
スタブシャフト用一体型裏当てリングによる回転装置の溶接補修およびそれに関連した方法

【課題】ルートすなわち溶接溝の基部のところに、ロータまたはスタブシャフト端部に機械加工された一体型裏当てリングを提供する。
【解決手段】スタブシャフト部分(16)が、ロータシャフト(12)の再利用される端部分に溶接されるように適合され、ほぼ均一な内径を有する中空の円筒形部材およびほぼV字形の溶接溝(22)の片側を形成するように適合された第1の面取り端部(18)を含み、一体型裏当てリング(20)が、面取り端部(18)を超えて軸方向に延び、径方向外側表面(30)に円周方向の陥凹部(28)を有する。
【解決手段】スタブシャフト部分(16)が、ロータシャフト(12)の再利用される端部分に溶接されるように適合され、ほぼ均一な内径を有する中空の円筒形部材およびほぼV字形の溶接溝(22)の片側を形成するように適合された第1の面取り端部(18)を含み、一体型裏当てリング(20)が、面取り端部(18)を超えて軸方向に延び、径方向外側表面(30)に円周方向の陥凹部(28)を有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は一般に、回転装置の修理に関し、より具体的には、損傷したロータシャフトの端部に新しいシャフト端部すなわちスタブシャフトを溶接することに関する。
【背景技術】
【0002】
回転装置のスタブシャフト補修を行う場合は、損傷したロータシャフトおよび新しいスタブシャフト(両方とも中空の円筒形部材または構成部品を備える)を溶接前に正確に配置し、定位置に固定する必要がある。ロータシャフトは、その損傷した端部を切り落とし、設計された溶接前処理角度で面取りして準備する。新しいシャフト端部すなわちスタブシャフトも同様に、溶接境界面にほぼV字形の溶接溝を形成して準備する。溝の側壁が合わさる、ルートすなわち溶接溝形状の基部は、溶接がロータ穴へ溶け落ちるのを防止するために、裏当てリングを通例必要とする領域である。
【0003】
必要な嵌合形状を確立し、溶接材料の溶け落ちを防止するために、一般に、別個のリングをシャフトすなわちロータ穴に挿入する。こういったリングには、必要な嵌合形状を確立するために機械加工操作が別途必要になる。既存の穴と、概略で示されているスタブシャフトの穴に挿入するために、各リングは隙間嵌めになるように作られる。しかし、別個のリング(1つまたは複数)により、シャフト、スタブシャフト、リングの3つの部品が合わさる亀裂の起点が形成される。亀裂の起点は一般に、仕上がり部分を除く、リングおよび溶接ルートの一部分を機械加工することによって処理し、それによってこの領域から今後亀裂が成長する可能性を取り除く。
【特許文献1】米国特許第5,909,073号公報
【特許文献2】米国特許第5,691,587号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
それにもかかわらず、組立プロセスを強化し、機械加工をそれほど必要とせず、亀裂の起点をなくす、または少なくとも最小限にする、より効果的な溶接前処理構造が依然として必要である。
【課題を解決するための手段】
【0005】
例示的実施形態では、本発明は、ルートすなわち溶接溝の基部のところに、ロータまたはスタブシャフト端部に機械加工された一体型裏当てリングを提供する。
【0006】
より具体的には、スタブシャフト内径のところに一体型裏当てリングを組み込むと、2部品のみが合わさって亀裂の起点がただ一箇所になる。一体型裏当てリングの外径は、既存のロータシャフトの穴と締まり嵌めになるように機械加工される。これによって、ロータシャフトに対するスタブシャフトの正確な配置が可能になる。一体型リングはまた、その周囲すなわち外側表面の円周方向の周りに陥凹部すなわち溝も備える。その陥凹部はルートすなわち溶接溝の基部と一致する。この結果、溶接材料がロータ穴表面の径方向内向きに突出する。これで、ロータシャフトを元の内径より大きく広げることなく、ルート通路の完全な除去を実現することができる。
【0007】
したがって、一態様では、本発明は、ロータシャフトの再利用される端部分に溶接されるように適合され、ほぼ均一な内径を有する中空の円筒形部材および溶接溝の片側を形成するように適合された第1の端部を備えるスタブシャフト部分と、上記第1の面取り端部を超えて軸方向に延び、径方向外側表面に円周方向の陥凹部を有する一体型裏当てリングとに関する。
【0008】
他の態様では、本発明は、ロータシャフトの再利用される端部分に溶接されるように適合され、ほぼ均一な内径を有する中空の円筒形部材および溶接溝の片側を形成するように適合された第1の端部を備えるスタブシャフト部分と、上記第1の面取り端部を超えて軸方向に延び、径方向外側表面に円周方向の陥凹部を有する一体型裏当てリングとに関し、上記一体型裏当てリングが、上記中空の円筒形部材のほぼ均一な内径より小さな内径を有し、上記陥凹部が、ほぼV字形の溶接溝の基部を形成し、上記陥凹部が、上記中空の円筒形部材のほぼ均一な内径の径方向内向きに突出する。
【0009】
さらに他の態様では、本発明は、(a)第1の端部および一体型裏当てリングを備える新しいスタブシャフトを提供するステップと、(b)一体型裏当てリングがロータシャフト上の第2の端部に重なり合い、かつ第1および第2の端部が溶接溝を形成し、かつ一体型裏当てリングが第2の端部に重なり合って、第1の端部を第2の端部と位置合わせするステップと、(c)上記溝を溶接材料で充填するステップと、(d)スタブシャフトをロータシャフトに溶接するステップと、(e)一体型裏当てリングを機械加工してスタブシャフトから離すステップを含む、ロータシャフト端部でスタブシャフトを交換する方法に関する。
【0010】
次に、以下に示す図面に関して本発明を詳細に説明する。
【発明を実施するための最良の形態】
【0011】
図1を参照すると、組立体10は、損傷した端部が取り除かれ、ロータの周り360°にわたる面取り部14を含むようにロータシャフトの表面が機械加工された、既存のロータシャフト(すなわち発電機の界磁)12を含む。面取り部14は、ロータシャフトの長手方向の軸に対して約70°〜80°の角度で形成される。
【0012】
新しいスタブシャフト部分(すなわち単に短い(stub)シャフト)16が、面取り部14と正対し、やはりロータの周り360°にわたる、同様に機械加工された面取り部を18に備える。対抗する面取り表面14、18によって形成されるルートすなわち溶接(または溶接前処理)溝22の基部の下に位置し、かつその基部を形成するように、スタブシャフトの内径のところに、一体型裏当てリング20が面取り表面18の軸方向前方に延びる。したがって、裏当てリング20は、ロータ12の内径の下にも部分的に位置する、すなわちロータ12の内径にも重なり合う。この点で、一体型裏当てリングの外径は、ロータシャフト穴との締まり嵌めを確立するようなサイズに形成される。したがってそれによってスタブシャフトとロータシャフトの正確な軸合わせが可能になる。一体型裏当てリング20は、ロータシャフト16の内径表面24の径方向内向きに位置し、同様に、スタブシャフト16の仕上がり内径26の径方向内向きに位置する。浅い陥凹部すなわち溝28が、一体型裏当てリング20の径方向外側表面30に形成されて、ルートすなわち溶接溝22の基部を形成する。サブマージアーク溶接プロセスでは、溶接溝22は、一体型裏当てリング20の基部から、ロータシャフトおよびスタブシャフトの径方向外側表面34、36まで、かつそこからわずかに径方向外向きにそれぞれ広がる、金属製の充填材料32で充填される。逃げ口28が、内径表面24、26の径方向内向きに延びる深さを有し、したがって溶接の完全な浸透が確保されることに留意されたい。
【0013】
溶接後、スタブシャフト16は、図の点線で示す最終的な寸法に機械加工される。この加工は、内径表面22を仕上がり内径表面26まで機械加工するステップを含む。一体型裏当てリング20が、陥凹部28内の溶接金属の存在も含めて機械加工されて完全に切り落とされ、スタブシャフト16とロータシャフト12を跨ぐ平坦かつ均一な穴直径が残り、その後の穴の検査に特に有利であることに留意されたい。したがって、これで、ロータシャフト穴の元の内径を超えて広げることなく、溶接プロセスを実現することができる。これにより、その全てが望ましくなくかつ避けるべき、穴の中のあらゆる段または肩、応力集中部、およびボトル形に穴加工するための他のいかなるステップまたはショルダもなくなる。ただし、穴検査が計画、または必要とされていない場合は、裏当てリングを定位置に残すことができるのが理解されよう。この場合は、裏当てリングによって穴内に応力集中部が作り出される。
【0014】
一体型裏当てリング20を利用することによって、亀裂の起点の可能性がただ1つだけになる。さらに、別個の裏当てリングには必要な、余分な機械加工操作もなくなる。一体型リングの直径が、既存のロータの穴と締まり嵌めになるように機械加工されるので、溶接するための、再利用されるロータシャフトと新しいスタブシャフトとの正確な位置合わせが確保される。
【0015】
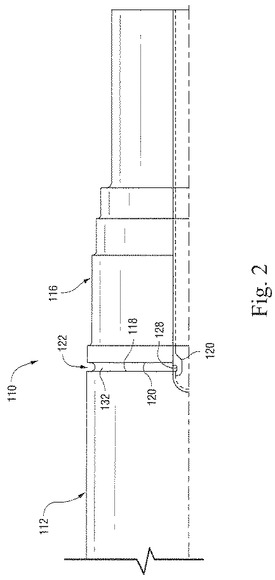
次に図2を参照すると、代替の溶接前処理が示されている。便宜上、対応する構成部品を示すのに、接頭辞「1」を追加した同じ参照番号を使用する。したがって、組立体110は、既存のロータシャフト(すなわち発電機の界磁)112および交換用スタブシャフト116を含む。この実施形態では、各シャフト構成部品112、116の対向表面114、118は、上述の実施形態の角度を付けたものではなく、互いに平行になるように機械加工される。裏当てリング120にも128のところに溝が作られ、やはり溶接の完全な浸透が確保される。すなわち金属製の充填材料132が、裏当てリング溝の基部から径方向に延びることに留意されたい。溶接前処理の形状の差を別にして、その他の点で溶接/仕上げ操作はほぼ同一である。
【0016】
サブマージアーク溶接プロセスを利用する例示的実施形態で、ロータとスタブシャフトを溶接したが、上記の溶接前処理配置を、対抗するロータシャフト端部とスタブシャフト端部の間の狭い溝を利用するガスタングステンアーク溶接(GTAW)プロセスにも(または十分な機械的特性をもたらす、他のいかなる溶接プロセスにも)使用できることが理解されよう。
【0017】
中空のスタブシャフトが裏当てリングと嵌合してそれを覆うように、再生ロータシャフト端部に裏当てリングを配置することも可能である。この配置では、スタブシャフトの裏当てリングを有することによって実現する利点が全て実現することにはならないが、それによって位置合わせが容易になるはずである。
【0018】
最も実際的かつ好ましい実施形態であると目下みなされるものに関して本発明を説明したが、本発明は、開示した実施形態に限定されるのではなくむしろ、添付の特許請求の範囲の趣旨および範囲内に含まれる様々な改変および等価な配置を包含するためのものであることを理解されたい。例えば、既存のロータシャフトの修理の見地から説明したが、本明細書に記載の溶接前処理構造を、新しいロータの製造にも同様に使用することができる。
【図面の簡単な説明】
【0019】
【図1】本発明の例示的実施形態による、ロータシャフトと、一体型裏当てリングを備える新しいスタブシャフトの部分概略断面図である。
【図2】本発明の他の例示的実施形態による、ロータシャフトと、一体型裏当てリングを備える新しいスタブシャフトの部分概略断面図である。
【符号の説明】
【0020】
10 ロータ組立体
12 ロータシャフト
14 (ロータシャフトの第2の)面取り端部
16 スタブシャフト部分すなわち短いシャフト
18 (スタブシャフトの第1の)面取り端部
20 裏当てリング
22 溶接溝
24 (ロータシャフトの)内径表面
26 (スタブシャフトの)仕上がり内径
28 陥凹部すなわち溝
30 (裏当てリングの)径方向外側表面
32 溶接充填材料
34 (ロータシャフトの)径方向外側表面
36 (スタブシャフトの)径方向外側表面
110 ロータ組立体
112 ロータシャフト
114 ロータの端面
116 スタブシャフト
118 スタブシャフトの端面
120 裏当てリング
128 溝
132 溶接充填材料
【技術分野】
【0001】
本発明は一般に、回転装置の修理に関し、より具体的には、損傷したロータシャフトの端部に新しいシャフト端部すなわちスタブシャフトを溶接することに関する。
【背景技術】
【0002】
回転装置のスタブシャフト補修を行う場合は、損傷したロータシャフトおよび新しいスタブシャフト(両方とも中空の円筒形部材または構成部品を備える)を溶接前に正確に配置し、定位置に固定する必要がある。ロータシャフトは、その損傷した端部を切り落とし、設計された溶接前処理角度で面取りして準備する。新しいシャフト端部すなわちスタブシャフトも同様に、溶接境界面にほぼV字形の溶接溝を形成して準備する。溝の側壁が合わさる、ルートすなわち溶接溝形状の基部は、溶接がロータ穴へ溶け落ちるのを防止するために、裏当てリングを通例必要とする領域である。
【0003】
必要な嵌合形状を確立し、溶接材料の溶け落ちを防止するために、一般に、別個のリングをシャフトすなわちロータ穴に挿入する。こういったリングには、必要な嵌合形状を確立するために機械加工操作が別途必要になる。既存の穴と、概略で示されているスタブシャフトの穴に挿入するために、各リングは隙間嵌めになるように作られる。しかし、別個のリング(1つまたは複数)により、シャフト、スタブシャフト、リングの3つの部品が合わさる亀裂の起点が形成される。亀裂の起点は一般に、仕上がり部分を除く、リングおよび溶接ルートの一部分を機械加工することによって処理し、それによってこの領域から今後亀裂が成長する可能性を取り除く。
【特許文献1】米国特許第5,909,073号公報
【特許文献2】米国特許第5,691,587号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
それにもかかわらず、組立プロセスを強化し、機械加工をそれほど必要とせず、亀裂の起点をなくす、または少なくとも最小限にする、より効果的な溶接前処理構造が依然として必要である。
【課題を解決するための手段】
【0005】
例示的実施形態では、本発明は、ルートすなわち溶接溝の基部のところに、ロータまたはスタブシャフト端部に機械加工された一体型裏当てリングを提供する。
【0006】
より具体的には、スタブシャフト内径のところに一体型裏当てリングを組み込むと、2部品のみが合わさって亀裂の起点がただ一箇所になる。一体型裏当てリングの外径は、既存のロータシャフトの穴と締まり嵌めになるように機械加工される。これによって、ロータシャフトに対するスタブシャフトの正確な配置が可能になる。一体型リングはまた、その周囲すなわち外側表面の円周方向の周りに陥凹部すなわち溝も備える。その陥凹部はルートすなわち溶接溝の基部と一致する。この結果、溶接材料がロータ穴表面の径方向内向きに突出する。これで、ロータシャフトを元の内径より大きく広げることなく、ルート通路の完全な除去を実現することができる。
【0007】
したがって、一態様では、本発明は、ロータシャフトの再利用される端部分に溶接されるように適合され、ほぼ均一な内径を有する中空の円筒形部材および溶接溝の片側を形成するように適合された第1の端部を備えるスタブシャフト部分と、上記第1の面取り端部を超えて軸方向に延び、径方向外側表面に円周方向の陥凹部を有する一体型裏当てリングとに関する。
【0008】
他の態様では、本発明は、ロータシャフトの再利用される端部分に溶接されるように適合され、ほぼ均一な内径を有する中空の円筒形部材および溶接溝の片側を形成するように適合された第1の端部を備えるスタブシャフト部分と、上記第1の面取り端部を超えて軸方向に延び、径方向外側表面に円周方向の陥凹部を有する一体型裏当てリングとに関し、上記一体型裏当てリングが、上記中空の円筒形部材のほぼ均一な内径より小さな内径を有し、上記陥凹部が、ほぼV字形の溶接溝の基部を形成し、上記陥凹部が、上記中空の円筒形部材のほぼ均一な内径の径方向内向きに突出する。
【0009】
さらに他の態様では、本発明は、(a)第1の端部および一体型裏当てリングを備える新しいスタブシャフトを提供するステップと、(b)一体型裏当てリングがロータシャフト上の第2の端部に重なり合い、かつ第1および第2の端部が溶接溝を形成し、かつ一体型裏当てリングが第2の端部に重なり合って、第1の端部を第2の端部と位置合わせするステップと、(c)上記溝を溶接材料で充填するステップと、(d)スタブシャフトをロータシャフトに溶接するステップと、(e)一体型裏当てリングを機械加工してスタブシャフトから離すステップを含む、ロータシャフト端部でスタブシャフトを交換する方法に関する。
【0010】
次に、以下に示す図面に関して本発明を詳細に説明する。
【発明を実施するための最良の形態】
【0011】
図1を参照すると、組立体10は、損傷した端部が取り除かれ、ロータの周り360°にわたる面取り部14を含むようにロータシャフトの表面が機械加工された、既存のロータシャフト(すなわち発電機の界磁)12を含む。面取り部14は、ロータシャフトの長手方向の軸に対して約70°〜80°の角度で形成される。
【0012】
新しいスタブシャフト部分(すなわち単に短い(stub)シャフト)16が、面取り部14と正対し、やはりロータの周り360°にわたる、同様に機械加工された面取り部を18に備える。対抗する面取り表面14、18によって形成されるルートすなわち溶接(または溶接前処理)溝22の基部の下に位置し、かつその基部を形成するように、スタブシャフトの内径のところに、一体型裏当てリング20が面取り表面18の軸方向前方に延びる。したがって、裏当てリング20は、ロータ12の内径の下にも部分的に位置する、すなわちロータ12の内径にも重なり合う。この点で、一体型裏当てリングの外径は、ロータシャフト穴との締まり嵌めを確立するようなサイズに形成される。したがってそれによってスタブシャフトとロータシャフトの正確な軸合わせが可能になる。一体型裏当てリング20は、ロータシャフト16の内径表面24の径方向内向きに位置し、同様に、スタブシャフト16の仕上がり内径26の径方向内向きに位置する。浅い陥凹部すなわち溝28が、一体型裏当てリング20の径方向外側表面30に形成されて、ルートすなわち溶接溝22の基部を形成する。サブマージアーク溶接プロセスでは、溶接溝22は、一体型裏当てリング20の基部から、ロータシャフトおよびスタブシャフトの径方向外側表面34、36まで、かつそこからわずかに径方向外向きにそれぞれ広がる、金属製の充填材料32で充填される。逃げ口28が、内径表面24、26の径方向内向きに延びる深さを有し、したがって溶接の完全な浸透が確保されることに留意されたい。
【0013】
溶接後、スタブシャフト16は、図の点線で示す最終的な寸法に機械加工される。この加工は、内径表面22を仕上がり内径表面26まで機械加工するステップを含む。一体型裏当てリング20が、陥凹部28内の溶接金属の存在も含めて機械加工されて完全に切り落とされ、スタブシャフト16とロータシャフト12を跨ぐ平坦かつ均一な穴直径が残り、その後の穴の検査に特に有利であることに留意されたい。したがって、これで、ロータシャフト穴の元の内径を超えて広げることなく、溶接プロセスを実現することができる。これにより、その全てが望ましくなくかつ避けるべき、穴の中のあらゆる段または肩、応力集中部、およびボトル形に穴加工するための他のいかなるステップまたはショルダもなくなる。ただし、穴検査が計画、または必要とされていない場合は、裏当てリングを定位置に残すことができるのが理解されよう。この場合は、裏当てリングによって穴内に応力集中部が作り出される。
【0014】
一体型裏当てリング20を利用することによって、亀裂の起点の可能性がただ1つだけになる。さらに、別個の裏当てリングには必要な、余分な機械加工操作もなくなる。一体型リングの直径が、既存のロータの穴と締まり嵌めになるように機械加工されるので、溶接するための、再利用されるロータシャフトと新しいスタブシャフトとの正確な位置合わせが確保される。
【0015】
次に図2を参照すると、代替の溶接前処理が示されている。便宜上、対応する構成部品を示すのに、接頭辞「1」を追加した同じ参照番号を使用する。したがって、組立体110は、既存のロータシャフト(すなわち発電機の界磁)112および交換用スタブシャフト116を含む。この実施形態では、各シャフト構成部品112、116の対向表面114、118は、上述の実施形態の角度を付けたものではなく、互いに平行になるように機械加工される。裏当てリング120にも128のところに溝が作られ、やはり溶接の完全な浸透が確保される。すなわち金属製の充填材料132が、裏当てリング溝の基部から径方向に延びることに留意されたい。溶接前処理の形状の差を別にして、その他の点で溶接/仕上げ操作はほぼ同一である。
【0016】
サブマージアーク溶接プロセスを利用する例示的実施形態で、ロータとスタブシャフトを溶接したが、上記の溶接前処理配置を、対抗するロータシャフト端部とスタブシャフト端部の間の狭い溝を利用するガスタングステンアーク溶接(GTAW)プロセスにも(または十分な機械的特性をもたらす、他のいかなる溶接プロセスにも)使用できることが理解されよう。
【0017】
中空のスタブシャフトが裏当てリングと嵌合してそれを覆うように、再生ロータシャフト端部に裏当てリングを配置することも可能である。この配置では、スタブシャフトの裏当てリングを有することによって実現する利点が全て実現することにはならないが、それによって位置合わせが容易になるはずである。
【0018】
最も実際的かつ好ましい実施形態であると目下みなされるものに関して本発明を説明したが、本発明は、開示した実施形態に限定されるのではなくむしろ、添付の特許請求の範囲の趣旨および範囲内に含まれる様々な改変および等価な配置を包含するためのものであることを理解されたい。例えば、既存のロータシャフトの修理の見地から説明したが、本明細書に記載の溶接前処理構造を、新しいロータの製造にも同様に使用することができる。
【図面の簡単な説明】
【0019】
【図1】本発明の例示的実施形態による、ロータシャフトと、一体型裏当てリングを備える新しいスタブシャフトの部分概略断面図である。
【図2】本発明の他の例示的実施形態による、ロータシャフトと、一体型裏当てリングを備える新しいスタブシャフトの部分概略断面図である。
【符号の説明】
【0020】
10 ロータ組立体
12 ロータシャフト
14 (ロータシャフトの第2の)面取り端部
16 スタブシャフト部分すなわち短いシャフト
18 (スタブシャフトの第1の)面取り端部
20 裏当てリング
22 溶接溝
24 (ロータシャフトの)内径表面
26 (スタブシャフトの)仕上がり内径
28 陥凹部すなわち溝
30 (裏当てリングの)径方向外側表面
32 溶接充填材料
34 (ロータシャフトの)径方向外側表面
36 (スタブシャフトの)径方向外側表面
110 ロータ組立体
112 ロータシャフト
114 ロータの端面
116 スタブシャフト
118 スタブシャフトの端面
120 裏当てリング
128 溝
132 溶接充填材料
【特許請求の範囲】
【請求項1】
ロータシャフト(12)の再利用される端部分に溶接されるように適合され、ほぼ均一な内径を有する中空の円筒形部材および溶接溝(22)の片側を形成するように適合された第1の端部(18)を備えるスタブシャフト部分(16)と、前記第1の端部を超えて軸方向に延び、径方向外側表面(30)に円周方向の陥凹部(28)を有する一体型裏当てリング(20)。
【請求項2】
前記裏当てリング(20)が、前記中空の円筒形部材の前記ほぼ均一な内径より小さい内径を有する、請求項1記載のスタブシャフト部分。
【請求項3】
前記陥凹部(28)が、前記溶接溝(22)の基部を形成し、前記中空の円筒形部材の前記ほぼ均一な内径の径方向内向きに突出する、請求項1記載のスタブシャフト部分。
【請求項4】
前記ロータシャフト(12)の再利用される端部分が、前記溶接溝(22)のもう一方の側部を形成する第2の端部(14)を有する、前記再利用される端部分と組み合わせた、請求項1記載のスタブシャフト部分。
【請求項5】
前記裏当てリング(20)が、前記第2の面取り端部に重なり合う、請求項4記載のスタブシャフト部分。
【請求項6】
前記溶接溝が、溶接金属(32)で充填される、請求項5記載のスタブシャフト部分。
【請求項7】
(a)第1の端部(18)を備える新しいスタブシャフト(16)を提供するステップと、
(b)前記第1の端部(18)およびロータシャフトの第2の端部(14)のどちらか一方が、前記第1および第2の端部に重なり合う一体型裏当てリング(20)を有し、かつ前記第1および第2の端部が溶接溝(22)を形成して、前記第1の端部(18)を前記第2の端部(14)と位置合わせするステップと、
(c)前記溶接溝を溶接材料(32)で充填するステップと、
(d)前記スタブシャフトを前記ロータシャフトに溶接するステップとを含む、ロータシャフト端部でスタブシャフトを交換する方法。
【請求項8】
前記溶接溝の基部を形成する陥凹部(28)がその径方向外側表面に円周方向に延びるように、前記裏当てリング(20)が形成される、請求項7記載の方法。
【請求項9】
前記陥凹部(28)が、前記ロータシャフトの前記ほぼ均一な内径の径方向内向きに突出する、請求項7記載の方法。
【請求項10】
前記裏当てリング(20)が、前記スタブシャフト(16)の前記第1の端部(18)に設けられる、請求項7記載の方法。
【請求項1】
ロータシャフト(12)の再利用される端部分に溶接されるように適合され、ほぼ均一な内径を有する中空の円筒形部材および溶接溝(22)の片側を形成するように適合された第1の端部(18)を備えるスタブシャフト部分(16)と、前記第1の端部を超えて軸方向に延び、径方向外側表面(30)に円周方向の陥凹部(28)を有する一体型裏当てリング(20)。
【請求項2】
前記裏当てリング(20)が、前記中空の円筒形部材の前記ほぼ均一な内径より小さい内径を有する、請求項1記載のスタブシャフト部分。
【請求項3】
前記陥凹部(28)が、前記溶接溝(22)の基部を形成し、前記中空の円筒形部材の前記ほぼ均一な内径の径方向内向きに突出する、請求項1記載のスタブシャフト部分。
【請求項4】
前記ロータシャフト(12)の再利用される端部分が、前記溶接溝(22)のもう一方の側部を形成する第2の端部(14)を有する、前記再利用される端部分と組み合わせた、請求項1記載のスタブシャフト部分。
【請求項5】
前記裏当てリング(20)が、前記第2の面取り端部に重なり合う、請求項4記載のスタブシャフト部分。
【請求項6】
前記溶接溝が、溶接金属(32)で充填される、請求項5記載のスタブシャフト部分。
【請求項7】
(a)第1の端部(18)を備える新しいスタブシャフト(16)を提供するステップと、
(b)前記第1の端部(18)およびロータシャフトの第2の端部(14)のどちらか一方が、前記第1および第2の端部に重なり合う一体型裏当てリング(20)を有し、かつ前記第1および第2の端部が溶接溝(22)を形成して、前記第1の端部(18)を前記第2の端部(14)と位置合わせするステップと、
(c)前記溶接溝を溶接材料(32)で充填するステップと、
(d)前記スタブシャフトを前記ロータシャフトに溶接するステップとを含む、ロータシャフト端部でスタブシャフトを交換する方法。
【請求項8】
前記溶接溝の基部を形成する陥凹部(28)がその径方向外側表面に円周方向に延びるように、前記裏当てリング(20)が形成される、請求項7記載の方法。
【請求項9】
前記陥凹部(28)が、前記ロータシャフトの前記ほぼ均一な内径の径方向内向きに突出する、請求項7記載の方法。
【請求項10】
前記裏当てリング(20)が、前記スタブシャフト(16)の前記第1の端部(18)に設けられる、請求項7記載の方法。
【図1】



【図2】
【図2】
【公開番号】特開2007−125618(P2007−125618A)
【公開日】平成19年5月24日(2007.5.24)
【国際特許分類】
【出願番号】特願2006−298911(P2006−298911)
【出願日】平成18年11月2日(2006.11.2)
【出願人】(390041542)ゼネラル・エレクトリック・カンパニイ (6,332)
【氏名又は名称原語表記】GENERAL ELECTRIC COMPANY
【Fターム(参考)】
【公開日】平成19年5月24日(2007.5.24)
【国際特許分類】
【出願日】平成18年11月2日(2006.11.2)
【出願人】(390041542)ゼネラル・エレクトリック・カンパニイ (6,332)
【氏名又は名称原語表記】GENERAL ELECTRIC COMPANY
【Fターム(参考)】
[ Back to top ]