリーンシート中に存在する細孔のサイズと容積率に注目し、該細孔の平均細孔径を0.01〜0.08μmの範囲に定めると共に、全細孔容積を0.01〜0.05mL/gの範囲に定めることによって、従来技術では解決できなかった前掲の課題を解決したものであり、これらの要件を定めた理由は下記の通りである。
【0016】
ジルコニア系シートの前駆体であるグリーンシート中に含まれるバインダーや必要に応じて添加される可塑剤、分散剤などの有機成分は、当該グリーンシートを焼成する際に酸化され、炭酸ガスや水などの分解ガスや有機成分の分解・燃焼ガスが発生し、シート外へ放出される。しかしこれらのガスは、グリーンシート中に外部へ連通した適度の細孔がなければグリーンシート外へ放散されず、グリーンシート内に閉じ込められた状態となる。この閉じ込められたガスは、更なる昇温によって体積膨張し、グリーンシートの表面に膨れや穴などのボイド欠陥を生じさせる原因となり、セラミックシートの表面性状や平坦度を悪化させると共に、強度劣化の原因となる。また、分解ガス等が焼成中に放出されることなくグリーンシート内に閉じ込められ、最終的にジルコニア系シート中に閉気孔として残ると、密度や強度を低下させる要因となる。
【0017】
こうした問題を回避するには、ジルコニア系シート内に残存する細孔(空孔)を、前掲の特許文献1などに開示されている細孔よりも更に微細化すると共にその数も少なくしなければならず、その為には、その前駆体となるグリーンシートの強度、密度、平坦度の低下を起こさない範囲で、グリーンシート中に適度の細孔を存在させることが有効となる。この様な観点から本発明では、グリーンシート中に存在する細孔の平均細孔径と全細孔容積を下記の様に規定している。
【0018】
平均細孔径:0.01〜0.08μm
平均細孔径が上記好適範囲内にあるグリーンシートでは、焼成時に発生する分解ガスや燃焼ガスがシート外へスムーズに放散されるばかりでなく、焼結時に細孔が収縮して更に微細化し、あるいは消滅し易くなり、得られる焼結体(即ちジルコニア系シート)は高密度の緻密体になると共に、曲げ強度などの物理的特性も優れたものとなる。ちなみに、平均細孔径が0.01μm未満では、焼成時における分解ガスや燃焼ガスの放出が遅くなり、内部に空孔が残ってボイド欠陥などが発生し易くなるばかりでなく、焼結体の密度も十分に上がらず物理的特性も悪くなる。
【0019】
また平均細孔径が0.08μmを超えた場合、焼成時に発生する分解ガスや燃焼ガスの放散は円滑に進行するものの、グリーンシート内の細孔が焼結時に密着・消滅しないで(すなわち、潰れないで)セラミックシート内に気孔として残存し、シート密度の上昇が阻害されると共に強度も低下してくる。こうした観点から平均細孔径のより好ましい値は、0.02μm以上、0.06μm以下である。
【0020】
尚ここで言う平均細孔径とは、マイクロメリテック社製の自動ポロシメータ「オートポアIII9420」を使用し、水銀圧入法によって測定した値である。採用した水銀圧は1〜60000psia、用いたサンプルは、グリーンシートを幅約10mm、長さ約350mmに切断してゼンマイ状に巻いた質量2〜2.3gのものをサンプルとして使用した。平均細孔径は、細孔を円筒であると仮定し、全細孔容積を細孔の比表面積で割り算することにより求めた値で、この値は毛細管状の細孔群の平均直径を表わしている。
【0021】
全細孔容積:0.01〜0.05mL/g
全細孔径が上記好適範囲内にあるものは、分解ガスや燃焼ガスのシート外への放散がスムーズに進行すると共に、焼結時における細孔の密着・消滅も速やかに進行し、高密度且つ緻密で物理的強度に優れた焼結体となる。ちなみに、全細孔径が0.01mL/g未満では、分解ガスや燃焼ガスのシート外への放散が遅れ、一部が空孔としてシート内に残ってボイド欠陥が発生し易くなり、密度も低下する傾向が生じてくる。また、全細孔容積が0.05mL/gを超えると、分解ガスや燃焼ガスのシート外への放散は円滑に進行するものの、シート内の細孔が密着・消滅しきれないで気孔欠陥として残存し、密度低下の原因になるばかりでなく、物理的強度も低下傾向となる。こうした観点から、より好ましい全細孔容積は0.02mL/g以上、0.04mL/g以下である。
【0022】
ここで言う全細孔容積とは、上記と同じマイクロメリテック社製の自動ポロシメータ「オートポアIII9420」を使用し、上記と同様の水銀圧入法によって測定した値である。即ち、測定時の最大圧力まで水銀が圧入された細孔容積の積算値をサンプルの重量で割った値である。
【0023】
上述した平均細孔径と全細孔容積を満たすグリーンシートをドクターブレード法によって得るには、原料スラリー中の気泡を可及的に脱気してグリーンシート内の細孔を極力小さく且つ少なくすることが重要であり、その為には、原料となるジルコニア系粉末と、バインダー、溶剤などを含む原料をミリングして粘度が1.5Pa・s以下のスラリーを得るミリング工程[A]、このスラリーを撹拌羽根付き容器内で減圧して溶剤を留去しつつ粘度調整して塗工用スラリーを得る際に、20℃における粘度が2.7〜6.7Pa・sの範囲となる様に溶剤を減圧留去して固形分濃度が50〜85質量%のスラリーを得る減圧撹拌工程[B]、このスラリーを、常温常圧下に当該スラリー中に浸漬された撹拌羽根で撹拌動力:1.5〜2.5kW/m3、回転速度:5〜20rpmで1〜50時間で撹拌する撹拌工程[C]、その後、撹拌羽根を回転させることなく10分〜25時間静置する静置工程[D]を順次経た後、ドクターブレード法によるシート成形を行うことが重要となる。
【0024】
即ちこの方法は、原料成分の一部が凝集体を生じることなく全ての成分を微分散させて均一なスラリーとした後、ドクターブレード法に適した高粘性スラリー中に含まれる気泡を可及的に除去し、グリーンシートとしての平均細孔径と全細孔容積を前述した好適範囲に制御するために不可欠の要件となる。
【0025】
ちなみに、ミリングによって上記原料粉末とバインダーを溶剤中で均一に分散させる際に、粘度が高過ぎると固形成分の一部が凝集していわゆる“ダマ”状態となり、これはその後の撹拌によっても容易に崩壊・分散し難いため、こうした現象をなくすには、原料粉末を混合してスラリーとする際の粘度を十分に低下させておくことが望ましい。
【0026】
また、有機溶剤を含む低粘性のスラリーを減圧下で脱泡すると、溶剤が沸騰状態で揮発除去されて固形分濃度が上昇し高粘性のスラリーとなるが、高粘性スラリーはその中に空気を巻き込み易く、スラリー中の空気や溶存酸素を効率よく除去することはできない。また、高粘性のスラリーを常温常圧下で撹拌するだけでは、スラリー中に存在する空気や溶存酸素が撹拌羽根の回転に伴ってスラリー中で回転するだけであり、気泡として液面まで上昇させて脱気することはできない。
【0027】
そこで本発明では、ジルコニア系粉末、バインダーおよび溶剤を含む原料スラリーを、ボールミルやビーズミル等を用いてミリングし、撹拌羽根付き容器内で減圧下に粘度調整して塗工用スラリーを調製する際に、まず第1のミリング工程[A]で、上記原料をミリングすることにより粘度が1.5Pa・s以下のスラリーを調製する。この工程[A]は、原料を満遍なく均一に分散させるために必要な工程であり、該ミリング時の粘度が1.5Pa・sを超えると、ミリング工程[A]で一部が分散不良となって部分的に凝集物が残ることがあり、この凝集物はその後も実質的にそのまま残存してドクターブレードによる塗工性を著しく害することとなる。従って、この段階で原料を満遍なくミリングして均一なスラリーを得るには、ミリング時の粘度を高くとも1.5Pa・s以下、好ましくは1.0Pa・s以下に抑えるのがよい。
【0028】
このときの粘度の下限は特に制限されないが、粘度が過度に低くなるとジルコニア系粉末の濃度が低くなって溶剤の使用量が無意味に多くなるため不経済であり、且つその後の工程で溶剤の揮発除去に長時間を要し生産性を低下させるので、粘度を0.1Pa・s未満にまで下げることは実際的でない。好ましい粘度の下限は0.3Pa・s程度である。
【0029】
上記ミリング工程[A]で得られる相対的に低粘度の均質なスラリーは、その後の減圧撹拌工程[B]で、撹拌羽根付き容器内に装入して減圧下に溶剤を揮発除去しつつ粘度調整し、20℃における粘度が2.7〜6.7Pa・sで固形分濃度が50〜85質量%のスラリーを得る。
【0030】
尚、ここでいう固形分濃度とは、全スラリー成分中の原料粉末とバインダー固形成分との合計量を質量%で表わしたものである。
【0031】
この工程[B]は、スラリー中に含まれている溶剤をより短時間で効率よく揮発除去するための工程として実施されるもので、該工程[B]の末期における20℃の温度でのスラリー粘度が2.7Pa・s未満で固形分濃度が50質量%未満では、スラリー中の溶剤が未だ十分に除去されておらず、スラリー中の溶剤量が多過ぎてスラリー粘度が低いため、次の撹拌工程[C]で行なわれる常温常圧下での撹拌によるスラリー中の空気や溶存酸素の除去は短時間で行なえるが、ドクターブレード法による塗工後の溶剤を揮発除去するのに長時間を要することとなり、そのため塗工速度を低下させねばならなくなって実用に叶う生産性が得られ難くなる。
【0032】
また、スラリー粘度が6.7Pa・sを超えて固形分濃度が85質量%を超えると、スラリーの流動性が悪くなってその後の撹拌による脱泡に時間がかかるばかりでなく、静置した後のスラリー粘度が高くなり過ぎて、スラリー中の空気や溶存酸素の除去が不十分となり、また、ドクターブレード法による塗工工程で塗膜に筋が入ったり塗工厚さにバラツキができ易くなり、均質な品質のグリーンシートが得られなくなる。こうした観点から、該減圧処理時のより好ましい到達粘度と固形分濃度は、20℃で3.0〜5.5Pa・sで55〜80質量%、更に好ましくは3.5〜4.5Pa・sで60〜75質量%である。
【0033】
尚、上記減圧撹拌工程[B]や、その後の撹拌工程[C]でも引き続いて使用することのある容器として、撹拌羽根付き容器を使用するのは、前工程のミリング工程[A]で微細均一に分散されたスラリー中の溶剤を除去するため、部分的に撹拌不足となる領域を生じさせることなく減圧下に全体を均一に撹拌するためである。こうした観点から好ましいのは、容器形状が丸底で円筒型のものであり、撹拌のデッドゾーンを生じることなく全体を満遍なく均一に撹拌できる。また、溶剤の除去を効率よく行なうため、容器外部にスラリー加温用のジャケットを設けたものも好ましく使用できる。
【0034】
この時の撹拌羽根の好ましい回転速度は10〜60rpmで、撹拌時間は1〜50時間、より好ましくは20〜40rpmで2〜20時間である。
【0035】
減圧撹拌工程[B]で、溶剤が減圧除去されて上記好適粘度と固形分濃度に調整されたスラリーは、その後、常温常圧下に当該スラリー中に浸漬された撹拌羽根を用いて、撹拌動力:1.5〜2.5kW/m3、回転速度:5〜20rpmで1〜50時間で撹拌する。この撹拌工程[C]は、上記減圧撹拌工程[B]で、スラリー中の溶剤が沸騰状態で放散されることでスラリー中へ混入もしくは溶解してくる多量の空気を、液面上に浮上分離させるために行なうもので、この時の撹拌は、外気を巻き込むことなくスラリー内の気泡を効率よく浮上させるため、上記範囲の撹拌動力と回転速度および撹拌時間を採用する。
【0036】
この時の撹拌羽根の撹拌動力は、例えば「化学工学便覧(改訂五版)」(社団法人化学工学協会編、発行;丸善株式会社、発行日;昭和63年3月18日)の第910頁に記載されている高粘度液の撹拌に要する単位面積当たりの動力と粘度の関係から、上記1.5〜2.5kW/m3の範囲を採用することとした。
【0037】
ちなみに、この時の撹拌動力が1.5kW/m3未満では、スラリー中の気泡の浮上分離を殆ど加速することができず、気泡の逸散に長時間を要し、また撹拌動力が2.5kW/m3を超えると、当該撹拌によって空気の巻き込みが起こり易くなり、却って気泡逸散が遅れる。
【0038】
また、撹拌速度を5〜20rpmの範囲に定めたのは、通常の撹拌モーターでは5rpm未満の超低速撹拌を安定に持続することが難しく、再現性に難があるからであり、逆に20rpmを超えると、空気の巻き込みを起こし易くなるからである。常温常圧下でのより好ましい撹拌速度は5〜10rpmである。
【0039】
上記撹拌動力と回転数による撹拌で、その前工程の減圧撹拌工程[B]で混入乃至溶解した多量の空気を可及的に逸散させるには、少なくとも常温常圧で1時間以上撹拌することが必要であり、好ましくは2時間以上撹拌するのがよい。また、当該撹拌条件下で逸散可能なサイズの気泡の殆どは10時間以内、或いは20時間以内に逸散し、例えば50時間以上撹拌を続けても、抜けきらない微細な気泡は撹拌羽根の回転に随伴してスラリー中で回転しているだけであるので、それ以上にこの条件での撹拌を続けることは無駄である。
【0040】
尚、上記常温常圧下の撹拌に用いる撹拌羽根の種類は特に制限がなく、ディスクタービン型、8枚パドル型、湾曲羽根型、ファンタービン型、矢羽根タービン型、ファウドラー型、ブルマージン型、傾斜パドル型、プロペラ型、或いはこれらの羽根が上下に複数個組み合わされたもの、更には、アンカー型、ヘリカルスクリュー型、ヘリカルリボン型など、様々のタイプのものを任意に選択して使用できるが、本発明の対象とする高粘性スラリーの脱気処理用として特に好ましいのは、アンカー型、ヘリカルスクリュー型、ヘリカルリボン型の撹拌機である。
【0041】
上記の様にして小さな撹拌動力で撹拌を行なうことにより、減圧脱泡されたスラリー中に巻き込まれた気泡を浮上分離することで、気泡の殆どは放出されることから、通常はこの様な脱気処理で十分と考えており、その後、ドクターブレード法などによるシート生成を行なっていた。しかし本発明者らが前述した様な課題の下で、グリーンシート、延いてはジルコニア系シートの更なる緻密化と高密度化を期して研究を進めた結果、上述した様な常温常圧下での緩やかな撹拌でも、ごく微細な気泡は撹拌機の回転に同伴して回転するだけで脱気が進まず、これが更なる密度アップを妨げていることが分かった。
【0042】
そこで本発明では、上記緩やかな撹拌では浮上分離できないごく微細な気泡についても可及的に浮上分離させるため、上記撹拌の後にしばらく静置する静置工程[D]を必須の工程として付加することとした。静置の好ましい時間は、撹拌処理後のスラリー粘度によってかなり変わってくるので、一律に狭い静置時間を設定することはできないが、あまりに短時間では微細な気泡の浮上分離が十分に進まず、またあまりに長過ぎると、スラリー中の固形成分が比重差により沈降して均一性が低下してくるので、スラリー粘度に応じて10分以上、25時間以下に設定するのがよい。脱気性と作業性を考慮してより好ましい静置時間は1時間以上、20時間以内、更に好ましくは2時間以上、10時間以内である。
【0043】
より具体的には、スラリー粘度が2.7Pa・s以上、5.0Pa・s未満であるときは10分以上、5時間以内、より好ましくは20分以上、3時間以内で、スラリー粘度が5.0Pa・s以上、6.7Pa・s以下であるときは30分以上、25時間以内、より好ましくは60分以上、10時間以内である。なお、上記静置時間は静置温度条件によっても変わってくるが、基本的にはスラリー粘度に依存するので、静置時間を短縮したい場合は、スラリー成分が変質しない限度で適度に加温しスラリー粘度を低下させることも有効である。
【0044】
かくして所定時間静置することで、スラリー中に浮遊している微細な気泡も液面に浮上・逸散させた後、常法に従ってドクターブレード法によってシート成形し、乾燥して溶剤成分をほぼ完全に揮発除去すると、グリーンシートが得られる。シート形成に当たっては、成形性やその後の取扱い性を高めるため、プラスチックフィルムなどの上に所定の乾燥膜厚となる様に塗工し、40〜120℃程度の温度で温風乾燥するのがよい。好ましくは、例えば50℃、80℃、100℃と順次温度を高めた乾燥炉で連続的に温風乾燥してフィルムの走行速度を高めれば、生産性を一層高めることができるので好ましい。
【0045】
上記の様な塗工スラリーの調製法を採用することで、前述した平均細孔径や全細孔容積の要件を満たすグリーンシートを得ることができる。
【0046】
かくして得られるジルコニア系グリーンシートを、300〜600℃で3〜30時間予備加熱してバインダー成分などの有機成分を分解・気散させ、次いで好ましくは1200〜1500℃、より好ましくは1300〜1450℃で1〜5時間焼成すると、ピンホールやボイド、クレーター等の欠陥の非常に少ない平滑で均質なジルコニア系シートが得られる。
【0047】
このジルコニア系シートを燃料電池やセンサーの固体電解質膜用として使用する場合、好ましいシート厚さは50〜800μmである。このジルコニア系シートは、前述したグリーンシートを前駆体として使用することで、厚さのバラツキが極めて少なく均一な厚さを有しており、またシート断面に現われる閉気孔の数は90×65μm2の領域に10個以下で、強度バラツキの指標となる曲げ強度のワイブル係数は10以上の極めて品質の安定したものとなる。
【0048】
なお上記閉気孔の数は、当該シートの縦断面を超深度カラーD形状測定レーザー光顕微鏡(キーエンス社製、商品名「VK−9500」)によって観察し、シート断面のうち90μm×65μmに相当する部分を14.7cm×10.9cmに拡大した408nmのレーザー光顕微鏡写真(約1650倍に相当)を撮影し、その写真から目視で判別できる全ての気孔の数をカウントして求めた。
【0049】
尚、本発明で使用した超深度カラー3D形状測定顕微鏡は、測定用レーザー光源として408nmのバイオレットレーザーを対物レンズから観察対象物に照射し、その反対光を極少ピンホールによって正確に焦点位置を検出するものであり、高精度リニアスケールを集光レンズ移動機構に搭載しており、2軸方向(高さ測定)の分解能は0.01μmである。
【0050】
従って、SEMに匹敵する拡大解析することができ、且つ通常の雰囲気下に非接触、非破壊で、表面形状を高精度に解析することのできる装置である。しかも、非破壊、通常雰囲気で測定できることから、グリーンシートの測定にも支障なく適用でき、該グリーンシートの縦断面も同様に観察し、グリーンシート断面のうち90×65μm2に相当する部分を14.7cm×10.9cmに拡大した408nmのレーザー光顕微鏡写真(約1650倍に相当)を撮影し、その写真から目視で判別できる全ての気孔の数をカウントして求めた。従って、当然のことながら本発明では、グリーンシート縦断面の閉気孔の数も同領域内に10個以下となる。
【0051】
また、ワイブル係数の対象となるシートの曲げ強度は、JIS R1601に定められた3点曲げ強度とし、試料片は50mm×8mmの短冊状で、厚さが50〜800μmのものとし、下部支点間距離は30mmとした。
【0052】
次に、本発明で原料として使用するジルコニア系粉末の種類は特に制限されないが、燃料電池やセンサーの固体電解質膜用として使用する上で特に適しているのは、酸化スカンジウム、酸化イットリウム、酸化イッテルビウムから選ばれる少なくとも1種の酸化物が安定化剤としてジルコニアに3〜12モル%添加された安定化ジルコニア系粉末である。この粉末は、比表面積が3〜20m2/gの範囲のものが好ましい。
【0053】
またこの粉末に、他の酸化物としてSiO2,Al2O3,GeO2,SnO2,TiO2,Sb2O3,Ta2O5,Nb2O5,Bi2O3等が含まれていてもよく、上記安定化ジルコニア粉末に、0.1〜5質量%程度のアルミナ、チタン、セリアが配合されたものが好ましく使用される。
【0054】
ちなみに、上記原料粉末の比表面積が3m2/gを下回る相対的に粗粒のものでは、グリーンシートを焼成してジルコニア系シートとする際の焼結性が低下し、相対密度で95%超、特に98%を超える緻密なものが得られ難くなり、シート強度も不足気味となる。一方、比表面積が20m2/gを超える過度に微細なものでは、バインダーの使用量が増大すると共にスラリー粘度も高くなり、スラリー段階での脱気が困難になって気孔欠陥が残り易くなると共に緻密性も低下傾向となり、且つ焼成後のシートに反りやウネリが発生し易くなる。ジルコニア系粉末のより好ましい比表面積は5m2/g以上、16m2/g以下である。
【0055】
本発明で使用されるバインダーの種類にも格別の制限はなく、従来から知られた有機質もしくは無機質のバインダーを適宜選択して使用することができる。有機質バインダーとしては、例えばエチレン系共重合体、スチレン系共重合体、アクリレート系及びメタクリレート系共重合体、酢酸ビニル系共重合体、マレイン酸系共重合体、ビニルブチラール系樹脂、ビニルアセタール系樹脂、ビニルホルマール系樹脂、ビニルアルコール系樹脂、ワックス類、エチルセルロース等のセルロース類等が例示される。
【0056】
これらの中でもグリーンシートの成形性や打抜き加工性、強度、焼成時の熱分解性等の点から、メチルアクリレート、エチルアクリレート、プロピルアクリレート、ブチルアクリレート、イソブチルアクリレート、シクロヘキシルアクリレート、2−エチルヘキシルアクリレート等の炭素数10以下のアルキル基を有するアルキルアクリレート類;およびメチルメタクリレート、エチルメタクリレート、ブチルメタクリレート、イソブチルメタクリレート、オクチルメタクリレート、2−エチルヘキシルメタクリレート、デシルメタクリレート、ドデシルメタクリレート、ラウリルメタクリレート、シクロヘキシルメタクリレート等の炭素数20以下のアルキル基を有するアルキルメタクリレート類;ヒドロキシエチルアクリレート、ヒドロキシプロピルアクリレート、ヒドロキシエチルメタクリレート、ヒドロキシプロピルメタクリレート等のヒドロキシアルキル基を有するヒドロキシアルキルアクリレートまたはヒドロキシアルキルメタクリレート類;ジメチルアミノエチルアクリレート、ジメチルアミノエチルメタクリレート等のアミノアルキルアクリレートまたはアミノアルキルメタクリレート類;(メタ)アクリル酸、マレイン酸、モノイソプロピルマレートの如きマレイン酸半エステル等のカルボキシル基含有モノマー、の少なくとも1種を重合または共重合させることによって得られる、数平均分子量が20,000〜200,000、より好ましくは50,000〜100,000の(メタ)アクリレート系共重合体が好ましいものとして推奨される。これらの有機質バインダーは、単独で使用し得る他、必要により2種以上を適宜組み合わせて使用することができる。特に好ましいのはイソブチルメタクリレートおよび/または2−エチルヘキシルメタクリレートを60質量%以上含むモノマーの共重合体である。
【0057】
また無機質バインダーとしては、ジルコニアゾル、シリカゾル、アルミナゾル、チタニアゾル等が単独で若しくは2種以上を混合して使用できる。
【0058】
ジルコニア系粉末とバインダーの使用比率も特に制限されないが、好ましいのは、前者100質量部に対して後者5〜30質量部、より好ましくは10〜20質量部の範囲が好適である。
【0059】
また溶媒としては、水、メタノール、エタノール、2−プロパノール、1−ブタノール、1−ヘキサノール等のアルコール類;アセトン、2−ブタノン等のケトン類、ペンタン、ヘキサン、ヘプタン等の脂肪族炭化水素類;ベンゼン、トルエン、キシレン、エチルベンゼン等の芳香族炭化水素類;酢酸メチル、酢酸エチル、酢酸ブチル等の酢酸エステル類等が適宜選択して使用される。これらの溶媒も単独で使用し得る他、2種以上を適宜混合して使用することができる。これら溶媒の使用量は、スラリーの粘度を加味して適当に調節するのがよい。
【0060】
必要に応じて使用される可塑剤は、グリーンシートに柔軟性を付与するために配合されるもので、例えばフタル酸ジブチル、フタル酸ジオクチル等のフタル酸エステル類、プロピレングリコール等のグリコール類やグリコールエーテル類などが好ましく使用される。これら可塑剤の配合量も特に制限されないが、好ましいのはジルコニア粉末100質量部に対して0.5〜5質量部であり、より好ましくは1〜3質量部の範囲である。
【0061】
上記スラリーの調製に当たっては、セラミック原料粉末の解膠や分散を促進するため、ポリアクリル酸、ポリアクリル酸アンモニウム等の高分子電解質、クエン酸、酒石酸等の有機酸、イソブチレンまたはスチレンと無水マレイン酸との共重合体およびそのアンモニウム塩あるいはアミン塩、ブタジエンと無水マレイン酸との共重合体およびそのアンモニウム塩等からなる分散剤;更には界面活性剤や消泡剤などを必要に応じて添加することができる。
【実施例】
【0062】
以下、実施例を挙げて本発明の構成と作用効果をより具体的に説明するが、本発明はもとより下記実施例によって制限を受けるものではなく、前・後記の趣旨に適合し得る範囲で適当に変更を加えて実施することも勿論可能であり、それらはいずれも本発明の技術的範囲に含まれる。
【0063】
実施例1
3モル%イットリア安定化ジルコニア系粉末(住友大阪セメント社製:商品名「OZC−3Y」、比表面積:8m2/g、平均粒子径:0.6μm)100質量部と、アルミナ粉末(昭和電工社製:商品名「AL−160SG」)0.5質量部との混合物に対し、メタクリル酸エステル共重合体(2−エチルヘキシルメタクリレート;95%、ジメチルアミノエチルメタクリレート;4%、ヒドロキシプロピルアクリレート;1%の共重合体、平均分子量:80,000、ガラス転移点:−9℃)からなるバインダーを固形分換算で14質量部、可塑剤としてジブチルフタレートを2質量部、溶剤としてトルエン/イソプロピルアルコール(質量比:3/2)の混合溶剤50質量部を、直径10mmのジルコニアボールが装入された内容積100Lのナイロン樹脂製ボールミルに入れ、約45rpmで40時間ミリングして原料スラリーを調製した。このスラリーの粘度は、室温(25℃)で0.8Pa・sであった。
【0064】
このスラリーを、碇型の撹拌機を備えた内容積が50Lのジャケット付丸底円筒型減圧脱泡容器へ移し、撹拌機を30rpmの速度で回転させながら、ジャケット温度40℃で減圧(30〜160torr)下に濃縮・脱泡し、粘度を3.0Pa・sに調整した。このスラリーの固形分濃度は、回収された溶剤の量から逆算して約60質量%であった。次いで窒素ガスを容器内へ導入して、常温常圧下に撹拌機(撹拌動力;2kW/m3)を10rpmで10時間回転させて撹拌し、その後、撹拌機を止めて静止し室温(約20℃)で2時間保持し、塗工用のスラリー(固形分濃度:約60質量%)を得た。
【0065】
得られた塗工用スラリーを塗工装置のスラリーダムに移し、ドクターブレード法によってポリエチレンテレフタレート(PET)フィルム上に塗工し、塗工部に続く乾燥機(50℃、80℃、110℃の3ゾーン)を0.2m/minの速度で通過させて乾燥することにより、厚さが約180μmのグリーンシートを得た。
【0066】
このグリーンシートを幅10mm×長さ350mmに切断し、これをゼンマイ状に丸めてサンプル管内へ挿入し、このサンプル管をマイクロメリテックス社製の自動ポロシメータ「オートポアIII9420」に装着して、水銀圧:1〜60000psiaで該グリーンシート中の平均細孔径と全細孔容積を求めた。
【0067】
また、得られたグリーンシートを約60mm×10mmの短冊状に切断し、その上下を、表面の平坦な99.5%アルミナ多孔質板に挟んで脱脂した後、1350℃で3時間焼成することにより、50mm×8mmで厚さ150μmの3モル%イットリア安定化ジルコニア系シートを得た。
【0068】
得られたジルコニア系シートおよびグリーンシートの異なる位置10箇所の断面を408nmレーザー光顕微鏡で写真撮影し、その断面を1650倍に拡大したレーザー光顕微鏡写真から目視によって閉気孔の数を調べた。また、JIS R1601に準拠して室温で3点曲げ強度試験を行い、ワイブル係数を算出した。
【0069】
結果を表1に示す。
【0070】
実施例2
10モル%スカンジア−1モル%セリア安定化ジルコニア系粉末(第一稀元素化学社製:商品名「10Sc1CeSZ」、比表面積:9m2/g、平均粒子径:0.5μm)をジルコニア系原料粉末として使用した以外は、前記実施例1と同様にしてスラリーを調製した。
【0071】
このスラリーを、碇型の撹拌機を備えた内容積が50Lのジャケット付丸底円筒型減圧脱泡容器へ移し、撹拌機を30rpmの速度で回転させながら、ジャケット温度約45℃で減圧(30〜160psia)下に濃縮・脱泡し、粘度を4.0Pa・sに調整した。このスラリーの固形分濃度は、回収された溶剤の量から逆算して約70質量%であった。次いで窒素ガスを容器内へ導入し、常温常圧で撹拌機を15rpmで5時間回転させて撹拌した。その後、撹拌機を止めて静止状態で1時間保持し、塗工用のスラリー(固形分濃度:約70質量%)を得た。
【0072】
得られた塗工用スラリーを使用し、上記実施例1と同様にして厚さが約680μmのグリーンシートを得、更に同様にして該グリーンシートの平均細孔径と全細孔容積を調べた。
【0073】
更に、実施例1と同様にして、グリーンシートを1400℃で3時間焼成することにより、厚さが約500μmの10モル%スカンジア−1モル%セリア安定化ジルコニア系シートを得、同様にしてシートおよびグリーンシートの断面を1650倍に拡大したレーザー光顕微鏡によって閉気孔の数を調べると共に、室温での3点曲げ強度およびワイブル係数を求めた。結果を表1に示す。
【0074】
実施例3
ジルコニア粉末(第一稀元素化学社製:商品名「EPR」、比表面積:18m2/g、平均粒子径:0.3μm)に、市販の酸化イッテルビウム粉末をジルコニアに対し5モル%となる様に添加してジルコニア系原料粉末として使用した以外は、前記実施例1と同様にしてスラリーを調製した。
【0075】
このスラリーを、碇型の撹拌機を備えた内容積が50Lのジャケット付丸底円筒型減圧脱泡容器へ移し、撹拌機を30rpmの速度で回転させながら、室温(約20℃)で減圧(30〜160psia)下に濃縮・脱泡し、粘度を6.0Pa・sに調整した。このスラリーの固形分濃度は、回収された溶剤の量から逆算して約75質量%であった。次いで窒素ガスを容器内へ導入し、常温常圧で撹拌機を7rpmで20時間回転させて撹拌した。その後、撹拌機を止めて静止状態で4時間保持し、塗工用のスラリー(固形分濃度:約75質量%)を得た。
【0076】
得られた塗工用スラリーを使用し、上記実施例1と同様にして厚さが約250μmのグリーンシートを得、同様にして該グリーンシートの平均細孔径と全細孔容積を調べた。
【0077】
更に、実施例1と同様にして、グリーンシートを1400℃で3時間焼成することにより、厚さが約200μmの5モル%イッテルビア安定化ジルコニア系シートを得、同様にしてシートおよびグリーンシートの断面を1650倍に拡大した408nmレーザー光顕微鏡写真によって閉気孔の数を調べると共に、室温での3点曲げ強度およびワイブル係数を求めた。結果を表1に示す。
【0078】
比較例1
前掲の実施例1と同様にしてスラリーを調製し、このスラリーを、碇型の撹拌機を備えた内容積が50Lのジャケット付丸底円筒型減圧脱泡容器へ移し、撹拌機を30rpmの速度で回転させながら、ジャケット温度約20℃で減圧(30〜160psia)下に濃縮・脱泡し、粘度を3.0Pa・sに調整した。このスラリーの固形分濃度は、回収された溶剤の量から逆算して約60質量%であった。次いで窒素ガスを容器内へ導入し、常温常圧で撹拌機を10rpmで20時間回転させて撹拌し、塗工用のスラリー(固形分濃度:約60質量%)を得た。
【0079】
得られた塗工用スラリーを、静止状態に保つことなく直ちに塗工機へ送り、上記実施例1と同様にして厚さが約180μmのグリーンシートを得、同様にして該グリーンシートの平均細孔径と全細孔容積を調べた。
【0080】
更に、実施例1と同様にして、グリーンシートを1350℃で3時間焼成することにより、厚さが約150μmの3モル%イットリア安定化ジルコニア系シートを得、同様にしてシートおよびグリーンシートの断面を1650倍に拡大した408nmレーザー光顕微鏡写真によって閉気孔の数を調べると共に、室温での3点曲げ強度およびワイブル係数を求めた。結果を表1に示す。
【0081】
比較例2
前記実施例1と同様にしてスラリーを調製し、このスラリーを、碇型の撹拌機を備えた内容積が50Lのジャケット付丸底円筒型減圧脱泡容器へ移し、撹拌機を30rpmの速度で回転させながら、ジャケット温度50℃で減圧(30〜160psia)下に濃縮・脱泡し、粘度を3.0Pa・sに調整した。このスラリーの固形分濃度は、回収された溶剤の量から逆算して約60質量%であった。次いで窒素ガスを容器内へ導入し、撹拌することなく常温常圧で1時間静置するだけで、塗工用のスラリー(固形分濃度:約60質量%)とした。
【0082】
この塗工用スラリーを用いて、上記実施例1と同様にして厚さが約180μmのグリーンシートを得、同様にして該グリーンシートの平均細孔径と全細孔容積を調べた。
【0083】
更に、実施例1と同様にして、グリーンシートを1350℃で3時間焼成することにより、厚さが約150μmの3モル%イットリア安定化ジルコニア系シートを得、同様にしてシートおよびグリーンシートの断面を1650倍に拡大したレーザー光顕微鏡写真によって閉気孔の数を調べると共に、室温での3点曲げ強度およびワイブル係数を求めた。結果を表1に示す。
【0084】
比較例3
前掲の実施例1と同様にしてスラリーを調製し、このスラリーを、碇型の撹拌機を備えた内容積が50Lのジャケット付丸底円筒型減圧脱泡容器へ移し、撹拌機を30rpmの速度で回転させながら、ジャケット温度60℃で減圧(30〜160psia)下に濃縮・脱泡し、粘度を7.5Pa・sに調整した。このスラリーの固形分濃度は、回収された溶剤の量から逆算して約60質量%であった。次いで窒素ガスを容器内へ導入し、常温常圧で撹拌機を35rpmで10時間回転させて撹拌し、その後、撹拌を停止して40時間静置して塗工用のスラリー(固形分濃度:約60質量%)を得た。
【0085】
得られた塗工用スラリーを塗工機へ送り、上記実施例1と同様にして厚さが約180μmのグリーンシートを得、同様にして該グリーンシートの平均細孔径と全細孔容積を調べた。
【0086】
更に、実施例1と同様にして、グリーンシートを1350℃で3時間焼成することにより、厚さが約150μmの3モル%イットリア安定化ジルコニア系シートを得、同様にしてシートおよびグリーンシートの断面を1650倍に拡大した408nmレーザー光顕微鏡写真によって閉気孔の数を調べると共に、アルキメデス法による室温での相対密度、3点曲げ強度およびワイブル係数を求めた。なお写真撮影を行なう際には、縦断面の表面処理は行なわずそのまま任意の5箇所で撮影し、夫々について閉気孔の数を測定して、その平均値を閉気孔の数とした。結果を表1に示す。
【0087】
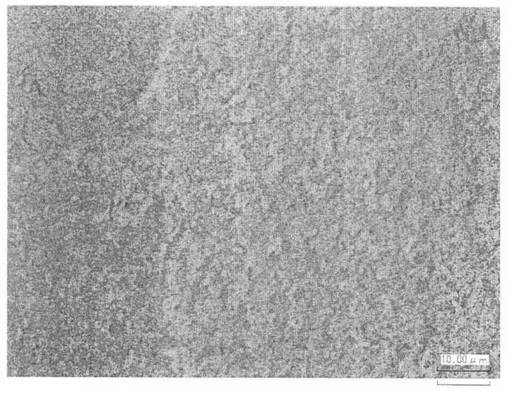
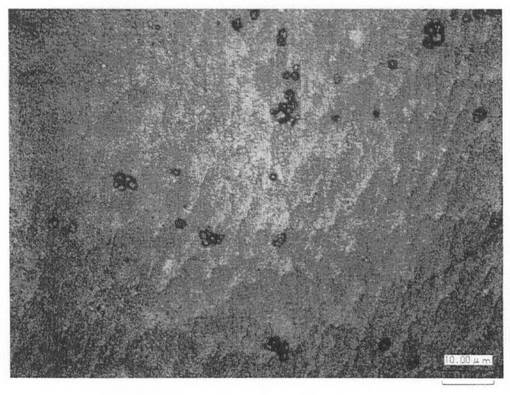
実施例1で得たシート縦断面のレーザー光顕微鏡写真を図1に、比較例2で得たシート縦断面のレーザー光顕微鏡写真を図2に示した。なお写真に現われる閉気孔は黒い円形または楕円形状で、その直径は0.3〜3μm程度である。
【0088】
【表1】

【0089】
表1から、次の様に考えることができる。
【0090】
表1のNo.1〜3はいずれも本発明の規定要件を満たす実施例であり、グリーンシート中に含まれる細孔の平均細孔径および全細孔容積ともに本発明の規定要件を満たしており、閉気孔数も少なくて極めて緻密なものであることが分かる。従って、これを焼成することによって得られるジルコニア系シートも、相対密度が高くて曲げ強度も良好で、相対的に高いワイブル係数を示しており、閉気孔数も非常に少ない。
【0091】
これに対し、塗工用スラリーの調製段階で静置工程[D]を省略した比較例1および撹拌工程[C]を省略した比較例2は、グリーンシートの平均細孔径、全細孔容積ともに本発明の規定範囲を超えているばかりか、閉気孔数も多く、これを焼成することによって得られるジルコニア系シートも、相対密度が比較的低くて曲げ強度やワイブル係数も悪く、閉気孔数も非常に多い。
【0092】
また、撹拌工程[C]の回転速度が高過ぎる比較例3でも、グリーンシートの平均細孔径、全細孔容積ともに比較的大きくて閉気孔数も多く、これを焼成することによって得られるジルコニア系シートも、相対密度が比較的低く曲げ強度やワイブル係数も悪くて、閉気孔数も多い。
【図面の簡単な説明】
【0093】
【図1】実施例1で得たシート縦断面のレーザー光顕微鏡写真である。
【図2】比較例2で得たシート縦断面のレーザー光顕微鏡写真である。
【技術分野】
【0001】
本発明は、ジルコニア系グリーンシートとジルコニア系シートおよびその製法に関し、より詳細には、理論密度に対して98%以上の密度を有する緻密質体で、燃料電池やセンサーなどに用いる固体電解質膜として有用なジルコニア系シートと、それを得るための前駆体であるジルコニア系グリーンシートおよびその製法に関するものである。
【背景技術】
【0002】
燃料電池や酸素センサー等の固体電解質膜として使用されるジルコニア系シートは、それらの用途への適合性を高めるうえで緻密質であることが望ましく、そうした観点からの研究は既に多数公表されている。例えば特許文献1には、厚みが0.05〜0.6mmで、任意の400cm2の領域の厚みムラが5%以内であり、密度が理論密度の95%以上であるセラミックシートが開示されると共に、該セラミックシートを得るための前駆体となるセラミックグリーンシートとして、セラミック粉末と有機バインダーからなるグリーンシートであって、該シート内に存在する細孔の平均直径が100〜1000nmで、且つ該細孔の全容積が0.02〜0.2cc/gであるグリーンシートが開示されている。
【0003】
そして上記特許文献1によると、グリーンシート内の細孔径が100nm未満では、粉末が詰まり過ぎて溶剤の除去や脱脂が不十分となり、一方、細孔径が1000nmを超えると、粉末相互の間隔が大きくなり過ぎるためシート強度が低下し、取扱いが困難になること、また上記グリーンシートの全細孔容積が0.02cc/g未満では、粉末が詰まり過ぎて溶剤の除去や脱脂が不十分となり、一方、細孔の全容積が0.2cc/gを超えると、粉末相互の間隔が大き過ぎる部分ができてシート強度が低下し、取扱いが困難になることが問題点として指摘されている。
【0004】
しかし、上記特許文献1の実施例によると、上記細孔径と全細孔容積が規定されたグリーンシートは、2L(リットル)量のボールミルで調製したスラリーを用いてドクターブレード法によりシート成形したものであり、このグリーンシートを焼成することによって得られるセラミックシートは、強度バラツキが大きくなり易い。こうした傾向は、本発明者らの検討結果から、該シートの縦断面を408nmのレーザー光顕微鏡で写真撮影することによって観察される閉気孔の数が90×65μm2の領域に11個以上で、ワイブル係数が10以下であることによっても窺われる。
【0005】
また特許文献2には、マグネシアを7〜9モル%の範囲で含み、表面における直径1μm以上のポアの量が1000μm2当たり5個以下であるジルコニア焼結体が開示されている。ここで言うポアとは、焼結体の表面を約5mmの深さまで研削または切断切除し、これを鏡面研磨した面を電子顕微鏡で観察したときに、直径1μm以上の黒く観察されるものである。またポアの量は、撮影した写真の中から1000μm2の測定面を設定し、その中に存在する直径1μm以上のポアの数を測定し、これを任意の10箇所で行なって平均したものである。
【0006】
しかしこの技術は、原料粉末を金型成形、ラバープレス、射出成形、押出成形により成形するものであり、しかも得られるジルコニア焼結体のポアの発生原因は記載されておらず、本発明の如くドクターブレード法で製造されるジルコニア系シートとは全く異なるものである。
【0007】
他方、非特許文献1には、グリーンシートに生じるボイド欠陥は、シート成形に用いるスラリーを脱泡することによって大幅に低減できることが記載されており、脱泡時間とグリーンシート中の1dm2当りのボイド数の関係が示されている。しかし、グリーンシート内に存在する細孔の平均径や細孔容積率の関係までは明らかにされていない。
【0008】
更に非特許文献2には、塗工スラリーの調製工程で、ボールミルやビーズミルによる混合分散工程で生じた熱や気泡を抑えるため、塗工スラリーを寝かせたり脱泡したりすることが記載されている。しかし、脱泡しつつ所定粘度に調整したスラリーを、特定の条件で撹拌することで気孔率を低減することは開示されていない。
【特許文献1】特開平10−212166号公報
【特許文献2】特開平6−40769号公報
【非特許文献1】「ファインセラミックスの成形と有機材料」(斉藤勝義著、株式会社シーエムシー、1985年8月26日発行、第237〜238頁
【非特許文献2】「積層セラミックコンデンサの開発と材料技術および高信頼化」株式会社技術情報協会、2001年2月28日発行、第103〜104頁
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明は、上記の様な従来技術の更なる改善を期してなされたものであり、具体的には、例えばシートの縦断面を408nmのレーザー光顕微鏡で写真撮影することにより観察される閉気孔の数が90×65μm2の領域に10個以下の低い値を有し、優れた破壊靱性を有する他、曲げ強度のワイブル係数が10以上である緻密で強度ムラの少ない安定した品質のジルコニア系シートを提供し、且つその様なジルコニア系シートの前駆体となる緻密質で内部空孔欠陥の少ないグリーンシートを提供し、更に、その様なグリーンシートを安定して生産性よく製造することのできる方法を提供することにある。
【課題を解決するための手段】
【0010】
上記課題を解決することのできた本発明に係るグリーンシートとは、ジルコニア系粉末とバインダーを含み、ドクターブレード法により成形されたジルコニア系グリーンシートであって、水銀圧入法で測定される当該グリーンシート中に存在する細孔の平均細孔径が0.01〜0.08μmであり、且つ全細孔容積が0.01〜0.05mL/gであるところに特徴を有している。
【0011】
本発明で使用する上記ジルコニア系粉末として特に好ましいのは、酸化スカンジウム、酸化イットリウムおよび酸化イッテルビウムよりなる群から選択される少なくとも1種の酸化物を安定化剤としてジルコニアに対し3〜12モル%含有するジルコニア系粉末であり、この粉末は、比表面積が3〜20m2/gであることが望ましい。
【0012】
また本発明のジルコニア系シートは、上記規定要件に合致するジルコニア系グリーンシートを1300〜1500℃で焼成することによって得られる、燃料電池やセンサー等の固体電解質膜として有用な高緻密質のジルコニア系シートであり、シート厚さが50〜800μmで、該シートの縦断面を408nmのレーザー光顕微鏡で写真撮影することにより観察される閉気孔の数が90×65μm2(つまり5850μm2)領域内に10個以下であるところに特徴を有している。
【0013】
更に本発明の製法は、上記特性を備えたジルコニア系グリーンシートを工業的に安定して生産性よく製造することのできる方法として位置付けられるもので、
[A]ジルコニア系粉末、バインダーおよび溶剤を含む原料をミリングして粘度が1.5Pa・s以下のスラリーを得るミリング工程、
[B]該スラリーを、撹拌羽根付き容器内で、20℃における粘度が2.7〜6.7Pa・sの範囲となる様に溶剤を減圧除去し、固形分濃度が50〜85質量%のスラリーを得る減圧撹拌工程、
[C]得られるスラリーを、当該スラリー中に浸漬された撹拌羽根で常温常圧下に撹拌動力:1.5〜2.5kW/m3、回転速度:5〜20rpmで1〜50時間撹拌する撹拌工程、
[D]その後、撹拌羽根を回転させることなく10分〜25時間静置する静置工程、
によって得られるスラリーを使用し、ドクターブレード法によりシート成形するところに要旨が存在する。
【発明の効果】
【0014】
本発明のジルコニア系グリーンシートは、水銀圧入法で測定される当該グリーンシート中に存在する細孔の平均細孔径を0.01〜0.08μm、全細孔容積を0.01〜0.05mL/gの範囲に特定することによって、焼成時に発生する分解・燃焼ガスのシート外への放散と焼結を効率よく進めることができ、気孔欠陥などがなく高緻密質かつ均質で優れた物性を有するジルコニア系シートを得ることができる。そして本発明の製法によれば、上記の様に優れた性能のジルコニア系シートを与える前駆体となるグリーンシートを生産性よく確実に得ることができる。
【発明を実施するための最良の形態】
【0015】
本発明のグリーンシートは、上記の様に燃料電池やセンサー等の固体電解質膜として使用されるセラミックシートの前駆体となるものであって、ジルコニア系粉末とバインダーを含み、ドクターブレード法により成形されるジルコニア系グリーンシートであり、水銀圧入法で測定される当該グリーンシート中に存在する細孔のサイズと容積率に注目し、該細孔の平均細孔径を0.01〜0.08μmの範囲に定めると共に、全細孔容積を0.01〜0.05mL/gの範囲に定めることによって、従来技術では解決できなかった前掲の課題を解決したものであり、これらの要件を定めた理由は下記の通りである。
【0016】
ジルコニア系シートの前駆体であるグリーンシート中に含まれるバインダーや必要に応じて添加される可塑剤、分散剤などの有機成分は、当該グリーンシートを焼成する際に酸化され、炭酸ガスや水などの分解ガスや有機成分の分解・燃焼ガスが発生し、シート外へ放出される。しかしこれらのガスは、グリーンシート中に外部へ連通した適度の細孔がなければグリーンシート外へ放散されず、グリーンシート内に閉じ込められた状態となる。この閉じ込められたガスは、更なる昇温によって体積膨張し、グリーンシートの表面に膨れや穴などのボイド欠陥を生じさせる原因となり、セラミックシートの表面性状や平坦度を悪化させると共に、強度劣化の原因となる。また、分解ガス等が焼成中に放出されることなくグリーンシート内に閉じ込められ、最終的にジルコニア系シート中に閉気孔として残ると、密度や強度を低下させる要因となる。
【0017】
こうした問題を回避するには、ジルコニア系シート内に残存する細孔(空孔)を、前掲の特許文献1などに開示されている細孔よりも更に微細化すると共にその数も少なくしなければならず、その為には、その前駆体となるグリーンシートの強度、密度、平坦度の低下を起こさない範囲で、グリーンシート中に適度の細孔を存在させることが有効となる。この様な観点から本発明では、グリーンシート中に存在する細孔の平均細孔径と全細孔容積を下記の様に規定している。
【0018】
平均細孔径:0.01〜0.08μm
平均細孔径が上記好適範囲内にあるグリーンシートでは、焼成時に発生する分解ガスや燃焼ガスがシート外へスムーズに放散されるばかりでなく、焼結時に細孔が収縮して更に微細化し、あるいは消滅し易くなり、得られる焼結体(即ちジルコニア系シート)は高密度の緻密体になると共に、曲げ強度などの物理的特性も優れたものとなる。ちなみに、平均細孔径が0.01μm未満では、焼成時における分解ガスや燃焼ガスの放出が遅くなり、内部に空孔が残ってボイド欠陥などが発生し易くなるばかりでなく、焼結体の密度も十分に上がらず物理的特性も悪くなる。
【0019】
また平均細孔径が0.08μmを超えた場合、焼成時に発生する分解ガスや燃焼ガスの放散は円滑に進行するものの、グリーンシート内の細孔が焼結時に密着・消滅しないで(すなわち、潰れないで)セラミックシート内に気孔として残存し、シート密度の上昇が阻害されると共に強度も低下してくる。こうした観点から平均細孔径のより好ましい値は、0.02μm以上、0.06μm以下である。
【0020】
尚ここで言う平均細孔径とは、マイクロメリテック社製の自動ポロシメータ「オートポアIII9420」を使用し、水銀圧入法によって測定した値である。採用した水銀圧は1〜60000psia、用いたサンプルは、グリーンシートを幅約10mm、長さ約350mmに切断してゼンマイ状に巻いた質量2〜2.3gのものをサンプルとして使用した。平均細孔径は、細孔を円筒であると仮定し、全細孔容積を細孔の比表面積で割り算することにより求めた値で、この値は毛細管状の細孔群の平均直径を表わしている。
【0021】
全細孔容積:0.01〜0.05mL/g
全細孔径が上記好適範囲内にあるものは、分解ガスや燃焼ガスのシート外への放散がスムーズに進行すると共に、焼結時における細孔の密着・消滅も速やかに進行し、高密度且つ緻密で物理的強度に優れた焼結体となる。ちなみに、全細孔径が0.01mL/g未満では、分解ガスや燃焼ガスのシート外への放散が遅れ、一部が空孔としてシート内に残ってボイド欠陥が発生し易くなり、密度も低下する傾向が生じてくる。また、全細孔容積が0.05mL/gを超えると、分解ガスや燃焼ガスのシート外への放散は円滑に進行するものの、シート内の細孔が密着・消滅しきれないで気孔欠陥として残存し、密度低下の原因になるばかりでなく、物理的強度も低下傾向となる。こうした観点から、より好ましい全細孔容積は0.02mL/g以上、0.04mL/g以下である。
【0022】
ここで言う全細孔容積とは、上記と同じマイクロメリテック社製の自動ポロシメータ「オートポアIII9420」を使用し、上記と同様の水銀圧入法によって測定した値である。即ち、測定時の最大圧力まで水銀が圧入された細孔容積の積算値をサンプルの重量で割った値である。
【0023】
上述した平均細孔径と全細孔容積を満たすグリーンシートをドクターブレード法によって得るには、原料スラリー中の気泡を可及的に脱気してグリーンシート内の細孔を極力小さく且つ少なくすることが重要であり、その為には、原料となるジルコニア系粉末と、バインダー、溶剤などを含む原料をミリングして粘度が1.5Pa・s以下のスラリーを得るミリング工程[A]、このスラリーを撹拌羽根付き容器内で減圧して溶剤を留去しつつ粘度調整して塗工用スラリーを得る際に、20℃における粘度が2.7〜6.7Pa・sの範囲となる様に溶剤を減圧留去して固形分濃度が50〜85質量%のスラリーを得る減圧撹拌工程[B]、このスラリーを、常温常圧下に当該スラリー中に浸漬された撹拌羽根で撹拌動力:1.5〜2.5kW/m3、回転速度:5〜20rpmで1〜50時間で撹拌する撹拌工程[C]、その後、撹拌羽根を回転させることなく10分〜25時間静置する静置工程[D]を順次経た後、ドクターブレード法によるシート成形を行うことが重要となる。
【0024】
即ちこの方法は、原料成分の一部が凝集体を生じることなく全ての成分を微分散させて均一なスラリーとした後、ドクターブレード法に適した高粘性スラリー中に含まれる気泡を可及的に除去し、グリーンシートとしての平均細孔径と全細孔容積を前述した好適範囲に制御するために不可欠の要件となる。
【0025】
ちなみに、ミリングによって上記原料粉末とバインダーを溶剤中で均一に分散させる際に、粘度が高過ぎると固形成分の一部が凝集していわゆる“ダマ”状態となり、これはその後の撹拌によっても容易に崩壊・分散し難いため、こうした現象をなくすには、原料粉末を混合してスラリーとする際の粘度を十分に低下させておくことが望ましい。
【0026】
また、有機溶剤を含む低粘性のスラリーを減圧下で脱泡すると、溶剤が沸騰状態で揮発除去されて固形分濃度が上昇し高粘性のスラリーとなるが、高粘性スラリーはその中に空気を巻き込み易く、スラリー中の空気や溶存酸素を効率よく除去することはできない。また、高粘性のスラリーを常温常圧下で撹拌するだけでは、スラリー中に存在する空気や溶存酸素が撹拌羽根の回転に伴ってスラリー中で回転するだけであり、気泡として液面まで上昇させて脱気することはできない。
【0027】
そこで本発明では、ジルコニア系粉末、バインダーおよび溶剤を含む原料スラリーを、ボールミルやビーズミル等を用いてミリングし、撹拌羽根付き容器内で減圧下に粘度調整して塗工用スラリーを調製する際に、まず第1のミリング工程[A]で、上記原料をミリングすることにより粘度が1.5Pa・s以下のスラリーを調製する。この工程[A]は、原料を満遍なく均一に分散させるために必要な工程であり、該ミリング時の粘度が1.5Pa・sを超えると、ミリング工程[A]で一部が分散不良となって部分的に凝集物が残ることがあり、この凝集物はその後も実質的にそのまま残存してドクターブレードによる塗工性を著しく害することとなる。従って、この段階で原料を満遍なくミリングして均一なスラリーを得るには、ミリング時の粘度を高くとも1.5Pa・s以下、好ましくは1.0Pa・s以下に抑えるのがよい。
【0028】
このときの粘度の下限は特に制限されないが、粘度が過度に低くなるとジルコニア系粉末の濃度が低くなって溶剤の使用量が無意味に多くなるため不経済であり、且つその後の工程で溶剤の揮発除去に長時間を要し生産性を低下させるので、粘度を0.1Pa・s未満にまで下げることは実際的でない。好ましい粘度の下限は0.3Pa・s程度である。
【0029】
上記ミリング工程[A]で得られる相対的に低粘度の均質なスラリーは、その後の減圧撹拌工程[B]で、撹拌羽根付き容器内に装入して減圧下に溶剤を揮発除去しつつ粘度調整し、20℃における粘度が2.7〜6.7Pa・sで固形分濃度が50〜85質量%のスラリーを得る。
【0030】
尚、ここでいう固形分濃度とは、全スラリー成分中の原料粉末とバインダー固形成分との合計量を質量%で表わしたものである。
【0031】
この工程[B]は、スラリー中に含まれている溶剤をより短時間で効率よく揮発除去するための工程として実施されるもので、該工程[B]の末期における20℃の温度でのスラリー粘度が2.7Pa・s未満で固形分濃度が50質量%未満では、スラリー中の溶剤が未だ十分に除去されておらず、スラリー中の溶剤量が多過ぎてスラリー粘度が低いため、次の撹拌工程[C]で行なわれる常温常圧下での撹拌によるスラリー中の空気や溶存酸素の除去は短時間で行なえるが、ドクターブレード法による塗工後の溶剤を揮発除去するのに長時間を要することとなり、そのため塗工速度を低下させねばならなくなって実用に叶う生産性が得られ難くなる。
【0032】
また、スラリー粘度が6.7Pa・sを超えて固形分濃度が85質量%を超えると、スラリーの流動性が悪くなってその後の撹拌による脱泡に時間がかかるばかりでなく、静置した後のスラリー粘度が高くなり過ぎて、スラリー中の空気や溶存酸素の除去が不十分となり、また、ドクターブレード法による塗工工程で塗膜に筋が入ったり塗工厚さにバラツキができ易くなり、均質な品質のグリーンシートが得られなくなる。こうした観点から、該減圧処理時のより好ましい到達粘度と固形分濃度は、20℃で3.0〜5.5Pa・sで55〜80質量%、更に好ましくは3.5〜4.5Pa・sで60〜75質量%である。
【0033】
尚、上記減圧撹拌工程[B]や、その後の撹拌工程[C]でも引き続いて使用することのある容器として、撹拌羽根付き容器を使用するのは、前工程のミリング工程[A]で微細均一に分散されたスラリー中の溶剤を除去するため、部分的に撹拌不足となる領域を生じさせることなく減圧下に全体を均一に撹拌するためである。こうした観点から好ましいのは、容器形状が丸底で円筒型のものであり、撹拌のデッドゾーンを生じることなく全体を満遍なく均一に撹拌できる。また、溶剤の除去を効率よく行なうため、容器外部にスラリー加温用のジャケットを設けたものも好ましく使用できる。
【0034】
この時の撹拌羽根の好ましい回転速度は10〜60rpmで、撹拌時間は1〜50時間、より好ましくは20〜40rpmで2〜20時間である。
【0035】
減圧撹拌工程[B]で、溶剤が減圧除去されて上記好適粘度と固形分濃度に調整されたスラリーは、その後、常温常圧下に当該スラリー中に浸漬された撹拌羽根を用いて、撹拌動力:1.5〜2.5kW/m3、回転速度:5〜20rpmで1〜50時間で撹拌する。この撹拌工程[C]は、上記減圧撹拌工程[B]で、スラリー中の溶剤が沸騰状態で放散されることでスラリー中へ混入もしくは溶解してくる多量の空気を、液面上に浮上分離させるために行なうもので、この時の撹拌は、外気を巻き込むことなくスラリー内の気泡を効率よく浮上させるため、上記範囲の撹拌動力と回転速度および撹拌時間を採用する。
【0036】
この時の撹拌羽根の撹拌動力は、例えば「化学工学便覧(改訂五版)」(社団法人化学工学協会編、発行;丸善株式会社、発行日;昭和63年3月18日)の第910頁に記載されている高粘度液の撹拌に要する単位面積当たりの動力と粘度の関係から、上記1.5〜2.5kW/m3の範囲を採用することとした。
【0037】
ちなみに、この時の撹拌動力が1.5kW/m3未満では、スラリー中の気泡の浮上分離を殆ど加速することができず、気泡の逸散に長時間を要し、また撹拌動力が2.5kW/m3を超えると、当該撹拌によって空気の巻き込みが起こり易くなり、却って気泡逸散が遅れる。
【0038】
また、撹拌速度を5〜20rpmの範囲に定めたのは、通常の撹拌モーターでは5rpm未満の超低速撹拌を安定に持続することが難しく、再現性に難があるからであり、逆に20rpmを超えると、空気の巻き込みを起こし易くなるからである。常温常圧下でのより好ましい撹拌速度は5〜10rpmである。
【0039】
上記撹拌動力と回転数による撹拌で、その前工程の減圧撹拌工程[B]で混入乃至溶解した多量の空気を可及的に逸散させるには、少なくとも常温常圧で1時間以上撹拌することが必要であり、好ましくは2時間以上撹拌するのがよい。また、当該撹拌条件下で逸散可能なサイズの気泡の殆どは10時間以内、或いは20時間以内に逸散し、例えば50時間以上撹拌を続けても、抜けきらない微細な気泡は撹拌羽根の回転に随伴してスラリー中で回転しているだけであるので、それ以上にこの条件での撹拌を続けることは無駄である。
【0040】
尚、上記常温常圧下の撹拌に用いる撹拌羽根の種類は特に制限がなく、ディスクタービン型、8枚パドル型、湾曲羽根型、ファンタービン型、矢羽根タービン型、ファウドラー型、ブルマージン型、傾斜パドル型、プロペラ型、或いはこれらの羽根が上下に複数個組み合わされたもの、更には、アンカー型、ヘリカルスクリュー型、ヘリカルリボン型など、様々のタイプのものを任意に選択して使用できるが、本発明の対象とする高粘性スラリーの脱気処理用として特に好ましいのは、アンカー型、ヘリカルスクリュー型、ヘリカルリボン型の撹拌機である。
【0041】
上記の様にして小さな撹拌動力で撹拌を行なうことにより、減圧脱泡されたスラリー中に巻き込まれた気泡を浮上分離することで、気泡の殆どは放出されることから、通常はこの様な脱気処理で十分と考えており、その後、ドクターブレード法などによるシート生成を行なっていた。しかし本発明者らが前述した様な課題の下で、グリーンシート、延いてはジルコニア系シートの更なる緻密化と高密度化を期して研究を進めた結果、上述した様な常温常圧下での緩やかな撹拌でも、ごく微細な気泡は撹拌機の回転に同伴して回転するだけで脱気が進まず、これが更なる密度アップを妨げていることが分かった。
【0042】
そこで本発明では、上記緩やかな撹拌では浮上分離できないごく微細な気泡についても可及的に浮上分離させるため、上記撹拌の後にしばらく静置する静置工程[D]を必須の工程として付加することとした。静置の好ましい時間は、撹拌処理後のスラリー粘度によってかなり変わってくるので、一律に狭い静置時間を設定することはできないが、あまりに短時間では微細な気泡の浮上分離が十分に進まず、またあまりに長過ぎると、スラリー中の固形成分が比重差により沈降して均一性が低下してくるので、スラリー粘度に応じて10分以上、25時間以下に設定するのがよい。脱気性と作業性を考慮してより好ましい静置時間は1時間以上、20時間以内、更に好ましくは2時間以上、10時間以内である。
【0043】
より具体的には、スラリー粘度が2.7Pa・s以上、5.0Pa・s未満であるときは10分以上、5時間以内、より好ましくは20分以上、3時間以内で、スラリー粘度が5.0Pa・s以上、6.7Pa・s以下であるときは30分以上、25時間以内、より好ましくは60分以上、10時間以内である。なお、上記静置時間は静置温度条件によっても変わってくるが、基本的にはスラリー粘度に依存するので、静置時間を短縮したい場合は、スラリー成分が変質しない限度で適度に加温しスラリー粘度を低下させることも有効である。
【0044】
かくして所定時間静置することで、スラリー中に浮遊している微細な気泡も液面に浮上・逸散させた後、常法に従ってドクターブレード法によってシート成形し、乾燥して溶剤成分をほぼ完全に揮発除去すると、グリーンシートが得られる。シート形成に当たっては、成形性やその後の取扱い性を高めるため、プラスチックフィルムなどの上に所定の乾燥膜厚となる様に塗工し、40〜120℃程度の温度で温風乾燥するのがよい。好ましくは、例えば50℃、80℃、100℃と順次温度を高めた乾燥炉で連続的に温風乾燥してフィルムの走行速度を高めれば、生産性を一層高めることができるので好ましい。
【0045】
上記の様な塗工スラリーの調製法を採用することで、前述した平均細孔径や全細孔容積の要件を満たすグリーンシートを得ることができる。
【0046】
かくして得られるジルコニア系グリーンシートを、300〜600℃で3〜30時間予備加熱してバインダー成分などの有機成分を分解・気散させ、次いで好ましくは1200〜1500℃、より好ましくは1300〜1450℃で1〜5時間焼成すると、ピンホールやボイド、クレーター等の欠陥の非常に少ない平滑で均質なジルコニア系シートが得られる。
【0047】
このジルコニア系シートを燃料電池やセンサーの固体電解質膜用として使用する場合、好ましいシート厚さは50〜800μmである。このジルコニア系シートは、前述したグリーンシートを前駆体として使用することで、厚さのバラツキが極めて少なく均一な厚さを有しており、またシート断面に現われる閉気孔の数は90×65μm2の領域に10個以下で、強度バラツキの指標となる曲げ強度のワイブル係数は10以上の極めて品質の安定したものとなる。
【0048】
なお上記閉気孔の数は、当該シートの縦断面を超深度カラーD形状測定レーザー光顕微鏡(キーエンス社製、商品名「VK−9500」)によって観察し、シート断面のうち90μm×65μmに相当する部分を14.7cm×10.9cmに拡大した408nmのレーザー光顕微鏡写真(約1650倍に相当)を撮影し、その写真から目視で判別できる全ての気孔の数をカウントして求めた。
【0049】
尚、本発明で使用した超深度カラー3D形状測定顕微鏡は、測定用レーザー光源として408nmのバイオレットレーザーを対物レンズから観察対象物に照射し、その反対光を極少ピンホールによって正確に焦点位置を検出するものであり、高精度リニアスケールを集光レンズ移動機構に搭載しており、2軸方向(高さ測定)の分解能は0.01μmである。
【0050】
従って、SEMに匹敵する拡大解析することができ、且つ通常の雰囲気下に非接触、非破壊で、表面形状を高精度に解析することのできる装置である。しかも、非破壊、通常雰囲気で測定できることから、グリーンシートの測定にも支障なく適用でき、該グリーンシートの縦断面も同様に観察し、グリーンシート断面のうち90×65μm2に相当する部分を14.7cm×10.9cmに拡大した408nmのレーザー光顕微鏡写真(約1650倍に相当)を撮影し、その写真から目視で判別できる全ての気孔の数をカウントして求めた。従って、当然のことながら本発明では、グリーンシート縦断面の閉気孔の数も同領域内に10個以下となる。
【0051】
また、ワイブル係数の対象となるシートの曲げ強度は、JIS R1601に定められた3点曲げ強度とし、試料片は50mm×8mmの短冊状で、厚さが50〜800μmのものとし、下部支点間距離は30mmとした。
【0052】
次に、本発明で原料として使用するジルコニア系粉末の種類は特に制限されないが、燃料電池やセンサーの固体電解質膜用として使用する上で特に適しているのは、酸化スカンジウム、酸化イットリウム、酸化イッテルビウムから選ばれる少なくとも1種の酸化物が安定化剤としてジルコニアに3〜12モル%添加された安定化ジルコニア系粉末である。この粉末は、比表面積が3〜20m2/gの範囲のものが好ましい。
【0053】
またこの粉末に、他の酸化物としてSiO2,Al2O3,GeO2,SnO2,TiO2,Sb2O3,Ta2O5,Nb2O5,Bi2O3等が含まれていてもよく、上記安定化ジルコニア粉末に、0.1〜5質量%程度のアルミナ、チタン、セリアが配合されたものが好ましく使用される。
【0054】
ちなみに、上記原料粉末の比表面積が3m2/gを下回る相対的に粗粒のものでは、グリーンシートを焼成してジルコニア系シートとする際の焼結性が低下し、相対密度で95%超、特に98%を超える緻密なものが得られ難くなり、シート強度も不足気味となる。一方、比表面積が20m2/gを超える過度に微細なものでは、バインダーの使用量が増大すると共にスラリー粘度も高くなり、スラリー段階での脱気が困難になって気孔欠陥が残り易くなると共に緻密性も低下傾向となり、且つ焼成後のシートに反りやウネリが発生し易くなる。ジルコニア系粉末のより好ましい比表面積は5m2/g以上、16m2/g以下である。
【0055】
本発明で使用されるバインダーの種類にも格別の制限はなく、従来から知られた有機質もしくは無機質のバインダーを適宜選択して使用することができる。有機質バインダーとしては、例えばエチレン系共重合体、スチレン系共重合体、アクリレート系及びメタクリレート系共重合体、酢酸ビニル系共重合体、マレイン酸系共重合体、ビニルブチラール系樹脂、ビニルアセタール系樹脂、ビニルホルマール系樹脂、ビニルアルコール系樹脂、ワックス類、エチルセルロース等のセルロース類等が例示される。
【0056】
これらの中でもグリーンシートの成形性や打抜き加工性、強度、焼成時の熱分解性等の点から、メチルアクリレート、エチルアクリレート、プロピルアクリレート、ブチルアクリレート、イソブチルアクリレート、シクロヘキシルアクリレート、2−エチルヘキシルアクリレート等の炭素数10以下のアルキル基を有するアルキルアクリレート類;およびメチルメタクリレート、エチルメタクリレート、ブチルメタクリレート、イソブチルメタクリレート、オクチルメタクリレート、2−エチルヘキシルメタクリレート、デシルメタクリレート、ドデシルメタクリレート、ラウリルメタクリレート、シクロヘキシルメタクリレート等の炭素数20以下のアルキル基を有するアルキルメタクリレート類;ヒドロキシエチルアクリレート、ヒドロキシプロピルアクリレート、ヒドロキシエチルメタクリレート、ヒドロキシプロピルメタクリレート等のヒドロキシアルキル基を有するヒドロキシアルキルアクリレートまたはヒドロキシアルキルメタクリレート類;ジメチルアミノエチルアクリレート、ジメチルアミノエチルメタクリレート等のアミノアルキルアクリレートまたはアミノアルキルメタクリレート類;(メタ)アクリル酸、マレイン酸、モノイソプロピルマレートの如きマレイン酸半エステル等のカルボキシル基含有モノマー、の少なくとも1種を重合または共重合させることによって得られる、数平均分子量が20,000〜200,000、より好ましくは50,000〜100,000の(メタ)アクリレート系共重合体が好ましいものとして推奨される。これらの有機質バインダーは、単独で使用し得る他、必要により2種以上を適宜組み合わせて使用することができる。特に好ましいのはイソブチルメタクリレートおよび/または2−エチルヘキシルメタクリレートを60質量%以上含むモノマーの共重合体である。
【0057】
また無機質バインダーとしては、ジルコニアゾル、シリカゾル、アルミナゾル、チタニアゾル等が単独で若しくは2種以上を混合して使用できる。
【0058】
ジルコニア系粉末とバインダーの使用比率も特に制限されないが、好ましいのは、前者100質量部に対して後者5〜30質量部、より好ましくは10〜20質量部の範囲が好適である。
【0059】
また溶媒としては、水、メタノール、エタノール、2−プロパノール、1−ブタノール、1−ヘキサノール等のアルコール類;アセトン、2−ブタノン等のケトン類、ペンタン、ヘキサン、ヘプタン等の脂肪族炭化水素類;ベンゼン、トルエン、キシレン、エチルベンゼン等の芳香族炭化水素類;酢酸メチル、酢酸エチル、酢酸ブチル等の酢酸エステル類等が適宜選択して使用される。これらの溶媒も単独で使用し得る他、2種以上を適宜混合して使用することができる。これら溶媒の使用量は、スラリーの粘度を加味して適当に調節するのがよい。
【0060】
必要に応じて使用される可塑剤は、グリーンシートに柔軟性を付与するために配合されるもので、例えばフタル酸ジブチル、フタル酸ジオクチル等のフタル酸エステル類、プロピレングリコール等のグリコール類やグリコールエーテル類などが好ましく使用される。これら可塑剤の配合量も特に制限されないが、好ましいのはジルコニア粉末100質量部に対して0.5〜5質量部であり、より好ましくは1〜3質量部の範囲である。
【0061】
上記スラリーの調製に当たっては、セラミック原料粉末の解膠や分散を促進するため、ポリアクリル酸、ポリアクリル酸アンモニウム等の高分子電解質、クエン酸、酒石酸等の有機酸、イソブチレンまたはスチレンと無水マレイン酸との共重合体およびそのアンモニウム塩あるいはアミン塩、ブタジエンと無水マレイン酸との共重合体およびそのアンモニウム塩等からなる分散剤;更には界面活性剤や消泡剤などを必要に応じて添加することができる。
【実施例】
【0062】
以下、実施例を挙げて本発明の構成と作用効果をより具体的に説明するが、本発明はもとより下記実施例によって制限を受けるものではなく、前・後記の趣旨に適合し得る範囲で適当に変更を加えて実施することも勿論可能であり、それらはいずれも本発明の技術的範囲に含まれる。
【0063】
実施例1
3モル%イットリア安定化ジルコニア系粉末(住友大阪セメント社製:商品名「OZC−3Y」、比表面積:8m2/g、平均粒子径:0.6μm)100質量部と、アルミナ粉末(昭和電工社製:商品名「AL−160SG」)0.5質量部との混合物に対し、メタクリル酸エステル共重合体(2−エチルヘキシルメタクリレート;95%、ジメチルアミノエチルメタクリレート;4%、ヒドロキシプロピルアクリレート;1%の共重合体、平均分子量:80,000、ガラス転移点:−9℃)からなるバインダーを固形分換算で14質量部、可塑剤としてジブチルフタレートを2質量部、溶剤としてトルエン/イソプロピルアルコール(質量比:3/2)の混合溶剤50質量部を、直径10mmのジルコニアボールが装入された内容積100Lのナイロン樹脂製ボールミルに入れ、約45rpmで40時間ミリングして原料スラリーを調製した。このスラリーの粘度は、室温(25℃)で0.8Pa・sであった。
【0064】
このスラリーを、碇型の撹拌機を備えた内容積が50Lのジャケット付丸底円筒型減圧脱泡容器へ移し、撹拌機を30rpmの速度で回転させながら、ジャケット温度40℃で減圧(30〜160torr)下に濃縮・脱泡し、粘度を3.0Pa・sに調整した。このスラリーの固形分濃度は、回収された溶剤の量から逆算して約60質量%であった。次いで窒素ガスを容器内へ導入して、常温常圧下に撹拌機(撹拌動力;2kW/m3)を10rpmで10時間回転させて撹拌し、その後、撹拌機を止めて静止し室温(約20℃)で2時間保持し、塗工用のスラリー(固形分濃度:約60質量%)を得た。
【0065】
得られた塗工用スラリーを塗工装置のスラリーダムに移し、ドクターブレード法によってポリエチレンテレフタレート(PET)フィルム上に塗工し、塗工部に続く乾燥機(50℃、80℃、110℃の3ゾーン)を0.2m/minの速度で通過させて乾燥することにより、厚さが約180μmのグリーンシートを得た。
【0066】
このグリーンシートを幅10mm×長さ350mmに切断し、これをゼンマイ状に丸めてサンプル管内へ挿入し、このサンプル管をマイクロメリテックス社製の自動ポロシメータ「オートポアIII9420」に装着して、水銀圧:1〜60000psiaで該グリーンシート中の平均細孔径と全細孔容積を求めた。
【0067】
また、得られたグリーンシートを約60mm×10mmの短冊状に切断し、その上下を、表面の平坦な99.5%アルミナ多孔質板に挟んで脱脂した後、1350℃で3時間焼成することにより、50mm×8mmで厚さ150μmの3モル%イットリア安定化ジルコニア系シートを得た。
【0068】
得られたジルコニア系シートおよびグリーンシートの異なる位置10箇所の断面を408nmレーザー光顕微鏡で写真撮影し、その断面を1650倍に拡大したレーザー光顕微鏡写真から目視によって閉気孔の数を調べた。また、JIS R1601に準拠して室温で3点曲げ強度試験を行い、ワイブル係数を算出した。
【0069】
結果を表1に示す。
【0070】
実施例2
10モル%スカンジア−1モル%セリア安定化ジルコニア系粉末(第一稀元素化学社製:商品名「10Sc1CeSZ」、比表面積:9m2/g、平均粒子径:0.5μm)をジルコニア系原料粉末として使用した以外は、前記実施例1と同様にしてスラリーを調製した。
【0071】
このスラリーを、碇型の撹拌機を備えた内容積が50Lのジャケット付丸底円筒型減圧脱泡容器へ移し、撹拌機を30rpmの速度で回転させながら、ジャケット温度約45℃で減圧(30〜160psia)下に濃縮・脱泡し、粘度を4.0Pa・sに調整した。このスラリーの固形分濃度は、回収された溶剤の量から逆算して約70質量%であった。次いで窒素ガスを容器内へ導入し、常温常圧で撹拌機を15rpmで5時間回転させて撹拌した。その後、撹拌機を止めて静止状態で1時間保持し、塗工用のスラリー(固形分濃度:約70質量%)を得た。
【0072】
得られた塗工用スラリーを使用し、上記実施例1と同様にして厚さが約680μmのグリーンシートを得、更に同様にして該グリーンシートの平均細孔径と全細孔容積を調べた。
【0073】
更に、実施例1と同様にして、グリーンシートを1400℃で3時間焼成することにより、厚さが約500μmの10モル%スカンジア−1モル%セリア安定化ジルコニア系シートを得、同様にしてシートおよびグリーンシートの断面を1650倍に拡大したレーザー光顕微鏡によって閉気孔の数を調べると共に、室温での3点曲げ強度およびワイブル係数を求めた。結果を表1に示す。
【0074】
実施例3
ジルコニア粉末(第一稀元素化学社製:商品名「EPR」、比表面積:18m2/g、平均粒子径:0.3μm)に、市販の酸化イッテルビウム粉末をジルコニアに対し5モル%となる様に添加してジルコニア系原料粉末として使用した以外は、前記実施例1と同様にしてスラリーを調製した。
【0075】
このスラリーを、碇型の撹拌機を備えた内容積が50Lのジャケット付丸底円筒型減圧脱泡容器へ移し、撹拌機を30rpmの速度で回転させながら、室温(約20℃)で減圧(30〜160psia)下に濃縮・脱泡し、粘度を6.0Pa・sに調整した。このスラリーの固形分濃度は、回収された溶剤の量から逆算して約75質量%であった。次いで窒素ガスを容器内へ導入し、常温常圧で撹拌機を7rpmで20時間回転させて撹拌した。その後、撹拌機を止めて静止状態で4時間保持し、塗工用のスラリー(固形分濃度:約75質量%)を得た。
【0076】
得られた塗工用スラリーを使用し、上記実施例1と同様にして厚さが約250μmのグリーンシートを得、同様にして該グリーンシートの平均細孔径と全細孔容積を調べた。
【0077】
更に、実施例1と同様にして、グリーンシートを1400℃で3時間焼成することにより、厚さが約200μmの5モル%イッテルビア安定化ジルコニア系シートを得、同様にしてシートおよびグリーンシートの断面を1650倍に拡大した408nmレーザー光顕微鏡写真によって閉気孔の数を調べると共に、室温での3点曲げ強度およびワイブル係数を求めた。結果を表1に示す。
【0078】
比較例1
前掲の実施例1と同様にしてスラリーを調製し、このスラリーを、碇型の撹拌機を備えた内容積が50Lのジャケット付丸底円筒型減圧脱泡容器へ移し、撹拌機を30rpmの速度で回転させながら、ジャケット温度約20℃で減圧(30〜160psia)下に濃縮・脱泡し、粘度を3.0Pa・sに調整した。このスラリーの固形分濃度は、回収された溶剤の量から逆算して約60質量%であった。次いで窒素ガスを容器内へ導入し、常温常圧で撹拌機を10rpmで20時間回転させて撹拌し、塗工用のスラリー(固形分濃度:約60質量%)を得た。
【0079】
得られた塗工用スラリーを、静止状態に保つことなく直ちに塗工機へ送り、上記実施例1と同様にして厚さが約180μmのグリーンシートを得、同様にして該グリーンシートの平均細孔径と全細孔容積を調べた。
【0080】
更に、実施例1と同様にして、グリーンシートを1350℃で3時間焼成することにより、厚さが約150μmの3モル%イットリア安定化ジルコニア系シートを得、同様にしてシートおよびグリーンシートの断面を1650倍に拡大した408nmレーザー光顕微鏡写真によって閉気孔の数を調べると共に、室温での3点曲げ強度およびワイブル係数を求めた。結果を表1に示す。
【0081】
比較例2
前記実施例1と同様にしてスラリーを調製し、このスラリーを、碇型の撹拌機を備えた内容積が50Lのジャケット付丸底円筒型減圧脱泡容器へ移し、撹拌機を30rpmの速度で回転させながら、ジャケット温度50℃で減圧(30〜160psia)下に濃縮・脱泡し、粘度を3.0Pa・sに調整した。このスラリーの固形分濃度は、回収された溶剤の量から逆算して約60質量%であった。次いで窒素ガスを容器内へ導入し、撹拌することなく常温常圧で1時間静置するだけで、塗工用のスラリー(固形分濃度:約60質量%)とした。
【0082】
この塗工用スラリーを用いて、上記実施例1と同様にして厚さが約180μmのグリーンシートを得、同様にして該グリーンシートの平均細孔径と全細孔容積を調べた。
【0083】
更に、実施例1と同様にして、グリーンシートを1350℃で3時間焼成することにより、厚さが約150μmの3モル%イットリア安定化ジルコニア系シートを得、同様にしてシートおよびグリーンシートの断面を1650倍に拡大したレーザー光顕微鏡写真によって閉気孔の数を調べると共に、室温での3点曲げ強度およびワイブル係数を求めた。結果を表1に示す。
【0084】
比較例3
前掲の実施例1と同様にしてスラリーを調製し、このスラリーを、碇型の撹拌機を備えた内容積が50Lのジャケット付丸底円筒型減圧脱泡容器へ移し、撹拌機を30rpmの速度で回転させながら、ジャケット温度60℃で減圧(30〜160psia)下に濃縮・脱泡し、粘度を7.5Pa・sに調整した。このスラリーの固形分濃度は、回収された溶剤の量から逆算して約60質量%であった。次いで窒素ガスを容器内へ導入し、常温常圧で撹拌機を35rpmで10時間回転させて撹拌し、その後、撹拌を停止して40時間静置して塗工用のスラリー(固形分濃度:約60質量%)を得た。
【0085】
得られた塗工用スラリーを塗工機へ送り、上記実施例1と同様にして厚さが約180μmのグリーンシートを得、同様にして該グリーンシートの平均細孔径と全細孔容積を調べた。
【0086】
更に、実施例1と同様にして、グリーンシートを1350℃で3時間焼成することにより、厚さが約150μmの3モル%イットリア安定化ジルコニア系シートを得、同様にしてシートおよびグリーンシートの断面を1650倍に拡大した408nmレーザー光顕微鏡写真によって閉気孔の数を調べると共に、アルキメデス法による室温での相対密度、3点曲げ強度およびワイブル係数を求めた。なお写真撮影を行なう際には、縦断面の表面処理は行なわずそのまま任意の5箇所で撮影し、夫々について閉気孔の数を測定して、その平均値を閉気孔の数とした。結果を表1に示す。
【0087】
実施例1で得たシート縦断面のレーザー光顕微鏡写真を図1に、比較例2で得たシート縦断面のレーザー光顕微鏡写真を図2に示した。なお写真に現われる閉気孔は黒い円形または楕円形状で、その直径は0.3〜3μm程度である。
【0088】
【表1】
【0089】
表1から、次の様に考えることができる。
【0090】
表1のNo.1〜3はいずれも本発明の規定要件を満たす実施例であり、グリーンシート中に含まれる細孔の平均細孔径および全細孔容積ともに本発明の規定要件を満たしており、閉気孔数も少なくて極めて緻密なものであることが分かる。従って、これを焼成することによって得られるジルコニア系シートも、相対密度が高くて曲げ強度も良好で、相対的に高いワイブル係数を示しており、閉気孔数も非常に少ない。
【0091】
これに対し、塗工用スラリーの調製段階で静置工程[D]を省略した比較例1および撹拌工程[C]を省略した比較例2は、グリーンシートの平均細孔径、全細孔容積ともに本発明の規定範囲を超えているばかりか、閉気孔数も多く、これを焼成することによって得られるジルコニア系シートも、相対密度が比較的低くて曲げ強度やワイブル係数も悪く、閉気孔数も非常に多い。
【0092】
また、撹拌工程[C]の回転速度が高過ぎる比較例3でも、グリーンシートの平均細孔径、全細孔容積ともに比較的大きくて閉気孔数も多く、これを焼成することによって得られるジルコニア系シートも、相対密度が比較的低く曲げ強度やワイブル係数も悪くて、閉気孔数も多い。
【図面の簡単な説明】
【0093】
【図1】実施例1で得たシート縦断面のレーザー光顕微鏡写真である。
【図2】比較例2で得たシート縦断面のレーザー光顕微鏡写真である。
【特許請求の範囲】
【請求項1】
ジルコニア系粉末とバインダーを含み、ドクターブレード法により成形されたジルコニア系グリーンシートであって、水銀圧入法で測定される当該グリーンシート中に存在する細孔の平均細孔径が0.01〜0.08μmであり、且つ全細孔容積が0.01〜0.05mL/gであることを特徴とするジルコニア系グリーンシート。
【請求項2】
前記ジルコニア系粉末は、酸化スカンジウム、酸化イットリウムおよび酸化イッテルビウムよりなる群から選択される少なくとも1種の酸化物を安定化剤としてジルコニアに対し3〜12モル%含み、比表面積が3〜20m2/gである請求項1に記載のジルコニア系グリーンシート。
【請求項3】
前記請求項1または2に記載のジルコニア系グリーンシートを、1300〜1500℃で焼成したものであるジルコニア系シート。
【請求項4】
前記シートは、厚さが50〜800μmであり、該シートの縦断面を408nmのレーザー光顕微鏡で写真撮影することにより観察される閉気孔の数が、90×65μm2の領域に10個以下である請求項3に記載のジルコニア系シート。
【請求項5】
燃料電池やセンサーの固体電解質膜として使用されるものである請求項3または4に記載のジルコニア系シート。
【請求項6】
前記請求項1または2に記載のジルコニア系グリーンシートを製造する方法であって、
[A]ジルコニア系粉末、バインダーおよび溶剤を含む原料をミリングして粘度が1.5Pa・s以下のスラリーを得るミリング工程、
[B]該スラリーを、撹拌羽根付き容器内で、20℃における粘度が2.7〜6.7Pa・sの範囲となる様に溶剤を減圧除去し、固形分濃度が50〜85質量%のスラリーを得る減圧撹拌工程、
[C]得られるスラリーを、当該スラリー中に浸漬された撹拌羽根で常温常圧下に撹拌動力:1.5〜2.5kW/m3、回転速度:5〜20rpmで1〜50時間撹拌する撹拌工程、
[D]その後、撹拌羽根を回転させることなく10分〜25時間静置する静置工程、
によって得られるスラリーを使用し、ドクターブレード法によりシート成形することを特徴とするジルコニア系グリーンシートの製法。
【請求項1】
ジルコニア系粉末とバインダーを含み、ドクターブレード法により成形されたジルコニア系グリーンシートであって、水銀圧入法で測定される当該グリーンシート中に存在する細孔の平均細孔径が0.01〜0.08μmであり、且つ全細孔容積が0.01〜0.05mL/gであることを特徴とするジルコニア系グリーンシート。
【請求項2】
前記ジルコニア系粉末は、酸化スカンジウム、酸化イットリウムおよび酸化イッテルビウムよりなる群から選択される少なくとも1種の酸化物を安定化剤としてジルコニアに対し3〜12モル%含み、比表面積が3〜20m2/gである請求項1に記載のジルコニア系グリーンシート。
【請求項3】
前記請求項1または2に記載のジルコニア系グリーンシートを、1300〜1500℃で焼成したものであるジルコニア系シート。
【請求項4】
前記シートは、厚さが50〜800μmであり、該シートの縦断面を408nmのレーザー光顕微鏡で写真撮影することにより観察される閉気孔の数が、90×65μm2の領域に10個以下である請求項3に記載のジルコニア系シート。
【請求項5】
燃料電池やセンサーの固体電解質膜として使用されるものである請求項3または4に記載のジルコニア系シート。
【請求項6】
前記請求項1または2に記載のジルコニア系グリーンシートを製造する方法であって、
[A]ジルコニア系粉末、バインダーおよび溶剤を含む原料をミリングして粘度が1.5Pa・s以下のスラリーを得るミリング工程、
[B]該スラリーを、撹拌羽根付き容器内で、20℃における粘度が2.7〜6.7Pa・sの範囲となる様に溶剤を減圧除去し、固形分濃度が50〜85質量%のスラリーを得る減圧撹拌工程、
[C]得られるスラリーを、当該スラリー中に浸漬された撹拌羽根で常温常圧下に撹拌動力:1.5〜2.5kW/m3、回転速度:5〜20rpmで1〜50時間撹拌する撹拌工程、
[D]その後、撹拌羽根を回転させることなく10分〜25時間静置する静置工程、
によって得られるスラリーを使用し、ドクターブレード法によりシート成形することを特徴とするジルコニア系グリーンシートの製法。
【図1】

【図2】
【図2】
【公開番号】特開2006−290707(P2006−290707A)
【公開日】平成18年10月26日(2006.10.26)
【国際特許分類】
【出願番号】特願2005−117185(P2005−117185)
【出願日】平成17年4月14日(2005.4.14)
【出願人】(000004628)株式会社日本触媒 (2,292)
【Fターム(参考)】
【公開日】平成18年10月26日(2006.10.26)
【国際特許分類】
【出願日】平成17年4月14日(2005.4.14)
【出願人】(000004628)株式会社日本触媒 (2,292)
【Fターム(参考)】
[ Back to top ]