
スチールコード及び空気入りラジアルタイヤ

【課題】耐久性を向上しながら、タイヤの軽量化の要求を満たすことができるスチールコード、及びそれを用いた空気入りラジアルタイヤを提供する。
【解決手段】無撚で引き揃えられた2本の同径の第1フィラメント11,12の周囲に、n本の第2フィラメント13を螺旋状に巻き付けてなる2+n構造(1≦n≦5)のスチールコードにおいて、第1フィラメント11,12を第2フィラメント13の螺旋状の巻き付けと同じピッチPで螺旋状に型付けし、第1フィラメントの径dに対するその螺旋状振幅の断面における最大幅Hrの比Hr/dの百分率で表される型付け率を200±25%に設定して、コード軸方向における外接円Sの中心O1が該コード軸方向において常にほぼ一直線L上に位置するように各フィラメント11,12,13を配してなり、かつ、コード径が0.75mm以下であるスチールコード。
【解決手段】無撚で引き揃えられた2本の同径の第1フィラメント11,12の周囲に、n本の第2フィラメント13を螺旋状に巻き付けてなる2+n構造(1≦n≦5)のスチールコードにおいて、第1フィラメント11,12を第2フィラメント13の螺旋状の巻き付けと同じピッチPで螺旋状に型付けし、第1フィラメントの径dに対するその螺旋状振幅の断面における最大幅Hrの比Hr/dの百分率で表される型付け率を200±25%に設定して、コード軸方向における外接円Sの中心O1が該コード軸方向において常にほぼ一直線L上に位置するように各フィラメント11,12,13を配してなり、かつ、コード径が0.75mm以下であるスチールコード。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、スチールコード及び空気入りラジアルタイヤに関し、より詳しくは主としてラジアルタイヤのベルトやサイドウォールの補強材として用いられるゴム侵入性を向上しつつ、軽量化効果や耐疲労性に優れるスチールコード、及びそのスチールコードを用いた軽量化と耐久性を向上した空気入りラジアルタイヤに関する。
【背景技術】
【0002】
空気入りラジアルタイヤは、トレッド部のカーカス外周側のトレッドゴムとの間に、スチールコードからなる複数のベルトプライを、コードを交差させた状態で積層してなるベルトを有するのが一般的である。近年の空気入りラジアルタイヤ、特に乗用車用タイヤにおいては、軽量化、乗り心地の向上、低価格化などの市場要求が強く、これを受けて、ベルト層に用いるスチールコードの単純化の動きが加速している。
【0003】
従来、乗用車用タイヤのベルトプライに用いられるスチールコードとしては、1×n構造(n=3〜5)のものが一般的であったが、1×n構造のスチールコードでは、コードを構成する素線、すなわちフィラメントの間隔が狭いために、ゴムの浸透性が悪くなり、水分の浸透に伴うスチールコードの腐食の進行が避けられず、これにより耐久性が低下するという問題がある。そのため、引き揃えたフィラメント束の周囲に螺旋状にフィラメントを巻き付けたm+n構造、例えば2+n構造のスチールコードをベルトプライに用いることが行われている。
【0004】
しかしながら、従来の2+n構造では、コード外接円の中心がコード軸方向において一直線上に配置されておらず、そのため、コード径が大きくなり、ゴム被覆したときのトッピングシートが厚くなって、軽量化や低価格化が困難であった。
【0005】
詳細には、図6に示す従来の2+1構造のスチールコード2では、無撚で引き揃えられた2本のフィラメント21,22が型付け率100〜120%程度で型付けされている。この場合、2本のフィラメント21,22の接点Xが実質的に同一直線L上に配置されるので、スチールコード2の外接円の中心O2とコード軸芯Lとが一致と不一致を長手方向に繰り返すことになる。このため、コード表面のフィラメントの凹凸程度が大きくなり、その結果、コードの外径D2が大きくなってゴム被覆時のゴム厚み(使用量)が厚くなり、タイヤの質量増とコスト上昇を来すものとなる。また、従来の2+1構造のコード2では、コード軸芯Lに対して断面非対称な形状(B、D線部)をとることから、特に耐屈曲疲労性に劣る傾向が避けられず、さらに無撚で引き揃えられた2本のフィラメント21,22がほぼ直線状を呈するため耐疲労性に不利となっている。
【0006】
かかる問題を解決するため、下記特許文献1には、N(N=2〜5)+M(M=1〜3、N≧M)構造において、無撚の第1のワイヤ束を長手方向に螺旋状に型付けし、この束に第2のワイヤ束を巻き付け、コード外接円の中心が略直線上に存するようにしたスチールコードが開示されている。しかしながら、この文献では、芯となる第1のワイヤ束は、具体例としては3本又は4本のフィラメントで構成されており、その場合、第1のワイヤ束の中心部にゴムが侵入できない空隙が生じ、耐食耐久性を確保できないと問題がある。また、コード径が大きく、最近の更なる軽量化の要求を十分に満足するには至っていない。
【0007】
一方、下記特許文献2には、無撚で引き揃えた2本のフィラメントの周囲にn本のフィラメントを螺旋状に巻き付けてなる2+n構造のスチールコードにおいて、コード軸方向における外接円の中心が、コード軸方向において常にほぼ一直線上に位置するように各フィラメントを配置したものが開示されている。しかしながら、この文献では、無撚の2本のフィラメントにおける螺旋状振幅の型付け率が150±5%に設定されており、コードの小径化が十分とはいえず、実施例でもコード径は0.83mmと大きく、最近の更なる軽量化の要求を十分に満足するには至っていない。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2001−098480号公報
【特許文献2】特開2007−023402号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、このような実状に鑑みてなされたものであり、スチールコードのゴム侵入化によりタイヤの耐久性、特にベルト部の外傷による耐食耐久性を向上しながらコード軸方向の形状均一化を図り、タイヤの軽量化の要求を満たすことができるスチールコード、及びそのスチールコードを補強材に用いた空気入りラジアルタイヤを提供することを目的とするものである。
【課題を解決するための手段】
【0010】
本発明に係るスチールコードは、無撚で引き揃えられた2本の同径の第1フィラメントの周囲に、n本の第2フィラメントを螺旋状に巻き付けてなる2+n構造(1≦n≦5)のスチールコードにおいて、前記無撚の2本の第1フィラメントは、前記n本の第2フィラメントの螺旋状の巻き付けと同じピッチで螺旋状に型付けされており、該第1フィラメントの径に対する該第1フィラメントの螺旋状振幅の断面における最大幅の比の百分率で表される型付け率が200±25%であり、前記スチールコードのコード軸方向における外接円の中心が、該コード軸方向において常にほぼ一直線上に位置するように前記第1フィラメントと第2フィラメントが配されてなり、コード径が0.75mm以下であることを特徴とする。
【0011】
本発明に係る空気入りラジアルタイヤは、上記のスチールコードを補強材として用いたことを特徴とするものである。
【発明の効果】
【0012】
本発明のスチールコードによれば、2+n構造を採用することでコード内へのゴム侵入を確実にし、タイヤの耐食耐久性を向上することができる。また、2本の無撚の第1フィラメントに上記特定の型付けによる螺旋状のうねりを付与したことにより、コード表面の凹凸を低減してコード軸方向の表面形状均一化を図ることができ、屈曲疲労性を改善することができる。更には、従来にも増してコード径を小さくすることで、被覆ゴムの厚み(ゴム使用量)を減じて、タイヤの軽量化とコスト低減を図ることができる。
【図面の簡単な説明】
【0013】
【図1】本発明の一実施形態に係るスチールコードの側面図である。
【図2】同スチールコードの1/4ピッチ毎の断面図である。
【図3】型付け率を説明するための説明図である。
【図4】同スチールコードの製造装置の一例を模式的に示す説明図である。
【図5】他の実施形態に係るスチールコードの1/4ピッチ毎の断面図である。
【図6】従来例のスチールコードの1/4ピッチ毎の断面図である。
【発明を実施するための形態】
【0014】
以下、本発明の実施形態について図面を参照して説明する。
【0015】
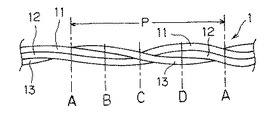
図1,2に示されるように、実施形態に係るスチールコード1は、無撚で引き揃えられた2本の第1フィラメント11,12の周囲に、1本の第2フィラメント13を螺旋状に巻き付けてなる2+1構造のスチールコードである。
【0016】
ここで、本発明に係るスチールコードにおいては、かかる2+1構造の他に、2+2、2+3、2+4、2+5構造というように2+n構造(1≦n≦5)で表されるスチールコード構造が採用されてもよい。このように芯となる第1フィラメントを2本で構成することにより、コード内へのゴム侵入性に優れる。すなわち、芯となる第1フィラメントが3本以上になると、芯の中央部にゴムが入り込まない空隙が生じ、耐食耐久性が損なわれる。一方、芯となる第1フィラメントが1本であると、芯フィラメントにかかる負荷が大きくなって耐疲労性が低下するので、2本とすることで耐疲労性を向上することができる。また、該第1フィラメントの周りに巻き付ける第2フィラメントについては、n=6本以上になると2本の第1フィラメントの周囲に多くのフィラメントが巻き付けられるのでコード内へのゴム侵入性が困難となる。第2フィラメントの本数は4本以下であることが好ましく、より好ましくは1本又は2本である。
【0017】
本実施形態に係るスチールコード1において、上記2本の第1フィラメント11,12としては、同径、即ちフィラメント径dが等しいものが用いられる。第2フィラメント13についても、通常は、第1フィラメント11,12と同径のものが用いられ、すなわち、スチールコード1は、全て同径のフィラメント11,12,13で構成されることが好ましい。
【0018】
上記の無撚で引き揃えられた2本の第1フィラメント11,12は、1本の第2フィラメント13の螺旋状の巻き付けと同じピッチPで螺旋状に型付けされている。詳細には、2本の第1フィラメント11,12は、互いに平行に接触してその接触状態を保ちながら、所定のピッチP及び振幅で螺旋状の型付けが付与されており、その螺旋状のうねりに沿って1本の第2フィラメント13が上記と同じピッチPで2本の第1フィラメント11,12の周囲に巻き付けられている。
【0019】
また、平行に引き揃えられた上記2本の第1フィラメント11,12は、コード軸芯Lを中心にして螺旋状に型付けされている。この例では、各第1フィラメント11,12の螺旋状における断面がそれぞれ楕円状(長円状)をなすように型付けされており、その螺旋状振幅の型付け率が200±25%(即ち、175〜225%)に設定されている。
【0020】
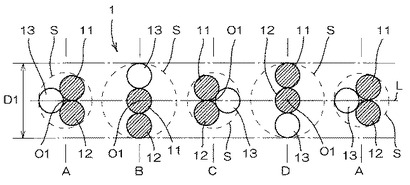
これにより、図2に示すように、スチールコード1は、コード軸方向における外接円Sの中心O1が、コード軸方向において常に一直線L上にほぼ位置するように配されている。すなわち、スチールコード1の外接円Sの中心O1とスチールコード1の軸芯Lとがほぼ一致するように、上記第1及び第2のフィラメント11,12,13が配置されている。
【0021】
この例では、スチールコード1は、1ピッチPに対する1/4ピッチ毎のA,B,C,D,A線におけるコード断面形状が図2に示すように、A,C線では、第1フィラメント11,12が略垂直方向に配置されるとともに、その垂直方向での中間位置における側方(即ち、水平位置)に第2フィラメント13が配されて、3本のフィラメント11,12,13が互いに他の2本のフィラメントと接触する三角形状に配置されている。また、B、D線では、3本のフィラメント11,12,13が略垂直方向に1列に配置されている。そして、このようなフィラメント配置が1ピッチP毎に周期的に繰り返されるよう構成されている。これにより、2本の第1フィラメント11,12とその周囲の第2フィラメント13の間にコード軸方向にゴムが十分に侵入する開放部が形成されるので、トレッド部の外傷などから浸入する水分のコード軸方向への浸透を防ぎ耐食疲労性を向上することができる。
【0022】
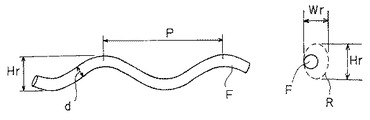
ここで、上記型付け率とは、各第1フィラメント11,12の径に対する当該第1フィラメントの螺旋状振幅の断面における最大幅の比の百分率のことである。上記のように、各第1フィラメント11,12の螺旋状における断面が楕円状をなしている場合、図3に示すように、楕円状Rをなす螺旋状断面におけるフィラメントFの上下方向(即ち、垂直方向)の振幅Hrと左右方向(即ち、水平方向)の振幅Wrのうち、より大きい方の振幅を最大幅(図示する例ではHr)として、これとフィラメント径dとの比、即ちHr/dの百分率で表される。
【0023】
本実施形態のスチールコード1であると、上記のように第1フィラメント11,12の型付け率を200±25%として、コード軸方向における外接円Sの中心O1をコード軸芯Lに沿わせて略一直線上に配置させたことにより、図2に示すように、第2フィラメント13の螺旋状断面における最大径であるコード見かけ外径D1が小さくなり、そのため、スチールコード1を小径化することができる。なお、第1フィラメント11,12の型付け率は、更なる小径化によるタイヤ軽量化のため、また耐久性の向上が図られる点より、200±15%であることが好ましい。
【0024】
本実施形態では、特に、かかる型付け率の設定を含めた上記フィラメント配置により、スチールコード1のコード径が0.75mm以下とされており、従来にも増して小径化が図られている。コード径が0.75mmを超えるものでは、タイヤの軽量化効果が不十分である。コード径は、0.70mm未満であることがより好ましい。コード径の下限は、特に限定されないが、通常は0.50mm以上である。ここで、コード径の測定は、JIS G3510(マイクロメータ法)に準じてなされるものであり、コード軸方向の端部を除く中心付近の任意の点、2カ所の径を直角2方向で測定した値の平均値をコード径とする。
【0025】
よって、本実施形態に係るスチールコード1であると、ゴム被覆を施し使用する時に、コード径が小さい分だけ、被覆ゴムの厚みを小さくすることができ、これにより被覆ゴムの使用量の節減が可能となり、タイヤの軽量化とコストダウンを図ることができる。
【0026】
また、本実施形態に係るスチールコード1であると、2本の無撚の第1フィラメント11,12に上記特定の型付けによる螺旋状のうねりを付与したことにより、図2に示すように、コード表面の凹凸を低減してコード軸方向の表面形状の均一化を図ることができる。すなわち、コード軸線に対するコード断面形状の対称性が得られるようになり、特に屈曲に対する耐疲労性を改善することができる。また、芯となる第1フィラメント11,12に螺旋状のうねりが付与されることで、圧縮や引張応力を緩和して耐疲労性を向上することができ、タイヤ走行中に石や金属など突起物を踏んだ時の衝撃を吸収しコード破断を防ぐことができる。
【0027】
本実施形態に係るスチールコード1に使用されるフィラメントの径、即ちフィラメント径dは、0.20〜0.32mmであることが好ましい。フィラメント径dが0.20mm未満であると、コード強力やベルト剛性が不足し、操縦安定性や転がり抵抗が不十分となるおそれがある。逆に、0.32mmを越えると、コード径の小径化が困難になるとともに、スチールコードが剛直になりすぎ、乗り心地や耐疲労性が低下するおそれがある。フィラメント径dは、より好ましくは0.23〜0.30mmである。
【0028】
また、無撚の2本の第1フィラメントの螺旋状型付けのピッチP、すなわちコードの撚りピッチPは、フィラメント径dの30〜80倍程度であることが好ましい。ピッチPがフィラメント径の30倍未満であると螺旋状の型付けが困難となりコード生産性が低下するおそれがあり、80倍を超えると耐疲労性を損なうおそれがある。より好ましくは、フィラメント径の30〜60倍程度である。
【0029】
また、スチールコード1に使用されるフィラメントは、強度(即ち、抗張力)が2800〜3400N/mm2の高強力スチールコードを使用することが好ましく、これにより、従来の2500〜2600N/mm2のスチールコードに対して強度上昇分に相当するコード使用量を削減でき、タイヤの軽量化をより促進するものとなる。強度が2800N/mm2未満では軽量化効果が十分に得られず、3400N/mm2を越えるとフィラメントの伸線加工性の悪化や強加工による脆性の低下により耐疲労性が損なわれ好ましくなく、またこのような問題が生じないとしてもコード使用量を減少し過ぎるとスチールベルトとしての剛性の低下により操縦安定性や転がり抵抗などのタイヤ特性に影響を及ぼすおそれがある。もちろん、従来の2500〜2600N/mm2程度のスチールコードを使用することもできる。
【0030】
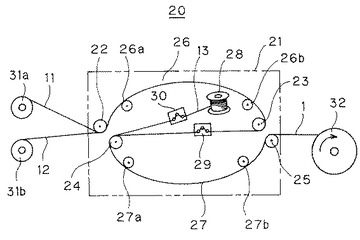
本実施形態のスチールコード1は、例えば図4に示すバンチャー式撚線機20を用いて製造することができる。この撚線機20は、撚線機本体21の回転の中心軸線上にガイドローラ22,23,24,25が設けられており、回転軸線の外側には前記ガイドローラと同一に回転するディスクローラ26a,26bと27a,27bを備えた弓状のループ26,27が設けられている。撚線機本体21内には、本体の回転とは無関係に定位置を保ち、第2フィラメント13を供給するための1個のフィラメント供給ボビン28が配置され、また第1及び第2フィラメント11,12,13に型付けを与える型付装置29,30が設けられている。そして、撚線機本体21の外側には、第1フィラメント11,12を供給するための2個のフィラメント供給ボビン31a,31bとコード巻き取り用の巻取りボビン32が設けられている。
【0031】
スチールコード1の製造に際しては、無撚の引き揃え束となる2本の第1フィラメント11,12がボビン31a,31bから引き出され撚線機本体21に導入され、ガイドローラ22→ディスクローラ26a→ディスクローラ26b→ガイドローラ23→型付装置29→ガイドローラ24→ディスクローラ27a→ディスクローラ27b→ガイドローラ25を通過して巻取りボビン32に巻き取られる。
【0032】
一方、巻き付け用の第2フィラメント13は、ボビン28から引き出され、型付装置30→ガイドローラ24→ディスクローラ27a→ディスクローラ27b→ガイドローラ25を通過して巻取りボビン32に巻き取られる。
【0033】
そして、撚線機本体21が回転することで2本のループ26,27が同時に回転しながら、ループ上のディスクローラ26a,26b,27a,27bが回転する状態で巻取りボビン32が回転しコード1は連続的に巻き取られる。
【0034】
上記過程において、ボビン31a,31bから引き出された第1フィラメント11,12は、ガイドローラ22、ディスクローラ26a,26b、ガイドローラ23を通過するまでに一方向の撚りがかけられ、そして、型付装置29を通過する際に型付け率200±25%の螺旋状に型付けが施される。
【0035】
一方、ボビン28から引き出された第2フィラメント13は型付装置30を通過する際に前記螺旋状と同一のピッチで型付けが施され、第1フィラメント11,12に引き合わされる。2本の第1フィラメント11,12はガイドローラ24,25を通過する間に逆方向に撚り戻されるため、第1フィラメント11,12は型付装置29による型付けのくせが残るだけの無撚の状態になる。第2フィラメント13はガイドローラ24,25を通過する間に2本の第1フィラメント11,12の周りに巻き付けられ2+1構造のスチールコード1としてボビン32に巻き取られる。なお、スチールコード1はバンチャー式撚線機でなくてもチューブラー式撚線機でももちろん製造することができる。
【0036】
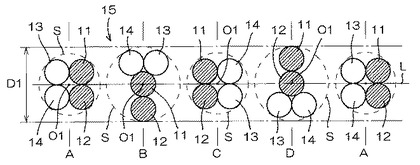
図5は、他の実施形態に係るスチールコード15を示したものである。この例では、無撚で引き揃えられた2本の第1フィラメント11,12の周囲に、2本の第2フィラメント13,14が螺旋状に巻き付けてなる2+2構造をなしている。
【0037】
無撚で引き揃えられた2本の第1フィラメント11,12は、2本の第2フィラメント13,14の螺旋状の巻き付けと同じピッチPで螺旋状に型付けされており、上記実施形態と同様、各第1フィラメント11,12の螺旋状振幅の型付け率が200±25%に設定されて、コード軸方向における外接円Sの中心O1が、コード軸方向において常に一直線L上にほぼ位置するように配されており、かつ、スチールコード15のコード径が0.75mm以下とされている。
【0038】
詳細には、この例では、スチールコード15は、1ピッチPに対する1/4ピッチ毎のA,B,C,D,A線におけるコード断面形状が図5に示すように、A,C線では、第1フィラメント11,12が略垂直方向に配置されるとともに、その側方に隣接させて(即ち、第1フィラメント11,12のそれぞれの水平位置に隣接させて)2本の第2フィラメント13,14が互いに略垂直方向に配置されており、4本のフィラメント11,12,13,14が正方形状に配置されている。また、B、D線では、2本の第1フィラメント11,12が略垂直方向に配置されるとともに、その上下いずれか一方側に2本の第2フィラメント13,14が互いに略水平方向に配置されている。そして、このようなフィラメント配置が1ピッチP毎に周期的に繰り返されるよう構成されている。
【0039】
この例では、コード軸芯Lを中心にして螺旋状に型付けされた無撚の2本の第1フィラメント11,12は、その螺旋状における断面がそれぞれ長円でない真円状をなしており、その螺旋状振幅の型付け率が200±25%(即ち、175〜225%)に設定されている。なお、この場合、第1フィラメント11,12の螺旋状の断面形状が円形状であるため、上記型付け率を求める際の螺旋状振幅の断面における最大幅は、当該円形状の直径となる。
【0040】
この図5に示す他の実施形態について、その他の構成及び作用効果は、図1〜4に示した上記実施形態と同様であるため、説明は省略する。
【0041】
本実施形態の空気入りラジアルタイヤは、上記のスチールコード1を補強材として用いたもので、乗用車タイヤのベルトを始めとして、サイド補強層やトラック・バス用等の大型タイヤのベルト、チェーハーなどの各種用途、部位の補強部材として使用され、ゴム侵入を確保した上で耐疲労性を向上し、タイヤの軽量化とコストダウンに寄与することができる。
【実施例】
【0042】
以下に本発明を実施例によって具体的に説明する。
【0043】
強度3000N/mm2で直径0.27mmのフィラメント、又は強度3100N/mm2で直径0.25mmのフィラメントを用い、下記表1に示す条件に従って、実施例、比較例及び従来例のスチールコードを作製した。
【0044】
詳細には、実施例1〜3、比較例1,2及び従来例では、直径0.27mmの3本のフィラメントを用い、無撚の2本のフィラメントの型付け率を変更して、2+1×0.27構造の各スチールコードを、バンチャー式撚線機を用いて作製した。実施例4,5及び比較例3,4では、直径0.25mmの4本のフィラメントを用い、無撚の2本のフィラメントの型付け率を変更して、2+2×0.25構造の各スチールコードを、バンチャー式撚線機を用いて作製した。比較例5では、直径0.27mmの3本のフィラメントをバンチャー式撚線機により一括撚りして、1×3構造のスチールコードを作製した。
【0045】
次ぎに、各スチールコードを19本/25mmの打ち込み数で、コード上下のゴム被覆厚みを一定として反幅1mにてカレンダー装置を用いてトッピング反を作製した。このトッピング反をベルトプライ(裁断角度25°、2プライ)に適用して、サイズ215/65R16の乗用車空気入りラジアルタイヤを製造した。各タイヤの共通の構成として、カーカスプライは、ポリエステルコード1670dtex/2、打ち込み数24本/25mmを2プライとし、また、ベルト補強層として、ナイロン66繊維940dtex/2、打ち込み数34本/25mm、打ち込み角度0°を設けた。
【0046】
スチールコード及びタイヤの試験評価方法は以下の通りである。
【0047】
[フィラメント径、コード径]
JIS G3510に準じて試料中心付近の任意の点、2か所の径を直角2方向で測定した値の平均値である。コード径の差は、従来例に対するコード径の差である。
【0048】
[型付け高さ(第1フィラメントの螺旋状振幅の断面における最大径Hr)]
金属投影機を使用して、1ピッチの山谷の高さを測定し、5ピッチ測定した平均値である。
【0049】
[ピッチ]
JIS G3510に準じて測定(トレース法)。
【0050】
[トッピング反質量]
トッピング反の幅方向中央部から試料を採取し質量を測定し、単位面積当たりの質量を求めた。従来例を100とする指数でそれぞれ示す。指数が小さいほど軽量である。
【0051】
[タイヤ質量]
上記トッピング反をベルトプライに用いた各タイヤ10本ずつを無作為に選び、その質量を測定し、平均値をタイヤ質量とした。従来例を100とする指数でそれぞれ示す。指数が小さいほど軽量化されている。
【0052】
[タイヤ耐久性]
各タイヤを規定リムを用いて空気圧100kPaに調整し、荷重3.92kN、速度60km/hにてドラム試験機により5000km走行させた後、タイヤのベルト部をX線撮影しベルトコードの破断本数を測定した。各タイヤ2本ずつの破断本数合計を求め、従来例を100とする指数で示した。数値が小さいほど耐久性が良好である。
【0053】
[悪路耐久性]
各タイヤの周上4ヶ所にベルトプライに達する5mmφのドリル穴を明け、規定リムを用いて空気圧200kPaに調整して国産FF車(排気量2000cc)に装着し、砂利路を含む悪路用テストコースを5000km走行した後、トレッド部を解体しドリル穴周辺のベルトセパレーション発生の有無を調べた。
【表1】

【0054】
結果は表1に示す通りであり、実施例のスチールコードは、コード表面形状の均一化、コード径の小径化により使用ゴム量を減少することができ、タイヤの軽量化及びゴム材料費を節減することができた。また、スチールコードの耐疲労性の向上により、軽量化しつつ、タイヤの耐久性を改善することができた。更に、2+1構造又は2+2構造によるコード内へのゴム侵入化の効果により、悪路耐久性に優れたものであった。
【0055】
これに対し、型付け率が200±25%を外れる比較例1〜4では、いずれもコード径の小径化効果が得られず、タイヤの軽量化は不十分であった。1×3構造の比較例5では、軽量化は図られたものの、耐久性の改善効果は小さく、また悪路耐久性に劣るものであった。
【産業上の利用可能性】
【0056】
以上説明したように、本発明によるスチールコードは、空気入りラジアルタイヤのベルト、サイドウォールなどの補強材として好適に使用され、軽量化、コストダウン、耐久性の向上を可能とする。もちろん、タイヤ以外のローラ、コンベアベルト、高圧ホース、防振ゴムなどの各種ゴム製品の補強材としても使用することができる。
【符号の説明】
【0057】
1,15……スチールコード
11,12……第1フィラメント
13,14……第2フィラメント
L……直線(コード軸芯)
O1……外接円の中心
S……コードの外接円
【技術分野】
【0001】
本発明は、スチールコード及び空気入りラジアルタイヤに関し、より詳しくは主としてラジアルタイヤのベルトやサイドウォールの補強材として用いられるゴム侵入性を向上しつつ、軽量化効果や耐疲労性に優れるスチールコード、及びそのスチールコードを用いた軽量化と耐久性を向上した空気入りラジアルタイヤに関する。
【背景技術】
【0002】
空気入りラジアルタイヤは、トレッド部のカーカス外周側のトレッドゴムとの間に、スチールコードからなる複数のベルトプライを、コードを交差させた状態で積層してなるベルトを有するのが一般的である。近年の空気入りラジアルタイヤ、特に乗用車用タイヤにおいては、軽量化、乗り心地の向上、低価格化などの市場要求が強く、これを受けて、ベルト層に用いるスチールコードの単純化の動きが加速している。
【0003】
従来、乗用車用タイヤのベルトプライに用いられるスチールコードとしては、1×n構造(n=3〜5)のものが一般的であったが、1×n構造のスチールコードでは、コードを構成する素線、すなわちフィラメントの間隔が狭いために、ゴムの浸透性が悪くなり、水分の浸透に伴うスチールコードの腐食の進行が避けられず、これにより耐久性が低下するという問題がある。そのため、引き揃えたフィラメント束の周囲に螺旋状にフィラメントを巻き付けたm+n構造、例えば2+n構造のスチールコードをベルトプライに用いることが行われている。
【0004】
しかしながら、従来の2+n構造では、コード外接円の中心がコード軸方向において一直線上に配置されておらず、そのため、コード径が大きくなり、ゴム被覆したときのトッピングシートが厚くなって、軽量化や低価格化が困難であった。
【0005】
詳細には、図6に示す従来の2+1構造のスチールコード2では、無撚で引き揃えられた2本のフィラメント21,22が型付け率100〜120%程度で型付けされている。この場合、2本のフィラメント21,22の接点Xが実質的に同一直線L上に配置されるので、スチールコード2の外接円の中心O2とコード軸芯Lとが一致と不一致を長手方向に繰り返すことになる。このため、コード表面のフィラメントの凹凸程度が大きくなり、その結果、コードの外径D2が大きくなってゴム被覆時のゴム厚み(使用量)が厚くなり、タイヤの質量増とコスト上昇を来すものとなる。また、従来の2+1構造のコード2では、コード軸芯Lに対して断面非対称な形状(B、D線部)をとることから、特に耐屈曲疲労性に劣る傾向が避けられず、さらに無撚で引き揃えられた2本のフィラメント21,22がほぼ直線状を呈するため耐疲労性に不利となっている。
【0006】
かかる問題を解決するため、下記特許文献1には、N(N=2〜5)+M(M=1〜3、N≧M)構造において、無撚の第1のワイヤ束を長手方向に螺旋状に型付けし、この束に第2のワイヤ束を巻き付け、コード外接円の中心が略直線上に存するようにしたスチールコードが開示されている。しかしながら、この文献では、芯となる第1のワイヤ束は、具体例としては3本又は4本のフィラメントで構成されており、その場合、第1のワイヤ束の中心部にゴムが侵入できない空隙が生じ、耐食耐久性を確保できないと問題がある。また、コード径が大きく、最近の更なる軽量化の要求を十分に満足するには至っていない。
【0007】
一方、下記特許文献2には、無撚で引き揃えた2本のフィラメントの周囲にn本のフィラメントを螺旋状に巻き付けてなる2+n構造のスチールコードにおいて、コード軸方向における外接円の中心が、コード軸方向において常にほぼ一直線上に位置するように各フィラメントを配置したものが開示されている。しかしながら、この文献では、無撚の2本のフィラメントにおける螺旋状振幅の型付け率が150±5%に設定されており、コードの小径化が十分とはいえず、実施例でもコード径は0.83mmと大きく、最近の更なる軽量化の要求を十分に満足するには至っていない。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2001−098480号公報
【特許文献2】特開2007−023402号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、このような実状に鑑みてなされたものであり、スチールコードのゴム侵入化によりタイヤの耐久性、特にベルト部の外傷による耐食耐久性を向上しながらコード軸方向の形状均一化を図り、タイヤの軽量化の要求を満たすことができるスチールコード、及びそのスチールコードを補強材に用いた空気入りラジアルタイヤを提供することを目的とするものである。
【課題を解決するための手段】
【0010】
本発明に係るスチールコードは、無撚で引き揃えられた2本の同径の第1フィラメントの周囲に、n本の第2フィラメントを螺旋状に巻き付けてなる2+n構造(1≦n≦5)のスチールコードにおいて、前記無撚の2本の第1フィラメントは、前記n本の第2フィラメントの螺旋状の巻き付けと同じピッチで螺旋状に型付けされており、該第1フィラメントの径に対する該第1フィラメントの螺旋状振幅の断面における最大幅の比の百分率で表される型付け率が200±25%であり、前記スチールコードのコード軸方向における外接円の中心が、該コード軸方向において常にほぼ一直線上に位置するように前記第1フィラメントと第2フィラメントが配されてなり、コード径が0.75mm以下であることを特徴とする。
【0011】
本発明に係る空気入りラジアルタイヤは、上記のスチールコードを補強材として用いたことを特徴とするものである。
【発明の効果】
【0012】
本発明のスチールコードによれば、2+n構造を採用することでコード内へのゴム侵入を確実にし、タイヤの耐食耐久性を向上することができる。また、2本の無撚の第1フィラメントに上記特定の型付けによる螺旋状のうねりを付与したことにより、コード表面の凹凸を低減してコード軸方向の表面形状均一化を図ることができ、屈曲疲労性を改善することができる。更には、従来にも増してコード径を小さくすることで、被覆ゴムの厚み(ゴム使用量)を減じて、タイヤの軽量化とコスト低減を図ることができる。
【図面の簡単な説明】
【0013】
【図1】本発明の一実施形態に係るスチールコードの側面図である。
【図2】同スチールコードの1/4ピッチ毎の断面図である。
【図3】型付け率を説明するための説明図である。
【図4】同スチールコードの製造装置の一例を模式的に示す説明図である。
【図5】他の実施形態に係るスチールコードの1/4ピッチ毎の断面図である。
【図6】従来例のスチールコードの1/4ピッチ毎の断面図である。
【発明を実施するための形態】
【0014】
以下、本発明の実施形態について図面を参照して説明する。
【0015】
図1,2に示されるように、実施形態に係るスチールコード1は、無撚で引き揃えられた2本の第1フィラメント11,12の周囲に、1本の第2フィラメント13を螺旋状に巻き付けてなる2+1構造のスチールコードである。
【0016】
ここで、本発明に係るスチールコードにおいては、かかる2+1構造の他に、2+2、2+3、2+4、2+5構造というように2+n構造(1≦n≦5)で表されるスチールコード構造が採用されてもよい。このように芯となる第1フィラメントを2本で構成することにより、コード内へのゴム侵入性に優れる。すなわち、芯となる第1フィラメントが3本以上になると、芯の中央部にゴムが入り込まない空隙が生じ、耐食耐久性が損なわれる。一方、芯となる第1フィラメントが1本であると、芯フィラメントにかかる負荷が大きくなって耐疲労性が低下するので、2本とすることで耐疲労性を向上することができる。また、該第1フィラメントの周りに巻き付ける第2フィラメントについては、n=6本以上になると2本の第1フィラメントの周囲に多くのフィラメントが巻き付けられるのでコード内へのゴム侵入性が困難となる。第2フィラメントの本数は4本以下であることが好ましく、より好ましくは1本又は2本である。
【0017】
本実施形態に係るスチールコード1において、上記2本の第1フィラメント11,12としては、同径、即ちフィラメント径dが等しいものが用いられる。第2フィラメント13についても、通常は、第1フィラメント11,12と同径のものが用いられ、すなわち、スチールコード1は、全て同径のフィラメント11,12,13で構成されることが好ましい。
【0018】
上記の無撚で引き揃えられた2本の第1フィラメント11,12は、1本の第2フィラメント13の螺旋状の巻き付けと同じピッチPで螺旋状に型付けされている。詳細には、2本の第1フィラメント11,12は、互いに平行に接触してその接触状態を保ちながら、所定のピッチP及び振幅で螺旋状の型付けが付与されており、その螺旋状のうねりに沿って1本の第2フィラメント13が上記と同じピッチPで2本の第1フィラメント11,12の周囲に巻き付けられている。
【0019】
また、平行に引き揃えられた上記2本の第1フィラメント11,12は、コード軸芯Lを中心にして螺旋状に型付けされている。この例では、各第1フィラメント11,12の螺旋状における断面がそれぞれ楕円状(長円状)をなすように型付けされており、その螺旋状振幅の型付け率が200±25%(即ち、175〜225%)に設定されている。
【0020】
これにより、図2に示すように、スチールコード1は、コード軸方向における外接円Sの中心O1が、コード軸方向において常に一直線L上にほぼ位置するように配されている。すなわち、スチールコード1の外接円Sの中心O1とスチールコード1の軸芯Lとがほぼ一致するように、上記第1及び第2のフィラメント11,12,13が配置されている。
【0021】
この例では、スチールコード1は、1ピッチPに対する1/4ピッチ毎のA,B,C,D,A線におけるコード断面形状が図2に示すように、A,C線では、第1フィラメント11,12が略垂直方向に配置されるとともに、その垂直方向での中間位置における側方(即ち、水平位置)に第2フィラメント13が配されて、3本のフィラメント11,12,13が互いに他の2本のフィラメントと接触する三角形状に配置されている。また、B、D線では、3本のフィラメント11,12,13が略垂直方向に1列に配置されている。そして、このようなフィラメント配置が1ピッチP毎に周期的に繰り返されるよう構成されている。これにより、2本の第1フィラメント11,12とその周囲の第2フィラメント13の間にコード軸方向にゴムが十分に侵入する開放部が形成されるので、トレッド部の外傷などから浸入する水分のコード軸方向への浸透を防ぎ耐食疲労性を向上することができる。
【0022】
ここで、上記型付け率とは、各第1フィラメント11,12の径に対する当該第1フィラメントの螺旋状振幅の断面における最大幅の比の百分率のことである。上記のように、各第1フィラメント11,12の螺旋状における断面が楕円状をなしている場合、図3に示すように、楕円状Rをなす螺旋状断面におけるフィラメントFの上下方向(即ち、垂直方向)の振幅Hrと左右方向(即ち、水平方向)の振幅Wrのうち、より大きい方の振幅を最大幅(図示する例ではHr)として、これとフィラメント径dとの比、即ちHr/dの百分率で表される。
【0023】
本実施形態のスチールコード1であると、上記のように第1フィラメント11,12の型付け率を200±25%として、コード軸方向における外接円Sの中心O1をコード軸芯Lに沿わせて略一直線上に配置させたことにより、図2に示すように、第2フィラメント13の螺旋状断面における最大径であるコード見かけ外径D1が小さくなり、そのため、スチールコード1を小径化することができる。なお、第1フィラメント11,12の型付け率は、更なる小径化によるタイヤ軽量化のため、また耐久性の向上が図られる点より、200±15%であることが好ましい。
【0024】
本実施形態では、特に、かかる型付け率の設定を含めた上記フィラメント配置により、スチールコード1のコード径が0.75mm以下とされており、従来にも増して小径化が図られている。コード径が0.75mmを超えるものでは、タイヤの軽量化効果が不十分である。コード径は、0.70mm未満であることがより好ましい。コード径の下限は、特に限定されないが、通常は0.50mm以上である。ここで、コード径の測定は、JIS G3510(マイクロメータ法)に準じてなされるものであり、コード軸方向の端部を除く中心付近の任意の点、2カ所の径を直角2方向で測定した値の平均値をコード径とする。
【0025】
よって、本実施形態に係るスチールコード1であると、ゴム被覆を施し使用する時に、コード径が小さい分だけ、被覆ゴムの厚みを小さくすることができ、これにより被覆ゴムの使用量の節減が可能となり、タイヤの軽量化とコストダウンを図ることができる。
【0026】
また、本実施形態に係るスチールコード1であると、2本の無撚の第1フィラメント11,12に上記特定の型付けによる螺旋状のうねりを付与したことにより、図2に示すように、コード表面の凹凸を低減してコード軸方向の表面形状の均一化を図ることができる。すなわち、コード軸線に対するコード断面形状の対称性が得られるようになり、特に屈曲に対する耐疲労性を改善することができる。また、芯となる第1フィラメント11,12に螺旋状のうねりが付与されることで、圧縮や引張応力を緩和して耐疲労性を向上することができ、タイヤ走行中に石や金属など突起物を踏んだ時の衝撃を吸収しコード破断を防ぐことができる。
【0027】
本実施形態に係るスチールコード1に使用されるフィラメントの径、即ちフィラメント径dは、0.20〜0.32mmであることが好ましい。フィラメント径dが0.20mm未満であると、コード強力やベルト剛性が不足し、操縦安定性や転がり抵抗が不十分となるおそれがある。逆に、0.32mmを越えると、コード径の小径化が困難になるとともに、スチールコードが剛直になりすぎ、乗り心地や耐疲労性が低下するおそれがある。フィラメント径dは、より好ましくは0.23〜0.30mmである。
【0028】
また、無撚の2本の第1フィラメントの螺旋状型付けのピッチP、すなわちコードの撚りピッチPは、フィラメント径dの30〜80倍程度であることが好ましい。ピッチPがフィラメント径の30倍未満であると螺旋状の型付けが困難となりコード生産性が低下するおそれがあり、80倍を超えると耐疲労性を損なうおそれがある。より好ましくは、フィラメント径の30〜60倍程度である。
【0029】
また、スチールコード1に使用されるフィラメントは、強度(即ち、抗張力)が2800〜3400N/mm2の高強力スチールコードを使用することが好ましく、これにより、従来の2500〜2600N/mm2のスチールコードに対して強度上昇分に相当するコード使用量を削減でき、タイヤの軽量化をより促進するものとなる。強度が2800N/mm2未満では軽量化効果が十分に得られず、3400N/mm2を越えるとフィラメントの伸線加工性の悪化や強加工による脆性の低下により耐疲労性が損なわれ好ましくなく、またこのような問題が生じないとしてもコード使用量を減少し過ぎるとスチールベルトとしての剛性の低下により操縦安定性や転がり抵抗などのタイヤ特性に影響を及ぼすおそれがある。もちろん、従来の2500〜2600N/mm2程度のスチールコードを使用することもできる。
【0030】
本実施形態のスチールコード1は、例えば図4に示すバンチャー式撚線機20を用いて製造することができる。この撚線機20は、撚線機本体21の回転の中心軸線上にガイドローラ22,23,24,25が設けられており、回転軸線の外側には前記ガイドローラと同一に回転するディスクローラ26a,26bと27a,27bを備えた弓状のループ26,27が設けられている。撚線機本体21内には、本体の回転とは無関係に定位置を保ち、第2フィラメント13を供給するための1個のフィラメント供給ボビン28が配置され、また第1及び第2フィラメント11,12,13に型付けを与える型付装置29,30が設けられている。そして、撚線機本体21の外側には、第1フィラメント11,12を供給するための2個のフィラメント供給ボビン31a,31bとコード巻き取り用の巻取りボビン32が設けられている。
【0031】
スチールコード1の製造に際しては、無撚の引き揃え束となる2本の第1フィラメント11,12がボビン31a,31bから引き出され撚線機本体21に導入され、ガイドローラ22→ディスクローラ26a→ディスクローラ26b→ガイドローラ23→型付装置29→ガイドローラ24→ディスクローラ27a→ディスクローラ27b→ガイドローラ25を通過して巻取りボビン32に巻き取られる。
【0032】
一方、巻き付け用の第2フィラメント13は、ボビン28から引き出され、型付装置30→ガイドローラ24→ディスクローラ27a→ディスクローラ27b→ガイドローラ25を通過して巻取りボビン32に巻き取られる。
【0033】
そして、撚線機本体21が回転することで2本のループ26,27が同時に回転しながら、ループ上のディスクローラ26a,26b,27a,27bが回転する状態で巻取りボビン32が回転しコード1は連続的に巻き取られる。
【0034】
上記過程において、ボビン31a,31bから引き出された第1フィラメント11,12は、ガイドローラ22、ディスクローラ26a,26b、ガイドローラ23を通過するまでに一方向の撚りがかけられ、そして、型付装置29を通過する際に型付け率200±25%の螺旋状に型付けが施される。
【0035】
一方、ボビン28から引き出された第2フィラメント13は型付装置30を通過する際に前記螺旋状と同一のピッチで型付けが施され、第1フィラメント11,12に引き合わされる。2本の第1フィラメント11,12はガイドローラ24,25を通過する間に逆方向に撚り戻されるため、第1フィラメント11,12は型付装置29による型付けのくせが残るだけの無撚の状態になる。第2フィラメント13はガイドローラ24,25を通過する間に2本の第1フィラメント11,12の周りに巻き付けられ2+1構造のスチールコード1としてボビン32に巻き取られる。なお、スチールコード1はバンチャー式撚線機でなくてもチューブラー式撚線機でももちろん製造することができる。
【0036】
図5は、他の実施形態に係るスチールコード15を示したものである。この例では、無撚で引き揃えられた2本の第1フィラメント11,12の周囲に、2本の第2フィラメント13,14が螺旋状に巻き付けてなる2+2構造をなしている。
【0037】
無撚で引き揃えられた2本の第1フィラメント11,12は、2本の第2フィラメント13,14の螺旋状の巻き付けと同じピッチPで螺旋状に型付けされており、上記実施形態と同様、各第1フィラメント11,12の螺旋状振幅の型付け率が200±25%に設定されて、コード軸方向における外接円Sの中心O1が、コード軸方向において常に一直線L上にほぼ位置するように配されており、かつ、スチールコード15のコード径が0.75mm以下とされている。
【0038】
詳細には、この例では、スチールコード15は、1ピッチPに対する1/4ピッチ毎のA,B,C,D,A線におけるコード断面形状が図5に示すように、A,C線では、第1フィラメント11,12が略垂直方向に配置されるとともに、その側方に隣接させて(即ち、第1フィラメント11,12のそれぞれの水平位置に隣接させて)2本の第2フィラメント13,14が互いに略垂直方向に配置されており、4本のフィラメント11,12,13,14が正方形状に配置されている。また、B、D線では、2本の第1フィラメント11,12が略垂直方向に配置されるとともに、その上下いずれか一方側に2本の第2フィラメント13,14が互いに略水平方向に配置されている。そして、このようなフィラメント配置が1ピッチP毎に周期的に繰り返されるよう構成されている。
【0039】
この例では、コード軸芯Lを中心にして螺旋状に型付けされた無撚の2本の第1フィラメント11,12は、その螺旋状における断面がそれぞれ長円でない真円状をなしており、その螺旋状振幅の型付け率が200±25%(即ち、175〜225%)に設定されている。なお、この場合、第1フィラメント11,12の螺旋状の断面形状が円形状であるため、上記型付け率を求める際の螺旋状振幅の断面における最大幅は、当該円形状の直径となる。
【0040】
この図5に示す他の実施形態について、その他の構成及び作用効果は、図1〜4に示した上記実施形態と同様であるため、説明は省略する。
【0041】
本実施形態の空気入りラジアルタイヤは、上記のスチールコード1を補強材として用いたもので、乗用車タイヤのベルトを始めとして、サイド補強層やトラック・バス用等の大型タイヤのベルト、チェーハーなどの各種用途、部位の補強部材として使用され、ゴム侵入を確保した上で耐疲労性を向上し、タイヤの軽量化とコストダウンに寄与することができる。
【実施例】
【0042】
以下に本発明を実施例によって具体的に説明する。
【0043】
強度3000N/mm2で直径0.27mmのフィラメント、又は強度3100N/mm2で直径0.25mmのフィラメントを用い、下記表1に示す条件に従って、実施例、比較例及び従来例のスチールコードを作製した。
【0044】
詳細には、実施例1〜3、比較例1,2及び従来例では、直径0.27mmの3本のフィラメントを用い、無撚の2本のフィラメントの型付け率を変更して、2+1×0.27構造の各スチールコードを、バンチャー式撚線機を用いて作製した。実施例4,5及び比較例3,4では、直径0.25mmの4本のフィラメントを用い、無撚の2本のフィラメントの型付け率を変更して、2+2×0.25構造の各スチールコードを、バンチャー式撚線機を用いて作製した。比較例5では、直径0.27mmの3本のフィラメントをバンチャー式撚線機により一括撚りして、1×3構造のスチールコードを作製した。
【0045】
次ぎに、各スチールコードを19本/25mmの打ち込み数で、コード上下のゴム被覆厚みを一定として反幅1mにてカレンダー装置を用いてトッピング反を作製した。このトッピング反をベルトプライ(裁断角度25°、2プライ)に適用して、サイズ215/65R16の乗用車空気入りラジアルタイヤを製造した。各タイヤの共通の構成として、カーカスプライは、ポリエステルコード1670dtex/2、打ち込み数24本/25mmを2プライとし、また、ベルト補強層として、ナイロン66繊維940dtex/2、打ち込み数34本/25mm、打ち込み角度0°を設けた。
【0046】
スチールコード及びタイヤの試験評価方法は以下の通りである。
【0047】
[フィラメント径、コード径]
JIS G3510に準じて試料中心付近の任意の点、2か所の径を直角2方向で測定した値の平均値である。コード径の差は、従来例に対するコード径の差である。
【0048】
[型付け高さ(第1フィラメントの螺旋状振幅の断面における最大径Hr)]
金属投影機を使用して、1ピッチの山谷の高さを測定し、5ピッチ測定した平均値である。
【0049】
[ピッチ]
JIS G3510に準じて測定(トレース法)。
【0050】
[トッピング反質量]
トッピング反の幅方向中央部から試料を採取し質量を測定し、単位面積当たりの質量を求めた。従来例を100とする指数でそれぞれ示す。指数が小さいほど軽量である。
【0051】
[タイヤ質量]
上記トッピング反をベルトプライに用いた各タイヤ10本ずつを無作為に選び、その質量を測定し、平均値をタイヤ質量とした。従来例を100とする指数でそれぞれ示す。指数が小さいほど軽量化されている。
【0052】
[タイヤ耐久性]
各タイヤを規定リムを用いて空気圧100kPaに調整し、荷重3.92kN、速度60km/hにてドラム試験機により5000km走行させた後、タイヤのベルト部をX線撮影しベルトコードの破断本数を測定した。各タイヤ2本ずつの破断本数合計を求め、従来例を100とする指数で示した。数値が小さいほど耐久性が良好である。
【0053】
[悪路耐久性]
各タイヤの周上4ヶ所にベルトプライに達する5mmφのドリル穴を明け、規定リムを用いて空気圧200kPaに調整して国産FF車(排気量2000cc)に装着し、砂利路を含む悪路用テストコースを5000km走行した後、トレッド部を解体しドリル穴周辺のベルトセパレーション発生の有無を調べた。
【表1】
【0054】
結果は表1に示す通りであり、実施例のスチールコードは、コード表面形状の均一化、コード径の小径化により使用ゴム量を減少することができ、タイヤの軽量化及びゴム材料費を節減することができた。また、スチールコードの耐疲労性の向上により、軽量化しつつ、タイヤの耐久性を改善することができた。更に、2+1構造又は2+2構造によるコード内へのゴム侵入化の効果により、悪路耐久性に優れたものであった。
【0055】
これに対し、型付け率が200±25%を外れる比較例1〜4では、いずれもコード径の小径化効果が得られず、タイヤの軽量化は不十分であった。1×3構造の比較例5では、軽量化は図られたものの、耐久性の改善効果は小さく、また悪路耐久性に劣るものであった。
【産業上の利用可能性】
【0056】
以上説明したように、本発明によるスチールコードは、空気入りラジアルタイヤのベルト、サイドウォールなどの補強材として好適に使用され、軽量化、コストダウン、耐久性の向上を可能とする。もちろん、タイヤ以外のローラ、コンベアベルト、高圧ホース、防振ゴムなどの各種ゴム製品の補強材としても使用することができる。
【符号の説明】
【0057】
1,15……スチールコード
11,12……第1フィラメント
13,14……第2フィラメント
L……直線(コード軸芯)
O1……外接円の中心
S……コードの外接円
【特許請求の範囲】
【請求項1】
無撚で引き揃えられた2本の同径の第1フィラメントの周囲に、n本の第2フィラメントを螺旋状に巻き付けてなる2+n構造(1≦n≦5)のスチールコードにおいて、
前記無撚の2本の第1フィラメントは、前記n本の第2フィラメントの螺旋状の巻き付けと同じピッチで螺旋状に型付けされており、該第1フィラメントの径に対する該第1フィラメントの螺旋状振幅の断面における最大幅の比の百分率で表される型付け率が200±25%であり、前記スチールコードのコード軸方向における外接円の中心が、該コード軸方向において常にほぼ一直線上に位置するように前記第1フィラメントと第2フィラメントが配されてなり、コード径が0.75mm以下である
ことを特徴とするスチールコード。
【請求項2】
請求項1に記載のスチールコードを補強材として用いた
ことを特徴とする空気入りラジアルタイヤ。
【請求項1】
無撚で引き揃えられた2本の同径の第1フィラメントの周囲に、n本の第2フィラメントを螺旋状に巻き付けてなる2+n構造(1≦n≦5)のスチールコードにおいて、
前記無撚の2本の第1フィラメントは、前記n本の第2フィラメントの螺旋状の巻き付けと同じピッチで螺旋状に型付けされており、該第1フィラメントの径に対する該第1フィラメントの螺旋状振幅の断面における最大幅の比の百分率で表される型付け率が200±25%であり、前記スチールコードのコード軸方向における外接円の中心が、該コード軸方向において常にほぼ一直線上に位置するように前記第1フィラメントと第2フィラメントが配されてなり、コード径が0.75mm以下である
ことを特徴とするスチールコード。
【請求項2】
請求項1に記載のスチールコードを補強材として用いた
ことを特徴とする空気入りラジアルタイヤ。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】

【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−219389(P2012−219389A)
【公開日】平成24年11月12日(2012.11.12)
【国際特許分類】
【出願番号】特願2011−83653(P2011−83653)
【出願日】平成23年4月5日(2011.4.5)
【出願人】(000003148)東洋ゴム工業株式会社 (2,711)
【Fターム(参考)】
【公開日】平成24年11月12日(2012.11.12)
【国際特許分類】
【出願日】平成23年4月5日(2011.4.5)
【出願人】(000003148)東洋ゴム工業株式会社 (2,711)
【Fターム(参考)】
[ Back to top ]