
スクラップの事前処理方法
【課題】スクラップ中に有機物を含む低級スクラップを製鋼炉の装入主原料として用いるに際し、製鋼炉装入時の火炎発生を防止し、かつスクラップに含まれる有機物を資源として再利用可能とし、安価に処理することのできる低級スクラップの事前処理方法を提供する。
【解決手段】製鋼炉に装入するスクラップの装入前の事前処理方法であって、スクラップを過熱蒸気によって加熱し、スクラップ中に含まれる有機物を溶融あるいは熱分解することを特徴とするスクラップの事前処理方法である。過熱蒸気の温度が300〜800℃であると好ましい。有機物が溶融あるいは熱分解して発生した溶融物あるいは熱分解ガスをスクラップから分離する。製鋼炉排ガス集塵装置から発生する蒸気を用い、これをさらに加熱することによって前記過熱蒸気とすると好ましい。
【解決手段】製鋼炉に装入するスクラップの装入前の事前処理方法であって、スクラップを過熱蒸気によって加熱し、スクラップ中に含まれる有機物を溶融あるいは熱分解することを特徴とするスクラップの事前処理方法である。過熱蒸気の温度が300〜800℃であると好ましい。有機物が溶融あるいは熱分解して発生した溶融物あるいは熱分解ガスをスクラップから分離する。製鋼炉排ガス集塵装置から発生する蒸気を用い、これをさらに加熱することによって前記過熱蒸気とすると好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、製鋼炉に装入するスクラップの装入前の事前処理方法に関するものであり、特にスクラップ中に有機物を含む低級スクラップの事前処理方法に関するものである。
【背景技術】
【0002】
製鋼炉で装入主原料とする鉄源のひとつとして、自社内発生や市中発生の屑鉄を使用している。市中発生の屑鉄(市中屑)は、自動車の廃車屑のように金属以外のプラスチックなどの不純物を多く含むものが多い。不純物の多い屑鉄は、不純物を分離して金属分のみを製鋼炉装入主原料として使用しようとすると、金属と不純物とを分離する作業が困難でコストが大きく、従来は埋め立てなどに供されるケースが多かった。しかし、資源を有効活用するため、これら不純物を多く含む屑鉄も製鋼用の主原料としてリサイクルすることが要請されている。自動車の廃車屑を製鋼炉装入主原料として使用する場合、自動車を解体して、鉄分以外のもので鉄部分と分離しやすいものをまず回収し、その後、図1(b)に示すように、プレスし、それをスクラップヤードに保管し、必要に応じて製鋼炉に装入する。
【0003】
自動車の廃車屑には、鉄以外のプラスチックや配線の被覆ビニール、油などの不純物がまだ5%前後残っており、低級スクラップと呼ばれている。このようなプラスチック成分を多く含む屑鉄を、不純物を除去せずにそのまま製鋼炉、例えば転炉に装入しようとすると、ブラスチック成分は揮発分を多く含むため、高温の製鋼炉内に装入したとたんに揮発分が揮発し、一気に燃焼するため、装入口から激しい火炎が噴出する。火炎が激しいと製鋼炉周辺のダクトなどを焼損したり、あるいは噴煙により環境が悪化するなどの問題が発生していた。従って、自動車の廃車屑などの低級スクラップから不純物を除去しないで製鋼装入主原料として使用する場合には、安全面、環境面から1回あたりの低級スクラップ装入量を制限せざるを得ない状況にある。
【0004】
自動車廃車屑から金属以外の不純物を除去する方法において、現在では、エンジン、ミッション等の有価部品、バッテリー、タイヤ、液類等の危険物あるいは公害発生物質を取り除いた車体を、まずシュレッダ等の破砕機にかけて裁断し、その後、種々の選別手段(磁選、比重選別、目視選別)を利用して、鉄、非鉄金属及び非金属に分別する処理が行われている。手間のかかる方法で分別回収した上に、主にプラスチック類、塩化ビニール、ゴム、繊維類からなる可燃物は、シュレッダダストと呼ばれ、焼却などの処理を行う必要があった。
【0005】
特許文献1には、有価部品や危険物を除去した車体から、鉄及び非鉄金属をスクラップとして回収するに際し、車体をそのまま丸ごと蒸し焼きにする廃自動車の熱分解処理方法が記載されている。蒸し焼きとは、極力酸素を遮断した状態で車体を加熱し、熱分解生成物を生じさせることとしている。エンジン等を取り除いた廃車体を蒸し焼き炉に装入する。炉室内には、直接加熱方式の場合、燃料ガスを燃焼して発生させた燃焼排ガスが吹き込まれ、炉内雰囲気は500〜650℃の温度に維持される。焼成が蒸し焼きなので、発生ガスは通常の加熱炉より少ないが、プラスチック、塩化ビニール、ゴム類の燃焼や熱分解で若干のガスが発生する。雰囲気の酸素濃度が10容量%以下なので、金属類はさほど激しい酸化を受けない。間接加熱方式のラジアントチューブ、電熱加熱方式でも良い。
【0006】
特許文献2には、廃自動車のような金属とプラスチックが入り組んだ金属複合廃プラスチックを処理して金属を回収する方法に関するものであり、金属複合廃プラスチックを280℃以上の溶融液体中に浸漬し、プラスチック成分をガス化及び炭化させ、金属を含む炭化成分を分離してコークスとともに溶解炉に装入し、コークスを熱源とし、酸素含有ガスで精錬して溶銑を製造する方法が記載されている。
【0007】
特許文献3は、熱可塑性プラスチックと金属からなる複合材の廃棄物から有価物を回収する装置に関するものであり、製鋼炉に装入するスクラップの事前処理方法に関するものではない。同文献には、加熱不活性ガスまたは過熱蒸気を熱源として熱可塑性プラスチックと金属からなる複合材の廃棄物を酸素の不存在下で加熱する乾留炉と、乾留炉で生じた分解ガスを燃焼する燃焼炉とを備えており、融解プラスチックと非酸化状態の金属とを回収する装置が記載されている。過熱蒸気を供給することにより、これを熱源として、熱可塑性プラスチック金属複合材廃棄物を酸素の不存在下で加熱する。熱可塑性プラスチックを部分熱分解しつつ融解して落下し、系外に取り出される。熱可塑性プラスチックの融解時に熱分解で生成する有機性ガスは、燃焼炉内で完全燃焼する。系外に取り出された融解プラスチックは、熱分解により硬度を増している。こうして熱可塑性プラスチックと非酸化状態の金属とに分離することができる。
【0008】
【特許文献1】特開平10−47635号公報
【特許文献2】特開平11−80844号公報
【特許文献3】特開平11−76979号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
特許文献1に記載の方法では、直接加熱で燃焼排ガスを熱源として用いる場合、雰囲気中の酸素濃度が低いといっても若干は存在し、低級スクラップ中に含まれるプラスチックなどの有機物が燃焼してしまうので、これら有機物を熱源として再利用することができない。また、スクラップを所定の温度に昇温するためには多量の燃焼排ガスが必要となり、燃焼排ガスの顕熱の大部分はスクラップの加熱に用いられずに排出され、熱効率が良くない。また、間接加熱のラジアントチューブではスクラップの隅々まで熱を伝えることが困難であり、電熱加熱ではコストが高くなるという問題を有する。
【0010】
特許文献2に記載の方法では、280℃以上の溶融液体、例えば溶融塩浴にスクラップを浸漬する必要があり、高温の溶融塩浴を形成するために複雑な設備が必要となり、工程が複雑であり、また溶融液体から引き上げたプラスチックから溶融液を除去する洗浄が必要となる。
【0011】
特許文献3に記載の方法では、複合材中に含まれる熱可塑性プラスチックを部分熱分解しつつ融解して落下し、系外に取り出すとともに、残存した有価金属は熱可塑性プラスチックの付着や表面の酸化がない状態で回収する必要がある。そのため、プラスチックが炭化しないで溶融落下する程度の適温に制御する必要があり、温度制御のために電気ヒーターが必須となり、設備費・維持費ともに高くなる。また低温での処理であるため処理に長時間を要する。そのため、製鋼炉の装入主原料として廃車屑を多量に使用する工程には不向きである。
【0012】
本発明は、スクラップ中に有機物を含む低級スクラップを製鋼炉の装入主原料として用いるに際し、製鋼炉装入時の火炎発生を防止し、かつスクラップに含まれる有機物を資源として再利用可能とし、安価に処理することのできる低級スクラップの事前処理方法を提供することを目的とする。
【課題を解決するための手段】
【0013】
即ち、本発明の要旨とするところは以下のとおりである。
(1)製鋼炉に装入するスクラップの装入前の事前処理方法であって、
スクラップを過熱蒸気によって加熱し、スクラップ中に含まれる有機物を溶融あるいは熱分解することを特徴とするスクラップの事前処理方法。
(2)前記過熱蒸気の温度が、前記有機物の熱分解温度以上の温度であることを特徴とする上記(1)に記載のスクラップの事前処理方法。
(3)前記過熱蒸気の温度が、300〜800℃であることを特徴とする上記(2)に記載のスクラップの事前処理方法。
(4)前記有機物が溶融あるいは熱分解して発生した溶融物あるいは熱分解ガスをスクラップから分離することを特徴とする上記(1)乃至(3)のいずれかに記載のスクラップの事前処理方法。
(5)前記有機物のうち、溶融あるいは熱分解して発生した溶融物あるいは熱分解ガス以外の部分については、炭化物としてスクラップとともに残存させることを特徴とする上記(1)乃至(4)のいずれかに記載のスクラップの事前処理方法。
(6)製鋼炉排ガス集塵装置から発生する蒸気を用い、これをさらに加熱することによって前記過熱蒸気とすることを特徴とする上記(1)乃至(5)のいずれかに記載のスクラップの事前処理方法。
(7)前記熱分解によって発生した熱分解ガスを燃焼し、蒸気の加熱に使用して過熱蒸気を生成することを特徴とする上記(1)乃至(6)のいずれかに記載のスクラップの事前処理方法。
(8)過熱蒸気によってスクラップを加熱した後、該スクラップをプレス成形することを特徴とする上記(1)乃至(7)のいずれかに記載のスクラップの事前処理方法。
(9)過熱蒸気によってスクラップを加熱した後、プレス成形せずにスクラップを製鋼炉に装入することを特徴とする上記(1)乃至(7)のいずれかに記載のスクラップの事前処理方法。
(10)スクラップを過熱蒸気で加熱する際に用いるスクラップ容器が、製鋼炉にスクラップを装入するスクラップ装入容器を兼ねることを特徴とする上記(9)に記載のスクラップの事前処理方法。
【発明の効果】
【0014】
本発明において、低級スクラップ中に含まれる有機物のうち、揮発成分は熱分解ガスとして分離されるので、製鋼炉への装入時に火炎が発生することがない。有機物のうち炭化物としてスクラップに付着した部分は製鋼炉での熱源として有効利用される。有機物のうち熱分解ガスや融解物として分離された部分は熱源として有効利用することができる。
【0015】
スクラップの加熱に酸素を含有しない過熱蒸気を用いるので、スクラップ中の有機物が燃焼することがなく、スクラップ表面が酸化することもなく、資源として有効利用することができる。過熱蒸気は燃焼排ガスなどに比較して比熱が大きいので、少ないガス量でスクラップを昇温することができ、スクラップ加熱に利用されずに廃棄される顕熱ロスが少ない。
【0016】
製鋼炉の排ガス集塵装置が蒸気回収設備を有している場合には、その製鋼炉で回収した蒸気を本発明の過熱蒸気の原料として用いることができるので、安価に過熱蒸気を得ることができる。
【発明を実施するための最良の形態】
【0017】
本発明は、製鋼炉に装入するスクラップの装入前の事前処理方法であって、スクラップを過熱蒸気によって加熱し、スクラップ中に含まれる有機物を溶融あるいは熱分解することを特徴とする。過熱蒸気とは、その圧力(この場合は大気圧)における飽和温度を超えて高い温度を有する蒸気を意味する。スクラップを過熱蒸気によって加熱し、スクラップ中に含まれる有機物を溶融あるいは熱分解することにより、有機物中の揮発分をスクラップと分離することができるので、事前処理後のスクラップを製鋼炉に装入するに際し、装入口から火炎が噴出することがない。
【0018】
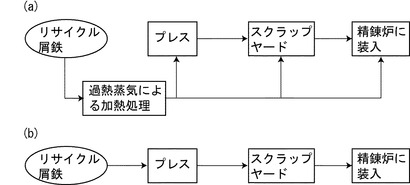
本発明方法の処理の流れは、図1(a)に示すように、スクラップを過熱蒸気によって加熱し、その後プレスし、あるいはプレスせず、スクラップヤードに保管し、あるいは保管せず、最終的に製鋼炉に装入される。
【0019】
特許文献1に記載の方法によると、直接加熱方式の場合は燃焼排ガスを加熱ガスとして用いており、酸素濃度が低いとはいっても若干の酸素を含有しているので、スクラップ中に含まれる有機物の一部が燃焼する。それに対して本発明においては酸素を含有しない過熱蒸気を用いるので、有機物が事前処理中に燃焼することがなく、有機物を熱源として有効に利用することが可能となる。また、過熱蒸気の比熱は燃焼排ガスの比熱に比較して2倍の値を有しているので、燃焼排ガスに比較して少ない量のガスでスクラップを加熱することができる。伝熱についても、過熱蒸気の対流伝熱は空気に比較して10倍以上であるのに加え、放射伝熱によっても伝熱する複合伝熱作用を有する。またスクラップ加熱後に排出されるガス中に残存する顕熱についても、過熱蒸気であれば燃焼排ガスよりも顕熱ロスを少なくすることができる。
【0020】
本発明において、過熱蒸気の温度が、有機物の熱分解温度以上の温度であると好ましい。これにより、過熱蒸気による加熱でスクラップ中に含まれる有機物を熱分解し、熱分解ガスと残留する炭化物とに分離することができる。有機物の熱分解温度は200〜500℃である。
【0021】
過熱蒸気の温度が、300〜800℃であると好ましい。300℃以上であれば、プラスチックを熱分解することができる。一方、過熱蒸気の温度が800℃を超えると、蒸気加熱設備の耐熱対策などの設備コストが大きくなりすぎるので好ましくない。
【0022】
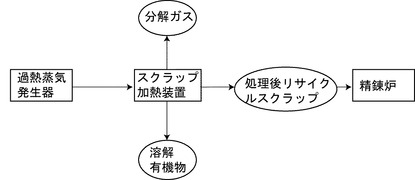
スクラップを過熱蒸気で加熱することにより、有機物が溶融あるいは熱分解して発生した溶融物あるいは熱分解ガスをスクラップから分離することとすると好ましい。図2に示すように、スクラップ加熱装置内にスクラップを配置し、過熱蒸気発生器で発生した過熱蒸気をスクラップ加熱装置内に導入し、発生した熱分解ガスを分離し、また融解した有機物を分離し、処理後のスクラップを製鋼炉に装入する。熱分解ガスをスクラップから分離することにより、事前処理後のスクラップを製鋼炉に装入するに際し、装入口から火炎が噴出することがない。またスクラップから分離した溶融物や熱分解ガスについては、回収して熱源として用いることができる。
【0023】
本発明において、スクラップに含まれる有機物のうち、溶融あるいは熱分解して発生した溶融物あるいは熱分解ガス以外の部分については、炭化物としてスクラップとともに残存させると好ましい。スクラップとともに残存する炭化物は、スクラップとともに製鋼炉内に装入され、製鋼工程における熱源として有効に活用することができる。従って本発明においては、スクラップを過熱蒸気によって加熱するに際して、有機物中の揮発分は熱分解ガスとして分離することが必要であるが、揮発分以外はできるかぎり炭化物としてスクラップに残存させることが好ましい。有機物を融解して溶融物としてスクラップから分離するのではなく、炭化物としてスクラップに残存させるためには、過熱蒸気によるスクラップの加熱温度を400℃以上とすると好ましい。
【0024】
本発明で使用する過熱蒸気については、水を加熱して飽和蒸気とし、さらに飽和蒸気を加熱して温度を上昇させ、過熱蒸気とすることができる。過熱蒸気発生装置としては、バーナーや電気ヒーター方式に加え、誘導加熱による方式を選択することもできる。
【0025】
一方、転炉OG排ガス集塵設備などの製鋼炉排ガス集塵装置においては、排ガスダクトで回収する熱を利用して蒸気を発生させることが行われている。従って、製鋼炉排ガス集塵装置から発生する蒸気を用いて本発明で使用する過熱蒸気とすることができれば、新たにエネルギーを消費して過熱蒸気を生成することが必要ないので好ましい。
【0026】
本発明の好ましい処理の流れを図3に示す。
【0027】
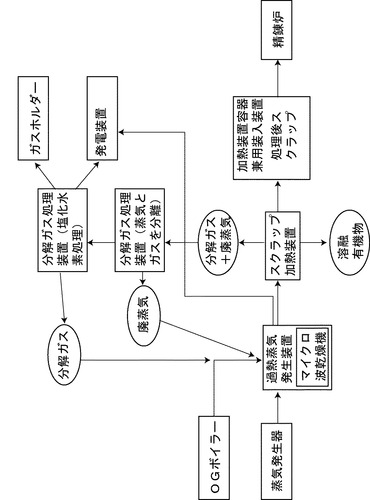
図3に示す例では、過熱蒸気の原料として、蒸気発生器で発生した蒸気、製鋼炉排ガス集塵装置(OGボイラー)において発生する蒸気、及びスクラップ加熱を行った後の廃蒸気を用いている。これらの原料蒸気を用い、過熱蒸気発生装置で過熱蒸気とする。過熱蒸気発生装置で生成した過熱蒸気を用い、スクラップ加熱装置内に配置したスクラップを加熱する。
【0028】
スクラップの加熱で有機物が熱分解することによって発生した熱分解ガスは、蒸気中に含まれて回収される。スクラップを加熱した直後の蒸気はまだ温度が飽和温度まで下がっておらず、過熱蒸気の状態である。熱分解ガス処理装置で蒸気と熱分解ガスとを分離し、分離した蒸気を過熱蒸気発生装置の原料としてリサイクルすることができる。分離した熱分解ガスについては、さらに熱分解ガス処理装置で塩化水素処理が行われる。処理が完了した熱分解ガスは、過熱蒸気発生装置の熱源として用い、あるいはガスホルダーに貯蔵して種々の熱源として用い、あるいは直接発電装置に供給して発電用の燃料として用いることができる。
【0029】
スクラップを過熱蒸気で加熱する際に用いるスクラップ加熱装置の側壁を二重壁構造とし、スクラップ加熱を終えた蒸気をこの二重壁の間に導入することにより、スクラップ加熱装置の予熱に用いることとしてもよい。容器の予熱によりさらに温度が降下して飽和温度に達した蒸気については、蒸気を凝縮し水として分離すれば、熱分解ガスのみを回収することができる。この熱分解ガスは熱源として用いることができる。本発明において、熱分解によって発生した熱分解ガスを燃焼し、蒸気の加熱に使用して過熱蒸気を生成することとすると好ましい。これにより、安価に過熱蒸気を生成することができる。
【0030】
過熱蒸気を用いた加熱に供するスクラップについては、事前にシュレッダー処理を施し、細分化しておくと好ましい。細分化することによって過熱蒸気による加熱がスクラップ全体に均一に行われるので、鉄分とそれ以外の分離がしやすく、またプラスチックなどの有機物が分解しやすく、加熱時間を短縮することができる。
【0031】
スクラップを過熱蒸気で加熱し、スクラップ中に含まれる有機物を溶融あるいは熱分解した後、プレス成形を行うこととすると、スクラップの取り扱いが容易になるので好ましい。
【0032】
一方、スクラップを過熱蒸気で加熱し、スクラップ中に含まれる有機物を溶融あるいは熱分解した後、プレス成形を行わないこととしてもよい。この場合、スクラップを過熱蒸気で加熱する際に用いるスクラップ容器が、製鋼炉にスクラップを装入するスクラップ装入容器を兼ねることとすると好ましい。
【実施例】
【0033】
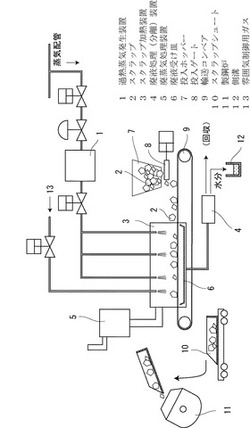
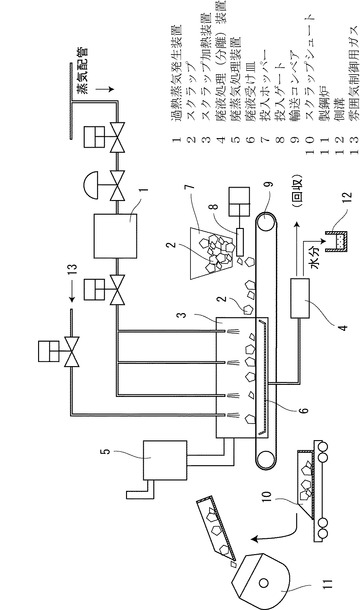
図4に示す装置を用いて、製鋼炉11に装入するスクラップの装入前の事前処理を行った。過熱蒸気の原料として、製鋼炉排ガス集塵装置(図示せず)において発生する蒸気を用い、蒸気配管から蒸気の供給を受ける。この原料蒸気を用い、過熱蒸気発生装置1で過熱蒸気とする。過熱蒸気発生装置1で生成した過熱蒸気を用い、スクラップ加熱装置3内に配置したスクラップ2を加熱する。雰囲気制御用ガス13を吹き込む系統も準備されている。
【0034】
スクラップ2は、投入ホッパー7に準備され、投入ホッパー7の底部に配置した投入ゲート8の操作によって輸送コンベア9に供給され、輸送コンベア9で移送され、スクラップ加熱装置3に供給される。スクラップ加熱装置3内において、過熱蒸気による加熱でスクラップ中に含まれる有機物を熱分解し、その後、輸送コンベア9によってスクラップ加熱装置2からスクラップシュート10に移送される。処理を完了したスクラップ2は、スクラップシュート10から製鋼炉11に装入される。製鋼炉11として転炉を用いた。
【0035】
スクラップ2の加熱で有機物が熱分解することによって発生した熱分解ガスは、蒸気中に含まれて廃蒸気処理装置5に回収される。廃蒸気処理装置5で蒸気と熱分解ガスとを分離する。溶解有機物はスクラップ加熱装置3内の廃液受け皿6に回収され、廃液処理(分離)装置4で有機物と水に分離され、有機物は回収される。水は側溝12に排出される。
【0036】
上記装置を用い、500mm角にプレスした自動車屑(約450kg)を800℃蒸気で150kg/hrで30分加熱したところ、屑の中心部で400℃に到達した。このように処理したスクラップを3個、転炉に装入したが、特に炉口からの火炎は問題にならなかった。
【図面の簡単な説明】
【0037】
【図1】リサイクル屑鉄を精錬炉に装入するまでのフローを示す図であり、(a)は本発明例、(b)は従来例を示す。
【図2】本発明のリサイクル屑鉄を精錬炉に装入するまでのフローを示す図である。
【図3】本発明のリサイクル屑鉄を精錬炉に装入するまでのフローを示す図である。
【図4】本発明のスクラップの事前処理方法を示す1実施例である。
【符号の説明】
【0038】
1 過熱蒸気発生装置
2 スクラップ
3 スクラップ加熱装置
4 廃液処理(分離)装置
5 廃蒸気処理装置
6 廃液受け皿
7 投入ホッパー
8 投入ゲート
9 輸送コンベア
10 スクラップシュート
11 製鋼炉
12 側溝
13 雰囲気制御用ガス
【技術分野】
【0001】
本発明は、製鋼炉に装入するスクラップの装入前の事前処理方法に関するものであり、特にスクラップ中に有機物を含む低級スクラップの事前処理方法に関するものである。
【背景技術】
【0002】
製鋼炉で装入主原料とする鉄源のひとつとして、自社内発生や市中発生の屑鉄を使用している。市中発生の屑鉄(市中屑)は、自動車の廃車屑のように金属以外のプラスチックなどの不純物を多く含むものが多い。不純物の多い屑鉄は、不純物を分離して金属分のみを製鋼炉装入主原料として使用しようとすると、金属と不純物とを分離する作業が困難でコストが大きく、従来は埋め立てなどに供されるケースが多かった。しかし、資源を有効活用するため、これら不純物を多く含む屑鉄も製鋼用の主原料としてリサイクルすることが要請されている。自動車の廃車屑を製鋼炉装入主原料として使用する場合、自動車を解体して、鉄分以外のもので鉄部分と分離しやすいものをまず回収し、その後、図1(b)に示すように、プレスし、それをスクラップヤードに保管し、必要に応じて製鋼炉に装入する。
【0003】
自動車の廃車屑には、鉄以外のプラスチックや配線の被覆ビニール、油などの不純物がまだ5%前後残っており、低級スクラップと呼ばれている。このようなプラスチック成分を多く含む屑鉄を、不純物を除去せずにそのまま製鋼炉、例えば転炉に装入しようとすると、ブラスチック成分は揮発分を多く含むため、高温の製鋼炉内に装入したとたんに揮発分が揮発し、一気に燃焼するため、装入口から激しい火炎が噴出する。火炎が激しいと製鋼炉周辺のダクトなどを焼損したり、あるいは噴煙により環境が悪化するなどの問題が発生していた。従って、自動車の廃車屑などの低級スクラップから不純物を除去しないで製鋼装入主原料として使用する場合には、安全面、環境面から1回あたりの低級スクラップ装入量を制限せざるを得ない状況にある。
【0004】
自動車廃車屑から金属以外の不純物を除去する方法において、現在では、エンジン、ミッション等の有価部品、バッテリー、タイヤ、液類等の危険物あるいは公害発生物質を取り除いた車体を、まずシュレッダ等の破砕機にかけて裁断し、その後、種々の選別手段(磁選、比重選別、目視選別)を利用して、鉄、非鉄金属及び非金属に分別する処理が行われている。手間のかかる方法で分別回収した上に、主にプラスチック類、塩化ビニール、ゴム、繊維類からなる可燃物は、シュレッダダストと呼ばれ、焼却などの処理を行う必要があった。
【0005】
特許文献1には、有価部品や危険物を除去した車体から、鉄及び非鉄金属をスクラップとして回収するに際し、車体をそのまま丸ごと蒸し焼きにする廃自動車の熱分解処理方法が記載されている。蒸し焼きとは、極力酸素を遮断した状態で車体を加熱し、熱分解生成物を生じさせることとしている。エンジン等を取り除いた廃車体を蒸し焼き炉に装入する。炉室内には、直接加熱方式の場合、燃料ガスを燃焼して発生させた燃焼排ガスが吹き込まれ、炉内雰囲気は500〜650℃の温度に維持される。焼成が蒸し焼きなので、発生ガスは通常の加熱炉より少ないが、プラスチック、塩化ビニール、ゴム類の燃焼や熱分解で若干のガスが発生する。雰囲気の酸素濃度が10容量%以下なので、金属類はさほど激しい酸化を受けない。間接加熱方式のラジアントチューブ、電熱加熱方式でも良い。
【0006】
特許文献2には、廃自動車のような金属とプラスチックが入り組んだ金属複合廃プラスチックを処理して金属を回収する方法に関するものであり、金属複合廃プラスチックを280℃以上の溶融液体中に浸漬し、プラスチック成分をガス化及び炭化させ、金属を含む炭化成分を分離してコークスとともに溶解炉に装入し、コークスを熱源とし、酸素含有ガスで精錬して溶銑を製造する方法が記載されている。
【0007】
特許文献3は、熱可塑性プラスチックと金属からなる複合材の廃棄物から有価物を回収する装置に関するものであり、製鋼炉に装入するスクラップの事前処理方法に関するものではない。同文献には、加熱不活性ガスまたは過熱蒸気を熱源として熱可塑性プラスチックと金属からなる複合材の廃棄物を酸素の不存在下で加熱する乾留炉と、乾留炉で生じた分解ガスを燃焼する燃焼炉とを備えており、融解プラスチックと非酸化状態の金属とを回収する装置が記載されている。過熱蒸気を供給することにより、これを熱源として、熱可塑性プラスチック金属複合材廃棄物を酸素の不存在下で加熱する。熱可塑性プラスチックを部分熱分解しつつ融解して落下し、系外に取り出される。熱可塑性プラスチックの融解時に熱分解で生成する有機性ガスは、燃焼炉内で完全燃焼する。系外に取り出された融解プラスチックは、熱分解により硬度を増している。こうして熱可塑性プラスチックと非酸化状態の金属とに分離することができる。
【0008】
【特許文献1】特開平10−47635号公報
【特許文献2】特開平11−80844号公報
【特許文献3】特開平11−76979号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
特許文献1に記載の方法では、直接加熱で燃焼排ガスを熱源として用いる場合、雰囲気中の酸素濃度が低いといっても若干は存在し、低級スクラップ中に含まれるプラスチックなどの有機物が燃焼してしまうので、これら有機物を熱源として再利用することができない。また、スクラップを所定の温度に昇温するためには多量の燃焼排ガスが必要となり、燃焼排ガスの顕熱の大部分はスクラップの加熱に用いられずに排出され、熱効率が良くない。また、間接加熱のラジアントチューブではスクラップの隅々まで熱を伝えることが困難であり、電熱加熱ではコストが高くなるという問題を有する。
【0010】
特許文献2に記載の方法では、280℃以上の溶融液体、例えば溶融塩浴にスクラップを浸漬する必要があり、高温の溶融塩浴を形成するために複雑な設備が必要となり、工程が複雑であり、また溶融液体から引き上げたプラスチックから溶融液を除去する洗浄が必要となる。
【0011】
特許文献3に記載の方法では、複合材中に含まれる熱可塑性プラスチックを部分熱分解しつつ融解して落下し、系外に取り出すとともに、残存した有価金属は熱可塑性プラスチックの付着や表面の酸化がない状態で回収する必要がある。そのため、プラスチックが炭化しないで溶融落下する程度の適温に制御する必要があり、温度制御のために電気ヒーターが必須となり、設備費・維持費ともに高くなる。また低温での処理であるため処理に長時間を要する。そのため、製鋼炉の装入主原料として廃車屑を多量に使用する工程には不向きである。
【0012】
本発明は、スクラップ中に有機物を含む低級スクラップを製鋼炉の装入主原料として用いるに際し、製鋼炉装入時の火炎発生を防止し、かつスクラップに含まれる有機物を資源として再利用可能とし、安価に処理することのできる低級スクラップの事前処理方法を提供することを目的とする。
【課題を解決するための手段】
【0013】
即ち、本発明の要旨とするところは以下のとおりである。
(1)製鋼炉に装入するスクラップの装入前の事前処理方法であって、
スクラップを過熱蒸気によって加熱し、スクラップ中に含まれる有機物を溶融あるいは熱分解することを特徴とするスクラップの事前処理方法。
(2)前記過熱蒸気の温度が、前記有機物の熱分解温度以上の温度であることを特徴とする上記(1)に記載のスクラップの事前処理方法。
(3)前記過熱蒸気の温度が、300〜800℃であることを特徴とする上記(2)に記載のスクラップの事前処理方法。
(4)前記有機物が溶融あるいは熱分解して発生した溶融物あるいは熱分解ガスをスクラップから分離することを特徴とする上記(1)乃至(3)のいずれかに記載のスクラップの事前処理方法。
(5)前記有機物のうち、溶融あるいは熱分解して発生した溶融物あるいは熱分解ガス以外の部分については、炭化物としてスクラップとともに残存させることを特徴とする上記(1)乃至(4)のいずれかに記載のスクラップの事前処理方法。
(6)製鋼炉排ガス集塵装置から発生する蒸気を用い、これをさらに加熱することによって前記過熱蒸気とすることを特徴とする上記(1)乃至(5)のいずれかに記載のスクラップの事前処理方法。
(7)前記熱分解によって発生した熱分解ガスを燃焼し、蒸気の加熱に使用して過熱蒸気を生成することを特徴とする上記(1)乃至(6)のいずれかに記載のスクラップの事前処理方法。
(8)過熱蒸気によってスクラップを加熱した後、該スクラップをプレス成形することを特徴とする上記(1)乃至(7)のいずれかに記載のスクラップの事前処理方法。
(9)過熱蒸気によってスクラップを加熱した後、プレス成形せずにスクラップを製鋼炉に装入することを特徴とする上記(1)乃至(7)のいずれかに記載のスクラップの事前処理方法。
(10)スクラップを過熱蒸気で加熱する際に用いるスクラップ容器が、製鋼炉にスクラップを装入するスクラップ装入容器を兼ねることを特徴とする上記(9)に記載のスクラップの事前処理方法。
【発明の効果】
【0014】
本発明において、低級スクラップ中に含まれる有機物のうち、揮発成分は熱分解ガスとして分離されるので、製鋼炉への装入時に火炎が発生することがない。有機物のうち炭化物としてスクラップに付着した部分は製鋼炉での熱源として有効利用される。有機物のうち熱分解ガスや融解物として分離された部分は熱源として有効利用することができる。
【0015】
スクラップの加熱に酸素を含有しない過熱蒸気を用いるので、スクラップ中の有機物が燃焼することがなく、スクラップ表面が酸化することもなく、資源として有効利用することができる。過熱蒸気は燃焼排ガスなどに比較して比熱が大きいので、少ないガス量でスクラップを昇温することができ、スクラップ加熱に利用されずに廃棄される顕熱ロスが少ない。
【0016】
製鋼炉の排ガス集塵装置が蒸気回収設備を有している場合には、その製鋼炉で回収した蒸気を本発明の過熱蒸気の原料として用いることができるので、安価に過熱蒸気を得ることができる。
【発明を実施するための最良の形態】
【0017】
本発明は、製鋼炉に装入するスクラップの装入前の事前処理方法であって、スクラップを過熱蒸気によって加熱し、スクラップ中に含まれる有機物を溶融あるいは熱分解することを特徴とする。過熱蒸気とは、その圧力(この場合は大気圧)における飽和温度を超えて高い温度を有する蒸気を意味する。スクラップを過熱蒸気によって加熱し、スクラップ中に含まれる有機物を溶融あるいは熱分解することにより、有機物中の揮発分をスクラップと分離することができるので、事前処理後のスクラップを製鋼炉に装入するに際し、装入口から火炎が噴出することがない。
【0018】
本発明方法の処理の流れは、図1(a)に示すように、スクラップを過熱蒸気によって加熱し、その後プレスし、あるいはプレスせず、スクラップヤードに保管し、あるいは保管せず、最終的に製鋼炉に装入される。
【0019】
特許文献1に記載の方法によると、直接加熱方式の場合は燃焼排ガスを加熱ガスとして用いており、酸素濃度が低いとはいっても若干の酸素を含有しているので、スクラップ中に含まれる有機物の一部が燃焼する。それに対して本発明においては酸素を含有しない過熱蒸気を用いるので、有機物が事前処理中に燃焼することがなく、有機物を熱源として有効に利用することが可能となる。また、過熱蒸気の比熱は燃焼排ガスの比熱に比較して2倍の値を有しているので、燃焼排ガスに比較して少ない量のガスでスクラップを加熱することができる。伝熱についても、過熱蒸気の対流伝熱は空気に比較して10倍以上であるのに加え、放射伝熱によっても伝熱する複合伝熱作用を有する。またスクラップ加熱後に排出されるガス中に残存する顕熱についても、過熱蒸気であれば燃焼排ガスよりも顕熱ロスを少なくすることができる。
【0020】
本発明において、過熱蒸気の温度が、有機物の熱分解温度以上の温度であると好ましい。これにより、過熱蒸気による加熱でスクラップ中に含まれる有機物を熱分解し、熱分解ガスと残留する炭化物とに分離することができる。有機物の熱分解温度は200〜500℃である。
【0021】
過熱蒸気の温度が、300〜800℃であると好ましい。300℃以上であれば、プラスチックを熱分解することができる。一方、過熱蒸気の温度が800℃を超えると、蒸気加熱設備の耐熱対策などの設備コストが大きくなりすぎるので好ましくない。
【0022】
スクラップを過熱蒸気で加熱することにより、有機物が溶融あるいは熱分解して発生した溶融物あるいは熱分解ガスをスクラップから分離することとすると好ましい。図2に示すように、スクラップ加熱装置内にスクラップを配置し、過熱蒸気発生器で発生した過熱蒸気をスクラップ加熱装置内に導入し、発生した熱分解ガスを分離し、また融解した有機物を分離し、処理後のスクラップを製鋼炉に装入する。熱分解ガスをスクラップから分離することにより、事前処理後のスクラップを製鋼炉に装入するに際し、装入口から火炎が噴出することがない。またスクラップから分離した溶融物や熱分解ガスについては、回収して熱源として用いることができる。
【0023】
本発明において、スクラップに含まれる有機物のうち、溶融あるいは熱分解して発生した溶融物あるいは熱分解ガス以外の部分については、炭化物としてスクラップとともに残存させると好ましい。スクラップとともに残存する炭化物は、スクラップとともに製鋼炉内に装入され、製鋼工程における熱源として有効に活用することができる。従って本発明においては、スクラップを過熱蒸気によって加熱するに際して、有機物中の揮発分は熱分解ガスとして分離することが必要であるが、揮発分以外はできるかぎり炭化物としてスクラップに残存させることが好ましい。有機物を融解して溶融物としてスクラップから分離するのではなく、炭化物としてスクラップに残存させるためには、過熱蒸気によるスクラップの加熱温度を400℃以上とすると好ましい。
【0024】
本発明で使用する過熱蒸気については、水を加熱して飽和蒸気とし、さらに飽和蒸気を加熱して温度を上昇させ、過熱蒸気とすることができる。過熱蒸気発生装置としては、バーナーや電気ヒーター方式に加え、誘導加熱による方式を選択することもできる。
【0025】
一方、転炉OG排ガス集塵設備などの製鋼炉排ガス集塵装置においては、排ガスダクトで回収する熱を利用して蒸気を発生させることが行われている。従って、製鋼炉排ガス集塵装置から発生する蒸気を用いて本発明で使用する過熱蒸気とすることができれば、新たにエネルギーを消費して過熱蒸気を生成することが必要ないので好ましい。
【0026】
本発明の好ましい処理の流れを図3に示す。
【0027】
図3に示す例では、過熱蒸気の原料として、蒸気発生器で発生した蒸気、製鋼炉排ガス集塵装置(OGボイラー)において発生する蒸気、及びスクラップ加熱を行った後の廃蒸気を用いている。これらの原料蒸気を用い、過熱蒸気発生装置で過熱蒸気とする。過熱蒸気発生装置で生成した過熱蒸気を用い、スクラップ加熱装置内に配置したスクラップを加熱する。
【0028】
スクラップの加熱で有機物が熱分解することによって発生した熱分解ガスは、蒸気中に含まれて回収される。スクラップを加熱した直後の蒸気はまだ温度が飽和温度まで下がっておらず、過熱蒸気の状態である。熱分解ガス処理装置で蒸気と熱分解ガスとを分離し、分離した蒸気を過熱蒸気発生装置の原料としてリサイクルすることができる。分離した熱分解ガスについては、さらに熱分解ガス処理装置で塩化水素処理が行われる。処理が完了した熱分解ガスは、過熱蒸気発生装置の熱源として用い、あるいはガスホルダーに貯蔵して種々の熱源として用い、あるいは直接発電装置に供給して発電用の燃料として用いることができる。
【0029】
スクラップを過熱蒸気で加熱する際に用いるスクラップ加熱装置の側壁を二重壁構造とし、スクラップ加熱を終えた蒸気をこの二重壁の間に導入することにより、スクラップ加熱装置の予熱に用いることとしてもよい。容器の予熱によりさらに温度が降下して飽和温度に達した蒸気については、蒸気を凝縮し水として分離すれば、熱分解ガスのみを回収することができる。この熱分解ガスは熱源として用いることができる。本発明において、熱分解によって発生した熱分解ガスを燃焼し、蒸気の加熱に使用して過熱蒸気を生成することとすると好ましい。これにより、安価に過熱蒸気を生成することができる。
【0030】
過熱蒸気を用いた加熱に供するスクラップについては、事前にシュレッダー処理を施し、細分化しておくと好ましい。細分化することによって過熱蒸気による加熱がスクラップ全体に均一に行われるので、鉄分とそれ以外の分離がしやすく、またプラスチックなどの有機物が分解しやすく、加熱時間を短縮することができる。
【0031】
スクラップを過熱蒸気で加熱し、スクラップ中に含まれる有機物を溶融あるいは熱分解した後、プレス成形を行うこととすると、スクラップの取り扱いが容易になるので好ましい。
【0032】
一方、スクラップを過熱蒸気で加熱し、スクラップ中に含まれる有機物を溶融あるいは熱分解した後、プレス成形を行わないこととしてもよい。この場合、スクラップを過熱蒸気で加熱する際に用いるスクラップ容器が、製鋼炉にスクラップを装入するスクラップ装入容器を兼ねることとすると好ましい。
【実施例】
【0033】
図4に示す装置を用いて、製鋼炉11に装入するスクラップの装入前の事前処理を行った。過熱蒸気の原料として、製鋼炉排ガス集塵装置(図示せず)において発生する蒸気を用い、蒸気配管から蒸気の供給を受ける。この原料蒸気を用い、過熱蒸気発生装置1で過熱蒸気とする。過熱蒸気発生装置1で生成した過熱蒸気を用い、スクラップ加熱装置3内に配置したスクラップ2を加熱する。雰囲気制御用ガス13を吹き込む系統も準備されている。
【0034】
スクラップ2は、投入ホッパー7に準備され、投入ホッパー7の底部に配置した投入ゲート8の操作によって輸送コンベア9に供給され、輸送コンベア9で移送され、スクラップ加熱装置3に供給される。スクラップ加熱装置3内において、過熱蒸気による加熱でスクラップ中に含まれる有機物を熱分解し、その後、輸送コンベア9によってスクラップ加熱装置2からスクラップシュート10に移送される。処理を完了したスクラップ2は、スクラップシュート10から製鋼炉11に装入される。製鋼炉11として転炉を用いた。
【0035】
スクラップ2の加熱で有機物が熱分解することによって発生した熱分解ガスは、蒸気中に含まれて廃蒸気処理装置5に回収される。廃蒸気処理装置5で蒸気と熱分解ガスとを分離する。溶解有機物はスクラップ加熱装置3内の廃液受け皿6に回収され、廃液処理(分離)装置4で有機物と水に分離され、有機物は回収される。水は側溝12に排出される。
【0036】
上記装置を用い、500mm角にプレスした自動車屑(約450kg)を800℃蒸気で150kg/hrで30分加熱したところ、屑の中心部で400℃に到達した。このように処理したスクラップを3個、転炉に装入したが、特に炉口からの火炎は問題にならなかった。
【図面の簡単な説明】
【0037】
【図1】リサイクル屑鉄を精錬炉に装入するまでのフローを示す図であり、(a)は本発明例、(b)は従来例を示す。
【図2】本発明のリサイクル屑鉄を精錬炉に装入するまでのフローを示す図である。
【図3】本発明のリサイクル屑鉄を精錬炉に装入するまでのフローを示す図である。
【図4】本発明のスクラップの事前処理方法を示す1実施例である。
【符号の説明】
【0038】
1 過熱蒸気発生装置
2 スクラップ
3 スクラップ加熱装置
4 廃液処理(分離)装置
5 廃蒸気処理装置
6 廃液受け皿
7 投入ホッパー
8 投入ゲート
9 輸送コンベア
10 スクラップシュート
11 製鋼炉
12 側溝
13 雰囲気制御用ガス
【特許請求の範囲】
【請求項1】
製鋼炉に装入するスクラップの装入前の事前処理方法であって、
スクラップを過熱蒸気によって加熱し、スクラップ中に含まれる有機物を溶融あるいは熱分解することを特徴とするスクラップの事前処理方法。
【請求項2】
前記過熱蒸気の温度が、前記有機物の熱分解温度以上の温度であることを特徴とする請求項1に記載のスクラップの事前処理方法。
【請求項3】
前記過熱蒸気の温度が、300〜800℃であることを特徴とする請求項2に記載のスクラップの事前処理方法。
【請求項4】
前記有機物が溶融あるいは熱分解して発生した溶融物あるいは熱分解ガスをスクラップから分離することを特徴とする請求項1乃至3のいずれかに記載のスクラップの事前処理方法。
【請求項5】
前記有機物のうち、溶融あるいは熱分解して発生した溶融物あるいは熱分解ガス以外の部分については、炭化物としてスクラップとともに残存させることを特徴とする請求項1乃至4のいずれかに記載のスクラップの事前処理方法。
【請求項6】
製鋼炉排ガス集塵装置から発生する蒸気を用い、これをさらに加熱することによって前記過熱蒸気とすることを特徴とする請求項1乃至5のいずれかに記載のスクラップの事前処理方法。
【請求項7】
前記熱分解によって発生した熱分解ガスを燃焼し、蒸気の加熱に使用して過熱蒸気を生成することを特徴とする請求項1乃至6のいずれかに記載のスクラップの事前処理方法。
【請求項8】
過熱蒸気によってスクラップを加熱した後、該スクラップをプレス成形することを特徴とする請求項1乃至7のいずれかに記載のスクラップの事前処理方法。
【請求項9】
過熱蒸気によってスクラップを加熱した後、プレス成形せずにスクラップを製鋼炉に装入することを特徴とする請求項1乃至7のいずれかに記載のスクラップの事前処理方法。
【請求項10】
スクラップを過熱蒸気で加熱する際に用いるスクラップ容器が、製鋼炉にスクラップを装入するスクラップ装入容器を兼ねることを特徴とする請求項9に記載のスクラップの事前処理方法。
【請求項1】
製鋼炉に装入するスクラップの装入前の事前処理方法であって、
スクラップを過熱蒸気によって加熱し、スクラップ中に含まれる有機物を溶融あるいは熱分解することを特徴とするスクラップの事前処理方法。
【請求項2】
前記過熱蒸気の温度が、前記有機物の熱分解温度以上の温度であることを特徴とする請求項1に記載のスクラップの事前処理方法。
【請求項3】
前記過熱蒸気の温度が、300〜800℃であることを特徴とする請求項2に記載のスクラップの事前処理方法。
【請求項4】
前記有機物が溶融あるいは熱分解して発生した溶融物あるいは熱分解ガスをスクラップから分離することを特徴とする請求項1乃至3のいずれかに記載のスクラップの事前処理方法。
【請求項5】
前記有機物のうち、溶融あるいは熱分解して発生した溶融物あるいは熱分解ガス以外の部分については、炭化物としてスクラップとともに残存させることを特徴とする請求項1乃至4のいずれかに記載のスクラップの事前処理方法。
【請求項6】
製鋼炉排ガス集塵装置から発生する蒸気を用い、これをさらに加熱することによって前記過熱蒸気とすることを特徴とする請求項1乃至5のいずれかに記載のスクラップの事前処理方法。
【請求項7】
前記熱分解によって発生した熱分解ガスを燃焼し、蒸気の加熱に使用して過熱蒸気を生成することを特徴とする請求項1乃至6のいずれかに記載のスクラップの事前処理方法。
【請求項8】
過熱蒸気によってスクラップを加熱した後、該スクラップをプレス成形することを特徴とする請求項1乃至7のいずれかに記載のスクラップの事前処理方法。
【請求項9】
過熱蒸気によってスクラップを加熱した後、プレス成形せずにスクラップを製鋼炉に装入することを特徴とする請求項1乃至7のいずれかに記載のスクラップの事前処理方法。
【請求項10】
スクラップを過熱蒸気で加熱する際に用いるスクラップ容器が、製鋼炉にスクラップを装入するスクラップ装入容器を兼ねることを特徴とする請求項9に記載のスクラップの事前処理方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2009−161845(P2009−161845A)
【公開日】平成21年7月23日(2009.7.23)
【国際特許分類】
【出願番号】特願2008−3171(P2008−3171)
【出願日】平成20年1月10日(2008.1.10)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
【公開日】平成21年7月23日(2009.7.23)
【国際特許分類】
【出願日】平成20年1月10日(2008.1.10)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
[ Back to top ]