
スチールコード、及び、タイヤ製造システム
【課題】 ゴム被覆を必要とせず、タイヤ構成部材との接着性の良好なスチールコード、及び、このスチールコードをハードコア外周に積層されたタイヤ構造部材へ直接貼付するタイヤ製造装置を提供する。
【解決手段】 撚り線機20では、ゴム部材24を心部とし、その周りに3本のワイヤ22が配置されて撚り合わされ、1本のスチールコード26が構成される。ゴム部材24は、撚り合わされることにより変形し、各ワイヤ22の間からはみ出てスチールコード26の外表面に露出されている
【解決手段】 撚り線機20では、ゴム部材24を心部とし、その周りに3本のワイヤ22が配置されて撚り合わされ、1本のスチールコード26が構成される。ゴム部材24は、撚り合わされることにより変形し、各ワイヤ22の間からはみ出てスチールコード26の外表面に露出されている
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、タイヤ製造の際に環状のハードコアの外周面に貼付されるスチールコード、及び、このスチールコードを環状のハードコアの外周に積層されたタイヤ構造部材へ直接貼付するためのタイヤ製造システムに関する。
【背景技術】
【0002】
乗用車等に用いられるタイヤには、補強部材としてスチールコードを用いているものがある。例えば、タイヤの構成部材であるカーカスを形成する際に、環状のハードコアの外周面に直接スチールコードを貼り付けていく方法がある。
【0003】
このように直接スチールコードを貼り付けていく場合、スチールコードがゴム被覆されていない鋼製ワイヤだと、ハードコア上のインナーライナーゴムや、カバーゴムとの接着性がよくないという問題がある。そこで、鋼製ワイヤをゴム被覆することが考えられるが、ゴム被覆のためのゴム被覆工程が必要になってしまう。また、撚り線機のダイからはスチールコードが回転したまま排出されるものもあるので、この場合、撚り線機で撚り合わせた直後のゴム被覆処理は容易ではない。
【0004】
一方、特許文献1には、加硫ゴム部材を心部にして撚り合わされたスチールコードが開示されている。このスチールコードによれば、フィラメントの中央部の空隙は加硫ゴム部材で埋められる。しかしながら、スチールコードの外表面にゴム部材が露出しておらず、ハードコア外周上のインナーライナーゴムや、カバーゴムとの接触性を向上させることはできない。
【0005】
また、特許文献1には、撚り合わされるフィラメントの心部に未加硫ゴムを充填しながら形成されるスチールコードも示されている。このスチールコードについても、フィラメントの中央部の空隙を埋めることが目的であるため、外周に付着したゴムは除去され(段落番号0024参照)、ハードコア上のインナーライナーゴムや、カバーゴムとの接着性を向上させることはできない。
【特許文献1】特開平8−170284号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は、上記事実を考慮して成されたものであり、ゴム被覆を必要とせず、タイヤ構成部材との接着性の良好なスチールコード、及び、このスチールコードをハードコア外周に積層されたタイヤ構造部材へ直接貼付するタイヤ製造システムを提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するために、請求項1に記載のスチールコードは、環状のハードコアの外周へタイヤ構成部材を積層することにより生タイヤを製造するタイヤ製造方法に用いられ、前記タイヤ構成部材と貼付されるスチールコードであって、互いに撚り合わされた複数本のワイヤと、前記複数のワイヤと共に撚り合わされ、積層される他のタイヤ構成部材と接触可能に外表面に露出した未加硫のゴム部材と、を含んで構成されている。
【0008】
上記構成のスチールコードでは、未加硫のゴム部材が、積層される他のタイヤ構成部材と接触可能に外表面に露出されている。したがって、スチールコードは、露出されたゴム部材を介して、ハードコア外周に積層されたインナーライナーなどの他のタイヤ構成部材と良好に接着される。また、ゴム部材は複数のワイヤと共に撚り合わされるので、ゴム被覆工程を必要としない。
【0009】
なお、本発明のスチールコードの前記ゴム部材は、請求項2に記載のように、心部に配置され、撚り合わされることにより変形して外表面に露出していることを特徴とすることができる。
【0010】
このように、ゴム部材を心部に配置することにより、スチールコードの心部の空隙を埋めることができ、一部に断線が生じても水分の内部進入を防止することができる。
【0011】
また、本発明のスチールコードの前記ゴム部材は、請求項3に記載のように、最外周部に配置されていることを特徴とすることもできる。
【0012】
このように、ゴム部材をスチールコードの最外周側部に配置することにより、ゴム部材の外表面への露出面積を容易に広げることができる。
【0013】
請求項4に記載のタイヤ製造システムは、複数本のワイヤ及び未加硫のゴム部材を、このゴム部材が積層される他のタイヤ構成部材と接触可能に外表面に露出するように撚り合わせてスチールコードを製造する撚り線機と、前記スチールコードを環状のハードコアの外周に積層されたタイヤ構成部材へ貼付する貼付機と、を含んで構成されている。
【0014】
本発明のタイヤ製造システムでは、撚り線機によって、複数本のワイヤ及びゴム部材が、このゴム部材が積層される他のタイヤ構成部材と接触可能となるように、外表面に露出するように撚り合わされて、スチールコードが製造される。このスチールコードは、貼付機によって環状のハードコアの外周に積層されたインナーライナーなどのタイヤ構成部材へ貼付される。製造されたスチールコードは、ゴム部材が他のタイヤ構成部材と接触可能に外表面に露出されているので、タイヤ構成部材に良好に接着させることができる。
【0015】
なお、本発明のタイヤ製造システムの前記撚り線機は、請求項5に記載のように、前記ゴム部材を前記スチールコードの心部に配置し、このゴム部材が前記スチールコードの外表面に露出するように撚り合わせることを特徴とすることができる。
【0016】
このように、ゴム部材を心部に配置したスチールコードとすることにより、スチールコードの心部の空隙を埋めることができ、一部に断線が生じても水分の内部進入を防止することができる。
【0017】
また、本発明のタイヤ製造システムの前記撚り線機は、請求項6に記載のように、前記ゴム部材を、前記スチールコードの最外周に配置されていることを特徴とすることもできる。
【0018】
このように、ゴム部材を最外周に配置したスチールコードとすることにより、ゴム部材を容易にスチールコードの外表面への露出面積を広げることができる。
【発明の効果】
【0019】
以上説明したように、本発明によれば、ゴム被覆を必要とせず、ハードコアとの接着性を良好なスチールコードを得ることができ、このスチールコードを用いてタイヤを製造することができる。
【発明を実施するための最良の形態】
【0020】
以下、本発明の実施の形態に係るスチールコード、及び、このスチールコードを用いてタイヤを製造するタイヤ製造装置について説明する。
【0021】
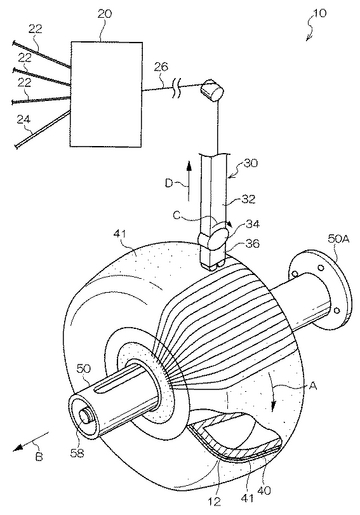
図1に示すように、タイヤ製造装置10は、ハードコア12、撚り線機20及び貼付機30を備えている。
【0022】
ハードコア12は環状とされ、軸上に円筒状の主軸外筒50と、主軸外筒50の内側に同軸的に配置される主軸中軸58とが貫通されている。主軸外筒50のフランジ50A、及び主軸中軸58は、図示しない回転駆動装置に連結されており、回転可能となっている。
【0023】
撚り線機20には、3本のワイヤ22と、1本の未加硫のゴム部材24が供給されている。供給された3本のワイヤ22及びゴム部材24は、撚り線機20内で撚り合わせられる。
【0024】
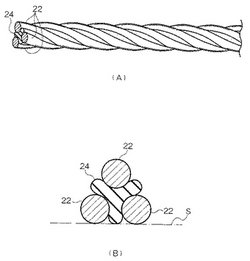
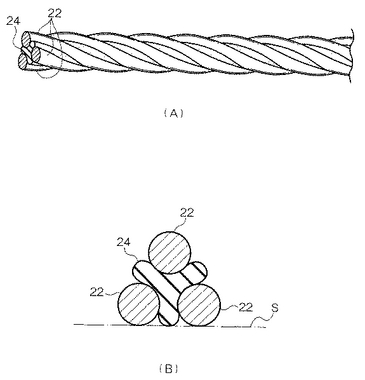
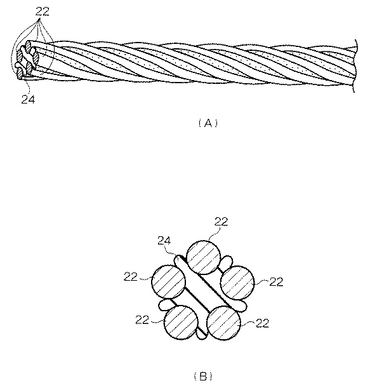
図2に示すように、撚り線機20では、ゴム部材24を心部とし、その周りに3本のワイヤ22が配置されて撚り合わされ、1本のスチールコード26が構成される。ゴム部材24は、撚り合わされることにより変形し、各ワイヤ22の間からはみ出てスチールコード26の外表面に露出されている(図2(A)参照)。
【0025】
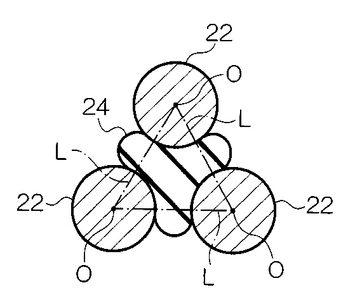
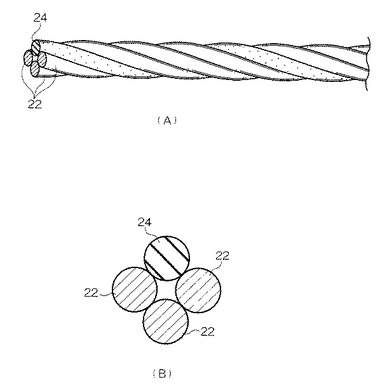
このゴム部材24の外表面への露出の程度は、図2(B)に示すように、隣接するワイヤ22の外接線S付近まで露出されていることが好ましいが、後述するPLYのコーティングゴム(以下「PLYコーティングゴム41」という)と接触可能な程度、すなわち、図3に示すように、隣接するワイヤ22の軸心Oを結ぶ直線Lよりも外側まで露出されていればよい。
【0026】
図1に示すように、貼付機30は、スチールコード26が内部を搬送されるアーム32と、アーム32の先端に設けられた回転軸34を中心として回転自在に構成され、スチールコード26を送り出す首振部36とを備えている。撚り線機20で撚り合わされたスチールコード26は、定長カット後に貼付機30に供給され、首振部36から送出されながらハードコア12の外周に積層されたインナーライナー40の外側のPLYコーティングゴム41へ貼付される。
【0027】
次に、本発明のタイヤのカーカス部分の製造工程を説明する。
【0028】
先ず、撚り線工程について説明する。撚り線工程は、撚り線機20で行なわれる。3本のワイヤ22と1本の未加硫のゴム部材24とがゴム部材24を心部として撚り合わされ、スチールコード26が構成される。構成されたスチールコード26は、貼付機30へ供給される。
【0029】
次に、タイヤ成型工程について説明する。
【0030】
まず、最初の工程では、ハードコア12の外周面に、シート状の未加硫のインナーライナー40を貼り付け、その後、PLYコーティングゴム41を貼り付ける。
【0031】
次の工程では、貼付機30を用いて、前述のスチールコード26をPLYコーティングゴム41の上に貼り付ける。
【0032】
スチールコード26をPLYコーティングゴム41の上に貼り付ける際には、ハードコア12、主軸外筒50及び主軸中軸58が一体で、図示しない回転駆動機構によって図1に示すように矢印A方向に回転させられるとともに、貼付機30のアーム32がコア軸方向(矢印B方向、及び矢印B方向と反対方向)に移動すると共に上下に伸縮(矢印D方向、及び矢印D方向と反対方向)させられ、首振部36が回転軸34を中心として回転(矢印C方向、及び矢印C方向とは反対方向)させられる。これにより、スチールコード26は、ハードコア12の一方の側面部から外周部を幅方向に横切って他方の側面部に至る。首振部36の回転速度とハードコア12の回転速度とが制御され、ハードコア12の外周面部では、コア周方向に対して略90度となるようにスチールコード26が貼り付けられていく。
【0033】
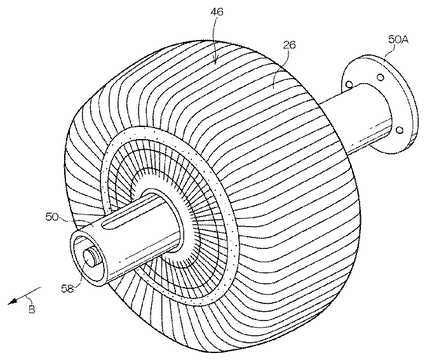
このようにして、スチールコード26は、PLYコーティングゴム41上を少なくとも1周し、図4に示すように、所謂カーカス46が形成される。
【0034】
なお、このようしてカーカス46を形成した後、PLYコーティングゴムを貼り付け、従来通り、ベルト、サイドトレッド、トップトレッド等の周知のタイヤ構成部材(図示せず)を貼り付けてハードコア12の外面に生タイヤを完成させる。
【0035】
本実施形態によれば、ゴム部材24がスチールコード26の外表面に露出しているので、ゴム部材24がPLYコーティングゴム41と粘着され、スチールコード26とPLYコーティングゴム41との接着性を向上させることができる。また、ワイヤ22とゴム部材24とを撚り合わせてスチールコード26を構成するので、ワイヤにゴム被覆を施すという工程を必要としない。したがって、スチールコード26の撚り線工程とタイヤ成型工程とを連続して行なうこともできる。
【0036】
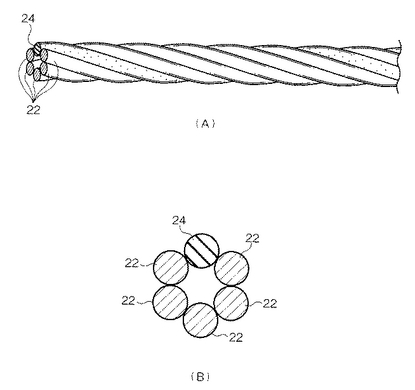
また、本実施形態では、ゴム部材24を心部にして、その周りに3本のワイヤ22を配置して撚り合わせて、スチールコード26を構成したが、ワイヤ22の本数は3本に限定されるものではない。2本でも、4本、5本、6本(図5参照)などの3本より多い本数でもより。
【0037】
また、本実施形態では、ゴム部材24を心部にして撚り合わせた例について説明したが、ゴム部材は必ずしも心部に配置される必要はない。ただし、心部に配置して撚り合わせることにより、スチールコードの心部の空隙を埋めることができる。これにより、スチールコードの一部に断線が生じても水分の内部進入を防止することができる。
【0038】
ゴム部材24は、図6(ワイヤ3本)や図7(ワイヤ5本)に示すように、スチールコードの最外周部に配置してもよい。このように、ゴム部材を最外周部に配置することにより、ゴム部材24の外表面への露出面積を容易に広げることができる。
【図面の簡単な説明】
【0039】
【図1】本発明の実施形態に係るタイヤ製造装置の概略構成図である。
【図2】本発明の実施形態に係るスチールコードの、(A)は斜視図であり、(B)は断面図である。
【図3】本発明の変形例のスチールコードの断面図である。
【図4】本発明の実施形態に係るタイヤ製造装置で製造されたカーカスの図である。
【図5】本発明の実施形態に係るスチールコードの変形例の、(A)は斜視図であり、(B)は断面図である。
【図6】本発明の実施形態に係るスチールコードの他の変形例の、(A)は斜視図であり、(B)は断面図である。
【図7】本発明の実施形態に係るスチールコードの他の変形例の、(A)は斜視図であり、(B)は断面図である。
【符号の説明】
【0040】
10 タイヤ製造装置
12 ハードコア
20 撚り線機
22 ワイヤ
24 ゴム部材
26 スチールコード
30 貼付機
40 インナーライナー
【技術分野】
【0001】
本発明は、タイヤ製造の際に環状のハードコアの外周面に貼付されるスチールコード、及び、このスチールコードを環状のハードコアの外周に積層されたタイヤ構造部材へ直接貼付するためのタイヤ製造システムに関する。
【背景技術】
【0002】
乗用車等に用いられるタイヤには、補強部材としてスチールコードを用いているものがある。例えば、タイヤの構成部材であるカーカスを形成する際に、環状のハードコアの外周面に直接スチールコードを貼り付けていく方法がある。
【0003】
このように直接スチールコードを貼り付けていく場合、スチールコードがゴム被覆されていない鋼製ワイヤだと、ハードコア上のインナーライナーゴムや、カバーゴムとの接着性がよくないという問題がある。そこで、鋼製ワイヤをゴム被覆することが考えられるが、ゴム被覆のためのゴム被覆工程が必要になってしまう。また、撚り線機のダイからはスチールコードが回転したまま排出されるものもあるので、この場合、撚り線機で撚り合わせた直後のゴム被覆処理は容易ではない。
【0004】
一方、特許文献1には、加硫ゴム部材を心部にして撚り合わされたスチールコードが開示されている。このスチールコードによれば、フィラメントの中央部の空隙は加硫ゴム部材で埋められる。しかしながら、スチールコードの外表面にゴム部材が露出しておらず、ハードコア外周上のインナーライナーゴムや、カバーゴムとの接触性を向上させることはできない。
【0005】
また、特許文献1には、撚り合わされるフィラメントの心部に未加硫ゴムを充填しながら形成されるスチールコードも示されている。このスチールコードについても、フィラメントの中央部の空隙を埋めることが目的であるため、外周に付着したゴムは除去され(段落番号0024参照)、ハードコア上のインナーライナーゴムや、カバーゴムとの接着性を向上させることはできない。
【特許文献1】特開平8−170284号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は、上記事実を考慮して成されたものであり、ゴム被覆を必要とせず、タイヤ構成部材との接着性の良好なスチールコード、及び、このスチールコードをハードコア外周に積層されたタイヤ構造部材へ直接貼付するタイヤ製造システムを提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するために、請求項1に記載のスチールコードは、環状のハードコアの外周へタイヤ構成部材を積層することにより生タイヤを製造するタイヤ製造方法に用いられ、前記タイヤ構成部材と貼付されるスチールコードであって、互いに撚り合わされた複数本のワイヤと、前記複数のワイヤと共に撚り合わされ、積層される他のタイヤ構成部材と接触可能に外表面に露出した未加硫のゴム部材と、を含んで構成されている。
【0008】
上記構成のスチールコードでは、未加硫のゴム部材が、積層される他のタイヤ構成部材と接触可能に外表面に露出されている。したがって、スチールコードは、露出されたゴム部材を介して、ハードコア外周に積層されたインナーライナーなどの他のタイヤ構成部材と良好に接着される。また、ゴム部材は複数のワイヤと共に撚り合わされるので、ゴム被覆工程を必要としない。
【0009】
なお、本発明のスチールコードの前記ゴム部材は、請求項2に記載のように、心部に配置され、撚り合わされることにより変形して外表面に露出していることを特徴とすることができる。
【0010】
このように、ゴム部材を心部に配置することにより、スチールコードの心部の空隙を埋めることができ、一部に断線が生じても水分の内部進入を防止することができる。
【0011】
また、本発明のスチールコードの前記ゴム部材は、請求項3に記載のように、最外周部に配置されていることを特徴とすることもできる。
【0012】
このように、ゴム部材をスチールコードの最外周側部に配置することにより、ゴム部材の外表面への露出面積を容易に広げることができる。
【0013】
請求項4に記載のタイヤ製造システムは、複数本のワイヤ及び未加硫のゴム部材を、このゴム部材が積層される他のタイヤ構成部材と接触可能に外表面に露出するように撚り合わせてスチールコードを製造する撚り線機と、前記スチールコードを環状のハードコアの外周に積層されたタイヤ構成部材へ貼付する貼付機と、を含んで構成されている。
【0014】
本発明のタイヤ製造システムでは、撚り線機によって、複数本のワイヤ及びゴム部材が、このゴム部材が積層される他のタイヤ構成部材と接触可能となるように、外表面に露出するように撚り合わされて、スチールコードが製造される。このスチールコードは、貼付機によって環状のハードコアの外周に積層されたインナーライナーなどのタイヤ構成部材へ貼付される。製造されたスチールコードは、ゴム部材が他のタイヤ構成部材と接触可能に外表面に露出されているので、タイヤ構成部材に良好に接着させることができる。
【0015】
なお、本発明のタイヤ製造システムの前記撚り線機は、請求項5に記載のように、前記ゴム部材を前記スチールコードの心部に配置し、このゴム部材が前記スチールコードの外表面に露出するように撚り合わせることを特徴とすることができる。
【0016】
このように、ゴム部材を心部に配置したスチールコードとすることにより、スチールコードの心部の空隙を埋めることができ、一部に断線が生じても水分の内部進入を防止することができる。
【0017】
また、本発明のタイヤ製造システムの前記撚り線機は、請求項6に記載のように、前記ゴム部材を、前記スチールコードの最外周に配置されていることを特徴とすることもできる。
【0018】
このように、ゴム部材を最外周に配置したスチールコードとすることにより、ゴム部材を容易にスチールコードの外表面への露出面積を広げることができる。
【発明の効果】
【0019】
以上説明したように、本発明によれば、ゴム被覆を必要とせず、ハードコアとの接着性を良好なスチールコードを得ることができ、このスチールコードを用いてタイヤを製造することができる。
【発明を実施するための最良の形態】
【0020】
以下、本発明の実施の形態に係るスチールコード、及び、このスチールコードを用いてタイヤを製造するタイヤ製造装置について説明する。
【0021】
図1に示すように、タイヤ製造装置10は、ハードコア12、撚り線機20及び貼付機30を備えている。
【0022】
ハードコア12は環状とされ、軸上に円筒状の主軸外筒50と、主軸外筒50の内側に同軸的に配置される主軸中軸58とが貫通されている。主軸外筒50のフランジ50A、及び主軸中軸58は、図示しない回転駆動装置に連結されており、回転可能となっている。
【0023】
撚り線機20には、3本のワイヤ22と、1本の未加硫のゴム部材24が供給されている。供給された3本のワイヤ22及びゴム部材24は、撚り線機20内で撚り合わせられる。
【0024】
図2に示すように、撚り線機20では、ゴム部材24を心部とし、その周りに3本のワイヤ22が配置されて撚り合わされ、1本のスチールコード26が構成される。ゴム部材24は、撚り合わされることにより変形し、各ワイヤ22の間からはみ出てスチールコード26の外表面に露出されている(図2(A)参照)。
【0025】
このゴム部材24の外表面への露出の程度は、図2(B)に示すように、隣接するワイヤ22の外接線S付近まで露出されていることが好ましいが、後述するPLYのコーティングゴム(以下「PLYコーティングゴム41」という)と接触可能な程度、すなわち、図3に示すように、隣接するワイヤ22の軸心Oを結ぶ直線Lよりも外側まで露出されていればよい。
【0026】
図1に示すように、貼付機30は、スチールコード26が内部を搬送されるアーム32と、アーム32の先端に設けられた回転軸34を中心として回転自在に構成され、スチールコード26を送り出す首振部36とを備えている。撚り線機20で撚り合わされたスチールコード26は、定長カット後に貼付機30に供給され、首振部36から送出されながらハードコア12の外周に積層されたインナーライナー40の外側のPLYコーティングゴム41へ貼付される。
【0027】
次に、本発明のタイヤのカーカス部分の製造工程を説明する。
【0028】
先ず、撚り線工程について説明する。撚り線工程は、撚り線機20で行なわれる。3本のワイヤ22と1本の未加硫のゴム部材24とがゴム部材24を心部として撚り合わされ、スチールコード26が構成される。構成されたスチールコード26は、貼付機30へ供給される。
【0029】
次に、タイヤ成型工程について説明する。
【0030】
まず、最初の工程では、ハードコア12の外周面に、シート状の未加硫のインナーライナー40を貼り付け、その後、PLYコーティングゴム41を貼り付ける。
【0031】
次の工程では、貼付機30を用いて、前述のスチールコード26をPLYコーティングゴム41の上に貼り付ける。
【0032】
スチールコード26をPLYコーティングゴム41の上に貼り付ける際には、ハードコア12、主軸外筒50及び主軸中軸58が一体で、図示しない回転駆動機構によって図1に示すように矢印A方向に回転させられるとともに、貼付機30のアーム32がコア軸方向(矢印B方向、及び矢印B方向と反対方向)に移動すると共に上下に伸縮(矢印D方向、及び矢印D方向と反対方向)させられ、首振部36が回転軸34を中心として回転(矢印C方向、及び矢印C方向とは反対方向)させられる。これにより、スチールコード26は、ハードコア12の一方の側面部から外周部を幅方向に横切って他方の側面部に至る。首振部36の回転速度とハードコア12の回転速度とが制御され、ハードコア12の外周面部では、コア周方向に対して略90度となるようにスチールコード26が貼り付けられていく。
【0033】
このようにして、スチールコード26は、PLYコーティングゴム41上を少なくとも1周し、図4に示すように、所謂カーカス46が形成される。
【0034】
なお、このようしてカーカス46を形成した後、PLYコーティングゴムを貼り付け、従来通り、ベルト、サイドトレッド、トップトレッド等の周知のタイヤ構成部材(図示せず)を貼り付けてハードコア12の外面に生タイヤを完成させる。
【0035】
本実施形態によれば、ゴム部材24がスチールコード26の外表面に露出しているので、ゴム部材24がPLYコーティングゴム41と粘着され、スチールコード26とPLYコーティングゴム41との接着性を向上させることができる。また、ワイヤ22とゴム部材24とを撚り合わせてスチールコード26を構成するので、ワイヤにゴム被覆を施すという工程を必要としない。したがって、スチールコード26の撚り線工程とタイヤ成型工程とを連続して行なうこともできる。
【0036】
また、本実施形態では、ゴム部材24を心部にして、その周りに3本のワイヤ22を配置して撚り合わせて、スチールコード26を構成したが、ワイヤ22の本数は3本に限定されるものではない。2本でも、4本、5本、6本(図5参照)などの3本より多い本数でもより。
【0037】
また、本実施形態では、ゴム部材24を心部にして撚り合わせた例について説明したが、ゴム部材は必ずしも心部に配置される必要はない。ただし、心部に配置して撚り合わせることにより、スチールコードの心部の空隙を埋めることができる。これにより、スチールコードの一部に断線が生じても水分の内部進入を防止することができる。
【0038】
ゴム部材24は、図6(ワイヤ3本)や図7(ワイヤ5本)に示すように、スチールコードの最外周部に配置してもよい。このように、ゴム部材を最外周部に配置することにより、ゴム部材24の外表面への露出面積を容易に広げることができる。
【図面の簡単な説明】
【0039】
【図1】本発明の実施形態に係るタイヤ製造装置の概略構成図である。
【図2】本発明の実施形態に係るスチールコードの、(A)は斜視図であり、(B)は断面図である。
【図3】本発明の変形例のスチールコードの断面図である。
【図4】本発明の実施形態に係るタイヤ製造装置で製造されたカーカスの図である。
【図5】本発明の実施形態に係るスチールコードの変形例の、(A)は斜視図であり、(B)は断面図である。
【図6】本発明の実施形態に係るスチールコードの他の変形例の、(A)は斜視図であり、(B)は断面図である。
【図7】本発明の実施形態に係るスチールコードの他の変形例の、(A)は斜視図であり、(B)は断面図である。
【符号の説明】
【0040】
10 タイヤ製造装置
12 ハードコア
20 撚り線機
22 ワイヤ
24 ゴム部材
26 スチールコード
30 貼付機
40 インナーライナー
【特許請求の範囲】
【請求項1】
環状のハードコアの外周へタイヤ構成部材を積層することにより生タイヤを製造するタイヤ製造方法に用いられ、前記タイヤ構成部材と貼付されるスチールコードであって、
互いに撚り合わされた複数本のワイヤと、
前記複数のワイヤと共に撚り合わされ、積層される他のタイヤ構成部材と接触可能に前記スチールコードの外表面に露出した未加硫のゴム部材と、
を備えたスチールコード。
【請求項2】
前記ゴム部材は、心部に配置され、撚り合わされることにより変形して外表面に露出していることを特徴とする請求項1に記載のスチールコード。
【請求項3】
前記ゴム部材は、最外周部に配置されていることを特徴とする請求項1に記載のスチールコード。
【請求項4】
複数本のワイヤ及び未加硫のゴム部材を、このゴム部材が積層される他のタイヤ構成部材と接触可能に外表面に露出するように撚り合わせてスチールコードを製造する撚り線機と、
前記スチールコードを環状のハードコアの外周に積層されたタイヤ構成部材へ貼付する貼付機と、
を備えたタイヤ製造システム。
【請求項5】
前記撚り線機は、前記ゴム部材を前記スチールコードの心部に配置し、このゴム部材が前記スチールコードの外表面に露出するように撚り合わせることを特徴とする請求項4に記載のタイヤ製造システム。
【請求項6】
前記撚り線機は、前記ゴム部材を前記スチールコードの最外周部に配置して撚り合わせることを特徴とする請求項4に記載のタイヤ製造システム。
【請求項1】
環状のハードコアの外周へタイヤ構成部材を積層することにより生タイヤを製造するタイヤ製造方法に用いられ、前記タイヤ構成部材と貼付されるスチールコードであって、
互いに撚り合わされた複数本のワイヤと、
前記複数のワイヤと共に撚り合わされ、積層される他のタイヤ構成部材と接触可能に前記スチールコードの外表面に露出した未加硫のゴム部材と、
を備えたスチールコード。
【請求項2】
前記ゴム部材は、心部に配置され、撚り合わされることにより変形して外表面に露出していることを特徴とする請求項1に記載のスチールコード。
【請求項3】
前記ゴム部材は、最外周部に配置されていることを特徴とする請求項1に記載のスチールコード。
【請求項4】
複数本のワイヤ及び未加硫のゴム部材を、このゴム部材が積層される他のタイヤ構成部材と接触可能に外表面に露出するように撚り合わせてスチールコードを製造する撚り線機と、
前記スチールコードを環状のハードコアの外周に積層されたタイヤ構成部材へ貼付する貼付機と、
を備えたタイヤ製造システム。
【請求項5】
前記撚り線機は、前記ゴム部材を前記スチールコードの心部に配置し、このゴム部材が前記スチールコードの外表面に露出するように撚り合わせることを特徴とする請求項4に記載のタイヤ製造システム。
【請求項6】
前記撚り線機は、前記ゴム部材を前記スチールコードの最外周部に配置して撚り合わせることを特徴とする請求項4に記載のタイヤ製造システム。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2006−132043(P2006−132043A)
【公開日】平成18年5月25日(2006.5.25)
【国際特許分類】
【出願番号】特願2004−323901(P2004−323901)
【出願日】平成16年11月8日(2004.11.8)
【出願人】(000005278)株式会社ブリヂストン (11,469)
【Fターム(参考)】
【公開日】平成18年5月25日(2006.5.25)
【国際特許分類】
【出願日】平成16年11月8日(2004.11.8)
【出願人】(000005278)株式会社ブリヂストン (11,469)
【Fターム(参考)】
[ Back to top ]