
ストッカ
本発明は、天井式区画間荷物処理システム、床式区画内材料取扱システムを有する製造設備内でコンテナを管理するストッカを含む。一実施形態では、ストッカは、少なくとも一つのコンテナを貯蔵するコンテナ貯蔵領域、天井式搬入コンベア、床べースのコンベア、及びロボット機構を含む。ストッカの床式コンベアは、搬出コンベア、搬入コンベア、又はこれらの両方を含んでもよく、ストッカのコンテナ貯蔵領域と床式区画内材料取扱システムとの間でコンテナを移動させる。ロボット機構は、天井式搬入コンベア、コンテナ貯蔵領域、及び床式コンベアの間でコンテナを移動させる。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、一般的にコンテナ貯蔵システムを含む。より具体的には、本発明は、複数のコンテナ搬入/搬出システムを有するストッカを含む。
【背景技術】
【0002】
例えば、前面開口統一ポッド(FOUPs)、及び標準機械的インターフェイス(SMIF)ポッド等のコンテナ2を、半導体製造設備(fab)内の加工用ツール10又は積込ポート12に配送することはコスト高である。FOUP及びSMIFを運ぶ一つの方法としては、自動材料処理システム(AMHS)がある。
【発明の開示】
【発明が解決しようとする課題】
【0003】
AMHS又は輸送システムは、半導体製造設備内でコンテナ又は半導体ウェハカセット若しくはフラットパネル(ここでは、全てコンテナと称せられる)を移動させる。半導体製造設備内でのコンテナの移動は、各ツール区画内(例えば、図1の区画B1及びB2)(区画内AMHS:一般的には区画内でコンテナを移動させ、そしてコンテナをツール位置に配送する輸送システムを含む)、及びツール区画間(区画間AMHS:複数の加工ツールの区画を接続する中央通路に沿ってコンテナを移動させる輸送システムを含む)である。半導体製造設備は、コンテナを貯蔵するためのストッカを、しばしば含む。可能な限り加工ツールから加工ツールまでコンテナを直接配送することによって、AMHSの交通の遅延を減少させることが望ましい。AMHSのどんな部分の不十分な処理能力により、AMHSの他の部分は潜在能力よりも低い処理能力を有する、何故ならば、不適当な部分が他の部分に連続的に接続されるからである。
【0004】
コンテナは、加工ステップが完了した後にストッカにしばしば運ばれ、その後、ツールの準備が整ったときに取り出されて、他のツールに運ばれる。在来のストッカの限られた処理量は、ストッカからコンテナを運び、且つ取り出すシステムの全体の処理能力を制限する。かくして、AMHSの全体の処理能力はストッカの処理量に制限される。例えば、特定のストッカのピークの区画間搬送処理量は、1時間当たり700個のコンテナ又はAMHSの移動である。このストッカが、双方向搬送のための2つの材料取扱システムによってアクセスされるならば、その特定のストッカについて、一時間当たり1400個のコンテナの移動の潜在的なピークの区画間移動速さは、理論的に達成される。このストッカが、一時間当たり700個のコンテナ移動ピーク能力を有する区画間AMHS又は他の搬送システムを備える他のツール区画に、さらに接続されるならば、ストッカのためのピーク移動速さは、一時間当たり2100個のコンテナ移動まで達することができる。在来のストッカは、平均20秒当たり一つのコンテナを移動することしかできず、ストッカのピーク処理量を、半導体製造設備によって要求されるかもしれないものより遥かに少ない、一時間当たり180個のコンテナ移動に制限する。
【0005】
たとえ、区画の処理量を考慮するに過ぎず、また、ストッカが区画へのコンテナの流れを取り扱うに過ぎないとしても、ピークの要求は、一時間当たり1400個の移動(区画間から一時間当たり700個の移動、区画内へ一時間当たり700個の移動)である可能性がある。この状況により、区画内の高い潜在的な処理量を、ストッカによって厳しく制限される可能性がある。
【0006】
或るタイプの在来のAMHS又は輸送システムは、天井輸送(OHT)システムである。OHTシステムでは、OHT車両は、FOUPを、製造施設の床より約900mmの高さにある積込ポートの運動プレート上に降ろす。OHTシステムは、FOUPをこれら積込ポートに運ぶために、天井に取り付けられた精巧な線路、及びケーブルホイスト車両を用いてFOUPをこれら積込ポートに運ぶ。水平移動、ケーブルホイストの伸長、及び単一方向の操作の組み合わせは、FOUPを加工ツールの間で迅速に輸送するために調整されなければならない。OHTシステム内の最適な効率のために、OHT車両は、加工ツールが積み込んだり積み降ろしたりする必要があるとき瞬時に利用できなければならない。これは、常に可能ではない。
【0007】
他の非コンベア式AMHS、又は半導体製造設備全体にわたってコンテナを移動させる車両(例えば、自動誘導車両(AGV)システム、レール誘導車両(RGV)システム、天井シャトル(OHS)システム等)を使用する輸送システムは、空の車両並びに配送をしている荷積み車両の移動及び利用可能性を管理するAMHSスケジュールシステムを要求する。スケジュールシステムのこの重い負担の結果、空の車両が積み込み位置に誘導され、非生産性の空の車両の移動により追加の交通混雑が生じるので、しばしば、コンテナ積み込み遅れが生じる。OHT車両でも同様の遅延が生じる。OHT車両は、例えばコンテナの積み込み又は積み降ろしステップを完了するのに15秒かかり、この積み込み/積み降ろし時間の間は、コンテナの交通は、AMHSのその位置で妨げられる。これらの要素が組み合わさって、車両式区画内AMHSを、例えば、多くの場合一時間当たり100から200個の移動に制限する。これは、在来のストッカの能力と大きなずれをもたらさない。しかしながら、多数のツール区画は、在来のストッカ/OHT構造では満たすことができない、より高い処理量を要求する。
【0008】
従って、半導体製造設備内の、改良された、高処理量ストッカ又はコンテナ貯蔵システムの要求がある。本発明は、そのようなストッカ及びシステムを提供する。
【課題を解決するための手段】
【0009】
本発明の一つの側面は、コンテナがストッカに到着した後に、コンテナが天井式区画間コンベア上で、待つ又は遊ぶ時間を最小にするストッカを提供することにある。一実施形態では、ストッカは、天井式区画間コンベアに隣接した、天井式搬入コンベアを含む。搬入コンベアは、例えば一度に複数のコンテナを貯蔵し、ストッカに到着したコンテナを搬入バッファコンベアに即座に移動させる。他の実施形態では、天井式区画間コンベアは、二段階のコンベアシステムを含む。この場合、ストッカは、天井式区画間コンベアの各段階に設けられた搬入コンベアを有するのがよい。
【0010】
本発明の他の側面は、天井式区画間コンベアか床式区画内コンベアの何れかのために設けられたの搬入及び搬出緩衝能力を含むストッカを提供することにある。一実施形態では、ストッカは、コンテナをストッカのコンテナ貯蔵領域の外に移動させ、床式区画内コンベア上に載せるための床式搬出コンベアを含む。ストッカは、コンテナを床式区画内コンベアからストッカのコンテナ貯蔵領域へ移動させるための床式搬入コンベアをさらに含む。天井式搬入コンベアは、コンテナをストッカのコンテナ貯蔵領域か垂直モジュールの何れかに移動させることができる(ストッカを効果的に迂回する)。一実施形態では、天井式搬入コンベアは、複数のコンテナを貯蔵し、天井式区画間コンベアから移動されたコンテナのための緩衝領域を提供する。ストッカは、また、ストッカを出るコンテナを、該コンテナが天井式区画間コンベアに移動される前に緩衝させるための天井式搬出コンベアを含んでもよい。
【0011】
本発明のさらなる側面は、急送される優先度の高いコンテナの急行配送を助けるストッカを提供することにある。一実施形態では、ストッカは、コンテナを天井式区画間コンベア、又は天井式搬入コンベアから、床式区画内コンベアに直接移動させる垂直モジュールを含む。換言すれば、コンテナは、床式コンベアに移動させるために、ストッカのコンテナ貯蔵領域に入る必要がない。他の実施形態では、垂直モジュールは、棚に載置されたコンテナをOHT車両から直接、床式コンベアに移動させることもできる。
【0012】
本発明の他の側面は、コンテナの群を、天井式区画間コンベアからストッカに同期化させ、且つ配送する方法を提供する。
【発明を実施するための最良の形態】
【0013】
一例として本発明を、FOUPを輸送することに関連して説明する。本発明の様々な実施形態は、SMIFポッド、レチクルコンテナ、フラットパネルディスプレイ搬送装置、又はその他のコンテナ又は加工用ツールを取り扱うシステムに使用され、及び/又は適応されてもよい。コンテナは、限定されないが、任意の大きさの半導体回路基板(例えば、50mm乃至500mmのウエハー)を含む品物を支持するための任意の構造と定義される。一例として、コンテナは、物品にアクセスすることができ(例えば、FPD輸送)、開放容積、又は機械的に開閉可能なドアを有するコンテナ(例えば、底面開口SMIFポッド及びFOUP)からなる構造を含む。積込ポートは、コンテナを取り扱ういかなるインターフェイス機器と定義される。
【0014】
様々な実施形態の説明の便宜のために、本発明をコンベアに関連して説明する。本発明は、勿論、他のAMHS又はOHT車両、天井シャトル(OHS)、RGV、若しくはAGVのような他の輸送システムと共に作動する。本発明の様々な実施形態を説明する目的で、「天井式」は、積込ポートのコンテナの積み込み高さと同じ又はそれ以上の高さを定義するものである。また、「床式」は、積込ポートの積み込み高さよりも低い高さを定義するものであり、半導体製造設備の床の下を含む。
【0015】
図1は、製造施設内のコンテナ2の全体の処理量を向上させるために、本発明の様々な構成部品を利用するAMHS100を示す。AMHS100は、第1の天井式区画間コンベア20a、第2の天井式区画間コンベア20b、複数の床式区画内コンベア30、2つのツール区画B1、及びB2、複数の天井式バッファコンベア122、並びに複数のレーンジャンパー120を含む。本実施形態では、2つの天井式コンベア20は、垂直に積み重ねられ、各々は、コンテナ2を一方向に移動させる(図1の矢印で示すように)。各天井式コンベア20は、双方向性であってもよい。図1に示す各ツール区画は、二つの積込ポート12を有する加工ツール10を含む。各ツール区画は、一つ以上の加工ツール10を有していてもよく、各加工ツールは、どんな数の積込ポート12を有していてもよい。
【0016】
コンベアは、コンテナを直線誘導方法で押すことができるホイール、ローラ、ベルト又はスライドのどんなシステムからなってもよい。例えば、天井式コンベア20は、各々、コンテナを異なる速さで移動させるように、或いは他のコンテナがコンベアで移動している間ずっと静止しているように、独立して制御される速度及び方向を有する個々の部分を含む、非同期でよい。
【0017】
図1は、4つの床式コンベア30を示す。床式コンベア30Aは、ツール区画B1から天井式コンベア20までの経路を提供する。床式コンベア30Bは、ツール区画B2から天井式コンベア20までの経路を提供する。これら2つの区画内コンベア30A及び30Bは、各々ツール区画B1及びB2内の積込ポート12間でコンテナを輸送する。床式コンベア30C、及び30Dは、同様の方法で作動する。床式コンベア30Cは、天井式コンベア20までの経路を提供する。床式コンベア30Dは、天井式コンベア20から離れる経路を提供する。
【0018】
図1は、4つの垂直モジュール102も示す。各垂直モジュール102は、天井式コンベア20と床式コンベア30との間でコンテナを移動させる。垂直モジュール102は、コンベア(天井式又は床式)と貯蔵棚との間でコンテナ2を移動させてもよい。垂直モジュール102の様々な実施形態が、アシストテクノロジー社に譲渡されている「高処理量AMHS用モジュラーターミナル」と題する米国出願第11/433,980に説明されており、この米国出願をここに援用する。垂直モジュール102Aは、いずれかの天井式コンベア20と床式コンベア30Aとの間でコンテナ2を輸送する。垂直モジュール102Bは、いずれかの天井式コンベア20と床式コンベア30Bとの間でコンテナ2を輸送する。垂直モジュール102Cは、いずれかの天井式コンベア20と床式コンベア30Cとの間でコンテナ2を輸送する。垂直モジュール102Dは、いずれかの天井式コンベア20と床式コンベア30Dとの間でコンテナ2を輸送する。
【0019】
また、システム100は、3つのバッファコンベア122をも含む。コンテナ2がバッファコンベア122と天井式コンベア20との間で容易に移送されるように、各バッファコンベア122は、天井式コンベア20に隣接する。図1に示すように天井式コンベア20が二重レベルのコンベアからなるならば、バッファコンベア122は、各コンベアのレベルに隣接して配置されるのがよい。この形態では、第1のバッファコンベア122Aは、天井式コンベア20aに隣接した高さに配置され、且つ垂直モジュール102Aと垂直モジュール102Bとの間で水平に整合される(平面図で)。第2のバッファコンベア122Bも同様に、天井式コンベア20aに隣接した高さに配置され、且つバッファコンベア122Bの一端124が、垂直モジュール102Bの近くに配置されるように水平に整合される。第3のバッファコンベア122Cは、天井式コンベア20aに隣接した高さに配置され、且つ垂直モジュール102Cと垂直モジュール102Dとの間で水平に整合される(平面図で)。
【0020】
レーンジャンパー120は、天井式コンベア20とバッファコンベア122との間でコンテナ2を移動させる。レーンジャンパー120は、コンテナを2つの平行なコンベアの間で移送するどんな機構からなってもよい。例えば、第1のコンベア上のコンテナを掴んで持ち上げ、次いで、第2のコンベアの上に移動させ、そこで第2のコンベア上に降ろす機構である。これらの移動は、シングル又はマルチセグメントアーム、又は直線的な滑路によって成し遂げられる。さらには、コンテナを下から持ち上げるために別個の機構を使用してもよく、横方向移送機構の設計においてより多くのバリエーションを可能にする。
【0021】
図1は、コンテナを天井式コンベア20からバッファコンベア122A上に移動させるためのレーンジャンパー120A、及びコンテナをバッファコンベア122Aから天井式コンベア20上に移動させるためのレーンジャンパー120Bを示す。バッファコンベア122Bは、コンテナを天井式コンベア20からバッファコンベア122B上に移動させる、一つのレーンジャンパー120Cを含む。レーンジャンパー120Dは、天井式コンベア20上のコンテナをバッファコンベア122Cに移動させ、レーンジャンパー120Eは、コンテナを、バッファコンベア122Aから天井式コンベア20上に戻す。
【0022】
各レーンジャンパー120は、好ましくは、搬入バッファ122の搬入端部に配置され、バッファコンベア122の他方の端部に配置された垂直モジュール102の作動から独立して、入ってくるコンテナを区画間コンベア20から持ち上げる。レーンジャンパー120は、区画間コンベア交通の遅延を最小にする、なぜならば、レーンジャンパー120がコンテナ2を持ち上げてコンテナを区画間交通から離して移動させている間だけ、交通が妨害されるに過ぎないからである。レーンジャンパーの横運動は、横運動がバッファコンベア122に達する前であっても、移送しているコンテナが区画間の交通から離れるときに信号を出すことができるセンサ又は位置監視回路を含むのがよい。
【0023】
搬入バッファ、例えば、バッファコンベア122Bの長さは、好ましくは複数のコンテナの待ち行列を可能にするのに十分に長い。天井式コンベア20に隣接して複数のコンテナを緩衝する能力は、区画間コンベア20からのコンテナの積み降ろし速さが、コンテナが垂直モジュール120Bによりバッファコンベア122Bから出る速さを上回ったときの時間に順応する。例えば、垂直モジュール102Bは、一時的に、天井式コンベア20からバッファコンベア122Bへのコンテナの移送の速さに遅れることはできない、或いは設備制御システムが、バッファコンベア122Bの積み込みを要求しているほど高い速さで、ツールを積み込むことを設備制御システムが要求していない。
【0024】
システムは、他の緩衝特徴を提供する。例えば、ツール区画B1を出るコンテナ2は、必要であれば、出口垂直モジュール102Aの前で床式コンベア30A上で行列を作ってもよい。出口垂直モジュール102Aは、垂直モジュール102Aと102Bの間に配置されたバッファコンベア122Aまでコンテナ2を移送することができる。ついにはコンテナ2は、区画間コンベア20に最小の交通遅延を引き起こし、又は交通遅延を全く引き起こさないときに、レーンジャンパー120Bによって、区画間コンベア20上を逆送される。垂直モジュール間に配置されたコンベアのこれらの部分(例えば、バッファコンベア122A,122C)は、優先度の高いコンテナ(「ホットロット(hot lot)」)のため、又は区画内の他のツールにより加工されるためにコンテナを搬入垂直モジュール(例えば、垂直モジュール102B,120D)に移送するための入り口としても使用することができる。さらに、コンテナがツールに積み込まれるまで、この方法で連続ループに流れることも可能である。
【0025】
図2は、バッファコンベア122Bの代わりにストッカ200(より詳細は後述)を有する、図1のシステム100を示す。ストッカ200は、在来のストッカの基本的な機能の多くを含む。一実施形態では、ストッカ200は、ストッカ200(例えば、コンテナ貯蔵領域)内に配置された貯蔵棚の壁にアクセスするために水平に及び垂直に移動するロボット機構(図示せず)を含む。このようなロボット機構は、半導体産業ではよく知られており、従って、ロボット機構のさらなる説明は必要ない。在来のストッカの一つの欠点は、区画間コンベア20でのストッカに到着するときに、ロボット機構がコンテナ貯蔵領域内でコンテナを移送しているかもしれないことである。例えば、コンテナが到着する直前にストッカのロボット機構が移送動作を丁度開始したとすれば、ロボット機構が区画間コンベア20で待機しているコンテナを自由に回収する10乃至30秒前であるかもしれない。その待機時間中、区画間交通は停止され、恐らく、コンベア20上で渋滞する。この効率の悪さは、本来備わっているコンベアの固有の高い処理量を低下させる。
【0026】
図2は、コンテナをツール区画B2に移動させる、床式コンベア30Bと共に作動しているストッカ200を示す。ストッカ200は、コンテナをツール区画B1の外に移動させる床式コンベア30Aに隣接して配置されてもよい。ストッカ200を床式コンベア30A及び30Bの両方と共に作動することも本発明の範囲内である。
【0027】
図3は、ストッカ200をより具体的に示す。図3の実施形態では、ストッカ200は、ハウジング202、第1の天井式コンベア204、第2の天井式コンベア206、及び床式コンベア208を含む。コンテナは、コンテナ貯蔵領域を構成するハウジング202内に貯蔵される。ストッカ装置内のコンテナ貯蔵部(例えば、ストッカ棚)は、半導体技術で良く知られており、従って、更なる説明は必要ない。一例として、コンテナ貯蔵領域は、「SMIFポッド貯蔵、搬送及び回収システム」と題し、アシストテクノロジー社に譲渡され米国特許第6,579,052号に開示されたようなシステムと同様のシステムを含んでもよく、その米国特許はその全体がここに援用される。
【0028】
ストッカ200は、各区画間コンベア20のために設けられた天井式搬入コンベアを含む。第1の天井式搬入コンベア204は、好ましくは、区画間コンベア20aと同じの高さ又は高度に配置される。第2の天井式搬入コンベア206は、好ましくは、区画間コンベア20bと同じの高さ又は高度に配置される。各搬入コンベアは、他の高さに配置されてもよい。しかしながら搬入コンベア204を区画間コンベア20aと略同じ高さに配置することは、搬入コンベア204と区画間コンベア20aとの間でコンテナ2を移送するために、レーンジャンパ120による僅かな移動を要求する。
【0029】
搬入コンベア204及び206は、好ましくは、ストッカのコンテナ貯蔵領域の中へ延びる。例えば、搬入コンベア204は、ハウジング202の外側又は外部に配置された第1セクション204a、及びハウジング202内に配置された第2セクション204bを含む。この方法により、ストッカのロボット機構(図示せず)は、搬入コンベア204の内部セクション204bに配置されたコンテナに接近することができる。搬入コンベア206は、好ましくは搬入コンベア204と同じ特徴を含む。搬入用コンベア204及び206の他の構成が存在するかもしれず、そして、各搬入コンベアは、等しい必要はなく、或るいは同じ特徴を有する必要はない。
【0030】
搬入コンベア204は、コンテナを開口203を通ってハウジング202の中へ(矢印220参照)移動させることができ、或いはストッカのハウジング202から遠ざける(矢印222参照)ことができる。一旦、コンテナ2がハウジング202内に入ると、ストッカのロボット機構は一時的に、搬入コンベア204,206、床式コンベア208、及びコンテナ貯蔵領域又はハウジング202内に配置された格納棚(図示せず)の間でコンテナを移動させることの責任を負う。
【0031】
床式コンベア208は、搬出コンベアか搬入コンベアのいずれかからなるのがよい。何れにしても、好ましくは、床式コンベア208は、床式コンベア30と実質的に同じ高さ又は高度に配置される。コンベア208が搬出コンベアからなるならば、ロボット機構は、搬出コンベア208上にコンテナ2を移動させ、搬出コンベア208は、コンテナ2を開口224を通って区画内コンベア30に移動させる。コンベア208が搬入コンベアからなるならば、搬入コンベア208は、コンテナ2を区画内コンベア30から開口224を通ってストッカのコンテナ貯蔵領域へ移動させる。次いで、ストッカのロボット機構は、ストッカのコンテナ貯蔵領域内でコンテナを移動させ始める。
【0032】
図3は、区画内コンベア30が双方向コンベア(矢印33を参照)であることを示す。かくして、コンベア208も、双方向コンベアからなるのがよい。コンベア30が、一方向コンベアからなるならば、コンベア208は、区画内コンベア30の方向に依存して、搬入又は搬出コンベアからなるであろう。搬出コンベア208は、どんな長さを有してもよく、好適な実施形態では、一度に一つ以上のコンテナを同時に貯蔵するのがよい。
【0033】
ストッカのコンベアの各々は、図1及び2に示すバッファコンベア122と同様のコンテナバッファシステムを提供するのがよい。好適な実施形態では、搬入コンベア204及び206、並びにコンベア208は、各々、一度に一つ以上のコンテナを貯蔵するのがよい。各ストッカコンベアの長さは変化してもよい。
【0034】
ストッカ200の図3の実施形態は、垂直モジュール102を含む。垂直モジュール102は、搬入コンベア204、搬入コンベア206、及び床式コンベア30の間でコンテナ2を輸送する。コンテナ2が例えば搬入コンベア204に置かれた後、搬入コンベア204は、コンテナ2をストッカ200内に搬送してもよいし、或いは垂直モジュール102に移送してもよい。コンテナ2を垂直モジュール102に移送することは、ストッカ200を迂回し、床式コンベア30への至急移送を提供する。さもなければ、コンテナ2は、床式コンベア30に達するために、ストッカ200の中を走行しなければならない。垂直モジュール102は、コンテナを搬入コンベア204,206から垂直モジュール102に直接移送するための別個のレーンジャンパー120、又は他の移送装置の必要性を排除する。ストッカ200は、好ましくは、垂直モジュール102とコンベア208との間でコンテナ2を移動させるための移行用コンベア226を含む。
【0035】
在来のストッカは、出入りするコンテナが通らなければならない一つの開口を含む。ストッカ200の処理量の効率を最適にするために、ストッカ200は、搬出コンベア208が床式コンベア30にコンテナを積み込む(又はコンベア208がコンテナ貯蔵領域にコンテナを搬入する)地点、及びコンテナが搬入コンテナ204及び206に積み込まれる地点でコンテナ交通を調整することに関与するコンベア制御システムを含む。
【0036】
図4は、ストッカ300を示す。ストッカ300は、双方向の床式コンベア30と共に作動中で示される。ストッカ300は、ハウジング301、並びに第1の搬入バッファコンベア304、第2の搬入バッファコンベア306、第1の搬出コンベア312、及び第2の搬出コンベア314の複数の天井式バッファコンベアを含む。ストッカ300は、搬出コンベア308、及び床式搬入コンベア310の2つの床式バッファコンベアを含む。ストッカ300は、これらコンベアのどんな組み合わせを有していてもよい。
【0037】
本実施形態では、ストッカ300は、天井式コンベア20の両段に、天井式搬入バッファコンベア、及び搬出バッファコンベアを含む。第1の搬入バッファコンベア304は、天井式コンベア20aと同じ高さで、且つ天井式コンベア20aに隣接して配置される。第2の搬入バッファコンベア306は、天井式コンベア20bと同じ高さで、天井式コンベア20bに隣接して配置される。第1の搬出バッファコンベア312は、天井式コンベア20aと同じ高さで、且つ天井式コンベア20aに隣接して配置される。第2の搬出バッファコンベア314は、天井式コンベア20bと同じ高さで、天井式コンベア20bに隣接して配置される。
【0038】
各天井式コンベアは、ストッカハウジング302の外部の部分及びハウジング内部又は内の部分を含む。例えば、搬入コンベア304は、ストッカハウジング302の外部の部分304a、及びストッカハウジング302内の部分304bを含む。上で開示されているように、ストッカのロボット機構は、搬入コンベア304の内部部分304b、又は搬入コンベア306の内部部分306bのどんな位置に配置されたコンテナ2にも接近することができる。ストッカのロボット機構は、搬出コンベア312の内部部分312b、又は搬出コンベア314の内部部分314bのどんなところにもコンテナ2を配置することもできる。
【0039】
各搬入及び搬出バッファコンベアは、好適な実施形態では、搬入又は搬出バッファコンベアとそれぞれの天井式コンベア20の間でコンテナを移送するためにの少なくとも一つのレーンジャンパー120を含む。好適な実施形態では、前に上で説明したように、搬入コンベア304及び306、並びに搬出コンベア312及び314は、各々ストッカのロボット機構(図示せず)を各コンベアにアクセスさせるために、少なくともストッカの一つの棚の位置まで延びる。ストッカ300が受け入れることができるよりも高い速さでレーンジャンパー120がコンテナを天井式コンベアから搬入バッファコンベア304に積み込んでいる時間に順応するために、搬入バッファコンベア304は、好ましくは搬出バッファコンベア312よりも長い。この状況は、コンテナが搬入バッファ304に置かれているのと同じの速さで、ストッカのロボット機構がコンテナを搬入バッファコンベア304からストッカ300の中へ移動させることができないときに起こる。搬入コンベア306は、好ましくは、搬入コンベア304と同じ特徴を有する。
【0040】
ストッカ300は、二つの床式バッファコンベアを含む必要はない。ストッカ300は、例えば、一つの双方向の床式バッファコンベア(例えば、コンベア308が双方向である)含んでいてもよい。しかしながら、専用の床式の搬入及び搬出コンベアを有することでストッカ300の能率が向上した。好適な実施形態では、ストッカ300は、搬入バッファコンベア310及び床式搬出バッファコンベア308の二つの床式コンベアを含む。搬出コンベア308は、ストッカのロボット機構によって搬出コンベアに載せられたコンテナを床式コンベア30に移動させる。搬入コンベア310は、コンテナを床式コンベア30からストッカのハウジング302の中に移動させる。
【0041】
床式バッファコンベア308,310により、コンテナ2を床式コンベア30上のコンテナの交通を妨げずに、グループに集める。例えば、複数のコンテナ2が床式コンベア30上をグループでツール区画の中へ移送され(例えば、指導子D1から離れる)、次いで、同時に複数のコンテナを全て、ストッカ300に移送するのがよい。他の効率的なコンテナ移送方法は、コンテナ2をストッカ300からツール区画の中へ送り込み、次いで、出て行くコンテナが待機しているコンテナを通過したらすぐに、ツール区画内で待機しているコンテナをストッカ300に移送させる。床式コンベア30が、反対方向に移動している或る部分を有するときがあるかもしれない(非同期コンベア)。ストッカ300は、何れのコンテナ移送方法をも助けるのがよい。
【0042】
ストッカ300は、床式搬出コンベア308に隣接して配置された指導子D1、床式搬出コンベア310に隣接して配置された指導子D2、及び指導子D1から指導子D2までコンテナを移送する移行用コンベア320を含む。指導子D1は、区画内コンベア30がコンテナ2をツール区画まで搬送する前に、搬出コンベア308から出たコンテナを回転させることができる。指導子D2は、搬入コンベア310がコンテナをストッカのハウジング302まで輸送する前に、移送用コンベア208を出るコンテナ2を回転させることができる。
【0043】
床式バッファコンベア308及び310は、どんな長さのものでもよく、さらに各コンベアの長さは、一部が、どのくらい多くのコンテナ2が一度にツール区画から戻されるかを決定する。例えば、最も効率的なストッカ300のために、ツール区画から一度に戻されるコンテナの数は、床式搬入バッファコンベア310、移行用コンベア320、及び指導子D2に貯蔵することができるコンテナの合計より多くなるべきではない。搬入コンベア310、移行用コンベア320、及び指導子D2に貯蔵することができるよりも多くのコンテナが戻されるならば、コンテナは、コンテナ2が搬出コンベア308の出口322を塞ぐ地点まで後退する。これが起きると、搬出バッファコンベア308は、コンテナを区画内コンベア30及びツール区画の中へ移動させることができない。
【0044】
好ましくは、戻るコンテナ2の最後のものが指導子D1を通過し移行用コンベア320に達するとすぐに、搬出コンベア308は、出ていくコンテナを区画内コンベア30上に、さらにはツール区画内に移動させ始める。出ていくコンテナが区画内コンベア30で走行している間、待機しているコンテナがあれば、ストッカのロボット機構は、搬入コンベア310、搬入コンベア304、又は搬入コンベア306からストッカ300へ、コンテナを自由に積み込むことができる。ストッカのロボット機構は、好ましくは、出て行くコンテナを床式の出ていくコンベア308に移動させる前に、移行用コンベア320上に少なくとも一つのコンテナスペースが得られるまで、コンテナを搬入コンベア310からストッカ300の中へ移動させる。
【0045】
コンテナは、一度に1個ずつツール区画内に送られ、ストッカ300に戻されてもよい。例えば、床式コンベア30で走行して出ていくコンテナが、ストッカ300に戻るために待機している他のコンテナを通り越し又は通過すると、待機している(例えば、ツールに着座し、ストッカに戻るために待っている)コンテナは、その位置とストッカ300との間のコンベア部分から最後に出ていくコンテナが離れるとすぐさま、床式コンベア30に積み込まれ、ストッカ300へ戻るように走行を開始する。待機している各コンテナは、その場所とストッカ300との間のコンベア区間が、最後に出ていくコンテナによって遮られなくなるとすぐさま、ストッカに戻るように走行を開始することができる。理想的には、全てのコンテナがストッカの搬入バッファコンベア310に戻ったときには、次の組の出ていくコンテナが搬出バッファコンベア308上に置かれており、このサイクルが再び始まる。
【0046】
積み重ね形態が、在来の平らな区画間コンベアにより経験される遅れを解消するから、図1乃至4は、それぞれの区画間コンベア20を、垂直に積み重ねられたコンベア20a,20bとして示す。在来の区画間AMHSは、単一方向の運動により最も効率的にコンテナを搬送する。かくして、複数の平行な区画間コンベアは、区画間AMHSの処理能力を増大させる。しかしながら、平らな区画間コンベア構造では、より遠くのコンベア(例えば、ツール区画からかけ離れているコンベア)からのコンテナが、よりツール区画の近くに配置されたコンベアを越えることなくツール区画に入ることはできない。コンベアの流れが変えられ、又はコンベアの流れが他のコンベアと交わる位置は、指導子のような装置を必要とする。区画間の処理量は、交通の妨害により低下する。
【0047】
ここで開示されたストッカの様々な実施形態は、平らな区画間コンベアで作動してもよい。しかしながら、システム100の効率は低下する。システム100が、平らな区画間コンベアを収容するならば、指導子は、遠い区画内コンベアを、レーンジャンパー120がコンテナ2が近い区画内コンベアから取り除かれる位置と接続するために設置される。天井式区画間コンベア20は、レーンジャンパーなしにストッカ200又は300と接続することも可能である。レーンジャンパーを、例えば、バッファコンベア122の指導子で置換してもよく、コンテナの交通は、隣接した区画間コンベアのもう一つの指導子を介して、レーンジャンパーがあった位置に接続される。
【0048】
ここで開示されたストッカの様々な実施形態は、OHS区画間AMHSで作動してもよい。例えば、区画間コンベア20と連結するべきであったレーンジャンパー120は、OHT車両からコンテナ2を積み降ろし、又は車両にコンテナ2を積み込む。OHT車両が、移送用アームを有するのであれば、コンテナを直接バッファコンベア122に積み込み、又はバッファコンベア122から積み降ろすこともできる。
【0049】
区画間コンベア20は、上で説明し、改良されたバッファ構造を有さない在来のストッカと連結することが要求されてもよい。この場合、コンベア20上のコンテナが、ストッカに搬送されるまで待機しているときに区画間コンベア20上のコンテナの流通が妨害される。天井式コンベア20で走行している他のコンテナは、コンテナがコンベア20から取り除かれるまで、ストッカを通過することができない。ストッカのロボット機構が、例えばストッカ内でコンテナを移動させている間、コンテナはコンベア上に着座していてもよい。これらの遅延は、区画間コンベア20の処理量を低下させる。
【0050】
区画間コンベア20上でこれらの処理能力の遅延を減少させる一つの方法としては、区画間AMHS制御部に、在来のストッカにコンテナが到着する時を計算させ、その情報をストッカに提供することである。これでストッカは、コンテナが到着する時間を先に知ることができる。理想的には、ストッカは、コンテナが到着するのに先立って完了することができない新たな作業を開始しない。従って、ストッカのロボット機構、又は他のロボット機構は、コンテナが到着したときにコンテナをストッカに搬送する準備ができている。この方法はストッカの潜在的な効率の悪さを犠牲にして、区画間コンベアの運用に重点を置く(例えば、ストッカのロボット機構は、ストッカ内でのコンテナの移動を開始する代わりに、コンテナの到着に先立って待機してもよい)。
【0051】
コンテナが区画間コンベア20で移動している間に、遅延及び区画間20上の障害を減少させることは重要である。区画間制御部は、好ましくは、コンテナが区画間に積み込まれることによる障害を、減少させ又は排除する。これは、区画間コンベア20に、コンテナが区画間コンベア20上に積み込み可能となるためにコンテナの動きを停止させる時間、及びコンテナが区画間コンベア20で目的地に向けて移動する時間を繰り返させることにより達成される。コンテナを積み込む時間は、コンベアを妨げることを要求するので、天井式コンベア20の効率を最適化するためには、コンテナが区画間コンベア20に積み込まれる間の時間を、可能な限り短くするのが好ましい。コンベア20上にコンテナを積み込むときに要求される合計時間を短くするためには、好ましくは、複数の積み込み装置又は機構を可能な限り並行して使用する。例えば、各積込区画のそれぞれの複数のレーンジャンパー又は指導子を、コンベア20にコンテナを積み込むときから並行して使用することもできる。変形例として、コンテナをバッファコンベア上で待機させ、一つの機構がコンテナを可能な限り迅速にコンテナを区画間コンベア20に積み込む。
【0052】
コンテナの積込時間は、一例として、時間が満了したとき(例えば、一分間でコンベア20に可能な限り多くのコンテナを積み込む)、全てのコンテナがコンベア20上に積み込まれたとき、又は最大数のコンテナがコンベア20上に積み込まれたときの何れかのときに終わることができる。これらの時間の後、コンベア20上に積み込まれたコンテナは、移動を開始することができる。全てのコンテナは、時間が満了するまで、又は全てのコンテナが区画間20から、例えばストッカの天井式搬入コンベア204上に積み降ろされるまで、コンベア20に沿って移動することができる。コンテナが予め決定された時間移動するならば、時間が切れたときにコンベアから、まだ積み降ろされていないコンテナは、コンテナの積み込み作業を妨害しない別の位置まで前方に移動して、停止することができる。このシナリオでは、コンテナ積み込み時間は、その後再開する。
【0053】
ストッカの上述の実施形態は、天井式コンベア20及び床式コンベア30の操作と共に説明され例示される。ストッカが他の荷物搬送システムと共に作動することは本発明の範囲及び精神に含まれる。例えば、天井式コンベア20は、代わりに、天井式搬送(OHT)又は天井シャトル(OHS)により置き換えられてもよい。同様に、床式コンベア30は、代わりに、レール誘導車両(RGV)、自動誘導車両(AGV)等により置き換えられてもよい。
【0054】
上述のFOUP搬送のためのストッカ及び方法は、説明的なものであり、本発明は、それによって限定されないと理解すべきである。ストッカ及びFOUPの搬送を調整する方法の好適な実施形態が説明されたが、確実な効果が達成されたことは、当業者にとって明らかである。本発明の範囲及び精神の範囲内で、それについての様々な修正、適用、及び代替となる実施形態を作ることができると理解すべきである。例えば、半導体製造設備でコンベアを使用することが説明されているが、上述の多数の発明概念は、他の半導体製造設備以外に関連して、同様に適用できることは明らかである。
【図面の簡単な説明】
【0055】
【図1】本発明の一実施形態による代表的なシステムの平面図である。
【図2】本発明の他の実施形態による代表的なシステムの平面図である。
【図3】本発明にかかるストッカの一実施形態の斜視図である。
【図4】本発明にかかるストッカの他の実施形態の斜視図である。
【技術分野】
【0001】
本発明は、一般的にコンテナ貯蔵システムを含む。より具体的には、本発明は、複数のコンテナ搬入/搬出システムを有するストッカを含む。
【背景技術】
【0002】
例えば、前面開口統一ポッド(FOUPs)、及び標準機械的インターフェイス(SMIF)ポッド等のコンテナ2を、半導体製造設備(fab)内の加工用ツール10又は積込ポート12に配送することはコスト高である。FOUP及びSMIFを運ぶ一つの方法としては、自動材料処理システム(AMHS)がある。
【発明の開示】
【発明が解決しようとする課題】
【0003】
AMHS又は輸送システムは、半導体製造設備内でコンテナ又は半導体ウェハカセット若しくはフラットパネル(ここでは、全てコンテナと称せられる)を移動させる。半導体製造設備内でのコンテナの移動は、各ツール区画内(例えば、図1の区画B1及びB2)(区画内AMHS:一般的には区画内でコンテナを移動させ、そしてコンテナをツール位置に配送する輸送システムを含む)、及びツール区画間(区画間AMHS:複数の加工ツールの区画を接続する中央通路に沿ってコンテナを移動させる輸送システムを含む)である。半導体製造設備は、コンテナを貯蔵するためのストッカを、しばしば含む。可能な限り加工ツールから加工ツールまでコンテナを直接配送することによって、AMHSの交通の遅延を減少させることが望ましい。AMHSのどんな部分の不十分な処理能力により、AMHSの他の部分は潜在能力よりも低い処理能力を有する、何故ならば、不適当な部分が他の部分に連続的に接続されるからである。
【0004】
コンテナは、加工ステップが完了した後にストッカにしばしば運ばれ、その後、ツールの準備が整ったときに取り出されて、他のツールに運ばれる。在来のストッカの限られた処理量は、ストッカからコンテナを運び、且つ取り出すシステムの全体の処理能力を制限する。かくして、AMHSの全体の処理能力はストッカの処理量に制限される。例えば、特定のストッカのピークの区画間搬送処理量は、1時間当たり700個のコンテナ又はAMHSの移動である。このストッカが、双方向搬送のための2つの材料取扱システムによってアクセスされるならば、その特定のストッカについて、一時間当たり1400個のコンテナの移動の潜在的なピークの区画間移動速さは、理論的に達成される。このストッカが、一時間当たり700個のコンテナ移動ピーク能力を有する区画間AMHS又は他の搬送システムを備える他のツール区画に、さらに接続されるならば、ストッカのためのピーク移動速さは、一時間当たり2100個のコンテナ移動まで達することができる。在来のストッカは、平均20秒当たり一つのコンテナを移動することしかできず、ストッカのピーク処理量を、半導体製造設備によって要求されるかもしれないものより遥かに少ない、一時間当たり180個のコンテナ移動に制限する。
【0005】
たとえ、区画の処理量を考慮するに過ぎず、また、ストッカが区画へのコンテナの流れを取り扱うに過ぎないとしても、ピークの要求は、一時間当たり1400個の移動(区画間から一時間当たり700個の移動、区画内へ一時間当たり700個の移動)である可能性がある。この状況により、区画内の高い潜在的な処理量を、ストッカによって厳しく制限される可能性がある。
【0006】
或るタイプの在来のAMHS又は輸送システムは、天井輸送(OHT)システムである。OHTシステムでは、OHT車両は、FOUPを、製造施設の床より約900mmの高さにある積込ポートの運動プレート上に降ろす。OHTシステムは、FOUPをこれら積込ポートに運ぶために、天井に取り付けられた精巧な線路、及びケーブルホイスト車両を用いてFOUPをこれら積込ポートに運ぶ。水平移動、ケーブルホイストの伸長、及び単一方向の操作の組み合わせは、FOUPを加工ツールの間で迅速に輸送するために調整されなければならない。OHTシステム内の最適な効率のために、OHT車両は、加工ツールが積み込んだり積み降ろしたりする必要があるとき瞬時に利用できなければならない。これは、常に可能ではない。
【0007】
他の非コンベア式AMHS、又は半導体製造設備全体にわたってコンテナを移動させる車両(例えば、自動誘導車両(AGV)システム、レール誘導車両(RGV)システム、天井シャトル(OHS)システム等)を使用する輸送システムは、空の車両並びに配送をしている荷積み車両の移動及び利用可能性を管理するAMHSスケジュールシステムを要求する。スケジュールシステムのこの重い負担の結果、空の車両が積み込み位置に誘導され、非生産性の空の車両の移動により追加の交通混雑が生じるので、しばしば、コンテナ積み込み遅れが生じる。OHT車両でも同様の遅延が生じる。OHT車両は、例えばコンテナの積み込み又は積み降ろしステップを完了するのに15秒かかり、この積み込み/積み降ろし時間の間は、コンテナの交通は、AMHSのその位置で妨げられる。これらの要素が組み合わさって、車両式区画内AMHSを、例えば、多くの場合一時間当たり100から200個の移動に制限する。これは、在来のストッカの能力と大きなずれをもたらさない。しかしながら、多数のツール区画は、在来のストッカ/OHT構造では満たすことができない、より高い処理量を要求する。
【0008】
従って、半導体製造設備内の、改良された、高処理量ストッカ又はコンテナ貯蔵システムの要求がある。本発明は、そのようなストッカ及びシステムを提供する。
【課題を解決するための手段】
【0009】
本発明の一つの側面は、コンテナがストッカに到着した後に、コンテナが天井式区画間コンベア上で、待つ又は遊ぶ時間を最小にするストッカを提供することにある。一実施形態では、ストッカは、天井式区画間コンベアに隣接した、天井式搬入コンベアを含む。搬入コンベアは、例えば一度に複数のコンテナを貯蔵し、ストッカに到着したコンテナを搬入バッファコンベアに即座に移動させる。他の実施形態では、天井式区画間コンベアは、二段階のコンベアシステムを含む。この場合、ストッカは、天井式区画間コンベアの各段階に設けられた搬入コンベアを有するのがよい。
【0010】
本発明の他の側面は、天井式区画間コンベアか床式区画内コンベアの何れかのために設けられたの搬入及び搬出緩衝能力を含むストッカを提供することにある。一実施形態では、ストッカは、コンテナをストッカのコンテナ貯蔵領域の外に移動させ、床式区画内コンベア上に載せるための床式搬出コンベアを含む。ストッカは、コンテナを床式区画内コンベアからストッカのコンテナ貯蔵領域へ移動させるための床式搬入コンベアをさらに含む。天井式搬入コンベアは、コンテナをストッカのコンテナ貯蔵領域か垂直モジュールの何れかに移動させることができる(ストッカを効果的に迂回する)。一実施形態では、天井式搬入コンベアは、複数のコンテナを貯蔵し、天井式区画間コンベアから移動されたコンテナのための緩衝領域を提供する。ストッカは、また、ストッカを出るコンテナを、該コンテナが天井式区画間コンベアに移動される前に緩衝させるための天井式搬出コンベアを含んでもよい。
【0011】
本発明のさらなる側面は、急送される優先度の高いコンテナの急行配送を助けるストッカを提供することにある。一実施形態では、ストッカは、コンテナを天井式区画間コンベア、又は天井式搬入コンベアから、床式区画内コンベアに直接移動させる垂直モジュールを含む。換言すれば、コンテナは、床式コンベアに移動させるために、ストッカのコンテナ貯蔵領域に入る必要がない。他の実施形態では、垂直モジュールは、棚に載置されたコンテナをOHT車両から直接、床式コンベアに移動させることもできる。
【0012】
本発明の他の側面は、コンテナの群を、天井式区画間コンベアからストッカに同期化させ、且つ配送する方法を提供する。
【発明を実施するための最良の形態】
【0013】
一例として本発明を、FOUPを輸送することに関連して説明する。本発明の様々な実施形態は、SMIFポッド、レチクルコンテナ、フラットパネルディスプレイ搬送装置、又はその他のコンテナ又は加工用ツールを取り扱うシステムに使用され、及び/又は適応されてもよい。コンテナは、限定されないが、任意の大きさの半導体回路基板(例えば、50mm乃至500mmのウエハー)を含む品物を支持するための任意の構造と定義される。一例として、コンテナは、物品にアクセスすることができ(例えば、FPD輸送)、開放容積、又は機械的に開閉可能なドアを有するコンテナ(例えば、底面開口SMIFポッド及びFOUP)からなる構造を含む。積込ポートは、コンテナを取り扱ういかなるインターフェイス機器と定義される。
【0014】
様々な実施形態の説明の便宜のために、本発明をコンベアに関連して説明する。本発明は、勿論、他のAMHS又はOHT車両、天井シャトル(OHS)、RGV、若しくはAGVのような他の輸送システムと共に作動する。本発明の様々な実施形態を説明する目的で、「天井式」は、積込ポートのコンテナの積み込み高さと同じ又はそれ以上の高さを定義するものである。また、「床式」は、積込ポートの積み込み高さよりも低い高さを定義するものであり、半導体製造設備の床の下を含む。
【0015】
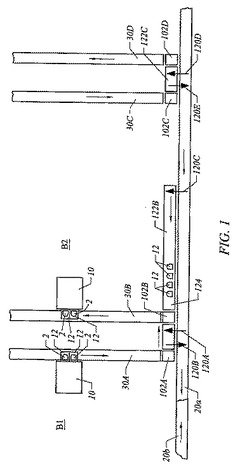
図1は、製造施設内のコンテナ2の全体の処理量を向上させるために、本発明の様々な構成部品を利用するAMHS100を示す。AMHS100は、第1の天井式区画間コンベア20a、第2の天井式区画間コンベア20b、複数の床式区画内コンベア30、2つのツール区画B1、及びB2、複数の天井式バッファコンベア122、並びに複数のレーンジャンパー120を含む。本実施形態では、2つの天井式コンベア20は、垂直に積み重ねられ、各々は、コンテナ2を一方向に移動させる(図1の矢印で示すように)。各天井式コンベア20は、双方向性であってもよい。図1に示す各ツール区画は、二つの積込ポート12を有する加工ツール10を含む。各ツール区画は、一つ以上の加工ツール10を有していてもよく、各加工ツールは、どんな数の積込ポート12を有していてもよい。
【0016】
コンベアは、コンテナを直線誘導方法で押すことができるホイール、ローラ、ベルト又はスライドのどんなシステムからなってもよい。例えば、天井式コンベア20は、各々、コンテナを異なる速さで移動させるように、或いは他のコンテナがコンベアで移動している間ずっと静止しているように、独立して制御される速度及び方向を有する個々の部分を含む、非同期でよい。
【0017】
図1は、4つの床式コンベア30を示す。床式コンベア30Aは、ツール区画B1から天井式コンベア20までの経路を提供する。床式コンベア30Bは、ツール区画B2から天井式コンベア20までの経路を提供する。これら2つの区画内コンベア30A及び30Bは、各々ツール区画B1及びB2内の積込ポート12間でコンテナを輸送する。床式コンベア30C、及び30Dは、同様の方法で作動する。床式コンベア30Cは、天井式コンベア20までの経路を提供する。床式コンベア30Dは、天井式コンベア20から離れる経路を提供する。
【0018】
図1は、4つの垂直モジュール102も示す。各垂直モジュール102は、天井式コンベア20と床式コンベア30との間でコンテナを移動させる。垂直モジュール102は、コンベア(天井式又は床式)と貯蔵棚との間でコンテナ2を移動させてもよい。垂直モジュール102の様々な実施形態が、アシストテクノロジー社に譲渡されている「高処理量AMHS用モジュラーターミナル」と題する米国出願第11/433,980に説明されており、この米国出願をここに援用する。垂直モジュール102Aは、いずれかの天井式コンベア20と床式コンベア30Aとの間でコンテナ2を輸送する。垂直モジュール102Bは、いずれかの天井式コンベア20と床式コンベア30Bとの間でコンテナ2を輸送する。垂直モジュール102Cは、いずれかの天井式コンベア20と床式コンベア30Cとの間でコンテナ2を輸送する。垂直モジュール102Dは、いずれかの天井式コンベア20と床式コンベア30Dとの間でコンテナ2を輸送する。
【0019】
また、システム100は、3つのバッファコンベア122をも含む。コンテナ2がバッファコンベア122と天井式コンベア20との間で容易に移送されるように、各バッファコンベア122は、天井式コンベア20に隣接する。図1に示すように天井式コンベア20が二重レベルのコンベアからなるならば、バッファコンベア122は、各コンベアのレベルに隣接して配置されるのがよい。この形態では、第1のバッファコンベア122Aは、天井式コンベア20aに隣接した高さに配置され、且つ垂直モジュール102Aと垂直モジュール102Bとの間で水平に整合される(平面図で)。第2のバッファコンベア122Bも同様に、天井式コンベア20aに隣接した高さに配置され、且つバッファコンベア122Bの一端124が、垂直モジュール102Bの近くに配置されるように水平に整合される。第3のバッファコンベア122Cは、天井式コンベア20aに隣接した高さに配置され、且つ垂直モジュール102Cと垂直モジュール102Dとの間で水平に整合される(平面図で)。
【0020】
レーンジャンパー120は、天井式コンベア20とバッファコンベア122との間でコンテナ2を移動させる。レーンジャンパー120は、コンテナを2つの平行なコンベアの間で移送するどんな機構からなってもよい。例えば、第1のコンベア上のコンテナを掴んで持ち上げ、次いで、第2のコンベアの上に移動させ、そこで第2のコンベア上に降ろす機構である。これらの移動は、シングル又はマルチセグメントアーム、又は直線的な滑路によって成し遂げられる。さらには、コンテナを下から持ち上げるために別個の機構を使用してもよく、横方向移送機構の設計においてより多くのバリエーションを可能にする。
【0021】
図1は、コンテナを天井式コンベア20からバッファコンベア122A上に移動させるためのレーンジャンパー120A、及びコンテナをバッファコンベア122Aから天井式コンベア20上に移動させるためのレーンジャンパー120Bを示す。バッファコンベア122Bは、コンテナを天井式コンベア20からバッファコンベア122B上に移動させる、一つのレーンジャンパー120Cを含む。レーンジャンパー120Dは、天井式コンベア20上のコンテナをバッファコンベア122Cに移動させ、レーンジャンパー120Eは、コンテナを、バッファコンベア122Aから天井式コンベア20上に戻す。
【0022】
各レーンジャンパー120は、好ましくは、搬入バッファ122の搬入端部に配置され、バッファコンベア122の他方の端部に配置された垂直モジュール102の作動から独立して、入ってくるコンテナを区画間コンベア20から持ち上げる。レーンジャンパー120は、区画間コンベア交通の遅延を最小にする、なぜならば、レーンジャンパー120がコンテナ2を持ち上げてコンテナを区画間交通から離して移動させている間だけ、交通が妨害されるに過ぎないからである。レーンジャンパーの横運動は、横運動がバッファコンベア122に達する前であっても、移送しているコンテナが区画間の交通から離れるときに信号を出すことができるセンサ又は位置監視回路を含むのがよい。
【0023】
搬入バッファ、例えば、バッファコンベア122Bの長さは、好ましくは複数のコンテナの待ち行列を可能にするのに十分に長い。天井式コンベア20に隣接して複数のコンテナを緩衝する能力は、区画間コンベア20からのコンテナの積み降ろし速さが、コンテナが垂直モジュール120Bによりバッファコンベア122Bから出る速さを上回ったときの時間に順応する。例えば、垂直モジュール102Bは、一時的に、天井式コンベア20からバッファコンベア122Bへのコンテナの移送の速さに遅れることはできない、或いは設備制御システムが、バッファコンベア122Bの積み込みを要求しているほど高い速さで、ツールを積み込むことを設備制御システムが要求していない。
【0024】
システムは、他の緩衝特徴を提供する。例えば、ツール区画B1を出るコンテナ2は、必要であれば、出口垂直モジュール102Aの前で床式コンベア30A上で行列を作ってもよい。出口垂直モジュール102Aは、垂直モジュール102Aと102Bの間に配置されたバッファコンベア122Aまでコンテナ2を移送することができる。ついにはコンテナ2は、区画間コンベア20に最小の交通遅延を引き起こし、又は交通遅延を全く引き起こさないときに、レーンジャンパー120Bによって、区画間コンベア20上を逆送される。垂直モジュール間に配置されたコンベアのこれらの部分(例えば、バッファコンベア122A,122C)は、優先度の高いコンテナ(「ホットロット(hot lot)」)のため、又は区画内の他のツールにより加工されるためにコンテナを搬入垂直モジュール(例えば、垂直モジュール102B,120D)に移送するための入り口としても使用することができる。さらに、コンテナがツールに積み込まれるまで、この方法で連続ループに流れることも可能である。
【0025】
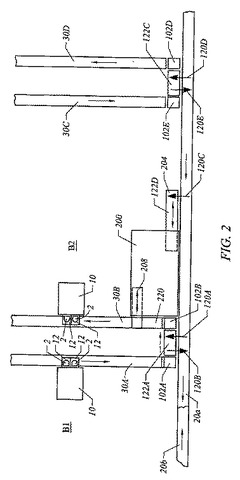
図2は、バッファコンベア122Bの代わりにストッカ200(より詳細は後述)を有する、図1のシステム100を示す。ストッカ200は、在来のストッカの基本的な機能の多くを含む。一実施形態では、ストッカ200は、ストッカ200(例えば、コンテナ貯蔵領域)内に配置された貯蔵棚の壁にアクセスするために水平に及び垂直に移動するロボット機構(図示せず)を含む。このようなロボット機構は、半導体産業ではよく知られており、従って、ロボット機構のさらなる説明は必要ない。在来のストッカの一つの欠点は、区画間コンベア20でのストッカに到着するときに、ロボット機構がコンテナ貯蔵領域内でコンテナを移送しているかもしれないことである。例えば、コンテナが到着する直前にストッカのロボット機構が移送動作を丁度開始したとすれば、ロボット機構が区画間コンベア20で待機しているコンテナを自由に回収する10乃至30秒前であるかもしれない。その待機時間中、区画間交通は停止され、恐らく、コンベア20上で渋滞する。この効率の悪さは、本来備わっているコンベアの固有の高い処理量を低下させる。
【0026】
図2は、コンテナをツール区画B2に移動させる、床式コンベア30Bと共に作動しているストッカ200を示す。ストッカ200は、コンテナをツール区画B1の外に移動させる床式コンベア30Aに隣接して配置されてもよい。ストッカ200を床式コンベア30A及び30Bの両方と共に作動することも本発明の範囲内である。
【0027】
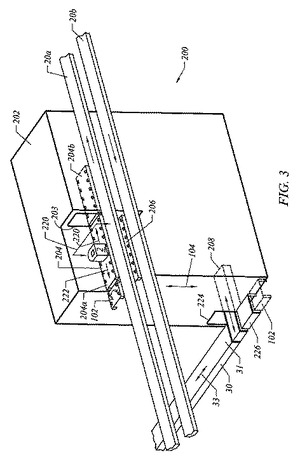
図3は、ストッカ200をより具体的に示す。図3の実施形態では、ストッカ200は、ハウジング202、第1の天井式コンベア204、第2の天井式コンベア206、及び床式コンベア208を含む。コンテナは、コンテナ貯蔵領域を構成するハウジング202内に貯蔵される。ストッカ装置内のコンテナ貯蔵部(例えば、ストッカ棚)は、半導体技術で良く知られており、従って、更なる説明は必要ない。一例として、コンテナ貯蔵領域は、「SMIFポッド貯蔵、搬送及び回収システム」と題し、アシストテクノロジー社に譲渡され米国特許第6,579,052号に開示されたようなシステムと同様のシステムを含んでもよく、その米国特許はその全体がここに援用される。
【0028】
ストッカ200は、各区画間コンベア20のために設けられた天井式搬入コンベアを含む。第1の天井式搬入コンベア204は、好ましくは、区画間コンベア20aと同じの高さ又は高度に配置される。第2の天井式搬入コンベア206は、好ましくは、区画間コンベア20bと同じの高さ又は高度に配置される。各搬入コンベアは、他の高さに配置されてもよい。しかしながら搬入コンベア204を区画間コンベア20aと略同じ高さに配置することは、搬入コンベア204と区画間コンベア20aとの間でコンテナ2を移送するために、レーンジャンパ120による僅かな移動を要求する。
【0029】
搬入コンベア204及び206は、好ましくは、ストッカのコンテナ貯蔵領域の中へ延びる。例えば、搬入コンベア204は、ハウジング202の外側又は外部に配置された第1セクション204a、及びハウジング202内に配置された第2セクション204bを含む。この方法により、ストッカのロボット機構(図示せず)は、搬入コンベア204の内部セクション204bに配置されたコンテナに接近することができる。搬入コンベア206は、好ましくは搬入コンベア204と同じ特徴を含む。搬入用コンベア204及び206の他の構成が存在するかもしれず、そして、各搬入コンベアは、等しい必要はなく、或るいは同じ特徴を有する必要はない。
【0030】
搬入コンベア204は、コンテナを開口203を通ってハウジング202の中へ(矢印220参照)移動させることができ、或いはストッカのハウジング202から遠ざける(矢印222参照)ことができる。一旦、コンテナ2がハウジング202内に入ると、ストッカのロボット機構は一時的に、搬入コンベア204,206、床式コンベア208、及びコンテナ貯蔵領域又はハウジング202内に配置された格納棚(図示せず)の間でコンテナを移動させることの責任を負う。
【0031】
床式コンベア208は、搬出コンベアか搬入コンベアのいずれかからなるのがよい。何れにしても、好ましくは、床式コンベア208は、床式コンベア30と実質的に同じ高さ又は高度に配置される。コンベア208が搬出コンベアからなるならば、ロボット機構は、搬出コンベア208上にコンテナ2を移動させ、搬出コンベア208は、コンテナ2を開口224を通って区画内コンベア30に移動させる。コンベア208が搬入コンベアからなるならば、搬入コンベア208は、コンテナ2を区画内コンベア30から開口224を通ってストッカのコンテナ貯蔵領域へ移動させる。次いで、ストッカのロボット機構は、ストッカのコンテナ貯蔵領域内でコンテナを移動させ始める。
【0032】
図3は、区画内コンベア30が双方向コンベア(矢印33を参照)であることを示す。かくして、コンベア208も、双方向コンベアからなるのがよい。コンベア30が、一方向コンベアからなるならば、コンベア208は、区画内コンベア30の方向に依存して、搬入又は搬出コンベアからなるであろう。搬出コンベア208は、どんな長さを有してもよく、好適な実施形態では、一度に一つ以上のコンテナを同時に貯蔵するのがよい。
【0033】
ストッカのコンベアの各々は、図1及び2に示すバッファコンベア122と同様のコンテナバッファシステムを提供するのがよい。好適な実施形態では、搬入コンベア204及び206、並びにコンベア208は、各々、一度に一つ以上のコンテナを貯蔵するのがよい。各ストッカコンベアの長さは変化してもよい。
【0034】
ストッカ200の図3の実施形態は、垂直モジュール102を含む。垂直モジュール102は、搬入コンベア204、搬入コンベア206、及び床式コンベア30の間でコンテナ2を輸送する。コンテナ2が例えば搬入コンベア204に置かれた後、搬入コンベア204は、コンテナ2をストッカ200内に搬送してもよいし、或いは垂直モジュール102に移送してもよい。コンテナ2を垂直モジュール102に移送することは、ストッカ200を迂回し、床式コンベア30への至急移送を提供する。さもなければ、コンテナ2は、床式コンベア30に達するために、ストッカ200の中を走行しなければならない。垂直モジュール102は、コンテナを搬入コンベア204,206から垂直モジュール102に直接移送するための別個のレーンジャンパー120、又は他の移送装置の必要性を排除する。ストッカ200は、好ましくは、垂直モジュール102とコンベア208との間でコンテナ2を移動させるための移行用コンベア226を含む。
【0035】
在来のストッカは、出入りするコンテナが通らなければならない一つの開口を含む。ストッカ200の処理量の効率を最適にするために、ストッカ200は、搬出コンベア208が床式コンベア30にコンテナを積み込む(又はコンベア208がコンテナ貯蔵領域にコンテナを搬入する)地点、及びコンテナが搬入コンテナ204及び206に積み込まれる地点でコンテナ交通を調整することに関与するコンベア制御システムを含む。
【0036】
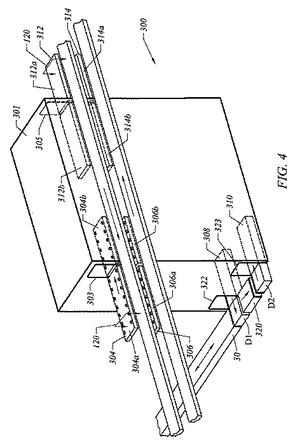
図4は、ストッカ300を示す。ストッカ300は、双方向の床式コンベア30と共に作動中で示される。ストッカ300は、ハウジング301、並びに第1の搬入バッファコンベア304、第2の搬入バッファコンベア306、第1の搬出コンベア312、及び第2の搬出コンベア314の複数の天井式バッファコンベアを含む。ストッカ300は、搬出コンベア308、及び床式搬入コンベア310の2つの床式バッファコンベアを含む。ストッカ300は、これらコンベアのどんな組み合わせを有していてもよい。
【0037】
本実施形態では、ストッカ300は、天井式コンベア20の両段に、天井式搬入バッファコンベア、及び搬出バッファコンベアを含む。第1の搬入バッファコンベア304は、天井式コンベア20aと同じ高さで、且つ天井式コンベア20aに隣接して配置される。第2の搬入バッファコンベア306は、天井式コンベア20bと同じ高さで、天井式コンベア20bに隣接して配置される。第1の搬出バッファコンベア312は、天井式コンベア20aと同じ高さで、且つ天井式コンベア20aに隣接して配置される。第2の搬出バッファコンベア314は、天井式コンベア20bと同じ高さで、天井式コンベア20bに隣接して配置される。
【0038】
各天井式コンベアは、ストッカハウジング302の外部の部分及びハウジング内部又は内の部分を含む。例えば、搬入コンベア304は、ストッカハウジング302の外部の部分304a、及びストッカハウジング302内の部分304bを含む。上で開示されているように、ストッカのロボット機構は、搬入コンベア304の内部部分304b、又は搬入コンベア306の内部部分306bのどんな位置に配置されたコンテナ2にも接近することができる。ストッカのロボット機構は、搬出コンベア312の内部部分312b、又は搬出コンベア314の内部部分314bのどんなところにもコンテナ2を配置することもできる。
【0039】
各搬入及び搬出バッファコンベアは、好適な実施形態では、搬入又は搬出バッファコンベアとそれぞれの天井式コンベア20の間でコンテナを移送するためにの少なくとも一つのレーンジャンパー120を含む。好適な実施形態では、前に上で説明したように、搬入コンベア304及び306、並びに搬出コンベア312及び314は、各々ストッカのロボット機構(図示せず)を各コンベアにアクセスさせるために、少なくともストッカの一つの棚の位置まで延びる。ストッカ300が受け入れることができるよりも高い速さでレーンジャンパー120がコンテナを天井式コンベアから搬入バッファコンベア304に積み込んでいる時間に順応するために、搬入バッファコンベア304は、好ましくは搬出バッファコンベア312よりも長い。この状況は、コンテナが搬入バッファ304に置かれているのと同じの速さで、ストッカのロボット機構がコンテナを搬入バッファコンベア304からストッカ300の中へ移動させることができないときに起こる。搬入コンベア306は、好ましくは、搬入コンベア304と同じ特徴を有する。
【0040】
ストッカ300は、二つの床式バッファコンベアを含む必要はない。ストッカ300は、例えば、一つの双方向の床式バッファコンベア(例えば、コンベア308が双方向である)含んでいてもよい。しかしながら、専用の床式の搬入及び搬出コンベアを有することでストッカ300の能率が向上した。好適な実施形態では、ストッカ300は、搬入バッファコンベア310及び床式搬出バッファコンベア308の二つの床式コンベアを含む。搬出コンベア308は、ストッカのロボット機構によって搬出コンベアに載せられたコンテナを床式コンベア30に移動させる。搬入コンベア310は、コンテナを床式コンベア30からストッカのハウジング302の中に移動させる。
【0041】
床式バッファコンベア308,310により、コンテナ2を床式コンベア30上のコンテナの交通を妨げずに、グループに集める。例えば、複数のコンテナ2が床式コンベア30上をグループでツール区画の中へ移送され(例えば、指導子D1から離れる)、次いで、同時に複数のコンテナを全て、ストッカ300に移送するのがよい。他の効率的なコンテナ移送方法は、コンテナ2をストッカ300からツール区画の中へ送り込み、次いで、出て行くコンテナが待機しているコンテナを通過したらすぐに、ツール区画内で待機しているコンテナをストッカ300に移送させる。床式コンベア30が、反対方向に移動している或る部分を有するときがあるかもしれない(非同期コンベア)。ストッカ300は、何れのコンテナ移送方法をも助けるのがよい。
【0042】
ストッカ300は、床式搬出コンベア308に隣接して配置された指導子D1、床式搬出コンベア310に隣接して配置された指導子D2、及び指導子D1から指導子D2までコンテナを移送する移行用コンベア320を含む。指導子D1は、区画内コンベア30がコンテナ2をツール区画まで搬送する前に、搬出コンベア308から出たコンテナを回転させることができる。指導子D2は、搬入コンベア310がコンテナをストッカのハウジング302まで輸送する前に、移送用コンベア208を出るコンテナ2を回転させることができる。
【0043】
床式バッファコンベア308及び310は、どんな長さのものでもよく、さらに各コンベアの長さは、一部が、どのくらい多くのコンテナ2が一度にツール区画から戻されるかを決定する。例えば、最も効率的なストッカ300のために、ツール区画から一度に戻されるコンテナの数は、床式搬入バッファコンベア310、移行用コンベア320、及び指導子D2に貯蔵することができるコンテナの合計より多くなるべきではない。搬入コンベア310、移行用コンベア320、及び指導子D2に貯蔵することができるよりも多くのコンテナが戻されるならば、コンテナは、コンテナ2が搬出コンベア308の出口322を塞ぐ地点まで後退する。これが起きると、搬出バッファコンベア308は、コンテナを区画内コンベア30及びツール区画の中へ移動させることができない。
【0044】
好ましくは、戻るコンテナ2の最後のものが指導子D1を通過し移行用コンベア320に達するとすぐに、搬出コンベア308は、出ていくコンテナを区画内コンベア30上に、さらにはツール区画内に移動させ始める。出ていくコンテナが区画内コンベア30で走行している間、待機しているコンテナがあれば、ストッカのロボット機構は、搬入コンベア310、搬入コンベア304、又は搬入コンベア306からストッカ300へ、コンテナを自由に積み込むことができる。ストッカのロボット機構は、好ましくは、出て行くコンテナを床式の出ていくコンベア308に移動させる前に、移行用コンベア320上に少なくとも一つのコンテナスペースが得られるまで、コンテナを搬入コンベア310からストッカ300の中へ移動させる。
【0045】
コンテナは、一度に1個ずつツール区画内に送られ、ストッカ300に戻されてもよい。例えば、床式コンベア30で走行して出ていくコンテナが、ストッカ300に戻るために待機している他のコンテナを通り越し又は通過すると、待機している(例えば、ツールに着座し、ストッカに戻るために待っている)コンテナは、その位置とストッカ300との間のコンベア部分から最後に出ていくコンテナが離れるとすぐさま、床式コンベア30に積み込まれ、ストッカ300へ戻るように走行を開始する。待機している各コンテナは、その場所とストッカ300との間のコンベア区間が、最後に出ていくコンテナによって遮られなくなるとすぐさま、ストッカに戻るように走行を開始することができる。理想的には、全てのコンテナがストッカの搬入バッファコンベア310に戻ったときには、次の組の出ていくコンテナが搬出バッファコンベア308上に置かれており、このサイクルが再び始まる。
【0046】
積み重ね形態が、在来の平らな区画間コンベアにより経験される遅れを解消するから、図1乃至4は、それぞれの区画間コンベア20を、垂直に積み重ねられたコンベア20a,20bとして示す。在来の区画間AMHSは、単一方向の運動により最も効率的にコンテナを搬送する。かくして、複数の平行な区画間コンベアは、区画間AMHSの処理能力を増大させる。しかしながら、平らな区画間コンベア構造では、より遠くのコンベア(例えば、ツール区画からかけ離れているコンベア)からのコンテナが、よりツール区画の近くに配置されたコンベアを越えることなくツール区画に入ることはできない。コンベアの流れが変えられ、又はコンベアの流れが他のコンベアと交わる位置は、指導子のような装置を必要とする。区画間の処理量は、交通の妨害により低下する。
【0047】
ここで開示されたストッカの様々な実施形態は、平らな区画間コンベアで作動してもよい。しかしながら、システム100の効率は低下する。システム100が、平らな区画間コンベアを収容するならば、指導子は、遠い区画内コンベアを、レーンジャンパー120がコンテナ2が近い区画内コンベアから取り除かれる位置と接続するために設置される。天井式区画間コンベア20は、レーンジャンパーなしにストッカ200又は300と接続することも可能である。レーンジャンパーを、例えば、バッファコンベア122の指導子で置換してもよく、コンテナの交通は、隣接した区画間コンベアのもう一つの指導子を介して、レーンジャンパーがあった位置に接続される。
【0048】
ここで開示されたストッカの様々な実施形態は、OHS区画間AMHSで作動してもよい。例えば、区画間コンベア20と連結するべきであったレーンジャンパー120は、OHT車両からコンテナ2を積み降ろし、又は車両にコンテナ2を積み込む。OHT車両が、移送用アームを有するのであれば、コンテナを直接バッファコンベア122に積み込み、又はバッファコンベア122から積み降ろすこともできる。
【0049】
区画間コンベア20は、上で説明し、改良されたバッファ構造を有さない在来のストッカと連結することが要求されてもよい。この場合、コンベア20上のコンテナが、ストッカに搬送されるまで待機しているときに区画間コンベア20上のコンテナの流通が妨害される。天井式コンベア20で走行している他のコンテナは、コンテナがコンベア20から取り除かれるまで、ストッカを通過することができない。ストッカのロボット機構が、例えばストッカ内でコンテナを移動させている間、コンテナはコンベア上に着座していてもよい。これらの遅延は、区画間コンベア20の処理量を低下させる。
【0050】
区画間コンベア20上でこれらの処理能力の遅延を減少させる一つの方法としては、区画間AMHS制御部に、在来のストッカにコンテナが到着する時を計算させ、その情報をストッカに提供することである。これでストッカは、コンテナが到着する時間を先に知ることができる。理想的には、ストッカは、コンテナが到着するのに先立って完了することができない新たな作業を開始しない。従って、ストッカのロボット機構、又は他のロボット機構は、コンテナが到着したときにコンテナをストッカに搬送する準備ができている。この方法はストッカの潜在的な効率の悪さを犠牲にして、区画間コンベアの運用に重点を置く(例えば、ストッカのロボット機構は、ストッカ内でのコンテナの移動を開始する代わりに、コンテナの到着に先立って待機してもよい)。
【0051】
コンテナが区画間コンベア20で移動している間に、遅延及び区画間20上の障害を減少させることは重要である。区画間制御部は、好ましくは、コンテナが区画間に積み込まれることによる障害を、減少させ又は排除する。これは、区画間コンベア20に、コンテナが区画間コンベア20上に積み込み可能となるためにコンテナの動きを停止させる時間、及びコンテナが区画間コンベア20で目的地に向けて移動する時間を繰り返させることにより達成される。コンテナを積み込む時間は、コンベアを妨げることを要求するので、天井式コンベア20の効率を最適化するためには、コンテナが区画間コンベア20に積み込まれる間の時間を、可能な限り短くするのが好ましい。コンベア20上にコンテナを積み込むときに要求される合計時間を短くするためには、好ましくは、複数の積み込み装置又は機構を可能な限り並行して使用する。例えば、各積込区画のそれぞれの複数のレーンジャンパー又は指導子を、コンベア20にコンテナを積み込むときから並行して使用することもできる。変形例として、コンテナをバッファコンベア上で待機させ、一つの機構がコンテナを可能な限り迅速にコンテナを区画間コンベア20に積み込む。
【0052】
コンテナの積込時間は、一例として、時間が満了したとき(例えば、一分間でコンベア20に可能な限り多くのコンテナを積み込む)、全てのコンテナがコンベア20上に積み込まれたとき、又は最大数のコンテナがコンベア20上に積み込まれたときの何れかのときに終わることができる。これらの時間の後、コンベア20上に積み込まれたコンテナは、移動を開始することができる。全てのコンテナは、時間が満了するまで、又は全てのコンテナが区画間20から、例えばストッカの天井式搬入コンベア204上に積み降ろされるまで、コンベア20に沿って移動することができる。コンテナが予め決定された時間移動するならば、時間が切れたときにコンベアから、まだ積み降ろされていないコンテナは、コンテナの積み込み作業を妨害しない別の位置まで前方に移動して、停止することができる。このシナリオでは、コンテナ積み込み時間は、その後再開する。
【0053】
ストッカの上述の実施形態は、天井式コンベア20及び床式コンベア30の操作と共に説明され例示される。ストッカが他の荷物搬送システムと共に作動することは本発明の範囲及び精神に含まれる。例えば、天井式コンベア20は、代わりに、天井式搬送(OHT)又は天井シャトル(OHS)により置き換えられてもよい。同様に、床式コンベア30は、代わりに、レール誘導車両(RGV)、自動誘導車両(AGV)等により置き換えられてもよい。
【0054】
上述のFOUP搬送のためのストッカ及び方法は、説明的なものであり、本発明は、それによって限定されないと理解すべきである。ストッカ及びFOUPの搬送を調整する方法の好適な実施形態が説明されたが、確実な効果が達成されたことは、当業者にとって明らかである。本発明の範囲及び精神の範囲内で、それについての様々な修正、適用、及び代替となる実施形態を作ることができると理解すべきである。例えば、半導体製造設備でコンベアを使用することが説明されているが、上述の多数の発明概念は、他の半導体製造設備以外に関連して、同様に適用できることは明らかである。
【図面の簡単な説明】
【0055】
【図1】本発明の一実施形態による代表的なシステムの平面図である。
【図2】本発明の他の実施形態による代表的なシステムの平面図である。
【図3】本発明にかかるストッカの一実施形態の斜視図である。
【図4】本発明にかかるストッカの他の実施形態の斜視図である。
【特許請求の範囲】
【請求項1】
コンテナをツール区画間で移動させるための天井式区画間材料搬送システムと、
コンテナをツール区画内で移動させるための床式区画内材料搬送システムとを有する半導体製造設備内のストッカであって、
少なくとも一つのコンテナを貯蔵するコンテナ貯蔵領域と、
コンテナを前記天井式区画間材料取扱システムから受け取るようになっており、且つ前記コンテナを前記コンテナ貯蔵領域の中へ移動させる天井式搬入コンベアと、
前記コンテナ貯蔵領域と前記床式区画内材料取扱システムの間でコンテナを移動させるための床式コンベアと、
前記天井式搬入コンベア、前記コンテナ貯蔵領域、及び前記床式コンベアの間でコンテナを移動させるためのロボット機構と、を備えること、
を特徴とするストッカ。
【請求項2】
前記コンテナ貯蔵領域は、複数のコンテナ貯蔵棚を備える、
請求項1記載のストッカ。
【請求項3】
前記ロボット機構は、前記複数のコンテナ貯蔵棚の間でコンテナを移動させる、
請求項2記載のストッカ。
【請求項4】
前記天井式搬入コンベアと前記床式区画内材料取扱システムとの間でコンテナを搬送するための垂直搬送モジュールをさらに含む、
請求項1記載のストッカ。
【請求項5】
前記床式コンベアは、コンテナを前記床式区画内材料処理システムから前記コンテナ貯蔵領域の中に移動させるための搬入コンベアからなる、
請求項1記載のストッカ。
【請求項6】
前記床式コンベアは、コンテナを前記コンテナ貯蔵領域から前記床式区画内材料取扱システム上に移動させるための搬出コンベアからなる、
請求項1記載のストッカ。
【請求項7】
前記天井式搬入コンベアは、さらに、コンテナを前記垂直搬送モジュールに移動させるようになっている、
請求項4記載のストッカ。
【請求項8】
コンテナをツール区画間で移動させるための天井式区画間材料取扱システムと、
コンテナをツール区画内で移動させるための床式区画内材料取扱システムと、を有する半導体製造設備内のストッカであって、
コンテナ貯蔵領域と、
コンテナを前記天井式区画間材料処理システムから受け取り、前記コンテナを前記コンテナ貯蔵領域に移動させるための天井式搬入コンベアと、
コンテナを前記コンテナ貯蔵領域の外に移動させるための天井式搬出コンベアと、
コンテナを前記床式区画内材料取扱システムから前記コンテナ貯蔵領域に移動させるための床式搬入コンベアと、
コンテナを前記コンテナ貯蔵領域から前記床式区画内材料取扱システム上に移動させるための床式搬出コンベアと、
前記天井式搬入コンベア、前記天井式搬出コンベア、前記床式搬入コンベア、前記床式搬出コンベアの間、及び前記コンテナ貯蔵領域内でコンテナを移動させるためのロボット機構と、を備えること、
を特徴とするストッカ。
【請求項9】
前記コンテナ貯蔵領域は、複数のコンテナ貯蔵棚を備える、
請求項8記載のストッカ。
【請求項10】
前記ロボット機構は、前記複数のコンテナ貯蔵棚の間でコンテナを移動させる、
請求項9記載のストッカ。
【請求項11】
材料取扱システムに従った、積込領域部分とストッカの間でのコンテナの移動を最適にする方法であって、
(a)複数のコンテナを受け入れるために前記材料取扱システムの前記積込領域部分を準備するステップと、
(b)前記荷物処理システムの前記積込領域部分上に複数のコンテナを並行に積み込むステップと、
(c)ステップ(b)で積み込まれたコンテナを、ストッカの近くに移動させるステップと、
(d)ステップ(c)で前記ストッカに移動させたコンテナを、前記材料取扱システムから前記ストッカに積み込むステップと、を備えること、
を特徴とする方法。
【請求項1】
コンテナをツール区画間で移動させるための天井式区画間材料搬送システムと、
コンテナをツール区画内で移動させるための床式区画内材料搬送システムとを有する半導体製造設備内のストッカであって、
少なくとも一つのコンテナを貯蔵するコンテナ貯蔵領域と、
コンテナを前記天井式区画間材料取扱システムから受け取るようになっており、且つ前記コンテナを前記コンテナ貯蔵領域の中へ移動させる天井式搬入コンベアと、
前記コンテナ貯蔵領域と前記床式区画内材料取扱システムの間でコンテナを移動させるための床式コンベアと、
前記天井式搬入コンベア、前記コンテナ貯蔵領域、及び前記床式コンベアの間でコンテナを移動させるためのロボット機構と、を備えること、
を特徴とするストッカ。
【請求項2】
前記コンテナ貯蔵領域は、複数のコンテナ貯蔵棚を備える、
請求項1記載のストッカ。
【請求項3】
前記ロボット機構は、前記複数のコンテナ貯蔵棚の間でコンテナを移動させる、
請求項2記載のストッカ。
【請求項4】
前記天井式搬入コンベアと前記床式区画内材料取扱システムとの間でコンテナを搬送するための垂直搬送モジュールをさらに含む、
請求項1記載のストッカ。
【請求項5】
前記床式コンベアは、コンテナを前記床式区画内材料処理システムから前記コンテナ貯蔵領域の中に移動させるための搬入コンベアからなる、
請求項1記載のストッカ。
【請求項6】
前記床式コンベアは、コンテナを前記コンテナ貯蔵領域から前記床式区画内材料取扱システム上に移動させるための搬出コンベアからなる、
請求項1記載のストッカ。
【請求項7】
前記天井式搬入コンベアは、さらに、コンテナを前記垂直搬送モジュールに移動させるようになっている、
請求項4記載のストッカ。
【請求項8】
コンテナをツール区画間で移動させるための天井式区画間材料取扱システムと、
コンテナをツール区画内で移動させるための床式区画内材料取扱システムと、を有する半導体製造設備内のストッカであって、
コンテナ貯蔵領域と、
コンテナを前記天井式区画間材料処理システムから受け取り、前記コンテナを前記コンテナ貯蔵領域に移動させるための天井式搬入コンベアと、
コンテナを前記コンテナ貯蔵領域の外に移動させるための天井式搬出コンベアと、
コンテナを前記床式区画内材料取扱システムから前記コンテナ貯蔵領域に移動させるための床式搬入コンベアと、
コンテナを前記コンテナ貯蔵領域から前記床式区画内材料取扱システム上に移動させるための床式搬出コンベアと、
前記天井式搬入コンベア、前記天井式搬出コンベア、前記床式搬入コンベア、前記床式搬出コンベアの間、及び前記コンテナ貯蔵領域内でコンテナを移動させるためのロボット機構と、を備えること、
を特徴とするストッカ。
【請求項9】
前記コンテナ貯蔵領域は、複数のコンテナ貯蔵棚を備える、
請求項8記載のストッカ。
【請求項10】
前記ロボット機構は、前記複数のコンテナ貯蔵棚の間でコンテナを移動させる、
請求項9記載のストッカ。
【請求項11】
材料取扱システムに従った、積込領域部分とストッカの間でのコンテナの移動を最適にする方法であって、
(a)複数のコンテナを受け入れるために前記材料取扱システムの前記積込領域部分を準備するステップと、
(b)前記荷物処理システムの前記積込領域部分上に複数のコンテナを並行に積み込むステップと、
(c)ステップ(b)で積み込まれたコンテナを、ストッカの近くに移動させるステップと、
(d)ステップ(c)で前記ストッカに移動させたコンテナを、前記材料取扱システムから前記ストッカに積み込むステップと、を備えること、
を特徴とする方法。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公表番号】特表2009−500266(P2009−500266A)
【公表日】平成21年1月8日(2009.1.8)
【国際特許分類】
【出願番号】特願2008−520428(P2008−520428)
【出願日】平成18年7月7日(2006.7.7)
【国際出願番号】PCT/US2006/026642
【国際公開番号】WO2007/008736
【国際公開日】平成19年1月18日(2007.1.18)
【出願人】(306029419)アシスト テクノロジーズ インコーポレイテッド (12)
【氏名又は名称原語表記】Asyst Technologies,Inc.
【住所又は居所原語表記】46897 Bayside Parkway,Fremont,California 94538,U.S.A.
【Fターム(参考)】
【公表日】平成21年1月8日(2009.1.8)
【国際特許分類】
【出願日】平成18年7月7日(2006.7.7)
【国際出願番号】PCT/US2006/026642
【国際公開番号】WO2007/008736
【国際公開日】平成19年1月18日(2007.1.18)
【出願人】(306029419)アシスト テクノロジーズ インコーポレイテッド (12)
【氏名又は名称原語表記】Asyst Technologies,Inc.
【住所又は居所原語表記】46897 Bayside Parkway,Fremont,California 94538,U.S.A.
【Fターム(参考)】
[ Back to top ]