
スクリーン印刷用スキージ
【課題】先端面が高い真直度を備え、印刷特性に優れたスクリーン印刷用スキージを提供すること。
【解決手段】弾性樹脂からなり板状のスキージ本体と、上記スキージ本体を把持する金属製の支持体とを備え、上記スキージ本体の上記支持体に把持された部分に、上記スキージ本体を厚さ方向に貫通するカラーが配設されており、上記カラーが上記支持体から圧力を受けることにより、上記スキージ本体が上記支持体に把持されるスクリーン印刷用スキージ。
【解決手段】弾性樹脂からなり板状のスキージ本体と、上記スキージ本体を把持する金属製の支持体とを備え、上記スキージ本体の上記支持体に把持された部分に、上記スキージ本体を厚さ方向に貫通するカラーが配設されており、上記カラーが上記支持体から圧力を受けることにより、上記スキージ本体が上記支持体に把持されるスクリーン印刷用スキージ。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、スクリーン印刷用スキージに関する。
【背景技術】
【0002】
近年、エレクトロニクス分野においては、製造技術として、生産性や低環境負荷の面から印刷工法が注目されており、印刷工法の一つであるスクリーン印刷の技術が製造プロセスに組み込まれている。
例えば、導体層と誘電体層とを交互に積層した積層コンデンサの製造プロセスにおいては、スクリーン印刷により、印刷膜厚数μmで数十〜数百回の積層印刷が行われており、幅方向では数十〜数百個の積層コンデンサを同時に製造している。
そのため、製品の品質の安定化を図り、歩留りを向上させるためには印刷膜厚の安定化が重要である。
そして、スクリーン印刷において、印刷膜厚の安定化(均一化)を達成するためには、スクリーン印刷用スキージの長手方向での、及び、スキージ交換ごとでの、印圧(スクリーンとの接触部の押し圧)、及び、スクリーンに対する接触角度を一定(均一)にすることが重要である。
【0003】
従来、スクリーン印刷用スキージとしては、ポリウレタンエラストマーからなる板状のスキージ本体の一端を金属製の支持体で挟み、ボルト締めによりスキージ本体を支持体に固定したスクリーン印刷用スキージが提案されている(例えば、特許文献1参照)。
このようなスクリーン印刷用スキージを用いてスクリーン印刷を行った場合、印刷膜厚を数μmで制御しようとすると、印刷膜厚が印刷面全体で一定にならず、印刷部位ごとに膜厚のバラツキが発生することがあった。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2000−272090号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
このような印刷膜厚のバラツキの発生に関しては、スクリーン印刷用スキージの印圧やスクリーンに対する接触角度が均一になっていないことが予想されたが、その根本原因については定かではなかった。
そこで、本発明者らが研究を重ねたところ、上記印圧や接触角度が不均一になる原因が、スキージ本体がボルト締めにより支持体に固定された際に、締め付け部とそれ以外の部分とでスキージ本体に負荷される締め付け圧力が異なるため、部位毎にスキージ本体の変形の度合いが異なり、スキージ本体の特に先端面が波打つように変形し、その結果、先端面の真直度が低下してしまうことにあることが明らかとなった。
そこで、本発明者らは、この問題点を解決すべく、鋭意検討を重ね、支持体でスキージ本体を把持した際に、スキージ本体が変形しにくく、先端面の真直度が維持されており、印刷膜厚が数μmとなっても、高い印刷精度(印刷膜厚の均一性)でスクリーン印刷を行うことができるスクリーン印刷用スキージを完成した。
【課題を解決するための手段】
【0006】
本発明のスクリーン印刷用スキージは、弾性樹脂からなり板状のスキージ本体と、上記スキージ本体を把持する金属製の支持体とを備え、
上記スキージ本体の上記支持体に把持された部分に、上記スキージ本体を厚さ方向に貫通するカラーが配設されており、
上記カラーが上記支持体から圧力を受けることにより、上記スキージ本体が上記支持体に把持される
ことを特徴とする。
【0007】
上記スクリーン印刷用スキージは、上記カラーが複数個配設されており、各上記カラーの端面の上記スキージ本体の一の主面からの距離の最大値と最小値との差が、上記スキージ本体の厚さの3.5%以下であることが望ましい。
【0008】
上記スクリーン印刷用スキージにおいて、上記カラーの端面は、上記スキージ本体の主面と同一平面をなしているか、又は、上記スキージ本体の主面から上記スキージ本体の厚さの2.5%以下突出した位置にあることが望ましい。
【0009】
上記スクリーン印刷用スキージにおいて、上記カラーの材質は金属であることが望ましい。
また、上記カラーは、厚さ方向に貫通孔が形成されている、及び/又は、端面に凹部が形成されていることが望ましい。
【0010】
上記スクリーン印刷用スキージは、上記カラーが複数個配設されており、上記カラーのうち2個のカラーが、スキージ本体の支持体に対する位置決め基準となることが望ましい。
また、上記カラーは、一体成形によりスキージ本体に配設されていることが望ましい。
【0011】
上記スクリーン印刷用スキージにおいて、上記弾性樹脂は、ポリウレタンエラストマーであることが望ましく、上記ポリウレタンエラストマーは、ポリエステルポリオールをポリオール成分とするポリウレタンエラストマーであることが望ましい。
さらに、上記ポリエステルポリオールは、エチレングリコール、ジエチレングリコール及びコハク酸からなるポリエステルポリオール10〜90重量%と、ネオペンチルグリコール、ジエチレングリコール及びコハク酸からなるポリエステルポリオール90〜10重量%の混合物であることが望ましい。
【0012】
なお、以下、本明細書においては、単に「スキージ」と表記した場合、特にことわりの無い限り「スクリーン印刷用スキージ」を意味することとする。
【発明の効果】
【0013】
本発明のスキージは、上述した構成を備えているため、スキージ本体を支持体で把持する際に、支持体からの圧力(把持力)は、実質的にスキージ本体に配設されたカラーが受けることとなり、スキージ本体を構成する弾性樹脂には実質的に圧力が掛からない(弾性樹脂が支持体より実質的に押圧されない)状態で、スキージ本体が支持体に把持されることとなる。
即ち、本発明のスキージでは、カラーがスキージ本体の厚さの変形を防止する部材(厚さ維持部材)として機能することとなる。
そのため、支持体への固定によりスキージ本体が変形しないか、変形してもその変形の度合いが極めて小さく、スキージ本体の先端面の真直度(幅方向の真直度、及び、倒れ方向の真直度)を優れた状態で維持することができる。
そして、本発明のスキージを用いることにより、高い膜厚精度でスクリーン印刷を行うことができる。
以下、本明細書において、単に先端面の真直度と表記した場合、幅方向の真直度と倒れ方向の真直度との両者を示すこととする。
【0014】
なお、本発明において、スキージ本体の先端面の幅方向の真直度(以下、単にスキージ本体の幅方向真直度ともいう)は、スキージ本体の先端面が水平方向を向くように、スキージ(スキージ本体)を静置し、先端面におけるエッジから約1mmの箇所を幅方向に全長に渡って粗さ計で走査し、測定した変位量の最大値と最小値の差を算出することにより定める。
また、スキージ本体の先端面の倒れ方向の真直度(単にスキージ本体の倒れ方向真直度ともいう)は、スキージ本体の先端面が鉛直方向を向くように、スキージ(又はスキージ本体)を横に寝かせて静置し、先端面のエッジから水平方向に約1mmの箇所を幅方向に全長に渡って粗さ計で走査し、測定した変位の最大値と最小値の差を算出することにより定める。
なお、スキージ本体の形状が板状でない場合(例えば、剣スキージの場合等)には、幅方向真直度及び倒れ方向真直度の測定箇所を若干変更する必要がある。これについては、後述する。
【図面の簡単な説明】
【0015】
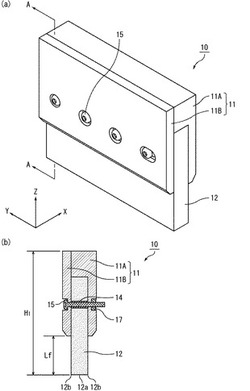
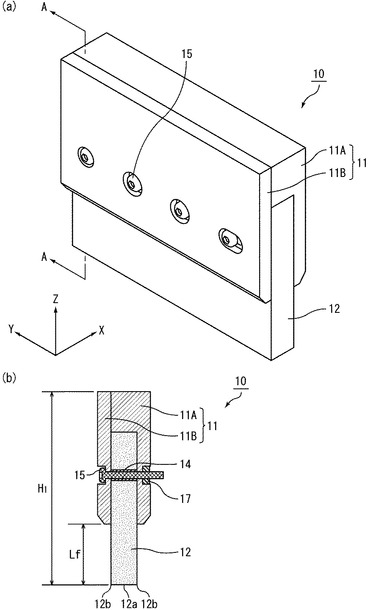
【図1】(a)は、本発明のスクリーン印刷用スキージの一例を模式的に示す斜視図であり、(b)は、(a)のA−A断面図である。
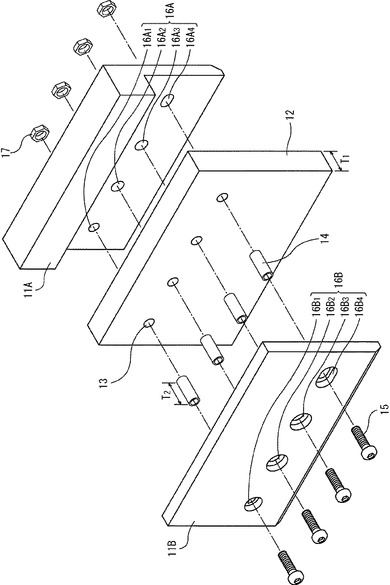
【図2】図1(a)に示したスクリーン印刷用スキージの分解斜視図である。
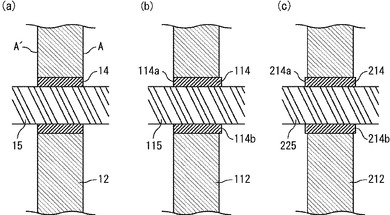
【図3】(a)は、図1(b)の部分拡大図であり、(b)及び(c)は、それぞれ他の実施形態のスキージ本体における図3(a)と同一部分の拡大図である。
【図4】(a)は、図1、2に示したスクリーン印刷用スキージを構成するスキージ本体の正面図であり、(b)は、(a)に示したカラーの斜視図である。
【図5】(a)は、別の実施形態のカラーを配設したスキージ本体の正面図であり、(b)は、(a)に示したカラーの斜視図である。
【図6】(a)は、別の実施形態のカラーを配設したスキージ本体の正面図であり、(b)は、(a)に示したカラーの斜視図である。
【図7】(a)は、別の実施形態のカラーを配設したスキージ本体の正面図であり、(b)は、(a)に示したカラーの斜視図である。
【図8】(a)〜(d)は、それぞれ本発明のスクリーン印刷用スキージを構成するスキージ本体の先端面近傍の形状を模式的に示す側面図である。
【図9】本発明のスクリーン印刷用スキージの別の実施形態を模式的に示す側面図である。
【図10】本発明のスクリーン印刷用スキージを構成するスキージ本体の製造方法を説明するための断面図である。
【図11】(a)、(b)は、ともに本発明のスクリーン印刷用スキージの使用方法を説明するための側面図である。
【図12】(a)は、比較例1で製造したスキージを模式的に示す側面図であり、(b)は、(a)の正面図である。
【発明を実施するための形態】
【0016】
以下、図面を参照しながら、本発明の実施形態を説明する。
図1(a)は、本発明のスクリーン印刷用スキージの一例を模式的に示す斜視図であり、(b)は、(a)のA−A断面図であり、図2は、図1(a)に示したスクリーン印刷用スキージの分解斜視図である。
なお、本明細書においては、スキージの形状を説明するに際して、図1(a)中、X軸方向を厚さ(又は厚さ方向)、Y軸方向を幅(又は幅方向)、Z軸方向を高さ(又は高さ方向)ということとする。
【0017】
図1、2に示すように、スキージ10では、ポリウレタンエラストマーからなり板状のスキージ本体12の一部が、アルミニウム製の2枚の支持治具11A、11Bに挟持され、スキージ本体12を挿通するボルト15とナット17とで2枚の支持治具11A、11Bを締めつけることにより、スキージ本体12が支持体11に把持されている。
そのため、支持治具11A、11Bには、ボルトを挿通するための貫通孔(ボルト穴)16A、16Bが設けられており、スキージ本体12にはカラーを配設するための貫通孔13が設けられている。
【0018】
スキージ本体12には4つの貫通孔13が形成されており、それぞれの貫通孔には、鉄製でリング状のカラー14が配設されており、このカラー14の内部をボルトが挿通するように構成されている。従って、カラー14は、厚さ方向に貫通孔が形成されていることとなる。
ここで、カラー14の厚さ(図2中、T2)は、スキージ本体12の厚さ(図2中、T1)と同一であり、カラー14は、その両端面のそれぞれが、板状のスキージ本体12の主面と同一平面をなすように配設されている。
また、カラー14の内径は、ボルト15の外径と略同一に設計されており、カラー14に挿通したボルト15が、厚さ方向以外の方向にズレないように構成されている。
【0019】
このようなスキージ10では、スキージ本体12に、その厚さがスキージ本体12の厚さと同一のカラー14が、スキージ本体12の主面とカラー14の端面とが同一平面をなすように配設されており、鉄製のカラーの剛性がスキージ本体12を構成する弾性樹脂(ポリウレタンエラストマー)の剛性に比べて高いため、スキージ本体12が支持体11に把持された際に、支持体11からの圧力(把持力)は、実質的にスキージ本体12に配設されたカラー14で受けることとなり、スキージ本体12を構成するポリウレタンエラストマーは実質的に支持体11より押圧されない状態で、スキージ本体12が支持体11に把持されることとなる。
そのため、スキージ本体12の厚さは、スキージ本体12を支持体11で把持する前後で維持されることとなり、その結果、スキージ本体12を支持体11に把持させることによるスキージ本体12の先端面12aの変形(たわみ)が防止され、先端面12aの真直度が維持されることとなる。
なお、本発明において、スキージ本体の先端面とは、板状のスキージ本体の側面であって、使用時にスクリーンと対向することとなる面をいう。
【0020】
また、カラー14の内径は、ボルト15の外径と略同一に設計され、カラー14に挿通したボルト15が、厚さ方向以外の方向にズレないように構成されているため、後述する把持治具11A、11Bに形成された貫通孔16A1、16B1と連通する貫通孔を有するカラー(図4(a)中、最も左側のカラー)が幅方向及び高さ方向の位置決め基準として機能し、把持治具11A、11Bに形成された貫通孔16A4、16B4と連通する貫通孔を有するカラー(図4(a)中、最も右側のカラー)が高さ方向の位置決め基準として機能する。
【0021】
また、支持体11を構成する把持治具11A、11Bに関し、把持治具11A、11Bには、それぞれ4つの貫通孔がボルト15を挿通させるために形成されている。
把持治具11Aでは、4つの貫通孔16A(16A1〜16A4)がすべて同一の高さに、略等間隔で形成されている。ここで、貫通孔16A1〜16A3の断面は円形であり、貫通孔16A4の断面は長円形(角丸長方形)である。そして、貫通孔16A1の径は、ボルト15の径と略同一で、ボルト15を挿通した際にボルト15が幅方向及び高さ方向にズレない大きさであり、貫通孔16A4の高さ方向の径は、ボルト15の径と略同一で、ボルト15を挿通した際にボルト15が高さ方向にズレない大きさである。これに対し、貫通孔16A2、16A3の径は、ボルト15の径よりも大きく形成されている。
【0022】
従って、把持治具11Aでは、貫通孔16A1が、スキージ本体12の支持体に対する高さ方向及び幅方向の位置決め穴(位置決め基準)としての機能を有しており、貫通孔16A4が高さ方向の位置決め穴(位置決め基準)としての機能を有している。
また、貫通孔16A4の断面形状を長円形(角丸長方形)としている理由は、以下の通りである。
スキージ本体12は、例えば、樹脂組成物を成形する際に、同時にカラー14が所定の位置に組み込まれるように両者を一体成形することにより製造するが、この製造工程においては加熱処理が行われることがあり(樹脂組成物を硬化させるため)、このような加熱処理が行われるとスキージ本体12の寸法が設計値から若干ずれることがあり、このとき、カラーの配設位置も設計値からずれることがある。
この場合、カラーの配設位置がずれたとしても、貫通孔16A4の断面形状を、高さ方向には位置決め穴として機能するが幅方向には位置決め穴として機能しない断面長円形としておけば、高さ方向の位置決め穴及びボルト穴として機能を果すことができるからである。
【0023】
また、把持治具11Bにも、4つの貫通孔16B(16B1〜16B4)がすべて同一の高さに、略等間隔で形成されている。その形状や役割は、把持部材11Aに形成された対向する貫通孔16A(16A1〜16A4)のそれぞれと同一である。
なお、把持治具11A、11Bに複数個の貫通孔16A、16Bを形成する場合、各貫通孔は、必ずしも同一の高さで等間隔に形成する必要はなく、スキージ10を取り付けるスキージホルダの設計に応じて任意の位置に形成すればよい。
また、スキージ本体12における貫通孔13及びカラー14の形成(配設)位置や個数も、特に限定されるものではない。
【0024】
本発明のスキージでは、スキージ本体の先端面の真直度は、支持体への取付け前後で維持されることとなる。そのため、上記先端面の真直度は、支持体への取付け前の状態で良好であることが望ましい。
そのため、本発明のスキージでは、スキージ本体の先端面の真直度を向上させるべく、上記先端面は切削加工により形成された面であってもよい。なお、先端面に研磨加工を施すことも可能であるが、研磨加工では上記先端面に微小な凹凸が発生し、先端面の真直度の低下に繋がることがある。
上記スキージ本体の先端面の真直度は、上記方法で測定した変位量の最大値と最小値の差で、0.10mm以下であることが望ましい。0.10mmを超えると、印刷膜厚を数μmで制御することが困難だからである。
より望ましくは、0.07mm以下である。
【0025】
また、上記切削加工は刃物を用いて行われることが望ましい。これにより、真直度に優れる先端面を確実かつ容易に形成することができるからである。
また、上記刃物は、硬刃であることが望ましい。
上記切削加工は丸刃でも行うことができるが、丸刃を用いた場合、その刃先の一部にでも欠けが生じると加工精度が低下するため、丸刃自体を交換しなければならず、刃先の確認作業と交換作業とが煩雑で不経済である。
また、刃物を用いて切削加工を行う場合、この切削加工は、刃物を超音波振動させつつ切削を行う、所謂、超音波カッターを用いて行うことが望ましい。
スキージ本体の材質や厚さによっては、刃物では切断することが困難な場合があるが、そのような場合でも、超音波カッターを用いれば確実に切断することができるからである。
【0026】
図3(a)は、図1(b)の部分拡大図であり、(b)及び(c)は、それぞれ他の実施形態のスキージ本体における図3(a)と同一部分の拡大図である。
図1、2に示したスキージ10では、板状のスキージ本体12の主面A、A′と、スキージ本体12に配設されたカラー14の端面とが同一平面をなすように形成されていたが、本発明のスキージにおいて、カラーは、必ずしもその端面が板状のスキージ本体の主面と同一平面をなすように配設されている必要はなく、両者は、スキージ本体を支持体で把持した際に、実質的にカラーが支持体からの圧力を受ける位置関係にあればよい。従って、例えば、図3(b)に示すように、カラー114の一方の端面114aがスキージ本体12の主面と同一平面をなし、他方の端面114bがスキージ本体112の主面から突出していてよいし、図3(c)に示すように、カラー214の両端面214a、214bがスキージ本体212の主面から突出していてよい。いずれの場合も、実質的にカラーが支持体からの圧力を受けることにより、スキージ本体が支持体に把持されることとなり、スキージ本体を構成する弾性部材には、支持体による押圧力が実質的に加わらず、スキージ本体の変形を確実に防止することができるからである。
なお、図3(b)、(c)中、115、225はボルトである。
【0027】
また、場合によっては、カラーの端面がスキージ本体の主面から窪んだ位置にあってもよい。
この場合、スキージ本体を構成する弾性部材も、支持体からの圧力を受けることとなるが、カラーの窪み量によっては、本発明の効果、即ち、スキージ本体の先端面の変形を防止する効果を享受することができるからである。
具体的には、カラーの窪み量(スキージ本体の主面とカラーの端面との距離)は、スキージ本体の厚さの1%以下であることが望ましい。
カラーの窪み量が1%を超えると、弾性部材が支持体から受ける圧力が大きくなるため、スキージ本体を構成する弾性部材の変形の度合いが大きく、スキージ本体の支持体への取付け前後で、スキージ本体の先端面の真直度を維持することが困難になり、印刷特性が大きく低下することがあるからである。
また、カラーの窪み量が大きくなるとスキージ本体を支持体に取付けた際に、カラーの端面が支持体からの圧力を受けなくなる。
【0028】
また、図3(b)、(c)に示したように、カラーの端面がスキージ本体の主面から突出している場合や、上述したように、カラーの端面がスキージ本体の主面から窪んだ位置にある場合、各カラーの端面とスキージ本体の主面との距離は同一であることが望ましい。しかしながら、本発明の効果を享受することができる場合には、各カラーの端面とスキージ本体の主面との距離はばらついていてもよい。
そして、この場合、各カラーの端面のスキージ本体の一の主面からの距離の最大値と最小値との差が、スキージ本体の厚さの3.5%以下であることが望ましい。
この値が大きくなることは、各カラー毎の端面の位置のばらつきが大きくなることを意味し、ばらつきが大きくなると、印刷特性が低下する傾向にあるからである。
【0029】
また、カラーの端面がスキージ本体の主面から突出している場合、カラーの端面は、スキージ本体の主面から、スキージ本体の厚さの2.5%以下の範囲で突出した位置にあることが望ましい。
この値が2.5%を超えると、印刷特性が低下する傾向にあるからである。
そして、印刷特性が低下する理由は、カラーの端面のスキージ本体の主面からの突出量が大きくなると、スキージ本体の主面と、支持体のスキージ本体の主面と対向する面との間の隙間が大きくなり、スキージの使用時にスキージ本体の自由端長さが設計値よりも見かけ上、長くなったような挙動を示すことがあるためと推測している。
【0030】
また、本発明のスキージにおいて、スキージ本体に配設されるカラーの形状は、図1、2に示した形状に限定されるわけではなく、例えば、図5〜7に示した形状であってもよい。
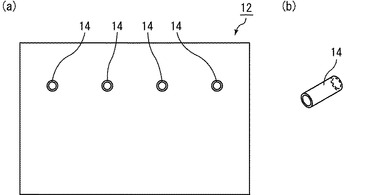
図4(a)は、図1、2に示したスキージを構成するスキージ本体の正面図であり、図4(b)は、(a)に示したカラーの斜視図である。
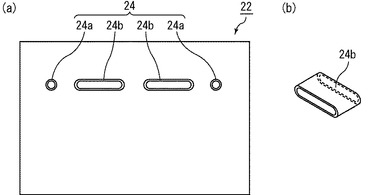
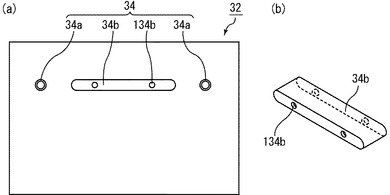
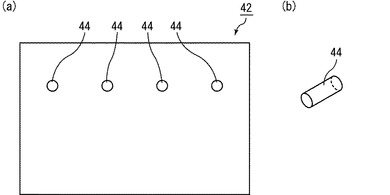
図5〜7は、それぞれ(a)が別の実施形態のカラーを配設したスキージ本体の正面図であり、(b)が(a)に示したカラーの斜視図である。
【0031】
図5(a)、(b)に示したスキージ本体22には、4つのカラー24a、24bが配設されている。
ここで、2つのカラー24aは、それぞれ図4に示したカラー14と同一の形状を有し、さらに、この2つのカラー24aに挟まれた位置には、2つのカラー24bが配設されている。カラー24bは、それぞれ断面長円形(断面角丸長方形)のリング状を有しており、その内部をボルトが挿通できるように構成されている。従って、カラー24a、24bは、それぞれその厚さ方向に貫通孔が形成されていることとなる。
そして、スキージ本体22では、カラー24aが位置決め基準として機能することができる。
【0032】
図6(a)、(b)に示したスキージ本体32には、3つのカラー34a、34bが配設されている。
ここで、2つのカラー34aは、それぞれ図4に示したカラー14と同一の形状を有し、さらに、この2つのカラーに挟まれた位置には、カラー34bが配設されている。ここで、カラー34bは、断面長円形(断面角丸長方形)の板状体であり、その端面に凹部134bが形成されている。なお、カラー34bは、板状体であるためその内部にボルトを挿通させることはできない。
一方、カラー34aは、位置決め基準として機能することができる。
【0033】
なお、カラー34bにおいて、凹部134bを形成している理由は、下記の通りである。上記スキージ本体は、後述するように、所定の位置にカラーが支持された金型内に未硬化の樹脂組成物を注入し、その後、硬化処理を行うことにより製造することができるが、このとき、カラーに凹部を形成しておくと、カラーを金型内の所定の位置に支持させるのに好適だからである。
なお、上記凹部は必ずしも形成されていなくてもよい。
【0034】
図7(a)、(b)に示したスキージ本体42は、カラー44の形状が異なる以外は、図4(a)、(b)に示したスキージ本体12と同様の構成を備えている。
そして、カラー44は、その外縁形状はカラー14と同一であるが、貫通孔や凹部が形成されていない円筒形状を有している。
そして、このような構成のスキージ本体42でも、カラー内にボルトを挿通することはできないものの、スキージ本体を支持体で把持する際に、カラーが支持体からの圧力を受けることとなるため、本発明の効果、即ち、スキージ本体42の先端面の変形を防止する効果を享受することができる。
また、図7(b)に示したカラー44は、その端面に凹部が形成されていてもよい。
なお、スキージ本体42を支持体で把持する場合には、例えば、後述する図12に示した構成の支持体71で把持すればよい。
【0035】
このように、本発明のスキージにおいて、スキージ本体に配設されるカラーの形状は特に限定されるわけではなく、図4、5に示したようなリング状であってもよいし、図6に示したような板状であってもよいし、図7に示したような円筒状であってもよく、これらが混在していてもよい。また、その断面形状(正面視形状)も、円形や長円形(角丸長方形)に限定されず、矩形や楕円形、多角形、これらに近似した形状等どのような形状であってもよい。
【0036】
また、図4〜6の態様のスキージ本体では、カラーが位置決め穴(位置決め基準)として機能することとなるが、本発明のスキージにおいては、カラーは必ずしも位置決め穴としての機能を備えていなくてもよい(例えば、図7に示したスキージ本体42参照)。そして、この場合は、別途、スキージ本体の任意の箇所に位置決めマーク等を形成しておけばよい。
【0037】
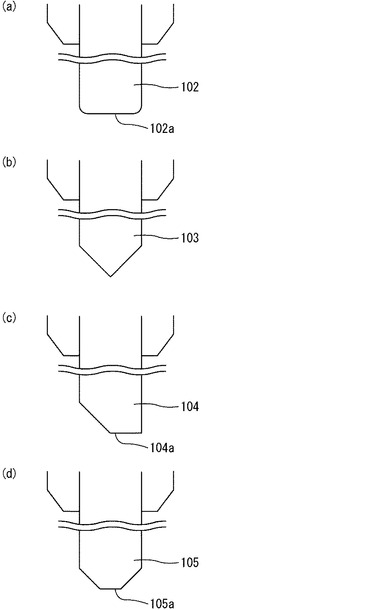
また、ここまで説明したスキージでは、スキージ本体の先端面側のエッジ(板状のスキージ本体において、主面と先端面とが成す稜線部分:図1(b)中、12bと示す部分)の角度が90°であるが、本発明のスキージにおいて、スキージ本体の先端面側のエッジの形状はこのような形状に限定されるわけではなく、例えば、図8(a)〜(d)に示すような形状であってもよい。
【0038】
図8(a)〜(d)は、それぞれ、本発明のスキージを構成するスキージ本体の先端面近傍の形状を模式的に示す側面図である。
図8(a)に示すスキージ本体102は、その先端面102a側の両エッジの部分にR面取りが施された形状を有している。
なお、本形態のスキージ本体において、幅方向真直度を測定する際には先端面のうち平坦な部分(R面取りが施されていない部分)の最も外側の部分から1mmの部分を測定し、倒れ方向真直度を測定する際には主面の平坦な部分(R面取りが施されていない部分)のうち、最も先端面側の部分から1mmの部分を測定する。
【0039】
図8(b)に示すスキージ本体103は、その先端面側が尖った形状に加工された形状を有する、所謂、剣スキージである。
なお、本形態のスキージ本体において、幅方向真直度を測定する際には、先端面側の尖った部分を測定し、倒れ方向真直度を測定する際には、先端面側の尖った部分から1mmの部分を測定する。
【0040】
図8(c)に示すスキージ本体104は、その先端面104a側の片エッジの部分にC面取りが施された形状を有している。
なお、本形態のスキージ本体において、幅方向真直度を測定する際には、先端面のうち平坦な部分(C面取りが施されていない部分)であってC面取りが施された側の最も外側の部分から1mmの部分を測定し、倒れ方向真直度を測定する際には、C面取りが施された側の主面の平坦な部分(C面取りが施されていない部分)のうち、最も先端面側の部分から1mmの部分を測定する。
【0041】
図8(d)に示すスキージ本体105は、その先端面105a側の両エッジの部分にC面取りが施された形状を有している。
なお、本形態のスキージ本体において、幅方向真直度を測定する際には先端面のうち平坦な部分(C面取りが施されていない部分)の最も外側の部分から1mmの部分を測定し、倒れ方向真直度を測定する際には主面の平坦な部分(C面取りが施されていない部分)のうち、最も先端面側の部分から1mmの部分を測定する。
【0042】
スキージ本体の先端面側の形状を図8(a)〜(d)に示したような形状とするには、後述する方法で本発明のスキージを製造する際に、金型の形状をスキージ本体の先端面の形状に合わせた所定の形状としたり、図1、2に示した形状のスキージ本体を製造した後、その先端面側に切削加工や研磨処理を施せばよい。
いずれの方法を選択してもよいが、例えば、金型の形状を所定の形状とする方法を用いた場合には、成形したスキージ本体は表面平滑性に優れる傾向にあり、成形後、切削加工等を施す方法を選択した場合には、先端面の真直度が優れる傾向にある。
【0043】
また、ここまで説明したスキージでは、スキージの主面は平坦面であったが、本発明のスキージの実施形態におけるスキージ本体の形状は、例えば、下記のような形状であってもよい。
図9は、本発明のスキージの別の実施形態を模式的に示す側面図である。
図9に示すスキージ40では、支持体41を構成する各把持治具41A、41Bの先端部(最もスキージ本体42の先端面に近い部分)の幅方向全体に渡って、突起部142a、142bが形成されている。一方、スキージ本体42には突起部142a、142bに対応する位置に溝部42cが幅方向全体に渡って形成されている。そして、スキージ40では、この突起部142a、142bが、溝部42cに嵌合している。
このようなスキージ40では、高さ方向の位置ずれがより発生しにくくなる。
【0044】
次に、本発明のスキージを構成する構成部材の材質等について説明する。
上記スキージ本体の材質は、弾性樹脂であれば特に限定されず、例えば、ポリウレタンエラストマー、シリコーンゴム、エチレン−プロピレン系ゴム、クロロプレンゴム、ブタジエンゴム等が挙げられる。
これらのなかでは、機械的強度及び耐磨耗性に優れる点からポリウレタンエラストマーが望ましい。
また、ポリウレタンエラストマーとしては、ポリエステルポリオール又はポリエーテルポリオールからなるポリオール成分とイソシアネート成分との反応物であるウレタンプレポリマーを硬化剤にて硬化させたものを用いることができるが、より耐磨耗性に優れる点で、ポリオール成分として、ポリエステルポリオールを用いたものが望ましい。
【0045】
上記ポリエステルポリオールとしては、ジカルボン酸とグリコール成分とを脱水縮合させたものを用いることができる。
上記ジカルボン酸としては、例えば、シュウ酸、マロン酸、コハク酸、グルタル酸、アジピン酸等が挙げられる。これらは単独で用いても良いし、2種以上用いても良い。
これらのなかでは、コハク酸を用いることが望ましい。スキージ本体の諸物性、特に、耐溶剤性に優れるからである。
【0046】
上記グリコール成分としては、例えば、エチレングリコール、ジエチレングリコール、1,4−ブタンジオール、トリメチロールプロパン、ネオペンチルグリコール等が挙げられる。これらは単独で用いても良いし、2種以上併用しても良い。
また、上記ジカルボン酸と上記グリコール成分とは、モル比1:1〜1:3にて150〜300℃で反応させればよい。
【0047】
上記ポリエステルポリオールとしては、特に、エチレングリコール、ジエチレングリコール及びコハク酸からなるポリエステルポリオール(以下、ポリエステルポリオールAともいう)10〜90重量%と、ネオペンチルグリコール、ジエチレングリコール及びコハク酸からなるポリエステルポリオール(以下、ポリエステルポリオールBともいう)90〜10重量%の混合物が望ましい。
【0048】
上記混合物は、ポリエステルポリオールA成分20〜80重量%と、ポリエステルポリオールB成分80〜20重量%の混合物であることがより望ましい。
このような混合物を用いることで、ポリウレタンエラストマーの耐有機溶剤性が極めて優れることとなるからである。この理由を以下に説明する。
【0049】
上記ポリエステルポリオールAは、ジカルボン酸が短鎖長のコハク酸からなり、グリコール成分が短鎖長のエチレングリコールと共にジエチレングリコールよりなるため、コハク酸の有するメチレン基とエチレングリコールの有するメチレン基によって、ポリエステルポリオールにおけるエステル基密度を高めると共に、結晶性を高め、更に、ジエチレングリコールのエーテル基もまた、ポリエステルポリオールの結晶性を高めることとなる。かくして、ポリエステルポリオールAは、極性及び結晶性が共に高く、得られるポリウレタンエラストマーに非常に高度な耐有機溶剤性を与えることとなる。
【0050】
一方、上記ポリエステルポリオールBは、上記ポリエステルポリオールAにおいて、エチレングリコール成分に代えて、分子内に対称的に側鎖メチル基を有するネオペンチルグリコール成分を有する。しかし、このネオペンチルグリコールは、比較的短鎖長であるので、ポリエステルポリオールのエステル基密度、従って、ポリエステルポリオールBにポリエステルポリオールAと実質的に同じ程度の極性を与えるが、上記メチル基によって、ポリエステルポリオールBの結晶性を低めると共に、ポリエステルポリオールBに疎水性を与えることとなる。
【0051】
このように、極性及び結晶性共に高いポリエステルポリオールAと共に、ほぼ同等の極性を有するが、結晶性のやや低いポリエステルポリオールBを用いることによって、ポリエステルポリオール成分としての極性を保持しつつ、その結晶性を低めて、得られるポリウレタンエラストマーの耐有機溶剤性を保持しながら、その製造に際しては、ポリイソシアネートとの相溶性を著しく高めることができる。
従って、上記混合物によれば、ポリエステルポリオールとポリイソシアネートとを速やかに均一に混合することができるので、注型成形によってポリウレタンエラストマーを得ることができる。
【0052】
上記イソシアネート成分としては特に限定されず、例えば、2,4−トリレンジイソシアネート、2,6−トリレンジイソシアネート、これらの混合物、4,4’−ジフェニルメタンジイソシアネート(MDI)、カルボジイミド変性MDI、水添MDI、ヘキサメチレンジイソシアネート等が挙げられる。
【0053】
上記硬化剤としては、従来公知の硬化剤を用いることができ、具体例としては、例えば、1,4−ブタンジオール、エタンジオール、ネオペンチルグリコール、ジエチレングリコール、ビスヒドロキシエトキシベンゼン、ヒドロキノン−ビス(2−ヒドロキシエチル)エーテル、3,3’−ジクロロ4,4’−ジアミノジフェニルメタン、4,4’−ジアミノジフェニルメタン等の2官能性硬化剤や、トリメチロールプロパン、グリセリン、1,2,6−ヘキサントリオール、1,2,4−ブタントリオール、トリメチロールエタン、1,1,1−トリス(ヒドロキシエトキシメチル)プロパン、ジグリセリン、ペンタエリスリトール等の3価及びこれ以上の多価アルコール、トリエタノールアミン、トリイソプロパノールアミン、ジイソプロパノールアミン等のアミノ多価アルコール、及びこれら多官能性化合物にてアルキレンオキサイド、例えば、エチレンオキサイド、プロピレンオキサイド、又はこれらの混合物を開環重合させてなるアミノ多価アルコール等が挙げられる。
これらのなかでは、2価アルコールと3価アルコールとが併用されることが望ましい。但し、3価アルコールは、過多に用いるときは、得られるエラストマーの反発弾性を低くするので、通常、2価アルコールと3価アルコールとの合計量に基づいて、40モル%以下の範囲で用いられることが望ましい。特に、1,4−ブタンジオールとトリメチロールプロパンとの組み合わせが好適である。
【0054】
また、これらの硬化剤は、上記ポリイソシアネートに対して、通常、イソシアネート基とポリエステルポリオール及び硬化剤の水酸基又はアミノ基の有する活性水素の当量数との比が1.00〜1.50になるように配合される。
【0055】
また、上記スキージ本体に配設するカラーの材質は、硬質材料であれば特に限定されず、鉄、アルミニウム、ステンレンス、銅、りん青銅等の銅合金等の金属材料や、エポキシ樹脂、POM(ポリオキシメチレン)等の硬質樹脂等が挙げられる。
これらのなかでは、鉄が望ましい。その理由は、熱膨張率(線膨張率)が小さいため、後述する一体成形時により変形しにくく、また、安価であるため経済的にも有利だからである。
【0056】
また、カラーの外周面には、接着剤層が形成されていてもよい。これにより、カラーがスキージ本体を構成する弾性樹脂により確実に固定されることとなるからである。
上記接着剤としては特に限定されず、通常金属に用いるものを使用することができる。具体例としては、例えば、ウレタン系、ポリエステル系、シラン系、ポリアミド系、フェノール系の接着剤を使用することができる。
また、接着剤層に代えてシランカップリング剤層が形成されていてもよい。
【0057】
また、上記カラーの外周面には、粗化面が形成されていてもよい。粗化面を形成することでアンカー効果により、カラーがスキージ本体を構成する弾性樹脂により確実に固定されることとなるからである。上記粗化面を形成する方法としては特に限定されず、例えば、エッチング処理、メッキ処理、研磨処理、酸化処理、サンドブラストによる研削処理等が挙げられる。
【0058】
なお、本発明のスキージを構成するスキージ本体においては、カラーがスキージ本体を構成する弾性樹脂に確実に固定されていることが望ましい。
カラーが摺動可能であると、スキージ本体の厚さ方向の把持が不充分となり、使用時に倒れ方向の安定性が悪化することとなるからである。
これについてもう少し詳しく説明する。スクリーン印刷を行う際に、スキージは所定の角度傾けた状態(例えば、取付角75°)でスクリーンに、一定変位にて押し当て使用する。ここで、倒れ方向の安定性が悪化するとは、スキージ本体に掛かる荷重が一定にならないことを意味し、この場合、印刷膜厚がばらつくこととなる。
そして、上述したようにカラーが摺動可能であると、カラーの摺動に伴い、倒れ方向の安定性が悪化する(印刷時にスキージ本体に掛かる荷重が一定にならない)ことがある。
【0059】
上記支持体の材質としては、アルミニウム、鉄、SUS等の金属が挙げられる。
これらのなかでは、アルミニウムが望ましい。その理由は、錆びにくく、切削加工性に優れるからである。
【0060】
本発明のスキージにおいて、スキージ本体のサイズや、自由端長さは特に限定されず、取付けるスクリーン印刷装置の設計に応じて適宜選択すればよい。
なお、一般的なサイズは、厚さが5〜20mm、高さが30〜90mm、幅が100〜300mm、自由端長が10〜30mm程度である。勿論、本発明に係るスキージ本体のサイズがこのサイズに限定されるわけではない。
【0061】
また、本発明のスキージにおいて、カラーの端面がスキージ本体の主面から突出している場合(図3(b)、(c)参照)や、各カラーの端面のスキージ本体の一の主面からの距離の最大値と最小値との差が0でない、即ち、各カラーの端面の位置がばらついている場合には、突出量が大きい側の主面やばらつきが大きい側の主面が、印刷時に当接エッジを構成する側の主面(図11(b)中、112A)となるようにスキージ本体を支持体に取り付けることが望ましい。
スキージの使用時において、スキージをスクリーンに当接させた際、スキージはスクリーン側から圧力を受けることとなる。このスクリーン側からの圧力は、主にスキージ本体の印刷時に当接エッジを構成する側と反対側の主面(図11(b)中、112A′)と支持体とが接している部分にかかることとなる。そのため、スキージ本体の印刷時に当接エッジを構成する側と反対側の主面では、カラーの端面の突出量やばらつきが小さいほうが望ましく、この理由により、スキージ本体を支持体に取り付ける際の向きは上記の向きが望ましいのである。
【0062】
次に、本発明のスキージを製造する方法について説明する。
図10は、本発明のスキージを構成するスキージ本体の製造方法を説明するための断面図である。
本発明のスキージは、例えば、所定の位置にカラーが配設されたスキージ本体を成形した後、このスキージ本体を2つの支持治具からなる支持体で挟持し、ボルト締めで固定することにより製造する。
【0063】
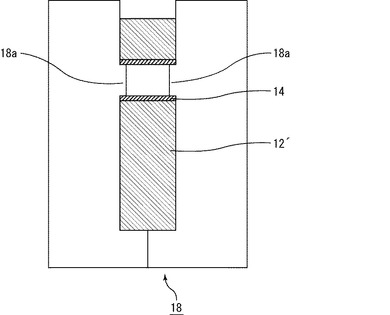
上記スキージ本体の作製は、図10に示すように、金型18の成形空間内の所定の位置でスキージ14を支持し、この状態で金型18内に未硬化の樹脂組成物12′を注入した後、樹脂組成物を硬化させることにより行う。
ここで、金型18には、その内壁面に互いに対向する2つの突起部18aが形成されており、この突起部18aをカラー14が備える貫通孔内に挿入することで、カラー14を成形空間内の所定の位置で支持することができる。
【0064】
また、スキージ本体がポリウレタンエラストマーからなる場合、ポリオール成分とイソシアネート成分とを反応させてプレポリマーとし、このプレポリマーを硬化剤により架橋硬化させるプレポリマー法や、ポリオール成分とイソシアネート成分と硬化剤とを一括して混合し、架橋硬化させるワン・ショット法を採用することができる。
ここで、ポリオール成分としてポリエステルポリオールを用いる場合、特に、上記ポリエステルポリオールAと上記ポリエステルポリオールBとの混合物を用いる場合には、ワン・ショット法を採用することが望ましい。上述したポリエステルポリオールは比較的高い粘度を有するからである。
【0065】
上記一体成形時の硬化条件は、スキージ本体の材質に応じて適宜設定すればよいが、例えば、上記ポリエステルポリオールA及びBの混合物をポリオール成分とするポリウレタンエラストマーを成形させる場合は、110〜150℃で、20〜120分間、金型内で硬化させ、さらに金型から取り出し、100〜120℃で、3〜24時間後硬化させることが望ましい。
【0066】
また、スキージ本体を成形し、スキージ本体を金型から取り出した後、切削加工を施してスキージ本体の先端面を形成してもよい。
なお、切削加工については既に説明した通りである。
【0067】
このような方法を用いることにより、所定の位置にカラーが配設されたスキージ本体を作製することができる。
また、スキージ本体を作製する方法は、このような方法に限定されず、例えば、貫通孔が形成された弾性樹脂からなる板状体を成形し、成形後貫通孔にカラーを挿入することでスキージ本体を作製してもよいし、単なる板状の成形体を作製した後、ドリル加工等の機械加工で成形体に貫通孔を形成し、更に貫通孔にカラーを挿入することでスキージ本体を作製してもよい。
そして、このような方法で作製したスキージ本体を支持体で把持することにより、本発明のスキージを製造することができる。
【0068】
次に本発明のスキージの使用方法について説明する。
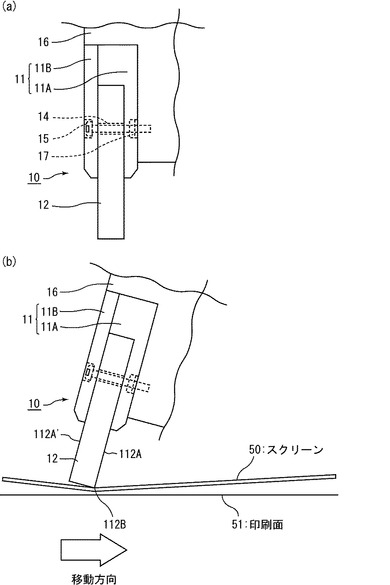
図11(a)、(b)は、本発明のスクリーン印刷用スキージの使用方法を説明するための側面図である。
図11(a)、(b)では、図1に示したスキージ10を例にその使用方法を説明する。
本発明のスキージは、スクリーン印刷装置(図示せず)が備えるスキージホルダに固定して使用する。
即ち、図11(a)に示すように、スキージ10は、スキージ本体12を支持体11に固定するボルト15を用いてスキージホルダ16に固定される。
そして、本発明のスキージは、スキージホルダに取付けた状態でスクリーン印刷装置を稼働させることにより使用する。
具体的には、図11(b)に示すように、所定のスキージ取付角(スキージ本体12の主面112A、112A′と印刷面51とのなす角度)となるようにスキージを傾けた状態で、スキージ本体12の当接エッジ112Bをスクリーン印刷装置が備えるスクリーン50に当接させ、図中、矢印で示す方向にスキージを移動させることにより、印刷を行う。なお、本明細書においては、このような使用態様において、スキージ本体の主面112Aを、印刷時に当接エッジを構成する側の面ともいい、スキージ本体の主面112A′を、印刷時に当接エッジを構成する側と反対側の主面ともいうこととする。
【0069】
また、本発明のスキージでは、既に説明したように、スキージ本体に位置決め穴として機能するカラーが配設されている場合、上記方法でスキージをスキージホルダに取り付けるだけで、スキージ(スキージ本体)は、スキージホルダに対する所定の位置に取り付けられることとなる。
【0070】
また、本発明のスキージを用いて行う印刷条件は特に限定されないが、スキージ取付角60〜80°、ギャップ(被印刷物とスクリーンとの隙間)0.5〜2.5mm、スキージ押し込み量0.1〜0.5mm、スキージ印圧2〜6kg/cmの条件で印刷を行う場合に好適に使用することができる。
【0071】
以上説明したように、上述した構成を備える本発明のスキージは、スキージ本体を支持体で把持する際に、支持体からの圧力は、実質的にスキージ本体に配設されたカラーが受けることとなり、スキージ本体を構成する弾性樹脂には実質的に圧力が掛からない(弾性樹脂が支持体より実質的に押圧されない)状態で、スキージ本体が支持体に把持されることとなる。
そのため、支持体への固定によりスキージ本体が変形することがなく、スキージ本体の先端面の真直度を維持することができる。
そして、本発明のスキージを用いることにより、高い膜厚精度でスクリーン印刷を行うことができる。
【0072】
以下本発明について実施例を掲げてさらに詳しく説明するが、本発明はこれらの実施例のみに限定されるものではない。
【0073】
(実施例1)
本実施例では、図1に示した形状のスキージ10を作製した。なお、寸法比率はスキージ10と同一ではない。
【0074】
スキージ本体用樹脂組成物の調整
(1)エチレングリコール(三菱化学社製)及びジエチレングリコール(三菱化学社製)の等モル混合物とコハク酸(三井化学社製)とをテトラブチルチタネート触媒の存在下、200〜250℃で加熱し、減圧脱水しながら、24時間反応させて、末端水酸基を有し、水酸基価57.7のポリエステルポリオールAを得た。
【0075】
(2)上記(1)とは別に、ジエチレングリコール(三菱化学社製)及びネオペンチルグリコール(三菱ガス化学社製)の等モル混合物とコハク酸(三井化学社製)とをテトラブチルチタネート触媒の存在下、200〜250℃で加熱し、減圧脱水しながら、24時間反応させて、末端水酸基を有し、水酸基価53.4のポリエステルポリオールBを得た。
【0076】
(3)次に、上記ポリエステルポリオールA75モル部(53.39重量部)と上記ポリエステルポリオールB25モル部(18.24重量部)とを混合し、100℃に加熱し、攪拌しながら減圧乾燥した。
このようにして得たポリエステルポリオール混合物に、1,4−ブタンジオール(三菱化学社製)4.11重量部とトリメチロールプロパン(三菱ガス化学社製)0.56重量部とを加え、3分間予備混合した後、これにカルボンジイミド変性したMDI(4,4′−ジフェニルメタンジイソシアネート、イソシアネート量29%、三井化学社製)27.75重量部を加え、島崎製作所社製アジターSVを用い、一定の回転数(450rpm)で混合物が均一で透明になるまで混合し、スキージ本体用樹脂組成物とした。
【0077】
スキージ本体の成形
厚さ9.000mmの鉄製のカラー14を用意し、このカラーを図10に示した形状の金型18で支持した。その後、金型18内に上記スキージ本体用樹脂組成物を注入し、110℃で1時間硬化させた後、成形体を金型から取り外し、さらに110℃で12時間、後硬化させ、厚さ9.000mm×幅200.0mm×高さ45.0mmで、カラーが配設されたスキージ本体12を完成した。
なお、カラー14の形状は、外径6.0mm、内径4.0mm、厚さ9.000mmのリング状である。
また、カラーの取付位置(取付中心)は、スキージ本体12の正面図(図4)における上端から15.0mmの位置であって、左端から順に40.0mm、80.0mm、120.0mm及び160.0mmの位置の4箇所である。
【0078】
スキージの製造(スキージ本体の支持体への取付)
図1、2に示すように、支持治具11A、11Bでスキージ本体12を挟み、1Nmの締めつけトルクでボルト15を締めつけることにより、支持体11でスキージ本体12を把持し、スキージ10を完成した。
なお、支持体11は、スキージ本体12の先端面から支持体11の上面までの高さ(図1(b)中、H1)が60.0mm、スキージ本体12の自由端長さ(図1(b)中、Lf)が15.0mm、支持治具11A、11Bそれぞれのスキージ本体を把持する部分の厚さがともに9.0mmとなるように設計している。
【0079】
(実施例2、3)
ボルトの締めつけトルクをそれぞれ、2Nm(実施例2)及び5Nm(実施例3)に変更した以外は、実施例1と同様にしてスキージを製造した。
【0080】
(実施例4)
カラーの厚さを8.820mmとして、その両端をそれぞれスキージ本体の主面から0.090mmずつ窪んだ位置にあるようにカラーを配設した以外は、実施例1と同様にしてスキージを製造した。
ここで、カラーの配設位置は金型の内壁面にシム(入れ駒)を取り付けて成形を行うことにより調整した。なお、カラーの配設位置の調整方法は他の実施例、比較例でも同様である。
【0081】
(実施例5)
カラーの厚さを9.090mmとして、その両端をそれぞれスキージ本体の主面から0.045mmずつ突出させた以外は、実施例1と同様にしてスキージを製造した。
【0082】
(実施例6)
カラーの厚さを9.270mmとして、その両端をそれぞれスキージ本体の主面から0.135mmずつ突出させた以外は、実施例1と同様にしてスキージを製造した。
【0083】
(実施例7)
カラーの厚さを9.450mmとして、その両端をそれぞれスキージ本体の主面から0.225mmずつ突出させた以外は、実施例1と同様にしてスキージを製造した。
【0084】
(実施例8)
カラーの厚さを9.540mmとして、その両端をそれぞれスキージ本体の主面から0.270mmずつ突出させた以外は、実施例1と同様にしてスキージを製造した。
【0085】
(実施例9)
カラーとして、厚さ9.040〜9.050mmのカラーを使用した以外は、実施例1と同様にしてスキージを製造した。本実施例で作製したスキージ本体において、カラーの端面のスキージ本体の主面からの距離の最大値は0.025mmであり、最小値は0.020mmである。従って、カラーの端面のスキージ本体の主面からの距離の最大値と最小値の差のスキージ本体の厚さに対する比率は、0.06%である。
なお、カラーの端面のスキージ本体の主面からの距離は、下記の方法により測定した。
即ち、デプスゲージ(ミツトヨ社製、デジマチックマイクロメータDMC100−150M)を用い、カラー端面とスキージ本体の主面との段差(距離)を測定した。この測定方法は、他の実施例及び比較例でも同様である。
また、表1に記載した上記カラーの端面のスキージ本体の主面からの距離の最大値及び最小値は、両者の差が大きくなる面側の数値であり、本実施例では、その面を印刷時に当接エッジを構成する側と反対側の主面とした。これは実施例10〜13においても同様である。
【0086】
(実施例10)
カラーとして、厚さ9.040〜9.140mmのカラーを使用した以外は、実施例1と同様にしてスキージを製造した。本実施例で作製したスキージ本体において、カラーの端面のスキージ本体の主面からの距離の最大値は0.070mmであり、最小値は0.020mmである。従って、カラーの端面のスキージ本体の主面からの距離の最大値と最小値の差のスキージ本体の厚さに対する比率は、0.56%である。
【0087】
(実施例11)
カラーとして、厚さ9.040〜9.320mmのカラーを使用した以外は、実施例1と同様にしてスキージを製造した。本実施例で作製したスキージ本体において、カラーの端面のスキージ本体の主面からの距離の最大値は0.160mmであり、最小値は0.020mmである。従って、カラーの端面のスキージ本体の主面からの距離の最大値と最小値の差のスキージ本体の厚さに対する比率は、1.56%である。
【0088】
(実施例12)
カラーとして、厚さ9.040〜9.440mmのカラーを使用した以外は、実施例1と同様にしてスキージを製造した。本実施例で作製したスキージ本体において、カラーの端面のスキージ本体の主面からの距離の最大値は0.220mmであり、最小値は0.020mmである。従って、カラーの端面のスキージ本体の主面からの距離の最大値と最小値の差のスキージ本体の厚さに対する比率は、2.22%である。
(実施例13)
カラーとして、厚さ8.910〜9.440mmのカラーを使用した以外は、実施例1と同様にしてスキージを製造した。本実施例で作製したスキージ本体において、カラーの端面のスキージ本体の主面からの距離の最大値は0.220mmであり、最小値は−0.090mmである。従って、カラーの端面のスキージ本体の主面からの距離の最大値と最小値の差のスキージ本体の厚さに対する比率は、3.44%である。
【0089】
(実施例14)
カラーの厚さを8.910mmとし、一方の端面がスキージ本体の主面と同一平面をなし、他方の端面がスキージ本体の主面から0.090mm窪んだ位置にあるようにカラーを配設した以外は、実施例1と同様にしてスキージを製造した。
なお、本実施例では、カラーの端面とスキージ本体の主面とが同一平面をなす面を、スキージ本体の印刷時に当接エッジを構成する側の主面とした。
【0090】
(実施例15)
カラーの厚さを9.045mmとし、一方の端面がスキージ本体の主面と同一平面をなし、他方の端面がスキージ本体の主面から0.045mm突出した位置にあるようにカラーを配設した以外は、実施例1と同様にしてスキージを製造した。
なお、本実施例では、カラーの端面とスキージ本体の主面とが同一平面をなす面を、スキージ本体の印刷時に当接エッジを構成する側の主面とした。
【0091】
(実施例16)
カラーの厚さを9.135mmとし、一方の端面がスキージ本体の主面と同一平面をなし、他方の端面がスキージ本体の主面から0.135mm突出した位置にあるようにカラーを配設した以外は、実施例1と同様にしてスキージを製造した。
なお、本実施例では、カラーの端面とスキージ本体の主面とが同一平面をなす面を、スキージ本体の印刷時に当接エッジを構成する側の主面とした。
【0092】
(実施例17)
カラーの厚さを9.225mmとし、一方の端面がスキージ本体の主面と同一平面をなし、他方の端面がスキージ本体の主面から0.225mm突出した位置にあるようにカラーを配設した以外は、実施例1と同様にしてスキージを製造した。
なお、本実施例では、カラーの端面とスキージ本体の主面とが同一平面をなす面を、スキージ本体の印刷時に当接エッジを構成する側の主面とした。
【0093】
(実施例18)
カラーの厚さを9.270mmとし、一方の端面がスキージ本体の主面と同一平面をなし、他方の端面がスキージ本体の主面から0.270mm突出した位置にあるようにカラーを配設した以外は、実施例1と同様にしてスキージを製造した。
なお、本実施例では、カラーの端面とスキージ本体の主面とが同一平面をなす面を、スキージ本体の印刷時に当接エッジを構成する側の主面とした。
【0094】
(実施例19)
スキージ本体の厚さ、及び、カラーの厚さをともに6.000mmとし、それに合わせて支持体の形状を変更した以外は、実施例1と同様にしてスキージを製造した。
【0095】
(実施例20)
カラーの厚さを5.880mmとして、その両端をそれぞれスキージ本体の主面から0.060mmずつ窪んだ位置にあるようにカラーを配設した以外は、実施例19と同様にしてスキージを製造した。
【0096】
(実施例21)
カラーの厚さを6.300mmとして、その両端をそれぞれスキージ本体の主面から0.150mmずつ突出させた以外は、実施例19と同様にしてスキージを製造した。
【0097】
(実施例22)
カラーの厚さを6.360mmとして、その両端をそれぞれスキージ本体の主面から0.180mmずつ突出させた以外は、実施例19と同様にしてスキージを製造した。
【0098】
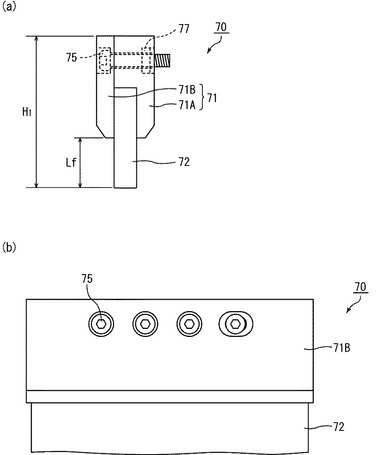
(比較例1)
本比較例では、図12に示したスキージ70を作製した。
図12(a)は、比較例1で製造したスキージを模式的に示す側面図であり、(b)は、(a)の正面図である。
スキージ本体の成形
実施例1と同様、スキージ本体用樹脂組成物を成形し、カラーが配設されていない、厚さ9.000mm×幅200.0mm×高さ40.0mmのスキージ本体72を完成した。
【0099】
スキージの製造(スキージ本体の支持体への取付)
スキージ本体72を支持治具71A、71Bで挟み、1Nmの締めつけトルクでボルト75を締めつけることにより、スキージ本体72を支持体71で把持し、スキージ70を完成した。
なお、支持体71の形状は、ボルト75の挿通位置が異なる以外は、図1、2に示した支持体11と同一である。
また、支持体71は、スキージ本体72の先端面から支持体71の上面までの高さ(図12(a)中、H1)が60.0mm、スキージ本体72の自由端長さ(図12(a)中、Lf)が20.0mm、支持治具71A、71Bそれぞれのスキージ本体を把持する部分の厚さがともに9.0mmとなるように設計している。
また、ボルトの取付位置は、支持体71の正面図(図12(b))における上端から10.0mmの位置であって、左端から順に40.0mm、80.0mm、120.0mm及び160.0mmの位置の4箇所である。
【0100】
(比較例2〜4)
ボルトの締めつけトルクをそれぞれ、0Nm(比較例2)、2Nm(比較例3)及び5Nm(比較例4)に変更した以外は、比較例1と同様にしてスキージを製造した。
【0101】
(比較例5)
カラーの厚さを8.730mmとして、その両端面がそれぞれスキージ本体の主面から0.135mmずつ窪んだ位置にあるようにカラーを配設した以外は、実施例1と同様にしてスキージを製造した。
【0102】
(比較例6)
カラーの厚さを8.865mmとし、一方の端面がスキージ本体の主面と同一平面をなし、他方の端面がスキージ本体の主面から0.135mm窪んだ位置にあるようにカラーを配設した以外は、実施例1と同様にしてスキージを製造した。
【0103】
(比較例7)
カラーの厚さを5.820mmとして、その両端面がそれぞれスキージ本体の主面から0.090mmずつ窪んだ位置にあるようにカラーを配設した以外は、実施例19と同様にしてスキージを製造した。
【0104】
スキージの評価
実施例及び比較例で製造したスキージについて、下記の評価を行った。
【0105】
(1)支持体によるスキージ本体への押圧
支持体とスキージ本体の弾性樹脂よりなる部分との間に、厚さ0.2mmの感圧紙(富士フィルム社製、プレスケール 極超低圧用)を挟み込み、この感圧紙の発色具合を観察することにより、カラーの端面、及び、スキージ本体の弾性樹脂よりなる部分に圧力が掛かっているか否かを下記の基準で評価した。
結果を表1、2に示した。
(評価基準)
A:感圧紙のカラーの端面及びスキージ本体に対応するぞれぞれの部分について、各部分がそれぞれ均一に着色し、かつ、カラーの端面に対応する部分が濃く発色した。
B:感圧紙のカラーの端面に対応する部分のみが発色した。
C:感圧紙のカラーの端面に対応する部分のうち、一部のカラーの端面に対応する部分のみが発色した。
D:感圧紙のスキージ本体に対応する部分の一部(締めつけ部に近い部分)のみが発色した。
【0106】
(2)スキージ本体の幅方向真直度
スキージ本体の幅方向真直度を、スキージ本体を支持体で把持する前後に、表面粗さ計を使用して下記の条件により評価した。
(表面粗さ計及び測定条件)
表面粗さ計:ミツトヨ社製サーフテストSV−3100H8
接触端子(スタイラス)形状:60゜、先端R2μm
接触端子押し力:0.75mN
走査速度:10mm/s
【0107】
スキージ本体の先端面が上側を向くように(水平方向を向くように)、スキージ(又はスキージ本体)を静置し、上記表面粗さ計を用いて、先端面におけるエッジから1mmの箇所を幅方向に全長に渡って走査した。測定した変位の最大値と最小値の差を幅方向真直度とした。なお、測定点は1mm毎とした。
結果を表1、2に示した。
【0108】
(3)スキージ本体の先端面の倒れ方向真直度
スキージ本体の先端面が鉛直方向を向くように、スキージ(又はスキージ本体)を横に寝かせて静置し、上記表面粗さ計を用いて、先端面のエッジから水平方向に1mmの箇所を幅方向に全長に渡って走査した。測定した変位の最大値と最小値の差を倒れ方向真直度とした。なお、測定点は1mm毎とした。また、測定はスキージ本体を支持体で把持する前後に行った。
結果を表1、2に示した。
【0109】
(4)印刷特性
実施例及び比較例で製造したスキージを使用して、下記の条件でスクリーン印刷を行った。結果を表1、2に示した。
(印刷条件)
スクリーン印刷装置(東海商事社製、セリア SSA−PC66φ)
スクリーン枠:300×300mm(東海商事社製)
スクリーンメッシュ:SUS#400(東海商事社製)
スクリーンメッシュ開口:120×120mm
インキ:ニッケル粉分散ペースト(大研化学工業社製)
被印刷物:OHPフィルム(住友スリーエム社製、OHPフィルムCG341φ)
スキージ取付角:75°
ギャップ(被印刷物とスクリーンとの隙間):1.3mm
スキージ押し込み:0.1mm
スキージ印圧:4kg/cm
【0110】
【表1】

【0111】
【表2】
【0112】
表1、2に示した結果から明らかなように、スキージ本体にカラーを配設することにより、スキージ本体を支持体に取り付ける際のボルト締めにおいてスキージ本体の真直度が低下しにくく、すぐれた印刷特性を備えることが明らかとなった。
また、実施例4−8、14−18及び比較例5、6から、カラーの端面が、スキージ本体の主面からスキージ本体の厚さの−1.0〜2.5%突出した位置にある場合に、極めて優れた印刷特性を備えることが明らかとなった。
また、実施例9−13から、カラーの端面の突出量にばらつきがある場合、各カラーの端面のスキージ本体の一の主面からの距離の最大値と最小値との差が、スキージ本体の厚さの3.5%以下であると、極めて優れた印刷特性を備えることが明らかとなった。
【0113】
また、表1には結果を示していないが、実施例9−18のそれぞれにおいて、スキージ本体を支持体に取り付ける際のスキージ本体の向きを反転させて(印刷時に当接エッジを構成する側の主面と、その反対側の主面との位置を入れ換えて)同様に印刷特性を評価したところ、印刷特性が向上した。
【符号の説明】
【0114】
10、20、30、40 スキージ
11、21、31、41 支持体
12、22、32、42、102、103、104、105 スキージ本体
Lf 自由端長さ
【技術分野】
【0001】
本発明は、スクリーン印刷用スキージに関する。
【背景技術】
【0002】
近年、エレクトロニクス分野においては、製造技術として、生産性や低環境負荷の面から印刷工法が注目されており、印刷工法の一つであるスクリーン印刷の技術が製造プロセスに組み込まれている。
例えば、導体層と誘電体層とを交互に積層した積層コンデンサの製造プロセスにおいては、スクリーン印刷により、印刷膜厚数μmで数十〜数百回の積層印刷が行われており、幅方向では数十〜数百個の積層コンデンサを同時に製造している。
そのため、製品の品質の安定化を図り、歩留りを向上させるためには印刷膜厚の安定化が重要である。
そして、スクリーン印刷において、印刷膜厚の安定化(均一化)を達成するためには、スクリーン印刷用スキージの長手方向での、及び、スキージ交換ごとでの、印圧(スクリーンとの接触部の押し圧)、及び、スクリーンに対する接触角度を一定(均一)にすることが重要である。
【0003】
従来、スクリーン印刷用スキージとしては、ポリウレタンエラストマーからなる板状のスキージ本体の一端を金属製の支持体で挟み、ボルト締めによりスキージ本体を支持体に固定したスクリーン印刷用スキージが提案されている(例えば、特許文献1参照)。
このようなスクリーン印刷用スキージを用いてスクリーン印刷を行った場合、印刷膜厚を数μmで制御しようとすると、印刷膜厚が印刷面全体で一定にならず、印刷部位ごとに膜厚のバラツキが発生することがあった。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2000−272090号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
このような印刷膜厚のバラツキの発生に関しては、スクリーン印刷用スキージの印圧やスクリーンに対する接触角度が均一になっていないことが予想されたが、その根本原因については定かではなかった。
そこで、本発明者らが研究を重ねたところ、上記印圧や接触角度が不均一になる原因が、スキージ本体がボルト締めにより支持体に固定された際に、締め付け部とそれ以外の部分とでスキージ本体に負荷される締め付け圧力が異なるため、部位毎にスキージ本体の変形の度合いが異なり、スキージ本体の特に先端面が波打つように変形し、その結果、先端面の真直度が低下してしまうことにあることが明らかとなった。
そこで、本発明者らは、この問題点を解決すべく、鋭意検討を重ね、支持体でスキージ本体を把持した際に、スキージ本体が変形しにくく、先端面の真直度が維持されており、印刷膜厚が数μmとなっても、高い印刷精度(印刷膜厚の均一性)でスクリーン印刷を行うことができるスクリーン印刷用スキージを完成した。
【課題を解決するための手段】
【0006】
本発明のスクリーン印刷用スキージは、弾性樹脂からなり板状のスキージ本体と、上記スキージ本体を把持する金属製の支持体とを備え、
上記スキージ本体の上記支持体に把持された部分に、上記スキージ本体を厚さ方向に貫通するカラーが配設されており、
上記カラーが上記支持体から圧力を受けることにより、上記スキージ本体が上記支持体に把持される
ことを特徴とする。
【0007】
上記スクリーン印刷用スキージは、上記カラーが複数個配設されており、各上記カラーの端面の上記スキージ本体の一の主面からの距離の最大値と最小値との差が、上記スキージ本体の厚さの3.5%以下であることが望ましい。
【0008】
上記スクリーン印刷用スキージにおいて、上記カラーの端面は、上記スキージ本体の主面と同一平面をなしているか、又は、上記スキージ本体の主面から上記スキージ本体の厚さの2.5%以下突出した位置にあることが望ましい。
【0009】
上記スクリーン印刷用スキージにおいて、上記カラーの材質は金属であることが望ましい。
また、上記カラーは、厚さ方向に貫通孔が形成されている、及び/又は、端面に凹部が形成されていることが望ましい。
【0010】
上記スクリーン印刷用スキージは、上記カラーが複数個配設されており、上記カラーのうち2個のカラーが、スキージ本体の支持体に対する位置決め基準となることが望ましい。
また、上記カラーは、一体成形によりスキージ本体に配設されていることが望ましい。
【0011】
上記スクリーン印刷用スキージにおいて、上記弾性樹脂は、ポリウレタンエラストマーであることが望ましく、上記ポリウレタンエラストマーは、ポリエステルポリオールをポリオール成分とするポリウレタンエラストマーであることが望ましい。
さらに、上記ポリエステルポリオールは、エチレングリコール、ジエチレングリコール及びコハク酸からなるポリエステルポリオール10〜90重量%と、ネオペンチルグリコール、ジエチレングリコール及びコハク酸からなるポリエステルポリオール90〜10重量%の混合物であることが望ましい。
【0012】
なお、以下、本明細書においては、単に「スキージ」と表記した場合、特にことわりの無い限り「スクリーン印刷用スキージ」を意味することとする。
【発明の効果】
【0013】
本発明のスキージは、上述した構成を備えているため、スキージ本体を支持体で把持する際に、支持体からの圧力(把持力)は、実質的にスキージ本体に配設されたカラーが受けることとなり、スキージ本体を構成する弾性樹脂には実質的に圧力が掛からない(弾性樹脂が支持体より実質的に押圧されない)状態で、スキージ本体が支持体に把持されることとなる。
即ち、本発明のスキージでは、カラーがスキージ本体の厚さの変形を防止する部材(厚さ維持部材)として機能することとなる。
そのため、支持体への固定によりスキージ本体が変形しないか、変形してもその変形の度合いが極めて小さく、スキージ本体の先端面の真直度(幅方向の真直度、及び、倒れ方向の真直度)を優れた状態で維持することができる。
そして、本発明のスキージを用いることにより、高い膜厚精度でスクリーン印刷を行うことができる。
以下、本明細書において、単に先端面の真直度と表記した場合、幅方向の真直度と倒れ方向の真直度との両者を示すこととする。
【0014】
なお、本発明において、スキージ本体の先端面の幅方向の真直度(以下、単にスキージ本体の幅方向真直度ともいう)は、スキージ本体の先端面が水平方向を向くように、スキージ(スキージ本体)を静置し、先端面におけるエッジから約1mmの箇所を幅方向に全長に渡って粗さ計で走査し、測定した変位量の最大値と最小値の差を算出することにより定める。
また、スキージ本体の先端面の倒れ方向の真直度(単にスキージ本体の倒れ方向真直度ともいう)は、スキージ本体の先端面が鉛直方向を向くように、スキージ(又はスキージ本体)を横に寝かせて静置し、先端面のエッジから水平方向に約1mmの箇所を幅方向に全長に渡って粗さ計で走査し、測定した変位の最大値と最小値の差を算出することにより定める。
なお、スキージ本体の形状が板状でない場合(例えば、剣スキージの場合等)には、幅方向真直度及び倒れ方向真直度の測定箇所を若干変更する必要がある。これについては、後述する。
【図面の簡単な説明】
【0015】
【図1】(a)は、本発明のスクリーン印刷用スキージの一例を模式的に示す斜視図であり、(b)は、(a)のA−A断面図である。
【図2】図1(a)に示したスクリーン印刷用スキージの分解斜視図である。
【図3】(a)は、図1(b)の部分拡大図であり、(b)及び(c)は、それぞれ他の実施形態のスキージ本体における図3(a)と同一部分の拡大図である。
【図4】(a)は、図1、2に示したスクリーン印刷用スキージを構成するスキージ本体の正面図であり、(b)は、(a)に示したカラーの斜視図である。
【図5】(a)は、別の実施形態のカラーを配設したスキージ本体の正面図であり、(b)は、(a)に示したカラーの斜視図である。
【図6】(a)は、別の実施形態のカラーを配設したスキージ本体の正面図であり、(b)は、(a)に示したカラーの斜視図である。
【図7】(a)は、別の実施形態のカラーを配設したスキージ本体の正面図であり、(b)は、(a)に示したカラーの斜視図である。
【図8】(a)〜(d)は、それぞれ本発明のスクリーン印刷用スキージを構成するスキージ本体の先端面近傍の形状を模式的に示す側面図である。
【図9】本発明のスクリーン印刷用スキージの別の実施形態を模式的に示す側面図である。
【図10】本発明のスクリーン印刷用スキージを構成するスキージ本体の製造方法を説明するための断面図である。
【図11】(a)、(b)は、ともに本発明のスクリーン印刷用スキージの使用方法を説明するための側面図である。
【図12】(a)は、比較例1で製造したスキージを模式的に示す側面図であり、(b)は、(a)の正面図である。
【発明を実施するための形態】
【0016】
以下、図面を参照しながら、本発明の実施形態を説明する。
図1(a)は、本発明のスクリーン印刷用スキージの一例を模式的に示す斜視図であり、(b)は、(a)のA−A断面図であり、図2は、図1(a)に示したスクリーン印刷用スキージの分解斜視図である。
なお、本明細書においては、スキージの形状を説明するに際して、図1(a)中、X軸方向を厚さ(又は厚さ方向)、Y軸方向を幅(又は幅方向)、Z軸方向を高さ(又は高さ方向)ということとする。
【0017】
図1、2に示すように、スキージ10では、ポリウレタンエラストマーからなり板状のスキージ本体12の一部が、アルミニウム製の2枚の支持治具11A、11Bに挟持され、スキージ本体12を挿通するボルト15とナット17とで2枚の支持治具11A、11Bを締めつけることにより、スキージ本体12が支持体11に把持されている。
そのため、支持治具11A、11Bには、ボルトを挿通するための貫通孔(ボルト穴)16A、16Bが設けられており、スキージ本体12にはカラーを配設するための貫通孔13が設けられている。
【0018】
スキージ本体12には4つの貫通孔13が形成されており、それぞれの貫通孔には、鉄製でリング状のカラー14が配設されており、このカラー14の内部をボルトが挿通するように構成されている。従って、カラー14は、厚さ方向に貫通孔が形成されていることとなる。
ここで、カラー14の厚さ(図2中、T2)は、スキージ本体12の厚さ(図2中、T1)と同一であり、カラー14は、その両端面のそれぞれが、板状のスキージ本体12の主面と同一平面をなすように配設されている。
また、カラー14の内径は、ボルト15の外径と略同一に設計されており、カラー14に挿通したボルト15が、厚さ方向以外の方向にズレないように構成されている。
【0019】
このようなスキージ10では、スキージ本体12に、その厚さがスキージ本体12の厚さと同一のカラー14が、スキージ本体12の主面とカラー14の端面とが同一平面をなすように配設されており、鉄製のカラーの剛性がスキージ本体12を構成する弾性樹脂(ポリウレタンエラストマー)の剛性に比べて高いため、スキージ本体12が支持体11に把持された際に、支持体11からの圧力(把持力)は、実質的にスキージ本体12に配設されたカラー14で受けることとなり、スキージ本体12を構成するポリウレタンエラストマーは実質的に支持体11より押圧されない状態で、スキージ本体12が支持体11に把持されることとなる。
そのため、スキージ本体12の厚さは、スキージ本体12を支持体11で把持する前後で維持されることとなり、その結果、スキージ本体12を支持体11に把持させることによるスキージ本体12の先端面12aの変形(たわみ)が防止され、先端面12aの真直度が維持されることとなる。
なお、本発明において、スキージ本体の先端面とは、板状のスキージ本体の側面であって、使用時にスクリーンと対向することとなる面をいう。
【0020】
また、カラー14の内径は、ボルト15の外径と略同一に設計され、カラー14に挿通したボルト15が、厚さ方向以外の方向にズレないように構成されているため、後述する把持治具11A、11Bに形成された貫通孔16A1、16B1と連通する貫通孔を有するカラー(図4(a)中、最も左側のカラー)が幅方向及び高さ方向の位置決め基準として機能し、把持治具11A、11Bに形成された貫通孔16A4、16B4と連通する貫通孔を有するカラー(図4(a)中、最も右側のカラー)が高さ方向の位置決め基準として機能する。
【0021】
また、支持体11を構成する把持治具11A、11Bに関し、把持治具11A、11Bには、それぞれ4つの貫通孔がボルト15を挿通させるために形成されている。
把持治具11Aでは、4つの貫通孔16A(16A1〜16A4)がすべて同一の高さに、略等間隔で形成されている。ここで、貫通孔16A1〜16A3の断面は円形であり、貫通孔16A4の断面は長円形(角丸長方形)である。そして、貫通孔16A1の径は、ボルト15の径と略同一で、ボルト15を挿通した際にボルト15が幅方向及び高さ方向にズレない大きさであり、貫通孔16A4の高さ方向の径は、ボルト15の径と略同一で、ボルト15を挿通した際にボルト15が高さ方向にズレない大きさである。これに対し、貫通孔16A2、16A3の径は、ボルト15の径よりも大きく形成されている。
【0022】
従って、把持治具11Aでは、貫通孔16A1が、スキージ本体12の支持体に対する高さ方向及び幅方向の位置決め穴(位置決め基準)としての機能を有しており、貫通孔16A4が高さ方向の位置決め穴(位置決め基準)としての機能を有している。
また、貫通孔16A4の断面形状を長円形(角丸長方形)としている理由は、以下の通りである。
スキージ本体12は、例えば、樹脂組成物を成形する際に、同時にカラー14が所定の位置に組み込まれるように両者を一体成形することにより製造するが、この製造工程においては加熱処理が行われることがあり(樹脂組成物を硬化させるため)、このような加熱処理が行われるとスキージ本体12の寸法が設計値から若干ずれることがあり、このとき、カラーの配設位置も設計値からずれることがある。
この場合、カラーの配設位置がずれたとしても、貫通孔16A4の断面形状を、高さ方向には位置決め穴として機能するが幅方向には位置決め穴として機能しない断面長円形としておけば、高さ方向の位置決め穴及びボルト穴として機能を果すことができるからである。
【0023】
また、把持治具11Bにも、4つの貫通孔16B(16B1〜16B4)がすべて同一の高さに、略等間隔で形成されている。その形状や役割は、把持部材11Aに形成された対向する貫通孔16A(16A1〜16A4)のそれぞれと同一である。
なお、把持治具11A、11Bに複数個の貫通孔16A、16Bを形成する場合、各貫通孔は、必ずしも同一の高さで等間隔に形成する必要はなく、スキージ10を取り付けるスキージホルダの設計に応じて任意の位置に形成すればよい。
また、スキージ本体12における貫通孔13及びカラー14の形成(配設)位置や個数も、特に限定されるものではない。
【0024】
本発明のスキージでは、スキージ本体の先端面の真直度は、支持体への取付け前後で維持されることとなる。そのため、上記先端面の真直度は、支持体への取付け前の状態で良好であることが望ましい。
そのため、本発明のスキージでは、スキージ本体の先端面の真直度を向上させるべく、上記先端面は切削加工により形成された面であってもよい。なお、先端面に研磨加工を施すことも可能であるが、研磨加工では上記先端面に微小な凹凸が発生し、先端面の真直度の低下に繋がることがある。
上記スキージ本体の先端面の真直度は、上記方法で測定した変位量の最大値と最小値の差で、0.10mm以下であることが望ましい。0.10mmを超えると、印刷膜厚を数μmで制御することが困難だからである。
より望ましくは、0.07mm以下である。
【0025】
また、上記切削加工は刃物を用いて行われることが望ましい。これにより、真直度に優れる先端面を確実かつ容易に形成することができるからである。
また、上記刃物は、硬刃であることが望ましい。
上記切削加工は丸刃でも行うことができるが、丸刃を用いた場合、その刃先の一部にでも欠けが生じると加工精度が低下するため、丸刃自体を交換しなければならず、刃先の確認作業と交換作業とが煩雑で不経済である。
また、刃物を用いて切削加工を行う場合、この切削加工は、刃物を超音波振動させつつ切削を行う、所謂、超音波カッターを用いて行うことが望ましい。
スキージ本体の材質や厚さによっては、刃物では切断することが困難な場合があるが、そのような場合でも、超音波カッターを用いれば確実に切断することができるからである。
【0026】
図3(a)は、図1(b)の部分拡大図であり、(b)及び(c)は、それぞれ他の実施形態のスキージ本体における図3(a)と同一部分の拡大図である。
図1、2に示したスキージ10では、板状のスキージ本体12の主面A、A′と、スキージ本体12に配設されたカラー14の端面とが同一平面をなすように形成されていたが、本発明のスキージにおいて、カラーは、必ずしもその端面が板状のスキージ本体の主面と同一平面をなすように配設されている必要はなく、両者は、スキージ本体を支持体で把持した際に、実質的にカラーが支持体からの圧力を受ける位置関係にあればよい。従って、例えば、図3(b)に示すように、カラー114の一方の端面114aがスキージ本体12の主面と同一平面をなし、他方の端面114bがスキージ本体112の主面から突出していてよいし、図3(c)に示すように、カラー214の両端面214a、214bがスキージ本体212の主面から突出していてよい。いずれの場合も、実質的にカラーが支持体からの圧力を受けることにより、スキージ本体が支持体に把持されることとなり、スキージ本体を構成する弾性部材には、支持体による押圧力が実質的に加わらず、スキージ本体の変形を確実に防止することができるからである。
なお、図3(b)、(c)中、115、225はボルトである。
【0027】
また、場合によっては、カラーの端面がスキージ本体の主面から窪んだ位置にあってもよい。
この場合、スキージ本体を構成する弾性部材も、支持体からの圧力を受けることとなるが、カラーの窪み量によっては、本発明の効果、即ち、スキージ本体の先端面の変形を防止する効果を享受することができるからである。
具体的には、カラーの窪み量(スキージ本体の主面とカラーの端面との距離)は、スキージ本体の厚さの1%以下であることが望ましい。
カラーの窪み量が1%を超えると、弾性部材が支持体から受ける圧力が大きくなるため、スキージ本体を構成する弾性部材の変形の度合いが大きく、スキージ本体の支持体への取付け前後で、スキージ本体の先端面の真直度を維持することが困難になり、印刷特性が大きく低下することがあるからである。
また、カラーの窪み量が大きくなるとスキージ本体を支持体に取付けた際に、カラーの端面が支持体からの圧力を受けなくなる。
【0028】
また、図3(b)、(c)に示したように、カラーの端面がスキージ本体の主面から突出している場合や、上述したように、カラーの端面がスキージ本体の主面から窪んだ位置にある場合、各カラーの端面とスキージ本体の主面との距離は同一であることが望ましい。しかしながら、本発明の効果を享受することができる場合には、各カラーの端面とスキージ本体の主面との距離はばらついていてもよい。
そして、この場合、各カラーの端面のスキージ本体の一の主面からの距離の最大値と最小値との差が、スキージ本体の厚さの3.5%以下であることが望ましい。
この値が大きくなることは、各カラー毎の端面の位置のばらつきが大きくなることを意味し、ばらつきが大きくなると、印刷特性が低下する傾向にあるからである。
【0029】
また、カラーの端面がスキージ本体の主面から突出している場合、カラーの端面は、スキージ本体の主面から、スキージ本体の厚さの2.5%以下の範囲で突出した位置にあることが望ましい。
この値が2.5%を超えると、印刷特性が低下する傾向にあるからである。
そして、印刷特性が低下する理由は、カラーの端面のスキージ本体の主面からの突出量が大きくなると、スキージ本体の主面と、支持体のスキージ本体の主面と対向する面との間の隙間が大きくなり、スキージの使用時にスキージ本体の自由端長さが設計値よりも見かけ上、長くなったような挙動を示すことがあるためと推測している。
【0030】
また、本発明のスキージにおいて、スキージ本体に配設されるカラーの形状は、図1、2に示した形状に限定されるわけではなく、例えば、図5〜7に示した形状であってもよい。
図4(a)は、図1、2に示したスキージを構成するスキージ本体の正面図であり、図4(b)は、(a)に示したカラーの斜視図である。
図5〜7は、それぞれ(a)が別の実施形態のカラーを配設したスキージ本体の正面図であり、(b)が(a)に示したカラーの斜視図である。
【0031】
図5(a)、(b)に示したスキージ本体22には、4つのカラー24a、24bが配設されている。
ここで、2つのカラー24aは、それぞれ図4に示したカラー14と同一の形状を有し、さらに、この2つのカラー24aに挟まれた位置には、2つのカラー24bが配設されている。カラー24bは、それぞれ断面長円形(断面角丸長方形)のリング状を有しており、その内部をボルトが挿通できるように構成されている。従って、カラー24a、24bは、それぞれその厚さ方向に貫通孔が形成されていることとなる。
そして、スキージ本体22では、カラー24aが位置決め基準として機能することができる。
【0032】
図6(a)、(b)に示したスキージ本体32には、3つのカラー34a、34bが配設されている。
ここで、2つのカラー34aは、それぞれ図4に示したカラー14と同一の形状を有し、さらに、この2つのカラーに挟まれた位置には、カラー34bが配設されている。ここで、カラー34bは、断面長円形(断面角丸長方形)の板状体であり、その端面に凹部134bが形成されている。なお、カラー34bは、板状体であるためその内部にボルトを挿通させることはできない。
一方、カラー34aは、位置決め基準として機能することができる。
【0033】
なお、カラー34bにおいて、凹部134bを形成している理由は、下記の通りである。上記スキージ本体は、後述するように、所定の位置にカラーが支持された金型内に未硬化の樹脂組成物を注入し、その後、硬化処理を行うことにより製造することができるが、このとき、カラーに凹部を形成しておくと、カラーを金型内の所定の位置に支持させるのに好適だからである。
なお、上記凹部は必ずしも形成されていなくてもよい。
【0034】
図7(a)、(b)に示したスキージ本体42は、カラー44の形状が異なる以外は、図4(a)、(b)に示したスキージ本体12と同様の構成を備えている。
そして、カラー44は、その外縁形状はカラー14と同一であるが、貫通孔や凹部が形成されていない円筒形状を有している。
そして、このような構成のスキージ本体42でも、カラー内にボルトを挿通することはできないものの、スキージ本体を支持体で把持する際に、カラーが支持体からの圧力を受けることとなるため、本発明の効果、即ち、スキージ本体42の先端面の変形を防止する効果を享受することができる。
また、図7(b)に示したカラー44は、その端面に凹部が形成されていてもよい。
なお、スキージ本体42を支持体で把持する場合には、例えば、後述する図12に示した構成の支持体71で把持すればよい。
【0035】
このように、本発明のスキージにおいて、スキージ本体に配設されるカラーの形状は特に限定されるわけではなく、図4、5に示したようなリング状であってもよいし、図6に示したような板状であってもよいし、図7に示したような円筒状であってもよく、これらが混在していてもよい。また、その断面形状(正面視形状)も、円形や長円形(角丸長方形)に限定されず、矩形や楕円形、多角形、これらに近似した形状等どのような形状であってもよい。
【0036】
また、図4〜6の態様のスキージ本体では、カラーが位置決め穴(位置決め基準)として機能することとなるが、本発明のスキージにおいては、カラーは必ずしも位置決め穴としての機能を備えていなくてもよい(例えば、図7に示したスキージ本体42参照)。そして、この場合は、別途、スキージ本体の任意の箇所に位置決めマーク等を形成しておけばよい。
【0037】
また、ここまで説明したスキージでは、スキージ本体の先端面側のエッジ(板状のスキージ本体において、主面と先端面とが成す稜線部分:図1(b)中、12bと示す部分)の角度が90°であるが、本発明のスキージにおいて、スキージ本体の先端面側のエッジの形状はこのような形状に限定されるわけではなく、例えば、図8(a)〜(d)に示すような形状であってもよい。
【0038】
図8(a)〜(d)は、それぞれ、本発明のスキージを構成するスキージ本体の先端面近傍の形状を模式的に示す側面図である。
図8(a)に示すスキージ本体102は、その先端面102a側の両エッジの部分にR面取りが施された形状を有している。
なお、本形態のスキージ本体において、幅方向真直度を測定する際には先端面のうち平坦な部分(R面取りが施されていない部分)の最も外側の部分から1mmの部分を測定し、倒れ方向真直度を測定する際には主面の平坦な部分(R面取りが施されていない部分)のうち、最も先端面側の部分から1mmの部分を測定する。
【0039】
図8(b)に示すスキージ本体103は、その先端面側が尖った形状に加工された形状を有する、所謂、剣スキージである。
なお、本形態のスキージ本体において、幅方向真直度を測定する際には、先端面側の尖った部分を測定し、倒れ方向真直度を測定する際には、先端面側の尖った部分から1mmの部分を測定する。
【0040】
図8(c)に示すスキージ本体104は、その先端面104a側の片エッジの部分にC面取りが施された形状を有している。
なお、本形態のスキージ本体において、幅方向真直度を測定する際には、先端面のうち平坦な部分(C面取りが施されていない部分)であってC面取りが施された側の最も外側の部分から1mmの部分を測定し、倒れ方向真直度を測定する際には、C面取りが施された側の主面の平坦な部分(C面取りが施されていない部分)のうち、最も先端面側の部分から1mmの部分を測定する。
【0041】
図8(d)に示すスキージ本体105は、その先端面105a側の両エッジの部分にC面取りが施された形状を有している。
なお、本形態のスキージ本体において、幅方向真直度を測定する際には先端面のうち平坦な部分(C面取りが施されていない部分)の最も外側の部分から1mmの部分を測定し、倒れ方向真直度を測定する際には主面の平坦な部分(C面取りが施されていない部分)のうち、最も先端面側の部分から1mmの部分を測定する。
【0042】
スキージ本体の先端面側の形状を図8(a)〜(d)に示したような形状とするには、後述する方法で本発明のスキージを製造する際に、金型の形状をスキージ本体の先端面の形状に合わせた所定の形状としたり、図1、2に示した形状のスキージ本体を製造した後、その先端面側に切削加工や研磨処理を施せばよい。
いずれの方法を選択してもよいが、例えば、金型の形状を所定の形状とする方法を用いた場合には、成形したスキージ本体は表面平滑性に優れる傾向にあり、成形後、切削加工等を施す方法を選択した場合には、先端面の真直度が優れる傾向にある。
【0043】
また、ここまで説明したスキージでは、スキージの主面は平坦面であったが、本発明のスキージの実施形態におけるスキージ本体の形状は、例えば、下記のような形状であってもよい。
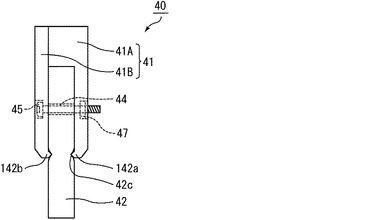
図9は、本発明のスキージの別の実施形態を模式的に示す側面図である。
図9に示すスキージ40では、支持体41を構成する各把持治具41A、41Bの先端部(最もスキージ本体42の先端面に近い部分)の幅方向全体に渡って、突起部142a、142bが形成されている。一方、スキージ本体42には突起部142a、142bに対応する位置に溝部42cが幅方向全体に渡って形成されている。そして、スキージ40では、この突起部142a、142bが、溝部42cに嵌合している。
このようなスキージ40では、高さ方向の位置ずれがより発生しにくくなる。
【0044】
次に、本発明のスキージを構成する構成部材の材質等について説明する。
上記スキージ本体の材質は、弾性樹脂であれば特に限定されず、例えば、ポリウレタンエラストマー、シリコーンゴム、エチレン−プロピレン系ゴム、クロロプレンゴム、ブタジエンゴム等が挙げられる。
これらのなかでは、機械的強度及び耐磨耗性に優れる点からポリウレタンエラストマーが望ましい。
また、ポリウレタンエラストマーとしては、ポリエステルポリオール又はポリエーテルポリオールからなるポリオール成分とイソシアネート成分との反応物であるウレタンプレポリマーを硬化剤にて硬化させたものを用いることができるが、より耐磨耗性に優れる点で、ポリオール成分として、ポリエステルポリオールを用いたものが望ましい。
【0045】
上記ポリエステルポリオールとしては、ジカルボン酸とグリコール成分とを脱水縮合させたものを用いることができる。
上記ジカルボン酸としては、例えば、シュウ酸、マロン酸、コハク酸、グルタル酸、アジピン酸等が挙げられる。これらは単独で用いても良いし、2種以上用いても良い。
これらのなかでは、コハク酸を用いることが望ましい。スキージ本体の諸物性、特に、耐溶剤性に優れるからである。
【0046】
上記グリコール成分としては、例えば、エチレングリコール、ジエチレングリコール、1,4−ブタンジオール、トリメチロールプロパン、ネオペンチルグリコール等が挙げられる。これらは単独で用いても良いし、2種以上併用しても良い。
また、上記ジカルボン酸と上記グリコール成分とは、モル比1:1〜1:3にて150〜300℃で反応させればよい。
【0047】
上記ポリエステルポリオールとしては、特に、エチレングリコール、ジエチレングリコール及びコハク酸からなるポリエステルポリオール(以下、ポリエステルポリオールAともいう)10〜90重量%と、ネオペンチルグリコール、ジエチレングリコール及びコハク酸からなるポリエステルポリオール(以下、ポリエステルポリオールBともいう)90〜10重量%の混合物が望ましい。
【0048】
上記混合物は、ポリエステルポリオールA成分20〜80重量%と、ポリエステルポリオールB成分80〜20重量%の混合物であることがより望ましい。
このような混合物を用いることで、ポリウレタンエラストマーの耐有機溶剤性が極めて優れることとなるからである。この理由を以下に説明する。
【0049】
上記ポリエステルポリオールAは、ジカルボン酸が短鎖長のコハク酸からなり、グリコール成分が短鎖長のエチレングリコールと共にジエチレングリコールよりなるため、コハク酸の有するメチレン基とエチレングリコールの有するメチレン基によって、ポリエステルポリオールにおけるエステル基密度を高めると共に、結晶性を高め、更に、ジエチレングリコールのエーテル基もまた、ポリエステルポリオールの結晶性を高めることとなる。かくして、ポリエステルポリオールAは、極性及び結晶性が共に高く、得られるポリウレタンエラストマーに非常に高度な耐有機溶剤性を与えることとなる。
【0050】
一方、上記ポリエステルポリオールBは、上記ポリエステルポリオールAにおいて、エチレングリコール成分に代えて、分子内に対称的に側鎖メチル基を有するネオペンチルグリコール成分を有する。しかし、このネオペンチルグリコールは、比較的短鎖長であるので、ポリエステルポリオールのエステル基密度、従って、ポリエステルポリオールBにポリエステルポリオールAと実質的に同じ程度の極性を与えるが、上記メチル基によって、ポリエステルポリオールBの結晶性を低めると共に、ポリエステルポリオールBに疎水性を与えることとなる。
【0051】
このように、極性及び結晶性共に高いポリエステルポリオールAと共に、ほぼ同等の極性を有するが、結晶性のやや低いポリエステルポリオールBを用いることによって、ポリエステルポリオール成分としての極性を保持しつつ、その結晶性を低めて、得られるポリウレタンエラストマーの耐有機溶剤性を保持しながら、その製造に際しては、ポリイソシアネートとの相溶性を著しく高めることができる。
従って、上記混合物によれば、ポリエステルポリオールとポリイソシアネートとを速やかに均一に混合することができるので、注型成形によってポリウレタンエラストマーを得ることができる。
【0052】
上記イソシアネート成分としては特に限定されず、例えば、2,4−トリレンジイソシアネート、2,6−トリレンジイソシアネート、これらの混合物、4,4’−ジフェニルメタンジイソシアネート(MDI)、カルボジイミド変性MDI、水添MDI、ヘキサメチレンジイソシアネート等が挙げられる。
【0053】
上記硬化剤としては、従来公知の硬化剤を用いることができ、具体例としては、例えば、1,4−ブタンジオール、エタンジオール、ネオペンチルグリコール、ジエチレングリコール、ビスヒドロキシエトキシベンゼン、ヒドロキノン−ビス(2−ヒドロキシエチル)エーテル、3,3’−ジクロロ4,4’−ジアミノジフェニルメタン、4,4’−ジアミノジフェニルメタン等の2官能性硬化剤や、トリメチロールプロパン、グリセリン、1,2,6−ヘキサントリオール、1,2,4−ブタントリオール、トリメチロールエタン、1,1,1−トリス(ヒドロキシエトキシメチル)プロパン、ジグリセリン、ペンタエリスリトール等の3価及びこれ以上の多価アルコール、トリエタノールアミン、トリイソプロパノールアミン、ジイソプロパノールアミン等のアミノ多価アルコール、及びこれら多官能性化合物にてアルキレンオキサイド、例えば、エチレンオキサイド、プロピレンオキサイド、又はこれらの混合物を開環重合させてなるアミノ多価アルコール等が挙げられる。
これらのなかでは、2価アルコールと3価アルコールとが併用されることが望ましい。但し、3価アルコールは、過多に用いるときは、得られるエラストマーの反発弾性を低くするので、通常、2価アルコールと3価アルコールとの合計量に基づいて、40モル%以下の範囲で用いられることが望ましい。特に、1,4−ブタンジオールとトリメチロールプロパンとの組み合わせが好適である。
【0054】
また、これらの硬化剤は、上記ポリイソシアネートに対して、通常、イソシアネート基とポリエステルポリオール及び硬化剤の水酸基又はアミノ基の有する活性水素の当量数との比が1.00〜1.50になるように配合される。
【0055】
また、上記スキージ本体に配設するカラーの材質は、硬質材料であれば特に限定されず、鉄、アルミニウム、ステンレンス、銅、りん青銅等の銅合金等の金属材料や、エポキシ樹脂、POM(ポリオキシメチレン)等の硬質樹脂等が挙げられる。
これらのなかでは、鉄が望ましい。その理由は、熱膨張率(線膨張率)が小さいため、後述する一体成形時により変形しにくく、また、安価であるため経済的にも有利だからである。
【0056】
また、カラーの外周面には、接着剤層が形成されていてもよい。これにより、カラーがスキージ本体を構成する弾性樹脂により確実に固定されることとなるからである。
上記接着剤としては特に限定されず、通常金属に用いるものを使用することができる。具体例としては、例えば、ウレタン系、ポリエステル系、シラン系、ポリアミド系、フェノール系の接着剤を使用することができる。
また、接着剤層に代えてシランカップリング剤層が形成されていてもよい。
【0057】
また、上記カラーの外周面には、粗化面が形成されていてもよい。粗化面を形成することでアンカー効果により、カラーがスキージ本体を構成する弾性樹脂により確実に固定されることとなるからである。上記粗化面を形成する方法としては特に限定されず、例えば、エッチング処理、メッキ処理、研磨処理、酸化処理、サンドブラストによる研削処理等が挙げられる。
【0058】
なお、本発明のスキージを構成するスキージ本体においては、カラーがスキージ本体を構成する弾性樹脂に確実に固定されていることが望ましい。
カラーが摺動可能であると、スキージ本体の厚さ方向の把持が不充分となり、使用時に倒れ方向の安定性が悪化することとなるからである。
これについてもう少し詳しく説明する。スクリーン印刷を行う際に、スキージは所定の角度傾けた状態(例えば、取付角75°)でスクリーンに、一定変位にて押し当て使用する。ここで、倒れ方向の安定性が悪化するとは、スキージ本体に掛かる荷重が一定にならないことを意味し、この場合、印刷膜厚がばらつくこととなる。
そして、上述したようにカラーが摺動可能であると、カラーの摺動に伴い、倒れ方向の安定性が悪化する(印刷時にスキージ本体に掛かる荷重が一定にならない)ことがある。
【0059】
上記支持体の材質としては、アルミニウム、鉄、SUS等の金属が挙げられる。
これらのなかでは、アルミニウムが望ましい。その理由は、錆びにくく、切削加工性に優れるからである。
【0060】
本発明のスキージにおいて、スキージ本体のサイズや、自由端長さは特に限定されず、取付けるスクリーン印刷装置の設計に応じて適宜選択すればよい。
なお、一般的なサイズは、厚さが5〜20mm、高さが30〜90mm、幅が100〜300mm、自由端長が10〜30mm程度である。勿論、本発明に係るスキージ本体のサイズがこのサイズに限定されるわけではない。
【0061】
また、本発明のスキージにおいて、カラーの端面がスキージ本体の主面から突出している場合(図3(b)、(c)参照)や、各カラーの端面のスキージ本体の一の主面からの距離の最大値と最小値との差が0でない、即ち、各カラーの端面の位置がばらついている場合には、突出量が大きい側の主面やばらつきが大きい側の主面が、印刷時に当接エッジを構成する側の主面(図11(b)中、112A)となるようにスキージ本体を支持体に取り付けることが望ましい。
スキージの使用時において、スキージをスクリーンに当接させた際、スキージはスクリーン側から圧力を受けることとなる。このスクリーン側からの圧力は、主にスキージ本体の印刷時に当接エッジを構成する側と反対側の主面(図11(b)中、112A′)と支持体とが接している部分にかかることとなる。そのため、スキージ本体の印刷時に当接エッジを構成する側と反対側の主面では、カラーの端面の突出量やばらつきが小さいほうが望ましく、この理由により、スキージ本体を支持体に取り付ける際の向きは上記の向きが望ましいのである。
【0062】
次に、本発明のスキージを製造する方法について説明する。
図10は、本発明のスキージを構成するスキージ本体の製造方法を説明するための断面図である。
本発明のスキージは、例えば、所定の位置にカラーが配設されたスキージ本体を成形した後、このスキージ本体を2つの支持治具からなる支持体で挟持し、ボルト締めで固定することにより製造する。
【0063】
上記スキージ本体の作製は、図10に示すように、金型18の成形空間内の所定の位置でスキージ14を支持し、この状態で金型18内に未硬化の樹脂組成物12′を注入した後、樹脂組成物を硬化させることにより行う。
ここで、金型18には、その内壁面に互いに対向する2つの突起部18aが形成されており、この突起部18aをカラー14が備える貫通孔内に挿入することで、カラー14を成形空間内の所定の位置で支持することができる。
【0064】
また、スキージ本体がポリウレタンエラストマーからなる場合、ポリオール成分とイソシアネート成分とを反応させてプレポリマーとし、このプレポリマーを硬化剤により架橋硬化させるプレポリマー法や、ポリオール成分とイソシアネート成分と硬化剤とを一括して混合し、架橋硬化させるワン・ショット法を採用することができる。
ここで、ポリオール成分としてポリエステルポリオールを用いる場合、特に、上記ポリエステルポリオールAと上記ポリエステルポリオールBとの混合物を用いる場合には、ワン・ショット法を採用することが望ましい。上述したポリエステルポリオールは比較的高い粘度を有するからである。
【0065】
上記一体成形時の硬化条件は、スキージ本体の材質に応じて適宜設定すればよいが、例えば、上記ポリエステルポリオールA及びBの混合物をポリオール成分とするポリウレタンエラストマーを成形させる場合は、110〜150℃で、20〜120分間、金型内で硬化させ、さらに金型から取り出し、100〜120℃で、3〜24時間後硬化させることが望ましい。
【0066】
また、スキージ本体を成形し、スキージ本体を金型から取り出した後、切削加工を施してスキージ本体の先端面を形成してもよい。
なお、切削加工については既に説明した通りである。
【0067】
このような方法を用いることにより、所定の位置にカラーが配設されたスキージ本体を作製することができる。
また、スキージ本体を作製する方法は、このような方法に限定されず、例えば、貫通孔が形成された弾性樹脂からなる板状体を成形し、成形後貫通孔にカラーを挿入することでスキージ本体を作製してもよいし、単なる板状の成形体を作製した後、ドリル加工等の機械加工で成形体に貫通孔を形成し、更に貫通孔にカラーを挿入することでスキージ本体を作製してもよい。
そして、このような方法で作製したスキージ本体を支持体で把持することにより、本発明のスキージを製造することができる。
【0068】
次に本発明のスキージの使用方法について説明する。
図11(a)、(b)は、本発明のスクリーン印刷用スキージの使用方法を説明するための側面図である。
図11(a)、(b)では、図1に示したスキージ10を例にその使用方法を説明する。
本発明のスキージは、スクリーン印刷装置(図示せず)が備えるスキージホルダに固定して使用する。
即ち、図11(a)に示すように、スキージ10は、スキージ本体12を支持体11に固定するボルト15を用いてスキージホルダ16に固定される。
そして、本発明のスキージは、スキージホルダに取付けた状態でスクリーン印刷装置を稼働させることにより使用する。
具体的には、図11(b)に示すように、所定のスキージ取付角(スキージ本体12の主面112A、112A′と印刷面51とのなす角度)となるようにスキージを傾けた状態で、スキージ本体12の当接エッジ112Bをスクリーン印刷装置が備えるスクリーン50に当接させ、図中、矢印で示す方向にスキージを移動させることにより、印刷を行う。なお、本明細書においては、このような使用態様において、スキージ本体の主面112Aを、印刷時に当接エッジを構成する側の面ともいい、スキージ本体の主面112A′を、印刷時に当接エッジを構成する側と反対側の主面ともいうこととする。
【0069】
また、本発明のスキージでは、既に説明したように、スキージ本体に位置決め穴として機能するカラーが配設されている場合、上記方法でスキージをスキージホルダに取り付けるだけで、スキージ(スキージ本体)は、スキージホルダに対する所定の位置に取り付けられることとなる。
【0070】
また、本発明のスキージを用いて行う印刷条件は特に限定されないが、スキージ取付角60〜80°、ギャップ(被印刷物とスクリーンとの隙間)0.5〜2.5mm、スキージ押し込み量0.1〜0.5mm、スキージ印圧2〜6kg/cmの条件で印刷を行う場合に好適に使用することができる。
【0071】
以上説明したように、上述した構成を備える本発明のスキージは、スキージ本体を支持体で把持する際に、支持体からの圧力は、実質的にスキージ本体に配設されたカラーが受けることとなり、スキージ本体を構成する弾性樹脂には実質的に圧力が掛からない(弾性樹脂が支持体より実質的に押圧されない)状態で、スキージ本体が支持体に把持されることとなる。
そのため、支持体への固定によりスキージ本体が変形することがなく、スキージ本体の先端面の真直度を維持することができる。
そして、本発明のスキージを用いることにより、高い膜厚精度でスクリーン印刷を行うことができる。
【0072】
以下本発明について実施例を掲げてさらに詳しく説明するが、本発明はこれらの実施例のみに限定されるものではない。
【0073】
(実施例1)
本実施例では、図1に示した形状のスキージ10を作製した。なお、寸法比率はスキージ10と同一ではない。
【0074】
スキージ本体用樹脂組成物の調整
(1)エチレングリコール(三菱化学社製)及びジエチレングリコール(三菱化学社製)の等モル混合物とコハク酸(三井化学社製)とをテトラブチルチタネート触媒の存在下、200〜250℃で加熱し、減圧脱水しながら、24時間反応させて、末端水酸基を有し、水酸基価57.7のポリエステルポリオールAを得た。
【0075】
(2)上記(1)とは別に、ジエチレングリコール(三菱化学社製)及びネオペンチルグリコール(三菱ガス化学社製)の等モル混合物とコハク酸(三井化学社製)とをテトラブチルチタネート触媒の存在下、200〜250℃で加熱し、減圧脱水しながら、24時間反応させて、末端水酸基を有し、水酸基価53.4のポリエステルポリオールBを得た。
【0076】
(3)次に、上記ポリエステルポリオールA75モル部(53.39重量部)と上記ポリエステルポリオールB25モル部(18.24重量部)とを混合し、100℃に加熱し、攪拌しながら減圧乾燥した。
このようにして得たポリエステルポリオール混合物に、1,4−ブタンジオール(三菱化学社製)4.11重量部とトリメチロールプロパン(三菱ガス化学社製)0.56重量部とを加え、3分間予備混合した後、これにカルボンジイミド変性したMDI(4,4′−ジフェニルメタンジイソシアネート、イソシアネート量29%、三井化学社製)27.75重量部を加え、島崎製作所社製アジターSVを用い、一定の回転数(450rpm)で混合物が均一で透明になるまで混合し、スキージ本体用樹脂組成物とした。
【0077】
スキージ本体の成形
厚さ9.000mmの鉄製のカラー14を用意し、このカラーを図10に示した形状の金型18で支持した。その後、金型18内に上記スキージ本体用樹脂組成物を注入し、110℃で1時間硬化させた後、成形体を金型から取り外し、さらに110℃で12時間、後硬化させ、厚さ9.000mm×幅200.0mm×高さ45.0mmで、カラーが配設されたスキージ本体12を完成した。
なお、カラー14の形状は、外径6.0mm、内径4.0mm、厚さ9.000mmのリング状である。
また、カラーの取付位置(取付中心)は、スキージ本体12の正面図(図4)における上端から15.0mmの位置であって、左端から順に40.0mm、80.0mm、120.0mm及び160.0mmの位置の4箇所である。
【0078】
スキージの製造(スキージ本体の支持体への取付)
図1、2に示すように、支持治具11A、11Bでスキージ本体12を挟み、1Nmの締めつけトルクでボルト15を締めつけることにより、支持体11でスキージ本体12を把持し、スキージ10を完成した。
なお、支持体11は、スキージ本体12の先端面から支持体11の上面までの高さ(図1(b)中、H1)が60.0mm、スキージ本体12の自由端長さ(図1(b)中、Lf)が15.0mm、支持治具11A、11Bそれぞれのスキージ本体を把持する部分の厚さがともに9.0mmとなるように設計している。
【0079】
(実施例2、3)
ボルトの締めつけトルクをそれぞれ、2Nm(実施例2)及び5Nm(実施例3)に変更した以外は、実施例1と同様にしてスキージを製造した。
【0080】
(実施例4)
カラーの厚さを8.820mmとして、その両端をそれぞれスキージ本体の主面から0.090mmずつ窪んだ位置にあるようにカラーを配設した以外は、実施例1と同様にしてスキージを製造した。
ここで、カラーの配設位置は金型の内壁面にシム(入れ駒)を取り付けて成形を行うことにより調整した。なお、カラーの配設位置の調整方法は他の実施例、比較例でも同様である。
【0081】
(実施例5)
カラーの厚さを9.090mmとして、その両端をそれぞれスキージ本体の主面から0.045mmずつ突出させた以外は、実施例1と同様にしてスキージを製造した。
【0082】
(実施例6)
カラーの厚さを9.270mmとして、その両端をそれぞれスキージ本体の主面から0.135mmずつ突出させた以外は、実施例1と同様にしてスキージを製造した。
【0083】
(実施例7)
カラーの厚さを9.450mmとして、その両端をそれぞれスキージ本体の主面から0.225mmずつ突出させた以外は、実施例1と同様にしてスキージを製造した。
【0084】
(実施例8)
カラーの厚さを9.540mmとして、その両端をそれぞれスキージ本体の主面から0.270mmずつ突出させた以外は、実施例1と同様にしてスキージを製造した。
【0085】
(実施例9)
カラーとして、厚さ9.040〜9.050mmのカラーを使用した以外は、実施例1と同様にしてスキージを製造した。本実施例で作製したスキージ本体において、カラーの端面のスキージ本体の主面からの距離の最大値は0.025mmであり、最小値は0.020mmである。従って、カラーの端面のスキージ本体の主面からの距離の最大値と最小値の差のスキージ本体の厚さに対する比率は、0.06%である。
なお、カラーの端面のスキージ本体の主面からの距離は、下記の方法により測定した。
即ち、デプスゲージ(ミツトヨ社製、デジマチックマイクロメータDMC100−150M)を用い、カラー端面とスキージ本体の主面との段差(距離)を測定した。この測定方法は、他の実施例及び比較例でも同様である。
また、表1に記載した上記カラーの端面のスキージ本体の主面からの距離の最大値及び最小値は、両者の差が大きくなる面側の数値であり、本実施例では、その面を印刷時に当接エッジを構成する側と反対側の主面とした。これは実施例10〜13においても同様である。
【0086】
(実施例10)
カラーとして、厚さ9.040〜9.140mmのカラーを使用した以外は、実施例1と同様にしてスキージを製造した。本実施例で作製したスキージ本体において、カラーの端面のスキージ本体の主面からの距離の最大値は0.070mmであり、最小値は0.020mmである。従って、カラーの端面のスキージ本体の主面からの距離の最大値と最小値の差のスキージ本体の厚さに対する比率は、0.56%である。
【0087】
(実施例11)
カラーとして、厚さ9.040〜9.320mmのカラーを使用した以外は、実施例1と同様にしてスキージを製造した。本実施例で作製したスキージ本体において、カラーの端面のスキージ本体の主面からの距離の最大値は0.160mmであり、最小値は0.020mmである。従って、カラーの端面のスキージ本体の主面からの距離の最大値と最小値の差のスキージ本体の厚さに対する比率は、1.56%である。
【0088】
(実施例12)
カラーとして、厚さ9.040〜9.440mmのカラーを使用した以外は、実施例1と同様にしてスキージを製造した。本実施例で作製したスキージ本体において、カラーの端面のスキージ本体の主面からの距離の最大値は0.220mmであり、最小値は0.020mmである。従って、カラーの端面のスキージ本体の主面からの距離の最大値と最小値の差のスキージ本体の厚さに対する比率は、2.22%である。
(実施例13)
カラーとして、厚さ8.910〜9.440mmのカラーを使用した以外は、実施例1と同様にしてスキージを製造した。本実施例で作製したスキージ本体において、カラーの端面のスキージ本体の主面からの距離の最大値は0.220mmであり、最小値は−0.090mmである。従って、カラーの端面のスキージ本体の主面からの距離の最大値と最小値の差のスキージ本体の厚さに対する比率は、3.44%である。
【0089】
(実施例14)
カラーの厚さを8.910mmとし、一方の端面がスキージ本体の主面と同一平面をなし、他方の端面がスキージ本体の主面から0.090mm窪んだ位置にあるようにカラーを配設した以外は、実施例1と同様にしてスキージを製造した。
なお、本実施例では、カラーの端面とスキージ本体の主面とが同一平面をなす面を、スキージ本体の印刷時に当接エッジを構成する側の主面とした。
【0090】
(実施例15)
カラーの厚さを9.045mmとし、一方の端面がスキージ本体の主面と同一平面をなし、他方の端面がスキージ本体の主面から0.045mm突出した位置にあるようにカラーを配設した以外は、実施例1と同様にしてスキージを製造した。
なお、本実施例では、カラーの端面とスキージ本体の主面とが同一平面をなす面を、スキージ本体の印刷時に当接エッジを構成する側の主面とした。
【0091】
(実施例16)
カラーの厚さを9.135mmとし、一方の端面がスキージ本体の主面と同一平面をなし、他方の端面がスキージ本体の主面から0.135mm突出した位置にあるようにカラーを配設した以外は、実施例1と同様にしてスキージを製造した。
なお、本実施例では、カラーの端面とスキージ本体の主面とが同一平面をなす面を、スキージ本体の印刷時に当接エッジを構成する側の主面とした。
【0092】
(実施例17)
カラーの厚さを9.225mmとし、一方の端面がスキージ本体の主面と同一平面をなし、他方の端面がスキージ本体の主面から0.225mm突出した位置にあるようにカラーを配設した以外は、実施例1と同様にしてスキージを製造した。
なお、本実施例では、カラーの端面とスキージ本体の主面とが同一平面をなす面を、スキージ本体の印刷時に当接エッジを構成する側の主面とした。
【0093】
(実施例18)
カラーの厚さを9.270mmとし、一方の端面がスキージ本体の主面と同一平面をなし、他方の端面がスキージ本体の主面から0.270mm突出した位置にあるようにカラーを配設した以外は、実施例1と同様にしてスキージを製造した。
なお、本実施例では、カラーの端面とスキージ本体の主面とが同一平面をなす面を、スキージ本体の印刷時に当接エッジを構成する側の主面とした。
【0094】
(実施例19)
スキージ本体の厚さ、及び、カラーの厚さをともに6.000mmとし、それに合わせて支持体の形状を変更した以外は、実施例1と同様にしてスキージを製造した。
【0095】
(実施例20)
カラーの厚さを5.880mmとして、その両端をそれぞれスキージ本体の主面から0.060mmずつ窪んだ位置にあるようにカラーを配設した以外は、実施例19と同様にしてスキージを製造した。
【0096】
(実施例21)
カラーの厚さを6.300mmとして、その両端をそれぞれスキージ本体の主面から0.150mmずつ突出させた以外は、実施例19と同様にしてスキージを製造した。
【0097】
(実施例22)
カラーの厚さを6.360mmとして、その両端をそれぞれスキージ本体の主面から0.180mmずつ突出させた以外は、実施例19と同様にしてスキージを製造した。
【0098】
(比較例1)
本比較例では、図12に示したスキージ70を作製した。
図12(a)は、比較例1で製造したスキージを模式的に示す側面図であり、(b)は、(a)の正面図である。
スキージ本体の成形
実施例1と同様、スキージ本体用樹脂組成物を成形し、カラーが配設されていない、厚さ9.000mm×幅200.0mm×高さ40.0mmのスキージ本体72を完成した。
【0099】
スキージの製造(スキージ本体の支持体への取付)
スキージ本体72を支持治具71A、71Bで挟み、1Nmの締めつけトルクでボルト75を締めつけることにより、スキージ本体72を支持体71で把持し、スキージ70を完成した。
なお、支持体71の形状は、ボルト75の挿通位置が異なる以外は、図1、2に示した支持体11と同一である。
また、支持体71は、スキージ本体72の先端面から支持体71の上面までの高さ(図12(a)中、H1)が60.0mm、スキージ本体72の自由端長さ(図12(a)中、Lf)が20.0mm、支持治具71A、71Bそれぞれのスキージ本体を把持する部分の厚さがともに9.0mmとなるように設計している。
また、ボルトの取付位置は、支持体71の正面図(図12(b))における上端から10.0mmの位置であって、左端から順に40.0mm、80.0mm、120.0mm及び160.0mmの位置の4箇所である。
【0100】
(比較例2〜4)
ボルトの締めつけトルクをそれぞれ、0Nm(比較例2)、2Nm(比較例3)及び5Nm(比較例4)に変更した以外は、比較例1と同様にしてスキージを製造した。
【0101】
(比較例5)
カラーの厚さを8.730mmとして、その両端面がそれぞれスキージ本体の主面から0.135mmずつ窪んだ位置にあるようにカラーを配設した以外は、実施例1と同様にしてスキージを製造した。
【0102】
(比較例6)
カラーの厚さを8.865mmとし、一方の端面がスキージ本体の主面と同一平面をなし、他方の端面がスキージ本体の主面から0.135mm窪んだ位置にあるようにカラーを配設した以外は、実施例1と同様にしてスキージを製造した。
【0103】
(比較例7)
カラーの厚さを5.820mmとして、その両端面がそれぞれスキージ本体の主面から0.090mmずつ窪んだ位置にあるようにカラーを配設した以外は、実施例19と同様にしてスキージを製造した。
【0104】
スキージの評価
実施例及び比較例で製造したスキージについて、下記の評価を行った。
【0105】
(1)支持体によるスキージ本体への押圧
支持体とスキージ本体の弾性樹脂よりなる部分との間に、厚さ0.2mmの感圧紙(富士フィルム社製、プレスケール 極超低圧用)を挟み込み、この感圧紙の発色具合を観察することにより、カラーの端面、及び、スキージ本体の弾性樹脂よりなる部分に圧力が掛かっているか否かを下記の基準で評価した。
結果を表1、2に示した。
(評価基準)
A:感圧紙のカラーの端面及びスキージ本体に対応するぞれぞれの部分について、各部分がそれぞれ均一に着色し、かつ、カラーの端面に対応する部分が濃く発色した。
B:感圧紙のカラーの端面に対応する部分のみが発色した。
C:感圧紙のカラーの端面に対応する部分のうち、一部のカラーの端面に対応する部分のみが発色した。
D:感圧紙のスキージ本体に対応する部分の一部(締めつけ部に近い部分)のみが発色した。
【0106】
(2)スキージ本体の幅方向真直度
スキージ本体の幅方向真直度を、スキージ本体を支持体で把持する前後に、表面粗さ計を使用して下記の条件により評価した。
(表面粗さ計及び測定条件)
表面粗さ計:ミツトヨ社製サーフテストSV−3100H8
接触端子(スタイラス)形状:60゜、先端R2μm
接触端子押し力:0.75mN
走査速度:10mm/s
【0107】
スキージ本体の先端面が上側を向くように(水平方向を向くように)、スキージ(又はスキージ本体)を静置し、上記表面粗さ計を用いて、先端面におけるエッジから1mmの箇所を幅方向に全長に渡って走査した。測定した変位の最大値と最小値の差を幅方向真直度とした。なお、測定点は1mm毎とした。
結果を表1、2に示した。
【0108】
(3)スキージ本体の先端面の倒れ方向真直度
スキージ本体の先端面が鉛直方向を向くように、スキージ(又はスキージ本体)を横に寝かせて静置し、上記表面粗さ計を用いて、先端面のエッジから水平方向に1mmの箇所を幅方向に全長に渡って走査した。測定した変位の最大値と最小値の差を倒れ方向真直度とした。なお、測定点は1mm毎とした。また、測定はスキージ本体を支持体で把持する前後に行った。
結果を表1、2に示した。
【0109】
(4)印刷特性
実施例及び比較例で製造したスキージを使用して、下記の条件でスクリーン印刷を行った。結果を表1、2に示した。
(印刷条件)
スクリーン印刷装置(東海商事社製、セリア SSA−PC66φ)
スクリーン枠:300×300mm(東海商事社製)
スクリーンメッシュ:SUS#400(東海商事社製)
スクリーンメッシュ開口:120×120mm
インキ:ニッケル粉分散ペースト(大研化学工業社製)
被印刷物:OHPフィルム(住友スリーエム社製、OHPフィルムCG341φ)
スキージ取付角:75°
ギャップ(被印刷物とスクリーンとの隙間):1.3mm
スキージ押し込み:0.1mm
スキージ印圧:4kg/cm
【0110】
【表1】
【0111】
【表2】
【0112】
表1、2に示した結果から明らかなように、スキージ本体にカラーを配設することにより、スキージ本体を支持体に取り付ける際のボルト締めにおいてスキージ本体の真直度が低下しにくく、すぐれた印刷特性を備えることが明らかとなった。
また、実施例4−8、14−18及び比較例5、6から、カラーの端面が、スキージ本体の主面からスキージ本体の厚さの−1.0〜2.5%突出した位置にある場合に、極めて優れた印刷特性を備えることが明らかとなった。
また、実施例9−13から、カラーの端面の突出量にばらつきがある場合、各カラーの端面のスキージ本体の一の主面からの距離の最大値と最小値との差が、スキージ本体の厚さの3.5%以下であると、極めて優れた印刷特性を備えることが明らかとなった。
【0113】
また、表1には結果を示していないが、実施例9−18のそれぞれにおいて、スキージ本体を支持体に取り付ける際のスキージ本体の向きを反転させて(印刷時に当接エッジを構成する側の主面と、その反対側の主面との位置を入れ換えて)同様に印刷特性を評価したところ、印刷特性が向上した。
【符号の説明】
【0114】
10、20、30、40 スキージ
11、21、31、41 支持体
12、22、32、42、102、103、104、105 スキージ本体
Lf 自由端長さ
【特許請求の範囲】
【請求項1】
弾性樹脂からなり板状のスキージ本体と、前記スキージ本体を把持する金属製の支持体とを備え、
前記スキージ本体の前記支持体に把持された部分に、前記スキージ本体を厚さ方向に貫通するカラーが配設されており、
前記カラーが前記支持体から圧力を受けることにより、前記スキージ本体が前記支持体に把持される
ことを特徴とするスクリーン印刷用スキージ。
【請求項2】
前記カラーが複数個配設されており、
各前記カラーの端面の前記スキージ本体の一の主面からの距離の最大値と最小値との差が、前記スキージ本体の厚さの3.5%以下である請求項1に記載のスクリーン印刷用スキージ。
【請求項3】
前記カラーの端面は、前記スキージ本体の主面と同一平面をなしているか、又は、前記スキージ本体の主面から前記スキージ本体の厚さの2.5%以下突出した位置にある請求項1又は2に記載のスクリーン印刷用スキージ。
【請求項4】
前記カラーの材質は金属である請求項1〜3のいずれか1項に記載のスクリーン印刷用スキージ。
【請求項5】
前記カラーは、厚さ方向に貫通孔が形成されている、及び/又は、端面に凹部が形成されている請求項1〜4のいずれか1項に記載のスクリーン印刷用スキージ。
【請求項6】
前記カラーが複数個配設されており、前記カラーのうち2個のカラーが、スキージ本体の支持体に対する位置決め基準となる請求項1〜5のいずれか1項に記載のスクリーン印刷用スキージ。
【請求項7】
前記カラーは、一体成形によりスキージ本体に配設されている請求項1〜6のいずれか1項に記載のスクリーン印刷用スキージ。
【請求項8】
前記弾性樹脂は、ポリウレタンエラストマーである請求項1〜7のいずれか1項に記載のスクリーン印刷用スキージ。
【請求項9】
前記ポリウレタンエラストマーは、ポリエステルポリオールをポリオール成分とする請求項8に記載のスクリーン印刷用スキージ。
【請求項10】
前記ポリエステルポリオールは、エチレングリコール、ジエチレングリコール及びコハク酸からなるポリエステルポリオール10〜90重量%と、ネオペンチルグリコール、ジエチレングリコール及びコハク酸からなるポリエステルポリオール90〜10重量%の混合物である請求項9に記載のスクリーン印刷用スキージ。
【請求項1】
弾性樹脂からなり板状のスキージ本体と、前記スキージ本体を把持する金属製の支持体とを備え、
前記スキージ本体の前記支持体に把持された部分に、前記スキージ本体を厚さ方向に貫通するカラーが配設されており、
前記カラーが前記支持体から圧力を受けることにより、前記スキージ本体が前記支持体に把持される
ことを特徴とするスクリーン印刷用スキージ。
【請求項2】
前記カラーが複数個配設されており、
各前記カラーの端面の前記スキージ本体の一の主面からの距離の最大値と最小値との差が、前記スキージ本体の厚さの3.5%以下である請求項1に記載のスクリーン印刷用スキージ。
【請求項3】
前記カラーの端面は、前記スキージ本体の主面と同一平面をなしているか、又は、前記スキージ本体の主面から前記スキージ本体の厚さの2.5%以下突出した位置にある請求項1又は2に記載のスクリーン印刷用スキージ。
【請求項4】
前記カラーの材質は金属である請求項1〜3のいずれか1項に記載のスクリーン印刷用スキージ。
【請求項5】
前記カラーは、厚さ方向に貫通孔が形成されている、及び/又は、端面に凹部が形成されている請求項1〜4のいずれか1項に記載のスクリーン印刷用スキージ。
【請求項6】
前記カラーが複数個配設されており、前記カラーのうち2個のカラーが、スキージ本体の支持体に対する位置決め基準となる請求項1〜5のいずれか1項に記載のスクリーン印刷用スキージ。
【請求項7】
前記カラーは、一体成形によりスキージ本体に配設されている請求項1〜6のいずれか1項に記載のスクリーン印刷用スキージ。
【請求項8】
前記弾性樹脂は、ポリウレタンエラストマーである請求項1〜7のいずれか1項に記載のスクリーン印刷用スキージ。
【請求項9】
前記ポリウレタンエラストマーは、ポリエステルポリオールをポリオール成分とする請求項8に記載のスクリーン印刷用スキージ。
【請求項10】
前記ポリエステルポリオールは、エチレングリコール、ジエチレングリコール及びコハク酸からなるポリエステルポリオール10〜90重量%と、ネオペンチルグリコール、ジエチレングリコール及びコハク酸からなるポリエステルポリオール90〜10重量%の混合物である請求項9に記載のスクリーン印刷用スキージ。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2011−245798(P2011−245798A)
【公開日】平成23年12月8日(2011.12.8)
【国際特許分類】
【出願番号】特願2010−123069(P2010−123069)
【出願日】平成22年5月28日(2010.5.28)
【出願人】(000005061)バンドー化学株式会社 (429)
【Fターム(参考)】
【公開日】平成23年12月8日(2011.12.8)
【国際特許分類】
【出願日】平成22年5月28日(2010.5.28)
【出願人】(000005061)バンドー化学株式会社 (429)
【Fターム(参考)】
[ Back to top ]