
ステンレス鋼管の多層溶接方法及び多層溶接物
【課題】溶接後のステンレス鋼管の内表面に残留する応力を、簡便な設備かつ簡単な方法で、圧縮応力にすることができるステンレス鋼管の多層溶接方法及び多層溶接物を提供すること。
【解決手段】ステンレス鋼管の端面同士を突き合わせ、円周方向に沿って開先溶接する溶接パスを複数回行い、該端面同士を溶接するステンレス鋼管の多層溶接方法であって、溶接前、前記ステンレス鋼管の端面同士の間に形成する開先を狭開先とし、溶接開始後、前記ステンレス鋼管の肉厚の38%〜45%まで溶接する溶接パスにおいては大入熱溶接を行い、以降の溶接パスにおいては、前記大入熱溶接時よりも低い入熱量で低入熱溶接を行い、多層溶接終了時、前記ステンレス鋼管の内表面の熱影響部に残留する応力を圧縮応力とする。
【解決手段】ステンレス鋼管の端面同士を突き合わせ、円周方向に沿って開先溶接する溶接パスを複数回行い、該端面同士を溶接するステンレス鋼管の多層溶接方法であって、溶接前、前記ステンレス鋼管の端面同士の間に形成する開先を狭開先とし、溶接開始後、前記ステンレス鋼管の肉厚の38%〜45%まで溶接する溶接パスにおいては大入熱溶接を行い、以降の溶接パスにおいては、前記大入熱溶接時よりも低い入熱量で低入熱溶接を行い、多層溶接終了時、前記ステンレス鋼管の内表面の熱影響部に残留する応力を圧縮応力とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ステンレス鋼管同士を突き合わせ円周方向に沿って開先溶接する溶接パスを複数回行う該ステンレス鋼管の多層溶接方法及び多層溶接物に関する。
【背景技術】
【0002】
ステンレス鋼管同士を多層溶接した場合、溶接されたステンレス鋼管の内表面の熱影響部に発生する応力腐食割れが問題となる。この応力腐食割れは、ステンレス鋼管の材質と、溶接したステンレス鋼管が設置される環境と、ステンレス鋼管にかかる引張応力という3因子のうち、いずれかの因子が所定の条件を満たさない場合、発生しない。
【0003】
応力因子の改善方法として、従来、水冷溶接方法、高周波誘導加熱方法、外面バタリング工法又はピーニング方法が提案されている。
【0004】
また、特許文献1には、ステンレス鋼管の材質、詳細には、溶接熱影響部の組織を改善する方法として、所定の溶接パス以降、溶接時のピーク温度を低くして、Cr炭化物やCr欠乏層の発生を防止する方法が提案されている。
【0005】
【特許文献1】特開2006−68757(段落0010〜0012)
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、上述した応力因子の改善方法によれば、通常の溶接設備に加えて多大な付帯設備が必要であり、コスト高を招くという問題がある。
【0007】
また、上記特許文献1の方法は、ステンレス鋼管の材質ないし組織の改善であって、溶接後のステンレス鋼管の内表面に残留する応力を改善しようとするものではない。
【0008】
本発明は、溶接後のステンレス鋼管の内表面に残留する応力を、簡便な設備かつ簡単な方法で、圧縮応力にすることができるステンレス鋼管の多層溶接方法及び多層溶接物を提供することを目的とする。
【課題を解決するための手段】
【0009】
ステンレス鋼管の多層溶接時、各溶接パスにおいて、入熱量を互いに一定かつ大入熱量とした場合、ステンレス鋼管の内表面の熱影響部において、溶接パス毎の残留応力値は、中間層の溶接パス(管肉厚の中ごろ)で最大の圧縮応力値を示し、その後の溶接パスで引張応力値に転換して、これが応力腐食割れの因子となっていると言われている。
【0010】
また、中間層以降の溶接パスでステンレス鋼管の溶接部に横曲がり変形が顕著に発生し、これが、ステンレス鋼管の内表面の熱影響部における引張残留応力発生の原因となっていると言われている。
【0011】
本発明者らは、上記事項に基づき鋭意研究を進めた結果、中間層の溶接パス以降の溶接時入熱量を低くすることにより、ステンレス鋼管の内表面の熱影響部において、残留応力が圧縮応力から引張応力に転換することを防止できることを見出し、本発明を完成するに至ったものである。
【0012】
本発明は、第1の視点において、ステンレス鋼管の端面同士を突き合わせ、円周方向に沿って開先溶接する溶接パスを複数回行い、該端面同士を溶接するステンレス鋼管の多層溶接方法であって、溶接前、前記ステンレス鋼管の端面同士の間に形成する開先を狭開先とし、溶接開始後、前記ステンレス鋼管の肉厚の38%〜45%まで溶接する溶接パスにおいては大入熱溶接を行い、以降の溶接パスにおいては、前記大入熱溶接時よりも低い入熱量で低入熱溶接を行い、多層溶接終了時、前記ステンレス鋼管の内表面の熱影響部に残留する応力を圧縮応力とすることを特徴とするステンレス鋼管の多層溶接方法を提供する。本発明は、第2の視点において、ステンレス鋼管の端面同士が突き合わせられ、円周方向に沿って開先溶接する溶接パスが複数回行われ、該端面同士が溶接されたステンレス鋼管の多層溶接物であって、溶接金属が、内表面側から鋼管の肉厚の38%〜45%までは軸方向に沿って幅広に形成され、それから外表面側に向って軸方向に沿って一定幅に形成されていることを特徴とするステンレス鋼管の多層溶接物を提供する。
【発明の効果】
【0013】
本発明によれば、溶接が肉厚の所定割合まで到達した溶接パス以降、溶接時入熱量をそれ以前よりも低くすることによって、ステンレス鋼管の内表面の熱影響部に、最終的に、圧縮残留応力が作用するようにする。これによって、ステンレス鋼管の内表面の熱影響部における応力腐食割れが高度に防止される。なお、初期の溶接パスまでは、大入熱溶接を行うことによって、かえって、応力腐食割れの原因となっている引張残留応力の発生が抑制される傾向がある。
【発明を実施するための最良の形態】
【0014】
本発明の好ましい実施の形態において、大入熱溶接を行う溶接パスでは入熱量を10000J/cm以上とし、低入熱溶接を行う溶接パスでは入熱量を5000J/cm以下とする。大入熱溶接において、好ましくは、入熱量を10000〜25000J/cmの範囲、より好ましくは10000〜20000J/cmの範囲、さらに好ましくは13000〜20000J/cmの範囲とする。低入熱溶接において、好ましくは入熱量を2000〜5000J/cmの範囲、さらに好ましくは2000〜3500J/cmの範囲とする。
【0015】
本発明の好ましい実施の形態においては、前記大入熱溶接時の半分以下の入熱量で低入熱溶接を行う。好ましくは、前記大入熱溶接時の入熱量(これを「大入熱量」と称する)と、前記低入熱溶接時の入熱量(これを「低入熱量」と称する)の比(=大入熱量/低入熱量)を、3〜7の範囲にする。
【0016】
本発明の好ましい実施の形態において、前記ステンレス鋼管同士の間に形成する開先は、I形又はそれに近いすきま、すなわち、U形等の狭い開先で行う狭開先を採用する(JISZ3001 用語番号2708参照)。狭開先の場合、管の肉厚と開先幅の関係を例示すると、肉厚10mm−開先幅5mm、肉厚20mm−開先幅7mm、肉厚30mm−開先幅9〜10mm、肉厚40mm−開先幅13〜14mmである。狭開先溶接を行うことによって、さらに、上記熱影響部における引張残留応力の発生を高度に防止することができる。
【0017】
本発明の好ましい実施の形態に係る溶接物においては、溶接金属が、内表面側から鋼管の肉厚の38%〜45%までは軸方向に沿って幅広(鋼管の内表面側の溶接金属が同外表面側の溶接金属よりも幅広)に形成され、それから外表面側に向って軸方向に沿って一定幅に形成されている(図2参照)。
【実施例1】
【0018】
以下、図面を参照して本発明の一実施例を説明する。まず、ステンレス鋼管の多層溶接方法の概要を説明する。
【0019】
溶接機は、高速自動TIG溶接装置(商品名「DSP TIG−500」愛知産業株式会社製)を用いた。溶接ヘッドには、ダブルフラックス・ガスシールド法用のヘッドを用いた。この溶接ヘッドには、通常の電極の他に、回転偏芯電極を適用可能である。
【0020】
なお、「ダブルフラックス・ガスシールド法」とは、タングステン電極を2層の不活性ガスで覆いながら溶接を行う方法であって、エネルギー密度が高くなるため低入熱での溶接を可能とする。「回転偏芯電極」とは、開先中心に対してタングステン電極が偏芯しながら回転するものである。
【0021】
この溶接機により、タングステン電極と母材(ステンレス鋼管)との間にアークを発生させ,そのアーク熱によって溶加材および母材を溶融して溶接する。溶接時の入熱量は、電極に与える電気的エネルギー量によって調整することができる。すなわち、溶接時の入熱量(j/cm)は、溶接電流×溶接電圧×60/溶接速度で表される。
【0022】
溶接工程を説明すると、溶接するステンレス鋼管の端面同士を突き合わし、初層溶接を行う。各溶接パスにおいては、開先内に円周方向に沿って金属を溶着させる。この溶接パスを複数回繰り返すことにより、溶着金属を鋼管内面から鋼管表面方向に向って積層していき、鋼管同士を溶接する。
【0023】
[基礎試験1]
開先を狭くすることによって、ステンレス鋼管の内表面の熱影響部の残留応力が低減するかを検討する基礎試験を行った。試験体には、400A×t21.4mmのSUS316Lのオーステナイト系ステンレス鋼管を用い、一方の試験体は、開先幅7mmのU形開先とし、比較のため他方の試験体は開先幅14mmのV形狭開先とした。溶接後、ステンレス鋼管の内表面の熱影響部の残留応力を歪ゲージを用いて測定したところ、一方の試験体、すなわち、狭開先溶接の方が、約100〜150MPa程度、残留応力が低減し、開先を狭くする効果があることがわかった。
【0024】
[基礎試験2]
上記狭開先溶接に、冷却ワイヤを導入して低入熱溶接を行い、溶接残留応力が低減するかどうかを確認した。冷却ワイヤとは、溶接時、溶接ワイヤとは別に溶融プール中に挿入され、溶融プールを強制的に冷却・凝固させるために使用されるものである。試験体には、400A×t21.4mmのSUS316Lのオーステナイト系ステンレス鋼管を用い、開先は開先幅7mmのU形狭開先とし、2500〜3000J/cmの低入熱溶接を行った。比較のため、冷却ワイヤを用いない以外は、前記と同様に溶接を行った。
【0025】
溶接後、ステンレス鋼管の内表面の熱影響部の残留応力を歪ゲージを用いて測定したところ、冷却ワイヤを用いることにより、溶接後の残留応力が50〜100MPa緩和されることがわかった。なお、冷却ワイヤを用いなくても低入熱溶接が可能ではあるが、それを用いることにより、溶融金属を強制凝固させる効果が発揮されるため、希釈量及び熱影響部が減少し、溶接効率も改善される。
【0026】
[試験1]
上記基礎試験の結果に基づいて、開先を7mmのU形狭開先とし、冷却ワイヤを用い、
ステンレス鋼管の肉厚の何%で、大入熱溶接と低入熱溶接を切替えたらよいかを検討した。
【0027】
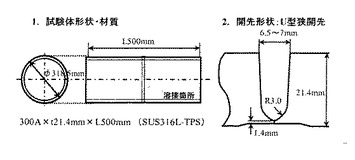
図1は、本発明の一実施例に係る試験1で用いた試験体A〜Hの形状を示す図である。図1を参照すると、試験体には、300A×t21.4mmのSUS316Lのオーステナイト系ステンレス鋼管を用い、開先は開先幅7mmのU形狭開先とし、各設定したステンレス鋼管の肉厚まで大入熱溶接を行い、その後低入熱溶接を行った。溶接後、ステンレス鋼管の内表面の熱影響部の横収縮量を測定した。また。ステンレス鋼管の内表面の熱影響部の残留応力を歪ゲージを用いて測定した。
【0028】
詳細には、ステンレス鋼管の内表面の熱影響部において、溶接開始箇所から溶接時の鋼管回転方向に沿って90度の点をB点、−90度の点をD点とし、それぞれの点で残留応力を軸方向及び周方向に関して測定し、最大残留応力値を求めた。
【0029】
表1は、本発明の一実施例に係る試験1の結果を示す表である。
【0030】
【表1】

【0031】
表1中、積層方法の欄においては、上段が大入熱溶接を行ったステンレス鋼管の肉厚の割合を百分率で示し、下段が低入熱溶接を行ったステンレス鋼管の肉厚の割合を百分率で示す。
【0032】
入熱量の欄においては、上段が大入熱溶接時の入熱量、下段が低入熱溶接時の入熱量を示す。溶接方法の欄においては、大入熱溶接時にホットワイヤを用いたかどうか、低入熱溶接時に冷却ワイヤないし偏芯電極を用いたどうかを示す。なお、ホットワイヤとは、溶接ワイヤとは別に、溶融プール中に挿入されて、溶接金属の積層高さを高度に制御し易くするためのものである。
【0033】
溶接パス数の欄においては、左上段に大入熱溶接を行った溶接パス数、左下段に前記大入熱溶接を行った溶接パスの後に低入熱溶接を行った溶接パス数、右段に総パス数を示す。
【0034】
表1を参照すると、大入熱溶接をステンレス鋼管の肉厚の35%以下まで行い、以降は低入熱溶接を行った場合(試験体A〜C)、溶接終了後、ステンレス鋼管の内表面の熱影響部の最大残留応力値はプラスになり、すなわち、熱影響部に応力腐食割れの因子となる引張応力が残留した。
【0035】
一方、大入熱溶接をステンレス鋼管の肉厚の38%まで行い、以降は低入熱溶接を行った場合(試験体F)、溶接終了後、ステンレス鋼管の内表面の熱影響部の最大残留応力値はマイナスになり、すなわち、熱影響部には圧縮応力が残留した。
【0036】
大入熱溶接をステンレス鋼管の肉厚の43%まで行い、以降は低入熱溶接を行った場合も(試験体D,G)、溶接終了後、ステンレス鋼管の内表面の熱影響部の最大残留応力値はマイナスになり、すなわち、熱影響部には圧縮応力が残留した。
【0037】
大入熱溶接をステンレス鋼管の肉厚の46%以上行い、以降は低入熱溶接を行った場合も(試験体E,H)、溶接終了後、ステンレス鋼管の内表面の熱影響部の最大残留応力値はプラスになり、すなわち、熱影響部に応力腐食割れの因子となる引張応力が残留した。
【0038】
ホットワイヤを用いた場合と用いない場合を比較すると(試験体D,G)、ホットワイヤを用いた方が、溶接終了後、ステンレス鋼管の内表面の熱影響部の最大残留応力値がよりマイナス側になり、良好であった。
【0039】
冷却ワイヤを用いた場合と用いない場合を比較すると(試験体D,G)、冷却ワイヤを用いた方が、溶接終了後、ステンレス鋼管の内表面の熱影響部の最大残留応力値がよりマイナス側になり、良好であった。
【0040】
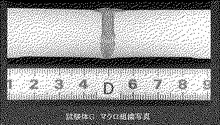
図2は、表1中の試験体Gの熱影響部のマクロ組織を示す写真である。図2を参照すると、溶接終了後、ステンレス鋼管の内表面の熱影響部に好ましい圧縮応力が得られた試験体Gにおいて、ブローホールや融合不良等の溶接欠陥は認められなかった。また、試験体Gの熱影響部においては、内表面側に幅広の溶接金属が形成され、それより外表面に向って一定幅の溶接金属が形成されている。よって図2及び表1から、溶接金属が、内表面側から鋼管の肉厚の38%〜45%までは軸方向に沿って幅広(鋼管の内表面側の溶接金属が同外表面側の溶接金属よりも幅広)に形成され、それから外表面側に向って軸方向に沿って一定幅に形成されていることにより、多層溶接終了時、前記ステンレス鋼管の内表面の熱影響部に残留する応力を圧縮応力とすることが可能となると考えられる。
【0041】
以上の試験結果より、ステンレス鋼管の内表面の熱影響部の応力腐食割れを防止する残留応力圧縮法においては、以下の手段を用いることが好ましい。
【0042】
(1)溶接機
・ダブルフラックス・ガスシールドによる低入熱溶接
・冷却ワイヤの導入(溶接ワイヤと冷却ワイヤの2本同時送給)
(2)開先形状
・狭開先、例えば、開先幅6.5〜7mmのU型狭開先
(3)溶接施工法
・肉厚(板厚)38%〜45%まで大入熱溶接
・それ以降から最終層(最終パス)までは低入熱溶接
・上記大入熱溶接においてはホットワイヤ併用が好ましい
・上記低入熱溶接においては冷却ワイヤ併用が好ましい
・上記大入熱溶接においては入熱量13000J/cm以上が好ましい
・上記低入熱溶接においては入熱量3500J/cm以下が好ましい
・大入熱量/低入熱量=3〜7、さらには4〜6が好ましい
【0043】
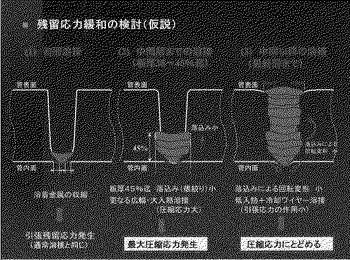
最後に、本発明によって、ステンレス鋼管の溶接部内表面の残留応力が圧縮応力に転換された理由を図示する。図3は、本発明の原理を説明するための模式図である。
【0044】
図3を参照すると、本発明の場合、初層の溶接パスでは、溶着金属の収縮により、ステンレス鋼管の内表面の熱影響部に引張残留応力が作用し、中間層までの溶接パスにおいて、大入熱溶接(好ましくはホットワイヤ併用)により更なる広幅溶接が実現でき、それ以降の溶接パスでは、低入熱溶接(好ましくは冷却ワイヤ併用)を行うことにより、落込みによる回転変形が最小限に抑制され、最終的にはステンレス鋼管の内表面の熱影響部に残留応力が圧縮応力として残る。
【産業上の利用可能性】
【0045】
本発明は、応力腐食割れが発生し易い環境で使用されるステンレス鋼管、特に、オーステナイト系ステンレス鋼管の溶接方法に好適に適用される。本発明は、配管径300〜600Aのステンレス鋼管の溶接に好適に適用される。
【図面の簡単な説明】
【0046】
【図1】本発明の一実施例に係る試験1で用いた試験体A〜Hの形状を示す図である。
【図2】表1中の試験体Gの熱影響部のマクロ組織を示す写真である。
【図3】本発明の原理を説明するための模式図である。
【技術分野】
【0001】
本発明は、ステンレス鋼管同士を突き合わせ円周方向に沿って開先溶接する溶接パスを複数回行う該ステンレス鋼管の多層溶接方法及び多層溶接物に関する。
【背景技術】
【0002】
ステンレス鋼管同士を多層溶接した場合、溶接されたステンレス鋼管の内表面の熱影響部に発生する応力腐食割れが問題となる。この応力腐食割れは、ステンレス鋼管の材質と、溶接したステンレス鋼管が設置される環境と、ステンレス鋼管にかかる引張応力という3因子のうち、いずれかの因子が所定の条件を満たさない場合、発生しない。
【0003】
応力因子の改善方法として、従来、水冷溶接方法、高周波誘導加熱方法、外面バタリング工法又はピーニング方法が提案されている。
【0004】
また、特許文献1には、ステンレス鋼管の材質、詳細には、溶接熱影響部の組織を改善する方法として、所定の溶接パス以降、溶接時のピーク温度を低くして、Cr炭化物やCr欠乏層の発生を防止する方法が提案されている。
【0005】
【特許文献1】特開2006−68757(段落0010〜0012)
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、上述した応力因子の改善方法によれば、通常の溶接設備に加えて多大な付帯設備が必要であり、コスト高を招くという問題がある。
【0007】
また、上記特許文献1の方法は、ステンレス鋼管の材質ないし組織の改善であって、溶接後のステンレス鋼管の内表面に残留する応力を改善しようとするものではない。
【0008】
本発明は、溶接後のステンレス鋼管の内表面に残留する応力を、簡便な設備かつ簡単な方法で、圧縮応力にすることができるステンレス鋼管の多層溶接方法及び多層溶接物を提供することを目的とする。
【課題を解決するための手段】
【0009】
ステンレス鋼管の多層溶接時、各溶接パスにおいて、入熱量を互いに一定かつ大入熱量とした場合、ステンレス鋼管の内表面の熱影響部において、溶接パス毎の残留応力値は、中間層の溶接パス(管肉厚の中ごろ)で最大の圧縮応力値を示し、その後の溶接パスで引張応力値に転換して、これが応力腐食割れの因子となっていると言われている。
【0010】
また、中間層以降の溶接パスでステンレス鋼管の溶接部に横曲がり変形が顕著に発生し、これが、ステンレス鋼管の内表面の熱影響部における引張残留応力発生の原因となっていると言われている。
【0011】
本発明者らは、上記事項に基づき鋭意研究を進めた結果、中間層の溶接パス以降の溶接時入熱量を低くすることにより、ステンレス鋼管の内表面の熱影響部において、残留応力が圧縮応力から引張応力に転換することを防止できることを見出し、本発明を完成するに至ったものである。
【0012】
本発明は、第1の視点において、ステンレス鋼管の端面同士を突き合わせ、円周方向に沿って開先溶接する溶接パスを複数回行い、該端面同士を溶接するステンレス鋼管の多層溶接方法であって、溶接前、前記ステンレス鋼管の端面同士の間に形成する開先を狭開先とし、溶接開始後、前記ステンレス鋼管の肉厚の38%〜45%まで溶接する溶接パスにおいては大入熱溶接を行い、以降の溶接パスにおいては、前記大入熱溶接時よりも低い入熱量で低入熱溶接を行い、多層溶接終了時、前記ステンレス鋼管の内表面の熱影響部に残留する応力を圧縮応力とすることを特徴とするステンレス鋼管の多層溶接方法を提供する。本発明は、第2の視点において、ステンレス鋼管の端面同士が突き合わせられ、円周方向に沿って開先溶接する溶接パスが複数回行われ、該端面同士が溶接されたステンレス鋼管の多層溶接物であって、溶接金属が、内表面側から鋼管の肉厚の38%〜45%までは軸方向に沿って幅広に形成され、それから外表面側に向って軸方向に沿って一定幅に形成されていることを特徴とするステンレス鋼管の多層溶接物を提供する。
【発明の効果】
【0013】
本発明によれば、溶接が肉厚の所定割合まで到達した溶接パス以降、溶接時入熱量をそれ以前よりも低くすることによって、ステンレス鋼管の内表面の熱影響部に、最終的に、圧縮残留応力が作用するようにする。これによって、ステンレス鋼管の内表面の熱影響部における応力腐食割れが高度に防止される。なお、初期の溶接パスまでは、大入熱溶接を行うことによって、かえって、応力腐食割れの原因となっている引張残留応力の発生が抑制される傾向がある。
【発明を実施するための最良の形態】
【0014】
本発明の好ましい実施の形態において、大入熱溶接を行う溶接パスでは入熱量を10000J/cm以上とし、低入熱溶接を行う溶接パスでは入熱量を5000J/cm以下とする。大入熱溶接において、好ましくは、入熱量を10000〜25000J/cmの範囲、より好ましくは10000〜20000J/cmの範囲、さらに好ましくは13000〜20000J/cmの範囲とする。低入熱溶接において、好ましくは入熱量を2000〜5000J/cmの範囲、さらに好ましくは2000〜3500J/cmの範囲とする。
【0015】
本発明の好ましい実施の形態においては、前記大入熱溶接時の半分以下の入熱量で低入熱溶接を行う。好ましくは、前記大入熱溶接時の入熱量(これを「大入熱量」と称する)と、前記低入熱溶接時の入熱量(これを「低入熱量」と称する)の比(=大入熱量/低入熱量)を、3〜7の範囲にする。
【0016】
本発明の好ましい実施の形態において、前記ステンレス鋼管同士の間に形成する開先は、I形又はそれに近いすきま、すなわち、U形等の狭い開先で行う狭開先を採用する(JISZ3001 用語番号2708参照)。狭開先の場合、管の肉厚と開先幅の関係を例示すると、肉厚10mm−開先幅5mm、肉厚20mm−開先幅7mm、肉厚30mm−開先幅9〜10mm、肉厚40mm−開先幅13〜14mmである。狭開先溶接を行うことによって、さらに、上記熱影響部における引張残留応力の発生を高度に防止することができる。
【0017】
本発明の好ましい実施の形態に係る溶接物においては、溶接金属が、内表面側から鋼管の肉厚の38%〜45%までは軸方向に沿って幅広(鋼管の内表面側の溶接金属が同外表面側の溶接金属よりも幅広)に形成され、それから外表面側に向って軸方向に沿って一定幅に形成されている(図2参照)。
【実施例1】
【0018】
以下、図面を参照して本発明の一実施例を説明する。まず、ステンレス鋼管の多層溶接方法の概要を説明する。
【0019】
溶接機は、高速自動TIG溶接装置(商品名「DSP TIG−500」愛知産業株式会社製)を用いた。溶接ヘッドには、ダブルフラックス・ガスシールド法用のヘッドを用いた。この溶接ヘッドには、通常の電極の他に、回転偏芯電極を適用可能である。
【0020】
なお、「ダブルフラックス・ガスシールド法」とは、タングステン電極を2層の不活性ガスで覆いながら溶接を行う方法であって、エネルギー密度が高くなるため低入熱での溶接を可能とする。「回転偏芯電極」とは、開先中心に対してタングステン電極が偏芯しながら回転するものである。
【0021】
この溶接機により、タングステン電極と母材(ステンレス鋼管)との間にアークを発生させ,そのアーク熱によって溶加材および母材を溶融して溶接する。溶接時の入熱量は、電極に与える電気的エネルギー量によって調整することができる。すなわち、溶接時の入熱量(j/cm)は、溶接電流×溶接電圧×60/溶接速度で表される。
【0022】
溶接工程を説明すると、溶接するステンレス鋼管の端面同士を突き合わし、初層溶接を行う。各溶接パスにおいては、開先内に円周方向に沿って金属を溶着させる。この溶接パスを複数回繰り返すことにより、溶着金属を鋼管内面から鋼管表面方向に向って積層していき、鋼管同士を溶接する。
【0023】
[基礎試験1]
開先を狭くすることによって、ステンレス鋼管の内表面の熱影響部の残留応力が低減するかを検討する基礎試験を行った。試験体には、400A×t21.4mmのSUS316Lのオーステナイト系ステンレス鋼管を用い、一方の試験体は、開先幅7mmのU形開先とし、比較のため他方の試験体は開先幅14mmのV形狭開先とした。溶接後、ステンレス鋼管の内表面の熱影響部の残留応力を歪ゲージを用いて測定したところ、一方の試験体、すなわち、狭開先溶接の方が、約100〜150MPa程度、残留応力が低減し、開先を狭くする効果があることがわかった。
【0024】
[基礎試験2]
上記狭開先溶接に、冷却ワイヤを導入して低入熱溶接を行い、溶接残留応力が低減するかどうかを確認した。冷却ワイヤとは、溶接時、溶接ワイヤとは別に溶融プール中に挿入され、溶融プールを強制的に冷却・凝固させるために使用されるものである。試験体には、400A×t21.4mmのSUS316Lのオーステナイト系ステンレス鋼管を用い、開先は開先幅7mmのU形狭開先とし、2500〜3000J/cmの低入熱溶接を行った。比較のため、冷却ワイヤを用いない以外は、前記と同様に溶接を行った。
【0025】
溶接後、ステンレス鋼管の内表面の熱影響部の残留応力を歪ゲージを用いて測定したところ、冷却ワイヤを用いることにより、溶接後の残留応力が50〜100MPa緩和されることがわかった。なお、冷却ワイヤを用いなくても低入熱溶接が可能ではあるが、それを用いることにより、溶融金属を強制凝固させる効果が発揮されるため、希釈量及び熱影響部が減少し、溶接効率も改善される。
【0026】
[試験1]
上記基礎試験の結果に基づいて、開先を7mmのU形狭開先とし、冷却ワイヤを用い、
ステンレス鋼管の肉厚の何%で、大入熱溶接と低入熱溶接を切替えたらよいかを検討した。
【0027】
図1は、本発明の一実施例に係る試験1で用いた試験体A〜Hの形状を示す図である。図1を参照すると、試験体には、300A×t21.4mmのSUS316Lのオーステナイト系ステンレス鋼管を用い、開先は開先幅7mmのU形狭開先とし、各設定したステンレス鋼管の肉厚まで大入熱溶接を行い、その後低入熱溶接を行った。溶接後、ステンレス鋼管の内表面の熱影響部の横収縮量を測定した。また。ステンレス鋼管の内表面の熱影響部の残留応力を歪ゲージを用いて測定した。
【0028】
詳細には、ステンレス鋼管の内表面の熱影響部において、溶接開始箇所から溶接時の鋼管回転方向に沿って90度の点をB点、−90度の点をD点とし、それぞれの点で残留応力を軸方向及び周方向に関して測定し、最大残留応力値を求めた。
【0029】
表1は、本発明の一実施例に係る試験1の結果を示す表である。
【0030】
【表1】
【0031】
表1中、積層方法の欄においては、上段が大入熱溶接を行ったステンレス鋼管の肉厚の割合を百分率で示し、下段が低入熱溶接を行ったステンレス鋼管の肉厚の割合を百分率で示す。
【0032】
入熱量の欄においては、上段が大入熱溶接時の入熱量、下段が低入熱溶接時の入熱量を示す。溶接方法の欄においては、大入熱溶接時にホットワイヤを用いたかどうか、低入熱溶接時に冷却ワイヤないし偏芯電極を用いたどうかを示す。なお、ホットワイヤとは、溶接ワイヤとは別に、溶融プール中に挿入されて、溶接金属の積層高さを高度に制御し易くするためのものである。
【0033】
溶接パス数の欄においては、左上段に大入熱溶接を行った溶接パス数、左下段に前記大入熱溶接を行った溶接パスの後に低入熱溶接を行った溶接パス数、右段に総パス数を示す。
【0034】
表1を参照すると、大入熱溶接をステンレス鋼管の肉厚の35%以下まで行い、以降は低入熱溶接を行った場合(試験体A〜C)、溶接終了後、ステンレス鋼管の内表面の熱影響部の最大残留応力値はプラスになり、すなわち、熱影響部に応力腐食割れの因子となる引張応力が残留した。
【0035】
一方、大入熱溶接をステンレス鋼管の肉厚の38%まで行い、以降は低入熱溶接を行った場合(試験体F)、溶接終了後、ステンレス鋼管の内表面の熱影響部の最大残留応力値はマイナスになり、すなわち、熱影響部には圧縮応力が残留した。
【0036】
大入熱溶接をステンレス鋼管の肉厚の43%まで行い、以降は低入熱溶接を行った場合も(試験体D,G)、溶接終了後、ステンレス鋼管の内表面の熱影響部の最大残留応力値はマイナスになり、すなわち、熱影響部には圧縮応力が残留した。
【0037】
大入熱溶接をステンレス鋼管の肉厚の46%以上行い、以降は低入熱溶接を行った場合も(試験体E,H)、溶接終了後、ステンレス鋼管の内表面の熱影響部の最大残留応力値はプラスになり、すなわち、熱影響部に応力腐食割れの因子となる引張応力が残留した。
【0038】
ホットワイヤを用いた場合と用いない場合を比較すると(試験体D,G)、ホットワイヤを用いた方が、溶接終了後、ステンレス鋼管の内表面の熱影響部の最大残留応力値がよりマイナス側になり、良好であった。
【0039】
冷却ワイヤを用いた場合と用いない場合を比較すると(試験体D,G)、冷却ワイヤを用いた方が、溶接終了後、ステンレス鋼管の内表面の熱影響部の最大残留応力値がよりマイナス側になり、良好であった。
【0040】
図2は、表1中の試験体Gの熱影響部のマクロ組織を示す写真である。図2を参照すると、溶接終了後、ステンレス鋼管の内表面の熱影響部に好ましい圧縮応力が得られた試験体Gにおいて、ブローホールや融合不良等の溶接欠陥は認められなかった。また、試験体Gの熱影響部においては、内表面側に幅広の溶接金属が形成され、それより外表面に向って一定幅の溶接金属が形成されている。よって図2及び表1から、溶接金属が、内表面側から鋼管の肉厚の38%〜45%までは軸方向に沿って幅広(鋼管の内表面側の溶接金属が同外表面側の溶接金属よりも幅広)に形成され、それから外表面側に向って軸方向に沿って一定幅に形成されていることにより、多層溶接終了時、前記ステンレス鋼管の内表面の熱影響部に残留する応力を圧縮応力とすることが可能となると考えられる。
【0041】
以上の試験結果より、ステンレス鋼管の内表面の熱影響部の応力腐食割れを防止する残留応力圧縮法においては、以下の手段を用いることが好ましい。
【0042】
(1)溶接機
・ダブルフラックス・ガスシールドによる低入熱溶接
・冷却ワイヤの導入(溶接ワイヤと冷却ワイヤの2本同時送給)
(2)開先形状
・狭開先、例えば、開先幅6.5〜7mmのU型狭開先
(3)溶接施工法
・肉厚(板厚)38%〜45%まで大入熱溶接
・それ以降から最終層(最終パス)までは低入熱溶接
・上記大入熱溶接においてはホットワイヤ併用が好ましい
・上記低入熱溶接においては冷却ワイヤ併用が好ましい
・上記大入熱溶接においては入熱量13000J/cm以上が好ましい
・上記低入熱溶接においては入熱量3500J/cm以下が好ましい
・大入熱量/低入熱量=3〜7、さらには4〜6が好ましい
【0043】
最後に、本発明によって、ステンレス鋼管の溶接部内表面の残留応力が圧縮応力に転換された理由を図示する。図3は、本発明の原理を説明するための模式図である。
【0044】
図3を参照すると、本発明の場合、初層の溶接パスでは、溶着金属の収縮により、ステンレス鋼管の内表面の熱影響部に引張残留応力が作用し、中間層までの溶接パスにおいて、大入熱溶接(好ましくはホットワイヤ併用)により更なる広幅溶接が実現でき、それ以降の溶接パスでは、低入熱溶接(好ましくは冷却ワイヤ併用)を行うことにより、落込みによる回転変形が最小限に抑制され、最終的にはステンレス鋼管の内表面の熱影響部に残留応力が圧縮応力として残る。
【産業上の利用可能性】
【0045】
本発明は、応力腐食割れが発生し易い環境で使用されるステンレス鋼管、特に、オーステナイト系ステンレス鋼管の溶接方法に好適に適用される。本発明は、配管径300〜600Aのステンレス鋼管の溶接に好適に適用される。
【図面の簡単な説明】
【0046】
【図1】本発明の一実施例に係る試験1で用いた試験体A〜Hの形状を示す図である。
【図2】表1中の試験体Gの熱影響部のマクロ組織を示す写真である。
【図3】本発明の原理を説明するための模式図である。
【特許請求の範囲】
【請求項1】
ステンレス鋼管の端面同士を突き合わせ、円周方向に沿って開先溶接する溶接パスを複数回行い、該端面同士を溶接するステンレス鋼管の多層溶接方法であって、
溶接前、前記ステンレス鋼管の端面同士の間に形成する開先を狭開先とし、
溶接開始後、前記ステンレス鋼管の肉厚の38%〜45%まで溶接する溶接パスにおいては大入熱溶接を行い、以降の溶接パスにおいては、前記大入熱溶接時よりも低い入熱量で低入熱溶接を行い、
多層溶接終了時、前記ステンレス鋼管の内表面の熱影響部に残留する応力を圧縮応力とすることを特徴とするステンレス鋼管の多層溶接方法。
【請求項2】
前記大入熱溶接を行う溶接パスでは入熱量を10000J/cm以上とし、前記低入熱溶接を行う溶接パスでは入熱量を5000J/cm以下とすることを特徴とする請求項1記載のステンレス鋼管の多層溶接方法。
【請求項3】
前記大入熱溶接時の入熱量(これを「大入熱量」と称する)と、前記低入熱溶接時の入熱量(これを「低入熱量」と称する)の比(=大入熱量/低入熱量)が、3〜7の範囲であることを特徴とする請求項1又は2記載のステンレス鋼管の多層溶接方法。
【請求項4】
ステンレス鋼管の端面同士が突き合わせられ、円周方向に沿って開先溶接する溶接パスが複数回行われ、該端面同士が溶接されたステンレス鋼管の多層溶接物であって、
溶接金属が、内表面側から鋼管の肉厚の38%〜45%までは軸方向に沿って幅広に形成され、それから外表面側に向って軸方向に沿って一定幅に形成されていることを特徴とするステンレス鋼管の多層溶接物。
【請求項1】
ステンレス鋼管の端面同士を突き合わせ、円周方向に沿って開先溶接する溶接パスを複数回行い、該端面同士を溶接するステンレス鋼管の多層溶接方法であって、
溶接前、前記ステンレス鋼管の端面同士の間に形成する開先を狭開先とし、
溶接開始後、前記ステンレス鋼管の肉厚の38%〜45%まで溶接する溶接パスにおいては大入熱溶接を行い、以降の溶接パスにおいては、前記大入熱溶接時よりも低い入熱量で低入熱溶接を行い、
多層溶接終了時、前記ステンレス鋼管の内表面の熱影響部に残留する応力を圧縮応力とすることを特徴とするステンレス鋼管の多層溶接方法。
【請求項2】
前記大入熱溶接を行う溶接パスでは入熱量を10000J/cm以上とし、前記低入熱溶接を行う溶接パスでは入熱量を5000J/cm以下とすることを特徴とする請求項1記載のステンレス鋼管の多層溶接方法。
【請求項3】
前記大入熱溶接時の入熱量(これを「大入熱量」と称する)と、前記低入熱溶接時の入熱量(これを「低入熱量」と称する)の比(=大入熱量/低入熱量)が、3〜7の範囲であることを特徴とする請求項1又は2記載のステンレス鋼管の多層溶接方法。
【請求項4】
ステンレス鋼管の端面同士が突き合わせられ、円周方向に沿って開先溶接する溶接パスが複数回行われ、該端面同士が溶接されたステンレス鋼管の多層溶接物であって、
溶接金属が、内表面側から鋼管の肉厚の38%〜45%までは軸方向に沿って幅広に形成され、それから外表面側に向って軸方向に沿って一定幅に形成されていることを特徴とするステンレス鋼管の多層溶接物。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2008−62277(P2008−62277A)
【公開日】平成20年3月21日(2008.3.21)
【国際特許分類】
【出願番号】特願2006−244186(P2006−244186)
【出願日】平成18年9月8日(2006.9.8)
【出願人】(000221535)東電工業株式会社 (25)
【出願人】(591146697)愛知産業株式会社 (19)
【Fターム(参考)】
【公開日】平成20年3月21日(2008.3.21)
【国際特許分類】
【出願日】平成18年9月8日(2006.9.8)
【出願人】(000221535)東電工業株式会社 (25)
【出願人】(591146697)愛知産業株式会社 (19)
【Fターム(参考)】
[ Back to top ]