
ステンレス鋼板の溶接方法及び溶接継手
【課題】縦向きに隣接して配置されたステンレス鋼板をアーク溶接する際に、角変形や溶接ひずみをなくすために、全板厚を1パスで溶接することを目的とするものである。
【解決手段】縦向きに配置されたステンレス鋼板を突合せ溶接する方法において、前記ステンレス鋼板をI開先とし、前記ステンレス鋼板の溶接部の片面にセラミックスの裏当て材を取り付け、前記ステンレス鋼板の前記片面の反対側からフラックス入りワイヤを用いて、ガスシールドアーク溶接によって、全板厚を1パスで溶接する。
【解決手段】縦向きに配置されたステンレス鋼板を突合せ溶接する方法において、前記ステンレス鋼板をI開先とし、前記ステンレス鋼板の溶接部の片面にセラミックスの裏当て材を取り付け、前記ステンレス鋼板の前記片面の反対側からフラックス入りワイヤを用いて、ガスシールドアーク溶接によって、全板厚を1パスで溶接する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、縦向きに配置されたステンレス鋼板をアーク溶接する方法及びこれによって得られる溶接継手に関するものであり、特に、厚さ4mm〜12mm程度の縦向きに配置されたステンレス鋼板を溶接する際の溶接ひずみ、角変形を低減する溶接方法に関するものである。
【背景技術】
【0002】
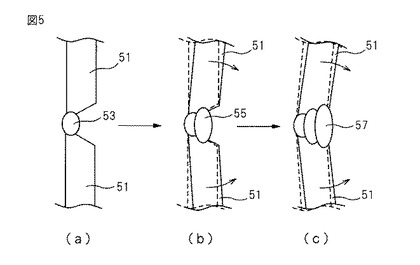
従来から、ステンレス鋼は、ティグ溶接、ミグ溶接、被覆アーク溶接などによって溶接されているが、炭素鋼に比べて熱伝導率が小さいために、溶接ひずみが大きくなるという欠点があった。特に、鋼板の厚さが4mm以上のオーステナイトステンレス鋼板の溶接では、2パス以上で溶接しなければならず、溶接ひずみが非常に大きくなるという問題を有していた。図5には、2パス以上の多パス溶接により、溶接部の両側に図の矢印方向にひずみが生じ、角変形が発生する様子が模式的に示されている。
2パス以上の多パス溶接により角変形が大きくなる機構は、図5(a)に示されるように1パス目の溶接(53)が行われた後、図5(b)のように2パス目(55)の溶接をすると、2パス目が溶接後に凝固、収縮するときに1パス目の溶接が拘束となり収縮を妨げるために、ステンレス鋼板(51)が回転し、図5(b)のような角変形が生じ、さらに図5(c)のように3パス目(57)を溶接すると、1パスと2パスの溶接が拘束となりさらに角変形が生じ、このようにして、パス数が増えると角変形が逓増していくものである。
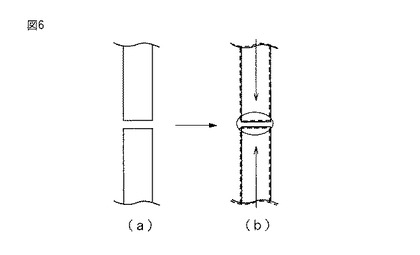
これに対して、図6には、全厚を1パスで溶接により、図の矢印のように溶接部に向かって1〜2mmの収縮が生じるが、角変形が生じない様子が模式的に示されている。
全厚を1パスで溶接することで角変形が生じないのは、溶接後に凝固、収縮するときに回転を生ずる拘束がないためにステンレス鋼板(51)が回転しないためである。
【0003】
そこで、例えば、特許文献1では、水平に配置されたステンレス鋼板において、I開先の開先間隔を4mm〜9mmとし、セラミックスの裏当て材を片面に取り付けて溶接することにより、従来の多層振り分け溶接に代えて、1層ごとを1パスで溶接することを提案しているが、全板厚を1パスで溶接することができないため、溶接ひずみの問題を解消するものではない。
【0004】
また、1パスでの溶接を可能にする方法として、特許文献2では、水平部材または傾斜部もしくは円弧部を有する傾斜部材の突合せ溶接において、被溶接部材の開先下面と開先上面に、下部当て金と上部当て金を溶接の進行と共に摺動するように設置して、両当て金で囲まれた開先内に溶接トーチの先端部を溶接方向に挿入し、アーク溶接する方法が提案されている。
【0005】
しかしながら、特許文献1及び2に開示される方法は、いずれも、ステンレス鋼板を水平に配置して溶接を行うものであり、例えば、各種容器の壁部などに使用され、縦型に配置された状態のステンレス鋼板を溶接する際には適用することはできない。
【0006】
一方、例えば、エレクトロスラグ溶接法やエレクトロガス溶接法によれば、縦向きの配置であっても1パスで溶接できることが知られているが、これらの溶接法は、溶接する母材を2枚の水冷した銅板で囲むものであり、溶接される母材がある程度の厚さを有する場合に適用できるもので、例えば、板厚12mm以下の溶接には適していない。
【0007】
また、オーステナイト系ステンレス鋼の溶接においては、500〜800℃の温度範囲において長時間維持された箇所に、熱の影響によって溶着金属及び熱影響部の合金成分の炭化物が結晶粒界部に析出して、耐食性が劣化し、粒界腐食の原因となる鋭敏化といわれる問題が知られている。
この鋭敏化は、全厚を1パスで溶接する際に、溶接入熱量が大きくなり鋭敏化を生じやすくなる課題が生ずることと同じである。
【0008】
また、オーステナイト系ステンレス鋼は、炭素鋼のようにフェライトへの相変態が生じないため、一旦ひずんでしまうと炭素鋼のように、加熱して矯正することができない。
【0009】
このような鋭敏化の問題を解決するために、例えば、特許文献3では、溶接された金属の表面を直接水冷する方法が、特許文献4では、ドライアイスの粉末を吹き付けて冷却する方法が提案されている。また、特許文献5では、オーステナイト系ステンレス鋼の溶接部を中心から250mm以上の範囲にわたり、溶接する前に−50℃以下に冷却してから溶接する方法が提案されている。
【0010】
これらの方法は、鋭敏化の問題に対する対策としては有効であるが、装置または方法が複雑、煩雑になるという欠点を有しており、また、上述の溶接ひずみの問題を解消するものではない。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開昭59−125268号公報
【特許文献2】特開2001−276970号公報
【特許文献3】特開平8−118024号公報
【特許文献4】特開平8−155650号公報
【特許文献5】特開昭58−31270号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
本発明は、縦向きに配置されたステンレス鋼板をアーク溶接する際に、角変形や溶接ひずみをなくすために、全板厚を1パスで溶接すること、特に、板厚4〜12mm程度の範囲のステンレス鋼板の全板厚を1パスで溶接すること目的とする。また、全板厚を1パスで溶接する際には、溶接入熱が大きく鋭敏化の問題が生じやすいため、これを防止する手段をあわせて提供する。
【課題を解決するための手段】
【0013】
本発明は、上記の目的を達成するために、縦向きに配置されたステンレス鋼板の突合せ溶接において、I開先で、セラミックスの裏当て材を開先に片面に取り付け、その反対側からフラックス入りワイヤを用いたガスシールドアーク溶接によって、全板厚を1パスで溶接するものである。
【0014】
本発明の構成は、次のとおりである。
(1)縦向きに隣接して配置された板厚4mm〜12mmのステンレス鋼板を突合せ溶接する方法において、前記ステンレス鋼板をI開先とし、前記I開先の開先間隔を3mm〜9mmとし、前記ステンレス鋼板の溶接部の片面にセラミックスの裏当て材を取り付け、前記ステンレス鋼板の前記片面の反対側からフラックス入りワイヤを用いて、ガスシールドアーク溶接によって、溶接電流を100〜200Aとし、全板厚を1パスで溶接することを特徴とする溶接方法。
(2)前記ステンレス鋼板の開先の近傍に通水機能を備えた水冷器を取り付け、溶接中に通水し、前記水冷器の前記ステンレス鋼板との接触面から強制的に前記ステンレス鋼板の溶接部を冷却することを特徴とする上記(1)に記載の溶接方法。
(3)ステンレス鋼板からなる母材と前記母材間を接合する接合部を有する溶接継手であって、前記接合部は、前記オーステナイト鋼板を立て向きの状態においてガスシールドアーク溶接によって全板厚を1パスで溶接されることによって形成されていることを特徴とする溶接継手。
(4)前記ステンレス鋼板の板厚が4mm〜12mmであり、前記接合部の幅が3mm〜9mmであることを特徴とする上記(3)に記載の溶接継手。
【発明の効果】
【0015】
縦向きに隣接して配置された板厚4〜12mm程度のオーステナイト系ステンレス鋼板を、アーク溶接により、全板厚を1パスで溶接することができ、簡易な方法で効率的に、溶接ひずみ、角変形が低減された溶接部を有する溶接継手を提供することができる。また、合わせて、鋭敏化の問題を解消することができる。
【図面の簡単な説明】
【0016】
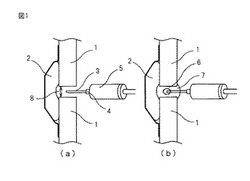
【図1】本発明の溶接方法における開先断面とトーチの配置を示す。
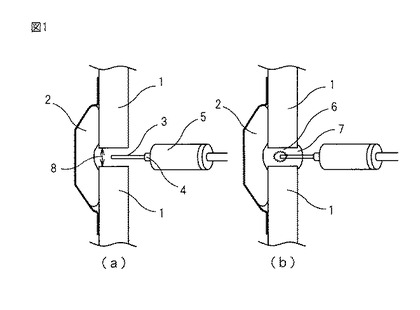
【図2】(a)は銅板の開先部近傍に冷却水を循環する銅管9が配置された水冷銅板を示し、(b)はセラミック裏当てに水冷銅板が取り付けられた例を示し、(c)は銅板の裏側に水冷銅板が取り付けられた例を示す。
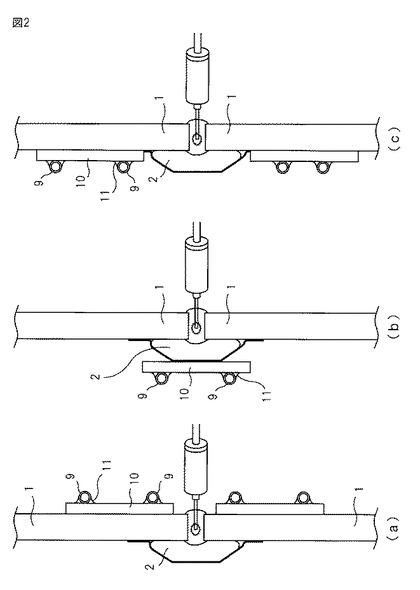
【図3】水冷銅板の一例の詳細図を示す。
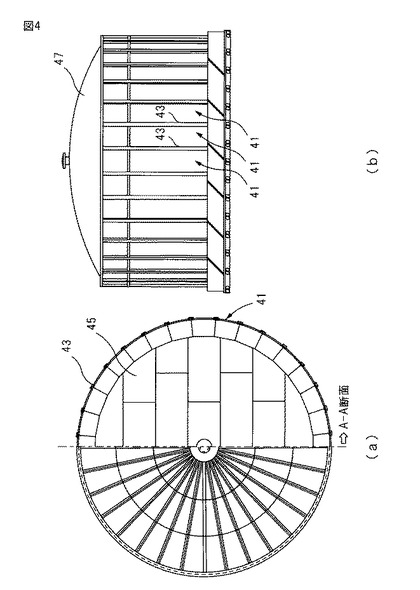
【図4】大型タンクの壁パネルの見取り図を示す。
【図5】従来の多パス溶接におけるひずみ変化(角変形)の例を示す。
【図6】全厚1パス溶接におけるひずみ変化の例を示す。
【発明を実施するための形態】
【0017】
本発明は縦向きに配置されたステンレス鋼板の溶接に適用するものである。特に、オーステナイト系ステンレス鋼板は、強度、加工性、耐食性に優れるため、工業用、農業用等に使用される液体の容器、タンクなどの各種設備に使用されている。このような容器、タンクなどの用途においては、壁部として、隣接して縦向きに配置されたオーステナイト系ステンレス鋼板を相互に溶接する必要が生じる場合がある。
【0018】
本発明で使用するステンレス鋼板は、板厚4〜12mmのものを使用する。大型の工業用、農業用の容器においては、強度、加工性、耐久性の観点からこの程度の厚さが要求される場合が多い。また、タンク板厚4mm未満のものは、本発明によらなくても従来の方法により1パスでの溶接が可能であり、また、板厚が12mmを超えるものは、前述したようにエレクトロスラグ溶接法やエレクトロガス溶接法によれば、縦向きの配置であっても1パスで溶接することができる。したがって、本発明においては、板厚4〜12mm程度のステンレス鋼板を対象とする。
【0019】
次に、本発明のガスシールドアーク溶接方法について図面を参照して説明する。図1(a)を参照すると、オーステナイトステンレス鋼板1を2枚、I開先とし、開先間隔8に保持し、鋼板1の溶接部の片面にセラミックスの裏当て材2を取り付け、前記ステンレス鋼板の前記片面の反対側からフラックス入り溶接ワイヤ3を用いて、溶接ワイヤ3が開先の中央に位置するように溶接トーチを保持して溶接を行う。図1(b)に示されるように、溶接アーク6により、溶接ビード7が形成できるように溶け込みを確認しながら溶接する。表面ビード7の形成が不十分な場合は、表面側に溶接ワイヤ3を少し移動することで溶接ビード7の形成が改善される。逆に表面ビード7の形成が過大な場合は、裏面側に溶接ワイヤを少し移動することで溶接ビードの形成の過大が改善される。
【0020】
本発明のガスシールドアーク溶接法は、全板厚を1パスで溶接するために、入熱量が大きくなるので、鋭敏化を防止するために、好ましくは、鋼板の開先近傍溶接に冷却器を設置すべきである。冷却器の手段は特に限定されないが、図2(a)においては銅板の開先部近傍に冷却水を循環する銅管9が設置された水冷銅板が取り付けられている。また、図2(b)にはセラミック裏当てに水冷銅板が取り付けられた例が示されており、図2(c)には銅板の裏側に水冷銅板が取り付けられた例が示されている。また、これら図2(a)、(b)及び(c)に示される水冷銅板を適宜組み合わせて配置することも可能である。
【0021】
図3には、水冷銅板の一例の詳細図が示されている。図3(a)は水冷銅板の平面図、図3(b)は水冷銅板の側面図、図3(b)はA−A’部の断面図の詳細を示すが、銅板10の上に水冷用通水銅管9がU字上にろう付け11されている。
【0022】
次に、アーク溶接の条件について説明する。本発明のガスシールドアーク溶接において、縦向きに配置されたステンレス鋼板を1パスで開先の溶け残りや溶接金属の垂れ落ちなしに溶接するためには、上記のような溶接ワイヤの動きの制御と共にアーク溶接の条件が重要である。
【0023】
溶接電流は100〜200Aとすることが好ましい。100A未満では、溶接ワイヤ及び鋼板の溶融が生じにくく、溶融不足などの溶接欠陥が生ずるからであり、200Aを超えると、入熱量が大きすぎ、溶融金属の垂れ落ちが生じ易くなり表面ビードが形成できないという問題が生じてしまう。好ましい溶接電流は、例えば、板厚6mmの場合、130〜170Aである。
【0024】
本発明の溶接電圧は、20V〜30Vとすることが好ましい。20V未満では、アークが不安定となり、均一なビード形成ができないからであり、30Vを超えると、アーク長さが過大となり、溶接電流が200Aを超えたときと同様に表面ビードの形成ができなくなる。より好ましい溶接電圧は、例えば、板厚6mmの場合、22V〜24Vである。
【0025】
また、本発明のガスシールドアーク溶接は、ステンレス鋼板をI開先で開先間隔(ギャップ)を4mm以上8mm以下とし、フラックスワイヤとしては、例えば直径1.2mmのフラックス入りワイヤを使用する。
【0026】
本発明のガスシールドアーク溶接において、フラックス入りワイヤを使用する理由は、表面ビードの垂れ落ち防止のためである。フラックス入りワイヤとしては、例えば、溶接するオーステナイト鋼板と同等の組成の金属に、フラックスとしてルチールを含有するものを使用する。
【0027】
本発明では、セラミックスの裏当て材を使用する。セラミックス材の種類は問わないが、アルミナ、シリカを主成分とするものを使用することができる。裏当て材の中央部に幅8〜16mmの溝を形成しておくことにより、裏面のビード(裏波)の形成を容易にすることができる。
【0028】
本発明では、鋭敏化の防止のために、鋼板の溶接部近傍を強制的に冷却する冷却器を設けることが好ましい。冷却器としては、鋼板の溶接部近傍を冷却できるものであれば特に限定されないが、冷却水を循環させて鋼板の溶接部近傍を冷却する水冷管、水冷板などが挙げられる。好ましくは、冷却水を循環させて鋼板の溶接部近傍を冷却する水冷管、水冷板を鋼板の開先部の両端に設置する。
【実施例】
【0029】
以下の実施例ではオーステナイト系ステンレス鋼を使用しているが、本発明は、二相系ステンレス鋼を含むステンレス鋼一般に適用できることは言うまでもない。
アーク溶接の実施例
オーステナイト系ステンレス鋼(SUS316L)の鋼板(板厚6mm、幅1m×長さ1.5m)2枚をI開先で、開先間隔5mmで突き合わせて、溶接電流170A、溶接電圧24V、溶接速度155mm/分〜175mm/分としてワイヤ突き出し長さ15〜25mmで溶接した結果、角変形は1/900〜7/900と極わずかであった。板厚方向の水平収縮変形(横収縮)は、平均で1.2mmであった。
タンクの側壁の溶接の実施例
図4には、本発明の溶接方法を採用して製造されるオーステナイト系ステンレス鋼板からなるタンクの実施例を示した。図4において、タンクの側壁は、周方向に多数分割されたオーステナイトステンレス鋼板からなる縦パネル41から構成されているため、組立て現地において周方向の横向き溶接をする必要がない。溶接部は化粧板43によって隠される。縦パネル41の端部を上記の実施例で示した条件によりアーク溶接することにより、1パスにより突合せ溶接することができ、角変形が防止されるため支柱部の応力集中を防止することができる。また、作業量も大幅に軽減することができる。
【産業上の利用可能性】
【0030】
縦向きに隣接して配置された板厚4〜12mmのステンレス鋼板を、アーク溶接により、全板厚を1パスで溶接することができ、簡易な方法で効率的に、溶接ひずみ、角変形低減された溶接部を形成することができるため、特に、オーステナイト系ステンレス鋼板からなるタンク、容器、各種装置を簡易に製造することができ、産業上の利用可能性が高い。
【符号の説明】
【0031】
1 ステンレス鋼板
2 セラミックス裏当て
3 溶接ワイヤ
4 コンタクトチップ
5 溶接ノズル
6 溶接アーク
7 溶接ビード
8 開先間隔
9 水冷用通水銅管
10 銅板
11 ろう付け
41 縦パネル
43 化粧板
45 底板
47 屋根材
51 オーステナイトステンレス鋼板
53 溶接ビード(1パス)
55 溶接ビード(2パス)
57 溶接ビード(3パス)
【技術分野】
【0001】
本発明は、縦向きに配置されたステンレス鋼板をアーク溶接する方法及びこれによって得られる溶接継手に関するものであり、特に、厚さ4mm〜12mm程度の縦向きに配置されたステンレス鋼板を溶接する際の溶接ひずみ、角変形を低減する溶接方法に関するものである。
【背景技術】
【0002】
従来から、ステンレス鋼は、ティグ溶接、ミグ溶接、被覆アーク溶接などによって溶接されているが、炭素鋼に比べて熱伝導率が小さいために、溶接ひずみが大きくなるという欠点があった。特に、鋼板の厚さが4mm以上のオーステナイトステンレス鋼板の溶接では、2パス以上で溶接しなければならず、溶接ひずみが非常に大きくなるという問題を有していた。図5には、2パス以上の多パス溶接により、溶接部の両側に図の矢印方向にひずみが生じ、角変形が発生する様子が模式的に示されている。
2パス以上の多パス溶接により角変形が大きくなる機構は、図5(a)に示されるように1パス目の溶接(53)が行われた後、図5(b)のように2パス目(55)の溶接をすると、2パス目が溶接後に凝固、収縮するときに1パス目の溶接が拘束となり収縮を妨げるために、ステンレス鋼板(51)が回転し、図5(b)のような角変形が生じ、さらに図5(c)のように3パス目(57)を溶接すると、1パスと2パスの溶接が拘束となりさらに角変形が生じ、このようにして、パス数が増えると角変形が逓増していくものである。
これに対して、図6には、全厚を1パスで溶接により、図の矢印のように溶接部に向かって1〜2mmの収縮が生じるが、角変形が生じない様子が模式的に示されている。
全厚を1パスで溶接することで角変形が生じないのは、溶接後に凝固、収縮するときに回転を生ずる拘束がないためにステンレス鋼板(51)が回転しないためである。
【0003】
そこで、例えば、特許文献1では、水平に配置されたステンレス鋼板において、I開先の開先間隔を4mm〜9mmとし、セラミックスの裏当て材を片面に取り付けて溶接することにより、従来の多層振り分け溶接に代えて、1層ごとを1パスで溶接することを提案しているが、全板厚を1パスで溶接することができないため、溶接ひずみの問題を解消するものではない。
【0004】
また、1パスでの溶接を可能にする方法として、特許文献2では、水平部材または傾斜部もしくは円弧部を有する傾斜部材の突合せ溶接において、被溶接部材の開先下面と開先上面に、下部当て金と上部当て金を溶接の進行と共に摺動するように設置して、両当て金で囲まれた開先内に溶接トーチの先端部を溶接方向に挿入し、アーク溶接する方法が提案されている。
【0005】
しかしながら、特許文献1及び2に開示される方法は、いずれも、ステンレス鋼板を水平に配置して溶接を行うものであり、例えば、各種容器の壁部などに使用され、縦型に配置された状態のステンレス鋼板を溶接する際には適用することはできない。
【0006】
一方、例えば、エレクトロスラグ溶接法やエレクトロガス溶接法によれば、縦向きの配置であっても1パスで溶接できることが知られているが、これらの溶接法は、溶接する母材を2枚の水冷した銅板で囲むものであり、溶接される母材がある程度の厚さを有する場合に適用できるもので、例えば、板厚12mm以下の溶接には適していない。
【0007】
また、オーステナイト系ステンレス鋼の溶接においては、500〜800℃の温度範囲において長時間維持された箇所に、熱の影響によって溶着金属及び熱影響部の合金成分の炭化物が結晶粒界部に析出して、耐食性が劣化し、粒界腐食の原因となる鋭敏化といわれる問題が知られている。
この鋭敏化は、全厚を1パスで溶接する際に、溶接入熱量が大きくなり鋭敏化を生じやすくなる課題が生ずることと同じである。
【0008】
また、オーステナイト系ステンレス鋼は、炭素鋼のようにフェライトへの相変態が生じないため、一旦ひずんでしまうと炭素鋼のように、加熱して矯正することができない。
【0009】
このような鋭敏化の問題を解決するために、例えば、特許文献3では、溶接された金属の表面を直接水冷する方法が、特許文献4では、ドライアイスの粉末を吹き付けて冷却する方法が提案されている。また、特許文献5では、オーステナイト系ステンレス鋼の溶接部を中心から250mm以上の範囲にわたり、溶接する前に−50℃以下に冷却してから溶接する方法が提案されている。
【0010】
これらの方法は、鋭敏化の問題に対する対策としては有効であるが、装置または方法が複雑、煩雑になるという欠点を有しており、また、上述の溶接ひずみの問題を解消するものではない。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開昭59−125268号公報
【特許文献2】特開2001−276970号公報
【特許文献3】特開平8−118024号公報
【特許文献4】特開平8−155650号公報
【特許文献5】特開昭58−31270号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
本発明は、縦向きに配置されたステンレス鋼板をアーク溶接する際に、角変形や溶接ひずみをなくすために、全板厚を1パスで溶接すること、特に、板厚4〜12mm程度の範囲のステンレス鋼板の全板厚を1パスで溶接すること目的とする。また、全板厚を1パスで溶接する際には、溶接入熱が大きく鋭敏化の問題が生じやすいため、これを防止する手段をあわせて提供する。
【課題を解決するための手段】
【0013】
本発明は、上記の目的を達成するために、縦向きに配置されたステンレス鋼板の突合せ溶接において、I開先で、セラミックスの裏当て材を開先に片面に取り付け、その反対側からフラックス入りワイヤを用いたガスシールドアーク溶接によって、全板厚を1パスで溶接するものである。
【0014】
本発明の構成は、次のとおりである。
(1)縦向きに隣接して配置された板厚4mm〜12mmのステンレス鋼板を突合せ溶接する方法において、前記ステンレス鋼板をI開先とし、前記I開先の開先間隔を3mm〜9mmとし、前記ステンレス鋼板の溶接部の片面にセラミックスの裏当て材を取り付け、前記ステンレス鋼板の前記片面の反対側からフラックス入りワイヤを用いて、ガスシールドアーク溶接によって、溶接電流を100〜200Aとし、全板厚を1パスで溶接することを特徴とする溶接方法。
(2)前記ステンレス鋼板の開先の近傍に通水機能を備えた水冷器を取り付け、溶接中に通水し、前記水冷器の前記ステンレス鋼板との接触面から強制的に前記ステンレス鋼板の溶接部を冷却することを特徴とする上記(1)に記載の溶接方法。
(3)ステンレス鋼板からなる母材と前記母材間を接合する接合部を有する溶接継手であって、前記接合部は、前記オーステナイト鋼板を立て向きの状態においてガスシールドアーク溶接によって全板厚を1パスで溶接されることによって形成されていることを特徴とする溶接継手。
(4)前記ステンレス鋼板の板厚が4mm〜12mmであり、前記接合部の幅が3mm〜9mmであることを特徴とする上記(3)に記載の溶接継手。
【発明の効果】
【0015】
縦向きに隣接して配置された板厚4〜12mm程度のオーステナイト系ステンレス鋼板を、アーク溶接により、全板厚を1パスで溶接することができ、簡易な方法で効率的に、溶接ひずみ、角変形が低減された溶接部を有する溶接継手を提供することができる。また、合わせて、鋭敏化の問題を解消することができる。
【図面の簡単な説明】
【0016】
【図1】本発明の溶接方法における開先断面とトーチの配置を示す。
【図2】(a)は銅板の開先部近傍に冷却水を循環する銅管9が配置された水冷銅板を示し、(b)はセラミック裏当てに水冷銅板が取り付けられた例を示し、(c)は銅板の裏側に水冷銅板が取り付けられた例を示す。
【図3】水冷銅板の一例の詳細図を示す。
【図4】大型タンクの壁パネルの見取り図を示す。
【図5】従来の多パス溶接におけるひずみ変化(角変形)の例を示す。
【図6】全厚1パス溶接におけるひずみ変化の例を示す。
【発明を実施するための形態】
【0017】
本発明は縦向きに配置されたステンレス鋼板の溶接に適用するものである。特に、オーステナイト系ステンレス鋼板は、強度、加工性、耐食性に優れるため、工業用、農業用等に使用される液体の容器、タンクなどの各種設備に使用されている。このような容器、タンクなどの用途においては、壁部として、隣接して縦向きに配置されたオーステナイト系ステンレス鋼板を相互に溶接する必要が生じる場合がある。
【0018】
本発明で使用するステンレス鋼板は、板厚4〜12mmのものを使用する。大型の工業用、農業用の容器においては、強度、加工性、耐久性の観点からこの程度の厚さが要求される場合が多い。また、タンク板厚4mm未満のものは、本発明によらなくても従来の方法により1パスでの溶接が可能であり、また、板厚が12mmを超えるものは、前述したようにエレクトロスラグ溶接法やエレクトロガス溶接法によれば、縦向きの配置であっても1パスで溶接することができる。したがって、本発明においては、板厚4〜12mm程度のステンレス鋼板を対象とする。
【0019】
次に、本発明のガスシールドアーク溶接方法について図面を参照して説明する。図1(a)を参照すると、オーステナイトステンレス鋼板1を2枚、I開先とし、開先間隔8に保持し、鋼板1の溶接部の片面にセラミックスの裏当て材2を取り付け、前記ステンレス鋼板の前記片面の反対側からフラックス入り溶接ワイヤ3を用いて、溶接ワイヤ3が開先の中央に位置するように溶接トーチを保持して溶接を行う。図1(b)に示されるように、溶接アーク6により、溶接ビード7が形成できるように溶け込みを確認しながら溶接する。表面ビード7の形成が不十分な場合は、表面側に溶接ワイヤ3を少し移動することで溶接ビード7の形成が改善される。逆に表面ビード7の形成が過大な場合は、裏面側に溶接ワイヤを少し移動することで溶接ビードの形成の過大が改善される。
【0020】
本発明のガスシールドアーク溶接法は、全板厚を1パスで溶接するために、入熱量が大きくなるので、鋭敏化を防止するために、好ましくは、鋼板の開先近傍溶接に冷却器を設置すべきである。冷却器の手段は特に限定されないが、図2(a)においては銅板の開先部近傍に冷却水を循環する銅管9が設置された水冷銅板が取り付けられている。また、図2(b)にはセラミック裏当てに水冷銅板が取り付けられた例が示されており、図2(c)には銅板の裏側に水冷銅板が取り付けられた例が示されている。また、これら図2(a)、(b)及び(c)に示される水冷銅板を適宜組み合わせて配置することも可能である。
【0021】
図3には、水冷銅板の一例の詳細図が示されている。図3(a)は水冷銅板の平面図、図3(b)は水冷銅板の側面図、図3(b)はA−A’部の断面図の詳細を示すが、銅板10の上に水冷用通水銅管9がU字上にろう付け11されている。
【0022】
次に、アーク溶接の条件について説明する。本発明のガスシールドアーク溶接において、縦向きに配置されたステンレス鋼板を1パスで開先の溶け残りや溶接金属の垂れ落ちなしに溶接するためには、上記のような溶接ワイヤの動きの制御と共にアーク溶接の条件が重要である。
【0023】
溶接電流は100〜200Aとすることが好ましい。100A未満では、溶接ワイヤ及び鋼板の溶融が生じにくく、溶融不足などの溶接欠陥が生ずるからであり、200Aを超えると、入熱量が大きすぎ、溶融金属の垂れ落ちが生じ易くなり表面ビードが形成できないという問題が生じてしまう。好ましい溶接電流は、例えば、板厚6mmの場合、130〜170Aである。
【0024】
本発明の溶接電圧は、20V〜30Vとすることが好ましい。20V未満では、アークが不安定となり、均一なビード形成ができないからであり、30Vを超えると、アーク長さが過大となり、溶接電流が200Aを超えたときと同様に表面ビードの形成ができなくなる。より好ましい溶接電圧は、例えば、板厚6mmの場合、22V〜24Vである。
【0025】
また、本発明のガスシールドアーク溶接は、ステンレス鋼板をI開先で開先間隔(ギャップ)を4mm以上8mm以下とし、フラックスワイヤとしては、例えば直径1.2mmのフラックス入りワイヤを使用する。
【0026】
本発明のガスシールドアーク溶接において、フラックス入りワイヤを使用する理由は、表面ビードの垂れ落ち防止のためである。フラックス入りワイヤとしては、例えば、溶接するオーステナイト鋼板と同等の組成の金属に、フラックスとしてルチールを含有するものを使用する。
【0027】
本発明では、セラミックスの裏当て材を使用する。セラミックス材の種類は問わないが、アルミナ、シリカを主成分とするものを使用することができる。裏当て材の中央部に幅8〜16mmの溝を形成しておくことにより、裏面のビード(裏波)の形成を容易にすることができる。
【0028】
本発明では、鋭敏化の防止のために、鋼板の溶接部近傍を強制的に冷却する冷却器を設けることが好ましい。冷却器としては、鋼板の溶接部近傍を冷却できるものであれば特に限定されないが、冷却水を循環させて鋼板の溶接部近傍を冷却する水冷管、水冷板などが挙げられる。好ましくは、冷却水を循環させて鋼板の溶接部近傍を冷却する水冷管、水冷板を鋼板の開先部の両端に設置する。
【実施例】
【0029】
以下の実施例ではオーステナイト系ステンレス鋼を使用しているが、本発明は、二相系ステンレス鋼を含むステンレス鋼一般に適用できることは言うまでもない。
アーク溶接の実施例
オーステナイト系ステンレス鋼(SUS316L)の鋼板(板厚6mm、幅1m×長さ1.5m)2枚をI開先で、開先間隔5mmで突き合わせて、溶接電流170A、溶接電圧24V、溶接速度155mm/分〜175mm/分としてワイヤ突き出し長さ15〜25mmで溶接した結果、角変形は1/900〜7/900と極わずかであった。板厚方向の水平収縮変形(横収縮)は、平均で1.2mmであった。
タンクの側壁の溶接の実施例
図4には、本発明の溶接方法を採用して製造されるオーステナイト系ステンレス鋼板からなるタンクの実施例を示した。図4において、タンクの側壁は、周方向に多数分割されたオーステナイトステンレス鋼板からなる縦パネル41から構成されているため、組立て現地において周方向の横向き溶接をする必要がない。溶接部は化粧板43によって隠される。縦パネル41の端部を上記の実施例で示した条件によりアーク溶接することにより、1パスにより突合せ溶接することができ、角変形が防止されるため支柱部の応力集中を防止することができる。また、作業量も大幅に軽減することができる。
【産業上の利用可能性】
【0030】
縦向きに隣接して配置された板厚4〜12mmのステンレス鋼板を、アーク溶接により、全板厚を1パスで溶接することができ、簡易な方法で効率的に、溶接ひずみ、角変形低減された溶接部を形成することができるため、特に、オーステナイト系ステンレス鋼板からなるタンク、容器、各種装置を簡易に製造することができ、産業上の利用可能性が高い。
【符号の説明】
【0031】
1 ステンレス鋼板
2 セラミックス裏当て
3 溶接ワイヤ
4 コンタクトチップ
5 溶接ノズル
6 溶接アーク
7 溶接ビード
8 開先間隔
9 水冷用通水銅管
10 銅板
11 ろう付け
41 縦パネル
43 化粧板
45 底板
47 屋根材
51 オーステナイトステンレス鋼板
53 溶接ビード(1パス)
55 溶接ビード(2パス)
57 溶接ビード(3パス)
【特許請求の範囲】
【請求項1】
縦向きに隣接して配置された板厚4mm〜12mmのステンレス鋼板を突合せ溶接する方法において、前記ステンレス鋼板をI開先とし、前記I開先の開先間隔を3mm〜9mmとし、前記ステンレス鋼板の溶接部の片面にセラミックスの裏当て材を取り付け、前記ステンレス鋼板の前記片面の反対側からフラックス入りワイヤを用いて、ガスシールドアーク溶接によって、溶接電流を100〜200Aとし、全板厚を1パスで溶接することを特徴とする溶接方法。
【請求項2】
前記ステンレス鋼板の開先の近傍に通水機能を備えた水冷器を取り付け、溶接中に通水し、前記水冷器の前記ステンレス鋼板との接触面から強制的に前記ステンレス鋼板の溶接部を冷却することを特徴とする請求項1に記載の溶接方法。
【請求項3】
ステンレス鋼板からなる母材と前記母材間を接合する接合部を有する溶接継手であって、前記接合部は、前記オーステナイト鋼板を立て向きの状態においてガスシールドアーク溶接によって全板厚を1パスで溶接されることによって形成されていることを特徴とする溶接継手。
【請求項4】
前記ステンレス鋼板の板厚が4mm〜12mmであり、前記接合部の幅が3mm〜9mmであることを特徴とする請求項3に記載の溶接継手。
【請求項1】
縦向きに隣接して配置された板厚4mm〜12mmのステンレス鋼板を突合せ溶接する方法において、前記ステンレス鋼板をI開先とし、前記I開先の開先間隔を3mm〜9mmとし、前記ステンレス鋼板の溶接部の片面にセラミックスの裏当て材を取り付け、前記ステンレス鋼板の前記片面の反対側からフラックス入りワイヤを用いて、ガスシールドアーク溶接によって、溶接電流を100〜200Aとし、全板厚を1パスで溶接することを特徴とする溶接方法。
【請求項2】
前記ステンレス鋼板の開先の近傍に通水機能を備えた水冷器を取り付け、溶接中に通水し、前記水冷器の前記ステンレス鋼板との接触面から強制的に前記ステンレス鋼板の溶接部を冷却することを特徴とする請求項1に記載の溶接方法。
【請求項3】
ステンレス鋼板からなる母材と前記母材間を接合する接合部を有する溶接継手であって、前記接合部は、前記オーステナイト鋼板を立て向きの状態においてガスシールドアーク溶接によって全板厚を1パスで溶接されることによって形成されていることを特徴とする溶接継手。
【請求項4】
前記ステンレス鋼板の板厚が4mm〜12mmであり、前記接合部の幅が3mm〜9mmであることを特徴とする請求項3に記載の溶接継手。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−662(P2012−662A)
【公開日】平成24年1月5日(2012.1.5)
【国際特許分類】
【出願番号】特願2010−140454(P2010−140454)
【出願日】平成22年6月21日(2010.6.21)
【出願人】(306022513)新日鉄エンジニアリング株式会社 (897)
【出願人】(500171811)日鉄パイプライン株式会社 (34)
【Fターム(参考)】
【公開日】平成24年1月5日(2012.1.5)
【国際特許分類】
【出願日】平成22年6月21日(2010.6.21)
【出願人】(306022513)新日鉄エンジニアリング株式会社 (897)
【出願人】(500171811)日鉄パイプライン株式会社 (34)
【Fターム(参考)】
[ Back to top ]