
スチレン系樹脂予備発泡粒子とその製造方法およびそれらからなるスチレン系樹脂発泡成形体
【課題】 軽量で表面が透明感のある発泡成形体が得られる、スチレン系樹脂予備発泡粒子を提供すること。
【解決手段】 平均気泡径が400μm以上1500μm以下であり、表層部に存在する小気泡が0個以上5個以下であるスチレン系樹樹脂予備発泡粒子。
【解決手段】 平均気泡径が400μm以上1500μm以下であり、表層部に存在する小気泡が0個以上5個以下であるスチレン系樹樹脂予備発泡粒子。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、軽量で表面が透明感のある発泡成形体が得られるスチレン系樹脂予備発泡粒子に関する。
【背景技術】
【0002】
従来、発泡成形体は、軽量性を活かして各種トレー、容器などの食品包装材料や断熱性、緩衝性等を活かして建築材料、流通材料、自動車材料などとして広く使用されている。その中でもスチレン樹脂発泡成形体は軽量、良好な断熱性、緩衝性、耐水性さらに安価であるため幅広く用いられている。これらの要求以外にも、スチレン樹脂発泡成形体の表面美観が強く求められ、その中でも特に表面に透明感のあるスチレン樹脂発泡成形体が求められている。そのため表面に透明感のあるスチレン樹脂発泡成形体の様々な検討がなされている。
【0003】
例えば、特許文献1には、スチレン単量体と有機ケイ素化合物からなる有機無機複合粒子を予備発泡してなる予備発泡粒子からなる有機無機複合発泡体が優れた透明性を有していることが開示されている。しかし、特許文献1に開示されている技術はスチレンの重合と有機ケイ酸の重縮合が必要であり、反応が複雑であるため、より簡易な方法が求められている。
【0004】
また、スチレン系樹脂発泡粒子の気泡構造に言及した先行技術として、特許文献2には粒子中に直径100μm以上の大気泡を2〜35個有し、粒径が0.5〜20mmであり、かつ粒子外皮の膜厚が5〜100μmである熱可塑性樹脂予備発泡粒子が開示されている。
【0005】
さらに、特許文献3には嵩倍数40倍に発泡させて得られる発泡粒子の表層部と中央部とで平均気泡径が異なり、前記表層部の平均気泡径が25μm以下であり、前記表層部の厚みが75μm以下であり、前記中央部の平均気泡径が80μm〜800μmの範囲であり、かつ発泡粒子中に平均気泡径30μm〜70μmの範囲の気泡が連続する気泡群が存在するスチレン系樹脂発泡粒子が開示されている。
【0006】
特許文献4には芳香族ビニル単位、不飽和ジカルボン酸無水物単位、N−アルキル置換マレイミド単位からなる共重合体存在下に芳香族ビニル単位、シアン化ビニル単位を懸濁重合することによりで得られる熱可塑性樹脂組成物からなる球状の樹脂粒子を用いる方法が開示されている。しかし、特許文献4は耐熱性発泡成形体について開示されたものである。
【0007】
特許文献5、6には、マレイミド系重合体とアクリロニトリル・スチレン共重合体を混合して発泡剤を添加した発泡性樹脂組成物が開示されているが、射出発泡成形や押出発泡成形体が開示されたものであり、熱可塑性樹脂予備発泡粒子を型内発泡成形することにより得られる熱可塑性樹脂発泡成形体に関する本願とは技術分野を異としている。
【特許文献1】特開2004−256653号公報
【特許文献2】特開平2−107646号公報
【特許文献3】特開2007−262345号公報
【特許文献4】特開平4−345639号公報
【特許文献5】特開昭60−184546号公報
【特許文献6】特開昭62−235340号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明の目的は、軽量で表面が透明感のある発泡成形体が得られる、スチレン系樹脂予備発泡粒子を提供することにある。
【課題を解決するための手段】
【0009】
本発明者らは鋭意検討の結果、スチレン系樹脂予備発泡粒子の平均気泡径が比較的大きく、かつ、予備発泡粒子の表層部に小気泡が少ないことが、当該予備発泡粒子を型内発泡成形した際に透明性のある表面美麗な発泡成形体としうることを見出し、本発明の完成に至った。
【0010】
すなわち本発明の第1は、平均気泡径が400μm以上1500μm以下であり、表層部に存在する小気泡が0個以上5個以下であるスチレン系樹脂予備発泡粒子に関する。
【0011】
本発明の第2は、スチレン系樹脂、発泡剤、該スチレン系樹脂100重量部に対して0重量部以上0.05重量以下の造核剤をともに押出機を用いて溶融混錬し、冷却工程を経てダイスのノズルから押出発泡しつつ、または発泡を完了して得られた、発泡完了前または発泡完了後の押出発泡体を回転カッターで切断することを特徴とする前記記載のスチレン系樹脂予備発泡粒子の製造方法に関し、本発明の第3は、前記記載のスチレン系樹脂予備発泡粒子を型内成形してなるスチレン系樹脂発泡成形体に関する。
【発明の効果】
【0012】
本発明のスチレン系樹脂予備発泡粒子は、平均気泡径が大きく、かつ予備発泡粒子表層部に小気泡がほとんどないため、型内発泡成形した際に、軽量で表面が透明感のあるスチレン系樹脂発泡成形体を提供することができる。
【発明を実施するための最良の形態】
【0013】
本発明のスチレン系樹脂予備発泡粒子は平均気泡径が400μm以上1500μm以下であり、好ましくは、400μm以上1400μm以下である。また、スチレン系樹脂予備発泡粒子の表層部に存在する小気泡が0個以上5個以下であり、好ましくは、4個以下であり、実質的には表層部に小気泡が存在しないことが最も好ましい。
【0014】
本発明においてスチレン系樹脂予備発泡粒子の平均気泡径は、光学顕微鏡で気泡構造を撮影し、ASTM:D3576−94に準拠して気泡1個当たりの長さを計算し、1.5倍したものを平均気泡径とした。
【0015】
スチレン系樹脂予備発泡粒子の表層部とは、予備発泡粒子の中心部を通過するよう切断した時、最表面から中心までの半径の内、最表面から中心に向かって半径の1/4に相当する部分である。また、本発明にいう小気泡とは、予備発泡粒子の中心部を通過するよう切断し、光学顕微鏡や電子顕微鏡等で気泡構造を観察した時、最表面から中心までの直線を引き、その線分上最表面から中心に向かって半径の1/4に相当する部分に存在する平均気泡径が200μm以下の気泡のことである。
【0016】
以上のような、スチレン系樹脂予備発泡粒子を用いて型内発泡成形して得られたスチレン系樹脂発泡成形体は、軽量で表面に透明感のある発泡成形体となる。
【0017】
本発明のスチレン系樹脂は、単量体として芳香族ビニルが含まれる重合体を言う。芳香族ビニルとしては、例えば、スチレン、α−メチルスチレン、エチルスチレン、イソプロピルスチレン、ジメチルスチレン、ブロモスチレン、クロロスチレン、ビニルトルエン、ビニルキシレン等が挙げられる。これらのうち、重合の容易性の点から、芳香族ビニルとしてスチレン、α−メチルスチレンを使用することが好ましく、さらに価格的に安価であるスチレンを使用することが好ましい。
【0018】
これら芳香族ビニルの単一重合体、共重合体、共重合体ブレンドでもよい。単一重合体としてはポリスチレン、リサイクルポリスチレン、α−メチルポリスチレン、エチルポリスチレン、イソプロピルポリスチレン、ジメチルポリスチレン、ブロモポリスチレン、クロロポリスチレン等が挙げられる。その中でも特に重合の容易性や環境問題の点からスチレン、リサイクルスチレンが好ましい。リサイクルポリスチレンとは、一部または全部に食品トレーや魚箱、家電製品梱包剤などのスチレン系樹脂発泡成形品などの回収品をリモネン等の溶剤に溶かした後、溶剤を取り除いて得られたリサイクルポリスチレン、または前記スチレン系樹脂発泡成形体の粉砕品を押出機内で溶融混錬して得られたリサイクルポリスチレン等が挙げられる。
【0019】
共重合体としては、芳香族ビニル以外のビニル単量体を共重合させてもよい。芳香族ビニルと共重合可能なビニル単量体としては、シアン化ビニル、不飽和ジカルボン酸無水物、N−アルキル置換マレイミド、ハロゲン化ビニル、アルキルメタクリレート等が挙げられる。中でも、シアン化ビニル、不飽和ジカルボン酸無水物、N−アルキル置換マレイミドからなる共重合体がこのましい。
【0020】
シアン化ビニルとしては、アクリロニトリル、メタクリロニトリル、α−クロロアクリロニトリル等が挙げられ、なかでも、アクリロニトリルを使用することが好ましい。
【0021】
不飽和ジカルボン酸無水物としては、例えば、無水マレイン酸、無水イタコン酸、無水シトラコン酸等が挙がられる。中でも、芳香族ビニル単位、重合の容易性、安価の点から、無水マレイン酸を使用することが好ましい。
【0022】
N−アルキル置換マレイミドとしては、例えば、N−メチルマレイミド、N−ブチルマレイミド、N−シクロヘキシルマレイミド、N−フェニルマレイミド、N−4−ジフェニルマレイミド、N−2−クロロフェニルマレイミド、N−4−ブロモフェニルマレイミド、N−1−ナフチルマレイミド等が挙げられる。中でも、重合の容易性、安価の点から、N−フェニルマレイミドを使用することが好ましい。
【0023】
共重合体ブレンドとしては2つ以上の共重合体が相溶すればよく、特に芳香族ビニル−不飽和ジカルボン酸−N-アルキル置換マレイミドからなる共重合体(以下共重合体Aと称す場合がある)と芳香族ビニル−シアン化ビニルからなる共重合体(以下、共重合体Bと称す場合がある)とのブレンドが相溶性の点から好ましい。スチレン系樹脂中の芳香族ビニル、不飽和ジカルボン酸無水物、N−アルキル置換マレイミドからなる共重合体Aと芳香族ビニル、シアン化ビニルからなる共重合体Bの配合量は、スチレン系樹脂100重量部中、芳香族ビニル、不飽和ジカルボン酸無水物、N−アルキル置換マレイミドからなる共重合体が30重量部以上80重量部以下であることが好ましく、より好ましくは35重量部以上75重量部以下であり、さらに好ましくは40重量部以上70重量部以下である。芳香族ビニル、シアン化ビニルからなる共重合体Bは、スチレン系樹脂100重量部中、20重量部以上70重量部以下であることが好ましく、より好ましくは25重量部以上65重量部以下であり、さらに好ましくは、30重量部以上60重量部以下である。当該配合量であれば、軽量かつ表面に透明感のあるスチレン系樹脂発泡成形体を、容易に得ることができる。
【0024】
なお、特性を損なわない限りにおいてスチレン系樹脂に、スチレン系樹脂以外の熱可塑性樹脂を含んでいても構わない。混合可能な熱可塑性樹脂としては、ポリエチレテレフタレート系樹脂、ポリカーボネート系樹脂、ポリエーテルエーテルケトン系樹脂、フェニレンエーテル系樹脂等が挙げられる。
【0025】
本発明においてスチレン系樹脂中に更に造核剤を添加することができる。造核剤としてはタルク、アルミナ、シリカ、ポリエチレンワックス、ポリプロピレンワックス、エチレンビスステアリルアミド等が挙げられ、これらの1種または2種類以上使用することが出来る。また、必要に応じて各種添加剤を使用することができる。造核剤の添加量は、スチレン系樹脂100重量部に対して、0重量部以上0.05重量以下であることが好ましい。
【0026】
本発明において、スチレン系樹脂中に造核剤や添加剤を添加する方法としては公知の方法を採用することができる。一般的には、スチレン系樹脂を押出機で溶融混錬する際に、造核剤や添加剤を添加し、スチレン系樹脂と共に溶融混錬する方法が挙げられる。
【0027】
本発明におけるスチレン系樹脂を、スチレン系樹脂予備発泡粒子にする方法としては、例えば、(1)スチレン系樹脂を、ペレタイザ等でスチレン系樹脂粒子とした後、発泡剤を含浸させ、発泡性スチレン系樹脂粒子とし、更に該発泡性スチレン系樹脂粒子を加熱してスチレン系樹脂予備発泡粒子とする方法、(2)スチレン系樹脂、発泡剤、造核剤をともに押出機を用いて溶融混錬し、冷却工程を経てダイスのノズルから押出発泡しつつ、または発泡を完了して得られた、発泡完了前または発泡完了後の押出発泡体を回転カッターで切断しスチレン系樹脂予備発泡粒子とする方法、(3)スチレン系樹脂を押出機にて溶融混錬中に発泡剤を圧入して含浸させ、発泡させずにペレタイザ等で一定の大きさに切断した後、得られた発泡性スチレン系樹脂粒子を加熱して任意の嵩倍率のスチレン系樹脂予備発泡粒子とする方法、等が挙げられる。
【0028】
(1)の方法として具体的には、以下のようにして行うことが出来る。スチレン系樹脂を、を押出機内で溶融混錬したスチレン系樹脂を一定の径を有する穴の開いたダイスを通して一旦空気中に押出した後、冷却させ、ペレタイザ等で一定の大きさにスチレン系樹脂を切断する、或いは、ダイスを通して水中に押出した後、ペレタイザ等で一定の大きさにスチレン系樹脂を切断する等で一旦スチレン系樹脂粒子を作製する。得られたスチレン系樹脂粒子の大きさは、0.5mg以上1.5mg以下であることが好ましく、より好ましくは、0.8mg以上1.2mg以下である。当該範囲の大きさのスチレン系樹脂粒子であれば、発泡性スチレン系樹脂粒子を予備発泡させた際、融着性や発泡成形体の表面美観に優れたスチレン系樹脂予備発泡粒子となる傾向がある。このようにして得られるスチレン系樹脂粒子を、分散剤を添加した水系溶媒中に分散させ、発泡剤を添加し、好ましくは100℃以上130℃以下の温度、6時間以上24時間以下の時間加熱攪拌することによって、スチレン系樹脂粒子100重量部に対して発泡剤を、好ましくは2重量部以上15重量部以下含浸せしめた発泡性スチレン系樹脂粒子を取出し、水洗い、乾燥を行うことで得られた発泡性スチレン系樹脂粒子とし、該発泡性スチレン系樹脂粒子を加熱してスチレン系樹脂予備発泡粒子とする方法が挙げられる。
【0029】
この場合、上記攪拌時に使用する発泡剤の量としては、使用する容器の容量等によっても異なるが、スチレン系樹脂粒子100重量部に対して2重量部以上40重量部以下であることが好ましく、当該範囲であると、得られた発泡性スチレン系樹脂粒子中の発泡剤量を、スチレン系樹脂粒子100重量部中2重量部以上15重量部以下にしやすい傾向にある。
【0030】
前記分散剤としては、公知の分散剤でよく、例えば、ポリビニルアルコール、ポリビニルピロリドン、メチルセルロース等の水溶性高分子化合物、リン酸カルシウム、ピロリン酸マグネシウム、炭酸マグネシウム、カオリン等の水不溶性または難溶性の無機化合物が用いられる。水系溶媒中の分散剤の濃度は0.1〜0.5重量%の範囲であることが好ましい。また、必要に応じて水溶性の界面活性剤を使用することが出来、その濃度は、水系溶媒中、0.001〜0.01重量%が好ましい。加熱手段としては、例えば、水蒸気、熱風等を用いて行うことができる。また、発泡性スチレン系樹脂粒子の軟化点が高い場合は、加圧水蒸気、過熱水蒸気を用いることで予備発泡することができる。予備発泡の条件は、発泡性スチレン系樹脂粒子の軟化点温度等にもよって異なるが、80℃以上200℃以下の温度、10秒以上300秒以下の時間であることが好ましい。さらに、発泡性スチレン系樹脂粒子を目標とする嵩倍率より低倍に予備発泡させ得られたスチレン系樹脂予備発泡粒子を高温高圧空気中で一定時間処理した後、大気圧下に払い出すことによって目標とする嵩倍率のスチレン系樹脂予備発泡粒子を得ることが出来る。嵩倍率とは、発泡性スチレン系樹脂粒子の重量を測定し、基材樹脂の密度で除することで求めた体積で、その発泡性スチレン系樹脂粒子を予備発泡させたスチレン系樹脂予備発泡粒子をメスシリンダに充填した時の体積を除した値である。
【0031】
(2)の方法として、具体的には、以下のようにして行うことが出来る。スチレン系樹脂を押出機にて溶融混錬中に発泡剤を高圧条件下で圧入し溶融混錬した後、ダイスを通じて低圧領域に押出し発泡させ、発泡直後にカッターにより切断し冷却させることで任意の嵩倍率のスチレン系樹脂予備発泡粒子とすることができる。
【0032】
若しくは、スチレン系樹脂を、分散剤を添加した水系溶媒中に分散させ、発泡剤を添加し、スチレン系樹脂100重量部に対して発泡剤を、好ましくは2重量部以上15重量部以下含浸せしめ、取出し、水洗い、乾燥を行うことで発泡性スチレン系樹脂を得た後、押出機に投入、溶融混錬し、ダイスを通じて低圧領域に押出し発泡させ、発泡直後にカッターにより切断し冷却させることで任意の嵩倍率のスチレン系樹脂予備発泡粒子を得ることが出来る。この場合の押出機の温度は使用する樹脂の軟化点温度によって異なるが、100℃以上250℃以下であることが好ましい。
【0033】
また、圧入させる発泡剤の量はスチレン系樹脂100重量部に対して1重量部以上40重量部以下であることが好ましく、2重量部以上30重量部以下がより好ましく、2重量部以上15重量部以下がさらに好ましい。当該範囲内の発泡剤の量であれば発泡性がよい。
【0034】
本発明における発泡剤としては、プロパン、n−ブタン、i−ブタン、n−ペンタン、i−ペンタン、ネオペンタン、シクロペンタン等の脂肪族炭化水素;空気、窒素、酸素、二酸化炭素、アルゴン、ヘリウム等の無機ガス;水等が挙げられる。また、発泡剤として、これらを、2種類以上組み合わせて使用することができる。
【0035】
以上の様にして本発明のスチレン系樹脂予備発泡粒子が得られる。得られたスチレン系樹脂予備発泡粒子は、一般的な方法で、型内発泡成形を行い、スチレン系樹脂発泡成形体とすることが出来る。例えば、スチレン系樹脂予備発泡粒子を成形用金型に充填し、金型内に蒸気を吹き込んでスチレン系樹脂予備発泡粒子を加熱する。蒸気によりスチレン系樹脂予備発泡粒子が加熱されるとスチレン系樹脂予備発泡粒子は膨張するが、金型内の体積は不変であるため、スチレン系樹脂予備発泡粒子はお互いに密着して融着し、その後、水等で冷却、取り出し、乾燥することで所望のスチレン系樹脂発泡成形体が得られる。このようにして得られたスチレン系樹脂発泡成形体は優れたエネルギー吸収性能を有した発泡成形体となる。
【実施例】
【0036】
以下、本発明のスチレン系樹脂発泡成形体の具体的な実施例により詳細に説明するが、本発明はかかる実施例のみに限定されるものではない。なお、特に断りのない限り、「部」、「%」は重量基準である。
【0037】
〈スチレン系樹脂発泡成形体の透明性評価〉
発泡成形体の外観を目視で評価した。
◎:透明性が十分ある
○:透明性がある
×:透明性がない
【0038】
(実施例1)
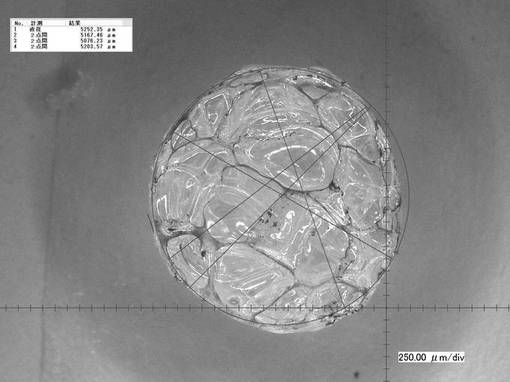
汎用のポリスチレン系樹脂としてPSジャパン(株)製、商品名:GPPS G9401を攪拌機付き100L耐圧容器に樹脂100重量部に対して、純水200重量部、リン酸カルシウム0.3部、α−オレフィンスルホン酸ナトリウム0.006部、塩化ナトリウム1部を加え、120℃に昇温後、発泡剤としてn−ペンタンを8部加え、3時間加熱攪拌することで発泡剤を含浸させた。その後、40℃まで冷却後、取出し、洗浄、乾燥を行い、発泡性スチレン系樹脂を得た。次に、この発泡性スチレン系樹脂を口径40mmの単軸押出機に投入し、160℃の温度で加熱溶融し、ダイスを通して大気中に押出発泡させ、回転カッターを用いて切断し嵩倍率7倍のスチレン系樹脂予備発泡粒子を得た。得られたスチレン系樹脂予備発泡樹脂粒子を24時間養生した後、ダイセン工業(株)製KD−345成形機にて、長さ300mm×幅400mm×厚さ40mmの金型内にスチレン系樹脂予備発泡樹脂粒子を充填し、この金型内に蒸気を吹き込み、平板状のスチレン系樹脂発泡成形体を得た。表1に得られたスチレン系樹脂発泡成形体の平均気泡径と透明性評価結果を示した。
【0039】
(実施例2)
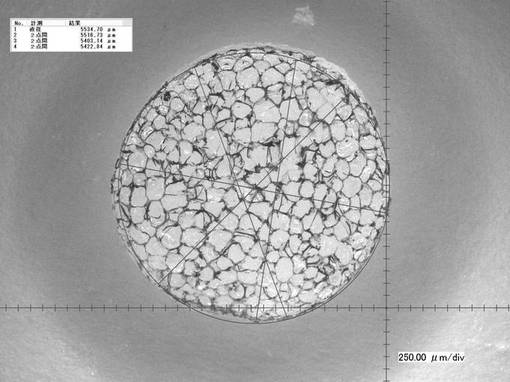
実施例1で得られた発泡性スチレン系樹脂100重量部に林化成(株)製タルカンパウダーを0.02部添加し、十分に混合した後、口径40mmの単軸押出機に投入し、160℃の温度で加熱溶融し、ダイスを通して大気中に押出発泡させ、回転カッターを用いて切断し嵩倍率15倍のスチレン系樹脂予備発泡粒子を得た。得られたスチレン系樹脂予備発泡樹脂粒子を24時間養生した後、ダイセン工業(株)製KD−345成形機にて、長さ300mm×幅400mm×厚さ40mmの金型内にスチレン系樹脂予備発泡樹脂粒子を充填し、この金型内に蒸気を吹き込み、平板状のスチレン系樹脂発泡成形体を得た。表1に得られたスチレン系樹脂発泡成形体の平均気泡径と透明性評価結果を示した。
【0040】
(実施例3)
リサイクルポリスチレン100重量%の組成を持つ樹脂を基材樹脂とし、発泡剤としてペンタンを4%含む、スチレン系樹脂を、口径40mmの単軸押出機に投入し、160℃の温度で加熱溶融し、ダイスを通して大気中に押出発泡させ、回転カッターを用いて切断し嵩倍率10倍のスチレン系樹脂予備発泡粒子を得た。得られたスチレン系樹脂予備発泡樹脂粒子を24時間養生した後、ダイセン工業(株)製KD−345成形機にて、長さ300mm×幅400mm×厚さ40mmの金型内にスチレン系樹脂予備発泡樹脂粒子を充填し、この金型内に蒸気を吹き込み、平板状のスチレン系樹脂発泡成形体を得た。表1に得られたスチレン系樹脂発泡成形体の平均気泡径と透明性評価結果を示した。
【0041】
(実施例4)
共重合体Aとして電気化学工業(株)製、商品名:デンカIP(グレード名:MS−NA、N−フェニルマレイミド/スチレン/無水マレイン酸のモノマー比がそれぞれ50/49/1)と共重合体Bとして東洋スチレン(株)製、商品名:トーヨーAS(グレード名:AS−XGS、アクリロニトリル/スチレンのモノマー比がそれぞれ25/75)を30/70の比率にて混合したスチレン系樹脂を攪拌機付き100L耐圧容器に樹脂100重量部に対して、純水150重量部、リン酸カルシウム0.3部、α−オレフィンスルホン酸ナトリウム0.006部、塩化ナトリウム1部を加え、120℃に昇温後、発泡剤としてn−ペンタンを7部加え、9.5時間加熱攪拌することで発泡剤を含浸させた。その後、40℃まで冷却後、取出し、洗浄、乾燥を行い、発泡性スチレン系樹脂を得た。次に、この発泡性スチレン系樹脂を口径40mmの単軸押出機に投入し、200℃の温度で加熱溶融し、ダイスを通して大気中に押出発泡させ、回転カッターを用いて切断し嵩倍率20倍のスチレン系樹脂予備発泡粒子を得た。得られたスチレン系予備発泡樹脂粒子を24時間養生した後、ダイセン工業(株)製KD−345成形機にて、長さ300mm×幅400mm×厚さ40mmの金型内にスチレン系樹脂予備発泡粒子を充填し、この金型内に蒸気を吹き込み、平板状のスチレン系樹脂発泡成形体を得た。表1に得られたスチレン系樹脂発泡成形体の平均気泡径と透明性評価結果を示した。
【0042】
(比較例1)
実施例1で得られた発泡性スチレン系樹脂100重量部に林化成(株)製タルカンパウダーを0.1部添加し、十分に混合した後、口径40mmの単軸押出機に投入し、160℃の温度で加熱溶融し、ダイスを通して大気中に押出発泡させ、回転カッターを用いて切断し嵩倍率15倍のスチレン系樹脂予備発泡粒子を得た。得られたスチレン系樹脂予備発泡粒子を24時間養生した後、ダイセン工業(株)製KD−345成形機にて、長さ300mm×幅400mm×厚さ40mmの金型内にスチレン系樹脂予備発泡粒子を充填し、この金型内に蒸気を吹き込み、平板状のスチレン系樹脂発泡成形体を得た。表1に得られたスチレン系樹脂発泡成形体の平均気泡径と透明性評価結果を示した。
【0043】
(比較例2)
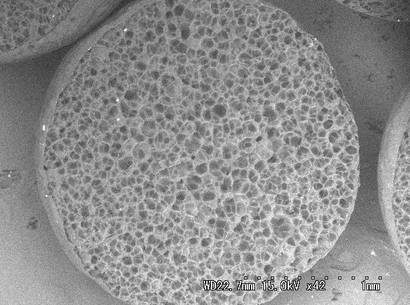
ポリスチレン100重量%の組成を持つ樹脂を基材樹脂とし、発泡剤として工業用ブタン(ノルマル/イソ=70/30)を5%含む嵩倍率20倍のスチレン系樹脂予備発泡粒子を用いて、ダイセン工業(株)製KR−57BMC成形機にて長さ450×幅300×厚さ40mmの平板状のスチレン系樹脂発泡成形体を得た。得られたスチレン系樹脂発泡成形体を50℃で24時間乾燥させた。表1に得られたスチレン系樹脂発泡成形体の平均気泡径と透明性評価結果を示した。
【0044】
(比較例3)
実施例4記載のスチレン系樹脂100重量部の組成を持つ樹脂を基材樹脂とし、発泡剤としてn−ブタン/ペンタンを4%含む嵩倍率25倍のスチレン系樹脂予備発泡粒子を用いて、ダイセン工業(株)製KD−345成形機にて長さ300×幅400×厚さ40mmの平板状のスチレン系樹脂発泡成形体を得た。得られたスチレン系樹脂発泡成形体を70℃で24時間乾燥させた。表1に得られた発泡成形体の平均気泡径と透明性評価結果を示した。
【0045】
【表1】

【0046】
スチレン系樹脂発泡成形体であって、該スチレン系樹脂発泡成形体を形成しているスチレン系樹脂予備発泡粒子の平均気泡径が400μm以上1500μm以下であり、予備発泡粒子表層部に小気泡が存在しないスチレン系樹脂発泡成形体は透明感のある発泡成形体であることがわかる。
【図面の簡単な説明】
【0047】
【図1】実施例1のスチレン系樹脂予備発泡粒子の断面写真である。
【図2】実施例2のスチレン系樹脂予備発泡粒子の断面写真である。
【図3】比較例2のスチレン系樹脂予備発泡粒子の断面写真である。
【技術分野】
【0001】
本発明は、軽量で表面が透明感のある発泡成形体が得られるスチレン系樹脂予備発泡粒子に関する。
【背景技術】
【0002】
従来、発泡成形体は、軽量性を活かして各種トレー、容器などの食品包装材料や断熱性、緩衝性等を活かして建築材料、流通材料、自動車材料などとして広く使用されている。その中でもスチレン樹脂発泡成形体は軽量、良好な断熱性、緩衝性、耐水性さらに安価であるため幅広く用いられている。これらの要求以外にも、スチレン樹脂発泡成形体の表面美観が強く求められ、その中でも特に表面に透明感のあるスチレン樹脂発泡成形体が求められている。そのため表面に透明感のあるスチレン樹脂発泡成形体の様々な検討がなされている。
【0003】
例えば、特許文献1には、スチレン単量体と有機ケイ素化合物からなる有機無機複合粒子を予備発泡してなる予備発泡粒子からなる有機無機複合発泡体が優れた透明性を有していることが開示されている。しかし、特許文献1に開示されている技術はスチレンの重合と有機ケイ酸の重縮合が必要であり、反応が複雑であるため、より簡易な方法が求められている。
【0004】
また、スチレン系樹脂発泡粒子の気泡構造に言及した先行技術として、特許文献2には粒子中に直径100μm以上の大気泡を2〜35個有し、粒径が0.5〜20mmであり、かつ粒子外皮の膜厚が5〜100μmである熱可塑性樹脂予備発泡粒子が開示されている。
【0005】
さらに、特許文献3には嵩倍数40倍に発泡させて得られる発泡粒子の表層部と中央部とで平均気泡径が異なり、前記表層部の平均気泡径が25μm以下であり、前記表層部の厚みが75μm以下であり、前記中央部の平均気泡径が80μm〜800μmの範囲であり、かつ発泡粒子中に平均気泡径30μm〜70μmの範囲の気泡が連続する気泡群が存在するスチレン系樹脂発泡粒子が開示されている。
【0006】
特許文献4には芳香族ビニル単位、不飽和ジカルボン酸無水物単位、N−アルキル置換マレイミド単位からなる共重合体存在下に芳香族ビニル単位、シアン化ビニル単位を懸濁重合することによりで得られる熱可塑性樹脂組成物からなる球状の樹脂粒子を用いる方法が開示されている。しかし、特許文献4は耐熱性発泡成形体について開示されたものである。
【0007】
特許文献5、6には、マレイミド系重合体とアクリロニトリル・スチレン共重合体を混合して発泡剤を添加した発泡性樹脂組成物が開示されているが、射出発泡成形や押出発泡成形体が開示されたものであり、熱可塑性樹脂予備発泡粒子を型内発泡成形することにより得られる熱可塑性樹脂発泡成形体に関する本願とは技術分野を異としている。
【特許文献1】特開2004−256653号公報
【特許文献2】特開平2−107646号公報
【特許文献3】特開2007−262345号公報
【特許文献4】特開平4−345639号公報
【特許文献5】特開昭60−184546号公報
【特許文献6】特開昭62−235340号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明の目的は、軽量で表面が透明感のある発泡成形体が得られる、スチレン系樹脂予備発泡粒子を提供することにある。
【課題を解決するための手段】
【0009】
本発明者らは鋭意検討の結果、スチレン系樹脂予備発泡粒子の平均気泡径が比較的大きく、かつ、予備発泡粒子の表層部に小気泡が少ないことが、当該予備発泡粒子を型内発泡成形した際に透明性のある表面美麗な発泡成形体としうることを見出し、本発明の完成に至った。
【0010】
すなわち本発明の第1は、平均気泡径が400μm以上1500μm以下であり、表層部に存在する小気泡が0個以上5個以下であるスチレン系樹脂予備発泡粒子に関する。
【0011】
本発明の第2は、スチレン系樹脂、発泡剤、該スチレン系樹脂100重量部に対して0重量部以上0.05重量以下の造核剤をともに押出機を用いて溶融混錬し、冷却工程を経てダイスのノズルから押出発泡しつつ、または発泡を完了して得られた、発泡完了前または発泡完了後の押出発泡体を回転カッターで切断することを特徴とする前記記載のスチレン系樹脂予備発泡粒子の製造方法に関し、本発明の第3は、前記記載のスチレン系樹脂予備発泡粒子を型内成形してなるスチレン系樹脂発泡成形体に関する。
【発明の効果】
【0012】
本発明のスチレン系樹脂予備発泡粒子は、平均気泡径が大きく、かつ予備発泡粒子表層部に小気泡がほとんどないため、型内発泡成形した際に、軽量で表面が透明感のあるスチレン系樹脂発泡成形体を提供することができる。
【発明を実施するための最良の形態】
【0013】
本発明のスチレン系樹脂予備発泡粒子は平均気泡径が400μm以上1500μm以下であり、好ましくは、400μm以上1400μm以下である。また、スチレン系樹脂予備発泡粒子の表層部に存在する小気泡が0個以上5個以下であり、好ましくは、4個以下であり、実質的には表層部に小気泡が存在しないことが最も好ましい。
【0014】
本発明においてスチレン系樹脂予備発泡粒子の平均気泡径は、光学顕微鏡で気泡構造を撮影し、ASTM:D3576−94に準拠して気泡1個当たりの長さを計算し、1.5倍したものを平均気泡径とした。
【0015】
スチレン系樹脂予備発泡粒子の表層部とは、予備発泡粒子の中心部を通過するよう切断した時、最表面から中心までの半径の内、最表面から中心に向かって半径の1/4に相当する部分である。また、本発明にいう小気泡とは、予備発泡粒子の中心部を通過するよう切断し、光学顕微鏡や電子顕微鏡等で気泡構造を観察した時、最表面から中心までの直線を引き、その線分上最表面から中心に向かって半径の1/4に相当する部分に存在する平均気泡径が200μm以下の気泡のことである。
【0016】
以上のような、スチレン系樹脂予備発泡粒子を用いて型内発泡成形して得られたスチレン系樹脂発泡成形体は、軽量で表面に透明感のある発泡成形体となる。
【0017】
本発明のスチレン系樹脂は、単量体として芳香族ビニルが含まれる重合体を言う。芳香族ビニルとしては、例えば、スチレン、α−メチルスチレン、エチルスチレン、イソプロピルスチレン、ジメチルスチレン、ブロモスチレン、クロロスチレン、ビニルトルエン、ビニルキシレン等が挙げられる。これらのうち、重合の容易性の点から、芳香族ビニルとしてスチレン、α−メチルスチレンを使用することが好ましく、さらに価格的に安価であるスチレンを使用することが好ましい。
【0018】
これら芳香族ビニルの単一重合体、共重合体、共重合体ブレンドでもよい。単一重合体としてはポリスチレン、リサイクルポリスチレン、α−メチルポリスチレン、エチルポリスチレン、イソプロピルポリスチレン、ジメチルポリスチレン、ブロモポリスチレン、クロロポリスチレン等が挙げられる。その中でも特に重合の容易性や環境問題の点からスチレン、リサイクルスチレンが好ましい。リサイクルポリスチレンとは、一部または全部に食品トレーや魚箱、家電製品梱包剤などのスチレン系樹脂発泡成形品などの回収品をリモネン等の溶剤に溶かした後、溶剤を取り除いて得られたリサイクルポリスチレン、または前記スチレン系樹脂発泡成形体の粉砕品を押出機内で溶融混錬して得られたリサイクルポリスチレン等が挙げられる。
【0019】
共重合体としては、芳香族ビニル以外のビニル単量体を共重合させてもよい。芳香族ビニルと共重合可能なビニル単量体としては、シアン化ビニル、不飽和ジカルボン酸無水物、N−アルキル置換マレイミド、ハロゲン化ビニル、アルキルメタクリレート等が挙げられる。中でも、シアン化ビニル、不飽和ジカルボン酸無水物、N−アルキル置換マレイミドからなる共重合体がこのましい。
【0020】
シアン化ビニルとしては、アクリロニトリル、メタクリロニトリル、α−クロロアクリロニトリル等が挙げられ、なかでも、アクリロニトリルを使用することが好ましい。
【0021】
不飽和ジカルボン酸無水物としては、例えば、無水マレイン酸、無水イタコン酸、無水シトラコン酸等が挙がられる。中でも、芳香族ビニル単位、重合の容易性、安価の点から、無水マレイン酸を使用することが好ましい。
【0022】
N−アルキル置換マレイミドとしては、例えば、N−メチルマレイミド、N−ブチルマレイミド、N−シクロヘキシルマレイミド、N−フェニルマレイミド、N−4−ジフェニルマレイミド、N−2−クロロフェニルマレイミド、N−4−ブロモフェニルマレイミド、N−1−ナフチルマレイミド等が挙げられる。中でも、重合の容易性、安価の点から、N−フェニルマレイミドを使用することが好ましい。
【0023】
共重合体ブレンドとしては2つ以上の共重合体が相溶すればよく、特に芳香族ビニル−不飽和ジカルボン酸−N-アルキル置換マレイミドからなる共重合体(以下共重合体Aと称す場合がある)と芳香族ビニル−シアン化ビニルからなる共重合体(以下、共重合体Bと称す場合がある)とのブレンドが相溶性の点から好ましい。スチレン系樹脂中の芳香族ビニル、不飽和ジカルボン酸無水物、N−アルキル置換マレイミドからなる共重合体Aと芳香族ビニル、シアン化ビニルからなる共重合体Bの配合量は、スチレン系樹脂100重量部中、芳香族ビニル、不飽和ジカルボン酸無水物、N−アルキル置換マレイミドからなる共重合体が30重量部以上80重量部以下であることが好ましく、より好ましくは35重量部以上75重量部以下であり、さらに好ましくは40重量部以上70重量部以下である。芳香族ビニル、シアン化ビニルからなる共重合体Bは、スチレン系樹脂100重量部中、20重量部以上70重量部以下であることが好ましく、より好ましくは25重量部以上65重量部以下であり、さらに好ましくは、30重量部以上60重量部以下である。当該配合量であれば、軽量かつ表面に透明感のあるスチレン系樹脂発泡成形体を、容易に得ることができる。
【0024】
なお、特性を損なわない限りにおいてスチレン系樹脂に、スチレン系樹脂以外の熱可塑性樹脂を含んでいても構わない。混合可能な熱可塑性樹脂としては、ポリエチレテレフタレート系樹脂、ポリカーボネート系樹脂、ポリエーテルエーテルケトン系樹脂、フェニレンエーテル系樹脂等が挙げられる。
【0025】
本発明においてスチレン系樹脂中に更に造核剤を添加することができる。造核剤としてはタルク、アルミナ、シリカ、ポリエチレンワックス、ポリプロピレンワックス、エチレンビスステアリルアミド等が挙げられ、これらの1種または2種類以上使用することが出来る。また、必要に応じて各種添加剤を使用することができる。造核剤の添加量は、スチレン系樹脂100重量部に対して、0重量部以上0.05重量以下であることが好ましい。
【0026】
本発明において、スチレン系樹脂中に造核剤や添加剤を添加する方法としては公知の方法を採用することができる。一般的には、スチレン系樹脂を押出機で溶融混錬する際に、造核剤や添加剤を添加し、スチレン系樹脂と共に溶融混錬する方法が挙げられる。
【0027】
本発明におけるスチレン系樹脂を、スチレン系樹脂予備発泡粒子にする方法としては、例えば、(1)スチレン系樹脂を、ペレタイザ等でスチレン系樹脂粒子とした後、発泡剤を含浸させ、発泡性スチレン系樹脂粒子とし、更に該発泡性スチレン系樹脂粒子を加熱してスチレン系樹脂予備発泡粒子とする方法、(2)スチレン系樹脂、発泡剤、造核剤をともに押出機を用いて溶融混錬し、冷却工程を経てダイスのノズルから押出発泡しつつ、または発泡を完了して得られた、発泡完了前または発泡完了後の押出発泡体を回転カッターで切断しスチレン系樹脂予備発泡粒子とする方法、(3)スチレン系樹脂を押出機にて溶融混錬中に発泡剤を圧入して含浸させ、発泡させずにペレタイザ等で一定の大きさに切断した後、得られた発泡性スチレン系樹脂粒子を加熱して任意の嵩倍率のスチレン系樹脂予備発泡粒子とする方法、等が挙げられる。
【0028】
(1)の方法として具体的には、以下のようにして行うことが出来る。スチレン系樹脂を、を押出機内で溶融混錬したスチレン系樹脂を一定の径を有する穴の開いたダイスを通して一旦空気中に押出した後、冷却させ、ペレタイザ等で一定の大きさにスチレン系樹脂を切断する、或いは、ダイスを通して水中に押出した後、ペレタイザ等で一定の大きさにスチレン系樹脂を切断する等で一旦スチレン系樹脂粒子を作製する。得られたスチレン系樹脂粒子の大きさは、0.5mg以上1.5mg以下であることが好ましく、より好ましくは、0.8mg以上1.2mg以下である。当該範囲の大きさのスチレン系樹脂粒子であれば、発泡性スチレン系樹脂粒子を予備発泡させた際、融着性や発泡成形体の表面美観に優れたスチレン系樹脂予備発泡粒子となる傾向がある。このようにして得られるスチレン系樹脂粒子を、分散剤を添加した水系溶媒中に分散させ、発泡剤を添加し、好ましくは100℃以上130℃以下の温度、6時間以上24時間以下の時間加熱攪拌することによって、スチレン系樹脂粒子100重量部に対して発泡剤を、好ましくは2重量部以上15重量部以下含浸せしめた発泡性スチレン系樹脂粒子を取出し、水洗い、乾燥を行うことで得られた発泡性スチレン系樹脂粒子とし、該発泡性スチレン系樹脂粒子を加熱してスチレン系樹脂予備発泡粒子とする方法が挙げられる。
【0029】
この場合、上記攪拌時に使用する発泡剤の量としては、使用する容器の容量等によっても異なるが、スチレン系樹脂粒子100重量部に対して2重量部以上40重量部以下であることが好ましく、当該範囲であると、得られた発泡性スチレン系樹脂粒子中の発泡剤量を、スチレン系樹脂粒子100重量部中2重量部以上15重量部以下にしやすい傾向にある。
【0030】
前記分散剤としては、公知の分散剤でよく、例えば、ポリビニルアルコール、ポリビニルピロリドン、メチルセルロース等の水溶性高分子化合物、リン酸カルシウム、ピロリン酸マグネシウム、炭酸マグネシウム、カオリン等の水不溶性または難溶性の無機化合物が用いられる。水系溶媒中の分散剤の濃度は0.1〜0.5重量%の範囲であることが好ましい。また、必要に応じて水溶性の界面活性剤を使用することが出来、その濃度は、水系溶媒中、0.001〜0.01重量%が好ましい。加熱手段としては、例えば、水蒸気、熱風等を用いて行うことができる。また、発泡性スチレン系樹脂粒子の軟化点が高い場合は、加圧水蒸気、過熱水蒸気を用いることで予備発泡することができる。予備発泡の条件は、発泡性スチレン系樹脂粒子の軟化点温度等にもよって異なるが、80℃以上200℃以下の温度、10秒以上300秒以下の時間であることが好ましい。さらに、発泡性スチレン系樹脂粒子を目標とする嵩倍率より低倍に予備発泡させ得られたスチレン系樹脂予備発泡粒子を高温高圧空気中で一定時間処理した後、大気圧下に払い出すことによって目標とする嵩倍率のスチレン系樹脂予備発泡粒子を得ることが出来る。嵩倍率とは、発泡性スチレン系樹脂粒子の重量を測定し、基材樹脂の密度で除することで求めた体積で、その発泡性スチレン系樹脂粒子を予備発泡させたスチレン系樹脂予備発泡粒子をメスシリンダに充填した時の体積を除した値である。
【0031】
(2)の方法として、具体的には、以下のようにして行うことが出来る。スチレン系樹脂を押出機にて溶融混錬中に発泡剤を高圧条件下で圧入し溶融混錬した後、ダイスを通じて低圧領域に押出し発泡させ、発泡直後にカッターにより切断し冷却させることで任意の嵩倍率のスチレン系樹脂予備発泡粒子とすることができる。
【0032】
若しくは、スチレン系樹脂を、分散剤を添加した水系溶媒中に分散させ、発泡剤を添加し、スチレン系樹脂100重量部に対して発泡剤を、好ましくは2重量部以上15重量部以下含浸せしめ、取出し、水洗い、乾燥を行うことで発泡性スチレン系樹脂を得た後、押出機に投入、溶融混錬し、ダイスを通じて低圧領域に押出し発泡させ、発泡直後にカッターにより切断し冷却させることで任意の嵩倍率のスチレン系樹脂予備発泡粒子を得ることが出来る。この場合の押出機の温度は使用する樹脂の軟化点温度によって異なるが、100℃以上250℃以下であることが好ましい。
【0033】
また、圧入させる発泡剤の量はスチレン系樹脂100重量部に対して1重量部以上40重量部以下であることが好ましく、2重量部以上30重量部以下がより好ましく、2重量部以上15重量部以下がさらに好ましい。当該範囲内の発泡剤の量であれば発泡性がよい。
【0034】
本発明における発泡剤としては、プロパン、n−ブタン、i−ブタン、n−ペンタン、i−ペンタン、ネオペンタン、シクロペンタン等の脂肪族炭化水素;空気、窒素、酸素、二酸化炭素、アルゴン、ヘリウム等の無機ガス;水等が挙げられる。また、発泡剤として、これらを、2種類以上組み合わせて使用することができる。
【0035】
以上の様にして本発明のスチレン系樹脂予備発泡粒子が得られる。得られたスチレン系樹脂予備発泡粒子は、一般的な方法で、型内発泡成形を行い、スチレン系樹脂発泡成形体とすることが出来る。例えば、スチレン系樹脂予備発泡粒子を成形用金型に充填し、金型内に蒸気を吹き込んでスチレン系樹脂予備発泡粒子を加熱する。蒸気によりスチレン系樹脂予備発泡粒子が加熱されるとスチレン系樹脂予備発泡粒子は膨張するが、金型内の体積は不変であるため、スチレン系樹脂予備発泡粒子はお互いに密着して融着し、その後、水等で冷却、取り出し、乾燥することで所望のスチレン系樹脂発泡成形体が得られる。このようにして得られたスチレン系樹脂発泡成形体は優れたエネルギー吸収性能を有した発泡成形体となる。
【実施例】
【0036】
以下、本発明のスチレン系樹脂発泡成形体の具体的な実施例により詳細に説明するが、本発明はかかる実施例のみに限定されるものではない。なお、特に断りのない限り、「部」、「%」は重量基準である。
【0037】
〈スチレン系樹脂発泡成形体の透明性評価〉
発泡成形体の外観を目視で評価した。
◎:透明性が十分ある
○:透明性がある
×:透明性がない
【0038】
(実施例1)
汎用のポリスチレン系樹脂としてPSジャパン(株)製、商品名:GPPS G9401を攪拌機付き100L耐圧容器に樹脂100重量部に対して、純水200重量部、リン酸カルシウム0.3部、α−オレフィンスルホン酸ナトリウム0.006部、塩化ナトリウム1部を加え、120℃に昇温後、発泡剤としてn−ペンタンを8部加え、3時間加熱攪拌することで発泡剤を含浸させた。その後、40℃まで冷却後、取出し、洗浄、乾燥を行い、発泡性スチレン系樹脂を得た。次に、この発泡性スチレン系樹脂を口径40mmの単軸押出機に投入し、160℃の温度で加熱溶融し、ダイスを通して大気中に押出発泡させ、回転カッターを用いて切断し嵩倍率7倍のスチレン系樹脂予備発泡粒子を得た。得られたスチレン系樹脂予備発泡樹脂粒子を24時間養生した後、ダイセン工業(株)製KD−345成形機にて、長さ300mm×幅400mm×厚さ40mmの金型内にスチレン系樹脂予備発泡樹脂粒子を充填し、この金型内に蒸気を吹き込み、平板状のスチレン系樹脂発泡成形体を得た。表1に得られたスチレン系樹脂発泡成形体の平均気泡径と透明性評価結果を示した。
【0039】
(実施例2)
実施例1で得られた発泡性スチレン系樹脂100重量部に林化成(株)製タルカンパウダーを0.02部添加し、十分に混合した後、口径40mmの単軸押出機に投入し、160℃の温度で加熱溶融し、ダイスを通して大気中に押出発泡させ、回転カッターを用いて切断し嵩倍率15倍のスチレン系樹脂予備発泡粒子を得た。得られたスチレン系樹脂予備発泡樹脂粒子を24時間養生した後、ダイセン工業(株)製KD−345成形機にて、長さ300mm×幅400mm×厚さ40mmの金型内にスチレン系樹脂予備発泡樹脂粒子を充填し、この金型内に蒸気を吹き込み、平板状のスチレン系樹脂発泡成形体を得た。表1に得られたスチレン系樹脂発泡成形体の平均気泡径と透明性評価結果を示した。
【0040】
(実施例3)
リサイクルポリスチレン100重量%の組成を持つ樹脂を基材樹脂とし、発泡剤としてペンタンを4%含む、スチレン系樹脂を、口径40mmの単軸押出機に投入し、160℃の温度で加熱溶融し、ダイスを通して大気中に押出発泡させ、回転カッターを用いて切断し嵩倍率10倍のスチレン系樹脂予備発泡粒子を得た。得られたスチレン系樹脂予備発泡樹脂粒子を24時間養生した後、ダイセン工業(株)製KD−345成形機にて、長さ300mm×幅400mm×厚さ40mmの金型内にスチレン系樹脂予備発泡樹脂粒子を充填し、この金型内に蒸気を吹き込み、平板状のスチレン系樹脂発泡成形体を得た。表1に得られたスチレン系樹脂発泡成形体の平均気泡径と透明性評価結果を示した。
【0041】
(実施例4)
共重合体Aとして電気化学工業(株)製、商品名:デンカIP(グレード名:MS−NA、N−フェニルマレイミド/スチレン/無水マレイン酸のモノマー比がそれぞれ50/49/1)と共重合体Bとして東洋スチレン(株)製、商品名:トーヨーAS(グレード名:AS−XGS、アクリロニトリル/スチレンのモノマー比がそれぞれ25/75)を30/70の比率にて混合したスチレン系樹脂を攪拌機付き100L耐圧容器に樹脂100重量部に対して、純水150重量部、リン酸カルシウム0.3部、α−オレフィンスルホン酸ナトリウム0.006部、塩化ナトリウム1部を加え、120℃に昇温後、発泡剤としてn−ペンタンを7部加え、9.5時間加熱攪拌することで発泡剤を含浸させた。その後、40℃まで冷却後、取出し、洗浄、乾燥を行い、発泡性スチレン系樹脂を得た。次に、この発泡性スチレン系樹脂を口径40mmの単軸押出機に投入し、200℃の温度で加熱溶融し、ダイスを通して大気中に押出発泡させ、回転カッターを用いて切断し嵩倍率20倍のスチレン系樹脂予備発泡粒子を得た。得られたスチレン系予備発泡樹脂粒子を24時間養生した後、ダイセン工業(株)製KD−345成形機にて、長さ300mm×幅400mm×厚さ40mmの金型内にスチレン系樹脂予備発泡粒子を充填し、この金型内に蒸気を吹き込み、平板状のスチレン系樹脂発泡成形体を得た。表1に得られたスチレン系樹脂発泡成形体の平均気泡径と透明性評価結果を示した。
【0042】
(比較例1)
実施例1で得られた発泡性スチレン系樹脂100重量部に林化成(株)製タルカンパウダーを0.1部添加し、十分に混合した後、口径40mmの単軸押出機に投入し、160℃の温度で加熱溶融し、ダイスを通して大気中に押出発泡させ、回転カッターを用いて切断し嵩倍率15倍のスチレン系樹脂予備発泡粒子を得た。得られたスチレン系樹脂予備発泡粒子を24時間養生した後、ダイセン工業(株)製KD−345成形機にて、長さ300mm×幅400mm×厚さ40mmの金型内にスチレン系樹脂予備発泡粒子を充填し、この金型内に蒸気を吹き込み、平板状のスチレン系樹脂発泡成形体を得た。表1に得られたスチレン系樹脂発泡成形体の平均気泡径と透明性評価結果を示した。
【0043】
(比較例2)
ポリスチレン100重量%の組成を持つ樹脂を基材樹脂とし、発泡剤として工業用ブタン(ノルマル/イソ=70/30)を5%含む嵩倍率20倍のスチレン系樹脂予備発泡粒子を用いて、ダイセン工業(株)製KR−57BMC成形機にて長さ450×幅300×厚さ40mmの平板状のスチレン系樹脂発泡成形体を得た。得られたスチレン系樹脂発泡成形体を50℃で24時間乾燥させた。表1に得られたスチレン系樹脂発泡成形体の平均気泡径と透明性評価結果を示した。
【0044】
(比較例3)
実施例4記載のスチレン系樹脂100重量部の組成を持つ樹脂を基材樹脂とし、発泡剤としてn−ブタン/ペンタンを4%含む嵩倍率25倍のスチレン系樹脂予備発泡粒子を用いて、ダイセン工業(株)製KD−345成形機にて長さ300×幅400×厚さ40mmの平板状のスチレン系樹脂発泡成形体を得た。得られたスチレン系樹脂発泡成形体を70℃で24時間乾燥させた。表1に得られた発泡成形体の平均気泡径と透明性評価結果を示した。
【0045】
【表1】
【0046】
スチレン系樹脂発泡成形体であって、該スチレン系樹脂発泡成形体を形成しているスチレン系樹脂予備発泡粒子の平均気泡径が400μm以上1500μm以下であり、予備発泡粒子表層部に小気泡が存在しないスチレン系樹脂発泡成形体は透明感のある発泡成形体であることがわかる。
【図面の簡単な説明】
【0047】
【図1】実施例1のスチレン系樹脂予備発泡粒子の断面写真である。
【図2】実施例2のスチレン系樹脂予備発泡粒子の断面写真である。
【図3】比較例2のスチレン系樹脂予備発泡粒子の断面写真である。
【特許請求の範囲】
【請求項1】
平均気泡径が400μm以上1500μm以下であり、表層部に存在する小気泡が0個以上5個以下であるスチレン系樹脂予備発泡粒子。
【請求項2】
スチレン系樹脂、発泡剤、該スチレン系樹脂100重量部に対して0重量部以上0.05重量以下の造核剤をともに押出機を用いて溶融混錬し、冷却工程を経てダイスのノズルから押出発泡しつつ、または発泡を完了して得られた、発泡完了前または発泡完了後の押出発泡体を回転カッターで切断することを特徴とする請求項1記載のスチレン系樹脂予備発泡粒子の製造方法。
【請求項3】
請求項1記載のスチレン系樹脂予備発泡粒子を型内成形してなるスチレン系樹脂発泡成形体。
【請求項1】
平均気泡径が400μm以上1500μm以下であり、表層部に存在する小気泡が0個以上5個以下であるスチレン系樹脂予備発泡粒子。
【請求項2】
スチレン系樹脂、発泡剤、該スチレン系樹脂100重量部に対して0重量部以上0.05重量以下の造核剤をともに押出機を用いて溶融混錬し、冷却工程を経てダイスのノズルから押出発泡しつつ、または発泡を完了して得られた、発泡完了前または発泡完了後の押出発泡体を回転カッターで切断することを特徴とする請求項1記載のスチレン系樹脂予備発泡粒子の製造方法。
【請求項3】
請求項1記載のスチレン系樹脂予備発泡粒子を型内成形してなるスチレン系樹脂発泡成形体。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2010−84098(P2010−84098A)
【公開日】平成22年4月15日(2010.4.15)
【国際特許分類】
【出願番号】特願2008−257580(P2008−257580)
【出願日】平成20年10月2日(2008.10.2)
【出願人】(000000941)株式会社カネカ (3,932)
【Fターム(参考)】
【公開日】平成22年4月15日(2010.4.15)
【国際特許分類】
【出願日】平成20年10月2日(2008.10.2)
【出願人】(000000941)株式会社カネカ (3,932)
【Fターム(参考)】
[ Back to top ]