
ステープルヤーン製造方法
本発明は、ステープル繊維ヤーン、そのヤーンを製造するための装置、およびフィラメントヤーンを延伸破断させてステープルヤーンを製造するための方法である。その方法により、大きな繊度のトウ製品よりも小さなロットサイズの製品を複数製造することが可能となる。その方法には、延伸ゾーン、張力調節ゾーン、延伸破断ゾーン、および圧密化ゾーンが含まれていて、ステープルファイバーのヤーンを形成する。

【発明の詳細な説明】
【関連出願の相互参照】
【0001】
本出願は、米国特許仮出願第60/645,695号(出願日:2005年1月21日)の利益を主張するものであり、その出願はそのすべてが、すべての目的において本出願の一部として援用される。
【技術分野】
【0002】
本発明は一般的には、繊維の二次加工および紡糸方法に関し、さらに詳しくは、フィラメントヤーンを延伸破断させてステープルファイバーを形成させ、それらの繊維を圧密化してステープルヤーンとするための方法に関する。そのプロセスは、延伸工程、それに続く張力調節工程、それに続く延伸破断工程、そして最後に圧密化工程を含んでなる。本発明はさらに、そのようなプロセスを実施するための装置および、それにより製造されるヤーンにも関する。
【背景技術】
【0003】
紡績ヤーン(spun yarn)は、ポリマーのような合成物質から調製された連続フィラメントから、その連続フィラメントを切断してステープルファイバーとし、次いで綿や羊毛のような天然繊維の場合と同様にして、それを組み合わせてヤーンとすることにより、製造されてきた。
【0004】
ステープルファイバーからヤーンを製造するためのまた別な方法では、連続フィラメントを延伸破断させてステープルファイバーを形成させる。この方法は、さらに二つの群に分類される。第一の群においては、フィラメントの大きなトウを延伸破断させて、ステープルファイバーの厚手の(heavy)スライバーを形成させるが、これについてはたとえば(特許文献1)(ギルハウス(Gilhaus))に記載がある。綿または羊毛でも使用されている慣用のシステムを介して、それらのスライバーを加工してヤーンとする。延伸破断されたフィラメントから得られるステープルファイバーが慣用されるヤーン製造機械で加工されるので、その平均繊維長さおよび繊維長さ分布を厳密に調節しなければならない。ギルハウス(Gilhaus)特許は、複数の延伸破断ゾーンを用いて、次第に繊維長さを短くすることによりその段取りを達成することを教示している。第二の群においては、より小さなトウを延伸破断させて、小さなスライバーを形成させ、次いでそれを直接紡糸してヤーンとするが、これについてはたとえば、(特許文献2)(ニュー(New))または(特許文献3)(プレストン(Preston))に記載がある。この第二の群は、直接紡糸と呼ばれることもある。
【0005】
そのような従来のプロセスは、本撚り(true twisting)装置に固有の速度の限界のために、速度が遅かった。本撚りに代わるものとして、(特許文献4)(バンティング(Bunting))には、交絡用またはインターレース用のジェットノズル器具を使用してステープルファイバーを圧密化して、ヤーン製品を製造することが開示されている。そのような製品は本撚りよりは早く生産することが可能であるが、強度、清浄度および均質性の点において、慣用される紡績ヤーンに匹敵するものではない。
【0006】
別な方法として、(特許文献5)(アダムス(Adams))には、連続フィラメントの1500〜5000デニールのトウを加熱、延伸、次いで延伸破断させて、単一ゾーンの中で牽伸し、そして開口牽伸ロールおよびアスピレーターから高速で引き出して、ロールニップを通過する流体と繊維との並流を維持するプロセスが開示されている。プロセスの安定性とヤーンの良好な品質とを得るためには、アダムス(Adams)特許では、延伸破断ゾーンにおいて少なくとも5のロール速度比が必要とされる。次いで、その不連続で、圧密化されていないフィラメントを、バンティング(Bunting)において開示されているタイプの交絡ジェットノズルで圧密化させて、50〜300デニールのヤーンを製造する。さらにヤーンを加工する必要がないので、繊維長さの制限は存在しない。アダムス(Adams)特許においては、延伸破断ゾーンにおいて製造される不連続フィラメント繊維の約1.5〜20%が長さ76cmを超え、その繊維の約50〜93.5%が、長さ12.7〜76cmである。そのヤーンの軸は、そのプロセスを通じて、垂直である必要がある。得られる製品は、圧密化されたヤーンであって、スラブがなく、清浄であるリング精紡されたヤーンよりも一般的には優れた、高い強度を有する。
【0007】
繊維のトウから帯化された(fasciated)ヤーンを製造するための、水平インラインプロセスが、(特許文献6)(ミノリカワ(Minorikawa))に教示されている。そのプロセスには、幅の狭い長い領域においてヒーターの上でトウを延伸させる工程、そのトウを牽伸切断(draft cutting)させる工程、その牽伸切断させた繊維を修正用(amendatory)の牽伸切断にかける工程、およびヤーンを成形させる工程が含まれる。その修正用牽伸切断工程におけるゾーンの長さは、牽伸切断ゾーンの長さの約0.4〜0.9倍であり、修正用牽伸切断のためのロール速度比は少なくとも2.5である。延伸を2段で行わせて、90〜99%の最大延伸比とするのが好ましく、次いでその延伸させた繊維を加熱処理する。そのヤーン形成工程では、ジェットノズルシステムを使用して、繊維のコアの周りにラッパー繊維を作り、コア繊維のまわりにそれらを巻き覆わせることによって、それらの繊維を圧密化させる。場合によっては、修正用牽伸切断ゾーンおよびヤーン成形ゾーンでエプロンバンドを使用して、外周繊維を制御する。その製品は、(特許文献7)(ミノリカワ(Minorikawa))の記載によれば、以下のような事実を示している:そのヤーンの繊維の中の不連続フィラメントの約15%を超えるものが、平均フィラメント長さの0.5倍未満のフィラメント長さを有し、ヤーンの繊維の中のフィラメントの約15%を超えるものが、平均フィラメント長さの1.5倍を超えるフィラメント長さを有しているが、ここで好適な平均フィラメント長さは50〜500mmの間である。例示された実施例においては、そのプロセスにおける最大生産速度は、174〜532デニール(30.5〜10綿番手)のヤーンを製造する場合で、200メートル/分(実施例6)であるが、ほとんどの実施例は、約100メートル/分で実施されている。
【0008】
アダムス(Adams)特許プロセスの製品においては、平均繊維長さが長く、1.5〜20%の繊維が76cmを超えるという事実から、ヤーンから飛び出していて、多くの織物用途で望ましいヤーンに快適な感触と外観を与えるのに使用できる、繊維の末端の数に限度がある。アダムス(Adams)特許では、安定なプロセスと良好な糸の品質を達成するためには、それらの長い繊維を必要としている。
【0009】
アダムス(Adams)特許プロセスとは対照的に、ギルハウス(Gilhaus)特許とミノリカワ(Minorikawa)特許のいずれもが、所望の平均繊維長さと繊維長さ分布を達成するためには、少なくとも二つの破断ゾーンを必要としている。プロセスの安定性と清浄なヤーンのためには長い破断ゾーンが必要であり、それに対して、短い繊維長さのためには短い破断ゾーンが必要であろうと考えられていた。短い破断ゾーンを使用すると、平均繊維長さは典型的にはその最も短い破断ゾーンの長さの約0.5倍であり、平均繊維長さの範囲は、最も短い破断ゾーンの長さの約0.4〜0.7倍となる。
【0010】
(特許文献8)(ポッパー(Popper))には、製造されたヤーンが、6インチよりも長い重量平均繊維長さを有するような、延伸破断方法が開示されている。
【0011】
【特許文献1】米国特許第4,924,556号明細書
【特許文献2】米国特許第2,721,440号明細書
【特許文献3】米国特許第2,784,458号明細書
【特許文献4】米国特許第3,110,151号明細書
【特許文献5】米国特許第4,080,778号明細書
【特許文献6】米国特許第4,667,463号明細書
【特許文献7】米国特許第4,356,690号明細書
【特許文献8】国際公開第00/77283号パンフレット
【発明の開示】
【発明が解決しようとする課題】
【0012】
したがって、従来からのステープル繊維ヤーンと類似の見栄えとなるような、充分に短い平均繊維長さを有する、延伸破断されたヤーンを製造するための直接紡糸方法が依然として求められている。コスト的に魅力のある単一ラインにおいて、小さなトウまたはクリールから直接的にヤーンを製造することを可能とする、故障が少なく、高速(たとえば250m/分を超える)で運転することが可能なプロセスに対する要望もまた存在している。
【0013】
さらに、既存の1破断ゾーンプロセスは、受容可能な質量均質性(mass uniformity)を有さないヤーンを製造しているように見える。具体的には、2メートル〜10メートルのヤーン長さにおける質量変動のために、質量均質性(CV%)を測定すると通常受け入れられる範囲に入るにもかかわらず、そのファブリックに厚いところと薄いところがあるように見えてしまう。本発明のプロセスは、それらの問題を克服する。
【課題を解決するための手段】
【0014】
本発明の一つの実施態様は、以下の工程によってフィラメントヤーンからステープルヤーンを製造するためのプロセスである:
(a)フィラメントヤーンを、そのヤーンの中のフィラメントが延伸される大きさの張力にかける工程;
(b)そのヤーンを、そのヤーンの中のフィラメントがさらに延伸されることなく、そして破断されることもない大きさの張力にかける工程;
(c)そのヤーンを、そのヤーンの中のフィラメントが破断されて、ステープルファイバーが形成される大きさの張力にかける工程;および
(d)そのステープルファイバーを圧密化してステープルヤーンを形成する工程。
【0015】
本発明のまた別な実施態様は、以下の工程によってフィラメントヤーンからステープルヤーンを製造するためのプロセスである:
(a)紡糸装置の延伸ゾーンの中にフィラメントヤーンを通過させて、そこでそのヤーンを、そのヤーンの中のフィラメントが延伸される大きさの張力にかける工程;
(b)そのヤーンを、その装置の延伸ゾーンから張力調節ゾーンの中へと送って、そこでそのヤーンを、そのヤーンの中のフィラメントがさらに延伸されることなく、そして破断されることもない大きさの張力にかける工程;
(c)そのヤーンを、その装置の張力調節ゾーンから延伸破断ゾーンの中へと送って、そこでそのヤーンを、そのヤーンの中のフィラメントが破断されて、ステープルファイバーが形成される大きさの張力にかける工程;および
(d)そのステープルファイバーを、その装置の延伸破断ゾーンから圧密化ゾーンの中へと送って、そこでそのステープルファイバーを圧密化して、ステープルヤーンを形成する工程。
【0016】
本発明のさらなる実施態様は、以下のゾーンを含む、フィラメントヤーンからステープルヤーンを製造するための紡糸装置である:
(a)そのヤーンを、そのヤーンの中のフィラメントが延伸される大きさの張力にかける、延伸ゾーン;
(b)そのフィラメントヤーンが延伸ゾーンから送り込まれ、そのヤーンが、そのヤーンの中のフィラメントがさらに延伸されることなく、そして破断されることもない大きさの張力にかけられる、張力調節ゾーン;
(c)そのフィラメントヤーンが張力調節ゾーンから送り込まれ、そのヤーンが、そのヤーンの中のフィラメントが破断されて、ステープルファイバーが形成される大きさの張力にかけられる、延伸破断ゾーン;および
(d)そのステープルファイバーが延伸破断ゾーンから送り込まれ、そのステープルファイバーを圧密化して、ステープルヤーンを形成する、圧密化ゾーン。
【0017】
本発明のさらに別な実施態様は、そのステープルファイバーが、約6インチ未満の重量平均繊維長さと、1インチ未満〜約25インチの範囲の繊維長さ分布とを有するステープルファイバーを含むステープルヤーンである。
【0018】
本発明のその他の特徴は、以下の説明および図面を参照することにより、明らかとなるであろう。
【発明を実施するための最良の形態】
【0019】
フィラメントヤーンのフィードから、その中のステープルファイバーが約6インチ(6インチ)未満の重量平均繊維長さを有し、その結果として1インチあたりの繊維末端が望ましい高い値となるようなステープルヤーンを製造するためのプロセスが開発された。この方法は、短い延伸破断ゾーンを採用していない装置を用いて、それらの比較的短い重量平均繊維長さを与えることができるが、その理由は、重量平均繊維長さの、その延伸破断ゾーンの長さに対する比率が約0.4未満に調節することができるからである。この方法は、リング精紡されたステープルヤーンを製造する場合よりも、はるかに高い速度で運転される。この方法では、縦方向、横方向のいずれでも運転でき、しかも、生産速度や効率を犠牲にすることがない。この方法は、フィードとして、各種のポリマーを含めて多様な材料から製造されたフィラメントヤーンを使用するのに、適用することができる。
【0020】
延伸破断させる前の、フィードヤーン中のフィラメント内の応力を無くすか、または調節するために張力調節ゾーンを使用することも含めて、従来からの延伸破断プロセスに対する各種の改良が開示されている。そのように張力調節をすることによって、延伸破断ゾーンの中でフィードヤーン中のフィラメントが破断される位置に大きな影響を与え、そのため、フィードヤーン中の連続フィラメントを延伸破断させることによって製造されるステープルファイバーの繊維長さ分布、主として重量平均繊維長さを変化させることが可能となる。
【0021】
好ましい実施態様においては、本発明のプロセスでは、上流から下流の方向に向けて移動する、以下のゾーンをそのままの順序で使用する:延伸ゾーン、張力調節ゾーン、延伸破断ゾーン、および、不連続フィラメントから作られたステープルファイバーを圧密化させ、各種の手段のいずれかを用いてそれを混繊させて、そのヤーン製品に均一性を与え、維持するための、圧密化ゾーン。このプロセスには、一つまたはそれ以上の延伸破断ゾーンを有するシステムへの改良も含まれる。
【0022】
さらなる実施態様においては、フィードヤーン中のフィラメントおよび/またはプロダクト・ヤーンの中のステープルファイバーを加熱して、たとえば収縮のような製品特性を調節するのが望ましい場合には、アニリーングゾーンを採用する。アニリーングゾーンは、延伸ゾーンの一部とすることが最も多いが、圧密化ゾーンの後も含めて、プロセスの各種の位置で適用してよい。
【0023】
繊維は、長さがその直径または幅の少なくとも100倍であることを特徴とする、円筒形状の物質単位であり、それは紡糸してヤーンとしたり、各種の方法たとえば、製織、編成、ブレーディング、フェルト化および撚りなどを用いてファブリックとすることができる。繊維機械で加工するためには、正確な長さ(たとえば約1〜8インチ)の繊維が必要とされる。そのような目的に対しては、ステープルファイバーは正確な長さを有しているが、その理由は、それが天然繊維(たとえば、綿または羊毛からの)で本来的に有用な長さを有しているか、またはそれが、連続フィラメントから正確な機械長さに切断または破断された合成繊維フィラメントの不連続な長さの束であるからである。本明細書においてはフィラメントヤーンと呼ばれる、連続フィラメントの束は、たとえば、圧密化してステープルファイバーとするのに適した長さのフィラメントの、不連続な長さを作る位置でその連続フィラメントを繰り返して破断させることを目的とする、延伸破断機において加工することによって、ステープルファイバーに転換させる。
【0024】
ステープルヤーンは、上述のフィラメントヤーンとは対照的に、ステープルファイバーの連続ストランドであって、このものは、繊維が圧密化され、そのために、充分に混繊されて、ファブリックを形成させるための編成、製織、または他の撚合せ方法に好適な、ヤーンの長さ方向の構成の統一性および均一性をヤーンが有しているような形態にある。ステープルヤーンには、それからステープルファイバー、究極的にはステープルヤーンが製造される、破断されたフィラメントの流れの中に組み込まれた、連続で未破断のフィラメントが含まれていてもよい。
【0025】
本発明のプロセスでは、張力調節ゾーンなしの延伸破断システムによって製造されたヤーンよりは短い重量平均繊維長さを有するステープルファイバーで構成されるヤーンを与えるが、一つまたは二つの延伸破断ゾーンだけのものに対しても、同様である。本発明のステープルヤーン製品は、異なった長さのステープルファイバーが存在していることを特徴としていて、それらの繊維がヤーンの長さ方向に混繊されてヤーンの均一性が保たれているが、ここで、その繊維の重量平均長さは6インチ未満であり、またそのヤーンは1インチ未満〜約25インチの範囲の繊維長さ分布を有している。他の製品では、そのヤーン製品の中に連続フィラメントとステープルファイバーの組合せが含まれるが、その連続フィラメントは、たとえば、延伸破断ゾーンの後、圧密化ゾーンの入口でその繊維に添加される。
【0026】
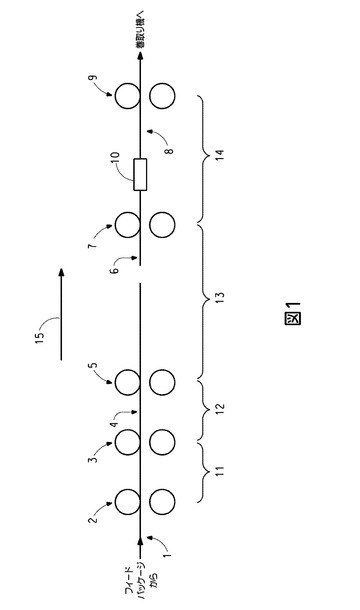
ここで図面を参照することとするが、図1は、本発明のプロセスを実施することが可能な、本発明の直接紡糸装置を示している。本発明のプロセスのためのフィラメントヤーンフィード材料は、連続フィラメントの巻取りパッケージから供給してもよいし、あるいは、それからフィードヤーンを自由に引き出せる、連続フィラメントをゆるゆるとため込んだ(piddled)容器から取り出してもよい。本発明のプロセスは、比較的繊度の低い、コストのかかる巻取り工程が不要で、満足のいくレベルでパッケージに巻き付けることが場合によっては困難な未延伸のフィラメントを使用することが可能な、ゆるゆるとため込んだフィードヤーンを用いて実施するのが経済的である。したがって、フィラメントヤーンのフィードにおけるフィラメントは、その装置の延伸ゾーンに供給されるまでは未延伸としておいてもよいし、あるいは予め部分的に延伸または配向されていてもよい。これらの形態のいずれかであるフィード材料は、低コストの代替え物を与える。これは、たとえばギルハウス(Gilhaus)特許における開示のようなスライバー延伸破断装置とは対照的である。
【0027】
フィラメントヤーン1が装置にフィードされ、最初に2組のロールセット2と3との間で取り上げられるが、それらのロールは、慣用されるモーター/ギアボックスまたは調節器(図示せず)によって所定の速度で駆動されている。ロールセット3はロールセット2よりも早い速度で駆動されていて、そのためにフィードヤーンに、この第一のゾーン11(延伸ゾーン)の中で、そのヤーンの中のフィラメントが延伸される大きさの張力がかかる。
【0028】
延伸ゾーン11、フィラメントヤーン1を延伸させるということは、そのフィラメントをまったく、または実質的にまったく破断させないようにして連続フィラメントを延伸させるということを意味していて、そのフィラメントは連続状態を保っている。フィラメントヤーンを延伸させるということには、そのフィラメントの加熱が含まれていても、含まれていなくてもよいが、そのために、延伸ゾーン11には、場合により、ヒーターが含まれていてもよく、それは各種の形態をとることが可能であり、そのフィラメントを容易に変形させられる長さにわたって、フィラメントに接触していてもよい。フィラメントの延伸は、延伸ゾーンにおいてフィラメントが張力に暴露された直後に起きるようにしてもよく、そのため、いくつかのポリマーにおいては、フィラメントの延伸または伸び(drawing or elongation)を、フィラメントが上流側のロール2を出た直後にまたは極めて短い距離たとえば1インチ以下のところで、起こさせてもよい。このケースの場合、ヒーターは、延伸のためにフィラメントを加熱するというよりは、延伸されたフィラメントをアニールするのに役立つ。このタイプのフィラメントの場合には、延伸加熱が必要であれば、ロールを加熱しておいてもよい。しかしながらその他のポリマーは、ヒーターの表面と接触することによって幾分かの熱を受けるまでは延伸されなくてもよいし、あるいは加熱をまったくすることなく延伸されてもよい。さらに他のケースにおいては、その延伸ゾーンが、実質的に1を超えないロール速度比を有していて、ヤーンが最小限の延伸しか受けず、その延伸ゾーンが、延伸ゾーンとしてよりは、アニリーングゾーンとしての程度または、それ以上の機能を果たすようにしてもよい。延伸ゾーン11の長さは、特に重要という訳ではなく、主として(存在しているならば)加熱装置を収納できるように、その寸法を決める。
【0029】
次いで、その中でフィラメントが延伸されたフィードヤーン4を延伸ゾーン11から出して、ロールセット3と5との間に位置する張力調節ゾーン12の中に送る。ロールセット3の速度に対して、ロールセット5の駆動速度は、このゾーンにおけるフィラメントの張力が、フィラメント中の残留応力をすべて消散させることが可能となるように選択された大きさに調節されるようにする。この目的のためには、ロールセット5の速度の割合を、ロールセット3が駆動されている速度よりも、低く、または同等、または高くすることができる。これによって、延伸ゾーン11においてフィラメントにかかった張力の大きさが、張力調節ゾーン12において、減少させられるか、維持されるか、あるいは増加させられるかの、いずれかとなる。しかしながら、いずれのケースにおいても、張力調節ゾーンにおいてフィラメントにかかる張力は、フィードヤーン中のフィラメントがさらに延伸されることなく、かつ破断されることもない大きさに設定される。張力調節ゾーン12においてフィラメントにかけられる張力の大きさが、延伸ゾーンにおいてそれらにかけられる張力の大きさよりも高い場合には、その、より大きな張力は、延伸ゾーン11の温度プロファイル、それからフィラメントを製造する物質の機械的性質、およびそのフィラメントが延伸ゾーン11の中ですでに経験している延伸の大きさの観点から、さらなる延伸をなにか起こさせる程には大きくはない。
【0030】
図1に示されているような本発明の装置においては、その延伸ゾーン11が張力調節ゾーン12の中に直接フィードされ、それと本質的に同一の機械の一部ではあるが、本発明のプロセス中の延伸ゾーンにおいてヤーンを延伸させる工程は、必ずしも同一の機械で実施しなければならない訳ではなく、またこのプロセスの中のいずれの他の工程においても同様である。
【0031】
次いでそのフィードヤーン6を、張力調節ゾーン12から出して、ロールセット5と7との間に位置する延伸破断ゾーン13に送る。延伸破断ゾーン13の長さは、ロールセット5のニップと、ロールセット7のニップとの間として測定する。ヤーン6の速度は、ロールセット7をロールセット5よりも早い速度としてヤーンを駆動させることにより、延伸破断ゾーン13の内部で増加させる。ロールとヤーンとの間ではいかなるスリップもあってはならず、したがって、ヤーンの速度と駆動されているロールセット5のロール表面速度とは同一であり、ヤーン速度と駆動されているロールセット7のロール表面速度とは同一である。延伸破断ゾーン13の内部でヤーンの速度を上昇させることによって、そのヤーンの中のフィラメント6に、フィラメントが延伸されてフィラメントの破断伸びを超えることを起こさせるような大きさの張力を与えると、そのフィラメントは両方のロールセットで拘束されているために、破断されることになる。延伸破断ゾーン13においては、フィラメントを破断させるために、ロールセットの速度比は、フィラメントに付与される最大歪みが、フィラメントが製造されたその物質の破断時伸びを超えることになるようにするべきである。そのような条件下においては、そのフィラメントの全部または実質的に全部が、延伸破断ゾーン13の中で破断されて、ステープルファイバーが形成される。
【0032】
フィードヤーン中の連続フィラメントを高い速度比で走らせ、それらの破断時伸びを超えるような張力をかけることにより、それらを破断させることに加えて、フィラメントはさらに、[ニュー(New)特許または米国特許第4,547,933号明細書(ラウテルバッハ(Lauterbach))に記載されているような]ニップロールで与えられる破断力を低減させ、フィラメントの中での破断位置のランダムさをいくぶん調節するような、切断加工機(cut−converter)またはブレーカーバー(breaker bar)のような装置を用いてそれらを切断または弱化させることによって破断させてもよい。
【0033】
単一の延伸破断ゾーン13においてフィードヤーンの中のフィラメントを実際に破断させるためには、出口ロール7の速度の、入口ロール5の速度に対する比率が大きくなる程、破断のために必要な定常状態張力は少なくなる。ヤーンが高い張力下で延伸破断ゾーン13に入るとすると、その中のフィラメントは、入口ロール5に近いところで破断されやすい。入口ロール5により近いところで破断が起きると、破断された、不連続フィラメントから形成されるステープルファイバー中の重量平均繊維長さが長くなり、たとえば、延伸破断ゾーン13の長さの約0.5倍よりも大きな重量平均長さとなるであろう。ヤーンが低い張力下で延伸破断ゾーン13に入るとすると、その中のフィラメントは、出口ロール7に近いところで破断しやすい。出口ロール7により近いところで破断が起きると、破断された、不連続フィラメントから形成されるステープルファイバー中の重量平均繊維長さが短くなり、たとえば、延伸破断ゾーン13の長さの約0.5倍よりも小さな重量平均長さとなるであろう。この現象を利用して、使用する延伸破断ゾーンの長さを短くする必要なしで、約6インチ未満の重量平均長さを有するステープルファイバーを作り出すことができ、それによって良好な操作性と糸の品質が維持される。ヤーンの延伸破断工程においては、破断ゾーンが短いほど短い繊維が得られるが、良好な操作性と糸の品質を得るためにはより長い破断ゾーンが必要である。
【0034】
ヤーンにかかる張力は、グラムの単位で測定され、張力計を使用して求めることができる。延伸ゾーン、張力調節ゾーンおよび延伸破断ゾーンにおいて、ヤーンにかかる、したがってその中のフィラメントにかかる張力は、ヤーンの質量流量、破断伸びおよび破断強度から求めることができる。
【0035】
フィードヤーン中の連続フィラメントを破断させた後、それからステープルファイバーを形成させる、不連続フィラメントの集合体を延伸破断ゾーンに引き入れて、ロールセット7の速度に達するまでその速度を増加させながら、繊度を低下させてもよい。上述したのと同じ現象は、延伸破断ゾーンの中における牽伸を、広い範囲のロール速度比(5未満であってもよい)にわたって操作することを可能とし、多くのパッケージからの極めて大きなフィードトウを作らねばならないことに代えて、連続フィラメントの比較的少数のフィードヤーンを有するフィードクリールを使用することが可能となる。
【0036】
破断された不連続フィラメントから形成されたままのステープルファイバー8を、延伸破断ゾーン13から出して、ロールセット7と9との間の圧密化ゾーン14に送り込む。圧密化ゾーン14の中では、繊維の速度をやや落とすことができるが、ロールと繊維との間にはいかなるスリップもあってはならず、そのために、繊維速度と駆動されているロールセット7におけるロール表面速度は同一であり、繊維速度と駆動されているロールセット9におけるロール表面速度も同一である。別なケースにおいては、繊維の交絡を改良する目的で、圧密化ゾーンの中で、繊維の速度を少しだけ増加させるのが望ましいこともあり得る。このケースの場合には、いくぶんかの牽伸が起きるであろう。たとえばアスピレータージェットノズルまたはインターレースジェットノズルのような、一つまたはそれ以上の圧密化器具10を圧密化ゾーンの中に位置させる。インターレースジェットノズルによって、繊維を、それらが互いに交絡するように相互に結合させて、ステープルヤーンを形成させるが、その作業の間に、ヤーンが形成される際に繊維の長さをやや短くすることができ、このことが、圧密化ゾーンにおいて速度が低下する理由である。適切なインターレースジェットノズルは、たとえば米国特許第6,052,878号明細書(オールレッド(Allred))、国際公開第03/29539号パンフレット(ブッフムラー(Buchmuller))、またはヘーバーライン(Heberlein)交絡ジェットノズルカタログに記載されている。その他の好適な、繊維交絡ジェットノズルは、たとえば米国特許第4,825,633号明細書(アルツト(Artzt))およびムラタ・ジェット・スピナー(Murata Jet Spinner)カタログに記載されている。圧密化装置を通過させた後では、ステープルファイバーは、良好な粘着性と強度とを有する圧密化されたステープルヤーンとなる。
【0037】
所望により、圧密化ゾーン14の後にアニリーングゾーン(図示せず)を加えることもできる。アニリーングゾーンは、たとえば先にも述べた、延伸ゾーン11で加熱手段を用いるが、極端に小さな速度比で操作したのと同じ方法で処理してもよい。これは、ヤーン製品の最終的な収縮を特定の値に調節しなければならないようなプロセスにおいては有用であり、ヤーンを生成させた後でのアニリーングは、それを実施するための最も直接的な方法である。フィードヤーンが異なった2種の材料から調製され、アニリーング加熱処理がそのヤーン製品の中のそれぞれの材料に、異なった応答を起こさせて、たとえば、繊維の収縮が異なっていて、そのような異なった収縮によってバルキーな、またはループ状のヤーンが製造されるような、ヤーンに特定な効果をもたらすような場合にも有用となるであろう。それに代わる実施態様においては、アニリーングゾーンの中へ繊維を少し過剰フィードさせてもよい。
【0038】
また別な代替えの態様においては、図6〜8に示したゴデット機構を、本発明のプロセスおよび装置において使用することもできる。それらの代替え的な配置は、ゴデットとヤーンとの間に充分な摩擦を確保して、それによりスリップを排除するための手段を示している。図8は、異なった延伸比を要求する2種の異なったフィードヤーンを加工するための手段を示している。
【0039】
ロールセット9の後、その圧密化されたステープルヤーンを巻取り機に向かわせる。このプロセスによって製造された圧密化されたヤーンは、巻き上げてパッケージとしてもよいし、あるいは、他のプロセスへの移行または出荷のためのコンテナーの中にゆるゆるとため込んでもよいし、あるいはさらなる加工のために他の機械要素へと送ってもよい。
【0040】
本発明のプロセスにおいて使用されるフィードヤーンは、たとえば、仕上剤の適用によるか、ジェットノズル、ギア捲縮機もしくは押込み加工ボックスを用いた捲縮加工のような構造的操作によって、前加工されてもよい。しかしながら、フィードヤーンの上で使用される各種の仕上剤の選択では、操作性を配慮する。仕上剤の使用量が多すぎると、個々のフィラメントの延伸破断ゾーンにおける移動性および破断性に悪影響が出る。仕上剤の使用量が少なすぎると、帯電が問題となり、ロールへの巻付き(roll wrap)が多くなる。フィラメントを製造するための材料の重量を基準にして、約0.1重量%未満の仕上剤レベルが好ましく、約0.04重量%未満であればより好ましい。典型的な仕上剤組成物としては、脂肪酸のエチレンオキシドコンデンセート、ペラルゴン酸でキャップしたエトキシル化もしくはプロポキシル化アルコール、リン酸エステルのカリウム塩、および/またはリン酸エステルのアミン塩などが挙げられる。延伸破断されるフィラメントにおいて有用であろうその他の仕上剤は、たとえば、アダムス(Adams)特許、および特公昭58(1983)−44787(広瀬(Hirose))に記載されている。
【0041】
本発明のステープルヤーン製品は、異なった長さの不連続フィラメントの圧密化させたステープルファイバーから調製されるが、それらの繊維は、ヤーンの長さ方向に混繊されて、そのヤーンの統一性および均一性を維持している。そのヤーン製品は、慣用される染色などを除けば、さらなる調製をすることなく織物用途で容易に使用できる繊度を有している。そのヤーン製品の線密度は典型的には、約1000デニール以下である。しかしながら、別な方法として、そのヤーン製品が約1000デニールを超える線密度を有していてもよく、そのようなケースでは、それからヤーンを製造するための繊維は、ヤーンの一つの横断面あたり合計して約500以下のフィラメントを有していてもよい。好ましい実施態様においては、ヤーン製品の中のステープルファイバーは、約6インチ未満の重量平均繊維長さを有しており、また繊維が最小1インチ未満から最大約25インチまでの範囲にある繊維長さ分布を有している。約99%の繊維の最大長さが約25インチ未満であり、約50%を超える繊維が、重量平均長さ繊維の約0.5倍〜約1.5倍の範囲の長さを有する。数平均繊維長さもまた約6インチ未満である。そのヤーン製品は、有用な数の1インチあたりの繊維末端を有しており、それらの繊維末端の実質的なパーセントは、ヤーンの中央部分から延在している突出末端として見出すことが可能であり、それらはヤーンに、望ましい感触または「手触り(hand)」を与える。
【0042】
本発明のヤーン製品を製造するには、2種以上の異なった種類のフィードヤーンを使用することができる。一つの実施態様においては、異なったフィードヤーンを同時に、延伸、張力調節、延伸破断、および圧密化ゾーンに通す。それらの異なったヤーンは、互いに組み合わせて単糸としてから装置の中にフィードさせることもできるし、あるいは単に、別々ではあるが同時にフィードすることもできる。
【0043】
しかしながら、また別な実施態様においては、本発明のヤーンは、延伸ゾーンの下流側末端または張力調節ゾーンの下流側末端で、1種もしくはそれ以上の追加のフィードヤーンを導入することによって製造してもよい。このことは、延伸を必要としないフィラメントヤーンを、延伸することがぜひとも必要なヤーンに添加するような場合には、有用なアプローチ方法である。延伸破断ゾーンの中で、すべてのヤーンが同時に破断され、続けて、残りのプロセス全体において同時に処理される。
【0044】
さらなる実施態様においては、本発明のヤーン製品は、延伸ゾーンの下流側末端または張力調節ゾーンの下流側末端に第一の追加のフィードヤーン(1種または複数)を導入し、そして、圧密化ゾーンの上流側末端に第二の追加のフィードヤーン(1種または複数)を導入することによって、製造してもよい。この実施態様においては、第一の追加のフィードヤーン(1種または複数)は延伸破断ゾーンを通過することになって、そのため破断されて不連続フィラメントとなるが、第二のフィードヤーン(1種または複数)は延伸破断ゾーンを通過しない。その結果として、第二のフィードヤーン(1種または複数)は、意図していたように、フィラメントが連続でとどまっていて破断されていないフィラメントヤーンであってもよいし、および/または、第二のフィードヤーン(1種または複数)は、ステープルファイバーをすでに組み入れている予め調製されたステープルヤーンであってもよい。さらに別な実施態様においては、1種もしくはそれ以上の追加のフィードヤーンを、圧密化ゾーンの上流側末端にのみ導入してもよい。
【0045】
フィードヤーンの間に差を設ける場合、その差がたとえばフィラメントあたりのデニールであってもよく、たとえば、1種のヤーンが約0.9未満のフィラメントあたりのデニール(dpf)を有し、他のヤーンが約1.5よりも高いフィラメントあたりのデニールを有している。dpfにおいて差のある2種以上のヤーンからヤーン製品を製造することの利点は、そのヤーン製品の構造的な剛性を高い方のdpfのフィードヤーンで決めることができ、その一方で、その柔らかさを低い方のdpfのフィードヤーンで調節することができる点にある。この方法は、良好な手触りは有するものの、ファブリックとしたときにあまりにも腰がなくなるような、低いdpfのヤーンに付随するいくつかの問題点を解消する。
【0046】
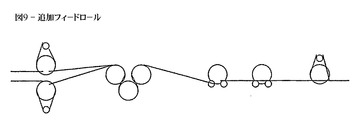
異なったフィードヤーンを使用する場合、延伸ゾーンにおいて好ましい挙動をとらせるには、それぞれの破断時伸びが同程度とする必要がある。その異なったヤーンが同程度の破断時伸びを有していないと、それらの内の一方が、他と併存するために部分的に前延伸されてしまう可能性がある。別な方法としては、図9に示すように、ロールセット2とは異なった速度で駆動される第二の独立した送りロールのセット(2A)を装置に組み込んで、それらの異なったヤーンが異なった速度比で延伸させるようにしながら、引取りロール3で合流できるようにすることもできる。
【0047】
本発明において異なったフィードヤーンを使用する場合、それらが、異なったポリマー、たとえば2種の異なったナイロンポリマー、2種の異なったポリエステル、またはナイロンポリマーとポリエステルとから調製されたフィラメントを含んでいてもよい。フィードヤーンにおいて使用されるような異なったポリマーは、併存性があって、互いに粘着し、共紡糸できるものとするべきである。この目的のためには、それらが、同等の熱応答および機能的紡糸粘度(functional spinning viscosity)を有しているか、化学的相互作用のようないくらかの特有の相互作用を有しているべきである。さらなる実施態様においては、たとえば2成分(bicomponent)および/または2要素(biconstituent)フィラメントのような、異なった構造を有するフィラメントを含むフィードヤーンを使用してもよい。2成分フィラメントは、1種もしくはそれ以上の構造的に明白に異なる領域またはレジーム(domains or regimes)、たとえばシース/コア構造を有しているが、それに対して、2要素フィラメントは、はるかに均質なポリマーのブレンド物であるのが特徴で、それからは、識別可能な構造領域または、各種実質的な機能効果を有する領域を持たないフィラメントが製造される。フィードヤーン(1種または複数)の中で使用することが可能な、異なったポリマーの重量パーセント比は、大幅に変化させることができるが、一般的には、約80/20から約20/80までの間、好ましくは約70/30から約30/70までの間である。
【0048】
フィードヤーン中の2成分フィラメントは、たとえば、高弾性の(すなわち「柔らかい」)コアポリマーたとえば、ライクラ(Lycra)(R)エラストマーであるコアポリマーから、および紡糸プロセスの際に、「ウィング(wing)」または長手方向のリブとして付着された非弾性の(「硬い」)ポリマーから製造することができる。紡糸の後に、フィラメントの潜在的な弾性を加熱により活性化させて、柔らかいコアポリマーに硬い「ウィング」ポリマーよりも大きな収縮を起こさせると、それによって、その複合材料構造がらせん状に丸まって、ねじ山状の外観と構造をそれに与えることができる。このフィラメント構造はさらに、紡糸および延伸の後、かつ加熱処理の前に、いくぶんかの捲縮を有している。
【0049】
それからフィードヤーン中に2成分または2要素フィラメントを形成させることが可能な、ポリマーのその他の組合せとしては、4GT/4GT−4GOポリエステル(たとえばハイトレル(HYTREL)(登録商標)ポリエステル(デュポン(DuPont)製))およびナイロン/ペバックス(PEBAX)(登録商標)ポリマー(デュポン(DuPont)製);またはホモポリマー/ブロックコポリマーの組合せであって、そのコポリマーの一つのブロックがそのホモポリマーと同一であるもの、などが挙げられる。
【0050】
本発明において使用されるフィードヤーンにおける差としては、ポリマーの選択における差以外の、またはポリマーの選択における差に加えて、たとえば色における差や、たとえばヤーンの反射率、吸光度、濡れ性などの、裸眼で認識できるいくつかの視覚的特徴をヤーンに与える表面処理における差、などが挙げられる。本発明のプロセスは、たとえば従来からのステープルファイバーのブレンドにおいて必要とされていた、チョッピング(切断)、ブレンディング、カーディング、コーミングなどによってスライバーをまず調製しなければならないといった多段工程を使用することなく、視覚的効果を特徴とする特殊ヤーンを製造するための有用な方法を提供する。従来からのシステムにおいては、そのプロセスを有効なものとするためには大量のフィード繊維を用意しなければならなかったが、その理由は、それぞれの製造作業が終わるたびにその加工装置をクリーニングすることが、極めて手間と時間のかかることであったからである。しかしながら、本発明のプロセスにおいては、たとえばいずれのフィードヤーンとも異なった色を有するカラーブレンドヤーン製品をはるかに小さなスケールで製造することが可能となったが、その理由は、クリールの中のパッケージを変更する以外には、別なフィードブレンド物に転換させるためのクリーニングアップが事実上必要なくなるからである。
【0051】
本発明において使用される、異なったフィードヤーンの間の色の違いには、たとえば本質的に非白色および非ベージュ色である二つの色が含まれていてもよいが、1種のヤーンが白色またはベージュ色である色を有しており、他のヤーンが明らかに非白色、非ベージュ色の色を有していてもよい。異なった色のフィードヤーンを選択すると、ヤーン製品の中でその二つを組合せることによって、そのフィードのいずれとは明らかに異なる新しい色が得られる。色における違いは、ASTM標準E−284−05a、コミッティー・E12.01、2005に従って測定することができるが、そこには、たとえば白色およびベージュ色のような無彩色を、90%より大の明度を有する白色およびベージュ色を用いた明度測定を基準として、識別するための手段が記載されている。CIELAB単位を使用して色差を検出するための、色相および明暗(color hue and shade)を識別することも可能となっているが、本明細書で使用するとき、色差があるとは、少なくとも2.0のCIELAB単位の差があるものとする。1種のヤーンのみが90%より大の明度を有し、それらのヤーンがCIELAB単位で少なくとも2.0の色差を有している、異なった色を有する2種以上のヤーンをブレンドすると、いずれのフィードヤーンの色とも適度に異なる新しい色を有するヤーンが作り出される。そのヤーン製品をさらに加工して織物またはファブリックとすると、それらのブレンドされた色が穏やかな混色外観を呈する。
【0052】
主たるフィードヤーンと共に延伸破断ゾーンにおいて破断されるように、追加のフィードヤーンを延伸ゾーンの下流側末端または張力調節ゾーンの下流側末端に導入する場合、その主たるフィードヤーンおよび/または追加のフィードヤーンは、以下のものよりなる群から選択される1つもしくはそれ以上のポリマーから調製することができる:ナイロン、ポリエステル、アラミド、フルオロポリマー、アセテートポリマーもしくはコポリマー、アクリルポリマーもしくはコポリマー、ポリアセタール、アクリレートポリマーもしくはコポリマー、ポリアクリロニトリル、セルロースポリマー、オレフィンポリマーもしくはコポリマー、ポリイミド、スチレン系ポリマーもしくはコポリマー、エーテル/エステルコポリマー、アミドとエーテルおよび/またはエステルとのコポリマー、ビニルポリマー、およびポリイミド。たとえば、追加のフィードヤーンは、アラミドポリマーおよびフルオロポリマーよりなる群から選択される1つもしくはそれ以上のポリマーから調製することができ、その追加のフィードヤーンは、ナイロン、ポリプロピレンおよびポリエステルよりなる群から選択される1つもしくはそれ以上のポリマーから調製された主たるフィードヤーンに添加することができる。
【0053】
先に述べたが、追加のフィードヤーンを圧密化ゾーンの上流側末端で導入する場合には、延伸破断は一切受けない。そのヤーンが連続フィラメントを含んでいれば、それらはその連続特性を維持する。圧密化ゾーンの上流側末端に添加されるフィードヤーンは、以下のものよりなる群から選択される1つもしくはそれ以上のポリマーから調製することができる:ナイロン、ポリエステル、アラミド、フルオロポリマー、アセテートポリマーもしくはコポリマー、アクリルポリマーもしくはコポリマー、ポリアセタール、アクリレートポリマーもしくはコポリマー、ポリアクリロニトリル、セルロースポリマー、オレフィンポリマーもしくはコポリマー、ポリイミド、スチレン系ポリマーもしくはコポリマー、エーテル/エステルコポリマー、アミドとエーテルおよび/またはエステルとのコポリマー、ビニルポリマー、ポリイミド、ポリウレタン、ポリウレタンのブロックと重合エーテルおよび/またはエステルのブロックとのブロックを有するコポリマー、天然繊維、金属繊維もしくはワイヤー(たとえば、銅もしくは鋼)、ガラス繊維、およびセラミック繊維。圧密化ゾーンの上流側末端で添加されるヤーンが、そのプロセスの各種他の工程で添加されるヤーンとは異なった材料で調製されているのが好ましい(必須という訳ではない)。たとえば、圧密化ゾーンの上流側末端で添加されるヤーンは、エラスタンすなわちスパンデックスタイプのフィラメント、ライクラ(Lycra)(登録商標)弾性ポリマー、高強度低弾性フィラメントたとえばアラミドポリマーから製造されたもの、または、高弾性を有するフィラメントたとえば、2GT[テレフタル酸を用いてエステル化された1,2−エタンジオール(すなわちエチレングリコール)]もしくは3GT[テレフタル酸を用いてエステル化された1,3−プロパンジオール(すなわち1,3プロピレングリコール)]ポリエステルから調製してもよい。スパンデックスタイプのポリマーから製造した場合、フィラメントが、約100%を超える破断時伸び、および少なくとも30%の(約50%の伸びからの)弾性回復を有しているのが好ましい。それらの追加のフィードヤーンは、ナイロン、ポリエステル、ポリプロピレン、フルオロポリマー、またはアラミドポリマーたとえばノーメックス(Nomex)(登録商標)ポリマー[塩化イソフタロイルとメチルフェニレンジアミンから製造されたポリマー(デュポン(DuPont)製)]もしくはケブラー(Kevlar)(登録商標)ポリマー[塩化テレフタロイルとメチルフェニレンジアミンから製造されたポリマー(デュポン(DuPont)製)]のようなポリマーから調製された主たるフィードヤーンに添加することができる。
【実施例】
【0054】
以下に示す、一連の実施例を用いて、本発明の有利な効果を説明する。実施例がその根拠とする本発明の実施態様は、説明のためだけのものであり、添付された特許請求項の範囲を限定するものではない。
【0055】
均等性(evenness)および頻繁に起きるヤーンの欠陥に関する、均質性(uniformity)についての試験は、本発明のプロセスに従って調製されたステープルヤーンの4種のサンプル(実施例1〜4)について、標準的なウスター(Uster)UT−3ヤーン試験装置(スイス国ウスター(Uster Switzerland)のツェルベーガー・ウスター(Zellweger Uster)のウスター・テクノロジーズ・AG(Uster Technologies AG)製)を用い、メーカーの推奨する方法に従って実施した。均質性試験においては、2枚の平行なコンデンサープレートの間にヤーンを通すと、ヤーンの質量における変化がプレートの間の空気の誘電性の変化をもたらし、それが、センサーからの電気信号に比例的な変化を起こさせる。ヤーン強度の試験もまた、ウスター・テンソジェット(Uster TensoJet)を使用して、同一のヤーンサンプルについて実施した。
【0056】
本明細書で試験した実施例1〜4のヤーンはそれぞれ、部分延伸されたポリエステルフィラメントヤーンの3種のフィードパッケージから製造したが、ここで、それぞれのフィラメントは255の繊度を有しており、それぞれのヤーンには、約200本のフィラメントが含まれていた。それらのフィードヤーンを使用して、約16インチの延伸破断ゾーン長さを有する本発明の装置で、ステープルヤーン製品を製造した。それぞれのステープルヤーンを製造した際の操作条件は、その概略を表Iに示した。
【0057】
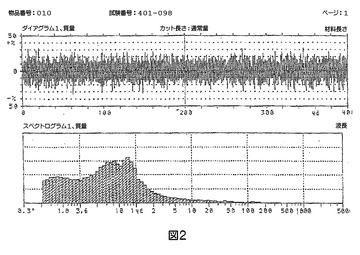
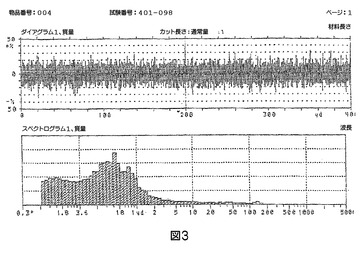
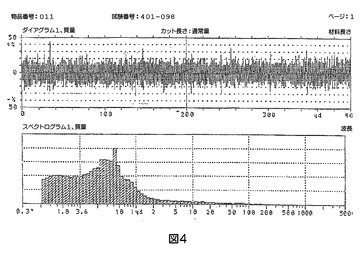
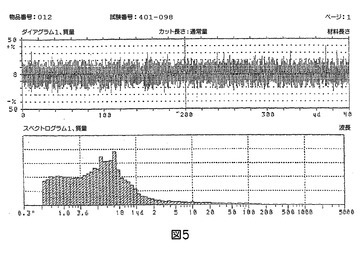
ヤーン均質性試験の結果を表IIに示し、ヤーン強度試験の結果を表IIIに示し、実施例1〜4のヤーンについての質量均質性スペクトログラムをそれぞれ、図2〜5に示す。表IIにおいて、CVmは質量変動の係数であって、ヤーンにおける質量の平均値に関する変動の量を表している。これは、標準偏差を平均値で割り算をして100をかけることによって得られ、平均値からのパーセント偏差として表される。表IIにおいて、ヤーンの質量がヤーンの質量の平均値から50%もしくはそれ以上低い位置である、50%薄段の数(count of 50% thin places)、およびヤーンの質量がヤーンの質量の平均値から50%もしくはそれ以上高い位置である、50%厚段の数(count of 50% thick places)が示されており、同様にして、ヤーンの質量がヤーンの質量の平均値から280%もしくはそれ以上高い位置である、280%Nepsの数も示されている。表IIおよびIIIにおいては、ヤーンの番手がNec(英式綿番手(Number English Cotton))として表されているが、これは、1ポンドあたりに存在する840ヤードの長さのヤーンの数である。表IIIにおいて、texは、ヤーン1kmのグラム数である。
【0058】
【表1】
【0059】
【表2】
【0060】
【表3】
【0061】
均質な長さのステープルファイバーから製造されたヤーンについての質量均質性波長スペクトログラム(mass uniformity spectrogram)は、長さの変動のある、すなわち分散された繊維から製造されたヤーンで、異なった様相を示している。しかしながら、いずれのケースにおいても、完全にランダムな繊維配置を有する理想的なヤーンの場合でさえも、スペクトログラムの曲線の形状に、明瞭なピークが存在している。理想的なヤーンについてのスペクトログラムの曲線は、繊維長さ分布から数学的に求めることができる。同様にして、曲線のピークは、等しい長さの繊維を含んでなるヤーンの場合の重量平均繊維長さの2.7倍の重量平均繊維長さ、そして、等しくないすなわち分散された長さの繊維を含んでなるヤーンの重量平均繊維長さの約2.8倍と数学的相関がある。それらの数学的相関を使用すれば、いかなるステープルヤーンの重量平均繊維長さも迅速かつ容易に求めることが可能であり、それによって、ヤーンの中の個々の繊維について困難で時間のかかる測定をする必要がなくなる。
【0062】
図2〜5に、本発明により製造された各種のポリエステルヤーンのスペクトログラムを示す。それらの曲線それぞれのメインピークはすべて約16インチ未満であることが判る。したがって、数学的モデルから、それらのヤーンにおける重量平均繊維長さは6インチ未満であると求められる。実施例1および2についてのスペクトログラムでは、約3.6インチのところに少しくぼみがあるが、これは、繊維のかなりの割合がおよそこの長さであるということを示している。それに比較して、短いステープルファイバーの従来からのヤーンは、約1インチ以下の短い繊維長さのために、0.1ヤード(3.6インチ)未満のところにピークを有している。ギルハウス(Gilhaus)特許に記載されているような従来からのマルチプルゾーン延伸破断プロセスを用いて製造された、羊毛もしくは合成繊維を含む、典型的な長いステープルファイバーは、約0.25ヤード(9インチ)にスペクトログラムピークを有しているが、これは約3インチの平均繊維長さに相当する。したがって、単一延伸破断ゾーンプロセスを用い、張力調節ゾーンの恩恵を受けることなく製造されたヤーンに比較すると、本発明のヤーンにおける繊維が短いことによって、圧密化されたヤーンにおいて大きな数の繊維末端が得られている。
【0063】
したがって、本発明に従えば、フィラメントヤーン(連続フィラメントを含む)を延伸破断させてステープルファイバー(不連続フィラメントを含む)を形成させ、それらのステープルファイバーを圧密化させてステープルヤーンとすることで、本明細書において先に説明したような目的と利点が完全に満たされる方法が提供されたことが明らかである。本発明について、その具体的な実施態様に即して説明してきたが、多くの代替え、修正および変更が可能であることは当業者には自明であろう。従って、添付された特許請求項の精神と範囲の中に入る、すべてのそのような代替え、修正および変更を包含することが意図されている。
【0064】
上述のそれぞれの特許またはその他の公刊物は、すべての目的において、そのすべてを本明細書の一部として取り入れられたものとする。
【図面の簡単な説明】
【0065】
【図1】本発明のプロセスを実施するのに使用することが可能で、延伸ゾーン、張力調節ゾーン、延伸破断ゾーンおよび圧密化ゾーンを含む、本発明の装置の側面図である。
【図2−5】実施例1〜4において製造されたヤーンについて得られた、質量均質性スペクトログラムを示す図である。
【図6−8】本発明のプロセスにおいて使用することが可能な各種のゴデット機構を説明した図である。
【図9】異なった延伸比を有する、異なったフィード物質を延伸させるための、第二の送りロールの組を含む実施態様の説明図である。
【関連出願の相互参照】
【0001】
本出願は、米国特許仮出願第60/645,695号(出願日:2005年1月21日)の利益を主張するものであり、その出願はそのすべてが、すべての目的において本出願の一部として援用される。
【技術分野】
【0002】
本発明は一般的には、繊維の二次加工および紡糸方法に関し、さらに詳しくは、フィラメントヤーンを延伸破断させてステープルファイバーを形成させ、それらの繊維を圧密化してステープルヤーンとするための方法に関する。そのプロセスは、延伸工程、それに続く張力調節工程、それに続く延伸破断工程、そして最後に圧密化工程を含んでなる。本発明はさらに、そのようなプロセスを実施するための装置および、それにより製造されるヤーンにも関する。
【背景技術】
【0003】
紡績ヤーン(spun yarn)は、ポリマーのような合成物質から調製された連続フィラメントから、その連続フィラメントを切断してステープルファイバーとし、次いで綿や羊毛のような天然繊維の場合と同様にして、それを組み合わせてヤーンとすることにより、製造されてきた。
【0004】
ステープルファイバーからヤーンを製造するためのまた別な方法では、連続フィラメントを延伸破断させてステープルファイバーを形成させる。この方法は、さらに二つの群に分類される。第一の群においては、フィラメントの大きなトウを延伸破断させて、ステープルファイバーの厚手の(heavy)スライバーを形成させるが、これについてはたとえば(特許文献1)(ギルハウス(Gilhaus))に記載がある。綿または羊毛でも使用されている慣用のシステムを介して、それらのスライバーを加工してヤーンとする。延伸破断されたフィラメントから得られるステープルファイバーが慣用されるヤーン製造機械で加工されるので、その平均繊維長さおよび繊維長さ分布を厳密に調節しなければならない。ギルハウス(Gilhaus)特許は、複数の延伸破断ゾーンを用いて、次第に繊維長さを短くすることによりその段取りを達成することを教示している。第二の群においては、より小さなトウを延伸破断させて、小さなスライバーを形成させ、次いでそれを直接紡糸してヤーンとするが、これについてはたとえば、(特許文献2)(ニュー(New))または(特許文献3)(プレストン(Preston))に記載がある。この第二の群は、直接紡糸と呼ばれることもある。
【0005】
そのような従来のプロセスは、本撚り(true twisting)装置に固有の速度の限界のために、速度が遅かった。本撚りに代わるものとして、(特許文献4)(バンティング(Bunting))には、交絡用またはインターレース用のジェットノズル器具を使用してステープルファイバーを圧密化して、ヤーン製品を製造することが開示されている。そのような製品は本撚りよりは早く生産することが可能であるが、強度、清浄度および均質性の点において、慣用される紡績ヤーンに匹敵するものではない。
【0006】
別な方法として、(特許文献5)(アダムス(Adams))には、連続フィラメントの1500〜5000デニールのトウを加熱、延伸、次いで延伸破断させて、単一ゾーンの中で牽伸し、そして開口牽伸ロールおよびアスピレーターから高速で引き出して、ロールニップを通過する流体と繊維との並流を維持するプロセスが開示されている。プロセスの安定性とヤーンの良好な品質とを得るためには、アダムス(Adams)特許では、延伸破断ゾーンにおいて少なくとも5のロール速度比が必要とされる。次いで、その不連続で、圧密化されていないフィラメントを、バンティング(Bunting)において開示されているタイプの交絡ジェットノズルで圧密化させて、50〜300デニールのヤーンを製造する。さらにヤーンを加工する必要がないので、繊維長さの制限は存在しない。アダムス(Adams)特許においては、延伸破断ゾーンにおいて製造される不連続フィラメント繊維の約1.5〜20%が長さ76cmを超え、その繊維の約50〜93.5%が、長さ12.7〜76cmである。そのヤーンの軸は、そのプロセスを通じて、垂直である必要がある。得られる製品は、圧密化されたヤーンであって、スラブがなく、清浄であるリング精紡されたヤーンよりも一般的には優れた、高い強度を有する。
【0007】
繊維のトウから帯化された(fasciated)ヤーンを製造するための、水平インラインプロセスが、(特許文献6)(ミノリカワ(Minorikawa))に教示されている。そのプロセスには、幅の狭い長い領域においてヒーターの上でトウを延伸させる工程、そのトウを牽伸切断(draft cutting)させる工程、その牽伸切断させた繊維を修正用(amendatory)の牽伸切断にかける工程、およびヤーンを成形させる工程が含まれる。その修正用牽伸切断工程におけるゾーンの長さは、牽伸切断ゾーンの長さの約0.4〜0.9倍であり、修正用牽伸切断のためのロール速度比は少なくとも2.5である。延伸を2段で行わせて、90〜99%の最大延伸比とするのが好ましく、次いでその延伸させた繊維を加熱処理する。そのヤーン形成工程では、ジェットノズルシステムを使用して、繊維のコアの周りにラッパー繊維を作り、コア繊維のまわりにそれらを巻き覆わせることによって、それらの繊維を圧密化させる。場合によっては、修正用牽伸切断ゾーンおよびヤーン成形ゾーンでエプロンバンドを使用して、外周繊維を制御する。その製品は、(特許文献7)(ミノリカワ(Minorikawa))の記載によれば、以下のような事実を示している:そのヤーンの繊維の中の不連続フィラメントの約15%を超えるものが、平均フィラメント長さの0.5倍未満のフィラメント長さを有し、ヤーンの繊維の中のフィラメントの約15%を超えるものが、平均フィラメント長さの1.5倍を超えるフィラメント長さを有しているが、ここで好適な平均フィラメント長さは50〜500mmの間である。例示された実施例においては、そのプロセスにおける最大生産速度は、174〜532デニール(30.5〜10綿番手)のヤーンを製造する場合で、200メートル/分(実施例6)であるが、ほとんどの実施例は、約100メートル/分で実施されている。
【0008】
アダムス(Adams)特許プロセスの製品においては、平均繊維長さが長く、1.5〜20%の繊維が76cmを超えるという事実から、ヤーンから飛び出していて、多くの織物用途で望ましいヤーンに快適な感触と外観を与えるのに使用できる、繊維の末端の数に限度がある。アダムス(Adams)特許では、安定なプロセスと良好な糸の品質を達成するためには、それらの長い繊維を必要としている。
【0009】
アダムス(Adams)特許プロセスとは対照的に、ギルハウス(Gilhaus)特許とミノリカワ(Minorikawa)特許のいずれもが、所望の平均繊維長さと繊維長さ分布を達成するためには、少なくとも二つの破断ゾーンを必要としている。プロセスの安定性と清浄なヤーンのためには長い破断ゾーンが必要であり、それに対して、短い繊維長さのためには短い破断ゾーンが必要であろうと考えられていた。短い破断ゾーンを使用すると、平均繊維長さは典型的にはその最も短い破断ゾーンの長さの約0.5倍であり、平均繊維長さの範囲は、最も短い破断ゾーンの長さの約0.4〜0.7倍となる。
【0010】
(特許文献8)(ポッパー(Popper))には、製造されたヤーンが、6インチよりも長い重量平均繊維長さを有するような、延伸破断方法が開示されている。
【0011】
【特許文献1】米国特許第4,924,556号明細書
【特許文献2】米国特許第2,721,440号明細書
【特許文献3】米国特許第2,784,458号明細書
【特許文献4】米国特許第3,110,151号明細書
【特許文献5】米国特許第4,080,778号明細書
【特許文献6】米国特許第4,667,463号明細書
【特許文献7】米国特許第4,356,690号明細書
【特許文献8】国際公開第00/77283号パンフレット
【発明の開示】
【発明が解決しようとする課題】
【0012】
したがって、従来からのステープル繊維ヤーンと類似の見栄えとなるような、充分に短い平均繊維長さを有する、延伸破断されたヤーンを製造するための直接紡糸方法が依然として求められている。コスト的に魅力のある単一ラインにおいて、小さなトウまたはクリールから直接的にヤーンを製造することを可能とする、故障が少なく、高速(たとえば250m/分を超える)で運転することが可能なプロセスに対する要望もまた存在している。
【0013】
さらに、既存の1破断ゾーンプロセスは、受容可能な質量均質性(mass uniformity)を有さないヤーンを製造しているように見える。具体的には、2メートル〜10メートルのヤーン長さにおける質量変動のために、質量均質性(CV%)を測定すると通常受け入れられる範囲に入るにもかかわらず、そのファブリックに厚いところと薄いところがあるように見えてしまう。本発明のプロセスは、それらの問題を克服する。
【課題を解決するための手段】
【0014】
本発明の一つの実施態様は、以下の工程によってフィラメントヤーンからステープルヤーンを製造するためのプロセスである:
(a)フィラメントヤーンを、そのヤーンの中のフィラメントが延伸される大きさの張力にかける工程;
(b)そのヤーンを、そのヤーンの中のフィラメントがさらに延伸されることなく、そして破断されることもない大きさの張力にかける工程;
(c)そのヤーンを、そのヤーンの中のフィラメントが破断されて、ステープルファイバーが形成される大きさの張力にかける工程;および
(d)そのステープルファイバーを圧密化してステープルヤーンを形成する工程。
【0015】
本発明のまた別な実施態様は、以下の工程によってフィラメントヤーンからステープルヤーンを製造するためのプロセスである:
(a)紡糸装置の延伸ゾーンの中にフィラメントヤーンを通過させて、そこでそのヤーンを、そのヤーンの中のフィラメントが延伸される大きさの張力にかける工程;
(b)そのヤーンを、その装置の延伸ゾーンから張力調節ゾーンの中へと送って、そこでそのヤーンを、そのヤーンの中のフィラメントがさらに延伸されることなく、そして破断されることもない大きさの張力にかける工程;
(c)そのヤーンを、その装置の張力調節ゾーンから延伸破断ゾーンの中へと送って、そこでそのヤーンを、そのヤーンの中のフィラメントが破断されて、ステープルファイバーが形成される大きさの張力にかける工程;および
(d)そのステープルファイバーを、その装置の延伸破断ゾーンから圧密化ゾーンの中へと送って、そこでそのステープルファイバーを圧密化して、ステープルヤーンを形成する工程。
【0016】
本発明のさらなる実施態様は、以下のゾーンを含む、フィラメントヤーンからステープルヤーンを製造するための紡糸装置である:
(a)そのヤーンを、そのヤーンの中のフィラメントが延伸される大きさの張力にかける、延伸ゾーン;
(b)そのフィラメントヤーンが延伸ゾーンから送り込まれ、そのヤーンが、そのヤーンの中のフィラメントがさらに延伸されることなく、そして破断されることもない大きさの張力にかけられる、張力調節ゾーン;
(c)そのフィラメントヤーンが張力調節ゾーンから送り込まれ、そのヤーンが、そのヤーンの中のフィラメントが破断されて、ステープルファイバーが形成される大きさの張力にかけられる、延伸破断ゾーン;および
(d)そのステープルファイバーが延伸破断ゾーンから送り込まれ、そのステープルファイバーを圧密化して、ステープルヤーンを形成する、圧密化ゾーン。
【0017】
本発明のさらに別な実施態様は、そのステープルファイバーが、約6インチ未満の重量平均繊維長さと、1インチ未満〜約25インチの範囲の繊維長さ分布とを有するステープルファイバーを含むステープルヤーンである。
【0018】
本発明のその他の特徴は、以下の説明および図面を参照することにより、明らかとなるであろう。
【発明を実施するための最良の形態】
【0019】
フィラメントヤーンのフィードから、その中のステープルファイバーが約6インチ(6インチ)未満の重量平均繊維長さを有し、その結果として1インチあたりの繊維末端が望ましい高い値となるようなステープルヤーンを製造するためのプロセスが開発された。この方法は、短い延伸破断ゾーンを採用していない装置を用いて、それらの比較的短い重量平均繊維長さを与えることができるが、その理由は、重量平均繊維長さの、その延伸破断ゾーンの長さに対する比率が約0.4未満に調節することができるからである。この方法は、リング精紡されたステープルヤーンを製造する場合よりも、はるかに高い速度で運転される。この方法では、縦方向、横方向のいずれでも運転でき、しかも、生産速度や効率を犠牲にすることがない。この方法は、フィードとして、各種のポリマーを含めて多様な材料から製造されたフィラメントヤーンを使用するのに、適用することができる。
【0020】
延伸破断させる前の、フィードヤーン中のフィラメント内の応力を無くすか、または調節するために張力調節ゾーンを使用することも含めて、従来からの延伸破断プロセスに対する各種の改良が開示されている。そのように張力調節をすることによって、延伸破断ゾーンの中でフィードヤーン中のフィラメントが破断される位置に大きな影響を与え、そのため、フィードヤーン中の連続フィラメントを延伸破断させることによって製造されるステープルファイバーの繊維長さ分布、主として重量平均繊維長さを変化させることが可能となる。
【0021】
好ましい実施態様においては、本発明のプロセスでは、上流から下流の方向に向けて移動する、以下のゾーンをそのままの順序で使用する:延伸ゾーン、張力調節ゾーン、延伸破断ゾーン、および、不連続フィラメントから作られたステープルファイバーを圧密化させ、各種の手段のいずれかを用いてそれを混繊させて、そのヤーン製品に均一性を与え、維持するための、圧密化ゾーン。このプロセスには、一つまたはそれ以上の延伸破断ゾーンを有するシステムへの改良も含まれる。
【0022】
さらなる実施態様においては、フィードヤーン中のフィラメントおよび/またはプロダクト・ヤーンの中のステープルファイバーを加熱して、たとえば収縮のような製品特性を調節するのが望ましい場合には、アニリーングゾーンを採用する。アニリーングゾーンは、延伸ゾーンの一部とすることが最も多いが、圧密化ゾーンの後も含めて、プロセスの各種の位置で適用してよい。
【0023】
繊維は、長さがその直径または幅の少なくとも100倍であることを特徴とする、円筒形状の物質単位であり、それは紡糸してヤーンとしたり、各種の方法たとえば、製織、編成、ブレーディング、フェルト化および撚りなどを用いてファブリックとすることができる。繊維機械で加工するためには、正確な長さ(たとえば約1〜8インチ)の繊維が必要とされる。そのような目的に対しては、ステープルファイバーは正確な長さを有しているが、その理由は、それが天然繊維(たとえば、綿または羊毛からの)で本来的に有用な長さを有しているか、またはそれが、連続フィラメントから正確な機械長さに切断または破断された合成繊維フィラメントの不連続な長さの束であるからである。本明細書においてはフィラメントヤーンと呼ばれる、連続フィラメントの束は、たとえば、圧密化してステープルファイバーとするのに適した長さのフィラメントの、不連続な長さを作る位置でその連続フィラメントを繰り返して破断させることを目的とする、延伸破断機において加工することによって、ステープルファイバーに転換させる。
【0024】
ステープルヤーンは、上述のフィラメントヤーンとは対照的に、ステープルファイバーの連続ストランドであって、このものは、繊維が圧密化され、そのために、充分に混繊されて、ファブリックを形成させるための編成、製織、または他の撚合せ方法に好適な、ヤーンの長さ方向の構成の統一性および均一性をヤーンが有しているような形態にある。ステープルヤーンには、それからステープルファイバー、究極的にはステープルヤーンが製造される、破断されたフィラメントの流れの中に組み込まれた、連続で未破断のフィラメントが含まれていてもよい。
【0025】
本発明のプロセスでは、張力調節ゾーンなしの延伸破断システムによって製造されたヤーンよりは短い重量平均繊維長さを有するステープルファイバーで構成されるヤーンを与えるが、一つまたは二つの延伸破断ゾーンだけのものに対しても、同様である。本発明のステープルヤーン製品は、異なった長さのステープルファイバーが存在していることを特徴としていて、それらの繊維がヤーンの長さ方向に混繊されてヤーンの均一性が保たれているが、ここで、その繊維の重量平均長さは6インチ未満であり、またそのヤーンは1インチ未満〜約25インチの範囲の繊維長さ分布を有している。他の製品では、そのヤーン製品の中に連続フィラメントとステープルファイバーの組合せが含まれるが、その連続フィラメントは、たとえば、延伸破断ゾーンの後、圧密化ゾーンの入口でその繊維に添加される。
【0026】
ここで図面を参照することとするが、図1は、本発明のプロセスを実施することが可能な、本発明の直接紡糸装置を示している。本発明のプロセスのためのフィラメントヤーンフィード材料は、連続フィラメントの巻取りパッケージから供給してもよいし、あるいは、それからフィードヤーンを自由に引き出せる、連続フィラメントをゆるゆるとため込んだ(piddled)容器から取り出してもよい。本発明のプロセスは、比較的繊度の低い、コストのかかる巻取り工程が不要で、満足のいくレベルでパッケージに巻き付けることが場合によっては困難な未延伸のフィラメントを使用することが可能な、ゆるゆるとため込んだフィードヤーンを用いて実施するのが経済的である。したがって、フィラメントヤーンのフィードにおけるフィラメントは、その装置の延伸ゾーンに供給されるまでは未延伸としておいてもよいし、あるいは予め部分的に延伸または配向されていてもよい。これらの形態のいずれかであるフィード材料は、低コストの代替え物を与える。これは、たとえばギルハウス(Gilhaus)特許における開示のようなスライバー延伸破断装置とは対照的である。
【0027】
フィラメントヤーン1が装置にフィードされ、最初に2組のロールセット2と3との間で取り上げられるが、それらのロールは、慣用されるモーター/ギアボックスまたは調節器(図示せず)によって所定の速度で駆動されている。ロールセット3はロールセット2よりも早い速度で駆動されていて、そのためにフィードヤーンに、この第一のゾーン11(延伸ゾーン)の中で、そのヤーンの中のフィラメントが延伸される大きさの張力がかかる。
【0028】
延伸ゾーン11、フィラメントヤーン1を延伸させるということは、そのフィラメントをまったく、または実質的にまったく破断させないようにして連続フィラメントを延伸させるということを意味していて、そのフィラメントは連続状態を保っている。フィラメントヤーンを延伸させるということには、そのフィラメントの加熱が含まれていても、含まれていなくてもよいが、そのために、延伸ゾーン11には、場合により、ヒーターが含まれていてもよく、それは各種の形態をとることが可能であり、そのフィラメントを容易に変形させられる長さにわたって、フィラメントに接触していてもよい。フィラメントの延伸は、延伸ゾーンにおいてフィラメントが張力に暴露された直後に起きるようにしてもよく、そのため、いくつかのポリマーにおいては、フィラメントの延伸または伸び(drawing or elongation)を、フィラメントが上流側のロール2を出た直後にまたは極めて短い距離たとえば1インチ以下のところで、起こさせてもよい。このケースの場合、ヒーターは、延伸のためにフィラメントを加熱するというよりは、延伸されたフィラメントをアニールするのに役立つ。このタイプのフィラメントの場合には、延伸加熱が必要であれば、ロールを加熱しておいてもよい。しかしながらその他のポリマーは、ヒーターの表面と接触することによって幾分かの熱を受けるまでは延伸されなくてもよいし、あるいは加熱をまったくすることなく延伸されてもよい。さらに他のケースにおいては、その延伸ゾーンが、実質的に1を超えないロール速度比を有していて、ヤーンが最小限の延伸しか受けず、その延伸ゾーンが、延伸ゾーンとしてよりは、アニリーングゾーンとしての程度または、それ以上の機能を果たすようにしてもよい。延伸ゾーン11の長さは、特に重要という訳ではなく、主として(存在しているならば)加熱装置を収納できるように、その寸法を決める。
【0029】
次いで、その中でフィラメントが延伸されたフィードヤーン4を延伸ゾーン11から出して、ロールセット3と5との間に位置する張力調節ゾーン12の中に送る。ロールセット3の速度に対して、ロールセット5の駆動速度は、このゾーンにおけるフィラメントの張力が、フィラメント中の残留応力をすべて消散させることが可能となるように選択された大きさに調節されるようにする。この目的のためには、ロールセット5の速度の割合を、ロールセット3が駆動されている速度よりも、低く、または同等、または高くすることができる。これによって、延伸ゾーン11においてフィラメントにかかった張力の大きさが、張力調節ゾーン12において、減少させられるか、維持されるか、あるいは増加させられるかの、いずれかとなる。しかしながら、いずれのケースにおいても、張力調節ゾーンにおいてフィラメントにかかる張力は、フィードヤーン中のフィラメントがさらに延伸されることなく、かつ破断されることもない大きさに設定される。張力調節ゾーン12においてフィラメントにかけられる張力の大きさが、延伸ゾーンにおいてそれらにかけられる張力の大きさよりも高い場合には、その、より大きな張力は、延伸ゾーン11の温度プロファイル、それからフィラメントを製造する物質の機械的性質、およびそのフィラメントが延伸ゾーン11の中ですでに経験している延伸の大きさの観点から、さらなる延伸をなにか起こさせる程には大きくはない。
【0030】
図1に示されているような本発明の装置においては、その延伸ゾーン11が張力調節ゾーン12の中に直接フィードされ、それと本質的に同一の機械の一部ではあるが、本発明のプロセス中の延伸ゾーンにおいてヤーンを延伸させる工程は、必ずしも同一の機械で実施しなければならない訳ではなく、またこのプロセスの中のいずれの他の工程においても同様である。
【0031】
次いでそのフィードヤーン6を、張力調節ゾーン12から出して、ロールセット5と7との間に位置する延伸破断ゾーン13に送る。延伸破断ゾーン13の長さは、ロールセット5のニップと、ロールセット7のニップとの間として測定する。ヤーン6の速度は、ロールセット7をロールセット5よりも早い速度としてヤーンを駆動させることにより、延伸破断ゾーン13の内部で増加させる。ロールとヤーンとの間ではいかなるスリップもあってはならず、したがって、ヤーンの速度と駆動されているロールセット5のロール表面速度とは同一であり、ヤーン速度と駆動されているロールセット7のロール表面速度とは同一である。延伸破断ゾーン13の内部でヤーンの速度を上昇させることによって、そのヤーンの中のフィラメント6に、フィラメントが延伸されてフィラメントの破断伸びを超えることを起こさせるような大きさの張力を与えると、そのフィラメントは両方のロールセットで拘束されているために、破断されることになる。延伸破断ゾーン13においては、フィラメントを破断させるために、ロールセットの速度比は、フィラメントに付与される最大歪みが、フィラメントが製造されたその物質の破断時伸びを超えることになるようにするべきである。そのような条件下においては、そのフィラメントの全部または実質的に全部が、延伸破断ゾーン13の中で破断されて、ステープルファイバーが形成される。
【0032】
フィードヤーン中の連続フィラメントを高い速度比で走らせ、それらの破断時伸びを超えるような張力をかけることにより、それらを破断させることに加えて、フィラメントはさらに、[ニュー(New)特許または米国特許第4,547,933号明細書(ラウテルバッハ(Lauterbach))に記載されているような]ニップロールで与えられる破断力を低減させ、フィラメントの中での破断位置のランダムさをいくぶん調節するような、切断加工機(cut−converter)またはブレーカーバー(breaker bar)のような装置を用いてそれらを切断または弱化させることによって破断させてもよい。
【0033】
単一の延伸破断ゾーン13においてフィードヤーンの中のフィラメントを実際に破断させるためには、出口ロール7の速度の、入口ロール5の速度に対する比率が大きくなる程、破断のために必要な定常状態張力は少なくなる。ヤーンが高い張力下で延伸破断ゾーン13に入るとすると、その中のフィラメントは、入口ロール5に近いところで破断されやすい。入口ロール5により近いところで破断が起きると、破断された、不連続フィラメントから形成されるステープルファイバー中の重量平均繊維長さが長くなり、たとえば、延伸破断ゾーン13の長さの約0.5倍よりも大きな重量平均長さとなるであろう。ヤーンが低い張力下で延伸破断ゾーン13に入るとすると、その中のフィラメントは、出口ロール7に近いところで破断しやすい。出口ロール7により近いところで破断が起きると、破断された、不連続フィラメントから形成されるステープルファイバー中の重量平均繊維長さが短くなり、たとえば、延伸破断ゾーン13の長さの約0.5倍よりも小さな重量平均長さとなるであろう。この現象を利用して、使用する延伸破断ゾーンの長さを短くする必要なしで、約6インチ未満の重量平均長さを有するステープルファイバーを作り出すことができ、それによって良好な操作性と糸の品質が維持される。ヤーンの延伸破断工程においては、破断ゾーンが短いほど短い繊維が得られるが、良好な操作性と糸の品質を得るためにはより長い破断ゾーンが必要である。
【0034】
ヤーンにかかる張力は、グラムの単位で測定され、張力計を使用して求めることができる。延伸ゾーン、張力調節ゾーンおよび延伸破断ゾーンにおいて、ヤーンにかかる、したがってその中のフィラメントにかかる張力は、ヤーンの質量流量、破断伸びおよび破断強度から求めることができる。
【0035】
フィードヤーン中の連続フィラメントを破断させた後、それからステープルファイバーを形成させる、不連続フィラメントの集合体を延伸破断ゾーンに引き入れて、ロールセット7の速度に達するまでその速度を増加させながら、繊度を低下させてもよい。上述したのと同じ現象は、延伸破断ゾーンの中における牽伸を、広い範囲のロール速度比(5未満であってもよい)にわたって操作することを可能とし、多くのパッケージからの極めて大きなフィードトウを作らねばならないことに代えて、連続フィラメントの比較的少数のフィードヤーンを有するフィードクリールを使用することが可能となる。
【0036】
破断された不連続フィラメントから形成されたままのステープルファイバー8を、延伸破断ゾーン13から出して、ロールセット7と9との間の圧密化ゾーン14に送り込む。圧密化ゾーン14の中では、繊維の速度をやや落とすことができるが、ロールと繊維との間にはいかなるスリップもあってはならず、そのために、繊維速度と駆動されているロールセット7におけるロール表面速度は同一であり、繊維速度と駆動されているロールセット9におけるロール表面速度も同一である。別なケースにおいては、繊維の交絡を改良する目的で、圧密化ゾーンの中で、繊維の速度を少しだけ増加させるのが望ましいこともあり得る。このケースの場合には、いくぶんかの牽伸が起きるであろう。たとえばアスピレータージェットノズルまたはインターレースジェットノズルのような、一つまたはそれ以上の圧密化器具10を圧密化ゾーンの中に位置させる。インターレースジェットノズルによって、繊維を、それらが互いに交絡するように相互に結合させて、ステープルヤーンを形成させるが、その作業の間に、ヤーンが形成される際に繊維の長さをやや短くすることができ、このことが、圧密化ゾーンにおいて速度が低下する理由である。適切なインターレースジェットノズルは、たとえば米国特許第6,052,878号明細書(オールレッド(Allred))、国際公開第03/29539号パンフレット(ブッフムラー(Buchmuller))、またはヘーバーライン(Heberlein)交絡ジェットノズルカタログに記載されている。その他の好適な、繊維交絡ジェットノズルは、たとえば米国特許第4,825,633号明細書(アルツト(Artzt))およびムラタ・ジェット・スピナー(Murata Jet Spinner)カタログに記載されている。圧密化装置を通過させた後では、ステープルファイバーは、良好な粘着性と強度とを有する圧密化されたステープルヤーンとなる。
【0037】
所望により、圧密化ゾーン14の後にアニリーングゾーン(図示せず)を加えることもできる。アニリーングゾーンは、たとえば先にも述べた、延伸ゾーン11で加熱手段を用いるが、極端に小さな速度比で操作したのと同じ方法で処理してもよい。これは、ヤーン製品の最終的な収縮を特定の値に調節しなければならないようなプロセスにおいては有用であり、ヤーンを生成させた後でのアニリーングは、それを実施するための最も直接的な方法である。フィードヤーンが異なった2種の材料から調製され、アニリーング加熱処理がそのヤーン製品の中のそれぞれの材料に、異なった応答を起こさせて、たとえば、繊維の収縮が異なっていて、そのような異なった収縮によってバルキーな、またはループ状のヤーンが製造されるような、ヤーンに特定な効果をもたらすような場合にも有用となるであろう。それに代わる実施態様においては、アニリーングゾーンの中へ繊維を少し過剰フィードさせてもよい。
【0038】
また別な代替えの態様においては、図6〜8に示したゴデット機構を、本発明のプロセスおよび装置において使用することもできる。それらの代替え的な配置は、ゴデットとヤーンとの間に充分な摩擦を確保して、それによりスリップを排除するための手段を示している。図8は、異なった延伸比を要求する2種の異なったフィードヤーンを加工するための手段を示している。
【0039】
ロールセット9の後、その圧密化されたステープルヤーンを巻取り機に向かわせる。このプロセスによって製造された圧密化されたヤーンは、巻き上げてパッケージとしてもよいし、あるいは、他のプロセスへの移行または出荷のためのコンテナーの中にゆるゆるとため込んでもよいし、あるいはさらなる加工のために他の機械要素へと送ってもよい。
【0040】
本発明のプロセスにおいて使用されるフィードヤーンは、たとえば、仕上剤の適用によるか、ジェットノズル、ギア捲縮機もしくは押込み加工ボックスを用いた捲縮加工のような構造的操作によって、前加工されてもよい。しかしながら、フィードヤーンの上で使用される各種の仕上剤の選択では、操作性を配慮する。仕上剤の使用量が多すぎると、個々のフィラメントの延伸破断ゾーンにおける移動性および破断性に悪影響が出る。仕上剤の使用量が少なすぎると、帯電が問題となり、ロールへの巻付き(roll wrap)が多くなる。フィラメントを製造するための材料の重量を基準にして、約0.1重量%未満の仕上剤レベルが好ましく、約0.04重量%未満であればより好ましい。典型的な仕上剤組成物としては、脂肪酸のエチレンオキシドコンデンセート、ペラルゴン酸でキャップしたエトキシル化もしくはプロポキシル化アルコール、リン酸エステルのカリウム塩、および/またはリン酸エステルのアミン塩などが挙げられる。延伸破断されるフィラメントにおいて有用であろうその他の仕上剤は、たとえば、アダムス(Adams)特許、および特公昭58(1983)−44787(広瀬(Hirose))に記載されている。
【0041】
本発明のステープルヤーン製品は、異なった長さの不連続フィラメントの圧密化させたステープルファイバーから調製されるが、それらの繊維は、ヤーンの長さ方向に混繊されて、そのヤーンの統一性および均一性を維持している。そのヤーン製品は、慣用される染色などを除けば、さらなる調製をすることなく織物用途で容易に使用できる繊度を有している。そのヤーン製品の線密度は典型的には、約1000デニール以下である。しかしながら、別な方法として、そのヤーン製品が約1000デニールを超える線密度を有していてもよく、そのようなケースでは、それからヤーンを製造するための繊維は、ヤーンの一つの横断面あたり合計して約500以下のフィラメントを有していてもよい。好ましい実施態様においては、ヤーン製品の中のステープルファイバーは、約6インチ未満の重量平均繊維長さを有しており、また繊維が最小1インチ未満から最大約25インチまでの範囲にある繊維長さ分布を有している。約99%の繊維の最大長さが約25インチ未満であり、約50%を超える繊維が、重量平均長さ繊維の約0.5倍〜約1.5倍の範囲の長さを有する。数平均繊維長さもまた約6インチ未満である。そのヤーン製品は、有用な数の1インチあたりの繊維末端を有しており、それらの繊維末端の実質的なパーセントは、ヤーンの中央部分から延在している突出末端として見出すことが可能であり、それらはヤーンに、望ましい感触または「手触り(hand)」を与える。
【0042】
本発明のヤーン製品を製造するには、2種以上の異なった種類のフィードヤーンを使用することができる。一つの実施態様においては、異なったフィードヤーンを同時に、延伸、張力調節、延伸破断、および圧密化ゾーンに通す。それらの異なったヤーンは、互いに組み合わせて単糸としてから装置の中にフィードさせることもできるし、あるいは単に、別々ではあるが同時にフィードすることもできる。
【0043】
しかしながら、また別な実施態様においては、本発明のヤーンは、延伸ゾーンの下流側末端または張力調節ゾーンの下流側末端で、1種もしくはそれ以上の追加のフィードヤーンを導入することによって製造してもよい。このことは、延伸を必要としないフィラメントヤーンを、延伸することがぜひとも必要なヤーンに添加するような場合には、有用なアプローチ方法である。延伸破断ゾーンの中で、すべてのヤーンが同時に破断され、続けて、残りのプロセス全体において同時に処理される。
【0044】
さらなる実施態様においては、本発明のヤーン製品は、延伸ゾーンの下流側末端または張力調節ゾーンの下流側末端に第一の追加のフィードヤーン(1種または複数)を導入し、そして、圧密化ゾーンの上流側末端に第二の追加のフィードヤーン(1種または複数)を導入することによって、製造してもよい。この実施態様においては、第一の追加のフィードヤーン(1種または複数)は延伸破断ゾーンを通過することになって、そのため破断されて不連続フィラメントとなるが、第二のフィードヤーン(1種または複数)は延伸破断ゾーンを通過しない。その結果として、第二のフィードヤーン(1種または複数)は、意図していたように、フィラメントが連続でとどまっていて破断されていないフィラメントヤーンであってもよいし、および/または、第二のフィードヤーン(1種または複数)は、ステープルファイバーをすでに組み入れている予め調製されたステープルヤーンであってもよい。さらに別な実施態様においては、1種もしくはそれ以上の追加のフィードヤーンを、圧密化ゾーンの上流側末端にのみ導入してもよい。
【0045】
フィードヤーンの間に差を設ける場合、その差がたとえばフィラメントあたりのデニールであってもよく、たとえば、1種のヤーンが約0.9未満のフィラメントあたりのデニール(dpf)を有し、他のヤーンが約1.5よりも高いフィラメントあたりのデニールを有している。dpfにおいて差のある2種以上のヤーンからヤーン製品を製造することの利点は、そのヤーン製品の構造的な剛性を高い方のdpfのフィードヤーンで決めることができ、その一方で、その柔らかさを低い方のdpfのフィードヤーンで調節することができる点にある。この方法は、良好な手触りは有するものの、ファブリックとしたときにあまりにも腰がなくなるような、低いdpfのヤーンに付随するいくつかの問題点を解消する。
【0046】
異なったフィードヤーンを使用する場合、延伸ゾーンにおいて好ましい挙動をとらせるには、それぞれの破断時伸びが同程度とする必要がある。その異なったヤーンが同程度の破断時伸びを有していないと、それらの内の一方が、他と併存するために部分的に前延伸されてしまう可能性がある。別な方法としては、図9に示すように、ロールセット2とは異なった速度で駆動される第二の独立した送りロールのセット(2A)を装置に組み込んで、それらの異なったヤーンが異なった速度比で延伸させるようにしながら、引取りロール3で合流できるようにすることもできる。
【0047】
本発明において異なったフィードヤーンを使用する場合、それらが、異なったポリマー、たとえば2種の異なったナイロンポリマー、2種の異なったポリエステル、またはナイロンポリマーとポリエステルとから調製されたフィラメントを含んでいてもよい。フィードヤーンにおいて使用されるような異なったポリマーは、併存性があって、互いに粘着し、共紡糸できるものとするべきである。この目的のためには、それらが、同等の熱応答および機能的紡糸粘度(functional spinning viscosity)を有しているか、化学的相互作用のようないくらかの特有の相互作用を有しているべきである。さらなる実施態様においては、たとえば2成分(bicomponent)および/または2要素(biconstituent)フィラメントのような、異なった構造を有するフィラメントを含むフィードヤーンを使用してもよい。2成分フィラメントは、1種もしくはそれ以上の構造的に明白に異なる領域またはレジーム(domains or regimes)、たとえばシース/コア構造を有しているが、それに対して、2要素フィラメントは、はるかに均質なポリマーのブレンド物であるのが特徴で、それからは、識別可能な構造領域または、各種実質的な機能効果を有する領域を持たないフィラメントが製造される。フィードヤーン(1種または複数)の中で使用することが可能な、異なったポリマーの重量パーセント比は、大幅に変化させることができるが、一般的には、約80/20から約20/80までの間、好ましくは約70/30から約30/70までの間である。
【0048】
フィードヤーン中の2成分フィラメントは、たとえば、高弾性の(すなわち「柔らかい」)コアポリマーたとえば、ライクラ(Lycra)(R)エラストマーであるコアポリマーから、および紡糸プロセスの際に、「ウィング(wing)」または長手方向のリブとして付着された非弾性の(「硬い」)ポリマーから製造することができる。紡糸の後に、フィラメントの潜在的な弾性を加熱により活性化させて、柔らかいコアポリマーに硬い「ウィング」ポリマーよりも大きな収縮を起こさせると、それによって、その複合材料構造がらせん状に丸まって、ねじ山状の外観と構造をそれに与えることができる。このフィラメント構造はさらに、紡糸および延伸の後、かつ加熱処理の前に、いくぶんかの捲縮を有している。
【0049】
それからフィードヤーン中に2成分または2要素フィラメントを形成させることが可能な、ポリマーのその他の組合せとしては、4GT/4GT−4GOポリエステル(たとえばハイトレル(HYTREL)(登録商標)ポリエステル(デュポン(DuPont)製))およびナイロン/ペバックス(PEBAX)(登録商標)ポリマー(デュポン(DuPont)製);またはホモポリマー/ブロックコポリマーの組合せであって、そのコポリマーの一つのブロックがそのホモポリマーと同一であるもの、などが挙げられる。
【0050】
本発明において使用されるフィードヤーンにおける差としては、ポリマーの選択における差以外の、またはポリマーの選択における差に加えて、たとえば色における差や、たとえばヤーンの反射率、吸光度、濡れ性などの、裸眼で認識できるいくつかの視覚的特徴をヤーンに与える表面処理における差、などが挙げられる。本発明のプロセスは、たとえば従来からのステープルファイバーのブレンドにおいて必要とされていた、チョッピング(切断)、ブレンディング、カーディング、コーミングなどによってスライバーをまず調製しなければならないといった多段工程を使用することなく、視覚的効果を特徴とする特殊ヤーンを製造するための有用な方法を提供する。従来からのシステムにおいては、そのプロセスを有効なものとするためには大量のフィード繊維を用意しなければならなかったが、その理由は、それぞれの製造作業が終わるたびにその加工装置をクリーニングすることが、極めて手間と時間のかかることであったからである。しかしながら、本発明のプロセスにおいては、たとえばいずれのフィードヤーンとも異なった色を有するカラーブレンドヤーン製品をはるかに小さなスケールで製造することが可能となったが、その理由は、クリールの中のパッケージを変更する以外には、別なフィードブレンド物に転換させるためのクリーニングアップが事実上必要なくなるからである。
【0051】
本発明において使用される、異なったフィードヤーンの間の色の違いには、たとえば本質的に非白色および非ベージュ色である二つの色が含まれていてもよいが、1種のヤーンが白色またはベージュ色である色を有しており、他のヤーンが明らかに非白色、非ベージュ色の色を有していてもよい。異なった色のフィードヤーンを選択すると、ヤーン製品の中でその二つを組合せることによって、そのフィードのいずれとは明らかに異なる新しい色が得られる。色における違いは、ASTM標準E−284−05a、コミッティー・E12.01、2005に従って測定することができるが、そこには、たとえば白色およびベージュ色のような無彩色を、90%より大の明度を有する白色およびベージュ色を用いた明度測定を基準として、識別するための手段が記載されている。CIELAB単位を使用して色差を検出するための、色相および明暗(color hue and shade)を識別することも可能となっているが、本明細書で使用するとき、色差があるとは、少なくとも2.0のCIELAB単位の差があるものとする。1種のヤーンのみが90%より大の明度を有し、それらのヤーンがCIELAB単位で少なくとも2.0の色差を有している、異なった色を有する2種以上のヤーンをブレンドすると、いずれのフィードヤーンの色とも適度に異なる新しい色を有するヤーンが作り出される。そのヤーン製品をさらに加工して織物またはファブリックとすると、それらのブレンドされた色が穏やかな混色外観を呈する。
【0052】
主たるフィードヤーンと共に延伸破断ゾーンにおいて破断されるように、追加のフィードヤーンを延伸ゾーンの下流側末端または張力調節ゾーンの下流側末端に導入する場合、その主たるフィードヤーンおよび/または追加のフィードヤーンは、以下のものよりなる群から選択される1つもしくはそれ以上のポリマーから調製することができる:ナイロン、ポリエステル、アラミド、フルオロポリマー、アセテートポリマーもしくはコポリマー、アクリルポリマーもしくはコポリマー、ポリアセタール、アクリレートポリマーもしくはコポリマー、ポリアクリロニトリル、セルロースポリマー、オレフィンポリマーもしくはコポリマー、ポリイミド、スチレン系ポリマーもしくはコポリマー、エーテル/エステルコポリマー、アミドとエーテルおよび/またはエステルとのコポリマー、ビニルポリマー、およびポリイミド。たとえば、追加のフィードヤーンは、アラミドポリマーおよびフルオロポリマーよりなる群から選択される1つもしくはそれ以上のポリマーから調製することができ、その追加のフィードヤーンは、ナイロン、ポリプロピレンおよびポリエステルよりなる群から選択される1つもしくはそれ以上のポリマーから調製された主たるフィードヤーンに添加することができる。
【0053】
先に述べたが、追加のフィードヤーンを圧密化ゾーンの上流側末端で導入する場合には、延伸破断は一切受けない。そのヤーンが連続フィラメントを含んでいれば、それらはその連続特性を維持する。圧密化ゾーンの上流側末端に添加されるフィードヤーンは、以下のものよりなる群から選択される1つもしくはそれ以上のポリマーから調製することができる:ナイロン、ポリエステル、アラミド、フルオロポリマー、アセテートポリマーもしくはコポリマー、アクリルポリマーもしくはコポリマー、ポリアセタール、アクリレートポリマーもしくはコポリマー、ポリアクリロニトリル、セルロースポリマー、オレフィンポリマーもしくはコポリマー、ポリイミド、スチレン系ポリマーもしくはコポリマー、エーテル/エステルコポリマー、アミドとエーテルおよび/またはエステルとのコポリマー、ビニルポリマー、ポリイミド、ポリウレタン、ポリウレタンのブロックと重合エーテルおよび/またはエステルのブロックとのブロックを有するコポリマー、天然繊維、金属繊維もしくはワイヤー(たとえば、銅もしくは鋼)、ガラス繊維、およびセラミック繊維。圧密化ゾーンの上流側末端で添加されるヤーンが、そのプロセスの各種他の工程で添加されるヤーンとは異なった材料で調製されているのが好ましい(必須という訳ではない)。たとえば、圧密化ゾーンの上流側末端で添加されるヤーンは、エラスタンすなわちスパンデックスタイプのフィラメント、ライクラ(Lycra)(登録商標)弾性ポリマー、高強度低弾性フィラメントたとえばアラミドポリマーから製造されたもの、または、高弾性を有するフィラメントたとえば、2GT[テレフタル酸を用いてエステル化された1,2−エタンジオール(すなわちエチレングリコール)]もしくは3GT[テレフタル酸を用いてエステル化された1,3−プロパンジオール(すなわち1,3プロピレングリコール)]ポリエステルから調製してもよい。スパンデックスタイプのポリマーから製造した場合、フィラメントが、約100%を超える破断時伸び、および少なくとも30%の(約50%の伸びからの)弾性回復を有しているのが好ましい。それらの追加のフィードヤーンは、ナイロン、ポリエステル、ポリプロピレン、フルオロポリマー、またはアラミドポリマーたとえばノーメックス(Nomex)(登録商標)ポリマー[塩化イソフタロイルとメチルフェニレンジアミンから製造されたポリマー(デュポン(DuPont)製)]もしくはケブラー(Kevlar)(登録商標)ポリマー[塩化テレフタロイルとメチルフェニレンジアミンから製造されたポリマー(デュポン(DuPont)製)]のようなポリマーから調製された主たるフィードヤーンに添加することができる。
【実施例】
【0054】
以下に示す、一連の実施例を用いて、本発明の有利な効果を説明する。実施例がその根拠とする本発明の実施態様は、説明のためだけのものであり、添付された特許請求項の範囲を限定するものではない。
【0055】
均等性(evenness)および頻繁に起きるヤーンの欠陥に関する、均質性(uniformity)についての試験は、本発明のプロセスに従って調製されたステープルヤーンの4種のサンプル(実施例1〜4)について、標準的なウスター(Uster)UT−3ヤーン試験装置(スイス国ウスター(Uster Switzerland)のツェルベーガー・ウスター(Zellweger Uster)のウスター・テクノロジーズ・AG(Uster Technologies AG)製)を用い、メーカーの推奨する方法に従って実施した。均質性試験においては、2枚の平行なコンデンサープレートの間にヤーンを通すと、ヤーンの質量における変化がプレートの間の空気の誘電性の変化をもたらし、それが、センサーからの電気信号に比例的な変化を起こさせる。ヤーン強度の試験もまた、ウスター・テンソジェット(Uster TensoJet)を使用して、同一のヤーンサンプルについて実施した。
【0056】
本明細書で試験した実施例1〜4のヤーンはそれぞれ、部分延伸されたポリエステルフィラメントヤーンの3種のフィードパッケージから製造したが、ここで、それぞれのフィラメントは255の繊度を有しており、それぞれのヤーンには、約200本のフィラメントが含まれていた。それらのフィードヤーンを使用して、約16インチの延伸破断ゾーン長さを有する本発明の装置で、ステープルヤーン製品を製造した。それぞれのステープルヤーンを製造した際の操作条件は、その概略を表Iに示した。
【0057】
ヤーン均質性試験の結果を表IIに示し、ヤーン強度試験の結果を表IIIに示し、実施例1〜4のヤーンについての質量均質性スペクトログラムをそれぞれ、図2〜5に示す。表IIにおいて、CVmは質量変動の係数であって、ヤーンにおける質量の平均値に関する変動の量を表している。これは、標準偏差を平均値で割り算をして100をかけることによって得られ、平均値からのパーセント偏差として表される。表IIにおいて、ヤーンの質量がヤーンの質量の平均値から50%もしくはそれ以上低い位置である、50%薄段の数(count of 50% thin places)、およびヤーンの質量がヤーンの質量の平均値から50%もしくはそれ以上高い位置である、50%厚段の数(count of 50% thick places)が示されており、同様にして、ヤーンの質量がヤーンの質量の平均値から280%もしくはそれ以上高い位置である、280%Nepsの数も示されている。表IIおよびIIIにおいては、ヤーンの番手がNec(英式綿番手(Number English Cotton))として表されているが、これは、1ポンドあたりに存在する840ヤードの長さのヤーンの数である。表IIIにおいて、texは、ヤーン1kmのグラム数である。
【0058】
【表1】
【0059】
【表2】
【0060】
【表3】
【0061】
均質な長さのステープルファイバーから製造されたヤーンについての質量均質性波長スペクトログラム(mass uniformity spectrogram)は、長さの変動のある、すなわち分散された繊維から製造されたヤーンで、異なった様相を示している。しかしながら、いずれのケースにおいても、完全にランダムな繊維配置を有する理想的なヤーンの場合でさえも、スペクトログラムの曲線の形状に、明瞭なピークが存在している。理想的なヤーンについてのスペクトログラムの曲線は、繊維長さ分布から数学的に求めることができる。同様にして、曲線のピークは、等しい長さの繊維を含んでなるヤーンの場合の重量平均繊維長さの2.7倍の重量平均繊維長さ、そして、等しくないすなわち分散された長さの繊維を含んでなるヤーンの重量平均繊維長さの約2.8倍と数学的相関がある。それらの数学的相関を使用すれば、いかなるステープルヤーンの重量平均繊維長さも迅速かつ容易に求めることが可能であり、それによって、ヤーンの中の個々の繊維について困難で時間のかかる測定をする必要がなくなる。
【0062】
図2〜5に、本発明により製造された各種のポリエステルヤーンのスペクトログラムを示す。それらの曲線それぞれのメインピークはすべて約16インチ未満であることが判る。したがって、数学的モデルから、それらのヤーンにおける重量平均繊維長さは6インチ未満であると求められる。実施例1および2についてのスペクトログラムでは、約3.6インチのところに少しくぼみがあるが、これは、繊維のかなりの割合がおよそこの長さであるということを示している。それに比較して、短いステープルファイバーの従来からのヤーンは、約1インチ以下の短い繊維長さのために、0.1ヤード(3.6インチ)未満のところにピークを有している。ギルハウス(Gilhaus)特許に記載されているような従来からのマルチプルゾーン延伸破断プロセスを用いて製造された、羊毛もしくは合成繊維を含む、典型的な長いステープルファイバーは、約0.25ヤード(9インチ)にスペクトログラムピークを有しているが、これは約3インチの平均繊維長さに相当する。したがって、単一延伸破断ゾーンプロセスを用い、張力調節ゾーンの恩恵を受けることなく製造されたヤーンに比較すると、本発明のヤーンにおける繊維が短いことによって、圧密化されたヤーンにおいて大きな数の繊維末端が得られている。
【0063】
したがって、本発明に従えば、フィラメントヤーン(連続フィラメントを含む)を延伸破断させてステープルファイバー(不連続フィラメントを含む)を形成させ、それらのステープルファイバーを圧密化させてステープルヤーンとすることで、本明細書において先に説明したような目的と利点が完全に満たされる方法が提供されたことが明らかである。本発明について、その具体的な実施態様に即して説明してきたが、多くの代替え、修正および変更が可能であることは当業者には自明であろう。従って、添付された特許請求項の精神と範囲の中に入る、すべてのそのような代替え、修正および変更を包含することが意図されている。
【0064】
上述のそれぞれの特許またはその他の公刊物は、すべての目的において、そのすべてを本明細書の一部として取り入れられたものとする。
【図面の簡単な説明】
【0065】
【図1】本発明のプロセスを実施するのに使用することが可能で、延伸ゾーン、張力調節ゾーン、延伸破断ゾーンおよび圧密化ゾーンを含む、本発明の装置の側面図である。
【図2−5】実施例1〜4において製造されたヤーンについて得られた、質量均質性スペクトログラムを示す図である。
【図6−8】本発明のプロセスにおいて使用することが可能な各種のゴデット機構を説明した図である。
【図9】異なった延伸比を有する、異なったフィード物質を延伸させるための、第二の送りロールの組を含む実施態様の説明図である。
【特許請求の範囲】
【請求項1】
フィラメントヤーンからステープルヤーンを製造するための方法であって、
(a)フィラメントヤーンを、前記ヤーンの中のフィラメントが延伸される大きさの張力にかける工程;
(b)前記ヤーンを、前記ヤーンの中のフィラメントがさらに延伸されることなく、そして破断されることもない大きさの張力にかける工程;
(c)前記ヤーンを、前記ヤーンの中のフィラメントが破断されて、ステープルファイバーが形成される大きさの張力にかける工程;および
(d)前記ステープルファイバーを圧密化してステープルヤーンを形成する工程;
を含んでなる方法。
【請求項2】
フィラメントヤーンは、工程(a)で延伸されるまでは延伸されていない請求項1に記載の方法。
【請求項3】
フィラメントヤーンは、工程(a)で延伸されるまでに部分的に延伸されている請求項1に記載の方法。
【請求項4】
フィラメントヤーンが、ポリエステル、ポリアミドおよびポリプロピレンよりなる群から選択される1つもしくはそれ以上のポリマーから調製される請求項1に記載の方法。
【請求項5】
連続フィラメントおよび/または圧密化されたステープルヤーンを、工程(c)で形成されたままのステープルファイバーに添加する工程、および、工程(d)において、前記連続フィラメントおよび/または圧密化されたステープルヤーンを前記ステープルファイバーと共に圧密化してステープルヤーンを形成する工程、をさらに含んでなる請求項1に記載の方法。
【請求項6】
圧密化されたステープルヤーンが、ポリマー、金属、ガラス、および天然繊維よりなる群から選択される1つもしくはそれ以上の材料から調製される請求項5に記載の方法。
【請求項7】
完全に延伸されたフィラメントヤーンを第二のヤーンとして、工程(a)において延伸された、第一のヤーンであるヤーンに添加する工程、および工程(b)において前記第一および第二のヤーンの両方に同時に張力をかける工程、をさらに含んでなる請求項1に記載の方法。
【請求項8】
第二のヤーンが、ポリエステル、ポリアミド、ポリプロピレン、アラミド、アセテート、および再生セルロースよりなる群から選択される1つもしくはそれ以上の材料から調製される請求項7に記載の方法。
【請求項9】
工程(b)において、フィラメントヤーンが、工程(a)においてかけられた張力よりも小さな張力にかけられる請求項1に記載の方法。
【請求項10】
工程(b)において、フィラメントヤーンが、工程(a)においてかけられた張力と同じ大きさの張力にかけられる請求項1に記載の方法。
【請求項11】
工程(b)において、フィラメントヤーンが、工程(a)においてかけられた張力よりも大きな張力にかけられる請求項1に記載の方法。
【請求項12】
フィラメントヤーンからステープルヤーンを製造するための紡糸装置であって、
(a)ヤーンを、前記ヤーンの中のフィラメントが延伸される大きさの張力にかける、延伸ゾーン;
(b)前記フィラメントヤーンが延伸ゾーンから送り込まれ、前記ヤーンが、前記ヤーンの中のフィラメントがさらに延伸されることなく、そして破断されることもない大きさの張力にかけられる、張力調節ゾーン;
(c)前記フィラメントヤーンが張力調節ゾーンから送り込まれ、前記ヤーンが、前記ヤーンの中のフィラメントが破断されて、ステープルファイバーが形成される大きさの張力にかけられる、延伸破断ゾーン;および
(d)前記ステープルファイバーが延伸破断ゾーンから送り込まれ、前記ステープルファイバーを圧密化して、ステープルヤーンを形成する、圧密化ゾーン;
を含んでなる装置。
【請求項13】
ステープルファイバーを含んでなるステープルヤーンであって、前記ステープルファイバーが、約6インチ未満の重量平均繊維長さと、1インチ未満〜約25インチの範囲の繊維長さ分布とを有するヤーン。
【請求項14】
ステープルファイバーの50%超が、前記重量平均繊維長さの約0.5〜約1.5倍の範囲である長さを有する請求項13に記載のヤーン。
【請求項15】
連続フィラメントをさらに含んでなる請求項13に記載のヤーン。
【請求項1】
フィラメントヤーンからステープルヤーンを製造するための方法であって、
(a)フィラメントヤーンを、前記ヤーンの中のフィラメントが延伸される大きさの張力にかける工程;
(b)前記ヤーンを、前記ヤーンの中のフィラメントがさらに延伸されることなく、そして破断されることもない大きさの張力にかける工程;
(c)前記ヤーンを、前記ヤーンの中のフィラメントが破断されて、ステープルファイバーが形成される大きさの張力にかける工程;および
(d)前記ステープルファイバーを圧密化してステープルヤーンを形成する工程;
を含んでなる方法。
【請求項2】
フィラメントヤーンは、工程(a)で延伸されるまでは延伸されていない請求項1に記載の方法。
【請求項3】
フィラメントヤーンは、工程(a)で延伸されるまでに部分的に延伸されている請求項1に記載の方法。
【請求項4】
フィラメントヤーンが、ポリエステル、ポリアミドおよびポリプロピレンよりなる群から選択される1つもしくはそれ以上のポリマーから調製される請求項1に記載の方法。
【請求項5】
連続フィラメントおよび/または圧密化されたステープルヤーンを、工程(c)で形成されたままのステープルファイバーに添加する工程、および、工程(d)において、前記連続フィラメントおよび/または圧密化されたステープルヤーンを前記ステープルファイバーと共に圧密化してステープルヤーンを形成する工程、をさらに含んでなる請求項1に記載の方法。
【請求項6】
圧密化されたステープルヤーンが、ポリマー、金属、ガラス、および天然繊維よりなる群から選択される1つもしくはそれ以上の材料から調製される請求項5に記載の方法。
【請求項7】
完全に延伸されたフィラメントヤーンを第二のヤーンとして、工程(a)において延伸された、第一のヤーンであるヤーンに添加する工程、および工程(b)において前記第一および第二のヤーンの両方に同時に張力をかける工程、をさらに含んでなる請求項1に記載の方法。
【請求項8】
第二のヤーンが、ポリエステル、ポリアミド、ポリプロピレン、アラミド、アセテート、および再生セルロースよりなる群から選択される1つもしくはそれ以上の材料から調製される請求項7に記載の方法。
【請求項9】
工程(b)において、フィラメントヤーンが、工程(a)においてかけられた張力よりも小さな張力にかけられる請求項1に記載の方法。
【請求項10】
工程(b)において、フィラメントヤーンが、工程(a)においてかけられた張力と同じ大きさの張力にかけられる請求項1に記載の方法。
【請求項11】
工程(b)において、フィラメントヤーンが、工程(a)においてかけられた張力よりも大きな張力にかけられる請求項1に記載の方法。
【請求項12】
フィラメントヤーンからステープルヤーンを製造するための紡糸装置であって、
(a)ヤーンを、前記ヤーンの中のフィラメントが延伸される大きさの張力にかける、延伸ゾーン;
(b)前記フィラメントヤーンが延伸ゾーンから送り込まれ、前記ヤーンが、前記ヤーンの中のフィラメントがさらに延伸されることなく、そして破断されることもない大きさの張力にかけられる、張力調節ゾーン;
(c)前記フィラメントヤーンが張力調節ゾーンから送り込まれ、前記ヤーンが、前記ヤーンの中のフィラメントが破断されて、ステープルファイバーが形成される大きさの張力にかけられる、延伸破断ゾーン;および
(d)前記ステープルファイバーが延伸破断ゾーンから送り込まれ、前記ステープルファイバーを圧密化して、ステープルヤーンを形成する、圧密化ゾーン;
を含んでなる装置。
【請求項13】
ステープルファイバーを含んでなるステープルヤーンであって、前記ステープルファイバーが、約6インチ未満の重量平均繊維長さと、1インチ未満〜約25インチの範囲の繊維長さ分布とを有するヤーン。
【請求項14】
ステープルファイバーの50%超が、前記重量平均繊維長さの約0.5〜約1.5倍の範囲である長さを有する請求項13に記載のヤーン。
【請求項15】
連続フィラメントをさらに含んでなる請求項13に記載のヤーン。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】

【図7】

【図8】

【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公表番号】特表2008−528818(P2008−528818A)
【公表日】平成20年7月31日(2008.7.31)
【国際特許分類】
【出願番号】特願2007−552307(P2007−552307)
【出願日】平成18年1月20日(2006.1.20)
【国際出願番号】PCT/US2006/002166
【国際公開番号】WO2006/078974
【国際公開日】平成18年7月27日(2006.7.27)
【出願人】(390023674)イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニー (2,692)
【氏名又は名称原語表記】E.I.DU PONT DE NEMOURS AND COMPANY
【Fターム(参考)】
【公表日】平成20年7月31日(2008.7.31)
【国際特許分類】
【出願日】平成18年1月20日(2006.1.20)
【国際出願番号】PCT/US2006/002166
【国際公開番号】WO2006/078974
【国際公開日】平成18年7月27日(2006.7.27)
【出願人】(390023674)イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニー (2,692)
【氏名又は名称原語表記】E.I.DU PONT DE NEMOURS AND COMPANY
【Fターム(参考)】
[ Back to top ]