
スクリーン紗用ポリエステルモノフィラメント
【課題】芯鞘型モノフィラメントに比べ削れやすい高強度単成分モノフィラメントにおいて、高強度と高モジュラスを維持し、印刷耐久性と寸法安定性を向上させたスクリーン紗を得る際に生じる削れ欠点を抑制したスクリーン紗用ポリエステルモノフィラメントを提供する。
【解決手段】スクリーン紗用ポリエステルモノフィラメントは、単成分ポリエステルモノフィラメントであって、そのポリエステルモノフィラメントの繊維軸に対し垂直な任意の繊維断面において、繊維中心の結晶化度と繊維表面から中心に向かって1μmの位置における結晶化度との差が4%以下とするものである。
【解決手段】スクリーン紗用ポリエステルモノフィラメントは、単成分ポリエステルモノフィラメントであって、そのポリエステルモノフィラメントの繊維軸に対し垂直な任意の繊維断面において、繊維中心の結晶化度と繊維表面から中心に向かって1μmの位置における結晶化度との差が4%以下とするものである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、スクリーン紗用途のハイメッシュ織物に好適なポリエステルモノフィラメントに関するものである。さらに詳しくは、本発明は、電子印刷など高度な精密性および強度を要求される分野に好適なスクリーン紗用ポリエステルモノフィラメントに関するものである。
【背景技術】
【0002】
従来、スクリーン印刷用織物としては、天然繊維や無機繊維からなるメッシュ織物が広く使用されてきたが、近年は、柔軟性や耐久性およびコストパフォーマンスに優れている合成繊維メッシュ織物、中でもポリエステル繊維からなるメッシュ織物が広く用いられている。
【0003】
近年、電子機器の高機能化やコンパクト化が著しく進行するに伴い、基板回路もまた精密化しコンパクト化しており、スクリーン紗に対し、高強度なハイメッシュ織物であり、印刷精度が高いという特性が求められている。このような要求特性を満足すべく、スクリーン紗の構成要素であるモノフィラメントは、細繊度化および高強度・高モジュラス化しており、さらには、均一性が高く印刷欠点を生じないようなモノフィラメントが要求されている。
【0004】
また、このようなモノフィラメントを用いてハイメッシュ織物を製織する際、モノフィラメントが高強度であるが故に、糸条(モノフィラメント)同士および糸条(モノフィラメント)と製織装置間で繰り返し擦過を受け、糸条面層がフィブリル状あるいは粉状に削れてしまう。このようなフィブリル状および粉状の削れ(スカム)が発生することにより、スクリーン紗に印刷欠点が生じ、スクリーン紗の生産性が著しく低下するため、削れを抑制し耐摩耗性を向上させることが重要である。削れは、繊維表面層の結晶化度が低く、かつ非晶部分の繊維配向が高いと発生しやすいことが知られている。また、削れは、繊維構造が不均一であるほど発生しやすく、糸条(モノフィラメント)の長手方向あるいは断面方向において結晶性や繊維配向が不均一な部分が存在すると、製織時に応力が集中し当該部位を核とした削れが発生してしまう。このため、繊維表面層における繊維構造の制御および繊維軸に対し垂直な繊維断面と長手方向の均一性の向上が、削れを抑制するために大切である。
【0005】
このような課題を解決するため、単成分糸表面層の非晶部分における繊維配向を適度に低減することにより繊維断面方向の配向差を低減し、繊維構造の断面方向の均一性を向上させたポリエステルモノフィラメントに関する提案がなされている(特許文献1参照。)。このモノフィラメントでは、蒸気延伸ノズルによる表面のポリエステルの微融解により表面の繊維構造を「壊している」ため、結晶部分が破壊され、削れの要因となる非晶部分が多くなり、長手方向の繊維構造バラツキも大きくなるため、十分な耐摩耗効果が得られない。また、このモノフィラメントは、2工程法により製糸されているため、延伸を開始するまでに経時的な配向ムラが生じ、1工程法で製糸されたモノフィラメントに比して、繊維構造および糸物性における均一性が劣ってしまう。
【0006】
また別に、芯鞘型の複合モノフィラメントに関して、1工程法あるいは2工程法で紡糸速度500〜1000mpm、延伸倍率2〜7倍、一段倍率比率60〜95%で多段延伸することにより、表面層非晶部分における繊維配向が低く、かつ表面層の結晶化度が30%以上であるモノフィラメントを得ることができるとの提案がある(特許文献2参照。)。このモノフィラメントの場合は、このように繊維表面層の結晶化度を高くし、非晶部分の配向を抑制することにより耐摩耗性を向上させることが可能であるが、繊維表面層の繊維配向が低いため、粉状スカムが発生し印刷欠点が生じる。また、このモノフィラメントの製糸には保温筒を用いておらず、経時的な繊維構造ムラや物性バラつきが生じ均一性が劣位となってしまう。
【0007】
さらに、繊度依存的にチムニー冷却エアーの風速を設定し、かつ多段階徐冷冷却により冷却した上で保温筒を経て1工程法にて多段延伸することにより、繊径均一性の高いモノフィラメントを得ることができるとの提案がある(特許文献3参照。)。この提案では、チムニー冷却条件の制御の他に、雰囲気温度を290±10℃となるように保温筒により積極保温するという手法が盛り込まれており、均一性の高い糸条の獲得が可能である。しかしながら、290±10℃という雰囲気温度制御だけでは、吐出されるポリマーの中心部分を含むポリマー全体の配向抑制には不十分であり、部分的に緩和・配向した部位が生じることにより、延伸時に繊維構造ムラを生じてしまう。また、ある瞬間の雰囲気温度だけでなく、雰囲気温度の時間変化を小さくし長手方向での構造ムラをなくすこともまた重要であり、この特許文献3の提案においてはこの点も不十分である。さらに、延伸性に大きな影響を与える第一および第二ホットローラーの材質についての議論がなく、延伸ムラが生じてしまうため十分な繊維構造均一性を備えているとは言い難く、耐摩耗性においてもなお不十分である。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2005−194669号公報(特許請求の範囲)
【特許文献2】特開2004−232182号公報(特許請求の範囲)
【特許文献3】特開2009−84712号公報(特許請求の範囲)
【発明の概要】
【発明が解決しようとする課題】
【0009】
そこで本発明の目的は、芯鞘型モノフィラメントに比べ削れやすい高強度単成分モノフィラメントにおいて、結晶構造の均一化および繊維表面層の非晶部分の低減・配向抑制という繊維構造の均一化と適正化を行うことにより、高強度と高モジュラスを維持し、印刷耐久性と寸法安定性を向上させたスクリーン紗を得る際に生じる削れ欠点を抑制したスクリーン紗用ポリエステルモノフィラメントを提供することにある。
【課題を解決するための手段】
【0010】
本発明は、上記目的を達成せんとするものであって、本発明のスクリーン紗用ポリエステルモノフィラメントは、ポリエチレンテレフタレートを主たる構成成分とする単成分ポリエステルモノフィラメントであって、該ポリエステルモノフィラメントの繊維軸に対し垂直な任意の繊維断面において、繊維中心の結晶化度と繊維表面から中心に向かって1μmの位置における結晶化度との差が4%以下であることを特徴とするスクリーン紗用ポリエステルモノフィラメントである。
【0011】
本発明のスクリーン紗用モノフィラメントの好ましい態様によれば、前記の繊維軸に対し垂直な任意の繊維断面において、繊維表面から中心に向かって1μmの位置における結晶化度とその位置(前記1μmの位置)からさらに2μm中心方向の位置における結晶化度との差が2%以下であることである。
【0012】
本発明のスクリーン紗用モノフィラメントの好ましい態様によれば、前記の繊維軸に対し垂直な任意の繊維断面において、繊維表面から繊維中心まで任意に少なくとも5点以上結晶化度を測定した際の標準偏差が2以下であることである。
【発明の効果】
【0013】
本発明によれば、芯鞘型モノフィラメントに比べ削れやすい高強度単成分モノフィラメントにおいて、繊維構造の均一化と適正化を行うことにより、高強度と高モジュラスを維持し、印刷耐久性と寸法安定性を向上させたスクリーン紗を得る際の削れ欠点を抑制することができるスクリーン紗用ポリエステルモノフィラメントが得られる。これにより、印刷精度が向上するとともに、高次加工での糸条通過性を向上させることができ、オープニング斑および整経時の張力変動を抑制することも可能である。
【図面の簡単な説明】
【0014】
【図1】図1は、本発明のスクリーン紗用ポリエステルモノフィラメントの結晶化度および複屈折を測定する際のサンプリング方法を説明するための概略斜視図である。
【図2】図2は、本発明のスクリーン紗用ポリエステルモノフィラメント製糸時の工程(1工程法)を説明するための概略側面図である。
【発明を実施するための形態】
【0015】
以下、本発明のスクリーン紗用ポリエステルモノフィラメントについて詳細に説明する。
【0016】
本発明のスクリーン紗用ポリエステルモノフィラメントは、ポリエチレンテレフタレートを主たる構成成分とする単成分ポリエステルモノフィラメントであって、そのポリエステルモノフィラメントの繊維軸に対し垂直な任意の繊維断面において、繊維中心の結晶化度と繊維表面から中心に向かって1μmの位置における結晶化度との差が4%以下である。
【0017】
モノフィラメントにおける製織時の削れ発生の有無は、繊維構造、特に繊維表面層の非晶部分における繊維配向と深い関わりを持つ。ここでの繊維表面層とは、繊維軸に対し垂直な任意の繊維断面において、繊維表面から繊維中心に向って3μmの位置までの層をいい、一般的には、繊維表面層の非晶部分における繊維配向が高い場合、高配向部位を起点としてフィブリル状の削れが発生しやすいことが知られており、そのため繊維表面層の非晶部分における繊維配向を抑制することが大切である。また、繊維表面層における結晶構造の形成を促進し結晶部分の占める割合を増やすことにより、削れの要因となる非晶部分そのものを減らすことができ、そのことが耐摩耗性の向上につながる。
【0018】
通常、単成分モノフィラメントは、2工程法を用いた場合など、経時的に繊維表面層の非晶部分が高配向となってしまうため、繊維表面層の非晶部分における繊維配向(複屈折率)が内層に比して高くなる。その一方で、繊維表面層における結晶構造の占める割合が減少し、非晶部分の占める割合が大きくなってしまう(繊維表面層の結晶化度が低下する)ため、製織時に糸条(モノフィラメント)同士および糸条(モノフィラメント)と製織装置間での擦過により、繊維表面層においてフィブリル状の削れが発生する。そのため、繊維表面層における結晶構造の占める割合(結晶化度)が高く、非晶部分の繊維配向が低い態様、すなわち、繊維表面層の結晶化度および非晶配向が内層と同等レベルである、繊維の断面方向において繊維構造が均一なモノフィラメントを得ることが重要となる。
【0019】
本発明は、ポリエチレンテレフタレートを主たる構成成分とする単成分ポリエステルモノフィラメントに限定するものである。
【0020】
繊維表面層でのフィブリル化を防止するための別の手法として、鞘成分に低粘度ポリマーを配合する芯鞘化という手法が知られている。しかしながら、この手法では、配向の低い鞘成分ポリマーが油剤とともに粉状スカムとして脱離してしまうという問題が生じる。また、芯鞘型の構造を形成させるために、設備やパックや口金等を複雑化する必要があるため、コストも単成分糸に比して高くなってしまう。これらの観点から、本発明ではあくまで単成分ポリエステルモノフィラメントの耐摩耗性向上を目的としている。
【0021】
上記状況の中、本発明者らが鋭意検討した結果、繊維軸に対し垂直な繊維断面方向において繊維構造、とりわけ結晶構造の均一性が高い単成分ポリエステルモノフィラメントを発明するに至った。
【0022】
本発明のスクリーン紗用ポリエステルモノフィラメントは、テレフタル酸を主たる酸成分としエチレングリコールを主たるグリコール成分とする、90モル%以上がエチレンテレフタレートの繰り返し単位からなるポリエチレンテレフタレートにより形成される。ただし、10モル%未満の割合で他のエステル結合を形成可能な共重合成分を含むものであっても良い。
【0023】
このような共重合成分としては、例えば、酸性分として、イソフタル酸、フタル酸、ジブロモテレフタル酸、ナフタリンジカルボン酸およびオクトエトキシ安息香酸のような二官能性芳香族カルボン酸、セバシン酸、シュウ酸、アジピン酸およびダイマ酸のような二官能性脂肪族カルボン酸、およびシクロヘキサンジカルボン酸などのジカルボン酸類が挙げられる。
【0024】
また、グリコール成分としては、例えば、エチレングリコール、ジエチレングリコール、プロパンジオール、ブタンジオール、ネオペンチルグリコール、ビスフェノールAや、シクロヘキサンジメタノール、ポリエチレングリコールやポリプロピレングリコールなどのポリオキシアルキレングリコールなどを挙げることができるが、これらに限られるものではない。
【0025】
また、艶消剤として二酸化チタン、滑剤としてシリカやアルミナの微粒子、抗酸化剤としてヒンダードフェノール誘導体、さらには難燃剤、帯電防止剤、紫外線吸収剤および着色顔料等を必要に応じてポリエチレンテレフタレートに添加することができる。
【0026】
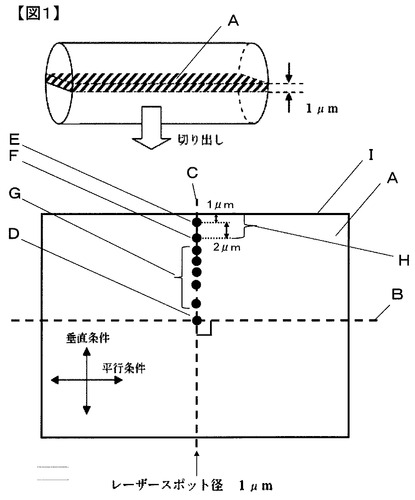
図1は、本発明のスクリーン紗用ポリエステルモノフィラメントの結晶化度および複屈折を測定する際のサンプリング方法を説明するための概略斜視図である。
【0027】
本発明のスクリーン紗用ポリエステルモノフィラメントは、図1に示されるように、繊維軸を通るように切り出した厚み1μmの試料切片Aにおいて、繊維中心軸Bに対し垂直な任意の繊維断面C上に存在する繊維中心Dでの結晶化度と、繊維表面Iから中心に向かって1μmの位置Eでの結晶化度との差が4%以下であることが必要である。
【0028】
通常、単成分モノフィラメントは、繊維表面層Hにおける結晶化度が低く、繊維中心Dとの結晶化度の差が大きい(例えば、繊維中心Dの結晶化度:約19%、繊維表面Iから中心に向かって1μmの位置Eの結晶化度:約14%)。繊維中心Dと繊維表面から中心に向かって1μmの位置Eの結晶化度の差が4%を超えるような場合、非晶部分の占める割合が多く高配向部位において削れを生じさせる。これに対し、繊維中心Dと繊維表面層Hにおける結晶化度の差を低減する、すなわち繊維表面層Hの結晶化度を繊維中心Dと同等レベル(約19%)まで高くすることにより、削れ発生部位である繊維表面層Hの非晶部分の割合を減少させ、削れを抑制することができる。繊維中心Dと繊維表面Iから中心に向かって1μmの位置Eの結晶化度の差は、小さければ小さい方が好ましく、より好ましくは2%以下である。
【0029】
単成分モノフィラメントは、先述のように通常配向緩和により繊維表面層Hの非晶部分が高配向となり、この部分が起点となることによりフィブリル化を引き起こす。このような高配向となる部位は繊維表面のごく浅い部位に存在しており、そのため繊維表面層H内でも繊維構造の勾配が生じる。すなわち、繊維中心軸Bに対し垂直な任意の繊維断面Cにおいて、繊維表面Iから中心に向かって1μmの位置Eにおける結晶化度と、その位置(前記1μmの位置E)からさらに2μm中心方向の位置Fにおける結晶化度が、それぞれ約14%、約17%と繊維表面層Hにおいて結晶構造差が生じ、フィブリル化を誘起してしまう。そのため、繊維表面層H内での繊維構造の勾配を低減することが耐摩耗性の向上には重要である。
【0030】
本発明のスクリーン紗用ポリエステルモノフィラメントは、図1に示すように、繊維中心軸Bに対し垂直な任意の繊維断面Cにおいて、繊維表面Iから中心に向かって1μmの位置Eにおける結晶化度と、その位置(前記1μmの位置E)からさらに2μm中心方向の位置Fにおける結晶化度との差が2%以下であることが好ましく、より好ましくは1%以下である。繊維表面Iから中心に向かって1μmの位置における結晶化度と、その位置(前記1μmの位置E)からさらに2μm中心方向の位置Fにおける結晶化度の差が2%を超える場合は、繊維表面層Hにおいて明確に繊維構造の勾配が存在しており、応力が高配向部位に集中し削れを生じさせることがある。
【0031】
繊維断面方向における繊維構造の均一性は、繊維表面層Hだけに限らず繊維全体において高い方が好ましい。たとえ繊維表面層Hと繊維中心Dの結晶構造差および繊維表面層での結晶構造の勾配が小さくても、繊維全体として繊維構造に大きなばらつきが生じた場合、局所的な応力集中が伴い、その結果、当該部分でフィブリル化が発生してしまう可能性がある。
【0032】
本発明のスクリーン紗用ポリエステルモノフィラメントは、図1に示すように、繊中心維軸Bに対し垂直な任意の繊維断面Cにおいて、繊維表面Iから繊維中心Dまで任意に少なくとも5点以上(例えば、図1中のG)で結晶化度を測定した際の標準偏差が好ましくは2以下であり、より好ましくは1以下であることを特徴としている。
標準偏差が2を超える場合には、前述の局所的な応力集中が生じフィブリル化が発生することがある。ここでいう標準偏差とは、統計値のバラツキの度合いを表す指標である。
【0033】
本発明のスクリーン紗用ポリエステルモノフィラメントは、繊維断面方向の均一性が高いだけでなく、繊維長手方向についても均一性が高いことが好ましい。本発明における特徴として、長手方向に5回連続して破断点のタフネスを測定した際の最大値と最小値の差Rが、5以下であることが好ましく、より好ましくは3以下である。上記の最大値と最小値の差Rが5を超えるような繊維長手方向に物性ムラが存在する場合、高次加工における糸条通過性が低下し、オープニング斑および整経時の張力変動を生じさせる要因となってしまうことがある。破断点のタフネスは、破断伸度の平方根と破断強度の積で定義される。
【0034】
本発明のスクリーン紗用ポリエステルモノフィラメントは、図1に示すように、繊維中心軸Bに対し垂直な任意の繊維断面Cにおいて、繊維中心Dの非晶部分における複屈折Δnと繊維表面Iから中心に向かって1μmの位置Eの非晶部分における複屈折Δnとの差が0以上10×10−3以下であることが好ましい。繊維中心Dにおける複屈折Δnと繊維表面Iから中心に向かって1μmの位置Eにおける複屈折Δnの差が10×10−3より大きいと、繊維表面層Hにおける非晶配向が高くなり、フィブリル状に擦過してしまう傾向があり、より好ましくは0以上5×10−3以下である。
【0035】
本発明のスクリーン紗用ポリエステルモノフィラメントは、図1に示すように、繊中心維軸Bに対し垂直な任意の繊維断面Cにおいて、繊維表面Iから中心に向かって1μmの位置Eにおける複屈折Δnと、その位置(前記1μmの位置E)からさらに2μm中心方向の位置Fにおける複屈折Δnとの差が、0以上7×10−3以下であることが好ましく、より好ましくは0以上5×10−3以下である。繊維表面Iから中心に向かって1μmの位置における複屈折Δnとその位置(前記1μmの位置E)からさらに2μm中心方向の位置Fにおける複屈折Δnとの差が7×10−3を超える場合は、繊維表面層Hにおいて繊維構造に勾配が存在しており、応力が高配向部位に集中し削れを生じさせることがある。
【0036】
本発明のスクリーン紗用ポリエステルモノフィラメントの単繊維繊度は、スクリーン紗用途でのニーズから40dtex以下であることが好ましく、製糸性から4dtex以上であることが好ましい。このような細繊度モノフィラメントからハイメッシュスクリーン紗を得る製織工程での負荷や、スクリーン印刷における印刷耐久性および寸法安定性を考慮した場合、原糸には高い強度とモジュラスが必要である。
【0037】
本発明のスクリーン紗用ポリエステルモノフィラメントの強度は、好ましくは5.0cN/dtex以上であり、5%モジュラスは2.4cN/dtex以上であり、10%モジュラスは3.4cN/dtex以上である。強度が高すぎると、糸条に伸びしろがなくなることにより、製糸工程および製織工程で糸切れが多発してしまうことがあるため、強度は、好ましくは7.0cN/dtex以下であり、より好ましくは6.0cN/dtex以下である。一方、モジュラスが高すぎると、繊維配向が高いため削れが発生することがある。そのため、好ましくは5%モジュラスは4.0cN/dtex以下であり、10%モジュラスは5.5cN/dtex以下であり、より好ましくは5%モジュラスは3.5cN/dtex以下であり、10%モジュラスは4.5cN/dtex以下である。
【0038】
また、糸条の破断を防止するためには、強度だけでなく負荷を吸収できるだけの伸度が必要であり、強度と伸度の積の形で表わされるタフネスは28以上であることが好ましい。
【0039】
次に、本発明の、繊維断面方向および繊維軸方向の配向均一性を備えた単成分ポリエステルモノフィラメントの製造方法について説明する。
【0040】
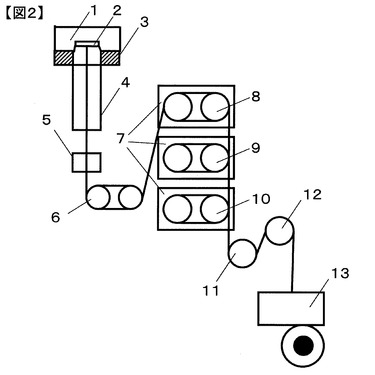
図2は、本発明のスクリーン紗用ポリエステルモノフィラメント製糸時の工程(1工程法)を説明するための概略側面図である。
【0041】
本発明の単成分ポリエステルモノフィラメントの製造方法は、繊維構造を均一化させる目的から、図2に示すような1工程法が好ましく用いられる。すなわち、図2において、パックハウジング1内の紡糸口金2からポリマー(ポリエステル)を吐出させた後に保温筒3を通過させ、糸条冷却風装置4を経て、1工程法により一旦巻き取ることなく、給油ローラー5、第1ゴデットローラー6を経た後、温度調節保温容器7内の3個以上のホットローラー(第1ホットローラー8、第2ホットローラー9、第3ホットローラー10)により多段延伸し、第2ゴデットローラー11、第3ゴデットローラー12を経て糸条巻取装置13で巻き取ることが好ましい。これにより、繊維構造の均一性が向上し、加えて高タフネスの糸を獲得することが可能になる。多段延伸を行う際の一段目倍率比率については、トータル延伸倍率75%以上85%以下の自然延伸倍率となるようにすることが好ましい。上記の範囲を外れた場合、細化延伸により均一に延伸を行うことができないことがある。
【0042】
トータル延伸倍率は、目標とする高強度で高モジュラスの糸を得るために、3.0〜6.0倍とすることが好ましい。トータル延伸倍率が3.0倍を下回る場合必要な強度を達成することが、延伸倍率が6.0倍を超えた場合は、高次加工時の負荷に耐えられるだけの糸条の伸びしろがないため、糸切れが多発してしまうことがある。
【0043】
糸条の紡糸速度、すなわち第1ゴデットローラー6の速度は、400〜1100mpmであることが好ましい。第1ゴデットローラー6の速度が400mpmを下回る場合は、糸条の走行を安定化することが困難であり、第1ゴデットローラー6の速度が1100mpmを超える場合は延伸前に繊維構造が形成されるため均一な延伸ができなくなり、均一性が失われるだけでなく破断タフネスも低下してしまうことがある。
【0044】
本発明のような、繊維断面方向における繊維表面層および繊維中心の結晶化度の差が小さい単成分ポリエステルモノフィラメントを得るには、保温筒3の温度制御が重要となる。保温筒3の温度制御を精密に行い、繊維の部分的な配向を抑えた上で1工程法により多段延伸することにより延伸ムラを抑制することができ、均一な繊維構造を形成させることができる。
【0045】
本発明における保温筒3内雰囲気温度は、290℃〜320℃であることが重要である。本発明における保温筒内雰囲気温度は、保温領域が100mmである保温筒3の中心、すなわち紡糸口金面の中心から鉛直下向きに50mmの位置における雰囲気温度である。雰囲気温度の下限を下回る場合は、吐出されるポリマーの中心部分を含むポリマー全体の配向抑制には不十分であり、部分的に配向した部位が生じることで延伸ムラが発生し、繊維中心と繊維表面層の間で結晶構造差が生じてしまうことがある。特に、下限温度についてはわずかに下回った場合でも破断タフネスの低下や結晶構造差が生じてしまうため、注意が必要である。一方、雰囲気温度の上限を超える場合には、ポリマーの熱劣化により均一性および破断タフネスが劣位となってしまうことがある。雰囲気温度は、300〜320℃がより好ましい態様である。
【0046】
このように保温筒3の温度制御、特に雰囲気温度を厳密に行うには、保温筒3のシールを強化することが重要である。例えば、保温筒3とパックハウジング1の間に、セラミックファイバーとガラスファイバーからなる高温断熱用フェルトマットを用い保温筒3のシールを行うことが好ましい。
【0047】
さらに、繊維表面層での結晶構造差、すなわち繊維表面層での結晶化度の勾配を低減し、かつ繊維長手方向において破断タフネス等の物性ムラを低減するには、雰囲気温度の時間変化を考慮しなければならず、時間変化を好ましくは3℃/min以下、より好ましくは1.5℃/min以下にすることが好ましい。時間変化が3℃/minを超える場合は、繊維の局所的な配向により繊維断面方向および繊維長手方向において構造にばらつきが生じてしまうことがある。
【0048】
上記のような保温筒3雰囲気温度の時間変化を制御する方法としては、シール性をさらに強化する必要があり、例えば、保温筒3の材質に熱伝導率10〜360kcal/m・h・℃の純アルミニウムや純銅を用いる方法や、保温筒3およびパックハウジング1を一体化するなどの手法を用いることができる。
【0049】
また、高強度で細繊度のモノフィラメントを高速で高倍率延伸する場合、太繊度のマルチフィラメントなどに比べ比表面積が小さいためローラー上で滑りやすく、第1ホットローラー8と第2ホットローラー9間での走行糸条速度にばらつきが生じる。これは、第2ホットローラー9における把持性が低いために生じる現象であり、第1ホットローラー8出口から第2ホットローラー9入り口にかけて速度勾配が生じるとともに、同位置での糸条速度のばらつきも大きくなる。その結果、繊維構造を構築するのに非常に重要な部位である延伸工程において延伸ムラが生じ、繊維断面方向の均一性低下や繊維長手方向の均一性低下が誘起される。よって、第2ホットローラー9には、把持性の高い表面粗度0.8S以下の鏡面ローラーを用いることが好ましい。
【0050】
本発明のスクリーン紗用ポリエステルモノフィラメントは、繊維断面方向および繊維長手方向の均一性に優れている。そのため、芯鞘型モノフィラメントに比べ削れやすい単成分モノフィラメントであるにも関わらず、高い強度とモジュラスにより印刷耐久性と寸法安定性を維持した上で、製織時の削れ欠点を抑制することができ、スクリーン紗の印刷精度を向上させることができる。本発明のスクリーン紗用ポリエステルモノフィラメントは、スクリーン紗の品位要求が厳しい用途にも用いることができ、例えば、銘版印刷やコンパクトディスクのレーベル等グラフィックデザイン物の印刷などに好適に用いることができる。
【実施例】
【0051】
次に、本発明のスクリーン紗用ポリエステルモノフィラメントを、実施例により詳細に説明する。実施例中の評価は、次の方法に従った。
【0052】
<糸物性>
(単繊維繊度)
モノフィラメント原糸を500mかせ取りし、かせの質量に20を乗じた値を繊度とした。
【0053】
(強度、モジュラスおよびタフネスの測定)
オリエンテックス社製テンシロン引張試験機を用い、初期試料長20cm、引張速度2cm/分で破断した際の強度、伸度および5%・10%伸長時のモジュラスを測定し、それぞれ3回測定した値の平均値を強度(cN/dtex)、伸度(%)、5%モジュラス(cN/dtex)および10%モジュラス(cN/dtex)とした。また、5回連続して繰り返し測定を行い、得られた強度および伸度を用い、伸度の平方根と強度の積からタフネスを算出し、5回測定時の平均値および最大と最小の差Rを算出した。
【0054】
<繊維構造評価>
(結晶化度と複屈折の測定)
レーザーラマン分光により、モノフィラメント原糸の結晶化度および複屈折の分布を測定した。測定には、堀場ジョバンイボン社製Ramanor T−64000を用い、光源にはAr+レーザー(514.5nm、50mW)を使用、100倍の対物レンズによって1μmに集光した。ラマン散乱光はシングル モード、スリット100μm、回折格子600および1800gr/mmの条件で、CCD検出器により検出した。
【0055】
試料は樹脂包埋後、ミクロトームにより図1に示すように切片化した。試料切片Aの厚みは1μmであり、繊維の中心(繊維中心軸B)を通るように切り出した。次に、繊中心維軸Bに対し垂直な断面Cの方向に、繊維表面Iから1μm内側の位置E、その位置(前記1μmの位置E)からさらに2μm中心方向の位置F、繊維中心Dの3点、および繊維表面Iと繊維中心Dを両端とする任意の5点(図1中のG)において、それぞれ3回ずつレーザーラマン分光測定を行い、測定値の平均から換算結晶化度および換算複屈折を算出した。換算結晶化度χおよび換算複屈折Δnは次の定義により求めた。
・換算結晶化度:χ(%)=100×(ρ−1.335)/(1.455−1.335)
・換算密度:ρ(g/cm3)=(305−Δν1730)/209
・Δν1730:1730cm−1付近のラマンバンド半値全幅
(換算密度は、種々のPET試料の半値幅から経験的に求めた。)
・換算複屈折:Δn(×10−3)=275×(R−1)/(R+2)
(・配向パラメータ:強度比R=I1615平行/I1615垂直
・I1615平行:繊維方向に平行な偏向配置での1615cm−1ラマンバンドの強度
・I1615垂直:繊維方向に垂直な偏光配置での1615cm−1ラマンバンドの強度
(換算複屈折率は、1軸延伸の繊維を標準として求めた。)
<耐摩耗性評価>
(強制繰り返し擦過試験)
φ3mmの梨地金属棒に接触角35°で糸(モノフィラメント原糸)を掛け、梨地金属棒から340mmの所で糸張力2.5g/dtexとして把持し、ストローク長30mm、速度700回/分で往復運動を与えた。その後、糸表面の顕微鏡観察を行い、糸表面に削れが確認されたときの往復運動の回数を擦過回数とした。擦過回数3000回以上を○とし、2500回以上3000回未満を△とし、2000回以上2500回未満を×とし、2000回未満を××とし、擦過回数2500回以上(○と△)のモノフィラメントを合格とした。
【0056】
<スクリーン紗製織評価>
経糸、緯糸共に本発明の各実施例および各比較例のポリエステルモノフィラメントを用いて、スルーザー織機によって常法に従い織機の回転数200rpmで300メッシュのスクリーン紗を製織した際、得られたスクリーン紗の1m3あたりの削れ欠点発生個数を耐摩耗性の指標とした。また、製織での張力変動の大小を高次加工における糸条通過性の指標とし、下記のとおり耐摩耗性および高次糸条通過性の観点から4段階で総合評価を行い、次の○と△のモノフィラメントを合格とした。
○ :削れ欠点発生個数が0.01個/m3以下、製織時の張力変動が極めて小さい。
△ :削れ欠点発生個数が0.01個/m3以上0.05個/m3以下、製織時の張力
変動が小さい。
× :削れ欠点発生個数が0.05個/m3以上0.10個/m3以下、製織時の張力
変動が大きい。
××:削れ欠点発生個数が0.10個/m3以上、製織時の張力変動が極めて大きい。
【0057】
あるいは、高次評価不可。
【0058】
(実施例1)
常法によって重合およびチップ化した固有粘度が0.78で、酸化チタンを0.5質量%含有するPET(ポリエチレンテレフタレート)を用いた。紡糸工程および延伸工程は、図2に示す1工程法によるものである。PETをエクストルーダーによって溶融させた後、溶融PETは295℃の温度に保温した配管内を通過させた後、公知の単成分型紡糸口金2から糸条を紡出させた。吐出糸条は口金面から下方に100mmの間、パックハウジング1と一体化した保温筒3により積極保温した。保温筒3の設定温度は377℃とし、保温筒3の材質には、熱伝導率196kcal/m・h・℃の純アルミニウムを用いた。保温筒3の中心、すなわち紡糸口金面の中心から鉛直下向きに50mmの位置における保温筒内雰囲気温度を測定したところ、301℃で、時間変化は0.9℃/分であった。
【0059】
その後、糸条冷却風装置4により25℃の温度のエアーを25mpmの風速で糸条に吹き付け、冷却固化せしめた。冷却固化された糸条は、給油ローラー5により紡糸油剤を給油したのち、表面速度1024mpmの第1ゴデットローラー6、表面速度1034mpm、表面温度90℃、表面粗度0.8Sの鏡面ローラーを用いた第1ホットローラー8、表面速度3276mpm、表面温度90℃、表面粗度0.8Sの鏡面ローラーを用いた第2ホットローラー9、表面速度4095mpm、表面温度90℃、表面粗度2.5Sの梨地ローラーを用いた最終の第3ホットローラー10、表面速度4095mpm、表面粗度0.8Sの鏡面ローラーを用いた第2ゴデットローラー11および第3ゴデットローラー12を介した後、巻き取り張力0.5g/dtexとなるように速度が制御された糸条巻取装置13を用いてポリエステルモノフィラメントを巻き取った。巻取り中は、第1ホットローラー8、第2ホットローラー9および最終ホットローラー10それぞれを金属製の容器で覆い、各容器の外壁を保温材で覆った(温度調節保温容器7)。このとき、トータル延伸倍率は4.0倍とし、1段目延伸比率(1段目延伸倍率/トータル延伸倍率×100)は80%とした。
【0060】
得られたポリエステルモノフィラメントの単繊維繊度は26.7dtex、強度は5.5cN/dtex、5%Mo(モジュラス)は2.9cN/dtex、そして10%Mo(モジュラス)は3.7cN/dtexであった。5回連続測定時のタフネス平均は31.2であり、最大・最小差Rは1.8であった。糸切れなく採取したポリエステルモノフィラメントについて、繊維軸に対し垂直な繊維断面において、繊維中心D、繊維表面Iから中心に向かって1μmの位置E、その位置からさらに2μm中心方向の位置F、および繊維表面Iから中心に向かって5μm、10μmの位置の計5点においてラマン分光測定を行い、結晶化度および複屈折を求めた。その結果、表1のように、繊維中心Dの結晶化度と繊維表面Iから中心に向かって1μmの位置Eにおける結晶化度との差が0.8%、繊維表面Iから中心に向かって1μmの位置Eにおける結晶化度とその位置から2μm中心方向の位置Fにおける結晶化度との差が0.5%、繊維表面Iから中心に向かって1μmの位置Eから繊維中心Dまで任意に少なくとも5点以上結晶化度を測定した際の標準偏差が0.6であり、繊維中心Dの複屈折Δnと繊維表面Iから中心に向かって1μmの位置Eおける複屈折Δnとの差が4×10−3、繊維表面Iから中心に向かって1μmの位置Eにおける複屈折Δnとその位置から2μm中心方向の位置Fにおける複屈折Δnとの差が4×10−3以下であった。
【0061】
別途、同一の方法によって採取したポリエステルモノフィラメントを用いて、スクリーン紗の強制擦過試験およびスクリーン紗評価を行ったところ、強制擦過試験での擦過回数は3000回以上であり、製織工程での削れ欠点の発生はなく、製織時の張力変動も非常に小さかった。
【0062】
(実施例2〜6、比較例1)
実施例2と3および比較例1と実施例4では、保温筒の設定温度を、各々を385℃、375℃、360℃および400℃に変更し、保温筒3の中心、すなわち紡糸口金面の中心から鉛直下向きに50mmの位置における保温筒内雰囲気温度を表1のとおり変更したこと以外は、実施例1と同様の方法でポリエステルモノフィラメントを得た。実施例2では実施例1と大きな差は見られず、実施例3ではタフネスがやや低下し、長手方向のRがやや悪化したものの、強制擦過試験での擦過回数は2500回以上3000回未満であり、製織工程でのフィブリル化も少なかった。一方、製織での張力変動は小さかった。
【0063】
比較例1では、タフネスが低下し長手方向のRも大きくバラつきが増大した。また、繊維表面Iから中心に向かって1μmの位置Eと繊維中心Dの結晶化度の差、繊維表面層Hにおける結晶化度の勾配(繊維表面Iから中心に向かって1μmの位置Eとその位置よりさらに2μm中心方向の位置Fにおける結晶化度の差)、および繊維断面方向の結晶化度の標準偏差ともに、実施例1に比べ劣位となり、強制擦過試験での擦過回数は2000回未満と悪く、製織において削れ欠点が多発し、製織での張力変動は非常に大きかった。
【0064】
また、実施例4では、やはりタフネスが低下し、長手方向のRも大きくバラつきが増大した。また、繊維断面方向の結晶化度の標準偏差が劣位となり、強制擦過試験での擦過回数は2500回以上3000回未満であった。製織工程ではフィブリル化は少なかったが、タフネス不足起因と推定される糸切れが頻発した。
【0065】
実施例5では、パックハウジングおよび保温筒を分離し、保温筒とパックハウジング間には、セラミック・ガラスファイバーからなる高温断熱用フェルトマットを用い、雰囲気温度の時間変化を2.4℃/分と大きくした。タフネスのばらつき、繊維表面Iから中心に向かって1μmの位置Eと繊維中心Dの結晶化度の差、繊維表面層Hにおける結晶化度の勾配(繊維表面Iから中心に向かって1μmの位置Dとその位置よりさらに2μm中心方向の位置Fにおける結晶化度の差)、および繊維断面方向の結晶化度の標準偏差ともに、やや悪化したものの、強制擦過試験での擦過回数は2500回以上3000回未満であり、製織工程でのフィブリル化も少なかった。
【0066】
実施例6では、パックハウジングと保温筒を分離し、かつフェルトマットのシール性をわざと低下させ、雰囲気温度の時間変化を3.5℃/分とさらに大きくした。その結果、繊維表面Iから中心に向かって1μmの位置Eと繊維中心Dの結晶化度の差に大きな違いは見られなかったものの、繊維表面Iから中心に向かって1μmの位置Eと繊維中心Dの複屈折の差、繊維表面層Hにおける結晶化度および複屈折の勾配(繊維表面Iから中心に向かって1μmの位置Eとその位置よりさらに2μm中心方向の位置Fにおける結晶化度および複屈折の差)、および繊維断面方向の結晶化度の標準偏差がともにやや悪化し、タフネスのばらつきが多くなった。強制擦過試験での擦過回数は2500回以上3000回未満であり、製織工程でのフィブリル化も少なかったが、製織にて糸切れが散見された。
【0067】
以上、実施例1〜6および比較例1の結果を、表1に示す。
【0068】
【表1】

【0069】
(比較例2〜4)
比較例2は、延伸方法を一段延伸としたこと以外は、実施例1と同様の方法でポリエステルモノフィラメントを得た。比較例2では、繊維表面から中心に向かって1μmの位置と繊維中心の結晶化度および複屈折の差、繊維表面層における結晶化度および複屈折の勾配(繊維表面から中心に向かって1μmの位置とその位置よりさらに2μm中心方向の位置における結晶化度および複屈折の差)、タフネスの長手方向のRが悪化し、繊維断面方向の結晶化度の標準偏差も悪化した。強制擦過試験での擦過回数は2000回以上2500回未満であり、製織工程でのフィブリル化も散見された。比較例3では、2工程法・多段延伸で製糸を行い、比較例4では2工程法・一段延伸で製糸を行い、それに併せて延伸ホットローラー速度を表2のとおり変更した。比較例3、4ともに、タフネス平均値および長手のばらつき、繊維表面から中心に向かって1μmの位置と繊維中心の結晶化度および複屈折の差、繊維表面層における結晶化度および複屈折の勾配(繊維表面から中心に向かって1μmの位置とその位置よりさらに2μm中心方向の位置における結晶化度および複屈折の差)、繊維断面方向の結晶化度の標準偏差ともに劣位となり、比較例4の方が悪化度合いは大きかった。強制擦過試験での擦過回数は、比較例3、4ともに2000回未満、製織で削れ欠点も多発し、製織での張力変動も非常に大きかった。
【0070】
以上、比較例2〜4の結果を、表2に示す。
【0071】
【表2】
【0072】
(実施例7、比較例5、6)
実施例7および比較例5、6では、紡糸速度およびトータル延伸倍率(延伸ホットローラー速度)を、表3のとおり変更したこと以外は、実施例1と同様の方法でポリエステルモノフィラメントを得た。実施例7では、強度とモジュラスがやや高くなったものの、それ以外には実施例1と大きな差は見られず、強制擦過試験での擦過回数は2500回以上3000回未満であり、製織工程でのフィブリル化も少なく、製織での張力変動は小さかった。
【0073】
比較例5では、強度およびモジュラスが著しく低下し、繊維表面Iから中心に向かって1μmの位置Eと繊維中心Dの結晶化度および複屈折の差、繊維表面層Hにおける結晶化度および複屈折の勾配(繊維表面Iから中心に向かって1μmの位置Eとその位置よりさらに2μm中心方向の位置Fにおける結晶化度および複屈折の差)、タフネスの長手バラつきおよび繊維断面方向の結晶化度のバラつきが大きく、繊維構造が不均一であった。強制擦過試験での擦過回数については、非常に低配向であるため3000回以上であったが、強度およびモジュラスが低すぎるため紗に必要な強度を達成できず、繊度も太く印刷精度が低下してしまうことから、高次評価不可であった。
【0074】
比較例6では、タフネスの長手バラつきがやや大きく、繊維表面Iから中心に向かって1μmの位置Eと繊維中心Dの結晶化度および複屈折の差、繊維表面層Hにおける結晶化度および複屈折の勾配(繊維表面Iから中心に向かって1μmの位置Eとその位置よりさらに2μm中心方向の位置Fにおける結晶化度および複屈折の差)、および繊維断面方向の結晶化度の標準偏差ともに悪化した。その結果、強制擦過試験での擦過回数は2000回未満、製織にて削れ欠点も多発し、製織での張力変動も非常に大きかった。
【0075】
以上、実施例7および比較例5、6の結果を、表3に示す。
【0076】
【表3】
【0077】
(実施例8〜10、比較例7)
実施例8と9および実施例10と比較例7では、延伸倍率比率および延伸ホットローラー速度を、表4のとおり変更したこと以外は、実施例1と同様の方法でポリエステルモノフィラメントを得た。実施例8と9では、実施例1と大きな差は見られず、強制擦過試験での擦過回数は3000回以上であり、製織工程でのフィブリル化もなく、製織での張力変動は非常に小さかった。
【0078】
実施例10では、タフネス平均値が低下し、長手バラつきも悪化した。繊維表面Iから中心に向かって1μmの位置Eと繊維中心の結晶化度の差、繊維表面層Hにおける結晶化度の勾配(繊維表面Iから中心に向かって1μmの位置Eとその位置よりさらに2μm中心方向の位置Fにおける結晶化度の差)は実施例1と大きく変わらなかったが、維断面方向の結晶化度の標準偏差については実施例1に比して劣位となった。強制擦過試験での擦過回数は2500回以上3000回未満であり、製織工程でのフィブリル化は少なく、製織での張力変動は小さかった。また、比較例7では、繊維表面Iから中心に向かって1μmの位置Eと繊維中心の結晶化度の差、繊維表面層Hにおける結晶化度の勾配(繊維表面Iから中心に向かって1μmの位置Eとその位置よりさらに2μm中心方向の位置Fにおける結晶化度の差)、繊維断面方向の結晶化度の標準偏差が悪化し、強制擦過試験での擦過回数は2000回以上2500回未満で、製織での削れ欠点が散見され、張力変動も大きかった。
【0079】
以上、実施例8〜10および比較例7の結果を、表4に示す。
【0080】
【表4】
【0081】
(実施例11)
実施例11では、表面粗度2.5Sの梨地ローラーを第2ホットローラーに適用したこと以外は、実施例1と同様の方法でポリエステルモノフィラメントを得た。タフネス平均値がわずかに低下し、長手方向のRは劣位となった。また、繊維断面方向における結晶化度の標準偏差も悪化し、強制擦過試験での擦過回数は2500回以上3000回未満となり、製織工程でのフィブリル化も少なく、製織での張力変動は小さかったが、実施例1に比してやや劣位となった。
【0082】
実施例11の結果を、表5に示す。
【0083】
【表5】
【符号の説明】
【0084】
A:試料切片
B:繊維中心軸
C:繊維軸に対し垂直な繊維断面
D:繊維中心
E:繊維表面から中心に向かって1μmの位置
F:Eからさらに2μm中心方向の位置
G:繊維表面Iと繊維中心Dを両端とする任意の5点
H:線維表面層
I:線維表面
1:パックハウジング
2:紡糸口金
3:保温筒
4:糸条冷却風装置
5:給油ローラー
6:第1ゴデットローラー
7:温度調節保温容器
8:第1ホットローラー
9:第2ホットローラー
10:最終ホットローラー
11:第2ゴデットローラー
12:第3ゴデットローラー
13:糸条巻取装置
【技術分野】
【0001】
本発明は、スクリーン紗用途のハイメッシュ織物に好適なポリエステルモノフィラメントに関するものである。さらに詳しくは、本発明は、電子印刷など高度な精密性および強度を要求される分野に好適なスクリーン紗用ポリエステルモノフィラメントに関するものである。
【背景技術】
【0002】
従来、スクリーン印刷用織物としては、天然繊維や無機繊維からなるメッシュ織物が広く使用されてきたが、近年は、柔軟性や耐久性およびコストパフォーマンスに優れている合成繊維メッシュ織物、中でもポリエステル繊維からなるメッシュ織物が広く用いられている。
【0003】
近年、電子機器の高機能化やコンパクト化が著しく進行するに伴い、基板回路もまた精密化しコンパクト化しており、スクリーン紗に対し、高強度なハイメッシュ織物であり、印刷精度が高いという特性が求められている。このような要求特性を満足すべく、スクリーン紗の構成要素であるモノフィラメントは、細繊度化および高強度・高モジュラス化しており、さらには、均一性が高く印刷欠点を生じないようなモノフィラメントが要求されている。
【0004】
また、このようなモノフィラメントを用いてハイメッシュ織物を製織する際、モノフィラメントが高強度であるが故に、糸条(モノフィラメント)同士および糸条(モノフィラメント)と製織装置間で繰り返し擦過を受け、糸条面層がフィブリル状あるいは粉状に削れてしまう。このようなフィブリル状および粉状の削れ(スカム)が発生することにより、スクリーン紗に印刷欠点が生じ、スクリーン紗の生産性が著しく低下するため、削れを抑制し耐摩耗性を向上させることが重要である。削れは、繊維表面層の結晶化度が低く、かつ非晶部分の繊維配向が高いと発生しやすいことが知られている。また、削れは、繊維構造が不均一であるほど発生しやすく、糸条(モノフィラメント)の長手方向あるいは断面方向において結晶性や繊維配向が不均一な部分が存在すると、製織時に応力が集中し当該部位を核とした削れが発生してしまう。このため、繊維表面層における繊維構造の制御および繊維軸に対し垂直な繊維断面と長手方向の均一性の向上が、削れを抑制するために大切である。
【0005】
このような課題を解決するため、単成分糸表面層の非晶部分における繊維配向を適度に低減することにより繊維断面方向の配向差を低減し、繊維構造の断面方向の均一性を向上させたポリエステルモノフィラメントに関する提案がなされている(特許文献1参照。)。このモノフィラメントでは、蒸気延伸ノズルによる表面のポリエステルの微融解により表面の繊維構造を「壊している」ため、結晶部分が破壊され、削れの要因となる非晶部分が多くなり、長手方向の繊維構造バラツキも大きくなるため、十分な耐摩耗効果が得られない。また、このモノフィラメントは、2工程法により製糸されているため、延伸を開始するまでに経時的な配向ムラが生じ、1工程法で製糸されたモノフィラメントに比して、繊維構造および糸物性における均一性が劣ってしまう。
【0006】
また別に、芯鞘型の複合モノフィラメントに関して、1工程法あるいは2工程法で紡糸速度500〜1000mpm、延伸倍率2〜7倍、一段倍率比率60〜95%で多段延伸することにより、表面層非晶部分における繊維配向が低く、かつ表面層の結晶化度が30%以上であるモノフィラメントを得ることができるとの提案がある(特許文献2参照。)。このモノフィラメントの場合は、このように繊維表面層の結晶化度を高くし、非晶部分の配向を抑制することにより耐摩耗性を向上させることが可能であるが、繊維表面層の繊維配向が低いため、粉状スカムが発生し印刷欠点が生じる。また、このモノフィラメントの製糸には保温筒を用いておらず、経時的な繊維構造ムラや物性バラつきが生じ均一性が劣位となってしまう。
【0007】
さらに、繊度依存的にチムニー冷却エアーの風速を設定し、かつ多段階徐冷冷却により冷却した上で保温筒を経て1工程法にて多段延伸することにより、繊径均一性の高いモノフィラメントを得ることができるとの提案がある(特許文献3参照。)。この提案では、チムニー冷却条件の制御の他に、雰囲気温度を290±10℃となるように保温筒により積極保温するという手法が盛り込まれており、均一性の高い糸条の獲得が可能である。しかしながら、290±10℃という雰囲気温度制御だけでは、吐出されるポリマーの中心部分を含むポリマー全体の配向抑制には不十分であり、部分的に緩和・配向した部位が生じることにより、延伸時に繊維構造ムラを生じてしまう。また、ある瞬間の雰囲気温度だけでなく、雰囲気温度の時間変化を小さくし長手方向での構造ムラをなくすこともまた重要であり、この特許文献3の提案においてはこの点も不十分である。さらに、延伸性に大きな影響を与える第一および第二ホットローラーの材質についての議論がなく、延伸ムラが生じてしまうため十分な繊維構造均一性を備えているとは言い難く、耐摩耗性においてもなお不十分である。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2005−194669号公報(特許請求の範囲)
【特許文献2】特開2004−232182号公報(特許請求の範囲)
【特許文献3】特開2009−84712号公報(特許請求の範囲)
【発明の概要】
【発明が解決しようとする課題】
【0009】
そこで本発明の目的は、芯鞘型モノフィラメントに比べ削れやすい高強度単成分モノフィラメントにおいて、結晶構造の均一化および繊維表面層の非晶部分の低減・配向抑制という繊維構造の均一化と適正化を行うことにより、高強度と高モジュラスを維持し、印刷耐久性と寸法安定性を向上させたスクリーン紗を得る際に生じる削れ欠点を抑制したスクリーン紗用ポリエステルモノフィラメントを提供することにある。
【課題を解決するための手段】
【0010】
本発明は、上記目的を達成せんとするものであって、本発明のスクリーン紗用ポリエステルモノフィラメントは、ポリエチレンテレフタレートを主たる構成成分とする単成分ポリエステルモノフィラメントであって、該ポリエステルモノフィラメントの繊維軸に対し垂直な任意の繊維断面において、繊維中心の結晶化度と繊維表面から中心に向かって1μmの位置における結晶化度との差が4%以下であることを特徴とするスクリーン紗用ポリエステルモノフィラメントである。
【0011】
本発明のスクリーン紗用モノフィラメントの好ましい態様によれば、前記の繊維軸に対し垂直な任意の繊維断面において、繊維表面から中心に向かって1μmの位置における結晶化度とその位置(前記1μmの位置)からさらに2μm中心方向の位置における結晶化度との差が2%以下であることである。
【0012】
本発明のスクリーン紗用モノフィラメントの好ましい態様によれば、前記の繊維軸に対し垂直な任意の繊維断面において、繊維表面から繊維中心まで任意に少なくとも5点以上結晶化度を測定した際の標準偏差が2以下であることである。
【発明の効果】
【0013】
本発明によれば、芯鞘型モノフィラメントに比べ削れやすい高強度単成分モノフィラメントにおいて、繊維構造の均一化と適正化を行うことにより、高強度と高モジュラスを維持し、印刷耐久性と寸法安定性を向上させたスクリーン紗を得る際の削れ欠点を抑制することができるスクリーン紗用ポリエステルモノフィラメントが得られる。これにより、印刷精度が向上するとともに、高次加工での糸条通過性を向上させることができ、オープニング斑および整経時の張力変動を抑制することも可能である。
【図面の簡単な説明】
【0014】
【図1】図1は、本発明のスクリーン紗用ポリエステルモノフィラメントの結晶化度および複屈折を測定する際のサンプリング方法を説明するための概略斜視図である。
【図2】図2は、本発明のスクリーン紗用ポリエステルモノフィラメント製糸時の工程(1工程法)を説明するための概略側面図である。
【発明を実施するための形態】
【0015】
以下、本発明のスクリーン紗用ポリエステルモノフィラメントについて詳細に説明する。
【0016】
本発明のスクリーン紗用ポリエステルモノフィラメントは、ポリエチレンテレフタレートを主たる構成成分とする単成分ポリエステルモノフィラメントであって、そのポリエステルモノフィラメントの繊維軸に対し垂直な任意の繊維断面において、繊維中心の結晶化度と繊維表面から中心に向かって1μmの位置における結晶化度との差が4%以下である。
【0017】
モノフィラメントにおける製織時の削れ発生の有無は、繊維構造、特に繊維表面層の非晶部分における繊維配向と深い関わりを持つ。ここでの繊維表面層とは、繊維軸に対し垂直な任意の繊維断面において、繊維表面から繊維中心に向って3μmの位置までの層をいい、一般的には、繊維表面層の非晶部分における繊維配向が高い場合、高配向部位を起点としてフィブリル状の削れが発生しやすいことが知られており、そのため繊維表面層の非晶部分における繊維配向を抑制することが大切である。また、繊維表面層における結晶構造の形成を促進し結晶部分の占める割合を増やすことにより、削れの要因となる非晶部分そのものを減らすことができ、そのことが耐摩耗性の向上につながる。
【0018】
通常、単成分モノフィラメントは、2工程法を用いた場合など、経時的に繊維表面層の非晶部分が高配向となってしまうため、繊維表面層の非晶部分における繊維配向(複屈折率)が内層に比して高くなる。その一方で、繊維表面層における結晶構造の占める割合が減少し、非晶部分の占める割合が大きくなってしまう(繊維表面層の結晶化度が低下する)ため、製織時に糸条(モノフィラメント)同士および糸条(モノフィラメント)と製織装置間での擦過により、繊維表面層においてフィブリル状の削れが発生する。そのため、繊維表面層における結晶構造の占める割合(結晶化度)が高く、非晶部分の繊維配向が低い態様、すなわち、繊維表面層の結晶化度および非晶配向が内層と同等レベルである、繊維の断面方向において繊維構造が均一なモノフィラメントを得ることが重要となる。
【0019】
本発明は、ポリエチレンテレフタレートを主たる構成成分とする単成分ポリエステルモノフィラメントに限定するものである。
【0020】
繊維表面層でのフィブリル化を防止するための別の手法として、鞘成分に低粘度ポリマーを配合する芯鞘化という手法が知られている。しかしながら、この手法では、配向の低い鞘成分ポリマーが油剤とともに粉状スカムとして脱離してしまうという問題が生じる。また、芯鞘型の構造を形成させるために、設備やパックや口金等を複雑化する必要があるため、コストも単成分糸に比して高くなってしまう。これらの観点から、本発明ではあくまで単成分ポリエステルモノフィラメントの耐摩耗性向上を目的としている。
【0021】
上記状況の中、本発明者らが鋭意検討した結果、繊維軸に対し垂直な繊維断面方向において繊維構造、とりわけ結晶構造の均一性が高い単成分ポリエステルモノフィラメントを発明するに至った。
【0022】
本発明のスクリーン紗用ポリエステルモノフィラメントは、テレフタル酸を主たる酸成分としエチレングリコールを主たるグリコール成分とする、90モル%以上がエチレンテレフタレートの繰り返し単位からなるポリエチレンテレフタレートにより形成される。ただし、10モル%未満の割合で他のエステル結合を形成可能な共重合成分を含むものであっても良い。
【0023】
このような共重合成分としては、例えば、酸性分として、イソフタル酸、フタル酸、ジブロモテレフタル酸、ナフタリンジカルボン酸およびオクトエトキシ安息香酸のような二官能性芳香族カルボン酸、セバシン酸、シュウ酸、アジピン酸およびダイマ酸のような二官能性脂肪族カルボン酸、およびシクロヘキサンジカルボン酸などのジカルボン酸類が挙げられる。
【0024】
また、グリコール成分としては、例えば、エチレングリコール、ジエチレングリコール、プロパンジオール、ブタンジオール、ネオペンチルグリコール、ビスフェノールAや、シクロヘキサンジメタノール、ポリエチレングリコールやポリプロピレングリコールなどのポリオキシアルキレングリコールなどを挙げることができるが、これらに限られるものではない。
【0025】
また、艶消剤として二酸化チタン、滑剤としてシリカやアルミナの微粒子、抗酸化剤としてヒンダードフェノール誘導体、さらには難燃剤、帯電防止剤、紫外線吸収剤および着色顔料等を必要に応じてポリエチレンテレフタレートに添加することができる。
【0026】
図1は、本発明のスクリーン紗用ポリエステルモノフィラメントの結晶化度および複屈折を測定する際のサンプリング方法を説明するための概略斜視図である。
【0027】
本発明のスクリーン紗用ポリエステルモノフィラメントは、図1に示されるように、繊維軸を通るように切り出した厚み1μmの試料切片Aにおいて、繊維中心軸Bに対し垂直な任意の繊維断面C上に存在する繊維中心Dでの結晶化度と、繊維表面Iから中心に向かって1μmの位置Eでの結晶化度との差が4%以下であることが必要である。
【0028】
通常、単成分モノフィラメントは、繊維表面層Hにおける結晶化度が低く、繊維中心Dとの結晶化度の差が大きい(例えば、繊維中心Dの結晶化度:約19%、繊維表面Iから中心に向かって1μmの位置Eの結晶化度:約14%)。繊維中心Dと繊維表面から中心に向かって1μmの位置Eの結晶化度の差が4%を超えるような場合、非晶部分の占める割合が多く高配向部位において削れを生じさせる。これに対し、繊維中心Dと繊維表面層Hにおける結晶化度の差を低減する、すなわち繊維表面層Hの結晶化度を繊維中心Dと同等レベル(約19%)まで高くすることにより、削れ発生部位である繊維表面層Hの非晶部分の割合を減少させ、削れを抑制することができる。繊維中心Dと繊維表面Iから中心に向かって1μmの位置Eの結晶化度の差は、小さければ小さい方が好ましく、より好ましくは2%以下である。
【0029】
単成分モノフィラメントは、先述のように通常配向緩和により繊維表面層Hの非晶部分が高配向となり、この部分が起点となることによりフィブリル化を引き起こす。このような高配向となる部位は繊維表面のごく浅い部位に存在しており、そのため繊維表面層H内でも繊維構造の勾配が生じる。すなわち、繊維中心軸Bに対し垂直な任意の繊維断面Cにおいて、繊維表面Iから中心に向かって1μmの位置Eにおける結晶化度と、その位置(前記1μmの位置E)からさらに2μm中心方向の位置Fにおける結晶化度が、それぞれ約14%、約17%と繊維表面層Hにおいて結晶構造差が生じ、フィブリル化を誘起してしまう。そのため、繊維表面層H内での繊維構造の勾配を低減することが耐摩耗性の向上には重要である。
【0030】
本発明のスクリーン紗用ポリエステルモノフィラメントは、図1に示すように、繊維中心軸Bに対し垂直な任意の繊維断面Cにおいて、繊維表面Iから中心に向かって1μmの位置Eにおける結晶化度と、その位置(前記1μmの位置E)からさらに2μm中心方向の位置Fにおける結晶化度との差が2%以下であることが好ましく、より好ましくは1%以下である。繊維表面Iから中心に向かって1μmの位置における結晶化度と、その位置(前記1μmの位置E)からさらに2μm中心方向の位置Fにおける結晶化度の差が2%を超える場合は、繊維表面層Hにおいて明確に繊維構造の勾配が存在しており、応力が高配向部位に集中し削れを生じさせることがある。
【0031】
繊維断面方向における繊維構造の均一性は、繊維表面層Hだけに限らず繊維全体において高い方が好ましい。たとえ繊維表面層Hと繊維中心Dの結晶構造差および繊維表面層での結晶構造の勾配が小さくても、繊維全体として繊維構造に大きなばらつきが生じた場合、局所的な応力集中が伴い、その結果、当該部分でフィブリル化が発生してしまう可能性がある。
【0032】
本発明のスクリーン紗用ポリエステルモノフィラメントは、図1に示すように、繊中心維軸Bに対し垂直な任意の繊維断面Cにおいて、繊維表面Iから繊維中心Dまで任意に少なくとも5点以上(例えば、図1中のG)で結晶化度を測定した際の標準偏差が好ましくは2以下であり、より好ましくは1以下であることを特徴としている。
標準偏差が2を超える場合には、前述の局所的な応力集中が生じフィブリル化が発生することがある。ここでいう標準偏差とは、統計値のバラツキの度合いを表す指標である。
【0033】
本発明のスクリーン紗用ポリエステルモノフィラメントは、繊維断面方向の均一性が高いだけでなく、繊維長手方向についても均一性が高いことが好ましい。本発明における特徴として、長手方向に5回連続して破断点のタフネスを測定した際の最大値と最小値の差Rが、5以下であることが好ましく、より好ましくは3以下である。上記の最大値と最小値の差Rが5を超えるような繊維長手方向に物性ムラが存在する場合、高次加工における糸条通過性が低下し、オープニング斑および整経時の張力変動を生じさせる要因となってしまうことがある。破断点のタフネスは、破断伸度の平方根と破断強度の積で定義される。
【0034】
本発明のスクリーン紗用ポリエステルモノフィラメントは、図1に示すように、繊維中心軸Bに対し垂直な任意の繊維断面Cにおいて、繊維中心Dの非晶部分における複屈折Δnと繊維表面Iから中心に向かって1μmの位置Eの非晶部分における複屈折Δnとの差が0以上10×10−3以下であることが好ましい。繊維中心Dにおける複屈折Δnと繊維表面Iから中心に向かって1μmの位置Eにおける複屈折Δnの差が10×10−3より大きいと、繊維表面層Hにおける非晶配向が高くなり、フィブリル状に擦過してしまう傾向があり、より好ましくは0以上5×10−3以下である。
【0035】
本発明のスクリーン紗用ポリエステルモノフィラメントは、図1に示すように、繊中心維軸Bに対し垂直な任意の繊維断面Cにおいて、繊維表面Iから中心に向かって1μmの位置Eにおける複屈折Δnと、その位置(前記1μmの位置E)からさらに2μm中心方向の位置Fにおける複屈折Δnとの差が、0以上7×10−3以下であることが好ましく、より好ましくは0以上5×10−3以下である。繊維表面Iから中心に向かって1μmの位置における複屈折Δnとその位置(前記1μmの位置E)からさらに2μm中心方向の位置Fにおける複屈折Δnとの差が7×10−3を超える場合は、繊維表面層Hにおいて繊維構造に勾配が存在しており、応力が高配向部位に集中し削れを生じさせることがある。
【0036】
本発明のスクリーン紗用ポリエステルモノフィラメントの単繊維繊度は、スクリーン紗用途でのニーズから40dtex以下であることが好ましく、製糸性から4dtex以上であることが好ましい。このような細繊度モノフィラメントからハイメッシュスクリーン紗を得る製織工程での負荷や、スクリーン印刷における印刷耐久性および寸法安定性を考慮した場合、原糸には高い強度とモジュラスが必要である。
【0037】
本発明のスクリーン紗用ポリエステルモノフィラメントの強度は、好ましくは5.0cN/dtex以上であり、5%モジュラスは2.4cN/dtex以上であり、10%モジュラスは3.4cN/dtex以上である。強度が高すぎると、糸条に伸びしろがなくなることにより、製糸工程および製織工程で糸切れが多発してしまうことがあるため、強度は、好ましくは7.0cN/dtex以下であり、より好ましくは6.0cN/dtex以下である。一方、モジュラスが高すぎると、繊維配向が高いため削れが発生することがある。そのため、好ましくは5%モジュラスは4.0cN/dtex以下であり、10%モジュラスは5.5cN/dtex以下であり、より好ましくは5%モジュラスは3.5cN/dtex以下であり、10%モジュラスは4.5cN/dtex以下である。
【0038】
また、糸条の破断を防止するためには、強度だけでなく負荷を吸収できるだけの伸度が必要であり、強度と伸度の積の形で表わされるタフネスは28以上であることが好ましい。
【0039】
次に、本発明の、繊維断面方向および繊維軸方向の配向均一性を備えた単成分ポリエステルモノフィラメントの製造方法について説明する。
【0040】
図2は、本発明のスクリーン紗用ポリエステルモノフィラメント製糸時の工程(1工程法)を説明するための概略側面図である。
【0041】
本発明の単成分ポリエステルモノフィラメントの製造方法は、繊維構造を均一化させる目的から、図2に示すような1工程法が好ましく用いられる。すなわち、図2において、パックハウジング1内の紡糸口金2からポリマー(ポリエステル)を吐出させた後に保温筒3を通過させ、糸条冷却風装置4を経て、1工程法により一旦巻き取ることなく、給油ローラー5、第1ゴデットローラー6を経た後、温度調節保温容器7内の3個以上のホットローラー(第1ホットローラー8、第2ホットローラー9、第3ホットローラー10)により多段延伸し、第2ゴデットローラー11、第3ゴデットローラー12を経て糸条巻取装置13で巻き取ることが好ましい。これにより、繊維構造の均一性が向上し、加えて高タフネスの糸を獲得することが可能になる。多段延伸を行う際の一段目倍率比率については、トータル延伸倍率75%以上85%以下の自然延伸倍率となるようにすることが好ましい。上記の範囲を外れた場合、細化延伸により均一に延伸を行うことができないことがある。
【0042】
トータル延伸倍率は、目標とする高強度で高モジュラスの糸を得るために、3.0〜6.0倍とすることが好ましい。トータル延伸倍率が3.0倍を下回る場合必要な強度を達成することが、延伸倍率が6.0倍を超えた場合は、高次加工時の負荷に耐えられるだけの糸条の伸びしろがないため、糸切れが多発してしまうことがある。
【0043】
糸条の紡糸速度、すなわち第1ゴデットローラー6の速度は、400〜1100mpmであることが好ましい。第1ゴデットローラー6の速度が400mpmを下回る場合は、糸条の走行を安定化することが困難であり、第1ゴデットローラー6の速度が1100mpmを超える場合は延伸前に繊維構造が形成されるため均一な延伸ができなくなり、均一性が失われるだけでなく破断タフネスも低下してしまうことがある。
【0044】
本発明のような、繊維断面方向における繊維表面層および繊維中心の結晶化度の差が小さい単成分ポリエステルモノフィラメントを得るには、保温筒3の温度制御が重要となる。保温筒3の温度制御を精密に行い、繊維の部分的な配向を抑えた上で1工程法により多段延伸することにより延伸ムラを抑制することができ、均一な繊維構造を形成させることができる。
【0045】
本発明における保温筒3内雰囲気温度は、290℃〜320℃であることが重要である。本発明における保温筒内雰囲気温度は、保温領域が100mmである保温筒3の中心、すなわち紡糸口金面の中心から鉛直下向きに50mmの位置における雰囲気温度である。雰囲気温度の下限を下回る場合は、吐出されるポリマーの中心部分を含むポリマー全体の配向抑制には不十分であり、部分的に配向した部位が生じることで延伸ムラが発生し、繊維中心と繊維表面層の間で結晶構造差が生じてしまうことがある。特に、下限温度についてはわずかに下回った場合でも破断タフネスの低下や結晶構造差が生じてしまうため、注意が必要である。一方、雰囲気温度の上限を超える場合には、ポリマーの熱劣化により均一性および破断タフネスが劣位となってしまうことがある。雰囲気温度は、300〜320℃がより好ましい態様である。
【0046】
このように保温筒3の温度制御、特に雰囲気温度を厳密に行うには、保温筒3のシールを強化することが重要である。例えば、保温筒3とパックハウジング1の間に、セラミックファイバーとガラスファイバーからなる高温断熱用フェルトマットを用い保温筒3のシールを行うことが好ましい。
【0047】
さらに、繊維表面層での結晶構造差、すなわち繊維表面層での結晶化度の勾配を低減し、かつ繊維長手方向において破断タフネス等の物性ムラを低減するには、雰囲気温度の時間変化を考慮しなければならず、時間変化を好ましくは3℃/min以下、より好ましくは1.5℃/min以下にすることが好ましい。時間変化が3℃/minを超える場合は、繊維の局所的な配向により繊維断面方向および繊維長手方向において構造にばらつきが生じてしまうことがある。
【0048】
上記のような保温筒3雰囲気温度の時間変化を制御する方法としては、シール性をさらに強化する必要があり、例えば、保温筒3の材質に熱伝導率10〜360kcal/m・h・℃の純アルミニウムや純銅を用いる方法や、保温筒3およびパックハウジング1を一体化するなどの手法を用いることができる。
【0049】
また、高強度で細繊度のモノフィラメントを高速で高倍率延伸する場合、太繊度のマルチフィラメントなどに比べ比表面積が小さいためローラー上で滑りやすく、第1ホットローラー8と第2ホットローラー9間での走行糸条速度にばらつきが生じる。これは、第2ホットローラー9における把持性が低いために生じる現象であり、第1ホットローラー8出口から第2ホットローラー9入り口にかけて速度勾配が生じるとともに、同位置での糸条速度のばらつきも大きくなる。その結果、繊維構造を構築するのに非常に重要な部位である延伸工程において延伸ムラが生じ、繊維断面方向の均一性低下や繊維長手方向の均一性低下が誘起される。よって、第2ホットローラー9には、把持性の高い表面粗度0.8S以下の鏡面ローラーを用いることが好ましい。
【0050】
本発明のスクリーン紗用ポリエステルモノフィラメントは、繊維断面方向および繊維長手方向の均一性に優れている。そのため、芯鞘型モノフィラメントに比べ削れやすい単成分モノフィラメントであるにも関わらず、高い強度とモジュラスにより印刷耐久性と寸法安定性を維持した上で、製織時の削れ欠点を抑制することができ、スクリーン紗の印刷精度を向上させることができる。本発明のスクリーン紗用ポリエステルモノフィラメントは、スクリーン紗の品位要求が厳しい用途にも用いることができ、例えば、銘版印刷やコンパクトディスクのレーベル等グラフィックデザイン物の印刷などに好適に用いることができる。
【実施例】
【0051】
次に、本発明のスクリーン紗用ポリエステルモノフィラメントを、実施例により詳細に説明する。実施例中の評価は、次の方法に従った。
【0052】
<糸物性>
(単繊維繊度)
モノフィラメント原糸を500mかせ取りし、かせの質量に20を乗じた値を繊度とした。
【0053】
(強度、モジュラスおよびタフネスの測定)
オリエンテックス社製テンシロン引張試験機を用い、初期試料長20cm、引張速度2cm/分で破断した際の強度、伸度および5%・10%伸長時のモジュラスを測定し、それぞれ3回測定した値の平均値を強度(cN/dtex)、伸度(%)、5%モジュラス(cN/dtex)および10%モジュラス(cN/dtex)とした。また、5回連続して繰り返し測定を行い、得られた強度および伸度を用い、伸度の平方根と強度の積からタフネスを算出し、5回測定時の平均値および最大と最小の差Rを算出した。
【0054】
<繊維構造評価>
(結晶化度と複屈折の測定)
レーザーラマン分光により、モノフィラメント原糸の結晶化度および複屈折の分布を測定した。測定には、堀場ジョバンイボン社製Ramanor T−64000を用い、光源にはAr+レーザー(514.5nm、50mW)を使用、100倍の対物レンズによって1μmに集光した。ラマン散乱光はシングル モード、スリット100μm、回折格子600および1800gr/mmの条件で、CCD検出器により検出した。
【0055】
試料は樹脂包埋後、ミクロトームにより図1に示すように切片化した。試料切片Aの厚みは1μmであり、繊維の中心(繊維中心軸B)を通るように切り出した。次に、繊中心維軸Bに対し垂直な断面Cの方向に、繊維表面Iから1μm内側の位置E、その位置(前記1μmの位置E)からさらに2μm中心方向の位置F、繊維中心Dの3点、および繊維表面Iと繊維中心Dを両端とする任意の5点(図1中のG)において、それぞれ3回ずつレーザーラマン分光測定を行い、測定値の平均から換算結晶化度および換算複屈折を算出した。換算結晶化度χおよび換算複屈折Δnは次の定義により求めた。
・換算結晶化度:χ(%)=100×(ρ−1.335)/(1.455−1.335)
・換算密度:ρ(g/cm3)=(305−Δν1730)/209
・Δν1730:1730cm−1付近のラマンバンド半値全幅
(換算密度は、種々のPET試料の半値幅から経験的に求めた。)
・換算複屈折:Δn(×10−3)=275×(R−1)/(R+2)
(・配向パラメータ:強度比R=I1615平行/I1615垂直
・I1615平行:繊維方向に平行な偏向配置での1615cm−1ラマンバンドの強度
・I1615垂直:繊維方向に垂直な偏光配置での1615cm−1ラマンバンドの強度
(換算複屈折率は、1軸延伸の繊維を標準として求めた。)
<耐摩耗性評価>
(強制繰り返し擦過試験)
φ3mmの梨地金属棒に接触角35°で糸(モノフィラメント原糸)を掛け、梨地金属棒から340mmの所で糸張力2.5g/dtexとして把持し、ストローク長30mm、速度700回/分で往復運動を与えた。その後、糸表面の顕微鏡観察を行い、糸表面に削れが確認されたときの往復運動の回数を擦過回数とした。擦過回数3000回以上を○とし、2500回以上3000回未満を△とし、2000回以上2500回未満を×とし、2000回未満を××とし、擦過回数2500回以上(○と△)のモノフィラメントを合格とした。
【0056】
<スクリーン紗製織評価>
経糸、緯糸共に本発明の各実施例および各比較例のポリエステルモノフィラメントを用いて、スルーザー織機によって常法に従い織機の回転数200rpmで300メッシュのスクリーン紗を製織した際、得られたスクリーン紗の1m3あたりの削れ欠点発生個数を耐摩耗性の指標とした。また、製織での張力変動の大小を高次加工における糸条通過性の指標とし、下記のとおり耐摩耗性および高次糸条通過性の観点から4段階で総合評価を行い、次の○と△のモノフィラメントを合格とした。
○ :削れ欠点発生個数が0.01個/m3以下、製織時の張力変動が極めて小さい。
△ :削れ欠点発生個数が0.01個/m3以上0.05個/m3以下、製織時の張力
変動が小さい。
× :削れ欠点発生個数が0.05個/m3以上0.10個/m3以下、製織時の張力
変動が大きい。
××:削れ欠点発生個数が0.10個/m3以上、製織時の張力変動が極めて大きい。
【0057】
あるいは、高次評価不可。
【0058】
(実施例1)
常法によって重合およびチップ化した固有粘度が0.78で、酸化チタンを0.5質量%含有するPET(ポリエチレンテレフタレート)を用いた。紡糸工程および延伸工程は、図2に示す1工程法によるものである。PETをエクストルーダーによって溶融させた後、溶融PETは295℃の温度に保温した配管内を通過させた後、公知の単成分型紡糸口金2から糸条を紡出させた。吐出糸条は口金面から下方に100mmの間、パックハウジング1と一体化した保温筒3により積極保温した。保温筒3の設定温度は377℃とし、保温筒3の材質には、熱伝導率196kcal/m・h・℃の純アルミニウムを用いた。保温筒3の中心、すなわち紡糸口金面の中心から鉛直下向きに50mmの位置における保温筒内雰囲気温度を測定したところ、301℃で、時間変化は0.9℃/分であった。
【0059】
その後、糸条冷却風装置4により25℃の温度のエアーを25mpmの風速で糸条に吹き付け、冷却固化せしめた。冷却固化された糸条は、給油ローラー5により紡糸油剤を給油したのち、表面速度1024mpmの第1ゴデットローラー6、表面速度1034mpm、表面温度90℃、表面粗度0.8Sの鏡面ローラーを用いた第1ホットローラー8、表面速度3276mpm、表面温度90℃、表面粗度0.8Sの鏡面ローラーを用いた第2ホットローラー9、表面速度4095mpm、表面温度90℃、表面粗度2.5Sの梨地ローラーを用いた最終の第3ホットローラー10、表面速度4095mpm、表面粗度0.8Sの鏡面ローラーを用いた第2ゴデットローラー11および第3ゴデットローラー12を介した後、巻き取り張力0.5g/dtexとなるように速度が制御された糸条巻取装置13を用いてポリエステルモノフィラメントを巻き取った。巻取り中は、第1ホットローラー8、第2ホットローラー9および最終ホットローラー10それぞれを金属製の容器で覆い、各容器の外壁を保温材で覆った(温度調節保温容器7)。このとき、トータル延伸倍率は4.0倍とし、1段目延伸比率(1段目延伸倍率/トータル延伸倍率×100)は80%とした。
【0060】
得られたポリエステルモノフィラメントの単繊維繊度は26.7dtex、強度は5.5cN/dtex、5%Mo(モジュラス)は2.9cN/dtex、そして10%Mo(モジュラス)は3.7cN/dtexであった。5回連続測定時のタフネス平均は31.2であり、最大・最小差Rは1.8であった。糸切れなく採取したポリエステルモノフィラメントについて、繊維軸に対し垂直な繊維断面において、繊維中心D、繊維表面Iから中心に向かって1μmの位置E、その位置からさらに2μm中心方向の位置F、および繊維表面Iから中心に向かって5μm、10μmの位置の計5点においてラマン分光測定を行い、結晶化度および複屈折を求めた。その結果、表1のように、繊維中心Dの結晶化度と繊維表面Iから中心に向かって1μmの位置Eにおける結晶化度との差が0.8%、繊維表面Iから中心に向かって1μmの位置Eにおける結晶化度とその位置から2μm中心方向の位置Fにおける結晶化度との差が0.5%、繊維表面Iから中心に向かって1μmの位置Eから繊維中心Dまで任意に少なくとも5点以上結晶化度を測定した際の標準偏差が0.6であり、繊維中心Dの複屈折Δnと繊維表面Iから中心に向かって1μmの位置Eおける複屈折Δnとの差が4×10−3、繊維表面Iから中心に向かって1μmの位置Eにおける複屈折Δnとその位置から2μm中心方向の位置Fにおける複屈折Δnとの差が4×10−3以下であった。
【0061】
別途、同一の方法によって採取したポリエステルモノフィラメントを用いて、スクリーン紗の強制擦過試験およびスクリーン紗評価を行ったところ、強制擦過試験での擦過回数は3000回以上であり、製織工程での削れ欠点の発生はなく、製織時の張力変動も非常に小さかった。
【0062】
(実施例2〜6、比較例1)
実施例2と3および比較例1と実施例4では、保温筒の設定温度を、各々を385℃、375℃、360℃および400℃に変更し、保温筒3の中心、すなわち紡糸口金面の中心から鉛直下向きに50mmの位置における保温筒内雰囲気温度を表1のとおり変更したこと以外は、実施例1と同様の方法でポリエステルモノフィラメントを得た。実施例2では実施例1と大きな差は見られず、実施例3ではタフネスがやや低下し、長手方向のRがやや悪化したものの、強制擦過試験での擦過回数は2500回以上3000回未満であり、製織工程でのフィブリル化も少なかった。一方、製織での張力変動は小さかった。
【0063】
比較例1では、タフネスが低下し長手方向のRも大きくバラつきが増大した。また、繊維表面Iから中心に向かって1μmの位置Eと繊維中心Dの結晶化度の差、繊維表面層Hにおける結晶化度の勾配(繊維表面Iから中心に向かって1μmの位置Eとその位置よりさらに2μm中心方向の位置Fにおける結晶化度の差)、および繊維断面方向の結晶化度の標準偏差ともに、実施例1に比べ劣位となり、強制擦過試験での擦過回数は2000回未満と悪く、製織において削れ欠点が多発し、製織での張力変動は非常に大きかった。
【0064】
また、実施例4では、やはりタフネスが低下し、長手方向のRも大きくバラつきが増大した。また、繊維断面方向の結晶化度の標準偏差が劣位となり、強制擦過試験での擦過回数は2500回以上3000回未満であった。製織工程ではフィブリル化は少なかったが、タフネス不足起因と推定される糸切れが頻発した。
【0065】
実施例5では、パックハウジングおよび保温筒を分離し、保温筒とパックハウジング間には、セラミック・ガラスファイバーからなる高温断熱用フェルトマットを用い、雰囲気温度の時間変化を2.4℃/分と大きくした。タフネスのばらつき、繊維表面Iから中心に向かって1μmの位置Eと繊維中心Dの結晶化度の差、繊維表面層Hにおける結晶化度の勾配(繊維表面Iから中心に向かって1μmの位置Dとその位置よりさらに2μm中心方向の位置Fにおける結晶化度の差)、および繊維断面方向の結晶化度の標準偏差ともに、やや悪化したものの、強制擦過試験での擦過回数は2500回以上3000回未満であり、製織工程でのフィブリル化も少なかった。
【0066】
実施例6では、パックハウジングと保温筒を分離し、かつフェルトマットのシール性をわざと低下させ、雰囲気温度の時間変化を3.5℃/分とさらに大きくした。その結果、繊維表面Iから中心に向かって1μmの位置Eと繊維中心Dの結晶化度の差に大きな違いは見られなかったものの、繊維表面Iから中心に向かって1μmの位置Eと繊維中心Dの複屈折の差、繊維表面層Hにおける結晶化度および複屈折の勾配(繊維表面Iから中心に向かって1μmの位置Eとその位置よりさらに2μm中心方向の位置Fにおける結晶化度および複屈折の差)、および繊維断面方向の結晶化度の標準偏差がともにやや悪化し、タフネスのばらつきが多くなった。強制擦過試験での擦過回数は2500回以上3000回未満であり、製織工程でのフィブリル化も少なかったが、製織にて糸切れが散見された。
【0067】
以上、実施例1〜6および比較例1の結果を、表1に示す。
【0068】
【表1】
【0069】
(比較例2〜4)
比較例2は、延伸方法を一段延伸としたこと以外は、実施例1と同様の方法でポリエステルモノフィラメントを得た。比較例2では、繊維表面から中心に向かって1μmの位置と繊維中心の結晶化度および複屈折の差、繊維表面層における結晶化度および複屈折の勾配(繊維表面から中心に向かって1μmの位置とその位置よりさらに2μm中心方向の位置における結晶化度および複屈折の差)、タフネスの長手方向のRが悪化し、繊維断面方向の結晶化度の標準偏差も悪化した。強制擦過試験での擦過回数は2000回以上2500回未満であり、製織工程でのフィブリル化も散見された。比較例3では、2工程法・多段延伸で製糸を行い、比較例4では2工程法・一段延伸で製糸を行い、それに併せて延伸ホットローラー速度を表2のとおり変更した。比較例3、4ともに、タフネス平均値および長手のばらつき、繊維表面から中心に向かって1μmの位置と繊維中心の結晶化度および複屈折の差、繊維表面層における結晶化度および複屈折の勾配(繊維表面から中心に向かって1μmの位置とその位置よりさらに2μm中心方向の位置における結晶化度および複屈折の差)、繊維断面方向の結晶化度の標準偏差ともに劣位となり、比較例4の方が悪化度合いは大きかった。強制擦過試験での擦過回数は、比較例3、4ともに2000回未満、製織で削れ欠点も多発し、製織での張力変動も非常に大きかった。
【0070】
以上、比較例2〜4の結果を、表2に示す。
【0071】
【表2】
【0072】
(実施例7、比較例5、6)
実施例7および比較例5、6では、紡糸速度およびトータル延伸倍率(延伸ホットローラー速度)を、表3のとおり変更したこと以外は、実施例1と同様の方法でポリエステルモノフィラメントを得た。実施例7では、強度とモジュラスがやや高くなったものの、それ以外には実施例1と大きな差は見られず、強制擦過試験での擦過回数は2500回以上3000回未満であり、製織工程でのフィブリル化も少なく、製織での張力変動は小さかった。
【0073】
比較例5では、強度およびモジュラスが著しく低下し、繊維表面Iから中心に向かって1μmの位置Eと繊維中心Dの結晶化度および複屈折の差、繊維表面層Hにおける結晶化度および複屈折の勾配(繊維表面Iから中心に向かって1μmの位置Eとその位置よりさらに2μm中心方向の位置Fにおける結晶化度および複屈折の差)、タフネスの長手バラつきおよび繊維断面方向の結晶化度のバラつきが大きく、繊維構造が不均一であった。強制擦過試験での擦過回数については、非常に低配向であるため3000回以上であったが、強度およびモジュラスが低すぎるため紗に必要な強度を達成できず、繊度も太く印刷精度が低下してしまうことから、高次評価不可であった。
【0074】
比較例6では、タフネスの長手バラつきがやや大きく、繊維表面Iから中心に向かって1μmの位置Eと繊維中心Dの結晶化度および複屈折の差、繊維表面層Hにおける結晶化度および複屈折の勾配(繊維表面Iから中心に向かって1μmの位置Eとその位置よりさらに2μm中心方向の位置Fにおける結晶化度および複屈折の差)、および繊維断面方向の結晶化度の標準偏差ともに悪化した。その結果、強制擦過試験での擦過回数は2000回未満、製織にて削れ欠点も多発し、製織での張力変動も非常に大きかった。
【0075】
以上、実施例7および比較例5、6の結果を、表3に示す。
【0076】
【表3】
【0077】
(実施例8〜10、比較例7)
実施例8と9および実施例10と比較例7では、延伸倍率比率および延伸ホットローラー速度を、表4のとおり変更したこと以外は、実施例1と同様の方法でポリエステルモノフィラメントを得た。実施例8と9では、実施例1と大きな差は見られず、強制擦過試験での擦過回数は3000回以上であり、製織工程でのフィブリル化もなく、製織での張力変動は非常に小さかった。
【0078】
実施例10では、タフネス平均値が低下し、長手バラつきも悪化した。繊維表面Iから中心に向かって1μmの位置Eと繊維中心の結晶化度の差、繊維表面層Hにおける結晶化度の勾配(繊維表面Iから中心に向かって1μmの位置Eとその位置よりさらに2μm中心方向の位置Fにおける結晶化度の差)は実施例1と大きく変わらなかったが、維断面方向の結晶化度の標準偏差については実施例1に比して劣位となった。強制擦過試験での擦過回数は2500回以上3000回未満であり、製織工程でのフィブリル化は少なく、製織での張力変動は小さかった。また、比較例7では、繊維表面Iから中心に向かって1μmの位置Eと繊維中心の結晶化度の差、繊維表面層Hにおける結晶化度の勾配(繊維表面Iから中心に向かって1μmの位置Eとその位置よりさらに2μm中心方向の位置Fにおける結晶化度の差)、繊維断面方向の結晶化度の標準偏差が悪化し、強制擦過試験での擦過回数は2000回以上2500回未満で、製織での削れ欠点が散見され、張力変動も大きかった。
【0079】
以上、実施例8〜10および比較例7の結果を、表4に示す。
【0080】
【表4】
【0081】
(実施例11)
実施例11では、表面粗度2.5Sの梨地ローラーを第2ホットローラーに適用したこと以外は、実施例1と同様の方法でポリエステルモノフィラメントを得た。タフネス平均値がわずかに低下し、長手方向のRは劣位となった。また、繊維断面方向における結晶化度の標準偏差も悪化し、強制擦過試験での擦過回数は2500回以上3000回未満となり、製織工程でのフィブリル化も少なく、製織での張力変動は小さかったが、実施例1に比してやや劣位となった。
【0082】
実施例11の結果を、表5に示す。
【0083】
【表5】
【符号の説明】
【0084】
A:試料切片
B:繊維中心軸
C:繊維軸に対し垂直な繊維断面
D:繊維中心
E:繊維表面から中心に向かって1μmの位置
F:Eからさらに2μm中心方向の位置
G:繊維表面Iと繊維中心Dを両端とする任意の5点
H:線維表面層
I:線維表面
1:パックハウジング
2:紡糸口金
3:保温筒
4:糸条冷却風装置
5:給油ローラー
6:第1ゴデットローラー
7:温度調節保温容器
8:第1ホットローラー
9:第2ホットローラー
10:最終ホットローラー
11:第2ゴデットローラー
12:第3ゴデットローラー
13:糸条巻取装置
【特許請求の範囲】
【請求項1】
ポリエチレンテレフタレートを主たる構成成分とする単成分ポリエステルモノフィラメントであって、該ポリエステルモノフィラメントの繊維軸に対し垂直な任意の繊維断面において、繊維中心の結晶化度と繊維表面から中心に向かって1μmの位置における結晶化度との差が4%以下であることを特徴とするスクリーン紗用ポリエステルモノフィラメント。
【請求項2】
繊維軸に対し垂直な任意の繊維断面において、繊維表面から中心に向かって1μmの位置における結晶化度と該位置からさらに2μm中心方向の位置における結晶化度との差が2%以下であることを特徴とする請求項1記載のスクリーン紗用ポリエステルモノフィラメント。
【請求項3】
繊維軸に対し垂直な任意の繊維断面において、繊維表面から繊維中心まで任意に少なくとも5点以上結晶化度を測定した際の標準偏差が2以下であることを特徴とする請求項1または2記載のスクリーン紗用ポリエステルモノフィラメント。
【請求項1】
ポリエチレンテレフタレートを主たる構成成分とする単成分ポリエステルモノフィラメントであって、該ポリエステルモノフィラメントの繊維軸に対し垂直な任意の繊維断面において、繊維中心の結晶化度と繊維表面から中心に向かって1μmの位置における結晶化度との差が4%以下であることを特徴とするスクリーン紗用ポリエステルモノフィラメント。
【請求項2】
繊維軸に対し垂直な任意の繊維断面において、繊維表面から中心に向かって1μmの位置における結晶化度と該位置からさらに2μm中心方向の位置における結晶化度との差が2%以下であることを特徴とする請求項1記載のスクリーン紗用ポリエステルモノフィラメント。
【請求項3】
繊維軸に対し垂直な任意の繊維断面において、繊維表面から繊維中心まで任意に少なくとも5点以上結晶化度を測定した際の標準偏差が2以下であることを特徴とする請求項1または2記載のスクリーン紗用ポリエステルモノフィラメント。
【図1】

【図2】
【図2】
【公開番号】特開2013−14859(P2013−14859A)
【公開日】平成25年1月24日(2013.1.24)
【国際特許分類】
【出願番号】特願2011−149021(P2011−149021)
【出願日】平成23年7月5日(2011.7.5)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成25年1月24日(2013.1.24)
【国際特許分類】
【出願日】平成23年7月5日(2011.7.5)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]