
スクリーン
【課題】 広い視野角においてゲインの高いスクリーンを提供する。複雑な構造とせずに広視野角のスクリーンを得ることが出来、低コストで、軽量性、耐久性、形態保持性に優れる各種スクリーンを提供する。
【解決手段】 ポリマAおよびポリマBの互いに非相溶である2成分がブレンドされてなる繊維であり、かつ繊維内部に空隙を有し、該空隙が繊維軸方向に垂直な繊維横断面において300個以上存在するボイド繊維を用いてなることを特徴とするスクリーンである。
【解決手段】 ポリマAおよびポリマBの互いに非相溶である2成分がブレンドされてなる繊維であり、かつ繊維内部に空隙を有し、該空隙が繊維軸方向に垂直な繊維横断面において300個以上存在するボイド繊維を用いてなることを特徴とするスクリーンである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ビデオ、プロジェクター、映写機などの投影機から投影された画像を、プロジェクター側に反射することによって像を形成する反射型のスクリーンに関するものである。さらに詳しくは、特定サイズのボイドを多数有する繊維を用いてなるスクリーンであって、広視野において、ゲインが高く、かつ変化の少ないスクリーンに関するものである。
【0002】
上記のボイド繊維は、繊維外層部から中央部に渡ってボイドの大きさが段階的に大きくなる空隙の傾斜構造を有する。繊維内部に空隙が傾斜的に存在することで繊維の光拡散能が高くなり、広視野角のスクリーンとなる。
【0003】
そして断面形状が異形断面である繊維を採用する場合、繊維中の空隙の傾斜傾向が大きくなるため広視野角で高いゲインを有するだけでなく、異形断面により投影された光が適度に再帰(投影された光がプロジェクター方向に反射される)されるため、特定の視野角でのゲインを高く、かつその変化の少ないスクリーンとなるものである。
【0004】
本発明のスクリーンは、ボイド繊維自身が高い光反射性、光拡散性を有するため、従来のように複雑な多層構造を必要とせず、スクリーンの構造を単純化することが可能であるため、低コストで、軽量性に優れたスクリーンを提供するものである。
【背景技術】
【0005】
近年、迫力ある映像を大画面、高画質、省スペース、省エネルギーで家庭内にて楽しむことを目的として、大画面の液晶およびプラズマテレビ、あるいは映像プロジェクターなどが家庭用映像形成装置として普及しつつある。なかでも、映像プロジェクターによる映像形成システムは、映像を投影するスクリーンの大きさと、プロジェクターとの距離を調整することによって、簡単に大画面化ができるため、次世代の映像形成システムとして注目を集めている。
【0006】
このような映像プロジェクターの映像を投影するスクリーンは、映像を映し出す方向によって2つに大別される。一つはプロジェクターに投影された映像をスクリーンによって反射し、プロジェクター側にいる観測者が映像を視ることができる反射型スクリーンであり、もう一つはプロジェクターによって投影された映像をスクリーンによって透過し、プロジェクターと反対側にいる観測者が映像を見ることができる透過型スクリーンである。本発明のスクリーンは後者の反射型スクリーンに関するものである。
【0007】
スクリーンの特性として、広視野角で、明るい(ゲインの高い)映像が得られることが望まれている。広視野角とするには投影された光を一方向に反射させるだけでなく、全方向に拡散させる必要がある。しかしながらこの場合、観測者のいない方向にも光反射が起こるため、ゲインが低くなりがちで、暗い映像となりがちである。逆に反射光に再帰性(プロジェクターの方向に光が反射される)を持たせると、スクリーン面の法線方向にいる観測者からは明るい映像が観察されるが、スクリーンの視野角は狭くなりがちである。
【0008】
このように視野角とゲインは相反する特性であり、繊維基材(ガラス繊維)に対して、PVC(ポリ塩化ビニル)層、ガラスビーズ層、金属蒸着層などを接着し、表面にはエンボス加工による凹凸を形成させるなどして、複雑な多層構造を形成することで、目的に応じた光の拡散性、再帰性を発現させる提案がなされている。しかしながら、このような多層構造のスクリーンは多層構造であるが故に単位面積あたりの重量が大きくなり、大型化するとスクリーンは重くなってしまう。このため、設置方法、搬出等は制限され、軽量性、収納性に劣るものである。また、スクリーンの反射特性を維持するためには常に反射表面を綺麗に保つ必要があるが、清掃を行う際に反射面からガラスビーズが脱落して反射特性が変化し易いという問題も抱えていた。また、コストが高く汎用性は低かった。
【0009】
以上のことから、複雑な構造とせずともスクリーンの反射特性を制御でき、広視野角で明るい映像が見られることが望まれている。このため、繊維の断面形状あるいは織編組織に特徴を持たせることによって、入射光を透過させずに拡散させ、入射光を適度に再帰させることにより、所望のスクリーンとする提案がなされているが、スクリーンの反射特性は未だ不十分であるのが現状である。
【0010】
例えば、断面形状が長円または楕円である細線を縦糸および横糸に用い、織物の片面に光反射層を設けることで、縦方向と横方向の視野角に異方性を持たせる提案がなされている(特許文献1参照)。しかしながら、この技術の織物に用いる繊維は、通常の中実繊維であり、繊維のみでは光を透過させてしまう。このため、織物の片面に金属蒸着などして光反射層を設けることが必須であり、やはり軽量性、収納性には劣るものである。また確かに、特定の視野角範囲におけるゲインを高めることができ、スクリーンの中央にいる観測者からは明るい画像が得られるものの、通常の中実繊維を用いているため、入射光は拡散されず、スクリーンを観察する角度方向による明るさの変化が大きく(視野角によるゲインの変化が大きい)、視野角の狭いものしか得られないものであった。
【0011】
また、規則性の低い特定の織り組織の布帛をスクリーン基布として用いることにより、繊維表面で光の反射方向をランダムとし、視野角によるゲインの変化の小さいスクリーンを得ることが提案されている(特許文献2参照)。確かに、織り組織が不規則であるため、反射面で光が拡散性され、視野角によるゲインの変化の小さいスクリーンが得られるものの、通常の合成繊維を用いるため光の透過損失が大きく、スクリーン全体に暗い映像となってしまうものであった。また、透過損失を軽減するためには繊維内部に酸化チタンなどの白色微粉末を多量に含有させた繊維を用いることが示されているが、酸化チタンは入射光の反射だけでなく、吸収をも起こすため、多量に含有させるとゲインは低くなってしまい、やはりスクリーン全体に暗い映像となり易いものであった。
【0012】
既に本発明者らは繊維に軽量性を付与するため、ポリエステルとマレイミド構造を持たない熱可塑性ポリマ(除くポリエステル)とからなる海島状ポリエステル複合繊維において、海島状の複合界面の少なくとも一部に空隙を形成させることで、繊維の見かけ比重が1.2以下である軽量性に優れるポリエステル複合繊維を提案している(特許文献3参照)。この技術は、繊維内部に微細空隙が多数存在することで、優れた軽量性を保持し、該空隙が微細であることにより繊維物性にも優れ、衣料用途、産業用途に好適な軽量繊維を得ることができる。本発明者らはこの技術についてさらに詳細に検討を進めた結果、上記の繊維は繊維内部に空隙を有することで、繊維に入射された光を透過せずに光反射させる機能を有し、空隙が微細であることから光を拡散させる機能をも有することから、上記繊維がスクリーンの基布素材として最適であることを見出したのである。
【特許文献1】特開平4−1739号公報(特許請求の範囲、第2頁左欄)
【特許文献2】特開2003−207852号公報(特許請求の範囲、段落[0008])
【特許文献3】特開2004−183196号公報(特許請求の範囲)
【発明の開示】
【発明が解決しようとする課題】
【0013】
本発明の課題は、複雑な多層構造とせずとも広い視野角でゲインが高く、明るい映像が得られるだけでなく、低コストで、軽量性、携帯性、耐久性、形態保持性に優れるスクリーンを提供することにある。
【課題を解決するための手段】
【0014】
上記課題を解決するため、本発明は以下の構成を採用する。すなわち、
[1]ポリマAおよびポリマBの互いに非相溶である2成分がブレンドされてなる繊維であり、かつ繊維内部に空隙を有し、該空隙が繊維軸方向に垂直な繊維横断面において300個以上存在するボイド繊維を用いてなることを特徴とするスクリーン。
【0015】
[2]繊維横断面内に存在する空隙の平均直径が0.01μm以上1μm以下であるボイド繊維を用いてなることを特徴とする前記[1]に記載のスクリーン。
【0016】
[3]繊維横断面内において、繊維断面の中心を共有する繊維断面形状と相似かつ直径が1/2の断面形状によって繊維の外層部と内層部に分けた場合に、外層部に存在する空隙の平均直径d1と内層部に存在する空隙の平均直径d2との比が下記(1)式を満たす空隙の傾斜構造を有するボイド繊維を用いたことを特徴とする前記[1]または[2]に記載のスクリーン。
【0017】
d2/d1≧1.3 ・・・(1)
[4]断面形状が異形断面であるボイド繊維を用いてなることを特徴とする前記[1]〜[3]のいずれかに記載のスクリーンである。
【発明の効果】
【0018】
本発明のスクリーンは、空隙を多数有し、該空隙が微細であるボイド繊維を用いてなることにより、スクリーンの反射面に入射された光が透過せずに光反射されるだけでなく、入射光が拡散されることから、広い視野角に渡ってゲインが高く、視野角によるゲインの変化も小さい特性を有する。また、上記特性は空隙の傾斜傾向の大きいボイド繊維を用いた場合にさらに向上する。そして、繊維断面を異形断面とし、空隙の傾斜構造を積極的に形成させた空隙の傾斜傾向の高いボイド繊維を用いた場合、高度に発達した空隙に傾斜構造によって入射光は拡散反射され、異形断面によって入射光が再帰的に反射されるため、特定視野角領域におけるゲインが高く、視野角によるゲインの変化も小さい特性を有する。このため、複雑な多層構造とせずとも優れた反射特性を有し、用いるボイド繊維の比重が中実繊維の比重よりも小さいため、大型スクリーンとしても軽量化でき、据え付け、運搬作業の簡便化、製造工程の簡便化、巻き上げモーターなどの付帯設備の小型化が可能となるため製造コストを大幅に低下できる。そして多数の空隙は繊維長手方向に不連続に存在するため、屈曲や摩耗が生じても空隙の変形が抑えられ、スクリーンの清掃、あるいは折り畳みあるいは巻き上げなどによって空隙構造は変化しない。このため、固定式、巻き上げ式、折り畳み式などのさまざまな型式で好適に利用される、実用耐久性、携帯性に優れたスクリーンとすることができる。以上のことから、劇場上映用、ホームシアター用、プレゼンテーション用、ゲーム用、アミューズメントパーク用はもとより、例えば外出時に携帯して投影するモバイル用としても好適に用いることができる。
【発明を実施するための最良の形態】
【0019】
本発明におけるスクリーンはボイド繊維を用いてなることが重要である。該ボイド繊維については後述にて詳細に説明するが、本発明のスクリーンの一部あるいは全部に用いていれば良い。ボイド繊維の反射特性を活かすために、少なくともスクリーンの反射面の一部としてボイド繊維を用いることが好ましい。
【0020】
本発明のスクリーンに用いられる繊維は、細く長い形状を有しており、一般的に言われる長繊維(フィラメント)であっても短繊維(ステープル)であってもよく、あるいは電気植毛加工などに用いられる短い繊維、すなわちパイルであってもよく、これらの繊維形状を有すると認められるものであれば特に制限はない。また、生糸、撚糸、加工糸など繊維の形態等についても特に制限はない。より外力が加わった際の形態保持性、あるいは耐久性の高いスクリーンを得易い点で、フィラメントであることが好ましい。フィラメントである場合、マルチフィラメントであってもモノフィラメントであってもよい。
【0021】
スクリーンに用いるボイド繊維の繊維構造物としての形態は、特に限定されるものではなく、織物、編物、不織布、パイル状物などの従来公知の形態として用いることができ、目的用途に応じて適宜選択すればよいが、スクリーンのゲインがより高くなる点で、高密度な繊維構造物とすることが好ましいことから、織物であることが好ましい。織物を用いた場合、経糸と緯糸にボイド構造の異なる別々のボイド繊維を用いることもでき、スクリーンの縦方向と横方向の反射特性に異方性を持たせることもできる。また、スクリーンに伸縮性が要求される場合は編物あるいは不織布を採用することが好ましい。
【0022】
織物の織り組織としては、例えば、1重織物としてはブロード、ボイル、ローン、ギンガム、トロピカル、タフタ、シャンタン、デシンなどの平織、デニム、サージ、ギャバジンなどの綾織、サテン、ドスキンなどの朱子織、バスケット、パナマ、マット、ホップサック、オックスフォードなどのななこ織、グログラン、オットマン、ヘアコードなどの畝織、フランス綾、ヘリンボーン、ブロークンツイルなどの急斜文、緩斜文、山形斜文、破れ斜文、飛び斜文、曲り斜文、飾斜文や、不規則朱子、重ね朱子、拡げ朱子、昼夜朱子や、蜂巣織、ハック織、梨地織、ナイアガラなどが挙げられ、また2枚の織物を合わせて1枚の織物となした2重織物としては、ピケ、フクレ織などの経2重織、ベッドフォードコードなどの緯2重織、風通織、袋織などの経緯2重織などが挙げられ、目的用途に応じて適宜選ばれる。
【0023】
パイル織物としては別珍やコールテンなどの緯パイル織や、タオル、ビロード、ベルベットなどの経パイル織などが挙げられ、その他に紗織や絽織などのからみ織物、ドビー織やジャガード織などの紋織物などが挙げられ、それぞれ用途や目的に応じて適宜選ばれる。
また編物の編み組織としては、例えば、天竺やシングルなどの平編、ゴム編やフライスなどのリブ編、リンクスなどのパール編の他、鹿の子、梨地、アコーディオン編、スモールパターン、レース編、裏毛編、片畦編、両畦編、リップル、ミラノリブ、ダブルピケ、等の緯編、あるいはトリコット、ラッセル、ミラニーズなどの経編などが挙げられ、それぞれ用途や目的に応じて適宜選ばれる。
【0024】
また不織布の構造としては、ケミカルボンド法、サーマルボンド法、ニードルパンチ法、ウォータージェットパンチ(スパンレース)法、スティッチボンド法、フェルト法などの方法により形成された不織布等が挙げられ、それぞれ用途や目的に応じて適宜選ばれる。
【0025】
また本発明の効果を妨げない範囲で、常法の精練、染色、熱セット等の加工を受けてもよく、艶付けプレス、エンボスプレス、コンパクト加工、柔軟加工、ヒートセッティングなどの物理的処理加工や、ボンディング加工、ラミネート加工、コーティング加工、蒸着加工、防汚加工、撥水加工、帯電防止加工、防炎加工、防虫加工、衛生加工、泡樹脂加工などの化学的処理加工や、その他にマイクロ波応用や、超音波応用、遠赤外線応用、紫外線応用、低温プラズマ応用などの応用処理がなされていても良い。但し、折り畳み可能なスクリーンとする場合には、コーティング層の割れ、折れ皺が生じると映像鑑賞のゲインの斑を生じて発明の効果が妨げられる可能性があるので注意が必要である。
【0026】
本発明のスクリーンは入射光をスクリーンの後方に透過しないほど、目的とするゲインの高いスクリーンが得られる。このためスクリーンの反射面を形成する繊維構造物の目付は高いことが好ましく、100g/m2以上であることが好ましく、150g/m2以上であることがより好ましく、200g/m2以上であることがさらにより好ましい。但し、過度に目付が高いと、糸同士の圧縮が大きくなって繊維内部の空隙が潰れる、あるいは工程通過性が悪化するなどの不具合を生じることがあるので、1000g/m2以下が好ましい。
【0027】
本発明のスクリーンの厚さについては目的用途に応じて適宜選択すれば良いが、過度に薄いとスクリーンの反射面を平面として保ちづらく皺が生じることがある。このためスクリーンの厚みは0.1mm以上であることが好ましく、0.2mm以上であることが好ましく、0.3mm以上であることが更により好ましい。また上限については特に制限されるものではないが、5mm以下が好ましい。このスクリーンの厚みは、繊維の繊度や、あるいは前記繊維構造物を複数枚積層するなどにより調整すれば良い。
【0028】
本発明のスクリーンは、より明るい映像を鑑賞できる点で、スクリーンのゲインが高いことが好ましい。ゲインとはスクリーンが固有に持っている反射特性(角度毎の明るさ)を数字で示したものであり、完全拡散板(上下左右方向で、ほぼ一定の反射率を示す)に一定の光を当てて測定した輝度1とし、同一の条件でスクリーンに光を照射し、中心点から同一円弧上を走査させて測定した輝度との比率として定義される。
【0029】
ゲインは、スクリーンの反射面の重心から放線方向に光源を設置し、輝度計と光源との角度を変更しながら測定した輝度(カンデラ/m2)と、光源の照度(ルクス)との関係から下記(2)式により算出される。このゲインが大きいほどスクリーンは明るく見える。
【0030】
ゲイン=[輝度(カンデラ/m2)/照度(ルクス)]×π ・・・(2)
光源の照度(ルクス)は、光源の光出力(ルーメン)と投射面積(m2)との関係から下記(3)式により算出される。
【0031】
照度(ルクス)=光出力(ルーメン)/投射面積(m2)・・・(3)
より迫力ある映像を映し出すことができる点で、ゲインのピーク値(ピークゲイン)が0.5以上であることが好ましく、0.6以上であることがより好ましく、0.8以上であることがさらにより好ましく、1.0以上であることが特に好ましい。ピークゲインの上限については目的用途に応じて適宜選択すればよいが、あまりに大きいと見る角度によって明るさの違いが生じ、実用に適さなくなる可能性がある。このためピークゲインは10以下であることが好ましく、9以下であることが好ましく、8以下であることがさらにより好ましい。
【0032】
また、ゲインのピーク値が半分になる角度を半値角と呼ぶ。この数値が大きいほど視野角が広く大勢で映像を鑑賞するのに適している。本発明のスクリーンはボイド繊維を用いることにより、入射された光を透過せずに光反射させ、かつ拡散させる機能を有することから、ピークゲインが高く、半値角の大きい、あるいは半値角の存在しない視野角の大きいスクリーンが得られる。多方向から鑑賞出来るスクリーンとなる点で、半値角は30°以上であることが好ましく、40°以上であることがより好ましく、50°以上であることが特に好ましい。一定方向から鑑賞する用途に用いる場合は、特角度でのゲインを高くすることができる点で半値角は80°以下であることが好ましく、70°以下であることが好ましく、60°以下であることがさらにより好ましい。
【0033】
上記ピークゲインと半値角はスクリーンに用いるボイド繊維の内部に存在する空隙の直径、空隙の数、空隙の傾斜傾向、繊維の断面形状、ポリマAとポリマBの屈折率差、と関わっている。スクリーンに入射された光は、繊維表層と繊維外部との界面、ポリマAと空隙内部の界面、ポリマBと空隙内部の界面、あるいはポリマAとポリマBの界面において反射光と透過光に分割され、透過光は界面における屈折率差に対応して屈折される。繊維内部でこのような複雑な反射現象が繰り返し起こることで入射光は拡散されて反射される。そして、ボイド繊維中に空隙が多数存在することで、入射光は反射面の反対側に透過せず、広い視野角で高いゲインを有し、視野角によりゲインの変化の小さいスクリーンとなるのである。
【0034】
以下、本発明のスクリーンに用いるボイド繊維について詳細に説明する。
【0035】
本発明のスクリーンに用いるボイド繊維は、ポリマAとポリマBの2成分のポリマがブレンドされてなる繊維であることが重要である。ブレンド繊維とは、後述するような様々な方法により溶融紡糸が完結する以前の任意の段階においてポリマAとポリマBとが混練されてなるブレンド組成物から形成された繊維を意味し、繊維軸方向に直交する繊維横断面内において、ポリマAが海、ポリマBが島を形成している海島構造を形成している。また、島であるポリマBは繊維軸方向に筋状に存在し、その筋は適度な長さを有する不連続なものである。よって繊維中におけるポリマAとポリマBとの複合界面が非常に大きくなり、ボイド繊維となした場合に、繊維軸に対して不連続な空隙が生成し、微細空隙を数多く有する繊維となる。この空隙の中にポリマBが存在している。繊維内部にポリマBを有するため、界面を形成する要素の屈折率差によって光は適度に屈折されて強め合わないため、ホットスポットなどの映像障害を生じない。なお、ホットスポットとはスクリーンに輝度のピークを生じる映像障害である。
【0036】
本発明のスクリーンに用いるボイド繊維は、繊維軸方向に垂直な繊維横断面に存在する空隙を300個以上有するものである。直径の異なる空隙が数多く存在するボイド繊維を用いることで、初めてスクリーンの光拡散能が高くなり、ピークゲインが高く、半値角の大きいスクリーンが得られる。繊維横断面に存在する空隙の数は500個以上であることが好ましく、1,000個以上であることがより好ましく、10,000個以上であることがさらに好ましい。空隙の数の上限については特に制限されないが、概ね1,000,000個以下程度が好ましい。空隙の数は下記実施例Iの手法で確認することが出来る。
【0037】
本発明のスクリーンに用いるボイド繊維は、スクリーンに入射された光を透過させないこと、空隙が潰れ難く、スクリーンの特性を維持し易い点で、単糸横断面内に存在する空隙の平均直径が0.01μmを超えることが好ましい。より入射光の透過を抑制し、ゲインの高いスクリーンとなる点で、空隙の平均直径は0.03μm以上であることが好ましく、0.05μm以上であることがさらにより好ましい。ただし、空隙が大きすぎると繊維内部に存在する空隙の絶対数が少なくなり、入射光を拡散させる界面の面積が小さくなるため、光拡散能は低下する傾向にある。このため、空隙の平均直径は1μm以下であることが好ましく、0.8μm以下であることがより好ましく、0.5μm以下であることが特に好ましい。空隙の平均直径は、後述する実施例で定義されるI.の手法により算出できる。
【0038】
本発明のスクリーンに用いるボイド繊維の空隙の割合を示す空隙率は、スクリーンがより軽量性の良好なものとなる点から、空隙率は15%以上であることが好ましく、25%以上であることがより好ましい。ここで空隙率とは、繊維見かけ比重を後述する実施例で定義されるF.の手法により測定することで算出できる。
【0039】
本発明のスクリーンに用いるボイド繊維は、繊維軸方向に不連続な空隙を有することが好ましい。スクリーンの光拡散能が増加し、半値角が大きくなるため好ましい。また空隙が繊維軸方向に不連続であることで、空隙が外力によって潰れ易く、屈曲や摩耗によって繊維断面形状、空隙の構造は変化しにくく、実使用においてスクリーンの各種特性が損なわれないのである。空隙の不連続性については後述する実施例で定義されるIの手法により観察した単繊維横断面写真、縦断面写真により確認することができる。
【0040】
本発明のスクリーンに用いるボイド繊維は、繊維横断面内において繊維表層部から繊維中央部に渡って、空隙の直径が段階的に大きくなる空隙の傾斜構造を有することが好ましい。そして繊維表層付近に存在する空隙の大きさと、繊維中央付近に存在する空隙の大きさの比が大きい、つまり傾斜傾向が大きい構造であるほど、繊維中に入射された光が幅広い空隙分布に対応して拡散されるため半値角が大きくなり、かつ入射光が透過しにくくゲインも高くなるため好ましい。
【0041】
そして繊維横断面内において、繊維断面の中心を共有する繊維断面形状と相似かつ直径が1/2の断面形状によって繊維の外層部と内層部に分けた場合に、外層部に存在する空隙の平均直径d1と内層部に存在する空隙の平均直径d2との比であるd2/d1が1.30以上であるボイド繊維を用いたスクリーンは、半値角が大きく、かつゲインも高くなるため好ましい。d1およびd2は後述する実施例で定義されるI.の手法により得られた繊維横断面写真を用いて画像解析により算出する。よりスクリーンの半値角が大きく、かつゲインの高くスクリーンとなる点で、d2/d1≧1.5であることが好ましく、d2/d1≧1.8であることがより好ましく、d2/d1≧2.0であることがさらにより好ましい。d2/d1の上限については特に制限されないが100以下程度が好ましい。
【0042】
本発明のボイド繊維が繊維横断面において異形断面を有する場合、上記空隙の傾斜傾向が発現し易いため好ましい。ここで繊維横断面とは、繊維軸方向に直交する断面、すなわち繊維軸方向に垂直な繊維横断面であり、該断面形状が異形断面繊維であることにより、繊維表面で反射した光が再度、繊維内部に入り込み、繊維内部の空隙が光を拡散させる効果、および光の透過を抑制する効果を活かしやすく、結果として半値角が大きく、ゲインの高いスクリーンとなる。また異形断面の形状を適宜選択することにより、スクリーンの特性を制御することも可能である。
【0043】
例えば、観測者が一定の視野角領域に存在し、該視野角領域において明るい映像を得ることを目的とする場合には、扁平型、楕円型、多葉型、多角形型などの対称性のある異形断面を採用し、適度な再帰能を保持させ、特定の視野角領域におけるゲインが高いスクリーンとすることが好ましい。もちろん再帰能を保持させた分、半値角が減少する傾向にあるが、繊維内部に高度に発達した空隙の傾斜傾向を有するため、半値角の減少は最小限に抑えられる。特に狭い領域でのゲインを高くする場合には、扁平型、楕円型、3葉型、3角型の断面を採用することが好ましく、比較的広い特定領域のゲインを高くしたい場合には葉数が5以上の多葉型、5角形以上の多角形型の断面を採用することが好ましい。一方、大人数で異方向から観測することを目的とするスクリーンを得る場合には、対称性の無い異形断面形状を採用し、光拡散能の高い、半値角の大きいスクリーンとすることが好ましい。
【0044】
本発明のスクリーンに用いるボイド繊維が異形断面を有する場合、異形度が高いほど、繊維内部の傾斜傾向の高い繊維となるため好ましい。このことから異形度は1.20以上であることが好ましく、1.3以上であることがより好ましく、1.4以上であることがさらにより好ましく、1.5以上であることが特に好ましい。上限については特に制限されないが、断面形状、および空隙の耐久性が良好となり、結果としてスクリーンの反射特性の耐久性が良好となる点で7.0以下であることが好ましく、5.0以下であることがより好ましく、3.0以下であることがさらにより好ましく、2.0以下であることが特に好ましい。
【0045】
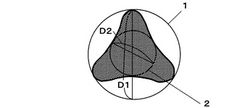
本発明における異形度とは単繊維横断面における外接円の直径D1と、内接円の直径D2の比(D1/D2)として定義される。異形断面が概ね線対称性、点対称性を保持すると判断される場合、内接円とは単繊維横断面において異形断面繊維の輪郭をなす曲線に内接する円であり、外接円とは単繊維横断面において異形断面繊維の輪郭をなす曲線に外接する円である。例えば図1に示す3葉型異形断面繊維の異形度は、外接円1の直径D1と内接円2の直径D2とを用いて算出される。また、異形断面が線対称性、点対称性を全く保持しない形状であると判断される場合には、異形断面繊維の輪郭をなす曲線と少なくとも2点で内接し、繊維の内部にのみ存在して内接円の円周と異形断面繊維の輪郭をなす曲線とが交差しない範囲においてとりうる最大の半径を有する円を内接円とする。外接円は異形断面繊維の輪郭を示す曲線において少なくとも2点で外接し、単繊維横断面の外部にのみ存在し、外接円の円周と異形断面繊維の輪郭が交差しない範囲においてとりうる最小の半径を有する円を外接円とする。
【0046】
本発明のスクリーンに用いるボイド繊維が異形断面を有する場合、空隙の傾斜構造は異方性を有することが好ましい。繊維横断面に異方性のある傾斜構造を有すると、繊維に多方向から入射される光が、それぞれ多種多様な空隙分布によって反射され、スクリーンの光拡散能が高くなるため好ましい。本発明における異方性を有する傾斜構造とは、単繊維横断面における外接円の接点と重心とを結ぶ線分(l1)方向に存在する空隙の傾斜構造と、内接円の接点と重心とを結ぶ線分(l2)方向に存在する空隙の傾斜構造が異なることを意味する。そしてl1と交差するあるいは接する空隙の数(nl1)および空隙の平均直径(dl1)と、l2と交差するあるいは接する空隙の数(nl2)および空隙の平均直径(dl2)とがそれぞれ共に異なる場合、空隙の傾斜構造に異方性を有すると判断する。よりスクリーンの光拡散能が高くなり、半値角の大きいスクリーンとなる点で、nl1/nl2≧1.1であることが好ましく、nl1/nl2≧1.3であることがより好ましい。nl1/nl2の上限については特に制限されないが、20以下程度がこのましい。またdl1とdl2の関係についても同様の理由によりdl1/dl2≧1.1であることが好ましく、dl1/dl2≧1.3であることがより好ましい。dl1/dl2の上限については特に制限されないが20以下程度が好ましい。
【0047】
本発明のスクリーンに用いるボイド繊維は繊維表面に空隙のないスキン層を有することが好ましい。スキン層を有することで、繊維が屈曲や摩耗などによって削れることがなく、繊維内部に存在する空隙構造の耐久性がさらに高くなる。また繊維の強度が向上するため大型スクリーンとしても好適に使用できる。スキン層の厚さが厚すぎると繊維内部で空隙が形成される体積が減少し、結果としてスクリーンを透過する光が増加し、ゲインの低いスクリーンとなるため好ましくない。スキン層の厚さは繊維の直径D(異形断面の場合は外接円の直径D1)の1/5以下であることが好ましく、1/10以下であることがより好ましく、1/15以下であることがさらにより好ましい。またあまり薄いとスキン層の効果がなくなるため、D1の1/1000以上であることが好ましい。このスキン層は、後述する空隙が形成され過程において同時に形成できる。このためこのスキン層はポリマAとポリマBのブレンドポリマにより構成されるものである。
【0048】
本発明のスクリーンに用いるボイド繊維を形成するポリマAは、繊維形成能を有するものであれば特に限定されるものではなく、汎用的に用いられるポリマとして、ポリエステル系ポリマ、ポリアミド系ポリマ、ポリイミド系ポリマ、ポリオレフィン系ポリマやその他ビニルポリマ、フッ素系ポリマ、セルロース系ポリマ、シリコーン系ポリマ、エラストマー、その他多種多様なエンジニアリングプラスチックなどを挙げることができる。
【0049】
より具体的には、例えばラジカル重合、アニオン重合、カチオン重合といったビニル基を有したモノマーが付加重合反応によりポリマが生成する機構により合成されるポリオレフィン系ポリマやその他のビニルポリマなどにおいては、ポリエチレン、ポリプロピレン、ポリブチレン、ポリメチルペンテン、ポリスチレン、ポリアクリル酸、ポリメタクリル酸、ポリメタクリル酸メチル、ポリアクリロニトリル、ポリテトラフルオロエチレン、ポリフッ化ビニリデン、ポリ塩化ビニリデン、ポリシアン化ビニリデン、などが挙げられるが、これらは例えばポリエチレンのみ、あるいはポリプロピレンのみといった単独重合によるポリマであっても良いし、あるいは複数のモノマー共存下に重合反応を行うことで形成される共重合ポリマであっても良く、例えばスチレンとメチルメタクリレート存在下での重合を行うとポリ(スチレン−メタクリレート)という共重合したポリマが生成するが、このような共重合体であるポリマであっても良い。
【0050】
また例えば、カルボン酸あるいはカルボン酸クロリドと、アミンの反応により形成されるポリアミド系ポリマを挙げることができ、具体的にはナイロン6、ナイロン7、ナイロン9、ナイロン11、ナイロン12、ナイロン6,6、ナイロン4,6、ナイロン6,9、ナイロン6,12、ナイロン5,7、ナイロン5,6などが挙げられるほか、本発明の主旨を損ねない範囲で他の芳香族、脂肪族、脂環族ジカルボン酸と芳香族、脂肪族、脂環族ジアミン成分が、あるいは芳香族、脂肪族、脂環族などの1つの化合物がカルボン酸とアミノ基を両方有したアミノカルボン酸化合物が単独で用いられていてもよく、あるいは第3、第4の共重合成分が共重合されているポリアミド系ポリマであっても良い。
【0051】
また例えば、カルボン酸とアルコールのエステル化反応により形成されるポリエステル系ポリマを挙げることができる。具体的には、本発明でいうポリエステル系ポリマとは、特に制限されるものではなく、例えばジカルボン酸化合物とジオール化合物のエステル結合から形成される重合体を挙げることができ、これらにかかるポリマとしては、ポリエチレンテレフタレート、ポリプロピレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、ポリシクロヘキサンジメタノールテレフタレートなどが挙げられる。そして、特に制限されるものではないものの、ジカルボン酸化合物とジオール化合物のエステル結合から形成されるポリエステル系ポリマには、本発明の主旨を損ねない範囲で他の成分が共重合されていても良く、共重合成分のジカルボン酸化合物としては、例えば、テレフタル酸、イソフタル酸、ナフタレンジカルボン酸、ジフェニルジカルボン酸、アントラセンジカルボン酸、フェナントレンジカルボン酸、ジフェニルエーテルジカルボン酸、ジフェノキシエタンジカルボン酸、ジフェニルエタンジカルボン酸、アジピン酸、セバシン酸、1,4−シクロヘキサンジカルボン酸、5−ナトリウムスルホイソフタル酸、5−テトラブチルホスホニウムイソフタル酸、アゼライン酸、ドデカンジオン酸、ヘキサヒドロテレフタル酸、といった芳香族、脂肪族、脂環族ジカルボン酸およびそれらのアルキル、アルコキシ、アリル、アリール、アミノ、イミノ、ハロゲン化物などの誘導体、付加体、構造異性体、光学異性体を挙げることができ、これらジカルボン酸化合物のうち1種を単独で用いても良いし、または発明の主旨を損ねない範囲で2種以上を組み合わせて用いても良い。
【0052】
また共重合成分として、例えばジオール化合物としては、エチレングリコール、プロピレングリコール、ブチレングリコール、ペンタンジオール、ヘキサンジオール、1,4−シクロヘキサンジメタノール、ネオペンチルグリコール、ハイドロキノン、レゾルシン、ジヒドロキシビフェニル、ナフタレンジオール、アントラセンジオール、フェナントレンジオール、2,2−ビス(4−ヒドロキシフェニル)プロパン、4,4´−ジヒドロキシジフェニルエーテル、ビスフェノールS、といった芳香族、脂肪族、脂環族ジオール化合物およびそれらのアルキル、アルコキシ、アリル、アリール、アミノ、イミノ、ハロゲン化物などの誘導体、付加体、構造異性体、光学異性体を挙げることができ、これらジオール化合物のうち1種を単独で用いても良いし、または発明の主旨を損ねない範囲で2種以上を組み合わせて用いても良い。
【0053】
また共重合成分として、1つの化合物に水酸基とカルボン酸を具有する化合物、すなわちヒドロキシカルボン酸を挙げることができ、該ヒドロキシカルボン酸としては、例えば乳酸、3−ヒドロキシプロピオネート、3−ヒドロキシブチレート、3−ヒドロキシブチレートバリレート、ヒドロキシ安息香酸、ヒドロキシナフトエ酸、ヒドロキシアントラセンカルボン酸、ヒドロキシフェナントレンカルボン酸、(ヒドロキシフェニル)ビニルカルボン酸といった芳香族、脂肪族、脂環族ジオール化合物およびそれらのアルキル、アルコキシ、アリル、アリール、アミノ、イミノ、ハロゲン化物などの誘導体、付加体、構造異性体、光学異性体を挙げることができ、これらヒドロキシカルボン酸のうち1種を単独で用いても良いし、または発明の主旨を損ねない範囲で2種以上を組み合わせて用いても良い。
【0054】
またポリエステル系ポリマとしては、芳香族、脂肪族、脂環族などの1つの化合物がカルボン酸と水酸基を両方有したヒドロキシカルボン酸化合物を主たる繰り返し単位とする重合体であっても良く、特に制限されるものではないものの、例えばこれらにかかる重合体としては、ポリ乳酸、ポリ(3−ヒドロキシプロピオネート)、ポリ(3−ヒドロキシブチレート)、ポリ(3−ヒドロキシブチレートバリレート)、といったポリ(ヒドロキシカルボン酸)を挙げることができ、その他にも、これらポリ(ヒドロキシカルボン酸)には、本発明の主旨を損ねない範囲で芳香族、脂肪族、脂環族ジカルボン酸、あるいは芳香族、脂肪族、脂環族ジオール成分が用いられていてもよく、あるいは複数種のヒドロキシカルボン酸が共重合されていても良い。
【0055】
その他に本発明の繊維形成能を有するポリマとしては、アルコールと炭酸誘導体のエステル交換反応により形成されるポリカーボネート系ポリマ、カルボン酸無水物とジアミンの環化重縮合により形成されるポリイミド系ポリマ、ジカルボン酸エステルとジアミンの反応により形成されるポリベンゾイミダゾール系ポリマや、そのほかにもポリスルホン系ポリマ、ポリエーテル系ポリマ、ポリフェニレンスルフィド系ポリマ、ポリエーテルエーテルケトン系ポリマ、ポリエーテルケトンケトン系ポリマなどの合成ポリマやセルロース系ポリマや、キチン、キトサンの誘導体など、天然高分子由来のポリマなども挙げられる。
【0056】
これらポリマAについては、後述するように臨界表面張力γcAが大きく、かつ延伸時の張力が小さく、延伸時に空隙が発現しやすい方が好ましいことから、ポリマAとしてはポリエステル系ポリマ、ポリアミド系ポリマが好ましく、延伸時に低い延伸張力で延伸が可能であることからポリエステル系ポリマがより好ましい。そしてこれらポリエステル系ポリマのうち、より汎用性、繊維形成性に優れるという点で、主たる繰り返し単位がエチレンテレフタレート、プロピレンテレフタレート、ブチレンテレフタレート、あるいは乳酸であるポリエステル系ポリマが好ましく、主たる繰り返し単位がエチレンテレフタレートであるポリエステル系ポリマがより好ましい。なお、これらナイロン6などのポリアミド系ポリマあるいはポリエチレンテレフタレートやポリプロピレンテレフタレート、ポリブチレンテレフタレートなどのポリエステル系ポリマは、共に臨界表面張力γcAが約43dyne/cmである。
【0057】
そして本発明のポリマAとして好ましいポリエステル系ポリマは、通常合成繊維に供する固有粘度(IV)のポリエステルを使用することができる。IVの下限、上限については特に制限されるものではないものの、例えばポリマAとポリマBを溶融混練する際に高い剪断応力が発現し、結果として繊維中でポリマBが微細化し、空隙生成性が優れるという点で、例えばポリエチレンテレフタレートであれば、0.4以上であることが好ましく、0.5以上であることがより好ましい。ポリプロピレンテレフタレートであれば0.7以上であることが好ましく、0.8以上であることがより好ましい。ポリブチレンテレフタレートであれば0.6以上であることが好ましく、0.7以上であることがより好ましい。また上限については特に制限されるものではないものの、ギヤポンプの計量性が良好で繊度ムラがなく、繊維が過度に硬くならならないという点で、例えばポリエチレンテレフタレートであれば、1.5以下であることが好ましく、1.3以下であることがより好ましい。ポリプロピレンテレフタレートであれば2.0以下であることが好ましく、1.8以下であることがより好ましい。ポリブチレンテレフタレートであれば、1.5以下であることが好ましく、1.4以下であることがより好ましい。また本発明に用いるポリエステルで、IVにて評価しないものとしてポリ乳酸に代表されるポリ(ヒドロキシカルボン酸)があるが、これらは重量平均分子量(以下単に平均分子量と称することがある)にて記載しうるものであり、例えばポリ乳酸であれば平均分子量が5万〜50万のものが通常用いられ、好ましくは10万〜30万、加工性や紡糸性を考えると15万〜25万の平均分子量のポリ乳酸がより好ましく用いられる。
【0058】
本発明におけるポリマAは、含有量が50重量%以上であれば、特に制限されるものではなく、任意の含有量を取ることができる。スクリーンの強度が高いことが好ましいことから、繊維におけるポリマA含有量は、70重量%以上であることが好ましく、より好ましくは80重量%以上、さらにより好ましくは85重量%以上である。またポリマAの含有量の上限については、ボイド繊維が少なくともポリマAとポリマBからなることから、99.9重量%以下であることが好ましく、99重量%以上であることがより好ましく、98%重量%以下であることがさらにより好ましい。
【0059】
そして、ポリマAは、これらの中から選ばれるポリマを1種類を単独で用いても良くあるいは発明の主旨を損ねない範囲において、複数種を併用しても良い。
【0060】
本発明のスクリーンに用いるボイド繊維は、島成分であるポリマBの平均分散直径が小さいほど空隙生成性が高く、空隙の傾斜構造が発現し易い。ポリマBの平均分散直径は1μm以下であることが好ましく、0.8μm以下がより好ましく、0.5μm以下がさらにより好ましい。また下限は低いほど好ましいが、ポリマAとポリマBが非相溶であるため、現状0.01μmが限界である。該平均分散直径は後述する実施例で定義されるH.により確認することが可能である。なお繊維中の島成分が繊維軸方向に連続している、すなわち芯鞘複合繊維や海島複合繊維である場合、これはブレンド繊維ではなく、その複合界面(芯と鞘の界面もしくは海と島の界面)の面積はブレンド繊維と比較して極めて小さいものであり、空隙は全く生成しないか、生成したとしても本発明のスクリーンに用いるボイド繊維とは異なるものしか得られない。
【0061】
本発明のポリマBは、ポリマAに対して前述のとおり非相溶であれば特に制限されるものではなく、多種多様なポリマを使用することができる。例えば、ポリアミド系ポリマ、ポリオレフィン系ポリマやその他ビニル重合体、フッ素系ポリマ、シリコーン系ポリマ、エラストマー、ポリカーボネート系ポリマ、カルボン酸無水物とジアミンの環化重縮合により形成されるポリイミド系ポリマ、ジカルボン酸エステルとジアミンの反応により形成されるポリベンゾイミダゾール系ポリマや、そのほかにもポリスルホン系ポリマ、脂肪族ポリエーテル系ポリマ、芳香族ポリエーテル系ポリマ、ポリフェニレンスルフィド系ポリマ、ポリエーテルエーテルケトン系ポリマ、ポリエーテルケトンケトン系ポリマなどの合成ポリマやセルロース系ポリマや、キチン、キトサンの誘導体など、天然高分子由来のポリマ、その他多種多様なエンジニアリングプラスチックなどを挙げることができる。
【0062】
より具体的には、例えばラジカル重合、アニオン重合、カチオン重合といったビニル基を有したモノマーが付加重合反応、もしくは開環重合反応によりポリマが生成する機構により合成されるポリオレフィンやその他のビニル重合体などのポリマにおいては、ポリオレフィンであればポリエチレン、ポリプロピレン、ポリブチレン、ポリメチルペンテンの単独重合体あるいは共重合体、誘導体が挙げられ、またその他のビニル重合体であればポリスチレン、ポリアクリル酸、ポリメタクリル酸、ポリメタクリル酸メチル、ポリアクリロニトリル、ポリテトラフルオロエチレン、ポリフッ化ビニリデン、ポリ塩化ビニリデン、ポリシアン化ビニリデン、およびこれらの共重合体や誘導体などが挙げられるものの、これら付加重合反応もしくは開環重合反応により合成されるポリマの中で、後述する臨界表面張力、密度、あるいはガラス転移温度Tgなどの観点から好ましいものとして、ポリオレフィン系ポリマをまず挙げることができる。
【0063】
該好ましいとするポリオレフィン系ポリマの中で、まず主たる繰り返し構造がオレフィンから成るポリオレフィンとして例えばエチレン、プロピレン、ブテン、メチルブテン、メチルペンテン、エチルペンテン、ヘキセン、エチルヘキセン、オクテン、デセン、テトラデセン、オクタデセンをモノマーとして用いたポリオレフィンのほかに、脂環族モノマーの開環重合、付加重合などにより合成される、例えば下記化学式1、化学式2、あるいは化学式3に示す、環状構造を有するポリオレフィン系ポリマが挙げられる。
【0064】
【化1】

【0065】
【化2】
【0066】
【化3】
【0067】
ここで置換基X、Yはそれぞれ、水素、アルキル基、脂環基、シアノ基、アルキルエステル基、脂環エステル基の中から選ばれる基。
【0068】
該構造を有するものとしては、例えば、JSR(株)製“アートン”(登録商標)、日本ゼオン(株)製“ゼオノア”(登録商標)、“ゼオネックス”(登録商標)などが挙げられるものの環状構造を有するポリオレフィンは特にこれらに制限されるものではない。
【0069】
上記これらポリオレフィン系ポリマはモノマー1種類を単独で用いた単独重合体であっても良く、あるいは複数種を用いた共重合体であっても良く、さらにはオレフィンと他のビニル化合物とを共重合した共重合体であってもよい。共重合成分として具体的には、2〜6個の炭素原子を有する飽和脂肪族カルボン酸のビニルエステルや、1〜20個の炭素原子を有するアルコールから導かれるアクリル酸エステルおよびメタクリル酸エステルや、フマル酸、マレイン酸、イタコン酸、シトラコン酸、テトラヒドロフタル酸、メチルテトラヒドロフタル酸、ナジック酸などの不飽和カルボン酸あるいは該不飽和カルボン酸の酸ハライド、アミド、イミド、酸無水物およびエステルや、スチレンあるいはスチレン誘導体や、アクリロニトリルあるいはアクリロニトリル誘導体や、ビニロキシアルキル誘導体(アルコール型あるいはカルボン酸型)といったビニル化合物、あるいは脂環構造を持つビニル化合物が挙げられる。特に該脂環構造を共重合成分として有するポリオレフィン系ポリマとしては、例えば三井化学(株)製“アペル”(登録商標)、ポリプラスチックス(株)製“トパス”(登録商標)などが挙げられるが、該脂環構造を有する共重合ポリオレフィン系ポリマはこれに限定されるものではない。
【0070】
そしてこれらポリマBの中で好ましいとして例示したポリオレフィン系ポリマのうち、形成される繊維の空隙生成性が高く、繊維断面内に空隙の傾斜構造が形成され易いという点で、プロピレンおよび/またはメチルペンテンを主たる繰り返し単位とするポリオレフィン系ポリマ、あるいは環状構造を有するポリオレフィン系ポリマ、脂環構造を有する共重合ポリオレフィン系ポリマが好ましい。
【0071】
また、本発明のポリマBとしては、前記ポリオレフィン系ポリマ以外にもポリエーテル系ポリマが挙げられ、その中でポリフェニレンエーテルに代表される芳香族ポリエーテル系ポリマが好ましい。ポリフェニレンエーテルは、フェニレンオキサイドが主たる構造を成す単独重合体であっても良く、あるいは第2成分を共重合させた共重合体であっても良く、また発明の主旨を損ねない範囲において、添加物含有するもの、すなわちポリスチレン系ポリマ、ポリアミド系ポリマ、ポリエステル系ポリマ、ポリオレフィン系ポリマなどを第二成分としてアロイ化した変性ポリフェニレンエーテルであっても良い。該変性ポリフェニレンエーテルとしては、例えば三菱エンジニアリングプラスチックス(株)製の“ユ“ピエース”(登録商標)、“レマロイ”(登録商標)や、日本ジーイープラスチックス(株)製の“ノリル”(登録商標)、旭化成(株)製の“ザイロン”(登録商標)、住友化学(株)製の“アートレックス”(登録商標)、“アートリー”(登録商標)などが挙げられるが、好ましいポリマとして芳香族ポリエーテル系ポリマが挙げられるが、これらに限定されるものではない。
【0072】
あるいは、本発明におけるポリマBとしては、ポリカーボネート系ポリマが好ましい。ポリカーボネート系ポリマは、ビスフェノールAとC=Oが主たる繰り返し構造を成す単独重合体であっても良く、あるいは第3成分を共重合させた共重合体であっても良く、また発明の主旨を損ねない範囲において、添加物を含有するもの、すなわちポリスチレン系ポリマ、ポリアミド系ポリマ、ポリエステル系ポリマ、ポリメタクリレート系ポリマなどをアロイ化した変性ポリカーボネートであっても良い。該変性ポリカーボネートとしては、例えば三菱エンジニアリングプラスチックス(株)製の“ユーピロン”((登録商標)や“ノバレックス”((登録商標)、日本ジーイープラスチックス(株)製の“レキサン”((登録商標)、住友ダウ(株)製の“カリバー”((登録商標)、帝人化成(株)製の“パンライト”((登録商標)、出光石油化学(株)製の“タフロン”((登録商標)などが挙げられるが、好ましいポリマBとしてポリカーボネート系ポリマが挙げられるが、これらに限定されるものではない。
【0073】
またポリマAとしてポリエステル系ポリマを用いた場合、ポリマBはマレイミド構造を持たないことが好ましい。一般的にマレイミド構造とは無水マレイン酸とアンモニアもしくは一級アミンとの反応によって得られる構造であり、N−アルキルマレイミド、N−シクロアルキルマレイミド、あるいはN−フェニルマレイミドなどの構造があるが、特に着色しやすいものとしてN−フェニルマレイミド構造が知られている。マレイミド構造は特にポリエステル系ポリマとの親和性が非常に高いため、ポリマAとポリマBの界面の親和性が高くなりすぎるため空隙生成性に乏しくなり易い。また理由はよく分からないが、この場合空隙は主として繊維横断面における中心部分で生成し易く、空隙が局在化しまって傾斜構造は形成されにくいため、結果として、スクリーンに入射された光は拡散されず、透過損失も生じやすい。上記の問題が生じるポリマとして、例えば電気化学(株)製のスチレン・マレイミドポリマ(タイプ:MS−NAなど)が挙げられる。
【0074】
本発明のボイド繊維におけるポリマBの屈折率nBが1.55以下であることが好ましい。繊維の空隙内部に存在するポリマBの屈折率が低いことで空隙に入射された光が全反射されずに繊維中央部まで到達し易く、スクリーンに入射された光が拡散されやすくなるため好ましい。例えば、本発明においてポリマBとして好ましいとされる、環状構造を有するポリオレフィン系ポリマであれば1.51〜1.54であり、ポリプロピレンであれば1.47〜1.50であり、ポリエチレンであれば1.51〜1.54であり、ポリメチルペンテンであれば1.463である。屈折率は後述する実施例で定義されるJ.の手法により算出する。
【0075】
またポリマAとポリマBの屈折率の差であるポリマAの屈折率nA−nBが0.010以上であることが好ましい。光が表面から繊維に入射される際、繊維の表面で全反射が起こると繊維内部の空隙による光拡散効果を活かしにくく、スクリーンにギラツキを生じ易い。主成分であるポリマAの見かけの屈折率を下がることにより、入射光が繊維内部に光が入り込み易くなり、ポリマAとポリマBの界面において透過光が適度に屈折することにより、特定の波長が強め合うことがなく、多方向に拡散された反射光となるため、ソフトな映像が得られる。上記屈折率差は0.015以上であることがより好ましく、0.020以上であることがさらにより好ましい。上限については特に制限されないが0.200以下程度が好ましい。
【0076】
また本発明のポリマBの平均分子量については特に制限されるものではないものの、ポリマAとの混練性が優れ、繊維中で微細な島成分を形成する点で、数平均分子量が2,000〜10,000,000であることが好ましく、5,000〜5,000,000であることがより好ましく、10,000〜1,000,000であることがさらにより好ましい。
【0077】
本発明のポリマBの添加量については特に制限されるものではないものの、より多くの島成分となり、ポリマAとポリマBの界面の面積が多くなるほど空隙が生成し易いことから、含有量は0.1重量%以上であることが好ましく、1重量%以上であることがより好ましく、2重量%以上であることがさらにより好ましい。またあまり添加量が多いと繊維の物性が低下し、スクリーンの実用耐久性の低下を招くことがあるため、30重量%以下であることが好ましく、20重量%以下であることがより好ましく、15重量%以下であることがさらにより好ましい。
【0078】
本発明におけるポリマBはこれらポリマを1種類を単独で用いても良く、あるいは発明の主旨を損ねない範囲において、複数種を併用しても良い。また、本発明の軽量性に優れた異形断面繊維には、本発明の効果を妨げない範囲で、ポリマAとポリマB以外のポリマを配合しても良い。
【0079】
本発明のポリマAの臨界表面張力γcAとポリマBの臨界表面張力γcBの差であるγcA−γcBは繊維の海成分であるポリマAと島成分であるポリマBの界面における親和性を表し、該γcA−γcBが大きいほど、ポリマAとポリマBの界面剥離性が高くなり、空隙生成性に優れ、繊維横断面内において空隙の傾斜構造が形成されて易いため好ましい。特に制限されるものではないもののγcA−γcB≧5dyne/cmであることが好ましく、10dyne/cm以上であることがより好ましい。ただし、該γcA−γcBが大きすぎると、ポリマAとポリマBの界面親和性が低いため、繊維中の島成分であるポリマBの分散形態が粗大化し易く、繊維中の空隙の数が低下し、入射光を拡散させる界面の面積が小さくなる傾向がある。このためγcA−γcB≦25dyne/cmであること好ましく、γcA−γcB≦20dyne/cmであることより好ましい。
【0080】
そして本発明において好ましいとされるγcA−γcB≧5dyne/cmを満たすポリマAとポリマBの組み合わせとしては、例えば、ポリエチレンテレフタレートやポリプロピレンテレフタレートをはじめとするポリエステルをポリマAとし、ポリエチレンやポリプロピレン、ポリメチルペンテン、環状構造を持つポリオレフィンをはじめとするポリオレフィンをポリマBとする組み合わせや、あるいはナイロン6やナイロン66などのポリアミドをポリマAとし、前述ポリオレフィンをポリマBとする組み合わせなどを挙げることができ、ポリエチレンテレフタレートやポリプロピレンテレフタレートをポリマAとし、ポリメチルペンテンや環状構造を有するポリオレフィンをポリマBとする組み合わせがより好ましい。
【0081】
また本発明のポリマBは、ポリマAとの界面において剥離して空隙を形成しやすくし、結果的に得られる繊維がより軽量性に優れるという点で、ポリマBの臨界表面張力γcBは10〜35dyne/cmであることが好ましく、10〜33dyne/cmであることがより好ましい。この臨界表面張力γcBの範囲を満足するポリマBとしては、前述のオレフィンモノマーあるいは他のエチレン性不飽和化合物からなるポリオレフィンのうち、プロピレンおよび/またはメチルペンテンおよび/または環状構造を有するポリオレフィンが80モル%以上を占める単独重合体あるいは共重合体が好ましく、メチルペンテンが80モル%以上を占める単独重合体あるいは共重合体がより好ましく、ポリエステルをポリマAとする組み合わせにおいて空隙形成性に非常に優れ、大変好ましい。特に前述のプロピレンが80モル%以上を占める単独重合体あるいは共重合体の場合は29〜30dyne/cm、メチルペンテンが80モル%以上を占める単独重合体あるいは共重合体の場合は24〜25dyne/cm、環状構造を有するポリオレフィンが80モル%以上を占める単独重合体あるいは共重合体の場合は30〜32dyne/cmである。
【0082】
また、本発明のポリマAおよびポリマBは、各々のガラス転移点Tgの差がTgB(ポリマBのTg)−TgA(ポリマAのTg)≧5℃であることが好ましい。ガラス転移温度の関係がTgB−TgA≧5℃を満たすことで、延伸工程において、ポリマA中に存在するポリマBの変形が起こり難いためポリマAとポリマBの複合界面が剥離し易く、繊維中に空隙が生成し、空隙形成性が高いため好ましい。またTgB−TgA≧5℃を満たす場合、溶融紡糸工程において負荷される紡糸応力を主としてポリマBに担わすことができ、ポリマAの分子配向が抑制される、いわゆる配向抑制効果が発現し、高倍率延伸が可能となり、空隙の傾斜構造が発現しやすくなり、かつ生産性に優れるというメリットもあるため好ましい。また、ポリマBが紡糸工程で伸長化されて微細化するため、ポリマAとポリマBの界面の数が多くなり、延伸時に空隙が多数生成するため好ましい。上記理由により、TgB−TgA≧10℃であることがより好ましく、TgB−TgA≧30℃であることがさらに好ましく、TgB−TgA≧50℃であることが特に好ましい。またTgB−TgAの上限は溶融成形性の点から400℃が限界であり、好ましくはTgB−TgA≦300℃、より好ましくはTgB−TgA≦200℃である。
【0083】
またスクリーンの耐候性、耐熱性が高くなる、すなわち様々な気候において幅広く用いることが出来る点で、ポリマAが変形し繊維の断面形状、あるいは空隙が変形してスクリーンの反射特性が変化してしまうといったことを回避することが好ましい。このため該ポリマAのガラス転移点TgAは40℃以上であることが好ましく、50℃以上であることがより好ましく、60℃以上であることがさらに好ましい。また空隙の内部に存在するポリマBについても同様の理由により、高温下に晒されてもポリマBが変形して空隙を埋めてしまうといったことを回避することが好ましい。このためポリマBのTgBは、70℃以上であることが好ましく、100℃以上であることがより好ましく、130℃以上であることがさらに好ましい。
【0084】
そして本発明において好ましいとされるTgB−TgA≧5℃を満たすポリマAとポリマBの組み合わせとしては、例えば、ポリエチレンテレフタレート、ポリプロピレンテレフタレート、ポリ乳酸をはじめとするポリエステルや、ナイロン6、ナイロン66をはじめとするポリアミドをポリマAとし、ポリスチレンやポリメタクリルメタクリレート、ポリカーボネート、環状構造を有するポリオレフィン、ポリフェニレンエーテルをポリマBとする組み合わせなどを挙げることができ、より延伸時の工程安定性が高く、空隙生成性が高いという点で、ポリエチレンテレフタレート、ナイロン6、ナイロン66をポリマAとし、ポリスチレン、環状構造を持つポリオレフィン、ポリフェニレンエーテルをポリマBとする組み合わせがより好ましい。各ポリマのガラス転移温度は後述する実施例で定義されるC.の測定法によって決定されるが、例えばポリエチレンテレフタレートであれば約79℃に、ポリプロピレンテレフタレートであれば約47℃に、ポリブチレンテレフタレートであれば約24℃に、ポリ乳酸であれば約58℃に、ナイロン6であれば71℃にそれぞれ観測される。
【0085】
本発明のポリマAおよびポリマBは、ポリマAの融点TmAとポリマBの融点TmBの関係はTmA>TmBであることが好ましい。該融点の関係がTmA>TmBを満たすことでポリマBはポリマAに対し微分散しやすく、空隙発現性が高くなるため好ましい。Tgと同様にポリマAが変形し繊維の断面形状、あるいは空隙が変形してスクリーンの反射特性が変化してしまうといったことを回避することが好ましいことから、TmAは160℃以上であることが好ましく、210℃以上であることがより好ましく、250℃以上であることがさらにより好ましい。また空隙の内部に存在するポリマBについても、高温下に晒されてもポリマBが変形して空隙を埋めてしまうといったことを回避することが好ましい。TmBは150℃以上であることが好ましく、180℃以上であることがより好ましい。
【0086】
本発明のポリマBの溶融粘度は、特に制限されるものではなく、用いるポリマの溶融紡糸温度で、剪断速度が10sec−1の剪断粘度が500〜100000poiseのポリマが通常用いられ、好ましくは1000〜50000poiseである。
【0087】
本発明のスクリーンに用いるボイド繊維は、繊維残留伸度が5%〜50%であることが好ましい。ここで繊維残留伸度とは本発明におけるブレンド繊維の残留伸度を後述する実施例で定義されるE.の方法により測定した値である。繊維残留伸度が5%〜50%であることにより、スクリーンの形態保持性が高く、適度な伸縮性を有するため好ましい。繊維残留伸度が8%〜40%であることがより好ましく、10%〜30%であることがさらにより好ましい。
【0088】
本発明のスクリーンに用いるボイド繊維は軽量性に優れている。ここで、軽量性に優れるとは、繊維の見かけ比重がポリマAの比重に対し90%以下であるものが好ましく、例えばポリエチレンテレフタレート(PET)であれば1.24以下、ポリプロピレンテレフタレート(PTT)であれば1.20以下、ポリブチレンテレフタレート(PBT)であれば1.22以下、ポリ乳酸であれば1.13以下、以下ナイロンであれば1.02以下、ポリプロピレン(PP)であれば0.81以下、ポリエチレン(PE)であれば0.85以下であることを指す。ボイド繊維が軽量性に優れる、スクリーン重量を軽減できるため好ましい。より高い軽量性を保持する点で繊維の見かけ比重がポリマAの比重に対し85%以下であることが好ましく、80%以下であることが好ましく、75%以下であることがさらにより好ましい。
【0089】
本発明のスクリーンに用いるボイド繊維の繊維強度は、2.5cN/dtex以上であることが好ましい。そして、繊維強度は3.0cN/dtex以上であることがより好ましく、3.5cN/dtex以上であることがさらにより好ましく、4.0cN/dtex以上であることが特に好ましい。
【0090】
本発明のスクリーンに用いるボイド繊維の単繊維繊度は、大きいほど空隙が生成し易く、空隙の傾斜構造も形成され易い。このため、単繊維繊度1dtex以上であることが好ましく、2dtex以上であることがより好ましく、3dtex以上であることがさらにより好ましく、4dtex以上であることが特に好ましい。逆に過度に太いと、織編物として場合の織編の密度を高くしにくく、スクリーンに入射された光が空隙により拡散されずに透過する恐れがある。500dtex以下であることが好ましく、300dtex以下であることがより好ましく、200dtex以下であることがさらにより好ましく、100dtex以下であることが特に好ましい。
【0091】
本発明のスクリーンに用いるボイド繊維は、発明の主旨を損ねない範囲で艶消剤、難燃剤、滑剤、酸化防止剤、紫外線吸収剤、赤外線吸収剤、結晶核剤、蛍光増白剤、末端基封止剤等の添加剤を少量保持しても良い。
【0092】
次に本発明のスクリーンの製造方法、特にボイド繊維を製造する手段についてより具体的に例示する。なお、スクリーン装置全体の構成や、製法については、本願発明とは直接関係せず、従来公知の手法を利用できるため詳細な説明は省略する。
【0093】
本発明のスクリーンに用いるボイド繊維は、工程が勘弁で生産性が高く、コストが安いことから溶融紡糸法により製造されることが好ましい
ポリマBの添加方法としては特に制限されるものではなく、例えば、(A)ポリマAの紡糸時にポリマBを添加しエクストルーダやスタティックミキサーといった混練機により常圧もしくは減圧下で溶融混練する方法、(B)ポリマBをポリマAに添加しエクストルーダやスタティックミキサーといった混練機により常圧もしくは減圧下で高濃度で溶融混練したのち、ポリマAの紡糸時にエクストルーダやスタティックミキサーといった混練機によりポリマBを添加していないポリマAを同時に添加して希釈し、常圧もしくは減圧下で溶融混練する方法、(C)ポリマAの紡糸における吐出以前の任意の段階でポリマBの溶融体をノズル状の管などから吐出し、ポリマ流路における溶融剪断によりブレンドし、ポリマA中に含有せしめる方法、などが挙げられるが、繊維中にポリマBが微分散し易い点で(A)、(B)の方法が採用される。
【0094】
溶融紡糸において、口金孔から吐出された紡糸糸は、本発明のブレンド組成物のガラス転移温度以下に冷却され、100〜10000m/分の引取速度で引き取る。紡糸張力を高め、紡糸線上でポリマBを伸長化させるほどポリマBが微分散して、延伸時に空隙が生成し易いことから、吐出されたポリマは急冷することが好ましい。急冷する手段としては空冷式あるいは水冷式を採用することができる。
【0095】
例えば空冷式の冷却手段を用いる場合、冷却風の温度が低いほど、冷却風吹き付け開始点と口金からの距離が短いほど、糸条が急冷される。このため冷却風の温度は30℃以下であることが好ましく、25℃以下であることがより好ましく、20℃以下であることがさらにより好ましい。下限については特に制限されないが、あまりに低い温度とすると冷却風の流路で水蒸気が凍結して目詰まりを起こすなどの不具合が生じるため0℃以上が好ましい。また上述のように冷却風吹き付け開始点と口金の距離が短いほど糸条が急冷される。このため、冷却風吹き付け開始点と口金との距離は20cm以下であることが好ましく、10cm以下であることがより好ましく、5cm以下であることがさらにより好ましい。このように口金直下から冷却風を吹き付ける場合、口金面が冷却されて口金面の温度が下がることがある。口金面の温度が過度に低下すると、未溶融のポリマが吐出され、結果として繊維が不均一になる懸念があるため、口金付近を局所的に加熱するヒーターを用いることも好ましい手法である。
【0096】
また例えば水冷式の冷却手段を用いる場合、吐出されたポリマが水冷バス中を通過することで冷却する。水冷バスの水温が低いほど、水冷バスに浸る点と口金との距離が近いほど糸条が急冷される。冷却水温は70℃以下であることが好ましく、50℃以下であることがより好ましく、30℃以下であることがさらにより好ましい。下限については特に制限されないが、冷却水の凍結を避けるため0℃以上が好ましい。吐出されたポリマが水冷バスに浸る点と口金との距離については、20cm以下であることが好ましく、10cm以下であることが好ましく、5cm以下であることがさらにより好ましい。
【0097】
延伸工程において延伸倍率を高くすることで、繊維内部に空隙が緻密に形成される。延伸倍率を高くするため、引取速度は低いことが好ましく、4000m/分以下、より好ましくは3000m/分以下、さらに好ましくは2000m/分以下である。一方、紡糸張力を高め、紡糸線上でポリマBを伸長化させるほどポリマBが微分散して、延伸時に空隙が生成し易いことから、引取速度は100m/分以上、さらに好ましくは1000m/分以上である。
【0098】
引き取った後、巻き取ることなく、もしくは一旦巻き取った後、延伸を施す。延伸温度は、好ましくはポリマAのガラス転移温度(TgA)+100℃以下の温度で、より好ましくはTgA−80℃〜TgA+80℃の温度範囲、さらに好ましくは、TgA−80℃〜TgA+20℃の温度範囲で実施すればよい。
【0099】
延伸倍率は、空隙形成性と極めて強い相関関係にあり、高倍率で延伸するほど、空隙の数が多く、空隙の直径が大きく、空隙の傾斜傾向の大きい空隙分布を有するボイド繊維となる。すなわち、光を拡散させ、透過させない特性を有するボイド繊維は高倍率延伸により達成される。延伸倍率は所望のスクリーンとするために適宜変更すればよいが、延伸倍率が低すぎると空隙そのものが形成されない。高倍率で延伸するほど、空隙の傾斜傾向が大きくなり、光を拡散させる効果、光を透過させない効果がさらに大きくなる。さらに延伸によって同時に繊維表面に空隙を有さないスキン層が形成され、高倍率延伸ほどスキン層は薄くなる。このため、延伸後の残留伸度が5〜50%まで延伸することが好ましく、残留伸度8〜40%がより好ましい。最も好ましくは、残留伸度10〜30%まで延伸することである。
【0100】
延伸時の加熱方法は汎用の装置を用いれば特に限定されることはないが、繊維に多数の空隙を形成せしめ、形成した空隙を潰れにくく出来る点で、繊維の伸長方向以外の方向に外力がかからない加熱方法が好ましく、加熱ピン、加熱プレート、加熱液体や加熱気体を用いた装置あるいは炭酸ガスレーザー等に代表される分子振動の励起を利用した加熱手法などを採用することが好ましい。
【0101】
また、延伸した後、TgA+10℃以上の温度で熱処理する方法が好ましい。延伸後に熱処理を施すことで発現した空隙の周りが熱固定され、耐熱性に優れた軽量繊維となる。ここで延伸後に施す熱処理の温度は、発現したボイドが潰れることのないよう、ポリマAの融点より低い温度で施すことが重要である。
【0102】
延伸後の熱処理方法は汎用の装置を用いれば特に限定されることはないが、加熱効率の高い方式ほど繊維の構造が緩和されることなく固定され、空隙の耐久性の高い繊維が得られることから、加熱ピン、加熱ローラー、加熱プレート、加熱液体や加熱気体を用いた装置あるいは炭酸ガスレーザー等に代表される分子振動の励起を利用した加熱手法などを採用することが好ましい。
【0103】
また、前述の紡糸糸は延伸を施さずに、あるいは延伸を施した後に仮撚加工されてもよい。仮撚加工において延伸糸を用いる場合には、接触型もしくは非接触型の方法により加熱され、ディスク状物、ベルト状物、あるいはピン状物によって仮撚加工される。未延伸糸を用いる場合には、同様に接触型もしくは非接触型のヒーターなどにより加熱した後もしくは加熱されることなく延伸を施しながら、施撚体(ディスク、ピン、ベルト)によって仮撚加工される。仮撚加工されたボイド繊維はそのまま巻き取ることが可能であるものの、再度熱セットされた後に巻き取られることが好ましい。
【0104】
本発明のスクリーンに異形断面を有するボイド繊維を用いる場合、該異形断面を形成させる方法としては、例えば、紡糸口金孔の形状が、3葉型、4葉型、5葉型などの多葉型、三角形、四角形、五角形などの多角形型、歯車型、C型、Y型、T型、星型、扁平型、楕円型、といった異形断面を形成しうる断面形状である口金孔から本発明の異形断面繊維を形成するポリマAとポリマBとからなるブレンド組成物を吐出して異形断面繊維を得る方法や、水溶液や熱水、あるいは有機溶剤など試薬を用いて溶出しうる成分を鞘成分もしくは海成分として、本発明の異形断面繊維を形成するポリマAとポリマBとからなるブレンド組成物を芯成分もしくは島成分として、少なくとも芯成分もしくは島成分が異形断面を形成している芯鞘複合繊維もしくは海島複合繊維を得た後に、鞘成分もしくは海成分を溶出して異形断面繊維を得る方法が挙げられる。工程が簡便で生産性が高い点で、ポリマAとポリマBとからなるブレンド組成物を単一成分として異形断面を形成しうる断面形状の口金孔から吐出する方法が好ましい。
【0105】
異形度の高い断面の繊維を得るためには、ポリマが異形度の高い形態で吐出されることが好ましいことから、口金孔のスリット長Xが、スリット幅Yに対して大きいほど、得られる繊維の異形度が高くなる。より高い異形度の繊維とし、傾斜傾向が高いボイド繊維得る場合は、XとYの比であるX/Yが2以上であることが好ましく、3以上であることがより好ましく、4以上であることがさらにより好ましい。ただし、X/Yが大きすぎると、口金汚れが生じてパックライフが低下して生産性の低下を招くことがあるため、X/Yは20以下であることが好ましく、15以下であることがより好ましく、10以下であることさらにより好ましい。また、口金から吐出された糸条を急冷するほど異形度を高くすることができるため、所望の異形度の繊維を形成するために口金孔形状と冷却条件を適宜調整すればよい。なお、もちろん紡糸糸がマルチフィラメントである場合は該口金孔の形状は単繊維間で同じであっても異なっていても良い。
【0106】
本発明のスクリーンに用いるボイド繊維はポリマAとポリマBが非相溶であるため相溶性が悪い場合がある。この場合、相溶化剤を含有せしめ、ポリマAとポリマBの相溶性をコントロールすることも好ましい。本発明における相溶化剤とは、ポリマBをポリマAにブレンドする際に界面における相互作用を変化させて両者の相溶性を高め、ポリマBを微分散させる化合物である。相溶化剤としては、低分子化合物あるいは高分子化合物など多種多様の化合物を採用することができ、例えば、低分子化合物としては、ドデシルベンゼンスルホン酸ナトリウムやアルキルスルホネートナトリウム塩、グリセリンモノステアレート、テトラブチルホスホニウムパラアミノベンゼンスルホネートなどのアニオン系あるいはカチオン系の界面活性剤や両性界面活性剤、ポリエチレングリコール、メトキシポリエチレングリコール、ポリテトラメチレングリコール、ポリプロピレングリコールなどのポリ(アルキレンオキシド)グリコールやエチレンオキサイド/プロピレンオキサイド共重合体などの非イオン系界面活性剤などが挙げられる。
【0107】
また、相溶化剤として挙げられる高分子化合物としては、ポリマA、およびポリマBのそれぞれに対し、相溶性あるいは親和性の高い高分子化合物を用いれば良く、例えば、ポリスチレン系ポリマ、ポリアクリレート系ポリマ、ポリメタクリレート系ポリマ、ポリ(ビニルアルコール−エチレン)コポリマー、ポリ(ビニルアルコール−プロピレン)コポリマー、ポリ(ビニルアルコール−スチレン)コポリマー、ポリ(酢酸ビニル−エチレン)コポリマー、ポリ(酢酸ビニル−プロピレン)コポリマー、ポリ(酢酸ビニル−スチレン)コポリマーといったビニル系のポリマあるいはコポリマー、アイオノマー、側鎖部分を化学修飾することにより耐熱性及び溶融可塑性を向上させた多糖類、ポリアルキレンオキシドあるいはポリ(アルキレンオキシド−エチレン)コポリマー、ポリ(アルキレンオキシド−プロピレン)コポリマーなどのアルキレンオキシドと各ビニル誘導体のコポリマー、あるいはポリアルキレンオキシドの誘導体、アルキレンテレフタレートとアルキレングリコールのコポリマー、アルキレンテレフタレートとポリ(アルキレンオキシド)グリコールのコポリマー、アルキレンテレフタレートとポリアルキレンジオールとのコポリマー、などといったポリマ、コポリマーなどが挙げられる。それらの中でも、相溶化剤としての効果が大きく、本発明の繊維を形成した場合の糸物性が良好であるという点で、ポリスチレン系ポリマ、ポリアクリレート系ポリマ、ポリメタクリレート系ポリマ、アルキレンテレフタレートとアルキレングリコールのコポリマー、アルキレンテレフタレートとポリ(アルキレンオキシド)グリコールのコポリマー、ポリ(アルキレンオキシド)グリコール、アルキレンテレフタレートとポリアルキレンジオールとのコポリマー、またはこれらポリマの誘導体が好ましい。
【0108】
以下に、好ましいと思われるアルキレンテレフタレートとポリアルキレンジオール、アルキレンテレフタレートとアルキレングリコールのコポリマー、アルキレンテレフタレートとポリ(アルキレンオキシド)グリコールのコポリマー、あるいはポリ(アルキレンオキシド)グリコールまたはその誘導体について具体例を述べるが、本発明における相溶化剤がこれらに制限されるものではない。
【0109】
アルキレンテレフタレートとポリアルキレンジオールとのコポリマーとしてはエチレンテレフタレート、プロピレンテレフタレート、ブチレンテレフタレート、ペンタメチレンテレフタレート、ヘキサメチレンテレフタレートなどから選ばれたアルキレンテレフタレートと、ポリエチレンジオール、ポリブチレンジオールなどから選ばれたポリアルキレンジオールとからなるコポリマーであり、アルキレンテレフタレートとアルキレングリコールをそれぞれ1種類ずつ用いても良く、あるいは複数種用いても良い。特に制限されるものではないものの、具体的には、ポリ(エチレンテレフタレート−ポリエチレンジオール)コポリマー、ポリ(プロピレンテレフタレート−ポリエチレンジオール)コポリマー、ポリ(ブチレンテレフタレート−ポリブチレンジオール)コポリマーなどを挙げることができる。
【0110】
アルキレンテレフタレートとアルキレングリコールのコポリマーとしてはエチレンテレフタレート、プロピレンテレフタレート、ブチレンテレフタレート、ペンタメチレンテレフタレート、ヘキサメチレンテレフタレートなどから選ばれたアルキレンテレフタレートと、エチレングリコール、プロピレングリコール、ブチレングリコール(あるいはテトラメチレングリコール)、ペンタメチレングリコール、ヘキサメチレングリコールから選ばれたアルキレングリコールとからなるコポリマーであり、アルキレンテレフタレートとアルキレングリコールをそれぞれ1種類ずつ用いても良く、あるいは複数種用いても良い。特に制限されるものではないものの、具体的には、ポリエチレンテレフタレート−ブチレグリコールコポリマー、ポリプロピレンテレフタレート−エチレングリコールコポリマー、ポリブチレンテレフタレート−テトラメチレングリコールコポリマーなどを挙げることができる。
【0111】
アルキレンテレフタレートとポリ(アルキレンオキシド)グリコールのコポリマーとしてはエチレンテレフタレート、プロピレンテレフタレート、ブチレンテレフタレート、ペンタメチレンテレフタレート、ヘキサメチレンテレフタレートなどから選ばれたアルキレンテレフタレートと、ジエチレングリコール、トリエチレングリコール、ポリ(エチレンオキシド)グリコール、ジプロピレングリコール、ポリ(プロピレンオキシド)グリコール、エチレンオキシドとプロピレンオキシドの共重合体からなるポリ(エチレンオキシド−プロピレンオキシド)グリコール、などから選ばれたポリ(アルキレンオキシド)グリコールとからなるコポリマーであり、アルキレンテレフタレートとポリ(アルキレンオキシド)グリコールをそれぞれ1種類ずつ用いても良く、あるいは複数種用いても良い。特に制限されるものではないものの、具体的には、ポリエチレンテレフタレート−ジエチレングリコールコポリマー、ポリエチレンテレフタレート−ポリ(エチレンオキシド)グリコールコポリマー、ポリブチレングリコール−ポリ(エチレンオキシド)グリコールコポリマー、ポリプロピレンテレフタレート−ポリ(エチレンオキシド)グリコールコポリマーなどを挙げることができる。
【0112】
ポリ(アルキレンオキシド)グリコールまたはその誘導体の主たる化学構造としては、脂肪族、芳香族、脂環族などの炭素が主鎖をなしている基(もしくはグループ)と酸素原子が交互に結合しているような繰り返し構造を有しているものであれば良く、例えば下記一般式(I)で表されるような単一アルキレンオキシドを繰り返し単位としたポリ(アルキレンオキシド)グリコールを用いることができる。
−[(CH2)a−O]m − ・・・(I)
(I)式を満足するものとしては、例えば、ポリ(エチレンオキシド)グリコール(a=2)、ポリ(プロピレンオキシド)グリコール(a=3)、ポリ(テトラメチレンオキシド)グリコール(a=4)、などのポリ(アルキレンオキシド)グリコールが挙げられる。
【0113】
また、ポリ(アルキレンオキシド)グリコールとしては、たとえば下記一般式(II)で表されるような、異なったアルキレンオキシドの交互、ランダム、あるいはブロック共重合体でも良い。
−{[(CH2)a−O]m −[(CH2)b−O]n}x− ・・・(II)
(II)式を満足するものとして、たとえばポリ(オキシエチレン−オキシプロピレン)共重合体(a=2または3、b=2または3、またaとbは同じであっても異なっても良い。)、ポリ(オキシテトラメチレン−オキシエチレン−オキシプロピレン)共重合体(a=1または2または3、b=1または2または3、またaとbは同じであっても異なっても良い。)などのように、異なったアルキレンオキシドの共重合体などが挙げられる。
【0114】
さらに、ポリ(アルキレンオキシド)グリコールとしては、上記一般式(I)あるいは(II)で表されるポリアルキレンオキシドを、1種単独であっても良いし、または発明の主旨を損ねない範囲で2種以上を組み合わせたものを用いても良い。
【0115】
本発明の繊維における相溶化剤の含有量としては、相溶化がより効果的に発現し、得られる繊維の繊維物性が優れたものとなるという点で、相溶化剤の含有量は、繊維総重量に対し0.1重量%以上であることが好ましく、1重量%以上であることがより好ましい。また多量に添加すると、ポリマAとポリマBの界面親和性が高くなりすぎて空隙生成性が悪化する懸念があるため、50重量%以下であることが好ましく、30重量%であることがより好ましい。
【0116】
相溶化剤の添加方法としては、溶融紡糸が完結する以前の任意の段階でポリマAとポリマBのブレンド組成物に添加される方法であれば特に制限されるものではなく、例えば、(A)通常のポリマAの重合反応において、重合反応が停止する以前の任意の段階で添加して溶融混練する方法、(B)あらかじめ調製したポリマAとポリマBとをブレンドした組成物に相溶化剤を添加しエクストルーダやスタティックミキサーといった混練機により常圧もしくは減圧下で溶融混練する方法、(C)溶融紡糸時にエクストルーダやスタティックミキサーといった混練機に相溶化剤、ポリマAとポリマBとを同時に規定量添加して、常圧もしくは減圧下で溶融混練する方法、などが挙げられ、特に制限されるものではないが、操業性の面で前述の(B)または(C)の方法が好適に採用される。
【0117】
以下実施例により、本発明を具体的かつより詳細に説明するが、当然ながら以下の実施例に制限されるものではない。なお、実施例中の物性値は以下の方法によって測定した。
【実施例】
【0118】
A.スクリーンのゲイン、半値角の測定
液晶プロジェクターをスクリーンの重心に立てた法線上に設置し、スクリーンに一定光出力で映像を投影する。このときプロジェクター側において、左右、上下に輝度計を走査させ(右側を+、左側を−として、上側を+、下側を−として、左右、上下ともに−90°〜+90°まで走査)、1°刻みでそれぞれの角度における反射光の輝度を測定した。プロジェクターと同一方向(角度0°)であり輝度の測定が出来ない場合は、最近角の値を補外することで求めた。
【0119】
ゲインはスクリーンの輝度(カンデラ/m2)とプロジェクターの光出力(ルーメン)との関係から下記(2)、(3)式を用いて算出される。このゲインが大きいほどスクリーンは明るく見える。
ゲイン=[輝度(カンデラ/m2)/照度(ルクス)]×π ・・・(2)
照度(ルクス)=光出力(ルーメン)/投射面積(m2)・・・(3)
最も高いゲインをピークゲインとし、ピークゲインの半分の値を示した角度(半値角)を測定した。左右方向、上下方向で測定し、それぞれ半値角W、半値角Hとした。
【0120】
B.固有粘度(IV)の測定
試料をオルソクロロフェノール溶液に溶解し、温度25℃にてオストワルド粘度計を用いて複数点の相対粘度ηrを求め、それを無限希釈度に外挿して求めた。
【0121】
C.臨界表面張力の測定
ポリマAあるいはポリマBからなる厚み50μm以上のフィルムにおいて、純水72.8dyne/cm,エチルアルコール(特級以上)22.3dyne/cm,ジオキサン33.6dyne/cm,ベンゼン28.9dyne/cm,ヘキサン18.4dyne/cm,20%アンモニア水59.3dyne/cm,ニトロベンゼン43.4dyne/cmの表面張力を有する有機溶媒もしくは水溶液のすべての液体を用いて、20℃、湿度40〜80%、水平静置の条件下、固体上に液滴を置いて液滴が静止したときに、液滴が接している固体平面と液滴が空気層と接している液滴表面とがなす角度を接触角θとして測定し、用いた液体の表面張力に対しcosθをプロットし(Zismanプロット)、完全に濡れる、すなわちcosθ=1となるときの表面張力をプロットした点について外挿することで臨界表面張力γcを求めた。
【0122】
D.ガラス転移温度(Tg)および融点(Tm)の測定
パーキンエルマー社製示差走査熱量分析装置(DSC−2)を用いて試料10mgで、昇温速度16℃/分で測定した。Tm、Tgの定義は、一旦昇温速度16℃/分で測定した際に観測される吸熱ピーク温度(Tm1)の観測後、Tm1+20℃の温度で5分間保持した後、室温まで急冷し、(急冷時間および室温保持時間を合わせて5分間保持)、再度16℃/分の昇温条件で測定した際に、段状の基線のずれとして観測される吸熱ピーク温度をTgとし、結晶の融解温度として観測される吸熱ピーク温度をTmとした。
【0123】
E.繊維強度、残留伸度の測定の設定
オリエンテック社製テンシロン引張試験機(TENSIRON UCT−100)を用い、未延伸糸であれば初期試料長50mm、引張速度400mm/分で、延伸糸であれば初期試料長200mm、引張速度200mm/分でそれぞれ繊維強度および残留伸度を測定し、5回測定した平均値をそれぞれの測定値とした。
【0124】
F.繊維、およびポリマの見かけ比重測定および空隙率の算出
(a)繊維の見かけ比重は、JIS−L−1013:1999 8.17.1(日本規格協会発行、化学繊維フィラメント糸試験方法)に定められた浮沈法に基づき、20℃±0.1℃の温度下、繊維の見かけ比重が1以上であればNaBr水溶液を用いて、繊維の見かけ比重が1〜0.789の間であれば重液に水を軽液にエチルアルコールを用いた混合液体にて、繊維の見かけ比重が0.789〜0.659の間であれば重液にエチルアルコールを軽液にn−ヘキサンを用いた混合液体にて、それぞれ繊維を30分放置した後の浮沈平衡状態を確認し、前述8.17.1項記載の通り、浮かびも沈みもしない混合液体の比重値を測定し、繊維5本を測定した比重値の平均値を測定比重値(Q)とした。
【0125】
(b)繊維の見かけ比重が0.659未満の場合
本発明の繊維のみからなる100g±10gのD.に記載の方法により作成した筒編布帛を用いて事前に重量を測定し、またあらかじめ重量および体積の分かったおもりを筒編みした布帛に固定し、4℃±1℃に調製したイオン交換水に沈めて5分間の超音波による脱泡を行った後、筒編みの体積を測定し、10枚測定した布帛の比重値の平均値を測定比重値(Q)とした。
また、繊維の空隙率の算出には、以下の式を用いた。
空隙率(%)=100(1−Q/R)、
R=100/[S1/V1+S2/V2+(100−S1−S2)/Vp]、
ただし、
S1 :ポリマBの添加量(重量%)、
S2 :相溶化剤の添加量(重量%)、
V1 :ポリマBの密度(g/cm3)、
V2 :相溶化剤の密度(g/cm3)、
Vp :ポリマAの密度(g/cm3)
R :空隙のない場合の繊維の見かけ比重
密度についてはJIS−L−1013に定められた密度勾配管法に基づいて測定した値を用い、例えばポリマAがポリエチレンテレフタレートである場合については、未延伸糸であれば1.34を、延伸糸であれば1.38を用い、例えばポリマAがナイロン6である場合には、未延伸糸であれば1.130を、延伸糸であれば1.138を用いた。
【0126】
G.異形度の算出
繊維をエポキシ樹脂中に包埋したブロックに必要に応じて金属染色を施し、ウルトラミクロトームにて繊維軸と垂直方向に切削して単繊維横断面出しを行った包埋ブロックを作製し、走査型電子顕微鏡(SEM)、観察装置(日立製作所製 FE−SEM S−800型)にて、加速電圧6kVで、倍率1000〜20000倍の任意の倍率で横断面観察を行い、得られた写真をデジタル化した。該断面写真において上述した条件で単繊維横断面における外接円の直径D1と、内接円の直径D2の比(D1/D2)を算出し、異形度とした。
【0127】
H.ポリマBの非相溶性、直径の平均値、不連続性の確認
繊維をエポキシ樹脂中に包埋したブロックに必要に応じて金属染色を施し、ウルトラミクロトームにて繊維軸と垂直方向に切削して単繊維横断面の超薄切片を作製し、透過型電子顕微鏡(TEM)、観察装置(日立製作所製 H−7100FA型)にて、加速電圧75kVで、倍率5000〜1000000倍の任意の倍率で横断面観察を行い、得られた写真をデジタル化した。該断面写真をコンピュータソフトウェアの三谷商事社製WinROOF(バージョン2.3)において画像解析することによってポリマBの非相溶性、不連続性について確認した。非相溶性については横断面写真上に存在する全てのポリマBの面積をそれぞれ計算し、該面積値から略円形と判断して計算したポリマBの直径の平均値によって評価した。更にポリマBの不連続性については、単繊維直径の少なくとも10000倍の任意の間隔で横断面写真を10箇所撮影し、ポリマBの直径の平均値、および分布が切断面箇所によって異なる場合に不連続であると判定した。不連続である場合を○、連続もしくはポリマBが存在しない場合を×として評価した。
【0128】
I.空隙の数、径、不連続性、傾斜傾向の確認。
【0129】
試料台に貼り付けたカーボンテープ上に単繊維を設置し、白金蒸着処理(蒸着膜圧:25〜50オングストローム 処理時間:約120秒)を行った後、収束イオンビーム(FIB)切削加工−走査型電子顕微鏡(SEM)観察装置(FEI社製 STRATADB235)にて、加速電圧30kVで加速したGa収束イオンビームにより、粗切削加工(電流:約7000pA 処理時間:約20分)、および精密切削加工(電流:約3000pA 処理時間:約4分)の2工程で、真空度1.4×10−13Paの雰囲気中において、単繊維横断面観察を行う際は試料を繊維軸方向に対して垂直に切削し、単繊維縦断面観察を行う場合には試料を繊維軸方向に対して平行に単繊維直径の5倍以上の長さで切削した。切削加工を施した後、該装置が所持する走査型電子顕微鏡を用い、真空度1.4×10−19Paの雰囲気中において、試料傾斜52度、加速電圧5kVの条件で、倍率80000倍で単繊維横断面、および単繊維縦断面の観察を行った。このとき該倍率で繊維横断面、および縦断面の全体像が撮影できない場合は、それぞれの位置で部分写真を撮影し、画像ソフトを用いて張り合わせることで全体像を得た。まず単繊維横断面写真について、コンピュータソフトウェアの三谷商事社製WinROOF(バージョン2.3)を用い、画像解析することによって繊維横断面全体に存在する空隙の数、空隙の直径の平均値について算出した。空隙の直径の平均値については各横断面写真上に存在する全ての空隙の面積からそれぞれの空隙を略円形と判断して円相当径算出し、該円相当径の総和を空隙の総数で割返すことにより直径の平均値とした。
【0130】
さらに繊維断面の中心を共有する繊維断面形状と相似かつ直径が1/2の断面形状によって繊維の外層部と内層部に分けた場合に、外層部に存在する空隙の平均直径d1と内層部に存在する空隙の平均直径d2を上述の画像解析手法により算出し、d2/d1の値を求めた。また外層部に空隙が存在しない場合、傾斜構造を持たないと判断し×と記載した。
【0131】
さらに空隙の不連続性については、上記横断面観察を、直径の1000倍以上の任意の間隔で10回行い、各断面における空隙の数が一致しないこと、さらに縦断面観察において繊維軸方向に途切れている空隙が少なくとも一つは存在することが確認できた場合、空隙が不連続であると判断した。繊維軸方向に不連続な空隙を有する場合は○、空隙が連続もしくは空隙を有さない場合は×として評価した。
【0132】
J.屈折率の測定
チップ状ポリマを用いて融点+30℃の温度で圧縮熱プレス成形し、即座に水冷して無配向非晶性フィルムを得た。該フィルムのD線(587.6nm)、25℃における屈折率を、アッベの屈折率計により測定した。
【0133】
実施例1
テレフタル酸166重量部とエチレングリコール75重量部からの通常のエステル化反応によって得た低重合体に、着色防止剤としてリン酸85%水溶液を0.03重量部、重縮合触媒として三酸化アンチモンを0.06重量部、調色剤として酢酸コバルト4水塩を0.06重量部添加して重縮合反応を行い、通常用いられるIV0.65のポリエチレンテレフタレートを得た。このポリエステルをポリマAとし、ポリマBとして、JSR(株)製ノルボルネン系樹脂アートン(グレードF5023 比重1.08g/cc、臨界表面張力約31dyne/cm、Tg166℃、以下アートンと略記する)を得られるブレンド異形断面繊維総重量に対して8重量%となるようにチップ状態のままドライブレンドしたものをホッパーに充填し、2軸エクストルーダ型溶融紡糸機を用いて、紡糸温度290℃で溶融紡糸を行うに際し、口金から吐出されたポリマを冷却風にて冷却した後、1200m/分の引き取り速度で引き取って、断面形状が丸形のブレンド繊維を得た。
【0134】
得られたブレンド繊維について延伸を行うに際し、送糸ローラーの送糸速度10m/分とし、第1ローラーと第2ローラー間で延伸を行うために熱源として80℃の温水バスを用いて、延伸倍率5.0倍で延伸し、第2ローラーを150℃で熱処理した後、冷ローラーで糸をポリエステルのTg以下に冷却した後に巻き取り、150dtex−36フィラメントのボイド繊維を得た。このボイド繊維を用いて経糸175本/インチ(25.4mm)、緯糸85本/インチ、目付160g/m2の平織物を作製し、該布帛をスクリーンの反射面として用いて反射面が横1626mm縦1219mmのスクリーンを作製した。
【0135】
得られたスクリーンは、投影された映像はどの方向から見ても明るさがほとんど変化しないスクリーンであり、ホットスポットなどの映像障害のないスクリーンであった。またスクリーンゲインは0.9で幅方向、高さ方向共に半値角は存在せず、視野角によってゲインの変化がほとんどない拡散型のスクリーンであった。また、反射面の清掃等で生じるの摩耗、屈曲によって反射特性の変化のないスクリーンであった。実施例1の結果を表1に示す。
【0136】
【表1】
【0137】
実施例2〜4、比較例1
実施例1において、溶融紡糸時に吐出量を変更し、延伸倍率を変更して作製した150dtex−36フィラメントのボイド繊維を用いた以外は実施例1と同様にして、実施例2〜4、比較例1のスクリーンを作製した。また、ポリマBを添加しない以外は、実施例1と同様にして比較例2のスクリーンを作製した。実施例2〜4 、比較例1の結果を表1に示す。
【0138】
表1から分かるように、高延伸倍率で作製した繊維を用いるほど、ボイド繊維に存在する空隙の数、空隙の傾斜傾向が大きくなり、スクリーンのピークゲインが高くなることがわかる。また得られたスクリーンは、高いピークゲインを有する場合でも半値角が存在せず、投影された映像はどの方向から見ても明るさのほとんど変化しない光拡散性を有していた。比較例1に示した通常のポリエステル繊維を用いたスクリーンは、繊維内部に空隙を全く有さないため、光拡散性を全く有さず、入射光の透過損失も大きいため、ピークゲインが低く、半値角が小さい。このため映像が暗く、視野角により映像の明るさの異なるスクリーンとなった。
【0139】
比較例2
実施例1において、ポリマBを添加せず、紡糸口金として中空繊維を形成する口金を用いた以外は実施例1と同様にして150dtex−36フィラメントの中空繊維を作製した。この中空繊維を用いて実施例1と同様にスクリーンを作製した。比較例2の結果を表1に示す。
【0140】
比較例2のスクリーンは、ポリマBを有さず、一穴の中空部しか有さない。このため、入射光の拡散性が低く、透過損失も大きいため、ピークゲインが低く、半値角が小さい。このため映像が暗く、視野角により映像の明るさの異なるスクリーンとなった。また、中空部は繊維軸方向に連続に存在するため、清掃等の屈曲や摩耗によって潰れ易く、耐久性に劣るスクリーンであった。
【0141】
実施例5〜8
実施例1において、ポリマBの添加量をそれぞれ変更した以外は実施例1と同様にして、実施例5〜8のスクリーンを作製した。実施例8については延伸性時に断糸が頻発したため、延伸倍率、吐出量を調整し直して得たボイド繊維を用いてスクリーンを作製した。実施例5〜8の結果を表2に示す。
【0142】
表1、表2から明らかなように、実施例5、8に対して、実施例1、6、7は、スクリーンゲインが高く、半値角が大きい、優れたスクリーンとなった。すなわち本発明においてポリマBが含有量を適正量とした、空隙の数が多く、空隙の直径が大きく、空隙の傾斜傾向の大きいボイド繊維を採用してスクリーンを作製することにより、反射特性の優れたものとなった。
【0143】
【表2】
【0144】
実施例9、10
実施例1において、実施例9ではポリマBとして三井化学(株)製ポリメチルペンテン(TPX、タイプRT18、以下同製品を用いた。以下PMPと略記する)を用い、実施例10では電気化学工業(株)製スチレンマレイミド共重合体(MSN、平均分子量約11万、比重1.18g/cc、臨界表面張力約39dyne/cm、以下MSNと略記する)を用いた以外は、実施例1と同様にしてスクリーンを作製した。実施例9、10の結果を表3に示す。
【0145】
表1、表3から明らかなように、実施例9、10のスクリーンはピークゲインが高く、半値角が存在しない、良好な反射特性を示した。しかしながら、実施例1と比較すると一歩譲るものであった。実施例9では、実施例1と比較して空隙の数の少ないボイド繊維を採用しており、実施例10では空隙の傾斜傾向が小さく、かつポリマAに対してポリマBの屈折率の大きいボイド繊維を採用していた。すなわち、本発明において好ましいとされるポリマBの選択により得られたボイド繊維を用いることにより、繊維内部の空隙による光拡散効果を活かしやすく、スクリーンの反射特性がより優れたものとなった。
【0146】
実施例11〜14
実施例1において、実施例11ではポリマAとしてPMP、実施例12では東レ(株)製ナイロン6アミラン(タイプCM1017、以下ナイロン6と略記する)を用い、実施例13では下記(i)手法により重合したポリトリメチレンテレフタレート(以下PTTと略記する)を用い、実施例14では下記(ii)の手法により合成したポリ乳酸(以下PLAと略記する)を用い、それぞれポリマBとしてポリプラスチックス社(株)製透明性樹脂(TOPAS グレード6017 比重1.02g/cc、臨界表面張力約32dyne/cm、Tg170℃、以下トパスと略記する)を用い、紡糸温度を270℃とし、実施例11、12では温水バスを用いずに冷延伸した以外は実施例1と同様にしてスクリーンを作製した。実施例11、13、14のスクリーンは実施例1と同レベルの優れた反射特性を有するスクリーンであったが、実施例12ポリマAとポリマBの屈折率差が小さ過ぎるため、実施例1と比較して一歩譲るものであった。実施例11〜14の結果を表3に示す。
(i)PTTの重合
テレフタル酸ジメチル130部(6.7モル部)、1,3−プロパンジオール114部(15モル部)、酢酸カルシウム1水和塩0.24部(0.014モル部)、酢酸リチウム2水和塩0.1部(0.01モル部)を仕込んでメタノールを留去しながらエステル交換反応を行うことにより得た低重合体に、トリメチルホスフェート0.065部とチタンテトラブトキシド0.134部を添加して、1,3−プロパンジオールを留去しながら、重縮合反応を行い、チップ状のプレポリマーを得た。得られたプレポリマーを、さらに220℃、窒素気流下で固相重合を行い、IV1.12のPTTを得た。
(ii)PLAの重合
L−ラクチド300重量部に触媒としてオクチル酸スズを0.005重量部添加し、窒素置換を行った後、170℃で反応させて、重量平均分子量15.3万のPLAを得た。
【0147】
【表3】
【0148】
実施例15、比較例3
実施例1において、扁平型断面を形成しうる紡糸口金を用いた以外は、実施例1と同様にして実施例15のスクリーンを作製した。
【0149】
また、実施例15において、ポリマBを添加しない以外は実施例15と同様にして比較例3のスクリーンを作製した。実施例15、比較例3の結果を表4に示す。
【0150】
表4から分かるように、本発明において扁平型の異形断面繊維を採用してスクリーンを作製することにより、入射光が適度に再帰され、特定領域におけるゲインの高いスクリーンとなった。さらに断面形状が異形断面であることで、ボイド繊維に存在する空隙の傾斜傾向が大きく、高いピークゲインを有しながら半値角が大きい。このため投影された映像は明るい室内でもコントラストの高い、シャープな画像が得られた。
【0151】
比較例3に示した通常のポリエステル繊維を用いたスクリーンは、繊維内部に空隙を全く有さないため、光拡散性を全く有さず、ピークゲインは良好な値を示したものの、半値角が極めて小さく、実用に耐えないスクリーンであった。
【0152】
実施例16〜19
実施例1において、3葉型断面を形成しうる紡糸口金を用い、異形度の異なる繊維が得られるように口金孔スペックを変更した以外は、実施例1と同様にして実施例16〜19のスクリーンを作製した。実施例16〜19の結果を表4に示す。
表4から分かるように、本発明において採用する異形断面繊維の異形度を変更することで、入射光の再帰性をコントロールでき、特定領域におけるゲインを高くできることが分かる。さらに異形度が高いほど、ボイド繊維に存在する空隙の傾斜傾向が大きく、高いピークゲインを有しながら半値角を大きく保つことができる。このため投影された映像は明るい室内でもコントラストの高い、シャープな画像が得られるスクリーンとなった。
【0153】
【表4】
【産業上の利用可能性】
【0154】
本発明のスクリーンは、広い視野角に渡ってゲインが高く、視野角によるゲインの変化も小さい特性を有する。また上記特性は空隙の数、大きさ、傾斜傾向、ポリマAとポリマBの屈折率差、によって制御でき、異形断面を採用することにより、特定視野角領域におけるゲインが高く、かつ視野角によるゲインの変化も小さいスクリーンとなる。このため複雑な多層構造とせずとも優れた反射特性を有し、用いるボイド繊維の比重が中実繊維の比重よりも小さいため、大型スクリーンとしても軽量化でき、据え付け、運搬作業の簡便化、製造工程の簡便化、巻き上げモーターなどの付帯設備の小型化が可能となるため製造コストを大幅に低下できる。そして多数の空隙は繊維長手方向に不連続に存在するため、屈曲や摩耗が生じても空隙の変形が抑えられ、スクリーンの清掃、あるいは折り畳みあるいは巻き上げなどによって空隙構造は変化しない実用耐久性にも優れるものである。
【0155】
以上のことから固定式、巻き上げ式、折り畳み式などのさまざまな型式で好適に利用され、劇場上映用、ホームシアター用、プレゼンテーション用、ゲーム用、アミューズメントパーク用はもとより、例えば外出時に携帯して投影するモバイル用としても好適に用いることができる。
【図面の簡単な説明】
【0156】
【図1】本発明における異形度を算出する手法を示す説明図である。
【符号の説明】
【0157】
1:外接円
2:内接円
D1:外接円の直径
D2:内接円の直径
【技術分野】
【0001】
本発明は、ビデオ、プロジェクター、映写機などの投影機から投影された画像を、プロジェクター側に反射することによって像を形成する反射型のスクリーンに関するものである。さらに詳しくは、特定サイズのボイドを多数有する繊維を用いてなるスクリーンであって、広視野において、ゲインが高く、かつ変化の少ないスクリーンに関するものである。
【0002】
上記のボイド繊維は、繊維外層部から中央部に渡ってボイドの大きさが段階的に大きくなる空隙の傾斜構造を有する。繊維内部に空隙が傾斜的に存在することで繊維の光拡散能が高くなり、広視野角のスクリーンとなる。
【0003】
そして断面形状が異形断面である繊維を採用する場合、繊維中の空隙の傾斜傾向が大きくなるため広視野角で高いゲインを有するだけでなく、異形断面により投影された光が適度に再帰(投影された光がプロジェクター方向に反射される)されるため、特定の視野角でのゲインを高く、かつその変化の少ないスクリーンとなるものである。
【0004】
本発明のスクリーンは、ボイド繊維自身が高い光反射性、光拡散性を有するため、従来のように複雑な多層構造を必要とせず、スクリーンの構造を単純化することが可能であるため、低コストで、軽量性に優れたスクリーンを提供するものである。
【背景技術】
【0005】
近年、迫力ある映像を大画面、高画質、省スペース、省エネルギーで家庭内にて楽しむことを目的として、大画面の液晶およびプラズマテレビ、あるいは映像プロジェクターなどが家庭用映像形成装置として普及しつつある。なかでも、映像プロジェクターによる映像形成システムは、映像を投影するスクリーンの大きさと、プロジェクターとの距離を調整することによって、簡単に大画面化ができるため、次世代の映像形成システムとして注目を集めている。
【0006】
このような映像プロジェクターの映像を投影するスクリーンは、映像を映し出す方向によって2つに大別される。一つはプロジェクターに投影された映像をスクリーンによって反射し、プロジェクター側にいる観測者が映像を視ることができる反射型スクリーンであり、もう一つはプロジェクターによって投影された映像をスクリーンによって透過し、プロジェクターと反対側にいる観測者が映像を見ることができる透過型スクリーンである。本発明のスクリーンは後者の反射型スクリーンに関するものである。
【0007】
スクリーンの特性として、広視野角で、明るい(ゲインの高い)映像が得られることが望まれている。広視野角とするには投影された光を一方向に反射させるだけでなく、全方向に拡散させる必要がある。しかしながらこの場合、観測者のいない方向にも光反射が起こるため、ゲインが低くなりがちで、暗い映像となりがちである。逆に反射光に再帰性(プロジェクターの方向に光が反射される)を持たせると、スクリーン面の法線方向にいる観測者からは明るい映像が観察されるが、スクリーンの視野角は狭くなりがちである。
【0008】
このように視野角とゲインは相反する特性であり、繊維基材(ガラス繊維)に対して、PVC(ポリ塩化ビニル)層、ガラスビーズ層、金属蒸着層などを接着し、表面にはエンボス加工による凹凸を形成させるなどして、複雑な多層構造を形成することで、目的に応じた光の拡散性、再帰性を発現させる提案がなされている。しかしながら、このような多層構造のスクリーンは多層構造であるが故に単位面積あたりの重量が大きくなり、大型化するとスクリーンは重くなってしまう。このため、設置方法、搬出等は制限され、軽量性、収納性に劣るものである。また、スクリーンの反射特性を維持するためには常に反射表面を綺麗に保つ必要があるが、清掃を行う際に反射面からガラスビーズが脱落して反射特性が変化し易いという問題も抱えていた。また、コストが高く汎用性は低かった。
【0009】
以上のことから、複雑な構造とせずともスクリーンの反射特性を制御でき、広視野角で明るい映像が見られることが望まれている。このため、繊維の断面形状あるいは織編組織に特徴を持たせることによって、入射光を透過させずに拡散させ、入射光を適度に再帰させることにより、所望のスクリーンとする提案がなされているが、スクリーンの反射特性は未だ不十分であるのが現状である。
【0010】
例えば、断面形状が長円または楕円である細線を縦糸および横糸に用い、織物の片面に光反射層を設けることで、縦方向と横方向の視野角に異方性を持たせる提案がなされている(特許文献1参照)。しかしながら、この技術の織物に用いる繊維は、通常の中実繊維であり、繊維のみでは光を透過させてしまう。このため、織物の片面に金属蒸着などして光反射層を設けることが必須であり、やはり軽量性、収納性には劣るものである。また確かに、特定の視野角範囲におけるゲインを高めることができ、スクリーンの中央にいる観測者からは明るい画像が得られるものの、通常の中実繊維を用いているため、入射光は拡散されず、スクリーンを観察する角度方向による明るさの変化が大きく(視野角によるゲインの変化が大きい)、視野角の狭いものしか得られないものであった。
【0011】
また、規則性の低い特定の織り組織の布帛をスクリーン基布として用いることにより、繊維表面で光の反射方向をランダムとし、視野角によるゲインの変化の小さいスクリーンを得ることが提案されている(特許文献2参照)。確かに、織り組織が不規則であるため、反射面で光が拡散性され、視野角によるゲインの変化の小さいスクリーンが得られるものの、通常の合成繊維を用いるため光の透過損失が大きく、スクリーン全体に暗い映像となってしまうものであった。また、透過損失を軽減するためには繊維内部に酸化チタンなどの白色微粉末を多量に含有させた繊維を用いることが示されているが、酸化チタンは入射光の反射だけでなく、吸収をも起こすため、多量に含有させるとゲインは低くなってしまい、やはりスクリーン全体に暗い映像となり易いものであった。
【0012】
既に本発明者らは繊維に軽量性を付与するため、ポリエステルとマレイミド構造を持たない熱可塑性ポリマ(除くポリエステル)とからなる海島状ポリエステル複合繊維において、海島状の複合界面の少なくとも一部に空隙を形成させることで、繊維の見かけ比重が1.2以下である軽量性に優れるポリエステル複合繊維を提案している(特許文献3参照)。この技術は、繊維内部に微細空隙が多数存在することで、優れた軽量性を保持し、該空隙が微細であることにより繊維物性にも優れ、衣料用途、産業用途に好適な軽量繊維を得ることができる。本発明者らはこの技術についてさらに詳細に検討を進めた結果、上記の繊維は繊維内部に空隙を有することで、繊維に入射された光を透過せずに光反射させる機能を有し、空隙が微細であることから光を拡散させる機能をも有することから、上記繊維がスクリーンの基布素材として最適であることを見出したのである。
【特許文献1】特開平4−1739号公報(特許請求の範囲、第2頁左欄)
【特許文献2】特開2003−207852号公報(特許請求の範囲、段落[0008])
【特許文献3】特開2004−183196号公報(特許請求の範囲)
【発明の開示】
【発明が解決しようとする課題】
【0013】
本発明の課題は、複雑な多層構造とせずとも広い視野角でゲインが高く、明るい映像が得られるだけでなく、低コストで、軽量性、携帯性、耐久性、形態保持性に優れるスクリーンを提供することにある。
【課題を解決するための手段】
【0014】
上記課題を解決するため、本発明は以下の構成を採用する。すなわち、
[1]ポリマAおよびポリマBの互いに非相溶である2成分がブレンドされてなる繊維であり、かつ繊維内部に空隙を有し、該空隙が繊維軸方向に垂直な繊維横断面において300個以上存在するボイド繊維を用いてなることを特徴とするスクリーン。
【0015】
[2]繊維横断面内に存在する空隙の平均直径が0.01μm以上1μm以下であるボイド繊維を用いてなることを特徴とする前記[1]に記載のスクリーン。
【0016】
[3]繊維横断面内において、繊維断面の中心を共有する繊維断面形状と相似かつ直径が1/2の断面形状によって繊維の外層部と内層部に分けた場合に、外層部に存在する空隙の平均直径d1と内層部に存在する空隙の平均直径d2との比が下記(1)式を満たす空隙の傾斜構造を有するボイド繊維を用いたことを特徴とする前記[1]または[2]に記載のスクリーン。
【0017】
d2/d1≧1.3 ・・・(1)
[4]断面形状が異形断面であるボイド繊維を用いてなることを特徴とする前記[1]〜[3]のいずれかに記載のスクリーンである。
【発明の効果】
【0018】
本発明のスクリーンは、空隙を多数有し、該空隙が微細であるボイド繊維を用いてなることにより、スクリーンの反射面に入射された光が透過せずに光反射されるだけでなく、入射光が拡散されることから、広い視野角に渡ってゲインが高く、視野角によるゲインの変化も小さい特性を有する。また、上記特性は空隙の傾斜傾向の大きいボイド繊維を用いた場合にさらに向上する。そして、繊維断面を異形断面とし、空隙の傾斜構造を積極的に形成させた空隙の傾斜傾向の高いボイド繊維を用いた場合、高度に発達した空隙に傾斜構造によって入射光は拡散反射され、異形断面によって入射光が再帰的に反射されるため、特定視野角領域におけるゲインが高く、視野角によるゲインの変化も小さい特性を有する。このため、複雑な多層構造とせずとも優れた反射特性を有し、用いるボイド繊維の比重が中実繊維の比重よりも小さいため、大型スクリーンとしても軽量化でき、据え付け、運搬作業の簡便化、製造工程の簡便化、巻き上げモーターなどの付帯設備の小型化が可能となるため製造コストを大幅に低下できる。そして多数の空隙は繊維長手方向に不連続に存在するため、屈曲や摩耗が生じても空隙の変形が抑えられ、スクリーンの清掃、あるいは折り畳みあるいは巻き上げなどによって空隙構造は変化しない。このため、固定式、巻き上げ式、折り畳み式などのさまざまな型式で好適に利用される、実用耐久性、携帯性に優れたスクリーンとすることができる。以上のことから、劇場上映用、ホームシアター用、プレゼンテーション用、ゲーム用、アミューズメントパーク用はもとより、例えば外出時に携帯して投影するモバイル用としても好適に用いることができる。
【発明を実施するための最良の形態】
【0019】
本発明におけるスクリーンはボイド繊維を用いてなることが重要である。該ボイド繊維については後述にて詳細に説明するが、本発明のスクリーンの一部あるいは全部に用いていれば良い。ボイド繊維の反射特性を活かすために、少なくともスクリーンの反射面の一部としてボイド繊維を用いることが好ましい。
【0020】
本発明のスクリーンに用いられる繊維は、細く長い形状を有しており、一般的に言われる長繊維(フィラメント)であっても短繊維(ステープル)であってもよく、あるいは電気植毛加工などに用いられる短い繊維、すなわちパイルであってもよく、これらの繊維形状を有すると認められるものであれば特に制限はない。また、生糸、撚糸、加工糸など繊維の形態等についても特に制限はない。より外力が加わった際の形態保持性、あるいは耐久性の高いスクリーンを得易い点で、フィラメントであることが好ましい。フィラメントである場合、マルチフィラメントであってもモノフィラメントであってもよい。
【0021】
スクリーンに用いるボイド繊維の繊維構造物としての形態は、特に限定されるものではなく、織物、編物、不織布、パイル状物などの従来公知の形態として用いることができ、目的用途に応じて適宜選択すればよいが、スクリーンのゲインがより高くなる点で、高密度な繊維構造物とすることが好ましいことから、織物であることが好ましい。織物を用いた場合、経糸と緯糸にボイド構造の異なる別々のボイド繊維を用いることもでき、スクリーンの縦方向と横方向の反射特性に異方性を持たせることもできる。また、スクリーンに伸縮性が要求される場合は編物あるいは不織布を採用することが好ましい。
【0022】
織物の織り組織としては、例えば、1重織物としてはブロード、ボイル、ローン、ギンガム、トロピカル、タフタ、シャンタン、デシンなどの平織、デニム、サージ、ギャバジンなどの綾織、サテン、ドスキンなどの朱子織、バスケット、パナマ、マット、ホップサック、オックスフォードなどのななこ織、グログラン、オットマン、ヘアコードなどの畝織、フランス綾、ヘリンボーン、ブロークンツイルなどの急斜文、緩斜文、山形斜文、破れ斜文、飛び斜文、曲り斜文、飾斜文や、不規則朱子、重ね朱子、拡げ朱子、昼夜朱子や、蜂巣織、ハック織、梨地織、ナイアガラなどが挙げられ、また2枚の織物を合わせて1枚の織物となした2重織物としては、ピケ、フクレ織などの経2重織、ベッドフォードコードなどの緯2重織、風通織、袋織などの経緯2重織などが挙げられ、目的用途に応じて適宜選ばれる。
【0023】
パイル織物としては別珍やコールテンなどの緯パイル織や、タオル、ビロード、ベルベットなどの経パイル織などが挙げられ、その他に紗織や絽織などのからみ織物、ドビー織やジャガード織などの紋織物などが挙げられ、それぞれ用途や目的に応じて適宜選ばれる。
また編物の編み組織としては、例えば、天竺やシングルなどの平編、ゴム編やフライスなどのリブ編、リンクスなどのパール編の他、鹿の子、梨地、アコーディオン編、スモールパターン、レース編、裏毛編、片畦編、両畦編、リップル、ミラノリブ、ダブルピケ、等の緯編、あるいはトリコット、ラッセル、ミラニーズなどの経編などが挙げられ、それぞれ用途や目的に応じて適宜選ばれる。
【0024】
また不織布の構造としては、ケミカルボンド法、サーマルボンド法、ニードルパンチ法、ウォータージェットパンチ(スパンレース)法、スティッチボンド法、フェルト法などの方法により形成された不織布等が挙げられ、それぞれ用途や目的に応じて適宜選ばれる。
【0025】
また本発明の効果を妨げない範囲で、常法の精練、染色、熱セット等の加工を受けてもよく、艶付けプレス、エンボスプレス、コンパクト加工、柔軟加工、ヒートセッティングなどの物理的処理加工や、ボンディング加工、ラミネート加工、コーティング加工、蒸着加工、防汚加工、撥水加工、帯電防止加工、防炎加工、防虫加工、衛生加工、泡樹脂加工などの化学的処理加工や、その他にマイクロ波応用や、超音波応用、遠赤外線応用、紫外線応用、低温プラズマ応用などの応用処理がなされていても良い。但し、折り畳み可能なスクリーンとする場合には、コーティング層の割れ、折れ皺が生じると映像鑑賞のゲインの斑を生じて発明の効果が妨げられる可能性があるので注意が必要である。
【0026】
本発明のスクリーンは入射光をスクリーンの後方に透過しないほど、目的とするゲインの高いスクリーンが得られる。このためスクリーンの反射面を形成する繊維構造物の目付は高いことが好ましく、100g/m2以上であることが好ましく、150g/m2以上であることがより好ましく、200g/m2以上であることがさらにより好ましい。但し、過度に目付が高いと、糸同士の圧縮が大きくなって繊維内部の空隙が潰れる、あるいは工程通過性が悪化するなどの不具合を生じることがあるので、1000g/m2以下が好ましい。
【0027】
本発明のスクリーンの厚さについては目的用途に応じて適宜選択すれば良いが、過度に薄いとスクリーンの反射面を平面として保ちづらく皺が生じることがある。このためスクリーンの厚みは0.1mm以上であることが好ましく、0.2mm以上であることが好ましく、0.3mm以上であることが更により好ましい。また上限については特に制限されるものではないが、5mm以下が好ましい。このスクリーンの厚みは、繊維の繊度や、あるいは前記繊維構造物を複数枚積層するなどにより調整すれば良い。
【0028】
本発明のスクリーンは、より明るい映像を鑑賞できる点で、スクリーンのゲインが高いことが好ましい。ゲインとはスクリーンが固有に持っている反射特性(角度毎の明るさ)を数字で示したものであり、完全拡散板(上下左右方向で、ほぼ一定の反射率を示す)に一定の光を当てて測定した輝度1とし、同一の条件でスクリーンに光を照射し、中心点から同一円弧上を走査させて測定した輝度との比率として定義される。
【0029】
ゲインは、スクリーンの反射面の重心から放線方向に光源を設置し、輝度計と光源との角度を変更しながら測定した輝度(カンデラ/m2)と、光源の照度(ルクス)との関係から下記(2)式により算出される。このゲインが大きいほどスクリーンは明るく見える。
【0030】
ゲイン=[輝度(カンデラ/m2)/照度(ルクス)]×π ・・・(2)
光源の照度(ルクス)は、光源の光出力(ルーメン)と投射面積(m2)との関係から下記(3)式により算出される。
【0031】
照度(ルクス)=光出力(ルーメン)/投射面積(m2)・・・(3)
より迫力ある映像を映し出すことができる点で、ゲインのピーク値(ピークゲイン)が0.5以上であることが好ましく、0.6以上であることがより好ましく、0.8以上であることがさらにより好ましく、1.0以上であることが特に好ましい。ピークゲインの上限については目的用途に応じて適宜選択すればよいが、あまりに大きいと見る角度によって明るさの違いが生じ、実用に適さなくなる可能性がある。このためピークゲインは10以下であることが好ましく、9以下であることが好ましく、8以下であることがさらにより好ましい。
【0032】
また、ゲインのピーク値が半分になる角度を半値角と呼ぶ。この数値が大きいほど視野角が広く大勢で映像を鑑賞するのに適している。本発明のスクリーンはボイド繊維を用いることにより、入射された光を透過せずに光反射させ、かつ拡散させる機能を有することから、ピークゲインが高く、半値角の大きい、あるいは半値角の存在しない視野角の大きいスクリーンが得られる。多方向から鑑賞出来るスクリーンとなる点で、半値角は30°以上であることが好ましく、40°以上であることがより好ましく、50°以上であることが特に好ましい。一定方向から鑑賞する用途に用いる場合は、特角度でのゲインを高くすることができる点で半値角は80°以下であることが好ましく、70°以下であることが好ましく、60°以下であることがさらにより好ましい。
【0033】
上記ピークゲインと半値角はスクリーンに用いるボイド繊維の内部に存在する空隙の直径、空隙の数、空隙の傾斜傾向、繊維の断面形状、ポリマAとポリマBの屈折率差、と関わっている。スクリーンに入射された光は、繊維表層と繊維外部との界面、ポリマAと空隙内部の界面、ポリマBと空隙内部の界面、あるいはポリマAとポリマBの界面において反射光と透過光に分割され、透過光は界面における屈折率差に対応して屈折される。繊維内部でこのような複雑な反射現象が繰り返し起こることで入射光は拡散されて反射される。そして、ボイド繊維中に空隙が多数存在することで、入射光は反射面の反対側に透過せず、広い視野角で高いゲインを有し、視野角によりゲインの変化の小さいスクリーンとなるのである。
【0034】
以下、本発明のスクリーンに用いるボイド繊維について詳細に説明する。
【0035】
本発明のスクリーンに用いるボイド繊維は、ポリマAとポリマBの2成分のポリマがブレンドされてなる繊維であることが重要である。ブレンド繊維とは、後述するような様々な方法により溶融紡糸が完結する以前の任意の段階においてポリマAとポリマBとが混練されてなるブレンド組成物から形成された繊維を意味し、繊維軸方向に直交する繊維横断面内において、ポリマAが海、ポリマBが島を形成している海島構造を形成している。また、島であるポリマBは繊維軸方向に筋状に存在し、その筋は適度な長さを有する不連続なものである。よって繊維中におけるポリマAとポリマBとの複合界面が非常に大きくなり、ボイド繊維となした場合に、繊維軸に対して不連続な空隙が生成し、微細空隙を数多く有する繊維となる。この空隙の中にポリマBが存在している。繊維内部にポリマBを有するため、界面を形成する要素の屈折率差によって光は適度に屈折されて強め合わないため、ホットスポットなどの映像障害を生じない。なお、ホットスポットとはスクリーンに輝度のピークを生じる映像障害である。
【0036】
本発明のスクリーンに用いるボイド繊維は、繊維軸方向に垂直な繊維横断面に存在する空隙を300個以上有するものである。直径の異なる空隙が数多く存在するボイド繊維を用いることで、初めてスクリーンの光拡散能が高くなり、ピークゲインが高く、半値角の大きいスクリーンが得られる。繊維横断面に存在する空隙の数は500個以上であることが好ましく、1,000個以上であることがより好ましく、10,000個以上であることがさらに好ましい。空隙の数の上限については特に制限されないが、概ね1,000,000個以下程度が好ましい。空隙の数は下記実施例Iの手法で確認することが出来る。
【0037】
本発明のスクリーンに用いるボイド繊維は、スクリーンに入射された光を透過させないこと、空隙が潰れ難く、スクリーンの特性を維持し易い点で、単糸横断面内に存在する空隙の平均直径が0.01μmを超えることが好ましい。より入射光の透過を抑制し、ゲインの高いスクリーンとなる点で、空隙の平均直径は0.03μm以上であることが好ましく、0.05μm以上であることがさらにより好ましい。ただし、空隙が大きすぎると繊維内部に存在する空隙の絶対数が少なくなり、入射光を拡散させる界面の面積が小さくなるため、光拡散能は低下する傾向にある。このため、空隙の平均直径は1μm以下であることが好ましく、0.8μm以下であることがより好ましく、0.5μm以下であることが特に好ましい。空隙の平均直径は、後述する実施例で定義されるI.の手法により算出できる。
【0038】
本発明のスクリーンに用いるボイド繊維の空隙の割合を示す空隙率は、スクリーンがより軽量性の良好なものとなる点から、空隙率は15%以上であることが好ましく、25%以上であることがより好ましい。ここで空隙率とは、繊維見かけ比重を後述する実施例で定義されるF.の手法により測定することで算出できる。
【0039】
本発明のスクリーンに用いるボイド繊維は、繊維軸方向に不連続な空隙を有することが好ましい。スクリーンの光拡散能が増加し、半値角が大きくなるため好ましい。また空隙が繊維軸方向に不連続であることで、空隙が外力によって潰れ易く、屈曲や摩耗によって繊維断面形状、空隙の構造は変化しにくく、実使用においてスクリーンの各種特性が損なわれないのである。空隙の不連続性については後述する実施例で定義されるIの手法により観察した単繊維横断面写真、縦断面写真により確認することができる。
【0040】
本発明のスクリーンに用いるボイド繊維は、繊維横断面内において繊維表層部から繊維中央部に渡って、空隙の直径が段階的に大きくなる空隙の傾斜構造を有することが好ましい。そして繊維表層付近に存在する空隙の大きさと、繊維中央付近に存在する空隙の大きさの比が大きい、つまり傾斜傾向が大きい構造であるほど、繊維中に入射された光が幅広い空隙分布に対応して拡散されるため半値角が大きくなり、かつ入射光が透過しにくくゲインも高くなるため好ましい。
【0041】
そして繊維横断面内において、繊維断面の中心を共有する繊維断面形状と相似かつ直径が1/2の断面形状によって繊維の外層部と内層部に分けた場合に、外層部に存在する空隙の平均直径d1と内層部に存在する空隙の平均直径d2との比であるd2/d1が1.30以上であるボイド繊維を用いたスクリーンは、半値角が大きく、かつゲインも高くなるため好ましい。d1およびd2は後述する実施例で定義されるI.の手法により得られた繊維横断面写真を用いて画像解析により算出する。よりスクリーンの半値角が大きく、かつゲインの高くスクリーンとなる点で、d2/d1≧1.5であることが好ましく、d2/d1≧1.8であることがより好ましく、d2/d1≧2.0であることがさらにより好ましい。d2/d1の上限については特に制限されないが100以下程度が好ましい。
【0042】
本発明のボイド繊維が繊維横断面において異形断面を有する場合、上記空隙の傾斜傾向が発現し易いため好ましい。ここで繊維横断面とは、繊維軸方向に直交する断面、すなわち繊維軸方向に垂直な繊維横断面であり、該断面形状が異形断面繊維であることにより、繊維表面で反射した光が再度、繊維内部に入り込み、繊維内部の空隙が光を拡散させる効果、および光の透過を抑制する効果を活かしやすく、結果として半値角が大きく、ゲインの高いスクリーンとなる。また異形断面の形状を適宜選択することにより、スクリーンの特性を制御することも可能である。
【0043】
例えば、観測者が一定の視野角領域に存在し、該視野角領域において明るい映像を得ることを目的とする場合には、扁平型、楕円型、多葉型、多角形型などの対称性のある異形断面を採用し、適度な再帰能を保持させ、特定の視野角領域におけるゲインが高いスクリーンとすることが好ましい。もちろん再帰能を保持させた分、半値角が減少する傾向にあるが、繊維内部に高度に発達した空隙の傾斜傾向を有するため、半値角の減少は最小限に抑えられる。特に狭い領域でのゲインを高くする場合には、扁平型、楕円型、3葉型、3角型の断面を採用することが好ましく、比較的広い特定領域のゲインを高くしたい場合には葉数が5以上の多葉型、5角形以上の多角形型の断面を採用することが好ましい。一方、大人数で異方向から観測することを目的とするスクリーンを得る場合には、対称性の無い異形断面形状を採用し、光拡散能の高い、半値角の大きいスクリーンとすることが好ましい。
【0044】
本発明のスクリーンに用いるボイド繊維が異形断面を有する場合、異形度が高いほど、繊維内部の傾斜傾向の高い繊維となるため好ましい。このことから異形度は1.20以上であることが好ましく、1.3以上であることがより好ましく、1.4以上であることがさらにより好ましく、1.5以上であることが特に好ましい。上限については特に制限されないが、断面形状、および空隙の耐久性が良好となり、結果としてスクリーンの反射特性の耐久性が良好となる点で7.0以下であることが好ましく、5.0以下であることがより好ましく、3.0以下であることがさらにより好ましく、2.0以下であることが特に好ましい。
【0045】
本発明における異形度とは単繊維横断面における外接円の直径D1と、内接円の直径D2の比(D1/D2)として定義される。異形断面が概ね線対称性、点対称性を保持すると判断される場合、内接円とは単繊維横断面において異形断面繊維の輪郭をなす曲線に内接する円であり、外接円とは単繊維横断面において異形断面繊維の輪郭をなす曲線に外接する円である。例えば図1に示す3葉型異形断面繊維の異形度は、外接円1の直径D1と内接円2の直径D2とを用いて算出される。また、異形断面が線対称性、点対称性を全く保持しない形状であると判断される場合には、異形断面繊維の輪郭をなす曲線と少なくとも2点で内接し、繊維の内部にのみ存在して内接円の円周と異形断面繊維の輪郭をなす曲線とが交差しない範囲においてとりうる最大の半径を有する円を内接円とする。外接円は異形断面繊維の輪郭を示す曲線において少なくとも2点で外接し、単繊維横断面の外部にのみ存在し、外接円の円周と異形断面繊維の輪郭が交差しない範囲においてとりうる最小の半径を有する円を外接円とする。
【0046】
本発明のスクリーンに用いるボイド繊維が異形断面を有する場合、空隙の傾斜構造は異方性を有することが好ましい。繊維横断面に異方性のある傾斜構造を有すると、繊維に多方向から入射される光が、それぞれ多種多様な空隙分布によって反射され、スクリーンの光拡散能が高くなるため好ましい。本発明における異方性を有する傾斜構造とは、単繊維横断面における外接円の接点と重心とを結ぶ線分(l1)方向に存在する空隙の傾斜構造と、内接円の接点と重心とを結ぶ線分(l2)方向に存在する空隙の傾斜構造が異なることを意味する。そしてl1と交差するあるいは接する空隙の数(nl1)および空隙の平均直径(dl1)と、l2と交差するあるいは接する空隙の数(nl2)および空隙の平均直径(dl2)とがそれぞれ共に異なる場合、空隙の傾斜構造に異方性を有すると判断する。よりスクリーンの光拡散能が高くなり、半値角の大きいスクリーンとなる点で、nl1/nl2≧1.1であることが好ましく、nl1/nl2≧1.3であることがより好ましい。nl1/nl2の上限については特に制限されないが、20以下程度がこのましい。またdl1とdl2の関係についても同様の理由によりdl1/dl2≧1.1であることが好ましく、dl1/dl2≧1.3であることがより好ましい。dl1/dl2の上限については特に制限されないが20以下程度が好ましい。
【0047】
本発明のスクリーンに用いるボイド繊維は繊維表面に空隙のないスキン層を有することが好ましい。スキン層を有することで、繊維が屈曲や摩耗などによって削れることがなく、繊維内部に存在する空隙構造の耐久性がさらに高くなる。また繊維の強度が向上するため大型スクリーンとしても好適に使用できる。スキン層の厚さが厚すぎると繊維内部で空隙が形成される体積が減少し、結果としてスクリーンを透過する光が増加し、ゲインの低いスクリーンとなるため好ましくない。スキン層の厚さは繊維の直径D(異形断面の場合は外接円の直径D1)の1/5以下であることが好ましく、1/10以下であることがより好ましく、1/15以下であることがさらにより好ましい。またあまり薄いとスキン層の効果がなくなるため、D1の1/1000以上であることが好ましい。このスキン層は、後述する空隙が形成され過程において同時に形成できる。このためこのスキン層はポリマAとポリマBのブレンドポリマにより構成されるものである。
【0048】
本発明のスクリーンに用いるボイド繊維を形成するポリマAは、繊維形成能を有するものであれば特に限定されるものではなく、汎用的に用いられるポリマとして、ポリエステル系ポリマ、ポリアミド系ポリマ、ポリイミド系ポリマ、ポリオレフィン系ポリマやその他ビニルポリマ、フッ素系ポリマ、セルロース系ポリマ、シリコーン系ポリマ、エラストマー、その他多種多様なエンジニアリングプラスチックなどを挙げることができる。
【0049】
より具体的には、例えばラジカル重合、アニオン重合、カチオン重合といったビニル基を有したモノマーが付加重合反応によりポリマが生成する機構により合成されるポリオレフィン系ポリマやその他のビニルポリマなどにおいては、ポリエチレン、ポリプロピレン、ポリブチレン、ポリメチルペンテン、ポリスチレン、ポリアクリル酸、ポリメタクリル酸、ポリメタクリル酸メチル、ポリアクリロニトリル、ポリテトラフルオロエチレン、ポリフッ化ビニリデン、ポリ塩化ビニリデン、ポリシアン化ビニリデン、などが挙げられるが、これらは例えばポリエチレンのみ、あるいはポリプロピレンのみといった単独重合によるポリマであっても良いし、あるいは複数のモノマー共存下に重合反応を行うことで形成される共重合ポリマであっても良く、例えばスチレンとメチルメタクリレート存在下での重合を行うとポリ(スチレン−メタクリレート)という共重合したポリマが生成するが、このような共重合体であるポリマであっても良い。
【0050】
また例えば、カルボン酸あるいはカルボン酸クロリドと、アミンの反応により形成されるポリアミド系ポリマを挙げることができ、具体的にはナイロン6、ナイロン7、ナイロン9、ナイロン11、ナイロン12、ナイロン6,6、ナイロン4,6、ナイロン6,9、ナイロン6,12、ナイロン5,7、ナイロン5,6などが挙げられるほか、本発明の主旨を損ねない範囲で他の芳香族、脂肪族、脂環族ジカルボン酸と芳香族、脂肪族、脂環族ジアミン成分が、あるいは芳香族、脂肪族、脂環族などの1つの化合物がカルボン酸とアミノ基を両方有したアミノカルボン酸化合物が単独で用いられていてもよく、あるいは第3、第4の共重合成分が共重合されているポリアミド系ポリマであっても良い。
【0051】
また例えば、カルボン酸とアルコールのエステル化反応により形成されるポリエステル系ポリマを挙げることができる。具体的には、本発明でいうポリエステル系ポリマとは、特に制限されるものではなく、例えばジカルボン酸化合物とジオール化合物のエステル結合から形成される重合体を挙げることができ、これらにかかるポリマとしては、ポリエチレンテレフタレート、ポリプロピレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、ポリシクロヘキサンジメタノールテレフタレートなどが挙げられる。そして、特に制限されるものではないものの、ジカルボン酸化合物とジオール化合物のエステル結合から形成されるポリエステル系ポリマには、本発明の主旨を損ねない範囲で他の成分が共重合されていても良く、共重合成分のジカルボン酸化合物としては、例えば、テレフタル酸、イソフタル酸、ナフタレンジカルボン酸、ジフェニルジカルボン酸、アントラセンジカルボン酸、フェナントレンジカルボン酸、ジフェニルエーテルジカルボン酸、ジフェノキシエタンジカルボン酸、ジフェニルエタンジカルボン酸、アジピン酸、セバシン酸、1,4−シクロヘキサンジカルボン酸、5−ナトリウムスルホイソフタル酸、5−テトラブチルホスホニウムイソフタル酸、アゼライン酸、ドデカンジオン酸、ヘキサヒドロテレフタル酸、といった芳香族、脂肪族、脂環族ジカルボン酸およびそれらのアルキル、アルコキシ、アリル、アリール、アミノ、イミノ、ハロゲン化物などの誘導体、付加体、構造異性体、光学異性体を挙げることができ、これらジカルボン酸化合物のうち1種を単独で用いても良いし、または発明の主旨を損ねない範囲で2種以上を組み合わせて用いても良い。
【0052】
また共重合成分として、例えばジオール化合物としては、エチレングリコール、プロピレングリコール、ブチレングリコール、ペンタンジオール、ヘキサンジオール、1,4−シクロヘキサンジメタノール、ネオペンチルグリコール、ハイドロキノン、レゾルシン、ジヒドロキシビフェニル、ナフタレンジオール、アントラセンジオール、フェナントレンジオール、2,2−ビス(4−ヒドロキシフェニル)プロパン、4,4´−ジヒドロキシジフェニルエーテル、ビスフェノールS、といった芳香族、脂肪族、脂環族ジオール化合物およびそれらのアルキル、アルコキシ、アリル、アリール、アミノ、イミノ、ハロゲン化物などの誘導体、付加体、構造異性体、光学異性体を挙げることができ、これらジオール化合物のうち1種を単独で用いても良いし、または発明の主旨を損ねない範囲で2種以上を組み合わせて用いても良い。
【0053】
また共重合成分として、1つの化合物に水酸基とカルボン酸を具有する化合物、すなわちヒドロキシカルボン酸を挙げることができ、該ヒドロキシカルボン酸としては、例えば乳酸、3−ヒドロキシプロピオネート、3−ヒドロキシブチレート、3−ヒドロキシブチレートバリレート、ヒドロキシ安息香酸、ヒドロキシナフトエ酸、ヒドロキシアントラセンカルボン酸、ヒドロキシフェナントレンカルボン酸、(ヒドロキシフェニル)ビニルカルボン酸といった芳香族、脂肪族、脂環族ジオール化合物およびそれらのアルキル、アルコキシ、アリル、アリール、アミノ、イミノ、ハロゲン化物などの誘導体、付加体、構造異性体、光学異性体を挙げることができ、これらヒドロキシカルボン酸のうち1種を単独で用いても良いし、または発明の主旨を損ねない範囲で2種以上を組み合わせて用いても良い。
【0054】
またポリエステル系ポリマとしては、芳香族、脂肪族、脂環族などの1つの化合物がカルボン酸と水酸基を両方有したヒドロキシカルボン酸化合物を主たる繰り返し単位とする重合体であっても良く、特に制限されるものではないものの、例えばこれらにかかる重合体としては、ポリ乳酸、ポリ(3−ヒドロキシプロピオネート)、ポリ(3−ヒドロキシブチレート)、ポリ(3−ヒドロキシブチレートバリレート)、といったポリ(ヒドロキシカルボン酸)を挙げることができ、その他にも、これらポリ(ヒドロキシカルボン酸)には、本発明の主旨を損ねない範囲で芳香族、脂肪族、脂環族ジカルボン酸、あるいは芳香族、脂肪族、脂環族ジオール成分が用いられていてもよく、あるいは複数種のヒドロキシカルボン酸が共重合されていても良い。
【0055】
その他に本発明の繊維形成能を有するポリマとしては、アルコールと炭酸誘導体のエステル交換反応により形成されるポリカーボネート系ポリマ、カルボン酸無水物とジアミンの環化重縮合により形成されるポリイミド系ポリマ、ジカルボン酸エステルとジアミンの反応により形成されるポリベンゾイミダゾール系ポリマや、そのほかにもポリスルホン系ポリマ、ポリエーテル系ポリマ、ポリフェニレンスルフィド系ポリマ、ポリエーテルエーテルケトン系ポリマ、ポリエーテルケトンケトン系ポリマなどの合成ポリマやセルロース系ポリマや、キチン、キトサンの誘導体など、天然高分子由来のポリマなども挙げられる。
【0056】
これらポリマAについては、後述するように臨界表面張力γcAが大きく、かつ延伸時の張力が小さく、延伸時に空隙が発現しやすい方が好ましいことから、ポリマAとしてはポリエステル系ポリマ、ポリアミド系ポリマが好ましく、延伸時に低い延伸張力で延伸が可能であることからポリエステル系ポリマがより好ましい。そしてこれらポリエステル系ポリマのうち、より汎用性、繊維形成性に優れるという点で、主たる繰り返し単位がエチレンテレフタレート、プロピレンテレフタレート、ブチレンテレフタレート、あるいは乳酸であるポリエステル系ポリマが好ましく、主たる繰り返し単位がエチレンテレフタレートであるポリエステル系ポリマがより好ましい。なお、これらナイロン6などのポリアミド系ポリマあるいはポリエチレンテレフタレートやポリプロピレンテレフタレート、ポリブチレンテレフタレートなどのポリエステル系ポリマは、共に臨界表面張力γcAが約43dyne/cmである。
【0057】
そして本発明のポリマAとして好ましいポリエステル系ポリマは、通常合成繊維に供する固有粘度(IV)のポリエステルを使用することができる。IVの下限、上限については特に制限されるものではないものの、例えばポリマAとポリマBを溶融混練する際に高い剪断応力が発現し、結果として繊維中でポリマBが微細化し、空隙生成性が優れるという点で、例えばポリエチレンテレフタレートであれば、0.4以上であることが好ましく、0.5以上であることがより好ましい。ポリプロピレンテレフタレートであれば0.7以上であることが好ましく、0.8以上であることがより好ましい。ポリブチレンテレフタレートであれば0.6以上であることが好ましく、0.7以上であることがより好ましい。また上限については特に制限されるものではないものの、ギヤポンプの計量性が良好で繊度ムラがなく、繊維が過度に硬くならならないという点で、例えばポリエチレンテレフタレートであれば、1.5以下であることが好ましく、1.3以下であることがより好ましい。ポリプロピレンテレフタレートであれば2.0以下であることが好ましく、1.8以下であることがより好ましい。ポリブチレンテレフタレートであれば、1.5以下であることが好ましく、1.4以下であることがより好ましい。また本発明に用いるポリエステルで、IVにて評価しないものとしてポリ乳酸に代表されるポリ(ヒドロキシカルボン酸)があるが、これらは重量平均分子量(以下単に平均分子量と称することがある)にて記載しうるものであり、例えばポリ乳酸であれば平均分子量が5万〜50万のものが通常用いられ、好ましくは10万〜30万、加工性や紡糸性を考えると15万〜25万の平均分子量のポリ乳酸がより好ましく用いられる。
【0058】
本発明におけるポリマAは、含有量が50重量%以上であれば、特に制限されるものではなく、任意の含有量を取ることができる。スクリーンの強度が高いことが好ましいことから、繊維におけるポリマA含有量は、70重量%以上であることが好ましく、より好ましくは80重量%以上、さらにより好ましくは85重量%以上である。またポリマAの含有量の上限については、ボイド繊維が少なくともポリマAとポリマBからなることから、99.9重量%以下であることが好ましく、99重量%以上であることがより好ましく、98%重量%以下であることがさらにより好ましい。
【0059】
そして、ポリマAは、これらの中から選ばれるポリマを1種類を単独で用いても良くあるいは発明の主旨を損ねない範囲において、複数種を併用しても良い。
【0060】
本発明のスクリーンに用いるボイド繊維は、島成分であるポリマBの平均分散直径が小さいほど空隙生成性が高く、空隙の傾斜構造が発現し易い。ポリマBの平均分散直径は1μm以下であることが好ましく、0.8μm以下がより好ましく、0.5μm以下がさらにより好ましい。また下限は低いほど好ましいが、ポリマAとポリマBが非相溶であるため、現状0.01μmが限界である。該平均分散直径は後述する実施例で定義されるH.により確認することが可能である。なお繊維中の島成分が繊維軸方向に連続している、すなわち芯鞘複合繊維や海島複合繊維である場合、これはブレンド繊維ではなく、その複合界面(芯と鞘の界面もしくは海と島の界面)の面積はブレンド繊維と比較して極めて小さいものであり、空隙は全く生成しないか、生成したとしても本発明のスクリーンに用いるボイド繊維とは異なるものしか得られない。
【0061】
本発明のポリマBは、ポリマAに対して前述のとおり非相溶であれば特に制限されるものではなく、多種多様なポリマを使用することができる。例えば、ポリアミド系ポリマ、ポリオレフィン系ポリマやその他ビニル重合体、フッ素系ポリマ、シリコーン系ポリマ、エラストマー、ポリカーボネート系ポリマ、カルボン酸無水物とジアミンの環化重縮合により形成されるポリイミド系ポリマ、ジカルボン酸エステルとジアミンの反応により形成されるポリベンゾイミダゾール系ポリマや、そのほかにもポリスルホン系ポリマ、脂肪族ポリエーテル系ポリマ、芳香族ポリエーテル系ポリマ、ポリフェニレンスルフィド系ポリマ、ポリエーテルエーテルケトン系ポリマ、ポリエーテルケトンケトン系ポリマなどの合成ポリマやセルロース系ポリマや、キチン、キトサンの誘導体など、天然高分子由来のポリマ、その他多種多様なエンジニアリングプラスチックなどを挙げることができる。
【0062】
より具体的には、例えばラジカル重合、アニオン重合、カチオン重合といったビニル基を有したモノマーが付加重合反応、もしくは開環重合反応によりポリマが生成する機構により合成されるポリオレフィンやその他のビニル重合体などのポリマにおいては、ポリオレフィンであればポリエチレン、ポリプロピレン、ポリブチレン、ポリメチルペンテンの単独重合体あるいは共重合体、誘導体が挙げられ、またその他のビニル重合体であればポリスチレン、ポリアクリル酸、ポリメタクリル酸、ポリメタクリル酸メチル、ポリアクリロニトリル、ポリテトラフルオロエチレン、ポリフッ化ビニリデン、ポリ塩化ビニリデン、ポリシアン化ビニリデン、およびこれらの共重合体や誘導体などが挙げられるものの、これら付加重合反応もしくは開環重合反応により合成されるポリマの中で、後述する臨界表面張力、密度、あるいはガラス転移温度Tgなどの観点から好ましいものとして、ポリオレフィン系ポリマをまず挙げることができる。
【0063】
該好ましいとするポリオレフィン系ポリマの中で、まず主たる繰り返し構造がオレフィンから成るポリオレフィンとして例えばエチレン、プロピレン、ブテン、メチルブテン、メチルペンテン、エチルペンテン、ヘキセン、エチルヘキセン、オクテン、デセン、テトラデセン、オクタデセンをモノマーとして用いたポリオレフィンのほかに、脂環族モノマーの開環重合、付加重合などにより合成される、例えば下記化学式1、化学式2、あるいは化学式3に示す、環状構造を有するポリオレフィン系ポリマが挙げられる。
【0064】
【化1】
【0065】
【化2】
【0066】
【化3】
【0067】
ここで置換基X、Yはそれぞれ、水素、アルキル基、脂環基、シアノ基、アルキルエステル基、脂環エステル基の中から選ばれる基。
【0068】
該構造を有するものとしては、例えば、JSR(株)製“アートン”(登録商標)、日本ゼオン(株)製“ゼオノア”(登録商標)、“ゼオネックス”(登録商標)などが挙げられるものの環状構造を有するポリオレフィンは特にこれらに制限されるものではない。
【0069】
上記これらポリオレフィン系ポリマはモノマー1種類を単独で用いた単独重合体であっても良く、あるいは複数種を用いた共重合体であっても良く、さらにはオレフィンと他のビニル化合物とを共重合した共重合体であってもよい。共重合成分として具体的には、2〜6個の炭素原子を有する飽和脂肪族カルボン酸のビニルエステルや、1〜20個の炭素原子を有するアルコールから導かれるアクリル酸エステルおよびメタクリル酸エステルや、フマル酸、マレイン酸、イタコン酸、シトラコン酸、テトラヒドロフタル酸、メチルテトラヒドロフタル酸、ナジック酸などの不飽和カルボン酸あるいは該不飽和カルボン酸の酸ハライド、アミド、イミド、酸無水物およびエステルや、スチレンあるいはスチレン誘導体や、アクリロニトリルあるいはアクリロニトリル誘導体や、ビニロキシアルキル誘導体(アルコール型あるいはカルボン酸型)といったビニル化合物、あるいは脂環構造を持つビニル化合物が挙げられる。特に該脂環構造を共重合成分として有するポリオレフィン系ポリマとしては、例えば三井化学(株)製“アペル”(登録商標)、ポリプラスチックス(株)製“トパス”(登録商標)などが挙げられるが、該脂環構造を有する共重合ポリオレフィン系ポリマはこれに限定されるものではない。
【0070】
そしてこれらポリマBの中で好ましいとして例示したポリオレフィン系ポリマのうち、形成される繊維の空隙生成性が高く、繊維断面内に空隙の傾斜構造が形成され易いという点で、プロピレンおよび/またはメチルペンテンを主たる繰り返し単位とするポリオレフィン系ポリマ、あるいは環状構造を有するポリオレフィン系ポリマ、脂環構造を有する共重合ポリオレフィン系ポリマが好ましい。
【0071】
また、本発明のポリマBとしては、前記ポリオレフィン系ポリマ以外にもポリエーテル系ポリマが挙げられ、その中でポリフェニレンエーテルに代表される芳香族ポリエーテル系ポリマが好ましい。ポリフェニレンエーテルは、フェニレンオキサイドが主たる構造を成す単独重合体であっても良く、あるいは第2成分を共重合させた共重合体であっても良く、また発明の主旨を損ねない範囲において、添加物含有するもの、すなわちポリスチレン系ポリマ、ポリアミド系ポリマ、ポリエステル系ポリマ、ポリオレフィン系ポリマなどを第二成分としてアロイ化した変性ポリフェニレンエーテルであっても良い。該変性ポリフェニレンエーテルとしては、例えば三菱エンジニアリングプラスチックス(株)製の“ユ“ピエース”(登録商標)、“レマロイ”(登録商標)や、日本ジーイープラスチックス(株)製の“ノリル”(登録商標)、旭化成(株)製の“ザイロン”(登録商標)、住友化学(株)製の“アートレックス”(登録商標)、“アートリー”(登録商標)などが挙げられるが、好ましいポリマとして芳香族ポリエーテル系ポリマが挙げられるが、これらに限定されるものではない。
【0072】
あるいは、本発明におけるポリマBとしては、ポリカーボネート系ポリマが好ましい。ポリカーボネート系ポリマは、ビスフェノールAとC=Oが主たる繰り返し構造を成す単独重合体であっても良く、あるいは第3成分を共重合させた共重合体であっても良く、また発明の主旨を損ねない範囲において、添加物を含有するもの、すなわちポリスチレン系ポリマ、ポリアミド系ポリマ、ポリエステル系ポリマ、ポリメタクリレート系ポリマなどをアロイ化した変性ポリカーボネートであっても良い。該変性ポリカーボネートとしては、例えば三菱エンジニアリングプラスチックス(株)製の“ユーピロン”((登録商標)や“ノバレックス”((登録商標)、日本ジーイープラスチックス(株)製の“レキサン”((登録商標)、住友ダウ(株)製の“カリバー”((登録商標)、帝人化成(株)製の“パンライト”((登録商標)、出光石油化学(株)製の“タフロン”((登録商標)などが挙げられるが、好ましいポリマBとしてポリカーボネート系ポリマが挙げられるが、これらに限定されるものではない。
【0073】
またポリマAとしてポリエステル系ポリマを用いた場合、ポリマBはマレイミド構造を持たないことが好ましい。一般的にマレイミド構造とは無水マレイン酸とアンモニアもしくは一級アミンとの反応によって得られる構造であり、N−アルキルマレイミド、N−シクロアルキルマレイミド、あるいはN−フェニルマレイミドなどの構造があるが、特に着色しやすいものとしてN−フェニルマレイミド構造が知られている。マレイミド構造は特にポリエステル系ポリマとの親和性が非常に高いため、ポリマAとポリマBの界面の親和性が高くなりすぎるため空隙生成性に乏しくなり易い。また理由はよく分からないが、この場合空隙は主として繊維横断面における中心部分で生成し易く、空隙が局在化しまって傾斜構造は形成されにくいため、結果として、スクリーンに入射された光は拡散されず、透過損失も生じやすい。上記の問題が生じるポリマとして、例えば電気化学(株)製のスチレン・マレイミドポリマ(タイプ:MS−NAなど)が挙げられる。
【0074】
本発明のボイド繊維におけるポリマBの屈折率nBが1.55以下であることが好ましい。繊維の空隙内部に存在するポリマBの屈折率が低いことで空隙に入射された光が全反射されずに繊維中央部まで到達し易く、スクリーンに入射された光が拡散されやすくなるため好ましい。例えば、本発明においてポリマBとして好ましいとされる、環状構造を有するポリオレフィン系ポリマであれば1.51〜1.54であり、ポリプロピレンであれば1.47〜1.50であり、ポリエチレンであれば1.51〜1.54であり、ポリメチルペンテンであれば1.463である。屈折率は後述する実施例で定義されるJ.の手法により算出する。
【0075】
またポリマAとポリマBの屈折率の差であるポリマAの屈折率nA−nBが0.010以上であることが好ましい。光が表面から繊維に入射される際、繊維の表面で全反射が起こると繊維内部の空隙による光拡散効果を活かしにくく、スクリーンにギラツキを生じ易い。主成分であるポリマAの見かけの屈折率を下がることにより、入射光が繊維内部に光が入り込み易くなり、ポリマAとポリマBの界面において透過光が適度に屈折することにより、特定の波長が強め合うことがなく、多方向に拡散された反射光となるため、ソフトな映像が得られる。上記屈折率差は0.015以上であることがより好ましく、0.020以上であることがさらにより好ましい。上限については特に制限されないが0.200以下程度が好ましい。
【0076】
また本発明のポリマBの平均分子量については特に制限されるものではないものの、ポリマAとの混練性が優れ、繊維中で微細な島成分を形成する点で、数平均分子量が2,000〜10,000,000であることが好ましく、5,000〜5,000,000であることがより好ましく、10,000〜1,000,000であることがさらにより好ましい。
【0077】
本発明のポリマBの添加量については特に制限されるものではないものの、より多くの島成分となり、ポリマAとポリマBの界面の面積が多くなるほど空隙が生成し易いことから、含有量は0.1重量%以上であることが好ましく、1重量%以上であることがより好ましく、2重量%以上であることがさらにより好ましい。またあまり添加量が多いと繊維の物性が低下し、スクリーンの実用耐久性の低下を招くことがあるため、30重量%以下であることが好ましく、20重量%以下であることがより好ましく、15重量%以下であることがさらにより好ましい。
【0078】
本発明におけるポリマBはこれらポリマを1種類を単独で用いても良く、あるいは発明の主旨を損ねない範囲において、複数種を併用しても良い。また、本発明の軽量性に優れた異形断面繊維には、本発明の効果を妨げない範囲で、ポリマAとポリマB以外のポリマを配合しても良い。
【0079】
本発明のポリマAの臨界表面張力γcAとポリマBの臨界表面張力γcBの差であるγcA−γcBは繊維の海成分であるポリマAと島成分であるポリマBの界面における親和性を表し、該γcA−γcBが大きいほど、ポリマAとポリマBの界面剥離性が高くなり、空隙生成性に優れ、繊維横断面内において空隙の傾斜構造が形成されて易いため好ましい。特に制限されるものではないもののγcA−γcB≧5dyne/cmであることが好ましく、10dyne/cm以上であることがより好ましい。ただし、該γcA−γcBが大きすぎると、ポリマAとポリマBの界面親和性が低いため、繊維中の島成分であるポリマBの分散形態が粗大化し易く、繊維中の空隙の数が低下し、入射光を拡散させる界面の面積が小さくなる傾向がある。このためγcA−γcB≦25dyne/cmであること好ましく、γcA−γcB≦20dyne/cmであることより好ましい。
【0080】
そして本発明において好ましいとされるγcA−γcB≧5dyne/cmを満たすポリマAとポリマBの組み合わせとしては、例えば、ポリエチレンテレフタレートやポリプロピレンテレフタレートをはじめとするポリエステルをポリマAとし、ポリエチレンやポリプロピレン、ポリメチルペンテン、環状構造を持つポリオレフィンをはじめとするポリオレフィンをポリマBとする組み合わせや、あるいはナイロン6やナイロン66などのポリアミドをポリマAとし、前述ポリオレフィンをポリマBとする組み合わせなどを挙げることができ、ポリエチレンテレフタレートやポリプロピレンテレフタレートをポリマAとし、ポリメチルペンテンや環状構造を有するポリオレフィンをポリマBとする組み合わせがより好ましい。
【0081】
また本発明のポリマBは、ポリマAとの界面において剥離して空隙を形成しやすくし、結果的に得られる繊維がより軽量性に優れるという点で、ポリマBの臨界表面張力γcBは10〜35dyne/cmであることが好ましく、10〜33dyne/cmであることがより好ましい。この臨界表面張力γcBの範囲を満足するポリマBとしては、前述のオレフィンモノマーあるいは他のエチレン性不飽和化合物からなるポリオレフィンのうち、プロピレンおよび/またはメチルペンテンおよび/または環状構造を有するポリオレフィンが80モル%以上を占める単独重合体あるいは共重合体が好ましく、メチルペンテンが80モル%以上を占める単独重合体あるいは共重合体がより好ましく、ポリエステルをポリマAとする組み合わせにおいて空隙形成性に非常に優れ、大変好ましい。特に前述のプロピレンが80モル%以上を占める単独重合体あるいは共重合体の場合は29〜30dyne/cm、メチルペンテンが80モル%以上を占める単独重合体あるいは共重合体の場合は24〜25dyne/cm、環状構造を有するポリオレフィンが80モル%以上を占める単独重合体あるいは共重合体の場合は30〜32dyne/cmである。
【0082】
また、本発明のポリマAおよびポリマBは、各々のガラス転移点Tgの差がTgB(ポリマBのTg)−TgA(ポリマAのTg)≧5℃であることが好ましい。ガラス転移温度の関係がTgB−TgA≧5℃を満たすことで、延伸工程において、ポリマA中に存在するポリマBの変形が起こり難いためポリマAとポリマBの複合界面が剥離し易く、繊維中に空隙が生成し、空隙形成性が高いため好ましい。またTgB−TgA≧5℃を満たす場合、溶融紡糸工程において負荷される紡糸応力を主としてポリマBに担わすことができ、ポリマAの分子配向が抑制される、いわゆる配向抑制効果が発現し、高倍率延伸が可能となり、空隙の傾斜構造が発現しやすくなり、かつ生産性に優れるというメリットもあるため好ましい。また、ポリマBが紡糸工程で伸長化されて微細化するため、ポリマAとポリマBの界面の数が多くなり、延伸時に空隙が多数生成するため好ましい。上記理由により、TgB−TgA≧10℃であることがより好ましく、TgB−TgA≧30℃であることがさらに好ましく、TgB−TgA≧50℃であることが特に好ましい。またTgB−TgAの上限は溶融成形性の点から400℃が限界であり、好ましくはTgB−TgA≦300℃、より好ましくはTgB−TgA≦200℃である。
【0083】
またスクリーンの耐候性、耐熱性が高くなる、すなわち様々な気候において幅広く用いることが出来る点で、ポリマAが変形し繊維の断面形状、あるいは空隙が変形してスクリーンの反射特性が変化してしまうといったことを回避することが好ましい。このため該ポリマAのガラス転移点TgAは40℃以上であることが好ましく、50℃以上であることがより好ましく、60℃以上であることがさらに好ましい。また空隙の内部に存在するポリマBについても同様の理由により、高温下に晒されてもポリマBが変形して空隙を埋めてしまうといったことを回避することが好ましい。このためポリマBのTgBは、70℃以上であることが好ましく、100℃以上であることがより好ましく、130℃以上であることがさらに好ましい。
【0084】
そして本発明において好ましいとされるTgB−TgA≧5℃を満たすポリマAとポリマBの組み合わせとしては、例えば、ポリエチレンテレフタレート、ポリプロピレンテレフタレート、ポリ乳酸をはじめとするポリエステルや、ナイロン6、ナイロン66をはじめとするポリアミドをポリマAとし、ポリスチレンやポリメタクリルメタクリレート、ポリカーボネート、環状構造を有するポリオレフィン、ポリフェニレンエーテルをポリマBとする組み合わせなどを挙げることができ、より延伸時の工程安定性が高く、空隙生成性が高いという点で、ポリエチレンテレフタレート、ナイロン6、ナイロン66をポリマAとし、ポリスチレン、環状構造を持つポリオレフィン、ポリフェニレンエーテルをポリマBとする組み合わせがより好ましい。各ポリマのガラス転移温度は後述する実施例で定義されるC.の測定法によって決定されるが、例えばポリエチレンテレフタレートであれば約79℃に、ポリプロピレンテレフタレートであれば約47℃に、ポリブチレンテレフタレートであれば約24℃に、ポリ乳酸であれば約58℃に、ナイロン6であれば71℃にそれぞれ観測される。
【0085】
本発明のポリマAおよびポリマBは、ポリマAの融点TmAとポリマBの融点TmBの関係はTmA>TmBであることが好ましい。該融点の関係がTmA>TmBを満たすことでポリマBはポリマAに対し微分散しやすく、空隙発現性が高くなるため好ましい。Tgと同様にポリマAが変形し繊維の断面形状、あるいは空隙が変形してスクリーンの反射特性が変化してしまうといったことを回避することが好ましいことから、TmAは160℃以上であることが好ましく、210℃以上であることがより好ましく、250℃以上であることがさらにより好ましい。また空隙の内部に存在するポリマBについても、高温下に晒されてもポリマBが変形して空隙を埋めてしまうといったことを回避することが好ましい。TmBは150℃以上であることが好ましく、180℃以上であることがより好ましい。
【0086】
本発明のポリマBの溶融粘度は、特に制限されるものではなく、用いるポリマの溶融紡糸温度で、剪断速度が10sec−1の剪断粘度が500〜100000poiseのポリマが通常用いられ、好ましくは1000〜50000poiseである。
【0087】
本発明のスクリーンに用いるボイド繊維は、繊維残留伸度が5%〜50%であることが好ましい。ここで繊維残留伸度とは本発明におけるブレンド繊維の残留伸度を後述する実施例で定義されるE.の方法により測定した値である。繊維残留伸度が5%〜50%であることにより、スクリーンの形態保持性が高く、適度な伸縮性を有するため好ましい。繊維残留伸度が8%〜40%であることがより好ましく、10%〜30%であることがさらにより好ましい。
【0088】
本発明のスクリーンに用いるボイド繊維は軽量性に優れている。ここで、軽量性に優れるとは、繊維の見かけ比重がポリマAの比重に対し90%以下であるものが好ましく、例えばポリエチレンテレフタレート(PET)であれば1.24以下、ポリプロピレンテレフタレート(PTT)であれば1.20以下、ポリブチレンテレフタレート(PBT)であれば1.22以下、ポリ乳酸であれば1.13以下、以下ナイロンであれば1.02以下、ポリプロピレン(PP)であれば0.81以下、ポリエチレン(PE)であれば0.85以下であることを指す。ボイド繊維が軽量性に優れる、スクリーン重量を軽減できるため好ましい。より高い軽量性を保持する点で繊維の見かけ比重がポリマAの比重に対し85%以下であることが好ましく、80%以下であることが好ましく、75%以下であることがさらにより好ましい。
【0089】
本発明のスクリーンに用いるボイド繊維の繊維強度は、2.5cN/dtex以上であることが好ましい。そして、繊維強度は3.0cN/dtex以上であることがより好ましく、3.5cN/dtex以上であることがさらにより好ましく、4.0cN/dtex以上であることが特に好ましい。
【0090】
本発明のスクリーンに用いるボイド繊維の単繊維繊度は、大きいほど空隙が生成し易く、空隙の傾斜構造も形成され易い。このため、単繊維繊度1dtex以上であることが好ましく、2dtex以上であることがより好ましく、3dtex以上であることがさらにより好ましく、4dtex以上であることが特に好ましい。逆に過度に太いと、織編物として場合の織編の密度を高くしにくく、スクリーンに入射された光が空隙により拡散されずに透過する恐れがある。500dtex以下であることが好ましく、300dtex以下であることがより好ましく、200dtex以下であることがさらにより好ましく、100dtex以下であることが特に好ましい。
【0091】
本発明のスクリーンに用いるボイド繊維は、発明の主旨を損ねない範囲で艶消剤、難燃剤、滑剤、酸化防止剤、紫外線吸収剤、赤外線吸収剤、結晶核剤、蛍光増白剤、末端基封止剤等の添加剤を少量保持しても良い。
【0092】
次に本発明のスクリーンの製造方法、特にボイド繊維を製造する手段についてより具体的に例示する。なお、スクリーン装置全体の構成や、製法については、本願発明とは直接関係せず、従来公知の手法を利用できるため詳細な説明は省略する。
【0093】
本発明のスクリーンに用いるボイド繊維は、工程が勘弁で生産性が高く、コストが安いことから溶融紡糸法により製造されることが好ましい
ポリマBの添加方法としては特に制限されるものではなく、例えば、(A)ポリマAの紡糸時にポリマBを添加しエクストルーダやスタティックミキサーといった混練機により常圧もしくは減圧下で溶融混練する方法、(B)ポリマBをポリマAに添加しエクストルーダやスタティックミキサーといった混練機により常圧もしくは減圧下で高濃度で溶融混練したのち、ポリマAの紡糸時にエクストルーダやスタティックミキサーといった混練機によりポリマBを添加していないポリマAを同時に添加して希釈し、常圧もしくは減圧下で溶融混練する方法、(C)ポリマAの紡糸における吐出以前の任意の段階でポリマBの溶融体をノズル状の管などから吐出し、ポリマ流路における溶融剪断によりブレンドし、ポリマA中に含有せしめる方法、などが挙げられるが、繊維中にポリマBが微分散し易い点で(A)、(B)の方法が採用される。
【0094】
溶融紡糸において、口金孔から吐出された紡糸糸は、本発明のブレンド組成物のガラス転移温度以下に冷却され、100〜10000m/分の引取速度で引き取る。紡糸張力を高め、紡糸線上でポリマBを伸長化させるほどポリマBが微分散して、延伸時に空隙が生成し易いことから、吐出されたポリマは急冷することが好ましい。急冷する手段としては空冷式あるいは水冷式を採用することができる。
【0095】
例えば空冷式の冷却手段を用いる場合、冷却風の温度が低いほど、冷却風吹き付け開始点と口金からの距離が短いほど、糸条が急冷される。このため冷却風の温度は30℃以下であることが好ましく、25℃以下であることがより好ましく、20℃以下であることがさらにより好ましい。下限については特に制限されないが、あまりに低い温度とすると冷却風の流路で水蒸気が凍結して目詰まりを起こすなどの不具合が生じるため0℃以上が好ましい。また上述のように冷却風吹き付け開始点と口金の距離が短いほど糸条が急冷される。このため、冷却風吹き付け開始点と口金との距離は20cm以下であることが好ましく、10cm以下であることがより好ましく、5cm以下であることがさらにより好ましい。このように口金直下から冷却風を吹き付ける場合、口金面が冷却されて口金面の温度が下がることがある。口金面の温度が過度に低下すると、未溶融のポリマが吐出され、結果として繊維が不均一になる懸念があるため、口金付近を局所的に加熱するヒーターを用いることも好ましい手法である。
【0096】
また例えば水冷式の冷却手段を用いる場合、吐出されたポリマが水冷バス中を通過することで冷却する。水冷バスの水温が低いほど、水冷バスに浸る点と口金との距離が近いほど糸条が急冷される。冷却水温は70℃以下であることが好ましく、50℃以下であることがより好ましく、30℃以下であることがさらにより好ましい。下限については特に制限されないが、冷却水の凍結を避けるため0℃以上が好ましい。吐出されたポリマが水冷バスに浸る点と口金との距離については、20cm以下であることが好ましく、10cm以下であることが好ましく、5cm以下であることがさらにより好ましい。
【0097】
延伸工程において延伸倍率を高くすることで、繊維内部に空隙が緻密に形成される。延伸倍率を高くするため、引取速度は低いことが好ましく、4000m/分以下、より好ましくは3000m/分以下、さらに好ましくは2000m/分以下である。一方、紡糸張力を高め、紡糸線上でポリマBを伸長化させるほどポリマBが微分散して、延伸時に空隙が生成し易いことから、引取速度は100m/分以上、さらに好ましくは1000m/分以上である。
【0098】
引き取った後、巻き取ることなく、もしくは一旦巻き取った後、延伸を施す。延伸温度は、好ましくはポリマAのガラス転移温度(TgA)+100℃以下の温度で、より好ましくはTgA−80℃〜TgA+80℃の温度範囲、さらに好ましくは、TgA−80℃〜TgA+20℃の温度範囲で実施すればよい。
【0099】
延伸倍率は、空隙形成性と極めて強い相関関係にあり、高倍率で延伸するほど、空隙の数が多く、空隙の直径が大きく、空隙の傾斜傾向の大きい空隙分布を有するボイド繊維となる。すなわち、光を拡散させ、透過させない特性を有するボイド繊維は高倍率延伸により達成される。延伸倍率は所望のスクリーンとするために適宜変更すればよいが、延伸倍率が低すぎると空隙そのものが形成されない。高倍率で延伸するほど、空隙の傾斜傾向が大きくなり、光を拡散させる効果、光を透過させない効果がさらに大きくなる。さらに延伸によって同時に繊維表面に空隙を有さないスキン層が形成され、高倍率延伸ほどスキン層は薄くなる。このため、延伸後の残留伸度が5〜50%まで延伸することが好ましく、残留伸度8〜40%がより好ましい。最も好ましくは、残留伸度10〜30%まで延伸することである。
【0100】
延伸時の加熱方法は汎用の装置を用いれば特に限定されることはないが、繊維に多数の空隙を形成せしめ、形成した空隙を潰れにくく出来る点で、繊維の伸長方向以外の方向に外力がかからない加熱方法が好ましく、加熱ピン、加熱プレート、加熱液体や加熱気体を用いた装置あるいは炭酸ガスレーザー等に代表される分子振動の励起を利用した加熱手法などを採用することが好ましい。
【0101】
また、延伸した後、TgA+10℃以上の温度で熱処理する方法が好ましい。延伸後に熱処理を施すことで発現した空隙の周りが熱固定され、耐熱性に優れた軽量繊維となる。ここで延伸後に施す熱処理の温度は、発現したボイドが潰れることのないよう、ポリマAの融点より低い温度で施すことが重要である。
【0102】
延伸後の熱処理方法は汎用の装置を用いれば特に限定されることはないが、加熱効率の高い方式ほど繊維の構造が緩和されることなく固定され、空隙の耐久性の高い繊維が得られることから、加熱ピン、加熱ローラー、加熱プレート、加熱液体や加熱気体を用いた装置あるいは炭酸ガスレーザー等に代表される分子振動の励起を利用した加熱手法などを採用することが好ましい。
【0103】
また、前述の紡糸糸は延伸を施さずに、あるいは延伸を施した後に仮撚加工されてもよい。仮撚加工において延伸糸を用いる場合には、接触型もしくは非接触型の方法により加熱され、ディスク状物、ベルト状物、あるいはピン状物によって仮撚加工される。未延伸糸を用いる場合には、同様に接触型もしくは非接触型のヒーターなどにより加熱した後もしくは加熱されることなく延伸を施しながら、施撚体(ディスク、ピン、ベルト)によって仮撚加工される。仮撚加工されたボイド繊維はそのまま巻き取ることが可能であるものの、再度熱セットされた後に巻き取られることが好ましい。
【0104】
本発明のスクリーンに異形断面を有するボイド繊維を用いる場合、該異形断面を形成させる方法としては、例えば、紡糸口金孔の形状が、3葉型、4葉型、5葉型などの多葉型、三角形、四角形、五角形などの多角形型、歯車型、C型、Y型、T型、星型、扁平型、楕円型、といった異形断面を形成しうる断面形状である口金孔から本発明の異形断面繊維を形成するポリマAとポリマBとからなるブレンド組成物を吐出して異形断面繊維を得る方法や、水溶液や熱水、あるいは有機溶剤など試薬を用いて溶出しうる成分を鞘成分もしくは海成分として、本発明の異形断面繊維を形成するポリマAとポリマBとからなるブレンド組成物を芯成分もしくは島成分として、少なくとも芯成分もしくは島成分が異形断面を形成している芯鞘複合繊維もしくは海島複合繊維を得た後に、鞘成分もしくは海成分を溶出して異形断面繊維を得る方法が挙げられる。工程が簡便で生産性が高い点で、ポリマAとポリマBとからなるブレンド組成物を単一成分として異形断面を形成しうる断面形状の口金孔から吐出する方法が好ましい。
【0105】
異形度の高い断面の繊維を得るためには、ポリマが異形度の高い形態で吐出されることが好ましいことから、口金孔のスリット長Xが、スリット幅Yに対して大きいほど、得られる繊維の異形度が高くなる。より高い異形度の繊維とし、傾斜傾向が高いボイド繊維得る場合は、XとYの比であるX/Yが2以上であることが好ましく、3以上であることがより好ましく、4以上であることがさらにより好ましい。ただし、X/Yが大きすぎると、口金汚れが生じてパックライフが低下して生産性の低下を招くことがあるため、X/Yは20以下であることが好ましく、15以下であることがより好ましく、10以下であることさらにより好ましい。また、口金から吐出された糸条を急冷するほど異形度を高くすることができるため、所望の異形度の繊維を形成するために口金孔形状と冷却条件を適宜調整すればよい。なお、もちろん紡糸糸がマルチフィラメントである場合は該口金孔の形状は単繊維間で同じであっても異なっていても良い。
【0106】
本発明のスクリーンに用いるボイド繊維はポリマAとポリマBが非相溶であるため相溶性が悪い場合がある。この場合、相溶化剤を含有せしめ、ポリマAとポリマBの相溶性をコントロールすることも好ましい。本発明における相溶化剤とは、ポリマBをポリマAにブレンドする際に界面における相互作用を変化させて両者の相溶性を高め、ポリマBを微分散させる化合物である。相溶化剤としては、低分子化合物あるいは高分子化合物など多種多様の化合物を採用することができ、例えば、低分子化合物としては、ドデシルベンゼンスルホン酸ナトリウムやアルキルスルホネートナトリウム塩、グリセリンモノステアレート、テトラブチルホスホニウムパラアミノベンゼンスルホネートなどのアニオン系あるいはカチオン系の界面活性剤や両性界面活性剤、ポリエチレングリコール、メトキシポリエチレングリコール、ポリテトラメチレングリコール、ポリプロピレングリコールなどのポリ(アルキレンオキシド)グリコールやエチレンオキサイド/プロピレンオキサイド共重合体などの非イオン系界面活性剤などが挙げられる。
【0107】
また、相溶化剤として挙げられる高分子化合物としては、ポリマA、およびポリマBのそれぞれに対し、相溶性あるいは親和性の高い高分子化合物を用いれば良く、例えば、ポリスチレン系ポリマ、ポリアクリレート系ポリマ、ポリメタクリレート系ポリマ、ポリ(ビニルアルコール−エチレン)コポリマー、ポリ(ビニルアルコール−プロピレン)コポリマー、ポリ(ビニルアルコール−スチレン)コポリマー、ポリ(酢酸ビニル−エチレン)コポリマー、ポリ(酢酸ビニル−プロピレン)コポリマー、ポリ(酢酸ビニル−スチレン)コポリマーといったビニル系のポリマあるいはコポリマー、アイオノマー、側鎖部分を化学修飾することにより耐熱性及び溶融可塑性を向上させた多糖類、ポリアルキレンオキシドあるいはポリ(アルキレンオキシド−エチレン)コポリマー、ポリ(アルキレンオキシド−プロピレン)コポリマーなどのアルキレンオキシドと各ビニル誘導体のコポリマー、あるいはポリアルキレンオキシドの誘導体、アルキレンテレフタレートとアルキレングリコールのコポリマー、アルキレンテレフタレートとポリ(アルキレンオキシド)グリコールのコポリマー、アルキレンテレフタレートとポリアルキレンジオールとのコポリマー、などといったポリマ、コポリマーなどが挙げられる。それらの中でも、相溶化剤としての効果が大きく、本発明の繊維を形成した場合の糸物性が良好であるという点で、ポリスチレン系ポリマ、ポリアクリレート系ポリマ、ポリメタクリレート系ポリマ、アルキレンテレフタレートとアルキレングリコールのコポリマー、アルキレンテレフタレートとポリ(アルキレンオキシド)グリコールのコポリマー、ポリ(アルキレンオキシド)グリコール、アルキレンテレフタレートとポリアルキレンジオールとのコポリマー、またはこれらポリマの誘導体が好ましい。
【0108】
以下に、好ましいと思われるアルキレンテレフタレートとポリアルキレンジオール、アルキレンテレフタレートとアルキレングリコールのコポリマー、アルキレンテレフタレートとポリ(アルキレンオキシド)グリコールのコポリマー、あるいはポリ(アルキレンオキシド)グリコールまたはその誘導体について具体例を述べるが、本発明における相溶化剤がこれらに制限されるものではない。
【0109】
アルキレンテレフタレートとポリアルキレンジオールとのコポリマーとしてはエチレンテレフタレート、プロピレンテレフタレート、ブチレンテレフタレート、ペンタメチレンテレフタレート、ヘキサメチレンテレフタレートなどから選ばれたアルキレンテレフタレートと、ポリエチレンジオール、ポリブチレンジオールなどから選ばれたポリアルキレンジオールとからなるコポリマーであり、アルキレンテレフタレートとアルキレングリコールをそれぞれ1種類ずつ用いても良く、あるいは複数種用いても良い。特に制限されるものではないものの、具体的には、ポリ(エチレンテレフタレート−ポリエチレンジオール)コポリマー、ポリ(プロピレンテレフタレート−ポリエチレンジオール)コポリマー、ポリ(ブチレンテレフタレート−ポリブチレンジオール)コポリマーなどを挙げることができる。
【0110】
アルキレンテレフタレートとアルキレングリコールのコポリマーとしてはエチレンテレフタレート、プロピレンテレフタレート、ブチレンテレフタレート、ペンタメチレンテレフタレート、ヘキサメチレンテレフタレートなどから選ばれたアルキレンテレフタレートと、エチレングリコール、プロピレングリコール、ブチレングリコール(あるいはテトラメチレングリコール)、ペンタメチレングリコール、ヘキサメチレングリコールから選ばれたアルキレングリコールとからなるコポリマーであり、アルキレンテレフタレートとアルキレングリコールをそれぞれ1種類ずつ用いても良く、あるいは複数種用いても良い。特に制限されるものではないものの、具体的には、ポリエチレンテレフタレート−ブチレグリコールコポリマー、ポリプロピレンテレフタレート−エチレングリコールコポリマー、ポリブチレンテレフタレート−テトラメチレングリコールコポリマーなどを挙げることができる。
【0111】
アルキレンテレフタレートとポリ(アルキレンオキシド)グリコールのコポリマーとしてはエチレンテレフタレート、プロピレンテレフタレート、ブチレンテレフタレート、ペンタメチレンテレフタレート、ヘキサメチレンテレフタレートなどから選ばれたアルキレンテレフタレートと、ジエチレングリコール、トリエチレングリコール、ポリ(エチレンオキシド)グリコール、ジプロピレングリコール、ポリ(プロピレンオキシド)グリコール、エチレンオキシドとプロピレンオキシドの共重合体からなるポリ(エチレンオキシド−プロピレンオキシド)グリコール、などから選ばれたポリ(アルキレンオキシド)グリコールとからなるコポリマーであり、アルキレンテレフタレートとポリ(アルキレンオキシド)グリコールをそれぞれ1種類ずつ用いても良く、あるいは複数種用いても良い。特に制限されるものではないものの、具体的には、ポリエチレンテレフタレート−ジエチレングリコールコポリマー、ポリエチレンテレフタレート−ポリ(エチレンオキシド)グリコールコポリマー、ポリブチレングリコール−ポリ(エチレンオキシド)グリコールコポリマー、ポリプロピレンテレフタレート−ポリ(エチレンオキシド)グリコールコポリマーなどを挙げることができる。
【0112】
ポリ(アルキレンオキシド)グリコールまたはその誘導体の主たる化学構造としては、脂肪族、芳香族、脂環族などの炭素が主鎖をなしている基(もしくはグループ)と酸素原子が交互に結合しているような繰り返し構造を有しているものであれば良く、例えば下記一般式(I)で表されるような単一アルキレンオキシドを繰り返し単位としたポリ(アルキレンオキシド)グリコールを用いることができる。
−[(CH2)a−O]m − ・・・(I)
(I)式を満足するものとしては、例えば、ポリ(エチレンオキシド)グリコール(a=2)、ポリ(プロピレンオキシド)グリコール(a=3)、ポリ(テトラメチレンオキシド)グリコール(a=4)、などのポリ(アルキレンオキシド)グリコールが挙げられる。
【0113】
また、ポリ(アルキレンオキシド)グリコールとしては、たとえば下記一般式(II)で表されるような、異なったアルキレンオキシドの交互、ランダム、あるいはブロック共重合体でも良い。
−{[(CH2)a−O]m −[(CH2)b−O]n}x− ・・・(II)
(II)式を満足するものとして、たとえばポリ(オキシエチレン−オキシプロピレン)共重合体(a=2または3、b=2または3、またaとbは同じであっても異なっても良い。)、ポリ(オキシテトラメチレン−オキシエチレン−オキシプロピレン)共重合体(a=1または2または3、b=1または2または3、またaとbは同じであっても異なっても良い。)などのように、異なったアルキレンオキシドの共重合体などが挙げられる。
【0114】
さらに、ポリ(アルキレンオキシド)グリコールとしては、上記一般式(I)あるいは(II)で表されるポリアルキレンオキシドを、1種単独であっても良いし、または発明の主旨を損ねない範囲で2種以上を組み合わせたものを用いても良い。
【0115】
本発明の繊維における相溶化剤の含有量としては、相溶化がより効果的に発現し、得られる繊維の繊維物性が優れたものとなるという点で、相溶化剤の含有量は、繊維総重量に対し0.1重量%以上であることが好ましく、1重量%以上であることがより好ましい。また多量に添加すると、ポリマAとポリマBの界面親和性が高くなりすぎて空隙生成性が悪化する懸念があるため、50重量%以下であることが好ましく、30重量%であることがより好ましい。
【0116】
相溶化剤の添加方法としては、溶融紡糸が完結する以前の任意の段階でポリマAとポリマBのブレンド組成物に添加される方法であれば特に制限されるものではなく、例えば、(A)通常のポリマAの重合反応において、重合反応が停止する以前の任意の段階で添加して溶融混練する方法、(B)あらかじめ調製したポリマAとポリマBとをブレンドした組成物に相溶化剤を添加しエクストルーダやスタティックミキサーといった混練機により常圧もしくは減圧下で溶融混練する方法、(C)溶融紡糸時にエクストルーダやスタティックミキサーといった混練機に相溶化剤、ポリマAとポリマBとを同時に規定量添加して、常圧もしくは減圧下で溶融混練する方法、などが挙げられ、特に制限されるものではないが、操業性の面で前述の(B)または(C)の方法が好適に採用される。
【0117】
以下実施例により、本発明を具体的かつより詳細に説明するが、当然ながら以下の実施例に制限されるものではない。なお、実施例中の物性値は以下の方法によって測定した。
【実施例】
【0118】
A.スクリーンのゲイン、半値角の測定
液晶プロジェクターをスクリーンの重心に立てた法線上に設置し、スクリーンに一定光出力で映像を投影する。このときプロジェクター側において、左右、上下に輝度計を走査させ(右側を+、左側を−として、上側を+、下側を−として、左右、上下ともに−90°〜+90°まで走査)、1°刻みでそれぞれの角度における反射光の輝度を測定した。プロジェクターと同一方向(角度0°)であり輝度の測定が出来ない場合は、最近角の値を補外することで求めた。
【0119】
ゲインはスクリーンの輝度(カンデラ/m2)とプロジェクターの光出力(ルーメン)との関係から下記(2)、(3)式を用いて算出される。このゲインが大きいほどスクリーンは明るく見える。
ゲイン=[輝度(カンデラ/m2)/照度(ルクス)]×π ・・・(2)
照度(ルクス)=光出力(ルーメン)/投射面積(m2)・・・(3)
最も高いゲインをピークゲインとし、ピークゲインの半分の値を示した角度(半値角)を測定した。左右方向、上下方向で測定し、それぞれ半値角W、半値角Hとした。
【0120】
B.固有粘度(IV)の測定
試料をオルソクロロフェノール溶液に溶解し、温度25℃にてオストワルド粘度計を用いて複数点の相対粘度ηrを求め、それを無限希釈度に外挿して求めた。
【0121】
C.臨界表面張力の測定
ポリマAあるいはポリマBからなる厚み50μm以上のフィルムにおいて、純水72.8dyne/cm,エチルアルコール(特級以上)22.3dyne/cm,ジオキサン33.6dyne/cm,ベンゼン28.9dyne/cm,ヘキサン18.4dyne/cm,20%アンモニア水59.3dyne/cm,ニトロベンゼン43.4dyne/cmの表面張力を有する有機溶媒もしくは水溶液のすべての液体を用いて、20℃、湿度40〜80%、水平静置の条件下、固体上に液滴を置いて液滴が静止したときに、液滴が接している固体平面と液滴が空気層と接している液滴表面とがなす角度を接触角θとして測定し、用いた液体の表面張力に対しcosθをプロットし(Zismanプロット)、完全に濡れる、すなわちcosθ=1となるときの表面張力をプロットした点について外挿することで臨界表面張力γcを求めた。
【0122】
D.ガラス転移温度(Tg)および融点(Tm)の測定
パーキンエルマー社製示差走査熱量分析装置(DSC−2)を用いて試料10mgで、昇温速度16℃/分で測定した。Tm、Tgの定義は、一旦昇温速度16℃/分で測定した際に観測される吸熱ピーク温度(Tm1)の観測後、Tm1+20℃の温度で5分間保持した後、室温まで急冷し、(急冷時間および室温保持時間を合わせて5分間保持)、再度16℃/分の昇温条件で測定した際に、段状の基線のずれとして観測される吸熱ピーク温度をTgとし、結晶の融解温度として観測される吸熱ピーク温度をTmとした。
【0123】
E.繊維強度、残留伸度の測定の設定
オリエンテック社製テンシロン引張試験機(TENSIRON UCT−100)を用い、未延伸糸であれば初期試料長50mm、引張速度400mm/分で、延伸糸であれば初期試料長200mm、引張速度200mm/分でそれぞれ繊維強度および残留伸度を測定し、5回測定した平均値をそれぞれの測定値とした。
【0124】
F.繊維、およびポリマの見かけ比重測定および空隙率の算出
(a)繊維の見かけ比重は、JIS−L−1013:1999 8.17.1(日本規格協会発行、化学繊維フィラメント糸試験方法)に定められた浮沈法に基づき、20℃±0.1℃の温度下、繊維の見かけ比重が1以上であればNaBr水溶液を用いて、繊維の見かけ比重が1〜0.789の間であれば重液に水を軽液にエチルアルコールを用いた混合液体にて、繊維の見かけ比重が0.789〜0.659の間であれば重液にエチルアルコールを軽液にn−ヘキサンを用いた混合液体にて、それぞれ繊維を30分放置した後の浮沈平衡状態を確認し、前述8.17.1項記載の通り、浮かびも沈みもしない混合液体の比重値を測定し、繊維5本を測定した比重値の平均値を測定比重値(Q)とした。
【0125】
(b)繊維の見かけ比重が0.659未満の場合
本発明の繊維のみからなる100g±10gのD.に記載の方法により作成した筒編布帛を用いて事前に重量を測定し、またあらかじめ重量および体積の分かったおもりを筒編みした布帛に固定し、4℃±1℃に調製したイオン交換水に沈めて5分間の超音波による脱泡を行った後、筒編みの体積を測定し、10枚測定した布帛の比重値の平均値を測定比重値(Q)とした。
また、繊維の空隙率の算出には、以下の式を用いた。
空隙率(%)=100(1−Q/R)、
R=100/[S1/V1+S2/V2+(100−S1−S2)/Vp]、
ただし、
S1 :ポリマBの添加量(重量%)、
S2 :相溶化剤の添加量(重量%)、
V1 :ポリマBの密度(g/cm3)、
V2 :相溶化剤の密度(g/cm3)、
Vp :ポリマAの密度(g/cm3)
R :空隙のない場合の繊維の見かけ比重
密度についてはJIS−L−1013に定められた密度勾配管法に基づいて測定した値を用い、例えばポリマAがポリエチレンテレフタレートである場合については、未延伸糸であれば1.34を、延伸糸であれば1.38を用い、例えばポリマAがナイロン6である場合には、未延伸糸であれば1.130を、延伸糸であれば1.138を用いた。
【0126】
G.異形度の算出
繊維をエポキシ樹脂中に包埋したブロックに必要に応じて金属染色を施し、ウルトラミクロトームにて繊維軸と垂直方向に切削して単繊維横断面出しを行った包埋ブロックを作製し、走査型電子顕微鏡(SEM)、観察装置(日立製作所製 FE−SEM S−800型)にて、加速電圧6kVで、倍率1000〜20000倍の任意の倍率で横断面観察を行い、得られた写真をデジタル化した。該断面写真において上述した条件で単繊維横断面における外接円の直径D1と、内接円の直径D2の比(D1/D2)を算出し、異形度とした。
【0127】
H.ポリマBの非相溶性、直径の平均値、不連続性の確認
繊維をエポキシ樹脂中に包埋したブロックに必要に応じて金属染色を施し、ウルトラミクロトームにて繊維軸と垂直方向に切削して単繊維横断面の超薄切片を作製し、透過型電子顕微鏡(TEM)、観察装置(日立製作所製 H−7100FA型)にて、加速電圧75kVで、倍率5000〜1000000倍の任意の倍率で横断面観察を行い、得られた写真をデジタル化した。該断面写真をコンピュータソフトウェアの三谷商事社製WinROOF(バージョン2.3)において画像解析することによってポリマBの非相溶性、不連続性について確認した。非相溶性については横断面写真上に存在する全てのポリマBの面積をそれぞれ計算し、該面積値から略円形と判断して計算したポリマBの直径の平均値によって評価した。更にポリマBの不連続性については、単繊維直径の少なくとも10000倍の任意の間隔で横断面写真を10箇所撮影し、ポリマBの直径の平均値、および分布が切断面箇所によって異なる場合に不連続であると判定した。不連続である場合を○、連続もしくはポリマBが存在しない場合を×として評価した。
【0128】
I.空隙の数、径、不連続性、傾斜傾向の確認。
【0129】
試料台に貼り付けたカーボンテープ上に単繊維を設置し、白金蒸着処理(蒸着膜圧:25〜50オングストローム 処理時間:約120秒)を行った後、収束イオンビーム(FIB)切削加工−走査型電子顕微鏡(SEM)観察装置(FEI社製 STRATADB235)にて、加速電圧30kVで加速したGa収束イオンビームにより、粗切削加工(電流:約7000pA 処理時間:約20分)、および精密切削加工(電流:約3000pA 処理時間:約4分)の2工程で、真空度1.4×10−13Paの雰囲気中において、単繊維横断面観察を行う際は試料を繊維軸方向に対して垂直に切削し、単繊維縦断面観察を行う場合には試料を繊維軸方向に対して平行に単繊維直径の5倍以上の長さで切削した。切削加工を施した後、該装置が所持する走査型電子顕微鏡を用い、真空度1.4×10−19Paの雰囲気中において、試料傾斜52度、加速電圧5kVの条件で、倍率80000倍で単繊維横断面、および単繊維縦断面の観察を行った。このとき該倍率で繊維横断面、および縦断面の全体像が撮影できない場合は、それぞれの位置で部分写真を撮影し、画像ソフトを用いて張り合わせることで全体像を得た。まず単繊維横断面写真について、コンピュータソフトウェアの三谷商事社製WinROOF(バージョン2.3)を用い、画像解析することによって繊維横断面全体に存在する空隙の数、空隙の直径の平均値について算出した。空隙の直径の平均値については各横断面写真上に存在する全ての空隙の面積からそれぞれの空隙を略円形と判断して円相当径算出し、該円相当径の総和を空隙の総数で割返すことにより直径の平均値とした。
【0130】
さらに繊維断面の中心を共有する繊維断面形状と相似かつ直径が1/2の断面形状によって繊維の外層部と内層部に分けた場合に、外層部に存在する空隙の平均直径d1と内層部に存在する空隙の平均直径d2を上述の画像解析手法により算出し、d2/d1の値を求めた。また外層部に空隙が存在しない場合、傾斜構造を持たないと判断し×と記載した。
【0131】
さらに空隙の不連続性については、上記横断面観察を、直径の1000倍以上の任意の間隔で10回行い、各断面における空隙の数が一致しないこと、さらに縦断面観察において繊維軸方向に途切れている空隙が少なくとも一つは存在することが確認できた場合、空隙が不連続であると判断した。繊維軸方向に不連続な空隙を有する場合は○、空隙が連続もしくは空隙を有さない場合は×として評価した。
【0132】
J.屈折率の測定
チップ状ポリマを用いて融点+30℃の温度で圧縮熱プレス成形し、即座に水冷して無配向非晶性フィルムを得た。該フィルムのD線(587.6nm)、25℃における屈折率を、アッベの屈折率計により測定した。
【0133】
実施例1
テレフタル酸166重量部とエチレングリコール75重量部からの通常のエステル化反応によって得た低重合体に、着色防止剤としてリン酸85%水溶液を0.03重量部、重縮合触媒として三酸化アンチモンを0.06重量部、調色剤として酢酸コバルト4水塩を0.06重量部添加して重縮合反応を行い、通常用いられるIV0.65のポリエチレンテレフタレートを得た。このポリエステルをポリマAとし、ポリマBとして、JSR(株)製ノルボルネン系樹脂アートン(グレードF5023 比重1.08g/cc、臨界表面張力約31dyne/cm、Tg166℃、以下アートンと略記する)を得られるブレンド異形断面繊維総重量に対して8重量%となるようにチップ状態のままドライブレンドしたものをホッパーに充填し、2軸エクストルーダ型溶融紡糸機を用いて、紡糸温度290℃で溶融紡糸を行うに際し、口金から吐出されたポリマを冷却風にて冷却した後、1200m/分の引き取り速度で引き取って、断面形状が丸形のブレンド繊維を得た。
【0134】
得られたブレンド繊維について延伸を行うに際し、送糸ローラーの送糸速度10m/分とし、第1ローラーと第2ローラー間で延伸を行うために熱源として80℃の温水バスを用いて、延伸倍率5.0倍で延伸し、第2ローラーを150℃で熱処理した後、冷ローラーで糸をポリエステルのTg以下に冷却した後に巻き取り、150dtex−36フィラメントのボイド繊維を得た。このボイド繊維を用いて経糸175本/インチ(25.4mm)、緯糸85本/インチ、目付160g/m2の平織物を作製し、該布帛をスクリーンの反射面として用いて反射面が横1626mm縦1219mmのスクリーンを作製した。
【0135】
得られたスクリーンは、投影された映像はどの方向から見ても明るさがほとんど変化しないスクリーンであり、ホットスポットなどの映像障害のないスクリーンであった。またスクリーンゲインは0.9で幅方向、高さ方向共に半値角は存在せず、視野角によってゲインの変化がほとんどない拡散型のスクリーンであった。また、反射面の清掃等で生じるの摩耗、屈曲によって反射特性の変化のないスクリーンであった。実施例1の結果を表1に示す。
【0136】
【表1】
【0137】
実施例2〜4、比較例1
実施例1において、溶融紡糸時に吐出量を変更し、延伸倍率を変更して作製した150dtex−36フィラメントのボイド繊維を用いた以外は実施例1と同様にして、実施例2〜4、比較例1のスクリーンを作製した。また、ポリマBを添加しない以外は、実施例1と同様にして比較例2のスクリーンを作製した。実施例2〜4 、比較例1の結果を表1に示す。
【0138】
表1から分かるように、高延伸倍率で作製した繊維を用いるほど、ボイド繊維に存在する空隙の数、空隙の傾斜傾向が大きくなり、スクリーンのピークゲインが高くなることがわかる。また得られたスクリーンは、高いピークゲインを有する場合でも半値角が存在せず、投影された映像はどの方向から見ても明るさのほとんど変化しない光拡散性を有していた。比較例1に示した通常のポリエステル繊維を用いたスクリーンは、繊維内部に空隙を全く有さないため、光拡散性を全く有さず、入射光の透過損失も大きいため、ピークゲインが低く、半値角が小さい。このため映像が暗く、視野角により映像の明るさの異なるスクリーンとなった。
【0139】
比較例2
実施例1において、ポリマBを添加せず、紡糸口金として中空繊維を形成する口金を用いた以外は実施例1と同様にして150dtex−36フィラメントの中空繊維を作製した。この中空繊維を用いて実施例1と同様にスクリーンを作製した。比較例2の結果を表1に示す。
【0140】
比較例2のスクリーンは、ポリマBを有さず、一穴の中空部しか有さない。このため、入射光の拡散性が低く、透過損失も大きいため、ピークゲインが低く、半値角が小さい。このため映像が暗く、視野角により映像の明るさの異なるスクリーンとなった。また、中空部は繊維軸方向に連続に存在するため、清掃等の屈曲や摩耗によって潰れ易く、耐久性に劣るスクリーンであった。
【0141】
実施例5〜8
実施例1において、ポリマBの添加量をそれぞれ変更した以外は実施例1と同様にして、実施例5〜8のスクリーンを作製した。実施例8については延伸性時に断糸が頻発したため、延伸倍率、吐出量を調整し直して得たボイド繊維を用いてスクリーンを作製した。実施例5〜8の結果を表2に示す。
【0142】
表1、表2から明らかなように、実施例5、8に対して、実施例1、6、7は、スクリーンゲインが高く、半値角が大きい、優れたスクリーンとなった。すなわち本発明においてポリマBが含有量を適正量とした、空隙の数が多く、空隙の直径が大きく、空隙の傾斜傾向の大きいボイド繊維を採用してスクリーンを作製することにより、反射特性の優れたものとなった。
【0143】
【表2】
【0144】
実施例9、10
実施例1において、実施例9ではポリマBとして三井化学(株)製ポリメチルペンテン(TPX、タイプRT18、以下同製品を用いた。以下PMPと略記する)を用い、実施例10では電気化学工業(株)製スチレンマレイミド共重合体(MSN、平均分子量約11万、比重1.18g/cc、臨界表面張力約39dyne/cm、以下MSNと略記する)を用いた以外は、実施例1と同様にしてスクリーンを作製した。実施例9、10の結果を表3に示す。
【0145】
表1、表3から明らかなように、実施例9、10のスクリーンはピークゲインが高く、半値角が存在しない、良好な反射特性を示した。しかしながら、実施例1と比較すると一歩譲るものであった。実施例9では、実施例1と比較して空隙の数の少ないボイド繊維を採用しており、実施例10では空隙の傾斜傾向が小さく、かつポリマAに対してポリマBの屈折率の大きいボイド繊維を採用していた。すなわち、本発明において好ましいとされるポリマBの選択により得られたボイド繊維を用いることにより、繊維内部の空隙による光拡散効果を活かしやすく、スクリーンの反射特性がより優れたものとなった。
【0146】
実施例11〜14
実施例1において、実施例11ではポリマAとしてPMP、実施例12では東レ(株)製ナイロン6アミラン(タイプCM1017、以下ナイロン6と略記する)を用い、実施例13では下記(i)手法により重合したポリトリメチレンテレフタレート(以下PTTと略記する)を用い、実施例14では下記(ii)の手法により合成したポリ乳酸(以下PLAと略記する)を用い、それぞれポリマBとしてポリプラスチックス社(株)製透明性樹脂(TOPAS グレード6017 比重1.02g/cc、臨界表面張力約32dyne/cm、Tg170℃、以下トパスと略記する)を用い、紡糸温度を270℃とし、実施例11、12では温水バスを用いずに冷延伸した以外は実施例1と同様にしてスクリーンを作製した。実施例11、13、14のスクリーンは実施例1と同レベルの優れた反射特性を有するスクリーンであったが、実施例12ポリマAとポリマBの屈折率差が小さ過ぎるため、実施例1と比較して一歩譲るものであった。実施例11〜14の結果を表3に示す。
(i)PTTの重合
テレフタル酸ジメチル130部(6.7モル部)、1,3−プロパンジオール114部(15モル部)、酢酸カルシウム1水和塩0.24部(0.014モル部)、酢酸リチウム2水和塩0.1部(0.01モル部)を仕込んでメタノールを留去しながらエステル交換反応を行うことにより得た低重合体に、トリメチルホスフェート0.065部とチタンテトラブトキシド0.134部を添加して、1,3−プロパンジオールを留去しながら、重縮合反応を行い、チップ状のプレポリマーを得た。得られたプレポリマーを、さらに220℃、窒素気流下で固相重合を行い、IV1.12のPTTを得た。
(ii)PLAの重合
L−ラクチド300重量部に触媒としてオクチル酸スズを0.005重量部添加し、窒素置換を行った後、170℃で反応させて、重量平均分子量15.3万のPLAを得た。
【0147】
【表3】
【0148】
実施例15、比較例3
実施例1において、扁平型断面を形成しうる紡糸口金を用いた以外は、実施例1と同様にして実施例15のスクリーンを作製した。
【0149】
また、実施例15において、ポリマBを添加しない以外は実施例15と同様にして比較例3のスクリーンを作製した。実施例15、比較例3の結果を表4に示す。
【0150】
表4から分かるように、本発明において扁平型の異形断面繊維を採用してスクリーンを作製することにより、入射光が適度に再帰され、特定領域におけるゲインの高いスクリーンとなった。さらに断面形状が異形断面であることで、ボイド繊維に存在する空隙の傾斜傾向が大きく、高いピークゲインを有しながら半値角が大きい。このため投影された映像は明るい室内でもコントラストの高い、シャープな画像が得られた。
【0151】
比較例3に示した通常のポリエステル繊維を用いたスクリーンは、繊維内部に空隙を全く有さないため、光拡散性を全く有さず、ピークゲインは良好な値を示したものの、半値角が極めて小さく、実用に耐えないスクリーンであった。
【0152】
実施例16〜19
実施例1において、3葉型断面を形成しうる紡糸口金を用い、異形度の異なる繊維が得られるように口金孔スペックを変更した以外は、実施例1と同様にして実施例16〜19のスクリーンを作製した。実施例16〜19の結果を表4に示す。
表4から分かるように、本発明において採用する異形断面繊維の異形度を変更することで、入射光の再帰性をコントロールでき、特定領域におけるゲインを高くできることが分かる。さらに異形度が高いほど、ボイド繊維に存在する空隙の傾斜傾向が大きく、高いピークゲインを有しながら半値角を大きく保つことができる。このため投影された映像は明るい室内でもコントラストの高い、シャープな画像が得られるスクリーンとなった。
【0153】
【表4】
【産業上の利用可能性】
【0154】
本発明のスクリーンは、広い視野角に渡ってゲインが高く、視野角によるゲインの変化も小さい特性を有する。また上記特性は空隙の数、大きさ、傾斜傾向、ポリマAとポリマBの屈折率差、によって制御でき、異形断面を採用することにより、特定視野角領域におけるゲインが高く、かつ視野角によるゲインの変化も小さいスクリーンとなる。このため複雑な多層構造とせずとも優れた反射特性を有し、用いるボイド繊維の比重が中実繊維の比重よりも小さいため、大型スクリーンとしても軽量化でき、据え付け、運搬作業の簡便化、製造工程の簡便化、巻き上げモーターなどの付帯設備の小型化が可能となるため製造コストを大幅に低下できる。そして多数の空隙は繊維長手方向に不連続に存在するため、屈曲や摩耗が生じても空隙の変形が抑えられ、スクリーンの清掃、あるいは折り畳みあるいは巻き上げなどによって空隙構造は変化しない実用耐久性にも優れるものである。
【0155】
以上のことから固定式、巻き上げ式、折り畳み式などのさまざまな型式で好適に利用され、劇場上映用、ホームシアター用、プレゼンテーション用、ゲーム用、アミューズメントパーク用はもとより、例えば外出時に携帯して投影するモバイル用としても好適に用いることができる。
【図面の簡単な説明】
【0156】
【図1】本発明における異形度を算出する手法を示す説明図である。
【符号の説明】
【0157】
1:外接円
2:内接円
D1:外接円の直径
D2:内接円の直径
【特許請求の範囲】
【請求項1】
ポリマAおよびポリマBの互いに非相溶である2成分がブレンドされてなる繊維であり、かつ繊維内部に空隙を有し、該空隙が繊維軸方向に垂直な繊維横断面において300個以上存在するボイド繊維を用いてなることを特徴とするスクリーン。
【請求項2】
繊維横断面内に存在する空隙の平均直径が0.01μm以上1μm以下であるボイド繊維を用いてなることを特徴とする請求項1記載のスクリーン。
【請求項3】
繊維横断面内において、繊維断面の中心を共有する繊維断面形状と相似かつ直径が1/2の断面形状によって繊維の外層部と内層部に分けた場合に、外層部に存在する空隙の平均直径d1と内層部に存在する空隙の平均直径d2との比が下記(1)式を満たす空隙の傾斜構造を有するボイド繊維を用いたことを特徴とする請求項1または2記載のスクリーン。
d2/d1≧1.3 ・・・(1)
【請求項4】
断面形状が異形断面であるボイド繊維を用いてなることを特徴とする請求項1〜3のいずれか1項記載のスクリーン。
【請求項1】
ポリマAおよびポリマBの互いに非相溶である2成分がブレンドされてなる繊維であり、かつ繊維内部に空隙を有し、該空隙が繊維軸方向に垂直な繊維横断面において300個以上存在するボイド繊維を用いてなることを特徴とするスクリーン。
【請求項2】
繊維横断面内に存在する空隙の平均直径が0.01μm以上1μm以下であるボイド繊維を用いてなることを特徴とする請求項1記載のスクリーン。
【請求項3】
繊維横断面内において、繊維断面の中心を共有する繊維断面形状と相似かつ直径が1/2の断面形状によって繊維の外層部と内層部に分けた場合に、外層部に存在する空隙の平均直径d1と内層部に存在する空隙の平均直径d2との比が下記(1)式を満たす空隙の傾斜構造を有するボイド繊維を用いたことを特徴とする請求項1または2記載のスクリーン。
d2/d1≧1.3 ・・・(1)
【請求項4】
断面形状が異形断面であるボイド繊維を用いてなることを特徴とする請求項1〜3のいずれか1項記載のスクリーン。
【図1】


【公開番号】特開2006−243453(P2006−243453A)
【公開日】平成18年9月14日(2006.9.14)
【国際特許分類】
【出願番号】特願2005−60260(P2005−60260)
【出願日】平成17年3月4日(2005.3.4)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成18年9月14日(2006.9.14)
【国際特許分類】
【出願日】平成17年3月4日(2005.3.4)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]