
スチールコード及びその製造方法

【課題】低コスト化が可能な撚り線機を用いて製造することができ、優れた耐疲労性と減衰特性を兼ね備えたスチールコード及びその製造方法を提供する。
【解決手段】互いに撚り合わされることなく集合されたn本の心ワイヤと、心ワイヤと実質的に同じ直径dであり、互いに撚り合わされ、かつ心ワイヤの周囲に巻き付けるように撚り合わされたm本の側ワイヤとを有し、心ワイヤおよび側ワイヤが式D=d[3+1/cos{π/2(1−2/m)}]で定義される直径Dの外接円筒の内側にそれぞれ存在し、スチールコードの長手に沿ってスチールコードの中心が外接円筒の中心軸とほぼ一致する。
【解決手段】互いに撚り合わされることなく集合されたn本の心ワイヤと、心ワイヤと実質的に同じ直径dであり、互いに撚り合わされ、かつ心ワイヤの周囲に巻き付けるように撚り合わされたm本の側ワイヤとを有し、心ワイヤおよび側ワイヤが式D=d[3+1/cos{π/2(1−2/m)}]で定義される直径Dの外接円筒の内側にそれぞれ存在し、スチールコードの長手に沿ってスチールコードの中心が外接円筒の中心軸とほぼ一致する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、車両用タイヤの補強に用いられるスチールコード及びその製造方法に関する。
【背景技術】
【0002】
スチールコードをゴムシート中に埋め込み加工した車両用タイヤでは、相互に隣接するワイヤが互いに擬触して摩耗する所謂フレッティングを生じると共に、その表面部分のゴム部が損傷されると外部からスチールコードの間隙に水が浸入して錆が発生し、この錆によってゴムが剥離し易くなり、タイヤなどの耐疲労性が低下するなどの問題を生じる。このため、型付けなどによりワイヤとワイヤとの間に適当な間隙を設けて、この間隙にゴムを浸透させ、ワイヤ相互間における直接の接触を回避するようにしている。
【0003】
特許文献1は、フレッティングを抑制し、耐疲労性を向上させることを目的として、心ワイヤの外周に過剰形付けした側ワイヤを撚り合わせた2+2構造のスチールコードを提案している。しかし、特許文献1の2+2構造のスチールコードを製造するためには、図7に示すIn-Out型バンチャー撚り線機と称する特殊な撚り線機を用いるが、このIn-Out型バンチャー撚り線機30では、原料となるワイヤの一部を機械の内部に入れる必要がある。このため、製造コストが高くなり、低コスト化することが難しい。
【0004】
特許文献2は、心ワイヤ束が撚り合わされないN+M構造(N=2〜5、M=1〜3)のスチールコードを提案している。このN+M構造のスチールコードは、心ワイヤ束を撚り合わさない状態で、各断面のコード外接円の中心が略直線上に存在するように、心ワイヤ束が螺旋状にうねり、その周囲に側ワイヤ束が撚り合わされている。しかし、特許文献2のN+M構造のスチールコードは、図7に示す撚り線機30を用いて製造されているため、低コスト化が難しい。
【0005】
1×N構造のスチールコードの製造にOut-In型バンチャー撚り線機を用いると、原料ワイヤを大型化することができ、低コスト化が可能になる。1×N構造のスチールコードは、錆による耐疲労性の低下を防止するために、コード中心にゴムを浸透させ得るオープン構造とすることが提案されている。しかし、オープン構造は振動減衰性能に劣るためタイヤの乗り心地を悪くする。タイヤの乗り心地性能は、タイヤの振動の収まりやすさの指標であるダンピング性能(減衰性能)に大きく依存する。例えば、特許文献3のタイヤでは、ビード部のビードコアから半径方向外方に延びるビードエーベックスゴムの動的弾性率を規制することによって、タイヤの減衰性能を改善し、乗り心地性能を高めている。しかし、特許文献3ではタイヤゴム層の減衰性能には着目しているが、ベルトコードなどのタイヤコードそのものの特性について、これをタイヤの減衰性能に関連付けて着目したものではない。
【特許文献1】特開平4−370283号公報
【特許文献2】特許第3708379号公報
【特許文献3】特公昭56−3806号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は上記の課題を解決するためになされたものであり、低コスト化が可能な撚り線機を用いて製造することができ、優れた耐疲労性と減衰特性を兼ね備えたスチールコード及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明に係るスチールコードは、互いに撚り合わされることなく集合されたn本の心ワイヤと、前記心ワイヤと実質的に同じ直径dであり、互いに撚り合わされ、かつ前記心ワイヤの周囲に巻き付けるように撚り合わされたm本の側ワイヤと、を有し、前記心ワイヤおよび側ワイヤが下式(1)で定義される直径Dの外接円筒の内側にそれぞれ存在し、スチールコードの長手に沿ってスチールコードの中心が前記外接円筒の中心軸とほぼ一致することを特徴とする。
【0008】
D=d[3+1/cos{π/2(1−2/m)}] …(1)
本発明に係るスチールコードの製造方法は、(i)m本の側ワイヤを撚り合わせて側ストランドを形成する工程と、(ii)前記n本の心ワイヤを撚り合せることなく前記バンチャー撚り線機に送り、前記n本の心ワイヤの周囲に前記側ストランドを撚り合わせ、前記n本の心ワイヤと前記心ワイヤと実質的に同径であるm本の側ワイヤとが、式D=d[3+1/cos{π/2(1−2/m)}]で定義される直径Dの外接円筒の内側にそれぞれ存在し、スチールコードの長手に沿ってスチールコードの中心が前記外接円筒の中心軸とほぼ一致するようにn+(1×m)構成のスチールコードを得る工程と、を有することを特徴とする。
【0009】
本発明では、心ワイヤと側ワイヤが、上式(1)で定義される直径D(mm)の外接円筒の内側に存在し、スチールコードの長手に沿ってスチールコード断面の中心を前記外接円筒の中心軸とほぼ一致させているので、心構造および側ストランドへの応力負荷が均等になり、コードの耐疲労性が向上する。
【0010】
また、本発明では、オープン構造になっていないため、ワイヤ同士が適度な接触を保ち、振動減衰性能に優れる。
【0011】
さらに、本発明では、nを2又は3のいずれかの整数とし、mを2以上の整数とし、さらにn+mの合計数を6以下とすることができる。スチールコードの構成を2+(1×2)、2+(1×3)、2+(1×4)、3+(1×2)、3+(1×3)とすることにより、耐疲労性に優れ、減衰率評価試験(乗り心地性)においても優秀な結果が得られる(表1)。とくに3+(1×3)および2+(1×2)構成のスチールコードは、心ストランドと側ストランドとの強度バランスが良好であり、耐疲労性および乗り心地性が大幅に向上する。
【0012】
しかし、心ワイヤまたは側ワイヤのいずれかを1本のみにすると、所望レベルの破断強度を得るためにはワイヤ径が太くなってしまい、耐疲労性が悪化する。
【0013】
また、心ワイヤを4本以上にすると、撚り合わせる側ストランドに追従して心ワイヤが撚り方向に変位し難くなるため、コード横断面において外接円筒の中心がコード中心に一致しなくなり、耐疲労性が悪化する。
【0014】
また、側ストランドの構成を1×5以上にすると、心部と側部との強度バランスを良好に保つことが困難になる。このため本発明では、側ストランドのワイヤ数の上限を4本にすることが望ましい。なお、心ワイヤと側ストランドの構成ワイヤとを実質的に同径にすると、側ワイヤの撚り合わせが容易になると共に、強度バランスが良好になる。
【発明の効果】
【0015】
本発明は、低コスト化が可能な撚り線機を使用可能で、優れた耐疲労性と減衰特性を兼ね備えたスチールコード及びその製造方法を提供できる。
【発明を実施するための最良の形態】
【0016】
以下、添付の図面を参照して本発明の好ましい実施の形態について説明する。
【0017】
図1は本発明のスチールコードの製造方法に用いられる装置を模式的に示す概略構成図である。
【0018】
スチールコード製造装置1は、パスラインの上流側から順に3つの送給リール5、ボイス6、3つの送給リール3およびOut-In型バンチャー撚り線機10を備えている。第1の送給リール5は、撚り線機10の(a)側入口の前に配置され、各リール5から側ワイヤ2sが1本ずつ引き出されるようになっている。第2の送給リール3は、撚り線機10の(e)側入口の前に配置され、各リール3から心ワイヤ2cが1本ずつ引き出されるようになっている。ボイス6は、主パスライン上を通過する複数のワイヤ2sを束ねて位置合せし、これらが互いに寄り添うようにして主パスラインに沿ってバンチャー撚り線機10に円滑に入っていくようにする案内部材としての役割を有している。バンチャー撚り線機10は、クレードルタイプの筐体内に、複数のガイドローラ7、引き取りキャプスタン12、巻き取りトラバース14および巻き取りボビン16を内蔵している。
【0019】
側ワイヤ2sには、ボイス6と(a)側のガイドローラ7との間で1回目の撚りが入り、(e)側のガイドローラ7を通過した後に2回目の撚りが入って所定のピッチになる。心ワイヤは撚り合わされることなく(e)側の入口から撚り線機10に入り、ガイドローラ7の部分で側ストランド21が心ワイヤ2cの周囲に巻き付き、図3に示す3+(1×3)構造のスチールコード20が形成される。スチールコード20は、引き取りキャプスタン12で引き取られながら、矯正ロール(図示せず)を通過して形状を整えられ、巻き取りトラバース14を介して巻き取りボビン16に巻き取られる。
【0020】
図2はゴム複合体としてスチールコードが埋め込まれたタイヤの製造方法を示す工程図である。複数本(2本又は3本)の心ワイヤ2cを撚り合わせることなく引き揃え、この外周に複数本(2本以上)の側ワイヤ2sを撚り合わせ、n+(1×m)構造のスチールコードを作製する。作製したスチールコードをゴムシート上にすだれ状に引き揃え、2枚のゴムシートの間に挟み込んで圧力を掛け、ゴム複合体シートとする(カレンダリング工程S1)。このゴム複合体シートを所定のサイズに切断する(工程S2)。これらをタイヤ成型機上で生ゴムタイヤ(グリーンタイヤ)の適所にそれぞれ組み込み、所定の形状に成形する(工程S3)。所定の加硫温度に加熱してゴムを硬化させる(工程S4)。これにより最終製品のタイヤを得る。
【0021】
次に、実施例、比較例および従来例の各サンプルコードについてそれぞれ説明する。
【0022】
(実施例1)
実施例1として、図1の装置1を用いて2+(1×2)構造のスチールコードを製造した。原料ワイヤとして、JIS G3502に規定されたピアノ線にブラスめっきしたワイヤを伸線加工して0.23mmとしたものを用いた。
【0023】
(実施例2)
実施例2として、図1の装置1を用いて2+(1×3)構造のスチールコードを製造した。上記と同様の原料ワイヤを用いた。
【0024】
(実施例3)
実施例3として、図1の装置1を用いて3+(1×2)構造のスチールコードを製造した。上記と同様の原料ワイヤを用いた。
【0025】
(実施例4)
実施例4として、図1の装置1を用いて3+(1×3)構造のスチールコードを製造した。上記と同様の原料ワイヤを用いた。
【0026】
(比較例)
比較例として、図1の装置1を用いて4+(1×3)構造のスチールコードを製造した。上記と同様の原料ワイヤを用いた。
【0027】
(従来例)
従来例として、図7の装置30を用いて2+2構造のスチールコードを製造した。上記と同様の原料ワイヤを用いた。装置30は、複数の送給リール35を内蔵したIn-Out型バンチャー撚り線機33と、撚り線機33の入口側に設けられた複数の送給リール31と、撚り線機33の出口側に設けられたキャプスタン37および巻取ボビン38を備えている。
【0028】
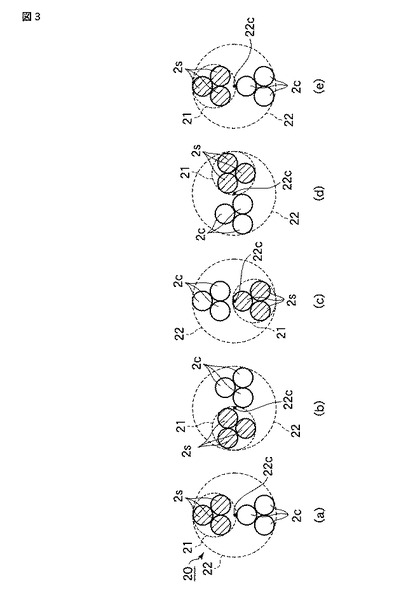
図3は3+(1×3)構造のスチールコード(実施例4)を示す断面図である。この実施例4のスチールコード20は上記のバンチャー撚り線機10を用いて製造される。図3の(a)〜(e)に、1撚りピッチ長さにおけるコード断面内のワイヤ位置を1/4ピッチ毎に模式的に示した。横断面においてD=0.956mmの直径を有する外接円筒22の中心22cは、図3の(a)〜(e)に示すように、スチールコードの中心とほぼ一致する。
【0029】
図4は2+(1×2)構造のスチールコード(実施例1)を示す断面図である。この実施例1のスチールコード20Aも図1の撚り線機10を用いて製造される。図4の(a)〜(e)に、1撚りピッチ長さにおけるコード断面内のワイヤ位置を1/4ピッチ毎に模式的に示した。本実施例1でも上記と同様に横断面においてD=0.920mmの直径を有する外接円筒の中心は、スチールコードの中心とほぼ一致する。
【0030】
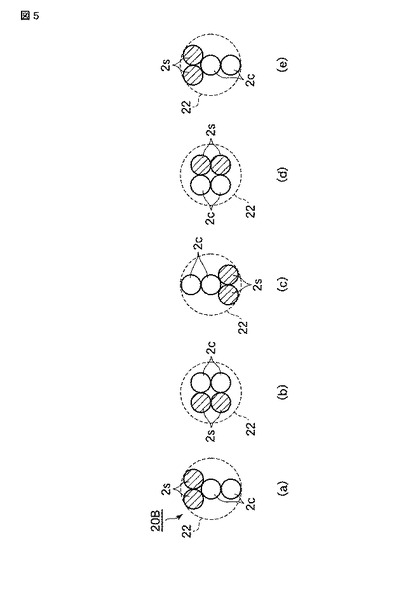
図5は2+2構造のスチールコード(従来例)を示す断面図である。この従来例のスチールコード20Bは図7の装置30を用いて製造される。図5の(a)〜(e)に、1撚りピッチ長さにおけるコード断面内のワイヤ位置を1/4ピッチ毎に模式的に示した。
【0031】
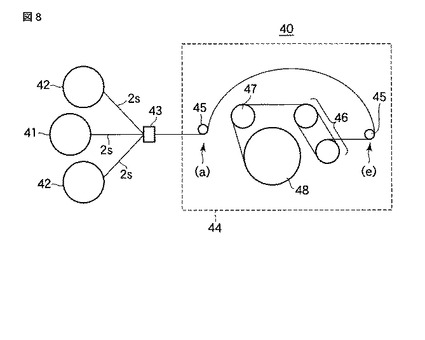
図6は従来の1×3構造のスチールコードを示す断面図である。この従来例のスチールコード20Cは図8の装置40を用いて製造される。装置40は、キャプスタン37、トラバース47および巻取ボビン48を内蔵した撚り線機44と、撚り線機44の入口側に設けられた複数の送給リール42と、を備えている。
【0032】
図6の(a)〜(e)に、1撚りピッチ長さにおけるコード断面内のワイヤ位置を1/4ピッチ毎に模式的に示した。
【0033】
(ゴム複合体の製造)
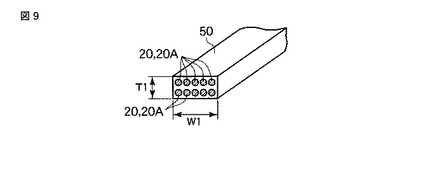
上記のサンプルコード20,20Aを長さ500mmに切断し、切断したスチールコード5本をゴムシート(厚さ2mm、幅12mm、長さ450mm)上におよそ0.8mmピッチ間隔で平行に敷き並べ、その上にゴムシート(厚さ1mm、幅12mm、長さ450mm)を載せ、さらに5本のスチールコードを前記と同様に敷き並べ、その上にゴムシート(厚さ2mm、幅12mm、長さ450mm)を載せ、この積層体を加硫成型した。加硫温度は約130℃とした。加硫成型後、ゴムシートの外側にはみ出したスチールコードを切断除去し、図9に示すように、厚さ6mm、幅12mm、長さ450mmで、内部に5本のスチールコード層を2層備えたゴム複合体50を得た。
【0034】
(耐疲労性の評価)
次に、図10の(a)(b)(c)を参照して上記のようにして作製したゴム複合体の耐久性を評価するための耐疲労性試験について説明する。
上記のゴム複合体50を試験サンプルとして使用し、これを試験片とした。図10の(a)に示すように、試験片50の両端を疲労試験機60のチャック61で把持し、試験片50の中央部分をロール62に掛けわたす。試験片50に規定の負荷がかかるようにロール62を一定の力で引っ張りながら、図10の(b)と(c)に示すようにチャック61を1サイクル/秒の速度で交互に上下動させる。繰り返し回数が規定値(例えば1万回)に到達したところで試験を停止し、試験片50を解体する。試験片内でロール62に近い層の5本のスチールコードにおいて、ワイヤが破断している箇所の数を計数して、従来例の破断箇所数との比較により耐疲労性の評価を行った。耐疲労性は従来例を基準値の100%とした。
【0035】
(減衰特性の評価)
ベルトコードの減衰率は、次に述べる方法で測定したものを採用する。
【0036】
先ず、ダイナミック・シグナル・アナライザ(図示せず)、トラッカー・メインユニット(図示せず)、オシロスコープ(図示せず)及びレーザドップラ速度計78をそれぞれ準備し、これらの機器類を配線で互いに接続して測定システム70を構築する。
【0037】
図10の(a)に示すように、ベルトコードのサンプル20,20Aの長さを300mm+2α(α=約10mm)とし、これを300mm離れた一方の支持具72の上部V字底から他方の支持具72の上部V字底までの間に掛け渡し、支持具72から外側に食み出した両端部に500gの重り74をそれぞれ取り付ける。
【0038】
さらに振動の変位をレーザドップラ速度計78により測定するために、サンプル20,20Aの長さ方向中央に反射テープ76を貼りつける。振動は、サンプル20,20Aの一方端から約50mm離れた部位に長さ20mmの糸77を付け、この糸77の下端部を手で持ち20mm下方に引っ張って放すことにより与える。これによりサンプル20,20Aは、図10の(b)に示すように上下に振動し、接近したり離れたりする反射テープ76からの光をレーザドップラ速度計78で検出し、この検出信号に基づいて振動波形がオシロスコープに表示・記録される。このようにして得られた振動減衰の測定結果と下式(2)とを用いて減衰率を求める。
【0039】
減衰率(%)=(ω1−ω2)/ω1×100 …(2)
但し、ω1:振動入力直後の波の高さ、
ωn:振動入力から0.2秒後の波の高さ、
上式(2)から得られる減衰率(%)は、数値が大きくなるほど入力振動が減衰しやすいことを表わすパラメータである。このパラメータはタイヤの乗り心地性能を評価するための指標となるものである。減衰率が過小になると、走行中の振動によるブルブル感が解消されず、ダンピング性能が悪化して乗り心地性能と操縦安定性能が共に低下する。一方、減衰率が過大になると、減衰性能が過大になり、硬くポンポンと跳ねる感じがして乗り心地性能の低下を招来しやすい傾向がある。
【0040】
(評価結果)
表1にコード構成および評価試験結果を示した。
【0041】
実施例1は、耐疲労性が113%となって従来例のそれ(100%)を上回り、減衰率が83%となって従来例のそれ(77%)を上回った。
【0042】
実施例2は、耐疲労性が従来例と同程度であったが、減衰率が86%となって従来例のそれを上回った。
【0043】
実施例3は、耐疲労性が194%となって従来例のそれを上回り、減衰率が83%となって従来例のそれを上回った。
【0044】
実施例4は、耐疲労性が168%となって従来例のそれを上回り、減衰率が88%となって従来例のそれを上回った。
【0045】
比較例は、減衰率が94%となって従来例を上回ったが、耐疲労性は83%となって従来例より劣る結果となった。
【表1】

【産業上の利用可能性】
【0046】
本発明方法は、トラック、バス、中型・大型の乗用車のタイヤを補強するためのスチールコードの製造に利用可能である。
【図面の簡単な説明】
【0047】
【図1】本発明のスチールコードの製造方法に用いられる装置を模式的に示す概略構成図。
【図2】スチールコードが埋め込まれたタイヤの製造方法を示す工程図。
【図3】(a)〜(e)は実施例の3+(1×3)構造のスチールコードの1撚りピッチ長さにおけるコード断面内のワイヤ位置を1/4ピッチ毎に模式的に示した模式図。
【図4】(a)〜(e)は従来例の2+(1×2)構造のスチールコードの1撚りピッチ長さにおけるコード断面内のワイヤ位置を1/4ピッチ毎に模式的に示した模式図
【図5】(a)〜(e)は従来例の2+2構造のスチールコードの1撚りピッチ長さにおけるコード断面内のワイヤ位置を1/4ピッチ毎に模式的に示した模式図。
【図6】(a)〜(e)は従来例の1×3構造のスチールコードの1撚りピッチ長さにおけるコード断面内のワイヤ位置を1/4ピッチ毎に模式的に示した模式図。
【図7】従来のスチールコードの製造方法に用いられる装置を模式的に示す概略構成図。
【図8】従来のスチールコードの製造方法に用いられる他の装置を模式的に示す概略構成図。
【図9】耐疲労性評価試験および減衰率評価試験に用いられる試験片を示す斜視図。
【図10】(a)(b)(c)は耐疲労性評価試験の概要を示す図。
【図11】(a)と(b)は減衰率評価試験の概要をそれぞれ示す図。
【符号の説明】
【0048】
1…スチールコード製造装置、
2c…心ワイヤ、
2s…側ワイヤ、
3,5…送給リール、6…ボイス、
10…バンチャー撚線機、
12…キャプスタン、
14…トラバース、
16…巻取ボビン、
20,20A…スチールコード、
21…側ストランド、
22…外接円筒、22c…中心軸、
30…In-Out型バンチャー撚り線機(スチールコード製造装置)、
31…ワイヤボビン、
33…ロータ、
35…ワイヤボビン、
37…キャプスタン、
38…巻取ボビン、
40…撚り線機(スチールコード製造装置)、
41,42…送給リール、
44…撚り線機、
46…キャプスタン、
47…トラバース、
48…巻取ドラム、
50…試験片、
60…耐疲労性試験装置、
70…減衰特性試験装置。
【技術分野】
【0001】
本発明は、車両用タイヤの補強に用いられるスチールコード及びその製造方法に関する。
【背景技術】
【0002】
スチールコードをゴムシート中に埋め込み加工した車両用タイヤでは、相互に隣接するワイヤが互いに擬触して摩耗する所謂フレッティングを生じると共に、その表面部分のゴム部が損傷されると外部からスチールコードの間隙に水が浸入して錆が発生し、この錆によってゴムが剥離し易くなり、タイヤなどの耐疲労性が低下するなどの問題を生じる。このため、型付けなどによりワイヤとワイヤとの間に適当な間隙を設けて、この間隙にゴムを浸透させ、ワイヤ相互間における直接の接触を回避するようにしている。
【0003】
特許文献1は、フレッティングを抑制し、耐疲労性を向上させることを目的として、心ワイヤの外周に過剰形付けした側ワイヤを撚り合わせた2+2構造のスチールコードを提案している。しかし、特許文献1の2+2構造のスチールコードを製造するためには、図7に示すIn-Out型バンチャー撚り線機と称する特殊な撚り線機を用いるが、このIn-Out型バンチャー撚り線機30では、原料となるワイヤの一部を機械の内部に入れる必要がある。このため、製造コストが高くなり、低コスト化することが難しい。
【0004】
特許文献2は、心ワイヤ束が撚り合わされないN+M構造(N=2〜5、M=1〜3)のスチールコードを提案している。このN+M構造のスチールコードは、心ワイヤ束を撚り合わさない状態で、各断面のコード外接円の中心が略直線上に存在するように、心ワイヤ束が螺旋状にうねり、その周囲に側ワイヤ束が撚り合わされている。しかし、特許文献2のN+M構造のスチールコードは、図7に示す撚り線機30を用いて製造されているため、低コスト化が難しい。
【0005】
1×N構造のスチールコードの製造にOut-In型バンチャー撚り線機を用いると、原料ワイヤを大型化することができ、低コスト化が可能になる。1×N構造のスチールコードは、錆による耐疲労性の低下を防止するために、コード中心にゴムを浸透させ得るオープン構造とすることが提案されている。しかし、オープン構造は振動減衰性能に劣るためタイヤの乗り心地を悪くする。タイヤの乗り心地性能は、タイヤの振動の収まりやすさの指標であるダンピング性能(減衰性能)に大きく依存する。例えば、特許文献3のタイヤでは、ビード部のビードコアから半径方向外方に延びるビードエーベックスゴムの動的弾性率を規制することによって、タイヤの減衰性能を改善し、乗り心地性能を高めている。しかし、特許文献3ではタイヤゴム層の減衰性能には着目しているが、ベルトコードなどのタイヤコードそのものの特性について、これをタイヤの減衰性能に関連付けて着目したものではない。
【特許文献1】特開平4−370283号公報
【特許文献2】特許第3708379号公報
【特許文献3】特公昭56−3806号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明は上記の課題を解決するためになされたものであり、低コスト化が可能な撚り線機を用いて製造することができ、優れた耐疲労性と減衰特性を兼ね備えたスチールコード及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明に係るスチールコードは、互いに撚り合わされることなく集合されたn本の心ワイヤと、前記心ワイヤと実質的に同じ直径dであり、互いに撚り合わされ、かつ前記心ワイヤの周囲に巻き付けるように撚り合わされたm本の側ワイヤと、を有し、前記心ワイヤおよび側ワイヤが下式(1)で定義される直径Dの外接円筒の内側にそれぞれ存在し、スチールコードの長手に沿ってスチールコードの中心が前記外接円筒の中心軸とほぼ一致することを特徴とする。
【0008】
D=d[3+1/cos{π/2(1−2/m)}] …(1)
本発明に係るスチールコードの製造方法は、(i)m本の側ワイヤを撚り合わせて側ストランドを形成する工程と、(ii)前記n本の心ワイヤを撚り合せることなく前記バンチャー撚り線機に送り、前記n本の心ワイヤの周囲に前記側ストランドを撚り合わせ、前記n本の心ワイヤと前記心ワイヤと実質的に同径であるm本の側ワイヤとが、式D=d[3+1/cos{π/2(1−2/m)}]で定義される直径Dの外接円筒の内側にそれぞれ存在し、スチールコードの長手に沿ってスチールコードの中心が前記外接円筒の中心軸とほぼ一致するようにn+(1×m)構成のスチールコードを得る工程と、を有することを特徴とする。
【0009】
本発明では、心ワイヤと側ワイヤが、上式(1)で定義される直径D(mm)の外接円筒の内側に存在し、スチールコードの長手に沿ってスチールコード断面の中心を前記外接円筒の中心軸とほぼ一致させているので、心構造および側ストランドへの応力負荷が均等になり、コードの耐疲労性が向上する。
【0010】
また、本発明では、オープン構造になっていないため、ワイヤ同士が適度な接触を保ち、振動減衰性能に優れる。
【0011】
さらに、本発明では、nを2又は3のいずれかの整数とし、mを2以上の整数とし、さらにn+mの合計数を6以下とすることができる。スチールコードの構成を2+(1×2)、2+(1×3)、2+(1×4)、3+(1×2)、3+(1×3)とすることにより、耐疲労性に優れ、減衰率評価試験(乗り心地性)においても優秀な結果が得られる(表1)。とくに3+(1×3)および2+(1×2)構成のスチールコードは、心ストランドと側ストランドとの強度バランスが良好であり、耐疲労性および乗り心地性が大幅に向上する。
【0012】
しかし、心ワイヤまたは側ワイヤのいずれかを1本のみにすると、所望レベルの破断強度を得るためにはワイヤ径が太くなってしまい、耐疲労性が悪化する。
【0013】
また、心ワイヤを4本以上にすると、撚り合わせる側ストランドに追従して心ワイヤが撚り方向に変位し難くなるため、コード横断面において外接円筒の中心がコード中心に一致しなくなり、耐疲労性が悪化する。
【0014】
また、側ストランドの構成を1×5以上にすると、心部と側部との強度バランスを良好に保つことが困難になる。このため本発明では、側ストランドのワイヤ数の上限を4本にすることが望ましい。なお、心ワイヤと側ストランドの構成ワイヤとを実質的に同径にすると、側ワイヤの撚り合わせが容易になると共に、強度バランスが良好になる。
【発明の効果】
【0015】
本発明は、低コスト化が可能な撚り線機を使用可能で、優れた耐疲労性と減衰特性を兼ね備えたスチールコード及びその製造方法を提供できる。
【発明を実施するための最良の形態】
【0016】
以下、添付の図面を参照して本発明の好ましい実施の形態について説明する。
【0017】
図1は本発明のスチールコードの製造方法に用いられる装置を模式的に示す概略構成図である。
【0018】
スチールコード製造装置1は、パスラインの上流側から順に3つの送給リール5、ボイス6、3つの送給リール3およびOut-In型バンチャー撚り線機10を備えている。第1の送給リール5は、撚り線機10の(a)側入口の前に配置され、各リール5から側ワイヤ2sが1本ずつ引き出されるようになっている。第2の送給リール3は、撚り線機10の(e)側入口の前に配置され、各リール3から心ワイヤ2cが1本ずつ引き出されるようになっている。ボイス6は、主パスライン上を通過する複数のワイヤ2sを束ねて位置合せし、これらが互いに寄り添うようにして主パスラインに沿ってバンチャー撚り線機10に円滑に入っていくようにする案内部材としての役割を有している。バンチャー撚り線機10は、クレードルタイプの筐体内に、複数のガイドローラ7、引き取りキャプスタン12、巻き取りトラバース14および巻き取りボビン16を内蔵している。
【0019】
側ワイヤ2sには、ボイス6と(a)側のガイドローラ7との間で1回目の撚りが入り、(e)側のガイドローラ7を通過した後に2回目の撚りが入って所定のピッチになる。心ワイヤは撚り合わされることなく(e)側の入口から撚り線機10に入り、ガイドローラ7の部分で側ストランド21が心ワイヤ2cの周囲に巻き付き、図3に示す3+(1×3)構造のスチールコード20が形成される。スチールコード20は、引き取りキャプスタン12で引き取られながら、矯正ロール(図示せず)を通過して形状を整えられ、巻き取りトラバース14を介して巻き取りボビン16に巻き取られる。
【0020】
図2はゴム複合体としてスチールコードが埋め込まれたタイヤの製造方法を示す工程図である。複数本(2本又は3本)の心ワイヤ2cを撚り合わせることなく引き揃え、この外周に複数本(2本以上)の側ワイヤ2sを撚り合わせ、n+(1×m)構造のスチールコードを作製する。作製したスチールコードをゴムシート上にすだれ状に引き揃え、2枚のゴムシートの間に挟み込んで圧力を掛け、ゴム複合体シートとする(カレンダリング工程S1)。このゴム複合体シートを所定のサイズに切断する(工程S2)。これらをタイヤ成型機上で生ゴムタイヤ(グリーンタイヤ)の適所にそれぞれ組み込み、所定の形状に成形する(工程S3)。所定の加硫温度に加熱してゴムを硬化させる(工程S4)。これにより最終製品のタイヤを得る。
【0021】
次に、実施例、比較例および従来例の各サンプルコードについてそれぞれ説明する。
【0022】
(実施例1)
実施例1として、図1の装置1を用いて2+(1×2)構造のスチールコードを製造した。原料ワイヤとして、JIS G3502に規定されたピアノ線にブラスめっきしたワイヤを伸線加工して0.23mmとしたものを用いた。
【0023】
(実施例2)
実施例2として、図1の装置1を用いて2+(1×3)構造のスチールコードを製造した。上記と同様の原料ワイヤを用いた。
【0024】
(実施例3)
実施例3として、図1の装置1を用いて3+(1×2)構造のスチールコードを製造した。上記と同様の原料ワイヤを用いた。
【0025】
(実施例4)
実施例4として、図1の装置1を用いて3+(1×3)構造のスチールコードを製造した。上記と同様の原料ワイヤを用いた。
【0026】
(比較例)
比較例として、図1の装置1を用いて4+(1×3)構造のスチールコードを製造した。上記と同様の原料ワイヤを用いた。
【0027】
(従来例)
従来例として、図7の装置30を用いて2+2構造のスチールコードを製造した。上記と同様の原料ワイヤを用いた。装置30は、複数の送給リール35を内蔵したIn-Out型バンチャー撚り線機33と、撚り線機33の入口側に設けられた複数の送給リール31と、撚り線機33の出口側に設けられたキャプスタン37および巻取ボビン38を備えている。
【0028】
図3は3+(1×3)構造のスチールコード(実施例4)を示す断面図である。この実施例4のスチールコード20は上記のバンチャー撚り線機10を用いて製造される。図3の(a)〜(e)に、1撚りピッチ長さにおけるコード断面内のワイヤ位置を1/4ピッチ毎に模式的に示した。横断面においてD=0.956mmの直径を有する外接円筒22の中心22cは、図3の(a)〜(e)に示すように、スチールコードの中心とほぼ一致する。
【0029】
図4は2+(1×2)構造のスチールコード(実施例1)を示す断面図である。この実施例1のスチールコード20Aも図1の撚り線機10を用いて製造される。図4の(a)〜(e)に、1撚りピッチ長さにおけるコード断面内のワイヤ位置を1/4ピッチ毎に模式的に示した。本実施例1でも上記と同様に横断面においてD=0.920mmの直径を有する外接円筒の中心は、スチールコードの中心とほぼ一致する。
【0030】
図5は2+2構造のスチールコード(従来例)を示す断面図である。この従来例のスチールコード20Bは図7の装置30を用いて製造される。図5の(a)〜(e)に、1撚りピッチ長さにおけるコード断面内のワイヤ位置を1/4ピッチ毎に模式的に示した。
【0031】
図6は従来の1×3構造のスチールコードを示す断面図である。この従来例のスチールコード20Cは図8の装置40を用いて製造される。装置40は、キャプスタン37、トラバース47および巻取ボビン48を内蔵した撚り線機44と、撚り線機44の入口側に設けられた複数の送給リール42と、を備えている。
【0032】
図6の(a)〜(e)に、1撚りピッチ長さにおけるコード断面内のワイヤ位置を1/4ピッチ毎に模式的に示した。
【0033】
(ゴム複合体の製造)
上記のサンプルコード20,20Aを長さ500mmに切断し、切断したスチールコード5本をゴムシート(厚さ2mm、幅12mm、長さ450mm)上におよそ0.8mmピッチ間隔で平行に敷き並べ、その上にゴムシート(厚さ1mm、幅12mm、長さ450mm)を載せ、さらに5本のスチールコードを前記と同様に敷き並べ、その上にゴムシート(厚さ2mm、幅12mm、長さ450mm)を載せ、この積層体を加硫成型した。加硫温度は約130℃とした。加硫成型後、ゴムシートの外側にはみ出したスチールコードを切断除去し、図9に示すように、厚さ6mm、幅12mm、長さ450mmで、内部に5本のスチールコード層を2層備えたゴム複合体50を得た。
【0034】
(耐疲労性の評価)
次に、図10の(a)(b)(c)を参照して上記のようにして作製したゴム複合体の耐久性を評価するための耐疲労性試験について説明する。
上記のゴム複合体50を試験サンプルとして使用し、これを試験片とした。図10の(a)に示すように、試験片50の両端を疲労試験機60のチャック61で把持し、試験片50の中央部分をロール62に掛けわたす。試験片50に規定の負荷がかかるようにロール62を一定の力で引っ張りながら、図10の(b)と(c)に示すようにチャック61を1サイクル/秒の速度で交互に上下動させる。繰り返し回数が規定値(例えば1万回)に到達したところで試験を停止し、試験片50を解体する。試験片内でロール62に近い層の5本のスチールコードにおいて、ワイヤが破断している箇所の数を計数して、従来例の破断箇所数との比較により耐疲労性の評価を行った。耐疲労性は従来例を基準値の100%とした。
【0035】
(減衰特性の評価)
ベルトコードの減衰率は、次に述べる方法で測定したものを採用する。
【0036】
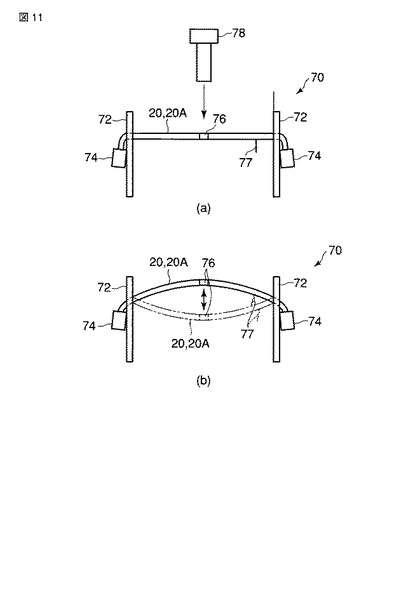
先ず、ダイナミック・シグナル・アナライザ(図示せず)、トラッカー・メインユニット(図示せず)、オシロスコープ(図示せず)及びレーザドップラ速度計78をそれぞれ準備し、これらの機器類を配線で互いに接続して測定システム70を構築する。
【0037】
図10の(a)に示すように、ベルトコードのサンプル20,20Aの長さを300mm+2α(α=約10mm)とし、これを300mm離れた一方の支持具72の上部V字底から他方の支持具72の上部V字底までの間に掛け渡し、支持具72から外側に食み出した両端部に500gの重り74をそれぞれ取り付ける。
【0038】
さらに振動の変位をレーザドップラ速度計78により測定するために、サンプル20,20Aの長さ方向中央に反射テープ76を貼りつける。振動は、サンプル20,20Aの一方端から約50mm離れた部位に長さ20mmの糸77を付け、この糸77の下端部を手で持ち20mm下方に引っ張って放すことにより与える。これによりサンプル20,20Aは、図10の(b)に示すように上下に振動し、接近したり離れたりする反射テープ76からの光をレーザドップラ速度計78で検出し、この検出信号に基づいて振動波形がオシロスコープに表示・記録される。このようにして得られた振動減衰の測定結果と下式(2)とを用いて減衰率を求める。
【0039】
減衰率(%)=(ω1−ω2)/ω1×100 …(2)
但し、ω1:振動入力直後の波の高さ、
ωn:振動入力から0.2秒後の波の高さ、
上式(2)から得られる減衰率(%)は、数値が大きくなるほど入力振動が減衰しやすいことを表わすパラメータである。このパラメータはタイヤの乗り心地性能を評価するための指標となるものである。減衰率が過小になると、走行中の振動によるブルブル感が解消されず、ダンピング性能が悪化して乗り心地性能と操縦安定性能が共に低下する。一方、減衰率が過大になると、減衰性能が過大になり、硬くポンポンと跳ねる感じがして乗り心地性能の低下を招来しやすい傾向がある。
【0040】
(評価結果)
表1にコード構成および評価試験結果を示した。
【0041】
実施例1は、耐疲労性が113%となって従来例のそれ(100%)を上回り、減衰率が83%となって従来例のそれ(77%)を上回った。
【0042】
実施例2は、耐疲労性が従来例と同程度であったが、減衰率が86%となって従来例のそれを上回った。
【0043】
実施例3は、耐疲労性が194%となって従来例のそれを上回り、減衰率が83%となって従来例のそれを上回った。
【0044】
実施例4は、耐疲労性が168%となって従来例のそれを上回り、減衰率が88%となって従来例のそれを上回った。
【0045】
比較例は、減衰率が94%となって従来例を上回ったが、耐疲労性は83%となって従来例より劣る結果となった。
【表1】
【産業上の利用可能性】
【0046】
本発明方法は、トラック、バス、中型・大型の乗用車のタイヤを補強するためのスチールコードの製造に利用可能である。
【図面の簡単な説明】
【0047】
【図1】本発明のスチールコードの製造方法に用いられる装置を模式的に示す概略構成図。
【図2】スチールコードが埋め込まれたタイヤの製造方法を示す工程図。
【図3】(a)〜(e)は実施例の3+(1×3)構造のスチールコードの1撚りピッチ長さにおけるコード断面内のワイヤ位置を1/4ピッチ毎に模式的に示した模式図。
【図4】(a)〜(e)は従来例の2+(1×2)構造のスチールコードの1撚りピッチ長さにおけるコード断面内のワイヤ位置を1/4ピッチ毎に模式的に示した模式図
【図5】(a)〜(e)は従来例の2+2構造のスチールコードの1撚りピッチ長さにおけるコード断面内のワイヤ位置を1/4ピッチ毎に模式的に示した模式図。
【図6】(a)〜(e)は従来例の1×3構造のスチールコードの1撚りピッチ長さにおけるコード断面内のワイヤ位置を1/4ピッチ毎に模式的に示した模式図。
【図7】従来のスチールコードの製造方法に用いられる装置を模式的に示す概略構成図。
【図8】従来のスチールコードの製造方法に用いられる他の装置を模式的に示す概略構成図。
【図9】耐疲労性評価試験および減衰率評価試験に用いられる試験片を示す斜視図。
【図10】(a)(b)(c)は耐疲労性評価試験の概要を示す図。
【図11】(a)と(b)は減衰率評価試験の概要をそれぞれ示す図。
【符号の説明】
【0048】
1…スチールコード製造装置、
2c…心ワイヤ、
2s…側ワイヤ、
3,5…送給リール、6…ボイス、
10…バンチャー撚線機、
12…キャプスタン、
14…トラバース、
16…巻取ボビン、
20,20A…スチールコード、
21…側ストランド、
22…外接円筒、22c…中心軸、
30…In-Out型バンチャー撚り線機(スチールコード製造装置)、
31…ワイヤボビン、
33…ロータ、
35…ワイヤボビン、
37…キャプスタン、
38…巻取ボビン、
40…撚り線機(スチールコード製造装置)、
41,42…送給リール、
44…撚り線機、
46…キャプスタン、
47…トラバース、
48…巻取ドラム、
50…試験片、
60…耐疲労性試験装置、
70…減衰特性試験装置。
【特許請求の範囲】
【請求項1】
互いに撚り合わされることなく集合されたn本の心ワイヤと、
前記心ワイヤと実質的に同じ直径dであり、互いに撚り合わされ、かつ前記心ワイヤの周囲に巻き付けるように撚り合わされたm本の側ワイヤと、を有し、
前記心ワイヤおよび側ワイヤが下式で定義される直径Dの外接円筒の内側にそれぞれ存在し、スチールコードの長手に沿ってスチールコードの中心が前記外接円筒の中心軸とほぼ一致することを特徴とするスチールコード。
D=d[3+1/cos{π/2(1−2/m)}]
【請求項2】
前記nを2又は3のいずれかの整数とし、前記mを2以上の整数とし、かつ前記n+mの合計数を6以下とすることを特徴とする請求項1記載のスチールコード。
【請求項3】
m本の側ワイヤを撚り合わせて側ストランドを形成する工程と、
前記n本の心ワイヤを撚り合せることなく前記バンチャー撚り線機に送り、前記n本の心ワイヤの周囲に前記側ストランドを撚り合わせ、前記n本の心ワイヤと前記心ワイヤと実質的に同径であるm本の側ワイヤとが、式D=d[3+1/cos{π/2(1−2/m)}]で定義される直径Dの外接円筒の内側にそれぞれ存在し、スチールコードの長手に沿ってスチールコードの中心が前記外接円筒の中心軸とほぼ一致するようにn+(1×m)構成のスチールコードを得る工程と、
を有することを特徴とするスチールコードの製造方法。
【請求項4】
前記nを2又は3のいずれかの整数とし、前記mを2以上の整数とし、かつ前記n+mの合計数を6以下とすることを特徴とする請求項3記載の方法。
【請求項1】
互いに撚り合わされることなく集合されたn本の心ワイヤと、
前記心ワイヤと実質的に同じ直径dであり、互いに撚り合わされ、かつ前記心ワイヤの周囲に巻き付けるように撚り合わされたm本の側ワイヤと、を有し、
前記心ワイヤおよび側ワイヤが下式で定義される直径Dの外接円筒の内側にそれぞれ存在し、スチールコードの長手に沿ってスチールコードの中心が前記外接円筒の中心軸とほぼ一致することを特徴とするスチールコード。
D=d[3+1/cos{π/2(1−2/m)}]
【請求項2】
前記nを2又は3のいずれかの整数とし、前記mを2以上の整数とし、かつ前記n+mの合計数を6以下とすることを特徴とする請求項1記載のスチールコード。
【請求項3】
m本の側ワイヤを撚り合わせて側ストランドを形成する工程と、
前記n本の心ワイヤを撚り合せることなく前記バンチャー撚り線機に送り、前記n本の心ワイヤの周囲に前記側ストランドを撚り合わせ、前記n本の心ワイヤと前記心ワイヤと実質的に同径であるm本の側ワイヤとが、式D=d[3+1/cos{π/2(1−2/m)}]で定義される直径Dの外接円筒の内側にそれぞれ存在し、スチールコードの長手に沿ってスチールコードの中心が前記外接円筒の中心軸とほぼ一致するようにn+(1×m)構成のスチールコードを得る工程と、
を有することを特徴とするスチールコードの製造方法。
【請求項4】
前記nを2又は3のいずれかの整数とし、前記mを2以上の整数とし、かつ前記n+mの合計数を6以下とすることを特徴とする請求項3記載の方法。
【図1】


【図2】
【図3】
【図4】

【図5】
【図6】

【図7】

【図8】
【図9】
【図10】

【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2007−231436(P2007−231436A)
【公開日】平成19年9月13日(2007.9.13)
【国際特許分類】
【出願番号】特願2006−52729(P2006−52729)
【出願日】平成18年2月28日(2006.2.28)
【出願人】(000003528)東京製綱株式会社 (139)
【Fターム(参考)】
【公開日】平成19年9月13日(2007.9.13)
【国際特許分類】
【出願日】平成18年2月28日(2006.2.28)
【出願人】(000003528)東京製綱株式会社 (139)
【Fターム(参考)】
[ Back to top ]