
スキンレスフォームローラ、その製造方法およびその成形金型
【課題】スキンレスフォームローラの表面に良好な開口性を付与し開口性を持続して与えるに足る複合皮膜層を有した成形金型、ならびにその成形金型を用いた画像不良の発生を長期に抑制できるスキンレスフォームローラおよび効率の良いその製造方法を提供すること。
【解決手段】少なくともウレタンフォーム原料と接触する表面にNiを含むメッキマトリックスとフッ素樹脂との分散共析物である複合皮膜層を有し、該複合皮膜層を飛行時間型二次イオン質量分析装置(TOF−SIMS)で照射イオンGa+で測定した際に分子量1850以下の正イオンのトータルイオン強度に対するニッケル(Ni)および炭化フッ素(CF)の正イオン強度の百分率がそれぞれ明細書中に定義される範囲のスキンレスフォームローラ成形金型。この成形金型を用いたスキンレスフォームローラおよびスキンレスフォームローラの製造方法。
【解決手段】少なくともウレタンフォーム原料と接触する表面にNiを含むメッキマトリックスとフッ素樹脂との分散共析物である複合皮膜層を有し、該複合皮膜層を飛行時間型二次イオン質量分析装置(TOF−SIMS)で照射イオンGa+で測定した際に分子量1850以下の正イオンのトータルイオン強度に対するニッケル(Ni)および炭化フッ素(CF)の正イオン強度の百分率がそれぞれ明細書中に定義される範囲のスキンレスフォームローラ成形金型。この成形金型を用いたスキンレスフォームローラおよびスキンレスフォームローラの製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、画像形成装置に用いることのできるスキンレスフォームローラ、その製造方法およびその成形金型に関する。
【背景技術】
【0002】
複写機やプリンター等の電子写真方式あるいは静電記録方式の画像形成装置においては、トナー供給ローラ、帯電ローラ、転写ローラ、バイアスローラ、バックアップローラ、クリーニングローラ、給紙ローラ等のポリウレタンフォーム製ローラが用いられている。
たとえばそのような現像装置においては、ホッパー内に収容された所定のトナー(現像剤)を像担持体側に供給するための、スキンレス・ポリウレタンフォーム(スポンジ)からなるトナー供給ローラが内蔵せしめられている。前記トナー供給ローラのスキン面のセルを開口させることで、像担持体へのトナー供給及び掻き取りを安定化することが可能となる。
【0003】
従来、このようなウレタンフォーム層を有するスキンレスフォームローラの製造方法としては、以下の方法が知られている。すなわち、シャフトを配置した金型内面に撥水化処理を施したものを用いて、ウレタンフォーム原料を攪拌、注入して、発生した炭酸ガスにより発泡させると共に硬化させて、シャフトの外周にウレタンフォーム層を形成する方法である。
【0004】
金型内面の撥水化処理としては、成形前に金型内面に離型剤を塗布する方法がある。しかし、一般的に、成形の度に離型剤を塗布することが求められ、残留する離型剤によって成形表面の外観を損ねたりすることを防ぐために頻繁に清掃することが求められるため、効率が低いことがある。
【0005】
離型剤を使用することなく、内表面をフッ素樹脂コート処理し、その表面の粗さRzを5〜20μmとした成形型を用いてシャフトとウレタンフォームとを一体成形する方法がある(特許文献1参照)。このフッ素樹脂コートと特定の表面の粗さRzを有する成形型を用いて成形することにより、トナー供給ローラは表面のスキン層の開口がコントロールされ、セル開口率を20%以上とすることができる。
また、メッキ層とメッキ層上にフッ素樹脂層を備えるウレタン用成形型が知られている(特許文献2参照)。
【0006】
しかしながら、これらの成形型を反復使用した場合に、セル開口率や離型性が低下する場合があり、このような場合、成形型の洗浄を頻繁に行うことが求められる。また、頻繁に洗浄、清掃を繰り返すと、一般的なフッ素樹脂材料は耐摩耗性が低いため、傷つきやすく、反復使用する成形型のコート材料としては十分でない場合がある。
フッ素樹脂材料の摩耗性の向上を目的とした複合皮膜も報告されている。表面の硬さを確保して離型剤を要しない金型として、フッ素樹脂の粒子を懸濁させたニッケルとリンのメッキ液を用いて、金型表面にメッキを施したものが開示されている(特許文献3、4、5参照)。
【0007】
しかしながら、スキン層を開口する性能及び金型の継続使用における開口性能の持続性の両立が求められるスキンレスフォームローラの成形技術としては、何ら検討されておらず、十分なセル開口性が得られない場合がある。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特許第3511830号公報
【特許文献2】特開2006−264225号公報
【特許文献3】特開平09−183129号公報
【特許文献4】特開平07−80876号公報
【特許文献5】特開2009−288463号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
そこで、本発明の目的は、スキンレスフォームローラの表面に良好な開口性を付与し、開口性を持続して与えるに足る複合皮膜層を有した成形金型を提供することである。また、この成形金型を用いて、トナーの出入を良好に維持し、長期に亘って画像不良の発生を抑制することができるトナー供給ローラ等のスキンレスフォームローラおよび効率の良いスキンレスフォームローラの製造方法を提供することを課題とする。
【課題を解決するための手段】
【0010】
本発明は、ポリオールとイソシアネートとを含むウレタンフォーム原料を発泡硬化して、ウレタンフォーム層を形成し、該ウレタンフォーム層を有するスキンレスフォームローラを製造するために用いる、少なくとも該ウレタンフォーム原料と接触する表面に、ニッケルを含むメッキマトリックスと、フッ素樹脂との分散共析物である複合皮膜層を有するスキンレスフォームローラ成形金型であって、該複合皮膜層を飛行時間型二次イオン質量分析装置(TOF−SIMS)で照射イオンGa+で測定した際に、分子量1850以下の正イオンのトータルイオン強度に対する炭化フッ素(CF)の正イオン強度の百分率Aが10%以上20%以下、かつ分子量1850以下の正イオンのトータルイオン強度に対するニッケル(Ni)の正イオン強度の百分率Bが0.5%以上3%以下であることを特徴とする、スキンレスフォームローラ成形金型である。
【0011】
また、本発明は、(1)ポリオールとイソシアネートとを含むウレタンフォーム原料を用意する工程と、(2)前記成形金型内で、該ウレタンフォーム原料を発泡および硬化して、ウレタンフォーム層を形成する工程とを有するスキンレスフォームローラの製造方法である。
【0012】
また、本発明は、前記製造方法により製造したスキンレスフォームローラであって、該ウレタンフォーム層が、平均セル壁幅が25μm以上250μm以下、かつ平均セル開口径が100μm以上700μm以下の発泡セルを有するスキンレスフォームローラである。
【0013】
また、本発明は、画像形成装置の現像部位で用いるトナー供給ローラであって、前記スキンレスフォームローラであるトナー供給ローラである。
【発明の効果】
【0014】
本発明は、スキンレスフォームローラの表面に良好な開口性を付与し、開口性を持続して与えるに足る複合皮膜層を有した成形金型を提供するものである。また、本発明により、この成形金型を用いて、トナーの出入を良好に維持し、長期に亘って画像不良の発生を抑制することができるトナー供給ローラ等のスキンレスフォームローラおよび効率の良いスキンレスフォームローラの製造方法を提供することができる。
【図面の簡単な説明】
【0015】
【図1】本発明の成形金型を用いて作製したスキンレスフォームローラの一例を示す概略図である。
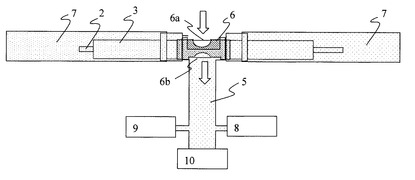
【図2】スキンレスフォームローラのポリウレタンフォーム層の通気量の測定方法を示す説明図である。
【発明を実施するための形態】
【0016】
本発明のスキンレスフォームローラ成形金型は、ウレタンフォーム原料と接触する成形金型の最表面におけるニッケル(Ni)と炭化フッ素(CF)の存在量を一定の範囲にする。これにより、スキンレスフォームローラの表面に対する良好な開口性を付与し、開口性を持続して与えるに足る複合皮膜層を有した成形金型を提供することができる。また、本発明の製造方法により、ウレタンフォーム層で外周面が形成されたトナー供給ローラ等のスキンレスフォームローラを効率よく得ることができる。
【0017】
<成形金型について>
本発明の成形金型は、以下のものである。
すなわち、ポリオールとイソシアネートとを含むウレタンフォーム原料を発泡硬化して、ウレタンフォーム層を形成し、このウレタンフォーム層を有するスキンレスフォームローラを製造するための成形金型である。
【0018】
また、本発明の成形金型の内表面については、長手方向に垂直な断面の形状が丸形状を有するものであっても良いし、歯車型の形状を有するものであっても良い。また、成形金型の内表面は、長手方向と平行な溝、または螺旋の溝を有してもよい。
【0019】
本発明のスキンレスフォームローラ成形金型を用いることにより、良好な開口性を有するスキンレスフォームローラを製造することができる。
【0020】
しかも、繰り返して成形を行っても良好なスキンレスフォームローラを確実に得ることができる。なお、本発明によれば、金型の洗浄を省略することが可能であるが、勿論毎回金型を清掃または洗浄してもよい。
【0021】
(複合皮膜層)
本発明のスキンレスフォームローラ成形金型は、ウレタンフォーム原料と接触する表面に複合皮膜層を形成したものである。また、本発明のスキンレスフォームローラ成形金型は、ウレタンフォーム原料と接触する表面以外の部分にも複合皮膜層を有していても良い。複合皮膜層は、金型内部表面を硬くするニッケル(Ni)を含むメッキマトリックス、及び本発明の成形金型を用いて形成するフォームローラ表面の開口を促すと考えられるフッ素樹脂由来の炭化フッ素(CF)を分散共析させたものである。
【0022】
なお、本発明で言う、ニッケルを含むメッキマトリックスと、フッ素樹脂との分散共析物とは、フッ素樹脂粒子が分散したニッケルを含むメッキマトリックスを加熱硬化処理した皮膜を意味し、複合皮膜層とは、前記分散共析物の皮膜層を意味する。なお、ニッケルを含むメッキマトリックスとしては、Ni−Pメッキマトリックスを用いることが好ましい。また、メッキマトリックスとは少量成分(たとえばフッ素樹脂粒子)を分散させている多量金属成分であり、材料の端から端まで連なった相を意味する。本発明では、この少量成分として、フッ素樹脂粒子と、必要に応じて、セラミックなどの他の粒子とを用いることができ、この少量成分を、多量金属成分であるニッケルを含むメッキマトリックスに分散させて、複合皮膜層を形成している。
【0023】
なお、これらの材料(少なくとも、フッ素樹脂粒子と、Niを含むメッキマトリックス)を分散共析させて、成形金型の少なくともウレタンフォーム原料と接触する表面に複合皮膜層を形成する方法としては、公知の共析メッキ処理方法を用いることができる。複合皮膜層は、公知の共析メッキ処理方法によって形成されるメッキであり、その成分としては、少なくともニッケルおよびフッ素樹脂を含む。すなわち、セラミックや樹脂の粒子を添加した電気メッキまたは無電解メッキ浴中で処理することにより、形成するものである。
【0024】
また、上述したように、本発明の成形金型では、複合皮膜層の最表面におけるニッケル(Ni)と炭化フッ素(CF)の存在量を一定の範囲とする。これにより、フォームローラ表面への良好な開口性、および開口性の持続の他に、フォームローラの金型内表面からの離型性を持続して与えることのできる複合皮膜層を有した成形金型とすることができる。
【0025】
なお、メッキ液の組成や、熱処理温度・時間等を調整することで、複合皮膜層の最表面におけるニッケル(Ni)と炭化フッ素(CF)の存在量を一定の範囲にすることができる。
【0026】
各成分の存在量は、最表面の分析に極めて有効である飛行時間型二次イオン質量分析装置(以下TOF−SIMSと称す)で測定する。
照射イオンGa+で測定した際に、複合皮膜層のマススペクトルを解析すると、[Ni]がm/z=57.9 、フッ素樹脂に由来するイオンとして[CF]がm/z=31に観測できる。測定した〔Ni〕および〔CF〕のm/zに対応するフラグメントの積分値をそれぞれ求め、これを各成分のイオン強度とする。
なお、飛行時間型二次イオン質量分析装置(TOF−SIMS)を用いたイオン強度の具体的な測定方法は実施例に記載の通りである。
【0027】
複合皮膜層における炭化フッ素(CF)のイオン強度に関しては、飛行時間型二次イオン質量分析装置(TOF−SIMS)で照射イオンGa+で測定した際に、以下を満たす。すなわち、分子量1850以下の正イオンのトータルイオン強度に対する炭化フッ素(CF)の正イオン強度の百分率Aが10%以上20%以下である。百分率Aが10%未満では、複合皮膜層のフルオロアルキル基の存在量が不足し、開口性が低く、均一な開口表面を得られないことがある。百分率Aが20%を超えると耐摩耗性がなく、繰り返しの使用に耐えられないことがある。
【0028】
また同時に、複合皮膜層におけるニッケル(Ni)のイオン強度に関しては、飛行時間型二次イオン質量分析装置(TOF−SIMS)で照射イオンGa+で測定した際に、以下を満たす。すなわち、分子量1850以下の正イオンのトータルイオン強度に対するニッケル(Ni)の正イオン強度の百分率Bが0.5%以上3%以下である。百分率Bが0.5%未満では、耐摩耗性がなく、繰り返しの使用に耐えられないことがある。百分率Bが3%を超えると、開口性が低く、均一な開口表面を得られないことがある。
【0029】
また、ニッケルを含むメッキマトリックスとして、好ましいニッケル−リンのメッキマトリックスを用いた場合、特に制限されるものではないが複合皮膜層におけるリン(P)のイオン強度に関しては、以下を満たすことが好ましい。複合皮膜層をTOF−SIMSで照射イオンGa+で測定した際に、分子量1850以下の負イオンのトータルイオン強度に対するリン(P)の負イオン強度の百分率Cが0.001%以上0.05%以下であることが好ましい。
【0030】
特にニッケル−リンのメッキマトリックスは加熱硬化処理により、非晶質構造からNi3P結晶化による析出硬化することで、皮膜硬度を上げることができる。
百分率Cが0.001%以上では、容易に良好な皮膜硬度とすることが出来、良好な耐摩耗性を容易に得ることができ、繰り返しの使用に容易に耐えることができる。百分率Cが0.05%以下であると、良好な開口性を容易に得ることができ、均一な開口表面を容易に得ることができる。
【0031】
なお、本発明のスキンレスフォームローラ成形金型は、複合皮膜層をTOF−SIMSで照射イオンGa+で正イオンを測定した際に、炭化フッ素(CF)とニッケル(Ni)の正イオン強度に関して、以下を満たすことが好ましい。即ち、表面イオン強度比率(A/B)が4以上30以下であることが好ましい。なお、Aは、分子量1850以下の正イオンのトータルイオン強度に対する炭化フッ素(CF)の正イオン強度の百分率Aを意味する。Bは、分子量1850以下の正イオンのトータルイオン強度に対するニッケル(Ni)の正イオン強度の百分率Bを意味する。
表面イオン強度比率(A/B)が4以上では、開口性が優れ、均一な開口表面を容易に得ることができる。表面イオン強度比率(A/B)が30以下であると、耐摩耗性に優れ、繰り返しの使用に容易に耐えることができる。
【0032】
複合皮膜層の厚みは、限定されるものではなく、適宜設定することができるが、5μm以上40μm以下が好ましく、より好ましくは10μm以上25μm以下である。一般的には、5μm以上では磨耗を特に防ぎ、短期間で離型性が低下することを容易に防ぎ、40μm以下であると、メッキに要する時間が特に短い。
【0033】
共析メッキ処理前の成形金型に、公知の前処理、例えば、アルカリエッチング、混酸処理を行っても良く、さらには、複合皮膜層の成形金型への密着性を向上させるために、あらかじめ接着めっき層を形成してもよい。本発明の要旨を逸脱しない限り、即ち本発明の効果を得られる範囲で、これらを適宜選択して用いることができる。
【0034】
複合皮膜層に用いるフッ素樹脂は、公知の離型性に優れるフッ素樹脂から適宜選択して使用することができる。典型的には、ポリテトラフルオロエチレン(PTFE)が用いられ、適宜、PTFEの共重合体とすることができる。この他にも、PTFEに代えて四フッ化エチレン・パーフロロアルキルビニルエーテル共重合体樹脂(PFA)の粒子や、四フッ化エチレン・六フッ化プロピレン共重合体樹脂(FEP)の粒子を用いることができる。さらに、PTFE、PFAおよびFEPといったフッ素樹脂の粒子を2種以上混合して用いることができる。これらを適宜選択して用いることにより、ウレタンフォーム材料に用いる様々な樹脂に対して離型性を発揮することができる。これらのフッ素樹脂は、一般に高温において安定であり、ウレタンに対して良好な離型性を備える。特にフッ素樹脂が、ポリテトラフルオロエチレン(PTFE)であることが好ましい。PTFEは潤滑性に優れ、複合皮膜層の摩擦係数をより軽減できるため、スキンレスフォームローラをパイプ金型から脱型させる際にその効果を優れて発揮するものである。
【0035】
メッキ浴中にはフッ素樹脂粒子を分散させるための非イオン界面活性剤、そしてフッ素樹脂粒子に正電荷を付与するための陽イオン界面活性剤を添加することができる。メッキ中の金属表面は負に帯電しているため、正電荷を持つフッ素樹脂粒子はメッキ金属表面に吸着しNiを含むメッキマトリックス(好ましくは、Ni−Pメッキマトリックス)にフッ素樹脂粒子が取り込まれた複合皮膜層が形成される。
【0036】
主としてニッケルを含むメッキ液に懸濁されるフッ素樹脂の粒子は、平均粒子径3μm以下のものが好ましく、より好ましくはより細かなもの、すなわち、0.3μm以下であることが望ましい。フッ素樹脂の粒子が平均粒子径3μm以下であれば、メッキ液中での適度な沈降速度を容易に得ることができ、メッキ液に均一に容易に懸濁させることできる。また、フッ素樹脂は、一般的にその性質からぬれ性が低い傾向があるため、界面活性剤を適量用いてメッキ液中に分散させることができる。フッ素樹脂の粒子が平均粒子径3μm以下の場合には、体積あたりの界面活性剤吸着量が少なくなることを容易に防ぎ、メッキ液中に容易に分散させることができる。また、メッキ液中へのフッ素樹脂充填率が特に高いため、メッキ表面に充分な量のフッ素樹脂を容易に分散させることができる。さらに、平均粒子径3μm以下の粒子を用いた場合には、メッキ液中の微粒子の分散不良やメッキ面からの粒子の脱離といった現象が生じることを容易に防ぎ、均一な開口性が得られなくなることを容易に防ぐことができる。
【0037】
本発明において、フッ素樹脂の平均粒子径は、レーザー回折散乱法 粒度分布測定装置 LS 13 320(商品名、ベックマン・コールター株式会社製)で測定した値である。
【0038】
複合皮膜層のフッ素樹脂粒子の添加量は、特に限定されず適宜調整することができるが、体積割合で好ましくは20%以上35%以下、より好ましくは20%以上30%以下である。樹脂粒子の複合皮膜層中の体積割合が20%以上であると、ウレタン原料に対する複合皮膜層表面の適度な離型性を容易に得ることができ、ウレタン原料の付着更には固着を容易に防ぐことができる。また、35%以下であると、樹脂成分が多量に含有されることによるメッキ層と基材との密着性の低下を容易に防ぐことができる。
【0039】
本発明の金型に採用する複合皮膜層は、ニッケルを含むメッキマトリックスを使用しているため、熱処理をすることにより硬度を高めることができる。複合皮膜層を形成した金型を300℃以上400℃以下で、かつフッ素樹脂の融点以上の温度範囲で熱処理すると、複合皮膜層の最表面における炭化フッ素(CF)の存在量を高めることができる。加熱処理時間は、特に限定されるものではないが、通常好ましくは10分以上1.5時間以下であり、より好ましくは1時間以下である。
【0040】
また、複合皮膜層のJIS−B0601:1994による10点平均粗さRzが5μm以上30μm以下、かつ、複合皮膜層のJIS−B0601:1994による凹凸の平均間隔Smが500μm以下であるスキンレスフォームローラ成形金型が好ましい。複合皮膜層の成形面を粗面化することにより、複合化による破膜性、離型性の低下を特に抑えることができる。10点平均粗さRzが5μm以上、および凹凸の平均間隔Smが500μm以下であるとウレタンフォーム層表面の破膜性が優れる。10点平均粗さRzが30μm以下であると複合皮膜層の膜厚が容易に均一となり、十分な離型性が容易に得ることができる。複合皮膜層の表面の10点平均粗さRzを8μm以上20μm以下、かつ、凹凸の平均間隔Smを100μm以上300μm以下にすることがより好ましい。
【0041】
正確に表面粗さ(RzおよびSm)を制御するのは難しいが、複合皮膜層表面は、複合皮膜層を成形した後、表面をブラスト処理や、砥石を用いた研磨などにより処理して所望の表面粗さとすることができる。さらに、表面粗さは皮膜される成形金型面の形状に大きく影響されるので、複合皮膜層を形成する前の成形金型面の形状を凹凸状にすることにより、上記範囲の表面粗さに容易に制御することができる。たとえば、複合皮膜層を形成する前の成形金型面は、ブラスト処理や、ホーニング処理して、10点平均粗さRzが10μm以上35μm以下、かつ、凹凸の平均間隔Smが100μm以上300μm以下であることが好ましい。
【0042】
多数回成形をして複合皮膜層が消耗したり、複合皮膜層に傷がついたりした成形金型となれば、複合皮膜層を剥がして複合皮膜層を再度積層し再生することで再使用することができる。
【0043】
<スキンレスフォームローラについて>
本発明の成形金型を用いて作製したスキンレスフォームローラの一例を示す概略図を図1に示す。スキンレスフォームローラ1は、例えば、芯金2と、その外周部に芯金2と同心に形成されたウレタンフォーム層3とを含む構成を有する。ウレタンフォーム層3の表面形状は、スキンレスフォームローラの長手方向と平行な溝を有しても良く、長手方向に垂直な断面の形状が、歯車型の形状を有するものであってもよい。
スキンレスフォームローラは、発泡セルが外周面に開口したウレタンフォーム層でローラ外周面を構成したものである。この場合、このウレタンフォーム層の物性は特に制限されるものではなく、ローラの用途等に応じて適宜選定される。
【0044】
例えば、ウレタンフォーム層が、平均セル壁幅が25μm以上250μm以下、平均セル開口径が100μm以上700μm以下の発泡セルを有することが好ましい。
セルの平均開口径が100μm以上であれば、トナーがセルに進入して目詰まりを生じることを特に抑制し、一定量のトナーの供給を容易に維持することができる。また、トナーの進入による表面の硬度の上昇を特に抑制し、トナーの劣化を特に抑制することができる。セルの平均開口径が700μm以下であれば、セルに侵入するトナー量の増大を容易に抑制し、一定量のトナーの供給を容易に維持することができる。セルの平均開口径は200μm以上500μm以下の範囲であることがより好ましい。
【0045】
さらに、平均セル壁幅が25μm以上であれば、トナー供給ローラと現像ローラとの接触面積を容易に確保することができ、現像ローラから不要量のトナーを容易に掻き取ることができる。また、平均セル壁幅が250μm以下であれば、トナー供給ローラと現像ローラとの接触面積が非常に大きくなることを容易に抑制することができ、トナー供給ローラと現像ローラとの摩擦の増大を特に抑制し、トナーの劣化を特に抑制することができる。平均セル壁幅は30μm以上100μm以下の範囲であることがより好ましい。
このような平均セル壁幅、平均セル開口径を得るためには、複合皮膜層の表面イオン強度比率(A/B)および複合皮膜層の表面粗さ(RzおよびSm)を上記範囲とした成形表面を有する成形型を用い、ウレタンフォーム原料を適切に選択し調整すればよい。より具体的には、ウレタンフォーム原料に用いるポリオールの重合度、ポリオールとイソシアネートとの組成比、ウレタンフォーム原料の粘度、触媒の種類や使用量等を適切に選択し調整すればよい。
【0046】
本発明の成形金型は、連続気泡型のウレタンフォーム層の製造に好適である。ウレタンフォーム層のスキンレスフォームローラの軸に対して対称な2つの面のうちの一方の面を大気圧に、他方の面を大気圧よりも125Paだけ低い気圧にしたときの通気度が40cm3/cm2/sec以上130cm3/cm2/sec以下であることが好ましい。なお、ウレタンフォーム層の通気度は、図2に示す測定装置を用いて、実施例に記載の測定方法により測定することができる。なお、ウレタンフォーム層の通気度は、芯金上にウレタンフォーム層を形成したスキンレスフォームローラの状態で測定することができる。
【0047】
例えば、トナー供給ローラの場合、通気度40cm3/cm2/sec以上ではトナー供給性に優れる。130cm3/cm2/sec以下であると、適度なトナー消費速度に容易に調節できる。
40cm3/cm2/sec以上130cm3/cm2/sec以下であるような通気度を得るためには、複合皮膜層の表面イオン強度比率(A/B)を上記範囲とした成形表面を有する成形型を用い、ウレタンフォーム原料を適切に選択し調整すればよい。より具体的には、ウレタンフォーム原料に用いるポリオールの重合度、ポリオールとイソシアネートとの組成比、ウレタンフォーム原料の粘度、整泡剤の種類や使用量等を適切に選択し調整すればよい。
【0048】
また、たとえば独立気泡型や混在型の発泡セル構造を製造するために破膜しにくいウレタンフォーム原料を使用したとしても、本発明の成形金型であれば、複合皮膜層の表面に定量存在するフッ素により、良好なスキンレスフォームローラの製造が可能である。
本発明の成形金型を用いて作製したスキンレスフォームローラは、複写機やプリンター等の電子写真方式あるいは静電記録方式の画像形成装置に用いることができる。具体的には、トナー供給ローラ、帯電ローラ、転写ローラ、バイアスローラ、バックアップローラ、クリーニングローラ、給紙ローラ等に用いることができる。本発明のスキンレスフォームローラは、特に画像形成装置の現像部位で用いるトナー供給ローラとして好適に使用することができる。
【0049】
(ウレタンフォーム原料について)
本発明の製造方法により製造したスキンレスフォームローラは、ポリオールとイソシアネートを含むウレタンフォーム材料を成形発泡させたウレタンフォーム層で外周面を形成したものである。ローラの軸心となる基体は、金属等からなるシャフトまたは、このシャフトの外周に他の発泡体やエラストマーなどからなる中間層を設けたものを用いることもできる。しかし、通常はシャフトのみを用い、シャフトの外周に直接上記ウレタンフォーム層を形成することが好ましい。ポリオールとイソシアネートとを含むウレタンフォーム原料を混合攪拌し、これをシャフトまたはその他の基体を配置した成形金型内(本発明では複合皮膜層を有する)に注入し、その金型内でポリウレタンフォーム原料を成形発泡させる。このことにより、シャフトまたはその他の基体の外周に、スキンレスフォームローラの表面を構成する発泡体層としてのウレタンフォーム層を形成することができる。
ウレタンフォーム原料の主成分の一つであるポリオール成分としては、特に制限はなく、ウレタンフォーム製造の原料ポリオールとして公知のものを用いることができる。ポリオールとしては、ポリエーテル系ポリオール、ポリエステル系ポリオール、ポリエステルポリエーテル系ポリオール等が挙げられ、これらをローラの用途等に応じて適宜選択して用いることができる。これらは一種または二種以上を組み合せて使用することができる。
【0050】
例えば、特に制限されるものではないが、ポリエーテルポリオールが、耐湿性、耐熱性に優れ耐久性に優れる軟質高弾性ウレタンフォーム層を得られるため好ましい。
【0051】
また、特に制限されるものではないが、ポリオールの質量平均分子量は2000以上10000以下、特に3000以上7000以下であることが好ましい。さらに、エチレンオキシドユニット(−C2H4O−)を末端へ5モル%以上付加しているポリオールが好ましい。エチレンオキシドユニットを末端に付加することで、ポリオールの末端水酸基中の1級水酸基の割合が高まり、イソシアネートとの反応を促進し脱型時に十分な強度をもったポリウレタンフォームを容易に成形できる。これらのポリオールは、予めポリイソシアネートと重合させたプレポリマーとして用いることもできる。
【0052】
ウレタンフォーム原料の主成分の一つであるイソシアネートとしては、具体的には、2,4−トリレンジイソシアネート(2,4−TDI)、2,6−トリレンジイソシアネート(2,6−TDI)、トリジンジイソシアネート(TODI)、ナフチレンジイソシアネート(NDI)、キシリレンジイソシアネート(XDI)、4,4’−ジフェニルメタンジイソシアネート(4,4’−MDI)、カーボジイミド変成MDI、ポリメチレンポリフェニルポリイソシアネート、ポリメリックポリイソシアネート等を挙げることができる。これらは、一種または二種以上を組み合わせて用いることができる。これらのイソシアネートを公知の活性水素化合物の1種または2種以上と反応させて得られる生成物をウレタンフォーム原料に用いるイソシアネート(即ち、この反応で得られるイソシアネート基末端を、上記イソシアネートの反応点)として使用することもできる。
【0053】
ウレタンフォーム原料のNCOインデックスは80以上120以下であることが好ましく、90以上110以下であることがより好ましい。ここでNCOインデックスとは、ポリイソシアネート中のイソシアネート基の総数をイソシアネート基と反応するポリオール中の活性水素の総数で除したものに100を乗じた値とする。即ち、イソシアネート基と反応する活性水素数とポリイソシアネート中のイソシアネート基が化学量論的に等しい場合にそのNCOインデックスは100となる。NCOインデックスが80以上では、硬度が非常に低下することを特に抑制し、適度な硬度を容易に得ることができ、製品毎の目標硬度を容易に得ることができる。一方、NCOインデックスが120以下であると、硬度が非常に高くなることを特に抑制し、適度な硬度を容易に得ることができ、同じく製品毎の目標硬度を容易に得ることができる。
【0054】
上記ウレタンフォーム原料には、触媒、架橋剤、発泡剤、整泡剤、破泡剤などを含有させることができる。
触媒としては、トリエチレンジアミン、ジメチルエタノールアミン、ビス(ジメチルアミノ)エチルエーテル等公知の触媒を使用することができる。
架橋剤としては、トリエタノールアミン、ジエタノールアミン等公知のものを使用することができる。
これらの触媒及び架橋剤は、目的とするウレタンフォーム層の物性によって、その使用量を適宜選択することができる。触媒の使用量は、ポリオールとイソシアネートの合計100質量部に対して、0.01質量部以上10質量部以下であることが好ましい。架橋剤の使用量は、ポリオールとイソシアネートの合計100質量部に対して、0.1質量部以上10質量部以下であることが好ましい。
発泡剤としては、水、低沸点物質、不活性ガス等の気体などを挙げることができる。
発泡剤としてたとえば、水を使用する場合、水の配合量は、通常ポリオール100質量部に対して1質量部以上4質量部以下とすることが好ましく、セル開口と、湿熱永久歪の観点から特に1.4質量部以上2.6質量部以下とすることが好ましい。
低沸点物質としてたとえば、イソペンタンやヘキサン等を上げることが出来る。
整泡剤としては、例えば、東レ・ダウコーニング社製のSZ−1336、SZ−3601(いずれも商品名)、モメンティブ・パフォーマンス・マテリアルズ・ジャパン社製のL−3417、L−3630(いずれも商品名)等のシリコーン系界面活性剤を挙げることができる。
整泡剤は、発泡成形後のウレタンフォーム層の構造が連続気泡型または独立気泡型あるいは混在型かによって、その種類、使用量を適宜選択することができる。整泡剤の使用量は、ポリオール100質量部に対して、0.1質量部以上10質量部以下であることがフォームの均一性や染み出しの観点から好ましい。
【0055】
また、上記ウレタンフォーム原料には、その他必要に応じて所望の導電性を付与するため導電性付与剤や帯電防止剤、難燃剤、減粘剤、顔料、安定剤、着色剤、老化防止剤、紫外線吸収剤、抗酸化剤、酸化防止剤等を含有させることができる。導電付与剤としては、具体的には、カーボンブラック、グラフアイト、酸化チタン、酸化錫などの導電性の金属酸化物、過塩素酸、ホウ酸などのアルカリ金属塩からなるイオン導電剤などを一種又は二種以上を組み合わせて用いることができる。特に、カーボンブラックは、ウレタンフォーム原料に対して質量比で比較的少量の添加によって、所望の導電性を付与できる点で好ましい。
このようなウレタンフォーム原料中の、イソシアネート、ポリオール、整泡剤の好適な組み合わせとして、次のものが挙げられる。すなわちイソシアネートとしての、ジフェニルメタンジイソシアネート(MDI)とトリレンジイソシアネート(TDI)との混合物と、ポリオールとしてのポリエーテルポリオールと、整泡剤としてのポリエーテルシロキサンとの組み合わせを挙げることができる。この組み合わせは混合操作が容易であり得られるウレタンフォーム層の特性から好ましい。
【0056】
(スキンレスフォームローラの製造方法について)
上述した成形金型を用いて以下の工程を有する製造方法によりスキンレスフォームローラを得ることができる。
(1)ポリオールとイソシアネートとを含むウレタンフォーム原料を用意する工程。
(2)前記成形金型内で、そのウレタンフォーム原料を発泡および硬化して、ウレタンフォーム層を形成する工程。
【0057】
なお、ウレタンフォーム原料を金型内で成形発泡し、スキンレスタイプのウレタンフォーム層を形成する際の成形温度や圧縮率などの成形条件に特に制限はない。これらの成形条件は、ウレタンフォーム原料の組成やウレタンフォーム層に求められる物性等に応じて適宜設定することができる。
スキンレスフォームローラの形状として、例えば、10mm以上20mm以下の外径を有するものを挙げることができる。
【0058】
以下にスキンレスフォームローラの製造方法を詳しく説明する。
本発明のスキンレスフォームローラの製造方法におけるウレタンフォーム原料は、ポリオール、イソシアネート、所望により用いられる触媒、整泡剤、発泡剤としての水、その他助剤などを均質に混合して調製する。ウレタンフォーム原料を調製する際の温度は、10℃以上90℃以下が好ましく、より好ましくは20℃以上30℃以下であり、混合時間は、1秒以上10分以下が好ましく、より好ましくは3秒以上1分以下である。
その後、成形表面に複合皮膜層を有する成形金型に、芯金を配置し、得られたウレタンフォーム原料を注入し、加熱して発泡、硬化してウレタンフォーム層を形成し、スキンレスフォームローラを成形することができる。あるいは、成形金型に芯金を配置せずにウレタンフォーム原料を加熱して発泡、硬化してウレタンフォーム層を筒状またはシート状に形成し、これを、芯金に巻き付けてスキンレスフォームローラを成形することができる。
ウレタンフォーム原料を加熱して硬化する際の発泡方法については上記発泡剤をウレタンフォーム原料に混合する方法、機械的な撹拌により気泡を混入する方法などいずれの方法をも用いることができる。予熱、発泡、硬化時の金型温度は35℃以上100℃以下にすることが好ましく、40℃以上80℃以下にすることがより好ましい。
芯金とウレタンフォーム層との接合方法は上記のように芯金とポリウレタンフォームの間に接着剤層を設けることができる。この接着層としては、接着剤やホットメルトシートなどの公知の材料を用いることができる。
【実施例】
【0059】
以下に、本発明のスキンレスフォームローラ、その製造方法、およびその成形金型について具体的に説明するが、本発明の技術的範囲はこれらに限定されるものではない。以下、特に明記しない限り、試薬等は市販の高純度品を用いた。
【0060】
[ウレタンフォーム原料]
以下の原料を使用してウレタンフォーム原料を調製した。
(1)ポリエーテルポリオール
・ポリオール1:EP−550N(商品名:三井化学ポリウレタン(株)製)、
・ポリオール2:FA−718(商品名:三洋化成工業(株)製)。
(2)イソシアネート
・コロネート1021(商品名:日本ポリウレタン(株)製、[TDI(トリレンジイソシアネート)/MDI(ジフェニルメタンジイソシアネート)/他=80/8/12(質量比)]の混合物、NCO%=44.5)。
(3)触媒
・触媒1:ToyoCat−ET(商品名:東ソー(株)製三級アミン触媒)、
・触媒2:ToyoCat−MR(商品名:東ソー(株)製三級アミン触媒)。
(4)整泡剤
・L3630(商品名:モメンティブ・パフォーマンス・マテリアルズ・ジャパン社製シリコーン系整泡剤)。
(5)発泡剤
・水。
上記原料の配合割合を以下に示す。
(1)ポリオール1:90質量部、
ポリオール2:10質量部。
(2)イソシアネート:25質量部。
(3)触媒1:1質量部、
触媒2:0.3質量部。
(4)整泡剤:1質量部。
(5)発泡剤:2質量部。
【0061】
<実施例1〜8、比較例1、2>
まず、ニッケルを含むメッキ液にフッ素樹脂を分散共析させて、長手方向に垂直な断面の形状が丸形状の内径φ16.4mmの成形金型の内壁に膜厚20μmの複合皮膜層を形成した。なお、表1の実施例1〜7および比較例1、2では、ニッケルを含むメッキ液として、ニッケル−リンメッキ液を使用し、実施例8では、リンを含まないニッケルメッキ液を使用した。
なお各例において、複合皮膜層の表面イオン強度は、添加したメッキ液中のフッ素樹脂の種類や表1記載の焼成温度等により調整した。また、用いたフッ素樹脂は、実施例4は平均粒子径3μmのPTFE、実施例5は平均粒子径3μmのPFA、比較例1は平均粒子径5μmのPTFE、それ以外の各例は平均粒子径0.2μmのPTFEを用いた。各例において、金型の表面温度が表1記載の焼成温度に達して、30分間焼成した。
複合皮膜層の表面粗さ(RzおよびSm)は、複合皮膜層を形成前の成形金型内面をホーニング加工することにより調整した。
【0062】
[TOF−SIMSによる複合皮膜層の表面分析]
TOF−SIMS測定用試料として、上記実施例1〜8及び比較例1、2で得られた各複合皮膜層と同一条件で、一辺約5mmの大きさの鏡面の平板に各複合皮膜層を作製したものを用いた。得られた各試料板の表面分析をTOF−SIMSで行った。測定条件を以下に示す。
装置:飛行時間型二次イオン質量分析計(TOF−SIMS)PHI製TRIFT II(商品名)。
照射イオン種:Ga+、
一次イオン電流:600pA、
加速電圧:15kV、
測定領域:100μm□、
積算時間:3min.、
二次イオン極性:正イオン
検出質量範囲: m/z=1.5〜1850。
【0063】
測定した正イオンのマススペクトルを解析したところ、[Ni]がm/z=57.9、[CF]がm/z=31に観測された。
【0064】
上記実施例1〜8及び比較例1、2それぞれの分子量1850以下の正イオンのトータルイオン強度に対する百分率A、Bおよび表面イオン強度比率(A/B)を下式で算出し、表1に示す。
百分率A=「フッ素樹脂由来の炭化フッ素(CF)の正イオン強度」÷「分子量1850以下の正イオンのトータルイオン強度」×100。
百分率B=「ニッケル(Ni)の正イオン強度」÷「分子量1850以下の正イオンのトータルイオン強度」×100。
表面イオン強度比率(A/B)=「百分率A」÷「百分率B」。
【0065】
[表面粗さ評価]
ここで、複合皮膜層の表面粗さ(10点平均粗さ:Rz、凹凸の平均間隔:Sm)はJIS−B0601:1994に準じた方法により測定した。具体的には、(株)小坂研究所製surfcorder SE−3400(商品名)を用い、送り速度0.5mm/s、カットオフ0.8mm、測定長2.5mmの条件で測定した。測定は複合皮膜層を有する成形金型内壁の両端から約10mmの位置を周方向に約180度刻みで2箇所ずつ、計4箇所について母線(長手)方向に行い、4つの値の単純平均を各例の成形金型の表面粗さとした。
【0066】
[スキンレスフォームローラの成形]
表1の成形金型の成形キャビティに芯金(Φ(直径)5mm、長さ寸法230mm)を設置し、ウレタンフォーム原料を注入し、70℃、15分間加熱し、ウレタンフォーム層を成形した。成形および脱型後、エアーによるクラッシングを行い、スキンレスフォームローラを得た。
【0067】
[開口性評価]
成形1回目に作製したスキンレスフォームローラのウレタンフォーム層の開口性を評価した。また、開口持続性の確認のため、更に9回、計10回繰り返して成形を行った後に、その成形10回目のスキンレスフォームローラのウレタンフォーム層の開口性の評価を行った。この10回目の成形の後、磨耗性の確認のため、ブラシ清掃10往復をした後、再度成形を行い、作製したスキンレスフォームローラのウレタンフォーム層の開口性が維持または回復するかを調べた。
なお、ブラシ清掃は、線形φ0.4mm、材質6,6−ナイロンで外径17mmのブラシをパイプ金型に挿入し、10往復させた。この3つのスキンレスフォームローラについて、以下の基準に従い、ウレタンフォーム層の開口性の評価を後述するウレタンフォーム層の任意の3箇所に対するセル開口径の結果を用いて行った。
一本あたり3箇所の測定点におけるセル開口径がすべて100μm以上のものを○、一本あたり3箇所の測定点におけるセル開口径において、100μm未満が1箇所あるものを△、一本あたり3箇所の測定点におけるセル開口径において、100μm未満が2箇所以上のものを×とした。
【0068】
[ウレタンフォーム層のセル開口径、平均セル開口径、平均セル壁幅および通気度]
上記3つのスキンレスフォームローラについて、ウレタンフォーム層の任意の3箇所に対するセル開口径を測定した。また、3つのスキンレスフォームローラのうちの計10回目に成形したスキンレスフォームローラについて、測定した3箇所のセル開口径から平均セル開口径を算出し、さらにウレタンフォーム層の平均セル壁幅および通気度を測定した。
具体的には、スキンレスフォームローラのウレタンフォーム層の任意の3箇所について母線(長手)方向に以下の測定をそれぞれ行い、これら3箇所の値の単純平均をスキンレスフォームローラの「平均セル開口径」および「平均セル壁幅」とした。
キーエンス社製のビデオマイクロカメラを用いて、ローラ表面(ウレタンフォーム層)を約50倍の倍率で写真撮影し、その写真から無作為に50個の発泡セルの最大径を読み取った。ローラの表面のこれらの発泡セル径の平均値を、その箇所の「セル開口径」とした。セル壁幅は、ローラ表面の隣接するセルの中心同士を結んだときの壁を横断する長さのことであり、無作為に50個のセル壁幅を読み取り、その平均値をその箇所の「セル壁幅」として算出した。そして、3箇所のセル開口径およびセル壁幅から、平均セル開口径および平均壁幅を算出した。
【0069】
図2はスキンレスフォームローラのウレタンフォーム層の通気度の測定方法を示す説明図であり、この測定装置を用いてウレタンフォーム層の通気度を測定した。以下に詳細に説明する。
通気度測定用治具6としては、ローラの外径より小さい内径(具体的には、ローラ外径より1mm小さい内径のもの)を有する円筒体の周面に、円筒体の中心軸について互いに対称な位置に貫通孔6a、6b(直径10mm)が配置されたものを用いた。すなわち、ウレタンフォーム層の、スキンレスフォームローラの軸に対して対称な2つの面のうちの一方の面に貫通孔6aを、他方の面に貫通孔6bが配置されている。通気度測定用治具6の貫通孔6bを覆うように、圧力計8、流量計9および吸引ポンプ10が接続されたチャンバー5を配置した。この通気度測定用治具6に、芯金2の周囲にポリウレタンフォームからなる表面層3が配されたスキンレスフォームローラを挿入し、貫通孔6a、6b以外の通気度測定用治具6に覆われていない部分を密閉用治具7にて密閉した。そして、貫通孔6aを大気圧に、貫通孔6bを大気圧より125Pa低い、減圧状態として、貫通孔6aから貫通孔6bへと吸引されチャンバー5内に導入される外気の流量を測定した。測定はスキンレスフォームローラの両端部と中央の3箇所について母線(長手)方向に行った。3つの流量値の単純平均を断面積0.785cm2で割った値をスキンレスフォームローラの通気量[cm3/cm2/sec]とした。
【0070】
[トナー供給ローラによる評価]
本発明の成形金型を用いて作製したスキンレスフォームローラを実際に、電子写真機能部品に使用した場合の評価の例として、本発明に係るトナー供給ローラを画像形成装置実機に適用して評価した例を示す。ここではトナー供給ローラについての評価の説明をするが、この評価方法は、帯電ローラ、転写ローラ、バイアスローラ、バックアップローラ、クリーニングローラ、給紙ローラ等他のローラータイプの部品に対しても適用可能である。
成形回数10回目に作製したスキンレスフォームローラをトナー供給ローラとしてフルカラーレーザービームプリンタ(キヤノン社製、LBP−2510(商品名))のシアン、マゼンタ、イエロー、ブラックの各トナーカートリッジに組み込んだ。そして、このカートリッジを取り付けたフルカラーレーザービームプリンタを用いて、連続耐久試験用のテキストページを連続4000枚出力した。出力終了後1晩以上放置してから、このトナー供給ローラを有するプリンタを用いて、各色ベタ画像を作像して、以下の基準により評価した。結果を表1に示す。
トナー融着:縦スジが発生していないものを○、一部縦スジ画像があるものを△、画像の半分以上、縦スジが発生したものを×とした。
白抜け:横白スジが発生していないものを○、一部横白スジ画像があるものを△、画像の半分以上、横白スジが発生したものを×とした。
【0071】
【表1】

【0072】
表面イオン強度比率:A/Bが4以上30以下である複合皮膜層を有する成形型を用いた実施例1〜8では、開口持続性、画像評価結果が良好であった。
実施例5では、フッ素樹脂がPFAであるため、他の実施例と比較すると、ウレタンフォーム層表面の離型性が若干劣り、繰り返して成形するとウレタンフォーム残渣により開口性が若干劣ってくるが、ブラシ清掃により回復することができる。
実施例7では、複合皮膜層の表面粗さRzが5μm未満であるため、他の実施例と比較すると、ウレタンフォーム層表面のセル破膜性が若干劣り、繰り返して成形するとウレタンフォーム残渣により開口性が若干劣るが、ブラシ清掃により回復することができる。また、通気度が40cm3/cm2/sec未満となるため、他の実施例と比較すると、トナー供給性が若干劣るが、比較例1および2と比較して良好な画像を得ることができた。
実施例6では、複合皮膜層の表面粗さRzが30μmを超えるため、他の実施例と比較すると、ウレタンフォーム層表面のセル破膜性が若干強くなる。このため、平均セル開口径が700μmを超え、平均セル壁幅が25μm未満となり、他の実施例と比較して、現像ローラ上のトナー掻き取り性が若干劣り、融着しやすくなるが、比較例1および2と比較して良好な画像を得ることができる。また、ウレタンフォーム原料や成形条件によりセル開口性をより向上させることができる。
実施例8では、リンを含まないニッケルだけのメッキマトリックスであるため、他の実施例と比較すると、複合皮膜の硬度が低く、繰り返して成形するとウレタンフォーム残渣により開口性が若干劣りブラシ清掃しても開口性は変わらなかった。しかし、比較例1、2と比較すると良好な結果でありスキンレスフォームローラとして使用可能なレベルであった。
【0073】
比較例1では、表面に存在するフッ素が少なく、ニッケルが多いため開口性が低下し、成形1回目からウレタンフォームが型表面から剥離せず、フッ素樹脂の平均粒子径が3μmを超えているため、繰り返して成形するとフッ素樹脂が脱落し、脱型もできなかった。
比較例2では、成形回数1回目は、ウレタンフォーム層の開口性は良好だった。しかし、表面イオン強度比率:A/Bが30を超えているため、開口の持続性が低下した。また、ブラシ清掃によりできる複合皮膜層表面の傷にウレタンが残り、さらにはウレタンフォームの裂けが発生した。成形回数10回目に作製したトナー供給ローラについては、平均セル壁幅が25μm未満となり、現像ローラ上のトナー掻き取り性が低下するため融着しやすくなり、良好な画像が得られなかった。
【符号の説明】
【0074】
1 スキンレスフォームローラ
2 芯金
3 ウレタンフォーム層
5 チャンバー
6 通気度測定用治具
6a、b 貫通孔
7 密閉用治具
8 圧力計
9 流量計
10 吸引ポンプ
【技術分野】
【0001】
本発明は、画像形成装置に用いることのできるスキンレスフォームローラ、その製造方法およびその成形金型に関する。
【背景技術】
【0002】
複写機やプリンター等の電子写真方式あるいは静電記録方式の画像形成装置においては、トナー供給ローラ、帯電ローラ、転写ローラ、バイアスローラ、バックアップローラ、クリーニングローラ、給紙ローラ等のポリウレタンフォーム製ローラが用いられている。
たとえばそのような現像装置においては、ホッパー内に収容された所定のトナー(現像剤)を像担持体側に供給するための、スキンレス・ポリウレタンフォーム(スポンジ)からなるトナー供給ローラが内蔵せしめられている。前記トナー供給ローラのスキン面のセルを開口させることで、像担持体へのトナー供給及び掻き取りを安定化することが可能となる。
【0003】
従来、このようなウレタンフォーム層を有するスキンレスフォームローラの製造方法としては、以下の方法が知られている。すなわち、シャフトを配置した金型内面に撥水化処理を施したものを用いて、ウレタンフォーム原料を攪拌、注入して、発生した炭酸ガスにより発泡させると共に硬化させて、シャフトの外周にウレタンフォーム層を形成する方法である。
【0004】
金型内面の撥水化処理としては、成形前に金型内面に離型剤を塗布する方法がある。しかし、一般的に、成形の度に離型剤を塗布することが求められ、残留する離型剤によって成形表面の外観を損ねたりすることを防ぐために頻繁に清掃することが求められるため、効率が低いことがある。
【0005】
離型剤を使用することなく、内表面をフッ素樹脂コート処理し、その表面の粗さRzを5〜20μmとした成形型を用いてシャフトとウレタンフォームとを一体成形する方法がある(特許文献1参照)。このフッ素樹脂コートと特定の表面の粗さRzを有する成形型を用いて成形することにより、トナー供給ローラは表面のスキン層の開口がコントロールされ、セル開口率を20%以上とすることができる。
また、メッキ層とメッキ層上にフッ素樹脂層を備えるウレタン用成形型が知られている(特許文献2参照)。
【0006】
しかしながら、これらの成形型を反復使用した場合に、セル開口率や離型性が低下する場合があり、このような場合、成形型の洗浄を頻繁に行うことが求められる。また、頻繁に洗浄、清掃を繰り返すと、一般的なフッ素樹脂材料は耐摩耗性が低いため、傷つきやすく、反復使用する成形型のコート材料としては十分でない場合がある。
フッ素樹脂材料の摩耗性の向上を目的とした複合皮膜も報告されている。表面の硬さを確保して離型剤を要しない金型として、フッ素樹脂の粒子を懸濁させたニッケルとリンのメッキ液を用いて、金型表面にメッキを施したものが開示されている(特許文献3、4、5参照)。
【0007】
しかしながら、スキン層を開口する性能及び金型の継続使用における開口性能の持続性の両立が求められるスキンレスフォームローラの成形技術としては、何ら検討されておらず、十分なセル開口性が得られない場合がある。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特許第3511830号公報
【特許文献2】特開2006−264225号公報
【特許文献3】特開平09−183129号公報
【特許文献4】特開平07−80876号公報
【特許文献5】特開2009−288463号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
そこで、本発明の目的は、スキンレスフォームローラの表面に良好な開口性を付与し、開口性を持続して与えるに足る複合皮膜層を有した成形金型を提供することである。また、この成形金型を用いて、トナーの出入を良好に維持し、長期に亘って画像不良の発生を抑制することができるトナー供給ローラ等のスキンレスフォームローラおよび効率の良いスキンレスフォームローラの製造方法を提供することを課題とする。
【課題を解決するための手段】
【0010】
本発明は、ポリオールとイソシアネートとを含むウレタンフォーム原料を発泡硬化して、ウレタンフォーム層を形成し、該ウレタンフォーム層を有するスキンレスフォームローラを製造するために用いる、少なくとも該ウレタンフォーム原料と接触する表面に、ニッケルを含むメッキマトリックスと、フッ素樹脂との分散共析物である複合皮膜層を有するスキンレスフォームローラ成形金型であって、該複合皮膜層を飛行時間型二次イオン質量分析装置(TOF−SIMS)で照射イオンGa+で測定した際に、分子量1850以下の正イオンのトータルイオン強度に対する炭化フッ素(CF)の正イオン強度の百分率Aが10%以上20%以下、かつ分子量1850以下の正イオンのトータルイオン強度に対するニッケル(Ni)の正イオン強度の百分率Bが0.5%以上3%以下であることを特徴とする、スキンレスフォームローラ成形金型である。
【0011】
また、本発明は、(1)ポリオールとイソシアネートとを含むウレタンフォーム原料を用意する工程と、(2)前記成形金型内で、該ウレタンフォーム原料を発泡および硬化して、ウレタンフォーム層を形成する工程とを有するスキンレスフォームローラの製造方法である。
【0012】
また、本発明は、前記製造方法により製造したスキンレスフォームローラであって、該ウレタンフォーム層が、平均セル壁幅が25μm以上250μm以下、かつ平均セル開口径が100μm以上700μm以下の発泡セルを有するスキンレスフォームローラである。
【0013】
また、本発明は、画像形成装置の現像部位で用いるトナー供給ローラであって、前記スキンレスフォームローラであるトナー供給ローラである。
【発明の効果】
【0014】
本発明は、スキンレスフォームローラの表面に良好な開口性を付与し、開口性を持続して与えるに足る複合皮膜層を有した成形金型を提供するものである。また、本発明により、この成形金型を用いて、トナーの出入を良好に維持し、長期に亘って画像不良の発生を抑制することができるトナー供給ローラ等のスキンレスフォームローラおよび効率の良いスキンレスフォームローラの製造方法を提供することができる。
【図面の簡単な説明】
【0015】
【図1】本発明の成形金型を用いて作製したスキンレスフォームローラの一例を示す概略図である。
【図2】スキンレスフォームローラのポリウレタンフォーム層の通気量の測定方法を示す説明図である。
【発明を実施するための形態】
【0016】
本発明のスキンレスフォームローラ成形金型は、ウレタンフォーム原料と接触する成形金型の最表面におけるニッケル(Ni)と炭化フッ素(CF)の存在量を一定の範囲にする。これにより、スキンレスフォームローラの表面に対する良好な開口性を付与し、開口性を持続して与えるに足る複合皮膜層を有した成形金型を提供することができる。また、本発明の製造方法により、ウレタンフォーム層で外周面が形成されたトナー供給ローラ等のスキンレスフォームローラを効率よく得ることができる。
【0017】
<成形金型について>
本発明の成形金型は、以下のものである。
すなわち、ポリオールとイソシアネートとを含むウレタンフォーム原料を発泡硬化して、ウレタンフォーム層を形成し、このウレタンフォーム層を有するスキンレスフォームローラを製造するための成形金型である。
【0018】
また、本発明の成形金型の内表面については、長手方向に垂直な断面の形状が丸形状を有するものであっても良いし、歯車型の形状を有するものであっても良い。また、成形金型の内表面は、長手方向と平行な溝、または螺旋の溝を有してもよい。
【0019】
本発明のスキンレスフォームローラ成形金型を用いることにより、良好な開口性を有するスキンレスフォームローラを製造することができる。
【0020】
しかも、繰り返して成形を行っても良好なスキンレスフォームローラを確実に得ることができる。なお、本発明によれば、金型の洗浄を省略することが可能であるが、勿論毎回金型を清掃または洗浄してもよい。
【0021】
(複合皮膜層)
本発明のスキンレスフォームローラ成形金型は、ウレタンフォーム原料と接触する表面に複合皮膜層を形成したものである。また、本発明のスキンレスフォームローラ成形金型は、ウレタンフォーム原料と接触する表面以外の部分にも複合皮膜層を有していても良い。複合皮膜層は、金型内部表面を硬くするニッケル(Ni)を含むメッキマトリックス、及び本発明の成形金型を用いて形成するフォームローラ表面の開口を促すと考えられるフッ素樹脂由来の炭化フッ素(CF)を分散共析させたものである。
【0022】
なお、本発明で言う、ニッケルを含むメッキマトリックスと、フッ素樹脂との分散共析物とは、フッ素樹脂粒子が分散したニッケルを含むメッキマトリックスを加熱硬化処理した皮膜を意味し、複合皮膜層とは、前記分散共析物の皮膜層を意味する。なお、ニッケルを含むメッキマトリックスとしては、Ni−Pメッキマトリックスを用いることが好ましい。また、メッキマトリックスとは少量成分(たとえばフッ素樹脂粒子)を分散させている多量金属成分であり、材料の端から端まで連なった相を意味する。本発明では、この少量成分として、フッ素樹脂粒子と、必要に応じて、セラミックなどの他の粒子とを用いることができ、この少量成分を、多量金属成分であるニッケルを含むメッキマトリックスに分散させて、複合皮膜層を形成している。
【0023】
なお、これらの材料(少なくとも、フッ素樹脂粒子と、Niを含むメッキマトリックス)を分散共析させて、成形金型の少なくともウレタンフォーム原料と接触する表面に複合皮膜層を形成する方法としては、公知の共析メッキ処理方法を用いることができる。複合皮膜層は、公知の共析メッキ処理方法によって形成されるメッキであり、その成分としては、少なくともニッケルおよびフッ素樹脂を含む。すなわち、セラミックや樹脂の粒子を添加した電気メッキまたは無電解メッキ浴中で処理することにより、形成するものである。
【0024】
また、上述したように、本発明の成形金型では、複合皮膜層の最表面におけるニッケル(Ni)と炭化フッ素(CF)の存在量を一定の範囲とする。これにより、フォームローラ表面への良好な開口性、および開口性の持続の他に、フォームローラの金型内表面からの離型性を持続して与えることのできる複合皮膜層を有した成形金型とすることができる。
【0025】
なお、メッキ液の組成や、熱処理温度・時間等を調整することで、複合皮膜層の最表面におけるニッケル(Ni)と炭化フッ素(CF)の存在量を一定の範囲にすることができる。
【0026】
各成分の存在量は、最表面の分析に極めて有効である飛行時間型二次イオン質量分析装置(以下TOF−SIMSと称す)で測定する。
照射イオンGa+で測定した際に、複合皮膜層のマススペクトルを解析すると、[Ni]がm/z=57.9 、フッ素樹脂に由来するイオンとして[CF]がm/z=31に観測できる。測定した〔Ni〕および〔CF〕のm/zに対応するフラグメントの積分値をそれぞれ求め、これを各成分のイオン強度とする。
なお、飛行時間型二次イオン質量分析装置(TOF−SIMS)を用いたイオン強度の具体的な測定方法は実施例に記載の通りである。
【0027】
複合皮膜層における炭化フッ素(CF)のイオン強度に関しては、飛行時間型二次イオン質量分析装置(TOF−SIMS)で照射イオンGa+で測定した際に、以下を満たす。すなわち、分子量1850以下の正イオンのトータルイオン強度に対する炭化フッ素(CF)の正イオン強度の百分率Aが10%以上20%以下である。百分率Aが10%未満では、複合皮膜層のフルオロアルキル基の存在量が不足し、開口性が低く、均一な開口表面を得られないことがある。百分率Aが20%を超えると耐摩耗性がなく、繰り返しの使用に耐えられないことがある。
【0028】
また同時に、複合皮膜層におけるニッケル(Ni)のイオン強度に関しては、飛行時間型二次イオン質量分析装置(TOF−SIMS)で照射イオンGa+で測定した際に、以下を満たす。すなわち、分子量1850以下の正イオンのトータルイオン強度に対するニッケル(Ni)の正イオン強度の百分率Bが0.5%以上3%以下である。百分率Bが0.5%未満では、耐摩耗性がなく、繰り返しの使用に耐えられないことがある。百分率Bが3%を超えると、開口性が低く、均一な開口表面を得られないことがある。
【0029】
また、ニッケルを含むメッキマトリックスとして、好ましいニッケル−リンのメッキマトリックスを用いた場合、特に制限されるものではないが複合皮膜層におけるリン(P)のイオン強度に関しては、以下を満たすことが好ましい。複合皮膜層をTOF−SIMSで照射イオンGa+で測定した際に、分子量1850以下の負イオンのトータルイオン強度に対するリン(P)の負イオン強度の百分率Cが0.001%以上0.05%以下であることが好ましい。
【0030】
特にニッケル−リンのメッキマトリックスは加熱硬化処理により、非晶質構造からNi3P結晶化による析出硬化することで、皮膜硬度を上げることができる。
百分率Cが0.001%以上では、容易に良好な皮膜硬度とすることが出来、良好な耐摩耗性を容易に得ることができ、繰り返しの使用に容易に耐えることができる。百分率Cが0.05%以下であると、良好な開口性を容易に得ることができ、均一な開口表面を容易に得ることができる。
【0031】
なお、本発明のスキンレスフォームローラ成形金型は、複合皮膜層をTOF−SIMSで照射イオンGa+で正イオンを測定した際に、炭化フッ素(CF)とニッケル(Ni)の正イオン強度に関して、以下を満たすことが好ましい。即ち、表面イオン強度比率(A/B)が4以上30以下であることが好ましい。なお、Aは、分子量1850以下の正イオンのトータルイオン強度に対する炭化フッ素(CF)の正イオン強度の百分率Aを意味する。Bは、分子量1850以下の正イオンのトータルイオン強度に対するニッケル(Ni)の正イオン強度の百分率Bを意味する。
表面イオン強度比率(A/B)が4以上では、開口性が優れ、均一な開口表面を容易に得ることができる。表面イオン強度比率(A/B)が30以下であると、耐摩耗性に優れ、繰り返しの使用に容易に耐えることができる。
【0032】
複合皮膜層の厚みは、限定されるものではなく、適宜設定することができるが、5μm以上40μm以下が好ましく、より好ましくは10μm以上25μm以下である。一般的には、5μm以上では磨耗を特に防ぎ、短期間で離型性が低下することを容易に防ぎ、40μm以下であると、メッキに要する時間が特に短い。
【0033】
共析メッキ処理前の成形金型に、公知の前処理、例えば、アルカリエッチング、混酸処理を行っても良く、さらには、複合皮膜層の成形金型への密着性を向上させるために、あらかじめ接着めっき層を形成してもよい。本発明の要旨を逸脱しない限り、即ち本発明の効果を得られる範囲で、これらを適宜選択して用いることができる。
【0034】
複合皮膜層に用いるフッ素樹脂は、公知の離型性に優れるフッ素樹脂から適宜選択して使用することができる。典型的には、ポリテトラフルオロエチレン(PTFE)が用いられ、適宜、PTFEの共重合体とすることができる。この他にも、PTFEに代えて四フッ化エチレン・パーフロロアルキルビニルエーテル共重合体樹脂(PFA)の粒子や、四フッ化エチレン・六フッ化プロピレン共重合体樹脂(FEP)の粒子を用いることができる。さらに、PTFE、PFAおよびFEPといったフッ素樹脂の粒子を2種以上混合して用いることができる。これらを適宜選択して用いることにより、ウレタンフォーム材料に用いる様々な樹脂に対して離型性を発揮することができる。これらのフッ素樹脂は、一般に高温において安定であり、ウレタンに対して良好な離型性を備える。特にフッ素樹脂が、ポリテトラフルオロエチレン(PTFE)であることが好ましい。PTFEは潤滑性に優れ、複合皮膜層の摩擦係数をより軽減できるため、スキンレスフォームローラをパイプ金型から脱型させる際にその効果を優れて発揮するものである。
【0035】
メッキ浴中にはフッ素樹脂粒子を分散させるための非イオン界面活性剤、そしてフッ素樹脂粒子に正電荷を付与するための陽イオン界面活性剤を添加することができる。メッキ中の金属表面は負に帯電しているため、正電荷を持つフッ素樹脂粒子はメッキ金属表面に吸着しNiを含むメッキマトリックス(好ましくは、Ni−Pメッキマトリックス)にフッ素樹脂粒子が取り込まれた複合皮膜層が形成される。
【0036】
主としてニッケルを含むメッキ液に懸濁されるフッ素樹脂の粒子は、平均粒子径3μm以下のものが好ましく、より好ましくはより細かなもの、すなわち、0.3μm以下であることが望ましい。フッ素樹脂の粒子が平均粒子径3μm以下であれば、メッキ液中での適度な沈降速度を容易に得ることができ、メッキ液に均一に容易に懸濁させることできる。また、フッ素樹脂は、一般的にその性質からぬれ性が低い傾向があるため、界面活性剤を適量用いてメッキ液中に分散させることができる。フッ素樹脂の粒子が平均粒子径3μm以下の場合には、体積あたりの界面活性剤吸着量が少なくなることを容易に防ぎ、メッキ液中に容易に分散させることができる。また、メッキ液中へのフッ素樹脂充填率が特に高いため、メッキ表面に充分な量のフッ素樹脂を容易に分散させることができる。さらに、平均粒子径3μm以下の粒子を用いた場合には、メッキ液中の微粒子の分散不良やメッキ面からの粒子の脱離といった現象が生じることを容易に防ぎ、均一な開口性が得られなくなることを容易に防ぐことができる。
【0037】
本発明において、フッ素樹脂の平均粒子径は、レーザー回折散乱法 粒度分布測定装置 LS 13 320(商品名、ベックマン・コールター株式会社製)で測定した値である。
【0038】
複合皮膜層のフッ素樹脂粒子の添加量は、特に限定されず適宜調整することができるが、体積割合で好ましくは20%以上35%以下、より好ましくは20%以上30%以下である。樹脂粒子の複合皮膜層中の体積割合が20%以上であると、ウレタン原料に対する複合皮膜層表面の適度な離型性を容易に得ることができ、ウレタン原料の付着更には固着を容易に防ぐことができる。また、35%以下であると、樹脂成分が多量に含有されることによるメッキ層と基材との密着性の低下を容易に防ぐことができる。
【0039】
本発明の金型に採用する複合皮膜層は、ニッケルを含むメッキマトリックスを使用しているため、熱処理をすることにより硬度を高めることができる。複合皮膜層を形成した金型を300℃以上400℃以下で、かつフッ素樹脂の融点以上の温度範囲で熱処理すると、複合皮膜層の最表面における炭化フッ素(CF)の存在量を高めることができる。加熱処理時間は、特に限定されるものではないが、通常好ましくは10分以上1.5時間以下であり、より好ましくは1時間以下である。
【0040】
また、複合皮膜層のJIS−B0601:1994による10点平均粗さRzが5μm以上30μm以下、かつ、複合皮膜層のJIS−B0601:1994による凹凸の平均間隔Smが500μm以下であるスキンレスフォームローラ成形金型が好ましい。複合皮膜層の成形面を粗面化することにより、複合化による破膜性、離型性の低下を特に抑えることができる。10点平均粗さRzが5μm以上、および凹凸の平均間隔Smが500μm以下であるとウレタンフォーム層表面の破膜性が優れる。10点平均粗さRzが30μm以下であると複合皮膜層の膜厚が容易に均一となり、十分な離型性が容易に得ることができる。複合皮膜層の表面の10点平均粗さRzを8μm以上20μm以下、かつ、凹凸の平均間隔Smを100μm以上300μm以下にすることがより好ましい。
【0041】
正確に表面粗さ(RzおよびSm)を制御するのは難しいが、複合皮膜層表面は、複合皮膜層を成形した後、表面をブラスト処理や、砥石を用いた研磨などにより処理して所望の表面粗さとすることができる。さらに、表面粗さは皮膜される成形金型面の形状に大きく影響されるので、複合皮膜層を形成する前の成形金型面の形状を凹凸状にすることにより、上記範囲の表面粗さに容易に制御することができる。たとえば、複合皮膜層を形成する前の成形金型面は、ブラスト処理や、ホーニング処理して、10点平均粗さRzが10μm以上35μm以下、かつ、凹凸の平均間隔Smが100μm以上300μm以下であることが好ましい。
【0042】
多数回成形をして複合皮膜層が消耗したり、複合皮膜層に傷がついたりした成形金型となれば、複合皮膜層を剥がして複合皮膜層を再度積層し再生することで再使用することができる。
【0043】
<スキンレスフォームローラについて>
本発明の成形金型を用いて作製したスキンレスフォームローラの一例を示す概略図を図1に示す。スキンレスフォームローラ1は、例えば、芯金2と、その外周部に芯金2と同心に形成されたウレタンフォーム層3とを含む構成を有する。ウレタンフォーム層3の表面形状は、スキンレスフォームローラの長手方向と平行な溝を有しても良く、長手方向に垂直な断面の形状が、歯車型の形状を有するものであってもよい。
スキンレスフォームローラは、発泡セルが外周面に開口したウレタンフォーム層でローラ外周面を構成したものである。この場合、このウレタンフォーム層の物性は特に制限されるものではなく、ローラの用途等に応じて適宜選定される。
【0044】
例えば、ウレタンフォーム層が、平均セル壁幅が25μm以上250μm以下、平均セル開口径が100μm以上700μm以下の発泡セルを有することが好ましい。
セルの平均開口径が100μm以上であれば、トナーがセルに進入して目詰まりを生じることを特に抑制し、一定量のトナーの供給を容易に維持することができる。また、トナーの進入による表面の硬度の上昇を特に抑制し、トナーの劣化を特に抑制することができる。セルの平均開口径が700μm以下であれば、セルに侵入するトナー量の増大を容易に抑制し、一定量のトナーの供給を容易に維持することができる。セルの平均開口径は200μm以上500μm以下の範囲であることがより好ましい。
【0045】
さらに、平均セル壁幅が25μm以上であれば、トナー供給ローラと現像ローラとの接触面積を容易に確保することができ、現像ローラから不要量のトナーを容易に掻き取ることができる。また、平均セル壁幅が250μm以下であれば、トナー供給ローラと現像ローラとの接触面積が非常に大きくなることを容易に抑制することができ、トナー供給ローラと現像ローラとの摩擦の増大を特に抑制し、トナーの劣化を特に抑制することができる。平均セル壁幅は30μm以上100μm以下の範囲であることがより好ましい。
このような平均セル壁幅、平均セル開口径を得るためには、複合皮膜層の表面イオン強度比率(A/B)および複合皮膜層の表面粗さ(RzおよびSm)を上記範囲とした成形表面を有する成形型を用い、ウレタンフォーム原料を適切に選択し調整すればよい。より具体的には、ウレタンフォーム原料に用いるポリオールの重合度、ポリオールとイソシアネートとの組成比、ウレタンフォーム原料の粘度、触媒の種類や使用量等を適切に選択し調整すればよい。
【0046】
本発明の成形金型は、連続気泡型のウレタンフォーム層の製造に好適である。ウレタンフォーム層のスキンレスフォームローラの軸に対して対称な2つの面のうちの一方の面を大気圧に、他方の面を大気圧よりも125Paだけ低い気圧にしたときの通気度が40cm3/cm2/sec以上130cm3/cm2/sec以下であることが好ましい。なお、ウレタンフォーム層の通気度は、図2に示す測定装置を用いて、実施例に記載の測定方法により測定することができる。なお、ウレタンフォーム層の通気度は、芯金上にウレタンフォーム層を形成したスキンレスフォームローラの状態で測定することができる。
【0047】
例えば、トナー供給ローラの場合、通気度40cm3/cm2/sec以上ではトナー供給性に優れる。130cm3/cm2/sec以下であると、適度なトナー消費速度に容易に調節できる。
40cm3/cm2/sec以上130cm3/cm2/sec以下であるような通気度を得るためには、複合皮膜層の表面イオン強度比率(A/B)を上記範囲とした成形表面を有する成形型を用い、ウレタンフォーム原料を適切に選択し調整すればよい。より具体的には、ウレタンフォーム原料に用いるポリオールの重合度、ポリオールとイソシアネートとの組成比、ウレタンフォーム原料の粘度、整泡剤の種類や使用量等を適切に選択し調整すればよい。
【0048】
また、たとえば独立気泡型や混在型の発泡セル構造を製造するために破膜しにくいウレタンフォーム原料を使用したとしても、本発明の成形金型であれば、複合皮膜層の表面に定量存在するフッ素により、良好なスキンレスフォームローラの製造が可能である。
本発明の成形金型を用いて作製したスキンレスフォームローラは、複写機やプリンター等の電子写真方式あるいは静電記録方式の画像形成装置に用いることができる。具体的には、トナー供給ローラ、帯電ローラ、転写ローラ、バイアスローラ、バックアップローラ、クリーニングローラ、給紙ローラ等に用いることができる。本発明のスキンレスフォームローラは、特に画像形成装置の現像部位で用いるトナー供給ローラとして好適に使用することができる。
【0049】
(ウレタンフォーム原料について)
本発明の製造方法により製造したスキンレスフォームローラは、ポリオールとイソシアネートを含むウレタンフォーム材料を成形発泡させたウレタンフォーム層で外周面を形成したものである。ローラの軸心となる基体は、金属等からなるシャフトまたは、このシャフトの外周に他の発泡体やエラストマーなどからなる中間層を設けたものを用いることもできる。しかし、通常はシャフトのみを用い、シャフトの外周に直接上記ウレタンフォーム層を形成することが好ましい。ポリオールとイソシアネートとを含むウレタンフォーム原料を混合攪拌し、これをシャフトまたはその他の基体を配置した成形金型内(本発明では複合皮膜層を有する)に注入し、その金型内でポリウレタンフォーム原料を成形発泡させる。このことにより、シャフトまたはその他の基体の外周に、スキンレスフォームローラの表面を構成する発泡体層としてのウレタンフォーム層を形成することができる。
ウレタンフォーム原料の主成分の一つであるポリオール成分としては、特に制限はなく、ウレタンフォーム製造の原料ポリオールとして公知のものを用いることができる。ポリオールとしては、ポリエーテル系ポリオール、ポリエステル系ポリオール、ポリエステルポリエーテル系ポリオール等が挙げられ、これらをローラの用途等に応じて適宜選択して用いることができる。これらは一種または二種以上を組み合せて使用することができる。
【0050】
例えば、特に制限されるものではないが、ポリエーテルポリオールが、耐湿性、耐熱性に優れ耐久性に優れる軟質高弾性ウレタンフォーム層を得られるため好ましい。
【0051】
また、特に制限されるものではないが、ポリオールの質量平均分子量は2000以上10000以下、特に3000以上7000以下であることが好ましい。さらに、エチレンオキシドユニット(−C2H4O−)を末端へ5モル%以上付加しているポリオールが好ましい。エチレンオキシドユニットを末端に付加することで、ポリオールの末端水酸基中の1級水酸基の割合が高まり、イソシアネートとの反応を促進し脱型時に十分な強度をもったポリウレタンフォームを容易に成形できる。これらのポリオールは、予めポリイソシアネートと重合させたプレポリマーとして用いることもできる。
【0052】
ウレタンフォーム原料の主成分の一つであるイソシアネートとしては、具体的には、2,4−トリレンジイソシアネート(2,4−TDI)、2,6−トリレンジイソシアネート(2,6−TDI)、トリジンジイソシアネート(TODI)、ナフチレンジイソシアネート(NDI)、キシリレンジイソシアネート(XDI)、4,4’−ジフェニルメタンジイソシアネート(4,4’−MDI)、カーボジイミド変成MDI、ポリメチレンポリフェニルポリイソシアネート、ポリメリックポリイソシアネート等を挙げることができる。これらは、一種または二種以上を組み合わせて用いることができる。これらのイソシアネートを公知の活性水素化合物の1種または2種以上と反応させて得られる生成物をウレタンフォーム原料に用いるイソシアネート(即ち、この反応で得られるイソシアネート基末端を、上記イソシアネートの反応点)として使用することもできる。
【0053】
ウレタンフォーム原料のNCOインデックスは80以上120以下であることが好ましく、90以上110以下であることがより好ましい。ここでNCOインデックスとは、ポリイソシアネート中のイソシアネート基の総数をイソシアネート基と反応するポリオール中の活性水素の総数で除したものに100を乗じた値とする。即ち、イソシアネート基と反応する活性水素数とポリイソシアネート中のイソシアネート基が化学量論的に等しい場合にそのNCOインデックスは100となる。NCOインデックスが80以上では、硬度が非常に低下することを特に抑制し、適度な硬度を容易に得ることができ、製品毎の目標硬度を容易に得ることができる。一方、NCOインデックスが120以下であると、硬度が非常に高くなることを特に抑制し、適度な硬度を容易に得ることができ、同じく製品毎の目標硬度を容易に得ることができる。
【0054】
上記ウレタンフォーム原料には、触媒、架橋剤、発泡剤、整泡剤、破泡剤などを含有させることができる。
触媒としては、トリエチレンジアミン、ジメチルエタノールアミン、ビス(ジメチルアミノ)エチルエーテル等公知の触媒を使用することができる。
架橋剤としては、トリエタノールアミン、ジエタノールアミン等公知のものを使用することができる。
これらの触媒及び架橋剤は、目的とするウレタンフォーム層の物性によって、その使用量を適宜選択することができる。触媒の使用量は、ポリオールとイソシアネートの合計100質量部に対して、0.01質量部以上10質量部以下であることが好ましい。架橋剤の使用量は、ポリオールとイソシアネートの合計100質量部に対して、0.1質量部以上10質量部以下であることが好ましい。
発泡剤としては、水、低沸点物質、不活性ガス等の気体などを挙げることができる。
発泡剤としてたとえば、水を使用する場合、水の配合量は、通常ポリオール100質量部に対して1質量部以上4質量部以下とすることが好ましく、セル開口と、湿熱永久歪の観点から特に1.4質量部以上2.6質量部以下とすることが好ましい。
低沸点物質としてたとえば、イソペンタンやヘキサン等を上げることが出来る。
整泡剤としては、例えば、東レ・ダウコーニング社製のSZ−1336、SZ−3601(いずれも商品名)、モメンティブ・パフォーマンス・マテリアルズ・ジャパン社製のL−3417、L−3630(いずれも商品名)等のシリコーン系界面活性剤を挙げることができる。
整泡剤は、発泡成形後のウレタンフォーム層の構造が連続気泡型または独立気泡型あるいは混在型かによって、その種類、使用量を適宜選択することができる。整泡剤の使用量は、ポリオール100質量部に対して、0.1質量部以上10質量部以下であることがフォームの均一性や染み出しの観点から好ましい。
【0055】
また、上記ウレタンフォーム原料には、その他必要に応じて所望の導電性を付与するため導電性付与剤や帯電防止剤、難燃剤、減粘剤、顔料、安定剤、着色剤、老化防止剤、紫外線吸収剤、抗酸化剤、酸化防止剤等を含有させることができる。導電付与剤としては、具体的には、カーボンブラック、グラフアイト、酸化チタン、酸化錫などの導電性の金属酸化物、過塩素酸、ホウ酸などのアルカリ金属塩からなるイオン導電剤などを一種又は二種以上を組み合わせて用いることができる。特に、カーボンブラックは、ウレタンフォーム原料に対して質量比で比較的少量の添加によって、所望の導電性を付与できる点で好ましい。
このようなウレタンフォーム原料中の、イソシアネート、ポリオール、整泡剤の好適な組み合わせとして、次のものが挙げられる。すなわちイソシアネートとしての、ジフェニルメタンジイソシアネート(MDI)とトリレンジイソシアネート(TDI)との混合物と、ポリオールとしてのポリエーテルポリオールと、整泡剤としてのポリエーテルシロキサンとの組み合わせを挙げることができる。この組み合わせは混合操作が容易であり得られるウレタンフォーム層の特性から好ましい。
【0056】
(スキンレスフォームローラの製造方法について)
上述した成形金型を用いて以下の工程を有する製造方法によりスキンレスフォームローラを得ることができる。
(1)ポリオールとイソシアネートとを含むウレタンフォーム原料を用意する工程。
(2)前記成形金型内で、そのウレタンフォーム原料を発泡および硬化して、ウレタンフォーム層を形成する工程。
【0057】
なお、ウレタンフォーム原料を金型内で成形発泡し、スキンレスタイプのウレタンフォーム層を形成する際の成形温度や圧縮率などの成形条件に特に制限はない。これらの成形条件は、ウレタンフォーム原料の組成やウレタンフォーム層に求められる物性等に応じて適宜設定することができる。
スキンレスフォームローラの形状として、例えば、10mm以上20mm以下の外径を有するものを挙げることができる。
【0058】
以下にスキンレスフォームローラの製造方法を詳しく説明する。
本発明のスキンレスフォームローラの製造方法におけるウレタンフォーム原料は、ポリオール、イソシアネート、所望により用いられる触媒、整泡剤、発泡剤としての水、その他助剤などを均質に混合して調製する。ウレタンフォーム原料を調製する際の温度は、10℃以上90℃以下が好ましく、より好ましくは20℃以上30℃以下であり、混合時間は、1秒以上10分以下が好ましく、より好ましくは3秒以上1分以下である。
その後、成形表面に複合皮膜層を有する成形金型に、芯金を配置し、得られたウレタンフォーム原料を注入し、加熱して発泡、硬化してウレタンフォーム層を形成し、スキンレスフォームローラを成形することができる。あるいは、成形金型に芯金を配置せずにウレタンフォーム原料を加熱して発泡、硬化してウレタンフォーム層を筒状またはシート状に形成し、これを、芯金に巻き付けてスキンレスフォームローラを成形することができる。
ウレタンフォーム原料を加熱して硬化する際の発泡方法については上記発泡剤をウレタンフォーム原料に混合する方法、機械的な撹拌により気泡を混入する方法などいずれの方法をも用いることができる。予熱、発泡、硬化時の金型温度は35℃以上100℃以下にすることが好ましく、40℃以上80℃以下にすることがより好ましい。
芯金とウレタンフォーム層との接合方法は上記のように芯金とポリウレタンフォームの間に接着剤層を設けることができる。この接着層としては、接着剤やホットメルトシートなどの公知の材料を用いることができる。
【実施例】
【0059】
以下に、本発明のスキンレスフォームローラ、その製造方法、およびその成形金型について具体的に説明するが、本発明の技術的範囲はこれらに限定されるものではない。以下、特に明記しない限り、試薬等は市販の高純度品を用いた。
【0060】
[ウレタンフォーム原料]
以下の原料を使用してウレタンフォーム原料を調製した。
(1)ポリエーテルポリオール
・ポリオール1:EP−550N(商品名:三井化学ポリウレタン(株)製)、
・ポリオール2:FA−718(商品名:三洋化成工業(株)製)。
(2)イソシアネート
・コロネート1021(商品名:日本ポリウレタン(株)製、[TDI(トリレンジイソシアネート)/MDI(ジフェニルメタンジイソシアネート)/他=80/8/12(質量比)]の混合物、NCO%=44.5)。
(3)触媒
・触媒1:ToyoCat−ET(商品名:東ソー(株)製三級アミン触媒)、
・触媒2:ToyoCat−MR(商品名:東ソー(株)製三級アミン触媒)。
(4)整泡剤
・L3630(商品名:モメンティブ・パフォーマンス・マテリアルズ・ジャパン社製シリコーン系整泡剤)。
(5)発泡剤
・水。
上記原料の配合割合を以下に示す。
(1)ポリオール1:90質量部、
ポリオール2:10質量部。
(2)イソシアネート:25質量部。
(3)触媒1:1質量部、
触媒2:0.3質量部。
(4)整泡剤:1質量部。
(5)発泡剤:2質量部。
【0061】
<実施例1〜8、比較例1、2>
まず、ニッケルを含むメッキ液にフッ素樹脂を分散共析させて、長手方向に垂直な断面の形状が丸形状の内径φ16.4mmの成形金型の内壁に膜厚20μmの複合皮膜層を形成した。なお、表1の実施例1〜7および比較例1、2では、ニッケルを含むメッキ液として、ニッケル−リンメッキ液を使用し、実施例8では、リンを含まないニッケルメッキ液を使用した。
なお各例において、複合皮膜層の表面イオン強度は、添加したメッキ液中のフッ素樹脂の種類や表1記載の焼成温度等により調整した。また、用いたフッ素樹脂は、実施例4は平均粒子径3μmのPTFE、実施例5は平均粒子径3μmのPFA、比較例1は平均粒子径5μmのPTFE、それ以外の各例は平均粒子径0.2μmのPTFEを用いた。各例において、金型の表面温度が表1記載の焼成温度に達して、30分間焼成した。
複合皮膜層の表面粗さ(RzおよびSm)は、複合皮膜層を形成前の成形金型内面をホーニング加工することにより調整した。
【0062】
[TOF−SIMSによる複合皮膜層の表面分析]
TOF−SIMS測定用試料として、上記実施例1〜8及び比較例1、2で得られた各複合皮膜層と同一条件で、一辺約5mmの大きさの鏡面の平板に各複合皮膜層を作製したものを用いた。得られた各試料板の表面分析をTOF−SIMSで行った。測定条件を以下に示す。
装置:飛行時間型二次イオン質量分析計(TOF−SIMS)PHI製TRIFT II(商品名)。
照射イオン種:Ga+、
一次イオン電流:600pA、
加速電圧:15kV、
測定領域:100μm□、
積算時間:3min.、
二次イオン極性:正イオン
検出質量範囲: m/z=1.5〜1850。
【0063】
測定した正イオンのマススペクトルを解析したところ、[Ni]がm/z=57.9、[CF]がm/z=31に観測された。
【0064】
上記実施例1〜8及び比較例1、2それぞれの分子量1850以下の正イオンのトータルイオン強度に対する百分率A、Bおよび表面イオン強度比率(A/B)を下式で算出し、表1に示す。
百分率A=「フッ素樹脂由来の炭化フッ素(CF)の正イオン強度」÷「分子量1850以下の正イオンのトータルイオン強度」×100。
百分率B=「ニッケル(Ni)の正イオン強度」÷「分子量1850以下の正イオンのトータルイオン強度」×100。
表面イオン強度比率(A/B)=「百分率A」÷「百分率B」。
【0065】
[表面粗さ評価]
ここで、複合皮膜層の表面粗さ(10点平均粗さ:Rz、凹凸の平均間隔:Sm)はJIS−B0601:1994に準じた方法により測定した。具体的には、(株)小坂研究所製surfcorder SE−3400(商品名)を用い、送り速度0.5mm/s、カットオフ0.8mm、測定長2.5mmの条件で測定した。測定は複合皮膜層を有する成形金型内壁の両端から約10mmの位置を周方向に約180度刻みで2箇所ずつ、計4箇所について母線(長手)方向に行い、4つの値の単純平均を各例の成形金型の表面粗さとした。
【0066】
[スキンレスフォームローラの成形]
表1の成形金型の成形キャビティに芯金(Φ(直径)5mm、長さ寸法230mm)を設置し、ウレタンフォーム原料を注入し、70℃、15分間加熱し、ウレタンフォーム層を成形した。成形および脱型後、エアーによるクラッシングを行い、スキンレスフォームローラを得た。
【0067】
[開口性評価]
成形1回目に作製したスキンレスフォームローラのウレタンフォーム層の開口性を評価した。また、開口持続性の確認のため、更に9回、計10回繰り返して成形を行った後に、その成形10回目のスキンレスフォームローラのウレタンフォーム層の開口性の評価を行った。この10回目の成形の後、磨耗性の確認のため、ブラシ清掃10往復をした後、再度成形を行い、作製したスキンレスフォームローラのウレタンフォーム層の開口性が維持または回復するかを調べた。
なお、ブラシ清掃は、線形φ0.4mm、材質6,6−ナイロンで外径17mmのブラシをパイプ金型に挿入し、10往復させた。この3つのスキンレスフォームローラについて、以下の基準に従い、ウレタンフォーム層の開口性の評価を後述するウレタンフォーム層の任意の3箇所に対するセル開口径の結果を用いて行った。
一本あたり3箇所の測定点におけるセル開口径がすべて100μm以上のものを○、一本あたり3箇所の測定点におけるセル開口径において、100μm未満が1箇所あるものを△、一本あたり3箇所の測定点におけるセル開口径において、100μm未満が2箇所以上のものを×とした。
【0068】
[ウレタンフォーム層のセル開口径、平均セル開口径、平均セル壁幅および通気度]
上記3つのスキンレスフォームローラについて、ウレタンフォーム層の任意の3箇所に対するセル開口径を測定した。また、3つのスキンレスフォームローラのうちの計10回目に成形したスキンレスフォームローラについて、測定した3箇所のセル開口径から平均セル開口径を算出し、さらにウレタンフォーム層の平均セル壁幅および通気度を測定した。
具体的には、スキンレスフォームローラのウレタンフォーム層の任意の3箇所について母線(長手)方向に以下の測定をそれぞれ行い、これら3箇所の値の単純平均をスキンレスフォームローラの「平均セル開口径」および「平均セル壁幅」とした。
キーエンス社製のビデオマイクロカメラを用いて、ローラ表面(ウレタンフォーム層)を約50倍の倍率で写真撮影し、その写真から無作為に50個の発泡セルの最大径を読み取った。ローラの表面のこれらの発泡セル径の平均値を、その箇所の「セル開口径」とした。セル壁幅は、ローラ表面の隣接するセルの中心同士を結んだときの壁を横断する長さのことであり、無作為に50個のセル壁幅を読み取り、その平均値をその箇所の「セル壁幅」として算出した。そして、3箇所のセル開口径およびセル壁幅から、平均セル開口径および平均壁幅を算出した。
【0069】
図2はスキンレスフォームローラのウレタンフォーム層の通気度の測定方法を示す説明図であり、この測定装置を用いてウレタンフォーム層の通気度を測定した。以下に詳細に説明する。
通気度測定用治具6としては、ローラの外径より小さい内径(具体的には、ローラ外径より1mm小さい内径のもの)を有する円筒体の周面に、円筒体の中心軸について互いに対称な位置に貫通孔6a、6b(直径10mm)が配置されたものを用いた。すなわち、ウレタンフォーム層の、スキンレスフォームローラの軸に対して対称な2つの面のうちの一方の面に貫通孔6aを、他方の面に貫通孔6bが配置されている。通気度測定用治具6の貫通孔6bを覆うように、圧力計8、流量計9および吸引ポンプ10が接続されたチャンバー5を配置した。この通気度測定用治具6に、芯金2の周囲にポリウレタンフォームからなる表面層3が配されたスキンレスフォームローラを挿入し、貫通孔6a、6b以外の通気度測定用治具6に覆われていない部分を密閉用治具7にて密閉した。そして、貫通孔6aを大気圧に、貫通孔6bを大気圧より125Pa低い、減圧状態として、貫通孔6aから貫通孔6bへと吸引されチャンバー5内に導入される外気の流量を測定した。測定はスキンレスフォームローラの両端部と中央の3箇所について母線(長手)方向に行った。3つの流量値の単純平均を断面積0.785cm2で割った値をスキンレスフォームローラの通気量[cm3/cm2/sec]とした。
【0070】
[トナー供給ローラによる評価]
本発明の成形金型を用いて作製したスキンレスフォームローラを実際に、電子写真機能部品に使用した場合の評価の例として、本発明に係るトナー供給ローラを画像形成装置実機に適用して評価した例を示す。ここではトナー供給ローラについての評価の説明をするが、この評価方法は、帯電ローラ、転写ローラ、バイアスローラ、バックアップローラ、クリーニングローラ、給紙ローラ等他のローラータイプの部品に対しても適用可能である。
成形回数10回目に作製したスキンレスフォームローラをトナー供給ローラとしてフルカラーレーザービームプリンタ(キヤノン社製、LBP−2510(商品名))のシアン、マゼンタ、イエロー、ブラックの各トナーカートリッジに組み込んだ。そして、このカートリッジを取り付けたフルカラーレーザービームプリンタを用いて、連続耐久試験用のテキストページを連続4000枚出力した。出力終了後1晩以上放置してから、このトナー供給ローラを有するプリンタを用いて、各色ベタ画像を作像して、以下の基準により評価した。結果を表1に示す。
トナー融着:縦スジが発生していないものを○、一部縦スジ画像があるものを△、画像の半分以上、縦スジが発生したものを×とした。
白抜け:横白スジが発生していないものを○、一部横白スジ画像があるものを△、画像の半分以上、横白スジが発生したものを×とした。
【0071】
【表1】
【0072】
表面イオン強度比率:A/Bが4以上30以下である複合皮膜層を有する成形型を用いた実施例1〜8では、開口持続性、画像評価結果が良好であった。
実施例5では、フッ素樹脂がPFAであるため、他の実施例と比較すると、ウレタンフォーム層表面の離型性が若干劣り、繰り返して成形するとウレタンフォーム残渣により開口性が若干劣ってくるが、ブラシ清掃により回復することができる。
実施例7では、複合皮膜層の表面粗さRzが5μm未満であるため、他の実施例と比較すると、ウレタンフォーム層表面のセル破膜性が若干劣り、繰り返して成形するとウレタンフォーム残渣により開口性が若干劣るが、ブラシ清掃により回復することができる。また、通気度が40cm3/cm2/sec未満となるため、他の実施例と比較すると、トナー供給性が若干劣るが、比較例1および2と比較して良好な画像を得ることができた。
実施例6では、複合皮膜層の表面粗さRzが30μmを超えるため、他の実施例と比較すると、ウレタンフォーム層表面のセル破膜性が若干強くなる。このため、平均セル開口径が700μmを超え、平均セル壁幅が25μm未満となり、他の実施例と比較して、現像ローラ上のトナー掻き取り性が若干劣り、融着しやすくなるが、比較例1および2と比較して良好な画像を得ることができる。また、ウレタンフォーム原料や成形条件によりセル開口性をより向上させることができる。
実施例8では、リンを含まないニッケルだけのメッキマトリックスであるため、他の実施例と比較すると、複合皮膜の硬度が低く、繰り返して成形するとウレタンフォーム残渣により開口性が若干劣りブラシ清掃しても開口性は変わらなかった。しかし、比較例1、2と比較すると良好な結果でありスキンレスフォームローラとして使用可能なレベルであった。
【0073】
比較例1では、表面に存在するフッ素が少なく、ニッケルが多いため開口性が低下し、成形1回目からウレタンフォームが型表面から剥離せず、フッ素樹脂の平均粒子径が3μmを超えているため、繰り返して成形するとフッ素樹脂が脱落し、脱型もできなかった。
比較例2では、成形回数1回目は、ウレタンフォーム層の開口性は良好だった。しかし、表面イオン強度比率:A/Bが30を超えているため、開口の持続性が低下した。また、ブラシ清掃によりできる複合皮膜層表面の傷にウレタンが残り、さらにはウレタンフォームの裂けが発生した。成形回数10回目に作製したトナー供給ローラについては、平均セル壁幅が25μm未満となり、現像ローラ上のトナー掻き取り性が低下するため融着しやすくなり、良好な画像が得られなかった。
【符号の説明】
【0074】
1 スキンレスフォームローラ
2 芯金
3 ウレタンフォーム層
5 チャンバー
6 通気度測定用治具
6a、b 貫通孔
7 密閉用治具
8 圧力計
9 流量計
10 吸引ポンプ
【特許請求の範囲】
【請求項1】
ポリオールとイソシアネートとを含むウレタンフォーム原料を発泡硬化して、ウレタンフォーム層を形成し、該ウレタンフォーム層を有するスキンレスフォームローラを製造するために用いる、少なくとも該ウレタンフォーム原料と接触する表面に、ニッケルを含むメッキマトリックスと、フッ素樹脂との分散共析物である複合皮膜層を有するスキンレスフォームローラ成形金型であって、
該複合皮膜層を飛行時間型二次イオン質量分析装置(TOF−SIMS)で照射イオンGa+で測定した際に、分子量1850以下の正イオンのトータルイオン強度に対する炭化フッ素(CF)の正イオン強度の百分率Aが10%以上20%以下、かつ分子量1850以下の正イオンのトータルイオン強度に対するニッケル(Ni)の正イオン強度の百分率Bが0.5%以上3%以下であることを特徴とする、
スキンレスフォームローラ成形金型。
【請求項2】
該複合皮膜層を飛行時間型二次イオン質量分析装置(TOF−SIMS)で照射イオンGa+で測定した際に、
分子量1850以下の正イオンのトータルイオン強度に対するニッケル(Ni)の正イオン強度の百分率Bに対して、
分子量1850以下の正イオンのトータルイオン強度に対する炭化フッ素(CF)の正イオン強度の百分率Aの表面イオン強度比率(A/B)が、4以上30以下であることを特徴とする、
請求項1記載のスキンレスフォームローラ成形金型。
【請求項3】
該フッ素樹脂が、平均粒子径3μm以下のフッ素樹脂であることを特徴とする請求項1または2記載のスキンレスフォームローラ成形金型。
【請求項4】
該複合皮膜層のJIS−B0601:1994による10点平均粗さRzが5μm以上30μm以下、かつ該複合皮膜層のJIS−B0601:1994による凹凸の平均間隔Smが500μm以下であることを特徴とする請求項1から3のいずれか一項に記載のスキンレスフォームローラ成形金型。
【請求項5】
(1)ポリオールとイソシアネートとを含むウレタンフォーム原料を用意する工程と、
(2)成形金型内で、該ウレタンフォーム原料を発泡および硬化して、ウレタンフォーム層を形成する工程とを有するスキンレスフォームローラの製造方法であって、
該成形金型が、請求項1から4のいずれか一項に記載の成形金型であることを特徴とするスキンレスフォームローラの製造方法。
【請求項6】
請求項5に記載の製造方法により製造したスキンレスフォームローラであって、
該ウレタンフォーム層が、平均セル壁幅が25μm以上250μm以下、かつ平均セル開口径が100μm以上700μm以下の発泡セルを有することを特徴とするスキンレスフォームローラ。
【請求項7】
該ウレタンフォーム層の該スキンレスフォームローラの軸に対して対称な2つの面のうちの一方の面を大気圧に、他方の面を大気圧よりも125Paだけ低い気圧にしたときの通気度が、40cm3/cm2/sec以上130cm3/cm2/sec以下であることを特徴とする請求項6記載のスキンレスフォームローラ。
【請求項8】
画像形成装置の現像部位で用いるトナー供給ローラであって、請求項6または7記載のスキンレスフォームローラであることを特徴とするトナー供給ローラ。
【請求項1】
ポリオールとイソシアネートとを含むウレタンフォーム原料を発泡硬化して、ウレタンフォーム層を形成し、該ウレタンフォーム層を有するスキンレスフォームローラを製造するために用いる、少なくとも該ウレタンフォーム原料と接触する表面に、ニッケルを含むメッキマトリックスと、フッ素樹脂との分散共析物である複合皮膜層を有するスキンレスフォームローラ成形金型であって、
該複合皮膜層を飛行時間型二次イオン質量分析装置(TOF−SIMS)で照射イオンGa+で測定した際に、分子量1850以下の正イオンのトータルイオン強度に対する炭化フッ素(CF)の正イオン強度の百分率Aが10%以上20%以下、かつ分子量1850以下の正イオンのトータルイオン強度に対するニッケル(Ni)の正イオン強度の百分率Bが0.5%以上3%以下であることを特徴とする、
スキンレスフォームローラ成形金型。
【請求項2】
該複合皮膜層を飛行時間型二次イオン質量分析装置(TOF−SIMS)で照射イオンGa+で測定した際に、
分子量1850以下の正イオンのトータルイオン強度に対するニッケル(Ni)の正イオン強度の百分率Bに対して、
分子量1850以下の正イオンのトータルイオン強度に対する炭化フッ素(CF)の正イオン強度の百分率Aの表面イオン強度比率(A/B)が、4以上30以下であることを特徴とする、
請求項1記載のスキンレスフォームローラ成形金型。
【請求項3】
該フッ素樹脂が、平均粒子径3μm以下のフッ素樹脂であることを特徴とする請求項1または2記載のスキンレスフォームローラ成形金型。
【請求項4】
該複合皮膜層のJIS−B0601:1994による10点平均粗さRzが5μm以上30μm以下、かつ該複合皮膜層のJIS−B0601:1994による凹凸の平均間隔Smが500μm以下であることを特徴とする請求項1から3のいずれか一項に記載のスキンレスフォームローラ成形金型。
【請求項5】
(1)ポリオールとイソシアネートとを含むウレタンフォーム原料を用意する工程と、
(2)成形金型内で、該ウレタンフォーム原料を発泡および硬化して、ウレタンフォーム層を形成する工程とを有するスキンレスフォームローラの製造方法であって、
該成形金型が、請求項1から4のいずれか一項に記載の成形金型であることを特徴とするスキンレスフォームローラの製造方法。
【請求項6】
請求項5に記載の製造方法により製造したスキンレスフォームローラであって、
該ウレタンフォーム層が、平均セル壁幅が25μm以上250μm以下、かつ平均セル開口径が100μm以上700μm以下の発泡セルを有することを特徴とするスキンレスフォームローラ。
【請求項7】
該ウレタンフォーム層の該スキンレスフォームローラの軸に対して対称な2つの面のうちの一方の面を大気圧に、他方の面を大気圧よりも125Paだけ低い気圧にしたときの通気度が、40cm3/cm2/sec以上130cm3/cm2/sec以下であることを特徴とする請求項6記載のスキンレスフォームローラ。
【請求項8】
画像形成装置の現像部位で用いるトナー供給ローラであって、請求項6または7記載のスキンレスフォームローラであることを特徴とするトナー供給ローラ。
【図1】

【図2】
【図2】
【公開番号】特開2011−240587(P2011−240587A)
【公開日】平成23年12月1日(2011.12.1)
【国際特許分類】
【出願番号】特願2010−114352(P2010−114352)
【出願日】平成22年5月18日(2010.5.18)
【出願人】(393002634)キヤノン化成株式会社 (640)
【Fターム(参考)】
【公開日】平成23年12月1日(2011.12.1)
【国際特許分類】
【出願日】平成22年5月18日(2010.5.18)
【出願人】(393002634)キヤノン化成株式会社 (640)
【Fターム(参考)】
[ Back to top ]