
ストッキング及びソックスなどのような管状織成品を扱う装置及び方法
無作為に配置されている容器から取り上げた管状製品を正確に方向付ける機能を持った方法及び装置を提供する
【課題】
【解決方法】
第1端部と第2端部を有する管状に織成した製品を取り扱う装置であって、前記管状製品の1つに係合するよう交互に作動させることが可能な、前記管状製品の第1取り上げ部材と第2取り上げ部材(51A、51B)と、前記管状製品の前記第1端部と前記第2端部の方位を決定する検出手段とを組み合わせて備えており、前記第1取り上げ部材と第2取り上げ部材は、前記検出手段が検出した前記管状製品の方位に従って管状製品に交互に係合するように制御される。
【課題】
【解決方法】
第1端部と第2端部を有する管状に織成した製品を取り扱う装置であって、前記管状製品の1つに係合するよう交互に作動させることが可能な、前記管状製品の第1取り上げ部材と第2取り上げ部材(51A、51B)と、前記管状製品の前記第1端部と前記第2端部の方位を決定する検出手段とを組み合わせて備えており、前記第1取り上げ部材と第2取り上げ部材は、前記検出手段が検出した前記管状製品の方位に従って管状製品に交互に係合するように制御される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、特にストッキング及びソックスといった管状織成品を扱う方法及び装置に関する。しかし、ストッキング及びソックスに限定されるものではない。
【0002】
より具体的には、本発明は、無作為に配置されている容器から取り上げた管状製品を正確に方向付ける機能を持った方法及び装置に関する。
【背景技術】
【0003】
ストッキング及びソックスを製造するためには、通常、半仕上がり状態の管状織成製品をシングル又はダブルシリンダ円形織成機械により製造する。円形機械から送達された半仕上がり製品は一端に弾性バンドを、他端に開口つま先を設けている。開口つま先は縫製するかつなぎ合わせることにより、仕上がり管状製品の閉鎖つま先を形成する必要がある。いくつかの機械では、シリンダの針及び/又は機械のダイヤルと組み合わせた装置を使用して、つま先を閉鎖している。にもかかわらず、これには特別に設計された織成機械か、又は改造された既存の機械が必要である。
【0004】
その一方で、つま先が開口したままの半仕上がり製品を円形機械から降ろす場合には、各製品に後続の処理動作を実施することが必要となるが、この処理動作には、製品を取り上げ、これを適切な端部、即ち開口つま先を形成している端部をつなぎ合わせ又は縫製機械内に挿入する処理動作を含む。これらの動作は、容器内に無作為に配置された管状製品を取り上げ、これらを管状搬送部材上に位置決めするか、又は縫製あるいはつなぎ合わせ機械内に直接挿入するためのものであり、従来技術では手作業で実行されるため、結合性の高い仕上がり製品をえるために人件費が高くなってしまう。
【0005】
機械はまた、これらの動作を自動的に実行できるように設計されてきた。
【0006】
例えば、US−A−5040475号は、管状製品が無作為に入れられた容器からそれぞれの管状製品を取り上げる複雑な機械装置について記述している。特別な処理経路に沿って製品を供給することで、まず検出手段が供給経路に沿った管状製品の向きを検出し、製品のつま先又は弾性バンドのどちらが先行端部であることを認識する。この検出が終わると、管状製品は中間ステーションに配置され、ここから、管状製品がステーションに入った時の向きに従って一方向又は反対方向へ送達される。
【0007】
これにより、中間ステーションから出る管状製品は常に同じ方向を向くようになり(即ち、常につま先が先行端部となった状態、又は常に弾性バンドが先行端部となった状態)、次に、縦方向に広げられ、管状製品を縫製機械へと移送する搬送管の上に挿入される。この機械装置は極度に複雑であり、あまり信頼性の高いものではない。
【0008】
JP−A−7468502号、JP−A−1272801号は、ストッキング又はソックスといった管状製品を適切な方向に向ける目的で扱う別の電気機器について記述している。
【0009】
US−A−6719577号は、無作為に入れられていた容器から収集した各管状製品を縦方向に向ける装置について記述している。
【0010】
EP−A−1221502号は、各ソックス又は他の管状製品を、これらが無作為に入れられている容器から取り上げ、さらに、特定の空気圧経路の手段によって、また、製品の弾性の異なる特徴から製品の弾性バンドとつま先とを区別することができる検出システムを使用して、一方の端部が常に前方を向くように位置決めする装置について記述している。
【0011】
US−A−5769288号は、弾性バンドとつま先を区別することにより、管状織物製品の向きを検出するためのさらなるシステムについて記述している。
【0012】
US−A−5511501号は、それぞれの環状製品をこれらが無作為に入れられている容器から取り上げ、広げ、各管状製品をより小型な容器に入れる、複雑な機械装置について記述している。次に、各製品をそれぞれのより小型の容器から取り上げ、管状製品が空気圧経路から常に同じ向きで送達される特定の空気圧経路に供給する。
【0013】
US−A−5884822号は、それぞれの管状製品を容器から取り上げるためのさらなる装置及び方法について記述している。
【0014】
US−A−5992712号は、各管状織成製品を取り上げ、これらを適切な方向に向けるさらに別の装置について記述している。
【発明の開示】
【発明が解決しようとする課題】
【0015】
管状製品の向きに関する類似した問題が、ストッキング又はソックスをプレス機に供給する場合に見られる。例えば、女性用ストッキングの製造では、各ストッキングを既につま先を縫製した状態でプレステンプレート上に挿入する問題があるが、この目的のために、各ストッキングをこれが無作為に入れられている容器から取り上げ、型の上に挿入しなければならない。これと類似した問題は、ニットウェアや、ストッキング・ソックスといった靴下製品を梱包する機械内でも起こる。
【0016】
本発明の目的は、限定はされないが特にストッキングやソックスである管状縫製製品を方位付けし、これらが無作為に入れられている容器から取り上げ、次に、後続の処理、例えば特に(限定的ではない)つま先の縫製又はつなぎ合わせ、プレスなどを実行する機械、装置、機器に管状縫製製品を適切な向きにて供給するための、特別に単純で効率的であり、かつ信頼性の高い装置を提供することである。
【0017】
別の特徴によれば、本発明の目的は、ストッキングやソックスといった管状織成製品の向きを修正し、これらが無作為に入れられている容器から取り上げるための単純かつ効率的な方法を提供することである。
【課題を解決するための手段】
【0018】
実質的には、本発明の第1特徴は、第1端部と第2端部を設けた管状織成製品を取り扱う装置であって、
・ 前記管状製品の1つに係合するよう交互に作動させることが可能な、前記管状製品の第1取り上げ部材と第2取り上げ部材と、
・ 前記管状製品の前記第1端部と前記第2端部の方位を決定する検出手段とを組み合わせて備えており、前記第1取り上げ部材と第2取り上げ部材は、前記検出手段が検出した前記管状製品の方位に従って管状製品に交互に係合するように制御される。
【0019】
このタイプの配列では、以降で方位付けを行うため、供給経路に沿って移動中の管状製品に対して検出を実行する必要がない。必要な場合には、供給方向は従来型装置の場合と同様に搬送ダクトに沿った方向となる。これに対し、管状製品が広げられ、後続の取り扱い動作にて係合される端部が識別されると、2つの取り上げ部材の一方又は他方が選択的に作動される。
【0020】
本発明の特に有利な実施形態では、取り上げ部材が、典型的には弾性バンドである管状製品の第1端部の高さにて各管状製品と係合し、これを開口するように配置及び設計されている。換言すれば、取り上げ部材を、他方の端部、即ちつま先と係合するように設計することが可能である。この選択は、後続の処理ステップで管状製品に対して実行される取り扱い動作によって異なる。係合される管状製品の縁は、典型的には、製品がソックスである場合には弾性であるが、しかし、例えば女性用ストッキングやパンティストッキングの構成部分である場合には縁は弾性でなくてもよいことが理解されるべきである。さらに、装置の機能が製品を縫製又はつなぎ合わせ手段に供給する(正確な向きで)ものである場合には、反対側の端部は開口したつま先であってよい。しかし、製品を処理動作へ送るべく扱う場合には、この第2端部は例えば閉鎖したつま先(縫製又はつなぎ合わされたもの)であってよい。一般に、本発明による装置は、構造的に異なる2つの端部を設けた管状製品を、さらなる処理を施すべく部材、手段、装置、又は機械装置に所定の方向にて供給する度に有用であり、上記製品は無作為に入れられた容器から取り上げられるか、又は任意の場合においては、無作為及び未画定の方位にて装置に供給される。
【0021】
実用的な実施形態では、本発明による装置は中間ステーションを備えており、前記ステーション内で前記管状製品が実質的に広げられた状態で位置決めされ、前記広げられた状態では、前記第1端部と第2端部が、前記管状製品の縦長さに従って相互にほぼ整列しており、前記第1及び第2取り上げ部材は前記中間ステーションに関連している。検出手段は、前記管状製品が中間ステーションにある場合に、前記管状製品の第1端部及び第2端部の方位を決定するように配置及び設計されている。
【0022】
前記検出手段は、前記中間ステーション内に配置された前記管状製品の前記第1端部が前記第1取り上げ部材又は前記第2取り上げ部材の付近に位置決めされているかどうかを検出するように配置及び設計されている。さらに、前記取り上げ部材は、管状製品の第1端部が、前記第1端部が位置する高さにおいて、前記第1又は第2取り上げ部材によって係合されるように制御される。
【0023】
好ましくは、検出手段は、管状製品の2つの端部を、端部の形状に基づいて相互から区別及び弁別することが可能な光学手段である。例えば、この検出手段は、電子プロセッサにつながれたカメラ、又は別のケースでは画像処理ソフトウェアを装備した制御ユニットを使用することができる。より単純なバージョンでは、検出手段は、フォトセルのエミッタと受信機の間に介在させた製品端部の形状を識別する直線マトリックス又はアレイのようなフォトセルの配列を含んでいてよい。検出は、静止状態の製品又は移動状態の製品に、フォトセルが製品により妨害される順序に基づいて実施することができ、この順序は製品の形状によって決定される。例えば、直線マトリックス、即ちフォトセルの直線アレイを提供し、さらにこれを、製品が徐々にフォトセルへと送られる際にフォトセルが不明確であることを一時的な順序で識別することが可能な特定のソフトウェアによって制御する。実際、この一時的な順序は、縁とつま先の間で異なる製品形状、形式、等高によって異なる。
【0024】
選択した光学検出のタイプに関わらず、純粋に2つの端部間を弁別する目的で提供された、色の異なる生地の細片又はバンドのような製品のような特定の対策を製品本体に対して使用する必要はない。実際には、これらの対策を、製品を製造するために使用される機械装置のタイプによって常に実現することは不可能であり、さらに、製品のコストが増加してしまう。さらに、本発明による装置を、2つの端部を認識するために前出の対策を用いる検出手段と共に使用することは依然として可能である。
【0025】
有利なことに、上記管状製品を縦方向に広げ、製品の第1端部と第2端部を整列させるために広げシステムを提供することができる。また有利なことに、このケースでは、2つの取り上げ部材を、ばねシステムの2つの端部に関連付けることができる。
【0026】
本発明による装置の有利な実施形態によれば、広げシステムは、その縦方向端部の一方に管状製品のための入り口と、広げ製品のための出口とを設けており、この出口は側部に適切に設けられ、各広げ製品が広げ部材に挿入された方向と直交する方向にて送達されるようにすることができる。
【0027】
本発明の実施可能な実施形態では、コンベヤベルトを広げシステムと組み合わせて、上記広げシステムから各管状製品を除去できるようにしている。これは、上記広げシステムの内部容量の基部を画定することができ、管状製品はこの内部容量に挿入される。
【0028】
実施可能な実施形態によれば、各取り上げ部材は対向する係合要素を設けており、この係合要素は、管状製品の関連する端部を形成している織物材料の対向する縁に係合し、これを相互から離して移動させて、上記端部を開口させるように設計及び制御されている。
【0029】
本発明の実施可能な実施形態によれば、各移送装置は、各取り上げ部材に関連しており、また、各取り上げ部材が係合した管状製品をさらにマニピュレータ部材へと移送するように配列及び設計されている。これらのさらなるマニピュレータ部材は、直接あるいは管状裏返し部材上を通過した後に、各管状製品を管状搬送部材上に位置決めするように設計及び配列されている。
【0030】
マニピュレータ部材は、上記移送装置の一方又は他方から管状製品を受容するグリッパを含むことができる。有利なことに、各移送装置は、管状製品の開口端部内に挿入され、また、伸張部材を移動させて他のマニピュレータ部材へ移送する移送部材によって支持されるように設計及び配列された伸張部材を含んでいてよい。
【0031】
実施可能な実施形態では、各伸張部材は、並進動作にて作動され、各移送装置の一部を形成するそれぞれのスライドによって支持されている。
【0032】
本発明の改善された実施形態では、取り上げ部材は、環状製品を搬送管などの上に搭載するための例えばグリッパのようなさらなるマニピュレータ部材への移送を直接実行するように設計することができる。
【0033】
有利な実施形態では、2つの取り上げ部材に1つの共通伸張装置を関連付けることができる。このケースでは、各管状製品は共通伸張装置へ運ばれ、この伸張装置は機械式係合手段、空気圧式係合手段、あるいは機械式係合手段と空気圧係合手段の組み合わせであってよい。次に、取り上げる部材の一方又は他方を作動させて管状製品を取り上げ、その端部を伸張装置によって開口することにより(取り上げ部材の間の中間位置に好ましく配置される)、管状製品を他の部材、作業ステーション又は位置へ移送することができるようになる。
【0034】
本発明はまた、第1端部と第2端部を有する管状織成製品を取り扱うための装置に関連し、この装置は開口位置を備えており、この開口位置は、管状製品の動作位置と、前記管状製品の2つの端部の一方又は他方と係合するよう交互に作動させることが可能な第1取り上げ部材、第2取り上げ部材とに関連付けされている。
【0035】
本装置は、前記管状製品の前記第1及び第2端部の方位を検出するために検出手段を有利に備えており、前記第1取り上げ部材及び前記第2取り上げ部材は、前記検出手段が検出した前記管状製品の方位に従って、前記管状製品と交互に係合するべく制御され、これにより、前記各管状製品が、前記開口位置における方位に関係なく常に第1端部にて係合することができる。この検出手段は、前記動作位置にある際に、前記管状製品の方位を決定するために配置及び設計されている。制御ユニットを設けることで、前記検出手段から情報を受信するように、また、前記検出手段から受信した情報に従って、前記第1取り上げ部材及び前記第2取り上げ部材の一方又は他方の作動を制御するようにプログラムされる。
【0036】
さらなる特徴によれば、本発明は、第1端部と第2端部を設けた例えばストキングやソックスのような管状織成製品を取り扱う装置に関し、この装置は、前記製品の端部の一方又は他方と係合するべく交互に作動できる2つの実質的に対称的な取り上げ部材を、製品の向きを決定するための検出手段との組み合わせにて設けているため、製品の2つの端部の一方は、検出手段によって実現された検出に従い、取り上げ手段の一方又は他方によって常に係合される。実施可能な実施形態によれば、各取り上げ部材は、管状製品の対応する端部内に挿入できる1対のフィンガを含むことができる。取り上げ部材の一方又は他方によって係合されるこの端部は、例えば製品の弾性縁であってよい。
【0037】
実施可能な実施形態によれば、2つの取り上げ部材は1つの共通伸張装置であり、つまり、取り上げ部材によって係合される管状製品の端部を開口し、伸張し、広げる部材である。この共通伸張装置は、機械式又は空気圧式の、又は機械式と空気圧式を組み合わせた、あるいはこれ以外の適切なタイプの1対の対向した係合部材を設けることができ、
これらの係合部材は、製品の端部の一方又は他方を包囲している縁の対向する部分どうしを係合させ、また離間させるように配列及び設計される。好ましい実施形態では、共通伸張装置は、取り上げ部材の待機位置どうしの間の中間位置に配置されている。
【0038】
上記製品が常に同一端部にて係合されるようにするために、(上記製品の向きにより)管状製品に交互に係合するように制御されることに加え、取り上げ部材を、このように係合された管状製品を、さらなるマニピュレータ部材へと移送するように設計及び制御することも可能であり、上記のさらなるマニピュレータ部材には、移送装置、搭載管、次に搭載管へ移送されるグリッパ、管状製品を検査部上に挿入するためのマニピュレータ、プレス又は仕上げテンプレート、あるいはこれ以外の、ストッキング、パンティストッキング、タイツ、又は、これ以外の靴下製品の製造分野で知られた動作が含まれる。
【0039】
管状製品は、任意の知られた手段により、装置を構成している様々なステーション、他とエア典型的には1つ又は2つの広げステーション、読み出しステーション、端部への係合が行われるステーションを介して送達される。特定及び現在好適である実施形態によれば、上記移送は、管状製品を連続コンベヤ、即ち閉鎖経路に沿って移動する連続した部材で構成されたコンベヤ上で横方向に配置するが、この閉鎖経路には例えばマット、ベルト、トラック、可撓性ベルト又はチェーン部材上で相互に結合させた複数の薄板などが含まれる。
【0040】
本発明の別の特徴によれば、第1端部と第2端部を設けた管状製品を取り扱う方法に関し、この方法は、
‐ 容器から無作為に配置された管状製品を取り上げるステップと、
‐ 前記製品を、その端部が前記管状製品の縦長さの方向に従ってほぼ整列した状態で動作位置へ移送するステップと、
‐ 前記製品の2つの端部のうちどちらが前記第1端部であるかを認識するステップと、
‐ 前記第1端部にて係合し、これを前記動作位置から離して移動させるステップとを備えている。
【0041】
実施可能な実施形態によれば、この方法は
‐ 前記動作位置に第1取り上げ部材と第2取り上げ部材を配置するステップと、
‐ 前記第1取り上げ部材と前記第2取り上げ部材のいずれかを作動させるためにこれら部材を制御するステップとを備え、前記管状製品の第1端部と係合するために、前記取り上げ部材の付近において、前記管状製品の第1端部が配置されている。
【0042】
実施可能な実施形態では、管状製品の第1端部、典型的には弾性バンドは、対応する取り上げ部材によって係合され、これによって開口される。本発明の別の実施可能な実施形態では、製品のつま先が係合され、またつま先を例えば開口することもできる。
【0043】
別の特徴によれば、本発明は第1端部と第2端部を設けた管状製品を取り扱う方法であって、前記方法は、
‐ それぞれの管状製品を動作位置に順番に配置するステップと、
‐ 各管状製品の第1端部に選択的に係合し、これを前記動作位置から離すステップとを備えている。
【0044】
この方法はまた、
‐ 前記第1動作位置に第1取り上げ部材と第2取り上げ部材とを配置するステップと、
‐ 前記第1及び第2端部の位置に従って、前記第1取り上げ部材又は前記第2取り上げ部材により各管状製品に交互に係合するステップとを備えていてよい。
【0045】
本発明の向上した実施形態では、この方法はさらに、
‐ 前記動作位置にある製品の前記第1端部の位置を認識するステップと、
‐ 前記第1及び第2取り上げ部材の一方又は他方を、常に前記管状製品の第1端部と係合するように作動させるステップとを備えている。
【0046】
本発明による方法の実施可能な実施形態によれば、管状製品の第1端部は共通伸張装置によって係合され、作業ステーション内の製品の向きに従って、少なくとも2つの取り上げ部材の一方又は他方を前記端部と協働させることができる。
【0047】
本発明はさらに、第1端部と第2端部を有する管状織成製品を取り扱う装置に関し、この装置は、動作位置を備え、前記動作位置には、前記管状製品の第1取り上げ部材と第2取り上げ部材が関連しており、前記部材は、前記管状製品の2つの端部の一方又は他方と係合するために交互に作動させることができる。実施可能な実施形態によれば、ピックアップ部材は、取り上げ部材によって係合されるべき環状製品の端部を開口するように設計されている。本発明のさらなる実施可能な実施形態では、第1取り上げ部材と第2取り上げ部材は共通伸張装置と組み合わせられ、この伸張装置は、後に対応する取り上げ部材によって係合されるべき管状製品の端部を開口、即ち伸張させる。
【0048】
本発明の有利な実施形態によれば、作業位置にある第1及び第2取り上げ部材は、作業位置にある各管状製品の第1端部に常に係合するように制御されており、この端部は、例えば、ストッキング又はソックスの形態をした製品の縁又はつま先であってよい。取り上げ部材は、動作位置にある製品の向きに従って、常に選択的かつ交互に作動されるように制御される。そのため実際には、本発明は、製品が置かれている作業位置又は作業ステーション内で取っている向きにかかわらず、少なくとも2つの取り上げ部材の手段によって、作業位置又は作業ステーションへと運ばれる各管状製品に、常に同じ端部にて係合する装置から成る。
【0049】
取り上げ部材は、取り上げ部材によって係合される端部にてやはり管状製品を開口する部材であってよい。このケースでは、製品を異なる作業ステーションへ移送するために、管状製品に係合するシステムは各取り上げ部材に関連していてよい。別の実施形態では、この取り上げ部材は、製品の端部が、2つの取り上げ部材の間の中間位置において、例えば共通装置によって伸張されると製品に係合する部材で構成されている。取り上げ部材は、管状製品を次のステーションへ移送する機械的部材で構成されていてよい。
【0050】
本発明による方法及び装置のさらなる利点は、添付の従属請求項において述べられており、また、本発明の実施可能で非限定的な例を参照してより詳細に記述する。
【0051】
本発明は、本発明の非限定的な実用的実施形態を示す記述及び添付の図面によってさらに理解される。
【発明を実施するための最良の形態】
【0052】
この装置には本発明が組み込まれており、また、弾性バンドを設け、つま先が開口しているソックスを、それぞれのソックスを縫製機械へ送達するための移送管に搭載する機能を装備している。しかし、ここで記述している原理及び具体的な技術解決は、例えば、非弾性の開口バンドを設けた、及び/又は既につま先が縫製された管状製品を、プレステンプレート上に搭載するように扱う別の機械装置、梱包機械などにおいても利用できることが理解されるべきである。
【0053】
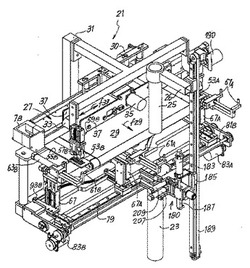
図1は、管状製品を、後に取り上げられるまで内部に無作為に配置しておく容器と、取り上げ手段と、各管状製品が装置に送られてきた時に最初に配置される、製品を方向付けるべく提供された空気圧式搬送経路の開始部分との斜視図を示す。
【0054】
図1中において、符号3は、例えば一連の円形織成機械から送られ、無作為に配置された管状製品を受容するための容器を示す。容器3は、図示にはないモータの手段により垂直軸の周囲で矢印f3に従って回転する。符号5は既知タイプの取り上げ装置を包括的に示しており、この装置は、空気圧式搬送ダクト7が位置している入口7Aの高さにて、垂直案内に沿って2重矢印f5に従い垂直に移動する。取り上げ装置5によって取り上げられた各管状製品は、入口7Aから吸引ダクト7内へ無作為な方向にて吸引される。吸引ダクト7は、本装置の後続のステーションに配置された広げ部材へと延びており、この部材は以降の図面に詳細に図示されている。
【0055】
空気圧式搬送ダクト7には空気圧式戻りダクト11が接続しており、このダクト11は、例えば取り上げ装置5が動作エラーによって2個の管状織成品を同時に取り上げ、空気圧式搬送ダクト7へ供給してしまった場合などに、供給されたが取り扱うことができない任意の管状製品を荷降ろし装置13を介して搬送する。
【0056】
符号105、111は、ゲート弁、又は、空気圧式経路の各分岐路を開閉するために使用される弁、また特に、空気圧式ダクト7及び空気圧式戻りダクト11を示す。符号103は、例えば吸引ファンに接続している図示にはない吸引ラインとの接続を示す。
【0057】
次に、図2〜図11を参照しながら、空気圧式搬送ダクト7内に供給された各管状織成品を正確に方向付けするための部材について記述する。
【0058】
図2、図3において、符号21は、管状式製品を方向付けし、管状搬送部材23又は管状保留部材25へ移送するために必要な機械、装置、設備の組立品の全体を示す。管状移送部材23は、いくつかのステーションを任意で装備した、管状織成品を縫製又は剥ぎ合わせ機械へ移送するために使用されるより複雑な機械の一部であってよい。搬送部材23と縫製機械を組み込んだ機械は本発明の目的を形成しないため図示されていない。
【0059】
以下でより明白となるが、設備21の組立品に供給された各管状製品を、仕上がり管状製品を裏返すべく反転させる必要がある場合には、管状保留部材25を採用する。
【0060】
具体的に図2〜図5を参照すると、符号7Bは、入口7A(図1)の反対側に位置した空気圧式搬送ダクト7の端部を示す。端部7B区間は矩形にて示されているが、厳密にこの形状が必須というわけではない。
【0061】
搬送ダクト7の端部7Bは、全体を符号27で示した広げ装置の第1端部にて終端しており、この内部では、空気圧式ダクト7を介して供給された各管状製品が、その第1端部(例えば弾性バンド)と第2端部(例えば、閉鎖されるべきつま先)が管状製品の縦長さに添った状態で広げられる。
【0062】
次に、図10〜図15を参照しながら、広げ装置27の内部構造、及びその動作モードについてより詳細に記述する。この時点では、広げ装置27上に任意の方向に挿入された(即ち、第1端部又は第2端部が挿入方向に関連して先行端部となった状態にある)各管状製品が、広げ装置27の側部から再び無作為な方向に、しかし前述したように2つの端部が管状製品の縦長さと整列した状態で送られる。広げ装置27の底部はコンベヤベルト29によって画定されており、このコンベヤベルトは、モータ30によって制御されて矢印f29の方向へ移動する(図3)。
【0063】
広げ装置27とコンベヤベルト29を支持する負荷耐久構造31は、2重矢印f33に従って、コンベヤベルト29の移動方向f29に対して実質的に90°の方向へ移動する第2コンベヤベルト33をさらに支持する。モータ35(図2〜図4)は、コンベヤベルト33を移動させる。
【0064】
コンベヤベルト33は、モータ35も固定されている側部要素37によって支持されており、また両方の側部要素37は、以下に記述する目的で、2重矢印f37の方向へ移動する際に、コンベヤベルト29に関連し、相互に対して近付いたり離れたりすることができる。側部要素37の上昇及び降下動作は、空気圧式、油圧式、又は類似のタイプの作動装置39(図3)によって提供される。
【0065】
各管状製品は、コンベヤベルと29によって広げ装置27の側部から広げ装置27外へ送達される際に、検出手段によって2つの端部のうちどちらがつま先あるいは弾性縁であるかを検出されながら、管状製品の縦長さと平行な移動によって移送される。実際には、各管状製品は、その2つの端部を認識及び区別することができる少なくとも1つのシステムの高さに配置されるべきである。ここで概略的に例証している実施形態では、検出手段は、カメラ41(図4にのみ概略的に示す)又はこれ以外の適切なビューイングシステムを含んでおり、カメラ41は経済的な理由からコンベヤベルト29の片側のみに提供されているが、しかし対向した両側に提供することも可能である。検出手段は、カメラ41などのビューイングシステムの代わりとなる別タイプのものであってもよい。例えば、管状製品の開口つま先を包囲する弾性バンド又は細片の色を区別できるシステム、また、管状製品の他の生地部分とは色が異なるシステムを提供することもできる。しかし、この解決法には、製品の製造コストが増加してしまうという欠点が伴う。
【0066】
またさらに、閉鎖する管状製品のつま先を包囲しているバンドに挿入された金属糸のような導電性材料の存在を認識できるシステムを検出手段として、代替的に、あるいは組み合わせにて提供することができる。
【0067】
またさらに、管状製品の2つの端部を、この製品の弾性、厚さ、又は別の性質の特徴によって認識及び弁別することに基づく検出手段を、代替的に、あるいは組み合わせにて提供することができる。
【0068】
好ましい解決法では、フォトセルのエミッタとレシーバの間に介在させた、製品端部の形状を認識することが可能な外形形状に従って配列したフォトセルのシステムを代替的に、あるいは組み合わせにて使用して、弾性の縁をつま先と区別することも可能である。この機能性を備えた様々なタイプの装置が知られており、当業者は、特定の用途に最も適した検出又は認識装置を容易に選択することができる。
【0069】
いずれのケースでも、検出手段は1つ又は2つであってよく、即ち、コンベヤベルト29の片側又は両側に設けることができるが、節約を考慮すると片側のみに設けることが好ましい。
【0070】
管状織成製品は、広げ装置27の側部から送られコンベヤベルト29上に位置決めされると、未だつま先か弾性縁かが決定していない1端が検出手段41の高さに来るように縦方向に並進させられる。コンベヤベルト29の上に位置決めされた横断コンベヤベルト33は、管状製品をその縦長さと平行に、矢印f33に従って並進させ、製品端部を検出手段41の下の、この手段に最も近い位置に持って行く機能を設けている。この管状織成品の並進移動を可能にするためには、コンベヤベルト29の表面の摩擦係数をコンベヤベルと33の摩擦係数よりも少なくとも若干低くし、これにより、コンベヤベルト33がその下方分岐路へ進んで管状製品を押圧することができるようにし、また、モータ35がコンベヤベルト33に与えた動作によって、管状製品が、検出手段41の下に達するまでコンベヤベルト29の上方面上で滑動するようにする。
【0071】
さらに、製品を静止させたままで検出手段41を移動させることも可能である。
【0072】
先に記述したように、これら検出手段41の目的は、コンベヤベルト29上の管状製品の有効な方向を中央制御ユニット(図4中に概略的に示す)に連通させるために、検出手段41の下に位置している管状製品の端部が、第1端部(例えば弾性バンド)であるか、又は第2端部(例えばつま先)であるかを認識することである。
【0073】
広げ装置27とコンベヤベルト29が常にその一端が先行端部となる状態で、即ち、常に同じ方位で配置され 動作ステーション又は動作位置、あるいは中間ステーションから管状製品を取り除く際に、
各管状織成品を管状裏返し部材25の上に挿入するために、あるいは、管状搬送部材23の上に常に正確な端部、典型的には弾性バンドから挿入するために この管状製品は、広げ装置27が設置された動作ステーション又は位置、あるいは中間ステーションから、常に一端が先行端部となった状態で、即ち常に同一方位にて取り除かなければならないため、2つのグループの本質的に対称な部材51A、51Bをコンベヤベルト29の両側に配置し、これにより、管状製品の端部を開口及び伸張させて、管状部材23、25の一方又は他方の上に挿入させる。これらのグループ51A、51Bは、管状製品のための取り上げ部材及び移送部材である。このグループ又は取り上げ部材51A、51Bの一方を作動し、また、開口され、部材23、25の一方又は他方の上に挿入される管状製品の端部をこの部材の高さに位置決めする。2つの対称的なグループ51A、51Bを形成する部材と機構は、後ろに文字A又はBを付けた同一の参照符号にて示す。
【0074】
グループ51A、51Bのそれぞれは、第一に、コンベヤベルト29の側部に沿って位置決めされた平坦な滑動面55A、55B上に固定された吸引面53A、53Bを設けている。この吸引面53Bの上にはそれぞれの取り上げ部材57A、57Bが配置されており、この手段には作動装置59A、59Bによって垂直動作が付与される。これにより、取り上げ手段57A、57Bは、対応する吸引面53A、53Bに向かって、又はこれから遠ざかって移動することができる。吸引面53A、53Bと、これに対応する、作動装置59A、59Bを装備した取り上げ手段57A、57Bとが、弾性バンド、即ち、吸引面53A又は53B上へ移動され端部を開口される管状製品の第1端部と交互に係合する手段を形成している。
【0075】
各グループ51A、51Bは、この実施形態では一対のフィンガ61A又は61Bで構成された伸張装置を装備している。図2、図3、図4、図5では、フィンガ61A、61Bを、以降でより詳細に記述する動作周期中においてこれらが置かれる2つの異なる位置、即ち垂直と水平にて表している。次に、これらのフィンガは各移送装置によって支持される。この移送装置は、フィンガ61A、61Bで構成された伸張装置によって係合された製品を、以下で記述するさらなる取り扱い手段へと移送する。
【0076】
図8は、実施可能な様々な位置にあるフィンガ61A、61Bを示している。より具体的には、図8中でフィンガ61Aを垂直にて示し、フィンガ61Bを水平及び垂直配列にて示しており、この2つの位置において、1対のフィンガは2つの明確な位置において、コンベヤベルト29の前部に沿って進み、各製品を取り上げて、これを以下で記述するグリッパへ移送することができ、次に、グリッパが製品を管状部材23、25の一方又は他方の上へ挿入する。ピストンシリンダ作動装置の手段により、各対の2つのフィンガ61A、61Bを相互に対して近づけたり話したりすることができる。フィンガの対は各作動装置61A、63A、61B、63Bを装備した支持部65A又は65B上に支持されており、この支持部上で、作動装置67A又は67Bにより制御され、二重矢印に従って垂直方向に移動することができる(特に図5、図6を参照)。
【0077】
ピストン/シリンダ作動装置67A又は67Bはスライダ69A、69Bによって支持されている。ラック71A又は71Bがフィンガ61A、61Bと一体形成されており、またこれらのラックにはピニオン73A又は73Bが噛み合い、これらのピニオンは、シャフト75A又は75B上に止めピン固定されており、これらシャフトの反対の端部には、フィンガ61A、61Bが、これらを相互に近づけたり離したりするべく動作する各アクチュエータ63A、63Bと共に取り付けられている。この配列では、作動装置67B又は67Aにより制御される支持部65B又は65Aの垂直昇降動作、さらに各フィンガ61B、61Aの昇降動作も、フィンガが対応するシャフト75B、75Aを軸周囲で回転させる。
【0078】
2つのスライダ69A、69Bは、対応するスライド77A、77Bによって支持される(特に図6を参照)。この2つのスライダ77A、77Bは共通の案内部79に沿って滑動し、この動作は、各モータ83A、83Bによって回転される2つのねじ切り付き制御バー81A、81Bによって制御される。ねじ切りバー81A、81Bは、スライド77A、77Bと一体形成された雌ネジ85A、85B内に係合している。これにより、モータ83A、83Bが、フィンガ61A、61Bの対の構成された伸張装置の一方又は他方を二重矢印f61(図6)に従って動作させる。スライドとスライダによって、一対のフィンガを装置の中心ゾーンへと支持する移送装置又は手段を形成し、この中心ゾーンにおいて管状製品が以下で記述するグリッパへ移送され、次にこのグリッパによって管状部材23、25の一方又は他方上に挿入される。
【0079】
次に、各スライダ69A、69Bが上を滑動する案内部87A、87Bが、各スライド77A、77Bによって支持される。このスライダに対して、二重矢印f69に従った、案内部79と直交する方向に向かう動作が提供される。矢印f69に従った動作は、カム及びタペット機構によって、2つのスライダ69A、69Bの一方又は他方に付与される。この機構はカムプロフィール91を形成するトラックを設けており、内部にはそれぞれのスライダ69A、69Bと一体に形成された2つの遊びピン93A、93Bが係合している。チャネル91の輪郭は垂直な中間面に対して実質的に対象であり、また、スライダ69A、69Bの一方又は他方がこれに対応するスライド77A、77Bと共に、中間面から最も遠い位置から装置の中間面に最も近い位置まで、矢印f69の方向へ並進移動することによって、スライダ69A又は69Bが広げ装置27の位置から離れる。
【0080】
図6中の例を参照すると、自体を支持する部材を装備した1対のフィンガ61Aを、外側位置(図6中の右側)、中間又は内部位置(図6中の中央)という2つの明確に異なる位置にてそれぞれ示している。その一方で、自体を支持し、移動させるための各部材を装備したフィンガ61Bを外側位置にて示している。
【0081】
ここで記述した様々な部材の機能について、以下で装置全体の動作順序に関連して説明している。
【0082】
図7、図10、図11は、広げ装置27の構成をより詳細に示す。この構成は矩形区間を設けた箱構造150を含み、箱構造には空気圧移送ダクト7の端部7Bと吸引口151が接続している。箱構造150は、これの上方水平壁によって支持されているピストンシリンダ作動装置155に取り付けられた側部パネル153を設けている。作動装置155は、箱構造150を開閉するために側部パネル153の昇降動作を制御することができる。コンベヤベルト29は、実質的に箱構造150の底部に沿ってコンパートメント又は内部容量部の下方面を、広げ装置27の矩形区間と共に画定している。側部パネル153の上昇動作により、広げ装置27の内にある管状製品をコンベヤベルト29で広げ装置27の側部から送達したり、広げ装置の外へ移送できるようになる。
【0083】
箱構造150の中央ゾーン内で、広げ装置は、デュアル機能を備えた作動装置163(図示の例では5個)で作動される可動プレス機161を設けており、このディアル機能は、以下でより詳細に説明しているが、管状製品の広げステップ中に、広げ装置27のコンパートメント又は内部容量部の断面を減少させ、垂直寸法を減少させる機能、また、広げ装置27内に最初に挿入された上記製品の完全及び正確な広げを可能にする機能である。
【0084】
図10、図11に特に見られるように、広げ装置27の内部と吸引口151の間に、広げ装置27を通過する管状製品が吸引口151内部に吸引されることを防止するためのスクリーン165が配置されている。図示の例では、楔形容量部を画定するためにスクリーン165は傾斜して配置されており、これの狭い端部にはピストン/シリンダ作動装置169(図11)によって制御された保持部材167が、管状製品が広げ装置27内に挿入される方向に対し前方に向けられた管状製品の端部を保持するために配置されている。装置の形状により、保持部材167は一度に1つの製品と係合する。誤って2つの管状製品が箱構造150内に供給されると、その一方に保持部材が係合し、他方は吸引により容器3へ戻される。その結果、装置27は広げ装置だけとしてでなく分離装置としても機能する。
【0085】
あるいは、スクリーン165を表面上に、管状製品の供給方向とほぼ直行して配置することができ、また、保持部材を例えばグリッパで構成することができる。
【0086】
箱構造150は、二重矢印f150の方向に滑動的に支持されて、コンベヤベルト29の移動方向f29を横断運動する。広げ装置27の箱構造150の、f150に従ったこの横断運動はピストンシリンダ作動装置171によって付与されるが、この目的については、以下で機械の動作順序を参照しながら記述している。
【0087】
コンベヤベルト29の前部に沿った中間位置には、管状部材23、25が配置されており、これらは固定構造26によって支持され、一方、管状部材23は、例えば図示にはないが、縫製又は剥ぎ合わせ機械上に管状製品を荷降ろしする、機械のコンベヤに取り付けられている。管状製品23、25(相互に重なり合い、実質的に同軸である)の高さには、符号180で全体を表されたグリッパが配置されており、このグリッパの機能は、1対のフィンガ61A又は61Bから取り上げられたそれぞれの管状製品を受容し、弾性バンドを伸張させ、これを上方管状部材25上又は下方管状部材23上に交互に挿入する。
【0088】
グリッパ180は、グリッパ組立品180も支持しているスライド185によって支持されたピストン/シリンダ作動装置183の手段により、垂直軸周囲で180°回転動作する。ピストン/シリンダ作動装置183は、グリッパ180を支持するシャフトと一体形成されたピニオン(不可視)と噛み合うラック187(特に図16を参照)を制御する。これにより、ピストン/シリンダ作動装置183の直線動作がグリッパ組立品180全体の回転を軸A−A(図9)の周囲で180°回転する。この回転の目的は、グリッパが、これが係合している管状製品を管状部材25又は管状部材23へ交互に移送できるようにすることである(その方法については以下で記述する)。
【0089】
スライド185は、垂直案内部188に沿って二重矢印f185に従って垂直に動作する。この垂直動作は、案内部188の上方端部に配置された伝送ベルト189及びモータ190の手段によって得られる。二重矢印f185に従った動作により、グリッパは管状製品を管状部材25又は23の対応する端部に移送できるようになる。
【0090】
グリッパ180は、ブラケット203によって支持された2つの平坦なあご部201で構成されている。2つのあご部201のそれぞれは、以下で明白となるようにあご部201上の管状製品の弾性バンドを遮断する1対のバー205と外部的に協働するべく使用される。あご部201の相互に対して近づいたり離れたりする動作は2つのピストン/シリンダ作動装置207、209によって制御される。
【0091】
上述した機械全体の動作を具体的に図12〜図20を参照しながら例証するが、このうち図12〜図15は特に広げ装置27の動作機能を、図16〜図20は広げ装置27内で広げられ、その方向が認識された管状製品を管状部材23、25の一方又は他方に搭載する方法を示す。装置の様々な部材及び作動装置は、図4中に符号2で概略的に示すマイクロプロセッサ又はプログラム可能なユニットにより、以下に記述の動作を実行するように制御されており、このマイクロプロセッサ又はプログラム可能なユニットは、様々な動作を制御するべく装置に採用されている、記述はしないが既知である様々な作動装置、エンコーダ、その他の手段に接続している。
【0092】
それぞれの管状製品Mは、取り上げ装置5によって回転容器1から取り上げられ、広げ装置27の内部コンパートメントへと続く空気圧式移送管7内に吸引される。広げ装置27内部の空気圧式ダクト7の入口7Aから管状製品を移送する吸引は、吸引口151を介して付加される。
【0093】
図12中では、管状製品Mは口151から吸引されて広げ装置27のコンポーネントに入り、その端部の一方(明確でなく、また無作為に、これは弾性バンド又はつま先であってよい)が、傾斜した端部スクリーン165に到達する。管状製品Mの矢印Fに従った移動は上記スクリーンとぶつかって終了し、管状製品は作動装置169で作動された保持部材167によってクランプ留めされる(図13)。この時点では、広げ装置27に関連したそれぞれのプレス機161は、作動装置163によってその移動経路の半分にまで降下させて、図13に示す位置に置かれ、一方で、スクリーン165に対して係合した管状製品Mの端部はここに固定されたままとなる。
【0094】
この時点で、管状製品Mは、広げ装置27の容量部内で広げ位置にある。誤って2つの管状製品が広げ装置27内に供給された場合には、スクリーン165によって画定された楔状容量の端部ゾーンの特に狭い構成のために、2番目の管状製品は保持部材16によって係合されず、装置13及び荷降ろしダクト11が、吸引を反転させることによってコンテナ1内に荷降ろしされる。事実、このステップでは広げ装置27内部の吸引、ダクト7及び空気圧式ダクト11の一部が吸引口103を介して製造され、ゲート弁111は開閉し、ゲート弁105は閉鎖している。
【0095】
管状製品Mが内容部150内で広げ位置に達したら、広げ装置の箱構造が、ピストン/シリンダ作動装置171の手段によって(図中の)左側へ並進されて、図14中の位置に置かれる。こうすることで、管状製品M全体が、特に広げ装置27の内部コンパートメントの底部を画定するコンベヤベルト29の上に位置決めされる。後続の動作ステップでは(図15)、広げ装置27の内部コンパートメントに最後に入った製品Mの端部に最も近いプレス機161が降下されて、製品Mをその下のコンベヤベルト29に対して押圧する。コンテナ1内に部ある管状製品M実質的に全て同一方向を向いているため、即ち、同一サイズであるため、5個のプレス機161のうちどれが管状製品Mのこの端部の最も近くに位置決めされるかが優先的にわかる。これにより、制御ユニット28によって正確なプレス機を作動させることができる。あるいは、広げ装置27内部に光センサを設置して、開き装置27の内部コンパートメントに最後に入った管状製品Mの端部の位置を識別できるようにすることも可能である。降下させたプレス機161の左側(即ち、スクリーン165が位置する端部の反対側)に位置する別のプレス機161も下方へ移動させることができ、これにより、スクリーン151を介した吸引を再び作動させる際に、件のプレス機から若干突出した製品Mの任意の部分が自体の上に折り畳まれてしまうことを防止できる。
【0096】
管状製品Mがこうしてコンベヤベルト29の上方面に対して係合した状態で、広げ装置27のボックス構造150を図15中の位置に戻すべく再び(図中の)左側から右側へ並進させることが可能である。このステップでは、保持部材167によって先に係合し、また、管状製品Mの縦延長部分と完全に整列していなくてよい管状製品Mの端部を正確に広げるために、吸引を吸引口151を介して再び作動させることができる。
【0097】
これら動作の終わりには、作動装置155が広げ装置27の箱構造150の側部パネル153を上昇させ、また、管状製品を広げ装置27の内部コンパートメントから広げるためにコンベヤベルト29が作動される。
【0098】
図示にはない後続のステップでは、管状製品Mが、最後に広げ装置27入ったその端部がコンベヤベルト29の両側の一方に設置されているカメラ41又は他の検出手段の下に位置するまで、コンベヤベルト29により、コンベヤベルトの供給方向に対して横方向に並進させられる。カメラは、下に位置している製品の端部(即ち、広げ装置27に最後に入った端部)がつま先であるか弾性バンドであるか、即ち製品の第2端部であるか第1端部であるかを区別することができる。
【0099】
カメラ検出手段41又は別の同等装置が実行する検出に従って、製品Mはその弾性バンドの高さにおいて取り上げ手段53B、57B又は53A、57Aと係合しなければならないため、ユニット28は、これ以降の、管状製品Mを弾性縁にて、また特に弾性バンドが吸引面53A又は53B上に置かれた状態で、取り上げ手段の高さにおいて取り上げるように調整されたコンベヤベルト33、29の動作を制御する。
【0100】
明らかに、管状製品Mは、広げシステム51と一直線に、あるいは広げシステム510の上に位置した上記機構内で管状製品が容器1から取り上げられる際に、管状製品が弾性バンドの無作為な位置に従って、対称グループ51A、51Bの一方又は他方から移送される。
【0101】
明らかに、管状製品Mは、弾性バンドの位置に従って対称的なグループ51A、51Bの一方又は他方からこの方法で移送されるが、この弾性バンドの位置は、無作為な位置にて管状製品が容器1から取り上げられるのと同様に無作為である。
【0102】
図16は、管状製品Mが、弾性バンドBがグループ51Aの高さに位置した状態で、コンベヤベルト29、33の調整された動作によって既に位置決めされている後続のステップを示す。この例では明らかに、弾性バンドが前方に向き、管状製品の第2端部を表すつま先Pが、空気圧搬送ダクト7内部での管状製品Mの供給方向に関連する弾性バンドBからの下流に在る状態で、管状製品Mが広げ装置27に入っている。
【0103】
管状製品Mが逆方向にて、即ち弾性縁Bが後部、つま先Pが前部に位置した状態で吸引ダクト7に入った場合には、管状製品Mは弾性バンドBがグループ51Bの高さに位置した状態で移送される。図示の例では、グループ51Aによって、弾性バンドBに対して後続のステップが実行される。管状製品Mが反対方向に向いている場合には、代わりにグループ51Bを使用して後続の動作が実行される。
【0104】
図16中のレイアウトからすると、管状製品Mには、間に介在する製品の弾性バンドと共に相互に向かって往復動作する取り上げ手段53A、57Aが係合している。吸引面53Aを介して吸引を作動させ、取り上げ手段57Aを作動させ、その後、作動装置59Aの手段によってこの2つの要素を相互から離して移動させることで、製品の弾性バンドBを形成している対向した縁が若干遠くに離れる。図16中では離れて示されているフィンガ61Aが相互に向かって近付き、開口弾性バンドBの内部に挿入される。その後、フィンガどうしは再び離れてバンドBを弾性的に伸張させる。
【0105】
具体的に図6を参照して記述されたハンドル部材の手段によってバンドBに伸張フィンガ61Aが係合すると、これらのフィンガが側部位置から中間位置へ並進する(図6にこの2つの位置を示す)。フィンガ61Aはまた、右方向に90°回転して垂直位置をとる。
【0106】
図17中のレイアウトに示すように、フィンガ61Aは、中間位置にある状態では、グリッパ180の上に配置されている。管状製品Mは、分離したフィンガ61Aによってまだ弾性バンドBと係合したままである。グリッパ180のあご部201どうしが相互に向かって移動させられると、フィンガ61Aが、グリッパ180のあご部201を形成している板を支持する中央ブラケット203の下にある状態で、フィンガ61Aとグリッパ180の間の相対垂直動作によってこれらの部材が図18中の相対位置へと運ばれる。あご部201は相互に対して移動し、フィンガ61Aは、ブラケット203の下に来るまで降下されるあご部に関連して移動するため、管状製品Mがこの相対動作によってフィンガ61Aからあご部201まで移送され、弾性バンドBが図18に示すようにグリッパ180はあご部の周囲に配置されている。
【0107】
この位置に到達すると、図19の斜視図にも示すように、グリッパ180のあご部が、製品Mの弾性バンドBを、これが図20に示す四角形の断面を有するまで伸張させるために開口することができる。弾性バンドBで構成された管状製品Mの端部が、この方法で、グリッパ180が環状製品を2つの管状部材23又は25の一方又は他方の上に移送するのに十分なだけ拡大する。
【0108】
作動装置183の手段によってグリッパ180が実行できる180度の転覆動作により、管状製品の口を下方管状部材23(図20中の位置)に向けて、又は上方管状部材25に向けて位置決めできるようになる。
【0109】
管状製品Mは、ダブルシリンダ円形織成機械から供給される際にはすでに反転されている。即ち、その内面が外方に向いた状態にある。この場合、管状製品Mは下方管状移送部材23上に直接挿入される。その一方で、シングルシリンダ円形機械から製品Mが供給される場合には、製縫する前の製品Mを通常は内側である面を外側に裏返す必要がある。この目的のために、グリッパ180が水平軸の周囲で180°回転して、製品の弾性縁Bを上方管状裏返し部材25の上に挿入すると、上方管状裏返し部材が管状製品を既知の方法で、図示にはない追加の部材の手段によって裏返す。次に、裏返された環状製品は下方管状搬送部材23へ移送される。
【0110】
上述した機械の様々な部材の構造及び構造から明白となるように、以下の機能を平行に実行することが可能である。
【0111】
・装置27内部で広げ、分離させる機能;
・コンベヤベルト29上で製品端部を検出する機能;
・端部の縁を開口する機能。
【0112】
そのため、前述の動作が連続して実行される3つの別個の管状製品が常に機械内に存在していてよい。
【0113】
図21〜図43の実施形態
図21〜図43は、本発明による装置の別の実施形態を示す。図面中で、同一の符号は同一又は関連した部品を表す。この実施形態では、装置を管状製品の容器と組み合わせており、これには、上述の図1に示したものと実質的に同じ構成のそれぞれの製品を取り上げる手段が関連している。製品を収集するための容器はハンドル付きのものであってよく、また、製品の取り上げ部材も図1に示したものとは異なるものであってよく、さらに、最新技術にて既知である、あるいは当業者の能力内にある他の基準に従って設計することもできる。唯一関連する事実は、好ましくは既に次々と広げられた製品が、製品の方向付けを行う装置に供給されるということである。
【0114】
管状製品を縦方向に広げ、製品の方向を検出し、製品の取り扱い端部を取り上げる部材を図21〜図42に示す。これについては以降で詳細に記述し、その後、これら部材の動作を図43A〜図43Qを参照して説明する。管状製品を、図1に示す容器と少なくとも部分的に重ねて位置決めすることで、全体寸法を低減させることができる。
【0115】
吸引ダクト7(図1)はそれぞれの管状製品を装置に供給するが、この装置は図21〜図23に総体的に示され、符号501にてその全体を表している。この装置は、それぞれの製品を、矢印Fの方向に従って前方へ段階的に移動させるコンベヤ503を備えている。羽根板付きのコンベヤ503は、1又は複数のチェーンのような可撓性部材に拘束されたそれぞれの薄板503Aによって構成されている。細片503Bは薄板503Aの何枚かに固定され、装置の経路に沿って前方へ移動される製品のためのそれぞれの台座を画定している。
【0116】
図1〜図20に示す実施形態にあるように、装置501内では、装置に供給される個々の製品はまず縦方向に広げられるが、各製品は、コンベヤ部材503の供給方向Fに対して横方向に向いた、製品の縦延長方向に広げられると理解される。各製品を広げるために、装置501はダブルステーション、ダブル広げシステム、又は以下で記述する装置を装備している。図23では、符号507、509は、各製品の縦方向広げを実行する2つの広げ部材が配置された2つのステーション又は位置の全体を現す。より具体的には、図7B中で吸引ダクト7が接続している第1広げシステム510はステーション507内に設置されており、この第1広げシステム510とその構造については以降で図24〜図29を参照しながら詳細に記述する。
【0117】
コネクタ7Bは矩形の断面513を持ったコンパートメント内へ続いており、このコンパートメントのコネクタ7Bと反対の側にはシャッタ515が設けられ、このシャッタ515は、コンパートメント512によって画定された通路の区間の構造を変更し、特定の動作位相においてこれを規制する機能を設けている。シャッタ515は、符号517で示すピストン/シリンダ作動装置又は他の適切な作動装置の手段により、コンパートメント513の縦軸と直交する2重矢印f515に従って並進するように制御されたシャッタ要素515Aを設けている。図27に具体的に見られるように、シャッタ515は、半円下方縁を設けた形状、又はより一般的には湾曲又は凸形の断面を備えており、これは、吸引コンパートメント513の端部513Aの半円断面形状とほぼ同じ形状である。シャッタ515のシャッタ要素515Aは、図24、図27に示す位置にある場合、(以下で説明するように)管状製品を平坦化させ易い、狭く成型された断面を設け、ほぼ半円周に延びたコンパートメント513の部分513Aの内壁を画定する。
【0118】
広げシステム510には吸引口521が一体に形成されており、この吸引口には吸引ダクト523が接続しているが、図面では吸引ダクトの最初の部分のみが示されている。
【0119】
広げシステム510は、広げシステム510内に吸引された管状製品を取り上げるための機構525と協働しており、この機構525はさらに、コンパートメント513の終端部分513Aの内壁と、上述のシャッタ要素515Aとによって画定された通路区間から各管状製品を引き出す機能を備えている。
【0120】
機構525はスライド527によって支持され、また、案内部529に沿い2重矢印f525に従って移動することができる。スライド527の動作はベルト531によって制御され、このベルト531はモータ533で動作され、2つの滑車周囲で引っ張られる。機構525は、昇降動作を機構525の2重矢印f525Xに従った垂直方向に制御する ピストン/シリンダ作動装置535の手段により、スライド527に拘束される。機構525の昇降動作は、上記機構を広げシステム510と一列に位置決めする、あるいは広げシステム510の上に位置決めする機能を設けている。
【0121】
機構525は、ほぼ箱型のコンポーネント539を備えており、その内部では吸引ボックス543Aを介して管状コネクタ543に接続している孔541を通り、吸引手段によって真空が作られる。管状コネクタ543は、機構525をコネクタ543に沿い、矢印f525に従って、吸引口521に向かって移動させることで、広げシステム510の吸引口521に接続することができる。この空気圧式接続は、機構525をそのコネクタ543に沿い、矢印f525に従って、吸引口521へ、次に広げシステム510Iへと移動させ、要素510、525が図29に示す往復位置にくるようにすることで達成される。この拝礼では、吸引ダクト523を介して実現される吸引により、箱型コンパートメント539、吸引コンパートメント513、ダクト7、7Bを介して吸引が生じる。箱型コンパートメント539内部には、水平に対して傾斜した前部縁(即ち、広げシステム510に向かって方位付けされた)を設けた一連の歯545Aで構成された格子545が設置されている。歯545Aで形成されたこの格子には保持歯止め547が関連しており、二重矢印f547に従ったその動作は、機構525によって支持されたピストンシリンダ作動装置549により制御される。歯545Aと歯止め547で形成された格子545には、ピストンシリンダ作動装置553により制御される二重矢印f551に従った垂直動作を行うプレス機551が組み合わせられる。このプレス機551は、格子545に向かうC字型に開口部を備えている。その目的は、製品の損傷を防止するために、広げ段階又は平坦化段階中に、管状製品に対して十分に広い面で作用しながら管状製品を保持することである。
【0122】
上述した広げシステム及び関連する機構525の動作については、以降で、装置の動作サイクルの詳細な記述を参照しながら説明する。
【0123】
ステーション509内には別の広げシステム510が設けられており、この広げシステムは、広げシステム510を参照して記述したものと同等の部材を設け、図中ではこの符号に文字Xを追加して示されている。矩形区間を設けた吸引コンパートメント513Xは、符号8Bで示す吸引ダクト、及び関連する吸引ダクト7Bに接続している。符号525で表したものと類似の機構と対向するものとして、ステーション509内に配置された広げシステム510Xは単純なコンベヤベルト又はマット563と協働するが、このコンベヤベルトは、装置の支持構造565により支持され、また、符号f563で示し、モータ565が発した動作によって提供される。コンベヤベルト563はローラの周囲で駆動するが、ローラは、コンベヤベルト563がコンベヤ503に向かい、又はコンベヤから離れて移動できるようにピストンシリンダ作動装置569の手段によって垂直に移動するサイドパネル567により、モータ565、及び動作をコンベヤベルト563へ送る他の部材と共に支持される。シャッタ要素515Aと同等なシャッタ要素が実質的に閉鎖位置にあり、吸引により開口状態に保たれた隙間を介して吸引が継続される時に、広げシステム510X内の各管状製品を取り、これを広げシステム510Xから段階的に排除するために、コンベヤベルト563が各製品を縦方向、即ち製品の延長と平行して、コンベヤベルト503の供給方向Fに対して横方向に移動させる。
【0124】
第2広げステーション509の(コンベヤ503による製品の供給方向Fに対して)下流には、管状製品の端部を検出するためのステーション570が設置されている。このステーション内にはプレス機571が設けられており、このプレス機には、連続したコンベヤ503を形成している薄板503Aに対して押圧する、あるいは薄板から上昇させるために、2重矢印f571に従った垂直昇降動作が提供される。プレス機571の昇降動作は、ベルト577に拘束されているスライド575によって支持された作動装置573(図30)で制御される。そのため、プレス機571には、f571に従った垂直動作と、コンベヤ503の供給方向Fに対して横方向に向かう、f575に従った水平動作との2つの動作が提供される。
【0125】
プレス機571は、製品の供給方向Fに対して横方向に、即ちコンベヤ503の薄板503と平行に延びている2つの傾斜した外形部581A、581Bの間に位置決めされる。外形部581A、581Bは交差部材583により支持され、次にこれが、間に固定構造565を介在させた固定構造565ピストン/シリンダ作動装置585によって支持される。交差部材583はその端部において作動装置と案内システムを支持しており、これに対して外形部581A、581Bが拘束され、また、2重矢印f581に従って動作を外形部581A、581Bに付与する機能を備えている。これらの外形部は、これらの間にある製品のそれぞれを中心決めする機能を設けている。
【0126】
コンベヤ503の側部上に位置するステーション570は検出装置であり、この検出装置は、カメラ、一連のフォトセル、又はその他の手段を装備しており、上記カメラの画像は適切な画像認識ソフトウェアによって処理され、上記その他の手段には、概して、装置に相互に挿入された各管状製品の2つの端部を認識、即ち区別するのに適した手段が含まれる。この検出システムを図中では符号590で総体的に示しており、また、検出システムはC字型の外形部によって支持することができる。このC字型の外形部は、例えば、一連のフォトエミッタや、対向した一連のフォトレシーバを支えることができ、これらの間に、センサ又は検出装置590に最も近い各製品の端部が挿入される。
【0127】
製品をその端部が検出要素の下に来るように運ぶために先述のプレッサ571が設けられており、プレッサ571はこの目的のために降下されて製品をコンベヤ503に対してプレスし、次に、水平方向(矢印f575)に並進して所望の位置へ到達する。これは、コンベヤ503を形成している薄板503Aが持つ低い摩擦係数によって可能となる。
【0128】
フォトセル、カメラ、その他の光学読み出しシステムの代わりに、検出装置590はこれ以外の装置を使用することができる。例えば、製品の両端の一方のみに特別な材料を挿入することで、各製品の両端を認識可能及び区別可能にすることが可能である。例えば、金属糸、磁気糸などを両端の一方に挿入することができる(取り扱い中の製品がストッキング又はソックスである場合にはつま先を縫製することが好適である)。これら糸の認識は、静電容量センサ、磁気センサ、その他の適切な機構によって実施できる。
【0129】
一般に、本発明は、各製品の2つの端部のそれぞれを認識及び区別するための機構に限定されるものではない。しかし、また好ましくは、2つの端部を、その幾何学配置に基づいて認識及び区別することが可能な光学システムが使用される
これらのシステムを用いると、製品の製造中に特別な材料の使用を避けることができ、これにより、上流での製造ステップにおいて特別な処置を実施する必要性が回避されるため、本発明による装置をより一般的に使用できるようになり、製品の製造コストを低減できるようになる。
【0130】
図33に特に見られるように、特定の範囲におけるコンベヤ503の薄板503Aは一連の穴503Cを設けている。図中では、図示を簡略化するためにこれらの穴は数枚の薄板503Aのみに示されているが、実際には、コンベヤ503の全長に沿って一群の穿孔、隙間などが見られる。換言すれば、薄板503Aのそれぞれにはオープン範囲が設けられており、このオープン範囲を介して、製品を横方向に位置決めするべく後続の読み出し動作を実行でき、これにより以下で詳細に記述するステーション600での後続の取り扱いが可能になる。より具体的には、各薄板には吸引穴が設けられており、この吸引穴は、この範囲の吸引のために穿孔された両端において、管状製品を位置決めするための、薄板503Aの穿孔範囲503Cの下に位置している関連するフォトセル又は他の光学読み出し装置のための2つの穴である。光学読み出し装置の代わりに、他の適切なセンサ手段を使用することができる。
【0131】
この配列では、製品がセンサ又は他の検出部材590の下に移動され、また、プレス機571の一方向又は他方向への水平動作と共に、装置501の電子制御システムが、検出システム590の下に位置決めされた端部が第1端部又は第2端部であるかをチェックした後に、製品を供給方向Fに対して横方向に並進移動させ、所望の端部をアパーチャ又は薄板503Cへと移動させることができる。これは、後続のステーション600において製品が処理されるためにとるべき位置であり、この場合、製品端部の開口部にステーション600の係合部材の手段が係合した状態にある。
【0132】
実際には、プロセッサ571の動作は、以降で取り上げ手段によって係合される製品の端部が常にアパーチャ503C上に位置する形で制御される。ソックスは常に弾性縁において係合されなければならないが、取り扱う製品がソックスである場合には、プレス機571の動作は上記弾性縁を穿孔範囲503Cに移動させるように制御される。弾性縁が、検出システム590によって認識された端部である場合には、プレス機571が検出システム590から離される。検出システム590が識別した端部がつま先である場合にはその反対となる、つまり、反対側の端部が穿孔範囲503Cへ移動されるため、プレス機571は検出システム590へ向かって反対方向へ移動する。必要であれば、プレス機571は、1つの動作と次の動作の間で製品から上昇しながらいくつかの繰り返し動作を実行することができ、これにより誤った方向への移動が回避される。製品の端部が穿孔範囲503の上である所望の位置に達すると、吸引が作動して、次のコンベヤ503の前方移動中に製品を適所に保持することができる。
【0133】
ステーション600に見られる第1部材は伸張装置601(図33)である。この伸張装置601は、モータ507で制御されたベルト605の手段により垂直軸Xの周囲で回転する板603によって支持されている。モータ607、回転板603の支持部は装置の固定構造565によって支持される。板603と伸張装置601の間には、上記伸張装置にf601に従った昇降動作を提供するピストン/シリンダ作動装置609が配置されている。この伸張装置は図示にはない吸引システムと関連しており、吸引システムは、コンベヤ503の上方分岐部と下方分岐部の間の中間範囲に配置され、符号503Cで示すアパーチャ、薄板などを介して吸引を行う。それぞれ別個の製品は、その端部が伸張装置601に位置決めされた状態で、部材601を降下させることによって開口され、この部材601が製品の関連する端部の側部に係合し、その一方で、材料のこれとは反対の側は吸引によってコンベヤ503上に保持される。装置601は、垂直軸周囲に方位付けされることにより、「低カット」衝撃を正確に取り扱えるようになる。
【0134】
ステーション600内の構造565には、管状製品の方位に従って交互に作動される2つのピックアップ部材を形成する機構及び装置も固定されており、常に管状製品の同じ端部が上記取り上げ部材の一方又は他方と係合するようになっている。これが例えばソックスである場合には、上記ソックスの弾性縁と係合するように正確に位置決めされた取り上げ部材が、あらかじめ伸張装置601によって伸張又は開口された端部を形成しながら作動される。伸張装置は2つの取り上げ部材の間に配置されているため、2つの取り上げ部材の一方又は他方と交互に協働する共通の伸張装置又は部材となる。縁の開口は、製品が吸引ダクト7から移送される方位に従って、コンベヤ503の一側部又は他側部に向けて(つま先又は縁が前方に向いた状態に)方位付けされる。
【0135】
図34〜図42に、第1及び第2取り上げ部材を形成する機械要素と、これに関連する作動装置を示すが、この場合、装置501の、取り上げ部材の動作に関連していない別の機械部材は省略している。
【0136】
ステーション600にて、モータ611は固定構造565に拘束されており、モータは、ベルト613の手段によって、滑車617が結合しているスプラインバー615に動作を供給する。これらの滑車はスプラインバー615とねじれ係合しているが、その軸に沿って縦方向に滑動することができる。滑車617は、滑車617の周囲、及びさらなる遊び滑車621の周囲を走行する対応するベルト619に動作を供給する。滑車621はスライド623によって支持され、また、耐負荷構造565と一体形成され、スプラインバー615と平行に延びた案内部624に沿って案内される。
【0137】
スライド623は、2重矢印f623に従って滑動できる。これらはさらに支持部625によって、スプラインバー615がねじれ係合した駆動滑車617に拘束されている。そのため、最終的には2つのベルト619が相互に対して近づいたり離れたりしながら動作でき、さらに、相互から独立して、2重矢印f623に従い、コンベヤ503上の製品の供給方向Fと直行する方向へ動作する。
【0138】
それぞれのスライド623の動作は、ピストン/シリンダ作動装置627によって各スライド毎に独立的に制御される。作動装置627のそれぞれは耐負荷構造565に拘束される。これらの作動装置にて、符号627Xはそれぞれのスライド623に堅固に拘束されたロッドを示す。
【0139】
参照符号631は2つの製品取り上げ部材を示しており、このそれぞれは、対応するスライド623に拘束されている案内部635に沿って滑動するスライド633により支持されている。そのため、実質的には、製品とコンベヤの供給方向Fと直交して並進するスライド623のそれぞれは、符号631で表す2つの製品取り上げ部材のうち1つを支持し、供給方向Fと平行に移動可能である。案内部635に沿った取り上げ部材631の動作を、図面では2重矢印f631で描いている。
【0140】
各と利上げ部材631は1対のブラケット637を設けており、このブラケットの各々は各水平軸637Aの周囲で旋回する。それぞれのアーム639A、639Bは各ブラケット637と一体形成されている。ブラケット637の旋回動作は、2つの支持側部パネルの間の中間ピストン内に配列されたピストン/シリンダ作動装置641によって制御される。各アーム639A、639Bの下方端部は、各旋回軸、各フィンガ653A、653Bの周囲に蝶番留めされている。フィンガ643A、643Bの旋回動作は各ピストン/シリンダ645A、645Bによって制御される。
【0141】
アーム639A、639Bの振動動作をフィンガ643A、643Bの振動動作と組み合わせることで、以下で説明するように、1対のフィンガ643A、643Bを管状製品の開口端部内に挿入できるようになり、さらに、後続の上記製品の端部のフィンガによって係合されるようになる。各対のフィンガが相互から離れる動作は、管状製品の端部を横方向に伸張させることで生じる。
【0142】
ピストン/シリンダ作動装置653を支持するブラケット651は、各取り上げ部材631を支持する各スライド633に堅固に接続している。ピストン/シリンダ作動装置653は、取り上げ部材631の一方又は他方が係合した管状製品を支持するユニット655の水平軸周囲の2重矢印f655に従って振動動作を制御する。より具体的には、ユニット655は、反対側のスライド633に拘束されたユニット631と協働する1つのスライド633に拘束されており、これは装置の完全な動作サイクルについての記述からより明白となる。
【0143】
ユニット655の端部にはグリッパ部材657が設けられており、その機能は、2つの端部の間の中間範囲内に管状製品を保持することで、第1端部と係合する取り上げ部材631の手段により、例えば各管状製品を移送管などの上に挿入するために、上記製品が例えば後続のマニピュレータ部材の1対のあご部201へ移送される際に管状製品が他の機械部材を妨害することを防止することである。あご部201は、ここで記述された図中の他の部分からは別個に概略的にのみ図示されており、また、図1〜図20を参照して記述したあご部201と実質的に同一であってよく、またこれと同じ機能を設けていてよい。
【0144】
ここまで本装置の主要部材について記述したが、次に、その完全な動作サイクルについて、図面43A〜43Qの順序を参照しながら記述する。
【0145】
図43Aは、相互に結合した状態にある広げシステムと取り上げ装置525の縦断面略図を示す。ストッキングやソックスといった管状製品Mがダクト7によって吸引され、コネクタ7Bを通り断面が矩形のコンパートメント513内へ入る。管状コネクタ543及び吸引ボックス543Aを介して、次に、コネクタ543が吸引口521及び吸引ダクト523と接続すると、アパーチャ541及びグリッド545を介して吸引が実行される。製品Mは、グリッド545と衝突するまで、吸引により矢印fMに従って前方へ移動する(図43B)。ここで、製品Mは保持歯又は歯止め547によって係合される(図43B)。この例では、製品Mは、弾性縁Bが前方に向き、つま先Pが後方に向いた状態で吸引ダクト7に、次に広げシステム510に入る。この方位は完全に無作為であり、製品が容器1から取り上げられる方法に従う。
【0146】
製品Mを広げるために、この時点で、ダクト7内の吸引が反転し、製品が再びダクト内に吸引される。もし誤って2つの製品がコンパートメント513に同時に入ってしまった場合には、保持歯止め547は2つの製品Mを保持できないように寸法されているため、そのうちの一方が容器1へ戻される。図43Cは、ダクト7へ延び、しかし歯止め547によって保持された製品Mを示す。製品Mの平坦化及び広げを実行するために、この時点では、シャッタ要素515Aは閉鎖位置をとり、この位置において通路の狭く細長い区間を画定する。これと同時に、プレス機511が、製品Mの保持を向上するために降下される(図43D)。保持機構525は、製品Mを、シャッタ要素515Aによって画定され、圧迫された断面から引っ張りながら離す(図43E、矢印f525)。この段階で、ダクト7を介して吸引が始動されることにより、ダクト内で製品が収縮する。この動作の効果は、シャッタ要素515Aで画定された通路断面の細長い形状のために、製品を縦方向のみでなく、とりわけ横方向にも広げることである。
【0147】
図43Fに略図的に図示しているように、1つのステップにより、製品をコンベヤ503に沿って矢印Fの方向に従って前方へ移動した後に、ステーション509内の製品の反対側の端部に対しても(このケースでは縁B)上述と類似の処理が施される。
【0148】
ステーション570(図43G)にて、係合目的で降下されたプレス機571が管状製品Mに係合し(図43G〜図43H)、次に、検出システム590の下で並進される(図431)。検出システム590は、2つの端部のいずれが検出システムに向いているかを認識するが、これは図示の例においては弾性縁Bである。後続の動作目的は、最終的に製品Mを弾性縁Bにて取り上げ、1対のあご部201の上に挿入することである。この目的のために、まずこの端部(弾性縁B)を穴503Cの高さに位置決めし、次に、(図中)左側から右側へ移動して図43Jに示す位置をとるプレス機571によって上記動作を再び実行する必要がある。図43J〜図43Oの符号504にて概略的に示すように、外形部581A、581Bは、製品を、穴503Cによって形成された吸引範囲に対して正確に中心決めし、この吸引範囲の下に吸引口が位置決めされるようにする。この段階で吸引が開始されることで、以降でのステーション570からステーション600への供給が、製品Mの縁Bとコンベヤ503の間に相対動作が生じなくなる。
【0149】
図43Kでは、製品Mの縁Bが伸張装置601の下に位置決めされ、伸張装置が降下されて、縁Bの、吸引によってコンベヤ503上に保持されている側とは反対の側部と係合する。次に(図43L)、伸張装置601が上昇して縁を伸張させ、2つの取り上げ部材631のうちの一方のフィンガ653A、653Bが上記縁の内部に挿入される。図示のこの例では、左側(図中)の取り上げ部材631が作動される。製品Mが反対の方向に向いている場合には、縁Bの開口部の向きが異なるために、右側(図中)の取り上げ部材が作動される。
【0150】
図43Mは、図643A、643Bが縁B内に挿入され、その後(図43N)、縁を水平方向に伸張するべくそれぞれ開口され、次に吸引穴503Cと伸張装置601の両方から解放される様子を示す。
【0151】
後続の、あご部201上への搭載動作を促進するために、製品Mの縦長さの中間点に、(図中)右側にあるグリッパ部材657が係合する。製品Mが反対方向に向いている場合には、上述とは反対側にあるグリッパ部材657が作動されたであろう。
【0152】
最後に、フィンガ653A、653Bが水平位置から垂直位置(図43O〜43P)まで旋回され、これらフィンガを支持している取り上げ部材631が矢印f631に従って並進することで(図43Q)、製品Mの縁Bをあご部201の上に位置決めする。後続の降下動作により、縁Bがあご部201の上に挿入される。これ以降の取り扱い動作には、図1〜図20の実施形態を参照して既に記述された、移送管上への搭載動作を含むことができる。
【0153】
図面は、本発明の実用的な実施形態としての例のみを示すものであり、本発明が基づく概念の範囲から逸脱しない限りで、形式及び配列を変更することができる。添付の請求項で表示されている任意の数字は、記述及び図面を参照した請求項の読解を促進するために提供されたものであり、請求項によって示された保護の範囲を限定するものではない。
【図面の簡単な説明】
【0154】
【図1】管状織成製品のための容器と、空気圧式経路に沿って送るべくこの容器からそれぞれの製品を取り上げる手段の斜視図を示す。
【図2】管状製品の方位付けを実行する手段及び装置の斜視図を示す。
【図3】管状製品の方位付けを実行する手段及び装置の斜視図を示す。
【図4】図2、図3中の装置の平面図を示す。
【図5】図4中のV−Vに沿った側面図である。
【図6】部品を除去した状態にある、図2、図3中の装置の下方部分を示す斜視図である。
【図7】管状製品の広げ装置の斜視図を示す。
【図8】管状製品の移送装置と、適切に方位付けされた管状製品を移送管へと挿入するグリッパの様々な部材との異なる角度及び異なる位置に従った斜視図である。
【図9】管状製品の移送装置と、適切に方位付けされた管状製品を移送管へと挿入するグリッパの様々な部材との異なる角度及び異なる位置に従った斜視図である。
【図10】広げ部材の縦断面図である。
【図11】図10中の詳細な拡大図を示す。
【図12】広げ装置の動作順序を示す。
【図13】広げ装置の動作順序を示す。
【図14】広げ装置の動作順序を示す。
【図15】広げ装置の動作順序を示す。
【図16】移送装置のうちの1つが管状製品をグリッパへ移送して、次の管状搬送又は裏返し部材への移送を可能にする移送動作順序を示す。
【図17】移送装置のうちの1つが管状製品をグリッパへ移送して、次の管状搬送又は裏返し部材への移送を可能にする移送動作順序を示す。
【図18】移送装置のうちの1つが管状製品をグリッパへ移送して、次の管状搬送又は裏返し部材への移送を可能にする移送動作順序を示す。
【図19】移送装置のうちの1つが管状製品をグリッパへ移送して、次の管状搬送又は裏返し部材への移送を可能にする移送動作順序を示す。
【図20】移送装置のうちの1つが管状製品をグリッパへ移送して、次の管状搬送又は裏返し部材への移送を可能にする移送動作順序を示す。
【図21】本発明の異なる実施形態の2つの異なる角度による不等角投影図である。
【図22】本発明の異なる実施形態の2つの異なる角度による不等角投影図である。
【図23】図22中のXXIII−XXIIIに従った側面図を示す。
【図24】図21〜図23による実施形態において製品を広げるための広げシステムと、これに関連する製品取り上げ機構との縦断面図を示す。
【図25】図24中の取り上げ機構の斜視図を示す。
【図26】図25中の取り上げ機構の正面図を示す。
【図27】図24中の広げシステム及び取り上げ機構の2つの異なる角度による不等角投影図であり、取り上げ機構を広げシステムから分離した状態にある。
【図28】図24中の広げシステム及び取り上げ機構の2つの異なる角度による不等角投影図であり、取り上げ機構を広げシステムから分離した状態にある。
【図29】図27のものと同じであるが、広げシステムと取り上げ機構が結合して配置された状態にある不等角投影図を示す。
【図30】図21〜図23中の装置の不等角投影図を示すが、ここで、ステーションの、製品を移動させる部材に限定された製品の向きを読み出し又は検出する部品を除いて、全ステーションの機械部品は除去されている。
【図31】2つの異なる位置にある製品を移動させる上記部材を示す。
【図32】2つの異なる位置にある製品を移動させる上記部材を示す。
【図33】管状製品の端部を開口する伸張部材の斜視図を示す。
【図34】作動装置及びこれに関連した機械的要素の、取り上げ部材の様々な動作位置にて示す不等角投影図である。
【図35】作動装置及びこれに関連した機械的要素の、取り上げ部材の様々な動作位置にて示す不等角投影図である。
【図36】作動装置及びこれに関連した機械的要素の、取り上げ部材の様々な動作位置にて示す不等角投影図である。
【図37】作動装置及びこれに関連した機械的要素の、取り上げ部材の様々な動作位置にて示す不等角投影図である。
【図38】作動装置及びこれに関連した機械的要素の、取り上げ部材の様々な動作位置にて示す不等角投影図である。
【図39】作動装置及びこれに関連した機械的要素の、取り上げ部材の様々な動作位置にて示す不等角投影図である。
【図40】図41中の線XL−XLに従った取り上げ部材の正面図を示す。
【図41】図40中のXLI−XLIに従った平面図である。
【図42】図41中のXLII−XLIIに従った側面図を示す。
【図43A】図21〜図42に示した装置の動作サイクルを表す略図を示す。
【図43B】図21〜図42に示した装置の動作サイクルを表す略図を示す。
【図43C】図21〜図42に示した装置の動作サイクルを表す略図を示す。
【図43D】図21〜図42に示した装置の動作サイクルを表す略図を示す。
【図43E】図21〜図42に示した装置の動作サイクルを表す略図を示す。
【図43F】図21〜図42に示した装置の動作サイクルを表す略図を示す。
【図43G】図21〜図42に示した装置の動作サイクルを表す略図を示す。
【図43H】図21〜図42に示した装置の動作サイクルを表す略図を示す。
【図43I】図21〜図42に示した装置の動作サイクルを表す略図を示す。
【図43J】図21〜図42に示した装置の動作サイクルを表す略図を示す。
【図43K】図21〜図42に示した装置の動作サイクルを表す略図を示す。
【図43L】図21〜図42に示した装置の動作サイクルを表す略図を示す。
【図43M】図21〜図42に示した装置の動作サイクルを表す略図を示す。
【図43N】図21〜図42に示した装置の動作サイクルを表す略図を示す。
【図43O】図21〜図42に示した装置の動作サイクルを表す略図を示す。
【図43P】図21〜図42に示した装置の動作サイクルを表す略図を示す。
【図43Q】図21〜図42に示した装置の動作サイクルを表す略図を示す。
【技術分野】
【0001】
本発明は、特にストッキング及びソックスといった管状織成品を扱う方法及び装置に関する。しかし、ストッキング及びソックスに限定されるものではない。
【0002】
より具体的には、本発明は、無作為に配置されている容器から取り上げた管状製品を正確に方向付ける機能を持った方法及び装置に関する。
【背景技術】
【0003】
ストッキング及びソックスを製造するためには、通常、半仕上がり状態の管状織成製品をシングル又はダブルシリンダ円形織成機械により製造する。円形機械から送達された半仕上がり製品は一端に弾性バンドを、他端に開口つま先を設けている。開口つま先は縫製するかつなぎ合わせることにより、仕上がり管状製品の閉鎖つま先を形成する必要がある。いくつかの機械では、シリンダの針及び/又は機械のダイヤルと組み合わせた装置を使用して、つま先を閉鎖している。にもかかわらず、これには特別に設計された織成機械か、又は改造された既存の機械が必要である。
【0004】
その一方で、つま先が開口したままの半仕上がり製品を円形機械から降ろす場合には、各製品に後続の処理動作を実施することが必要となるが、この処理動作には、製品を取り上げ、これを適切な端部、即ち開口つま先を形成している端部をつなぎ合わせ又は縫製機械内に挿入する処理動作を含む。これらの動作は、容器内に無作為に配置された管状製品を取り上げ、これらを管状搬送部材上に位置決めするか、又は縫製あるいはつなぎ合わせ機械内に直接挿入するためのものであり、従来技術では手作業で実行されるため、結合性の高い仕上がり製品をえるために人件費が高くなってしまう。
【0005】
機械はまた、これらの動作を自動的に実行できるように設計されてきた。
【0006】
例えば、US−A−5040475号は、管状製品が無作為に入れられた容器からそれぞれの管状製品を取り上げる複雑な機械装置について記述している。特別な処理経路に沿って製品を供給することで、まず検出手段が供給経路に沿った管状製品の向きを検出し、製品のつま先又は弾性バンドのどちらが先行端部であることを認識する。この検出が終わると、管状製品は中間ステーションに配置され、ここから、管状製品がステーションに入った時の向きに従って一方向又は反対方向へ送達される。
【0007】
これにより、中間ステーションから出る管状製品は常に同じ方向を向くようになり(即ち、常につま先が先行端部となった状態、又は常に弾性バンドが先行端部となった状態)、次に、縦方向に広げられ、管状製品を縫製機械へと移送する搬送管の上に挿入される。この機械装置は極度に複雑であり、あまり信頼性の高いものではない。
【0008】
JP−A−7468502号、JP−A−1272801号は、ストッキング又はソックスといった管状製品を適切な方向に向ける目的で扱う別の電気機器について記述している。
【0009】
US−A−6719577号は、無作為に入れられていた容器から収集した各管状製品を縦方向に向ける装置について記述している。
【0010】
EP−A−1221502号は、各ソックス又は他の管状製品を、これらが無作為に入れられている容器から取り上げ、さらに、特定の空気圧経路の手段によって、また、製品の弾性の異なる特徴から製品の弾性バンドとつま先とを区別することができる検出システムを使用して、一方の端部が常に前方を向くように位置決めする装置について記述している。
【0011】
US−A−5769288号は、弾性バンドとつま先を区別することにより、管状織物製品の向きを検出するためのさらなるシステムについて記述している。
【0012】
US−A−5511501号は、それぞれの環状製品をこれらが無作為に入れられている容器から取り上げ、広げ、各管状製品をより小型な容器に入れる、複雑な機械装置について記述している。次に、各製品をそれぞれのより小型の容器から取り上げ、管状製品が空気圧経路から常に同じ向きで送達される特定の空気圧経路に供給する。
【0013】
US−A−5884822号は、それぞれの管状製品を容器から取り上げるためのさらなる装置及び方法について記述している。
【0014】
US−A−5992712号は、各管状織成製品を取り上げ、これらを適切な方向に向けるさらに別の装置について記述している。
【発明の開示】
【発明が解決しようとする課題】
【0015】
管状製品の向きに関する類似した問題が、ストッキング又はソックスをプレス機に供給する場合に見られる。例えば、女性用ストッキングの製造では、各ストッキングを既につま先を縫製した状態でプレステンプレート上に挿入する問題があるが、この目的のために、各ストッキングをこれが無作為に入れられている容器から取り上げ、型の上に挿入しなければならない。これと類似した問題は、ニットウェアや、ストッキング・ソックスといった靴下製品を梱包する機械内でも起こる。
【0016】
本発明の目的は、限定はされないが特にストッキングやソックスである管状縫製製品を方位付けし、これらが無作為に入れられている容器から取り上げ、次に、後続の処理、例えば特に(限定的ではない)つま先の縫製又はつなぎ合わせ、プレスなどを実行する機械、装置、機器に管状縫製製品を適切な向きにて供給するための、特別に単純で効率的であり、かつ信頼性の高い装置を提供することである。
【0017】
別の特徴によれば、本発明の目的は、ストッキングやソックスといった管状織成製品の向きを修正し、これらが無作為に入れられている容器から取り上げるための単純かつ効率的な方法を提供することである。
【課題を解決するための手段】
【0018】
実質的には、本発明の第1特徴は、第1端部と第2端部を設けた管状織成製品を取り扱う装置であって、
・ 前記管状製品の1つに係合するよう交互に作動させることが可能な、前記管状製品の第1取り上げ部材と第2取り上げ部材と、
・ 前記管状製品の前記第1端部と前記第2端部の方位を決定する検出手段とを組み合わせて備えており、前記第1取り上げ部材と第2取り上げ部材は、前記検出手段が検出した前記管状製品の方位に従って管状製品に交互に係合するように制御される。
【0019】
このタイプの配列では、以降で方位付けを行うため、供給経路に沿って移動中の管状製品に対して検出を実行する必要がない。必要な場合には、供給方向は従来型装置の場合と同様に搬送ダクトに沿った方向となる。これに対し、管状製品が広げられ、後続の取り扱い動作にて係合される端部が識別されると、2つの取り上げ部材の一方又は他方が選択的に作動される。
【0020】
本発明の特に有利な実施形態では、取り上げ部材が、典型的には弾性バンドである管状製品の第1端部の高さにて各管状製品と係合し、これを開口するように配置及び設計されている。換言すれば、取り上げ部材を、他方の端部、即ちつま先と係合するように設計することが可能である。この選択は、後続の処理ステップで管状製品に対して実行される取り扱い動作によって異なる。係合される管状製品の縁は、典型的には、製品がソックスである場合には弾性であるが、しかし、例えば女性用ストッキングやパンティストッキングの構成部分である場合には縁は弾性でなくてもよいことが理解されるべきである。さらに、装置の機能が製品を縫製又はつなぎ合わせ手段に供給する(正確な向きで)ものである場合には、反対側の端部は開口したつま先であってよい。しかし、製品を処理動作へ送るべく扱う場合には、この第2端部は例えば閉鎖したつま先(縫製又はつなぎ合わされたもの)であってよい。一般に、本発明による装置は、構造的に異なる2つの端部を設けた管状製品を、さらなる処理を施すべく部材、手段、装置、又は機械装置に所定の方向にて供給する度に有用であり、上記製品は無作為に入れられた容器から取り上げられるか、又は任意の場合においては、無作為及び未画定の方位にて装置に供給される。
【0021】
実用的な実施形態では、本発明による装置は中間ステーションを備えており、前記ステーション内で前記管状製品が実質的に広げられた状態で位置決めされ、前記広げられた状態では、前記第1端部と第2端部が、前記管状製品の縦長さに従って相互にほぼ整列しており、前記第1及び第2取り上げ部材は前記中間ステーションに関連している。検出手段は、前記管状製品が中間ステーションにある場合に、前記管状製品の第1端部及び第2端部の方位を決定するように配置及び設計されている。
【0022】
前記検出手段は、前記中間ステーション内に配置された前記管状製品の前記第1端部が前記第1取り上げ部材又は前記第2取り上げ部材の付近に位置決めされているかどうかを検出するように配置及び設計されている。さらに、前記取り上げ部材は、管状製品の第1端部が、前記第1端部が位置する高さにおいて、前記第1又は第2取り上げ部材によって係合されるように制御される。
【0023】
好ましくは、検出手段は、管状製品の2つの端部を、端部の形状に基づいて相互から区別及び弁別することが可能な光学手段である。例えば、この検出手段は、電子プロセッサにつながれたカメラ、又は別のケースでは画像処理ソフトウェアを装備した制御ユニットを使用することができる。より単純なバージョンでは、検出手段は、フォトセルのエミッタと受信機の間に介在させた製品端部の形状を識別する直線マトリックス又はアレイのようなフォトセルの配列を含んでいてよい。検出は、静止状態の製品又は移動状態の製品に、フォトセルが製品により妨害される順序に基づいて実施することができ、この順序は製品の形状によって決定される。例えば、直線マトリックス、即ちフォトセルの直線アレイを提供し、さらにこれを、製品が徐々にフォトセルへと送られる際にフォトセルが不明確であることを一時的な順序で識別することが可能な特定のソフトウェアによって制御する。実際、この一時的な順序は、縁とつま先の間で異なる製品形状、形式、等高によって異なる。
【0024】
選択した光学検出のタイプに関わらず、純粋に2つの端部間を弁別する目的で提供された、色の異なる生地の細片又はバンドのような製品のような特定の対策を製品本体に対して使用する必要はない。実際には、これらの対策を、製品を製造するために使用される機械装置のタイプによって常に実現することは不可能であり、さらに、製品のコストが増加してしまう。さらに、本発明による装置を、2つの端部を認識するために前出の対策を用いる検出手段と共に使用することは依然として可能である。
【0025】
有利なことに、上記管状製品を縦方向に広げ、製品の第1端部と第2端部を整列させるために広げシステムを提供することができる。また有利なことに、このケースでは、2つの取り上げ部材を、ばねシステムの2つの端部に関連付けることができる。
【0026】
本発明による装置の有利な実施形態によれば、広げシステムは、その縦方向端部の一方に管状製品のための入り口と、広げ製品のための出口とを設けており、この出口は側部に適切に設けられ、各広げ製品が広げ部材に挿入された方向と直交する方向にて送達されるようにすることができる。
【0027】
本発明の実施可能な実施形態では、コンベヤベルトを広げシステムと組み合わせて、上記広げシステムから各管状製品を除去できるようにしている。これは、上記広げシステムの内部容量の基部を画定することができ、管状製品はこの内部容量に挿入される。
【0028】
実施可能な実施形態によれば、各取り上げ部材は対向する係合要素を設けており、この係合要素は、管状製品の関連する端部を形成している織物材料の対向する縁に係合し、これを相互から離して移動させて、上記端部を開口させるように設計及び制御されている。
【0029】
本発明の実施可能な実施形態によれば、各移送装置は、各取り上げ部材に関連しており、また、各取り上げ部材が係合した管状製品をさらにマニピュレータ部材へと移送するように配列及び設計されている。これらのさらなるマニピュレータ部材は、直接あるいは管状裏返し部材上を通過した後に、各管状製品を管状搬送部材上に位置決めするように設計及び配列されている。
【0030】
マニピュレータ部材は、上記移送装置の一方又は他方から管状製品を受容するグリッパを含むことができる。有利なことに、各移送装置は、管状製品の開口端部内に挿入され、また、伸張部材を移動させて他のマニピュレータ部材へ移送する移送部材によって支持されるように設計及び配列された伸張部材を含んでいてよい。
【0031】
実施可能な実施形態では、各伸張部材は、並進動作にて作動され、各移送装置の一部を形成するそれぞれのスライドによって支持されている。
【0032】
本発明の改善された実施形態では、取り上げ部材は、環状製品を搬送管などの上に搭載するための例えばグリッパのようなさらなるマニピュレータ部材への移送を直接実行するように設計することができる。
【0033】
有利な実施形態では、2つの取り上げ部材に1つの共通伸張装置を関連付けることができる。このケースでは、各管状製品は共通伸張装置へ運ばれ、この伸張装置は機械式係合手段、空気圧式係合手段、あるいは機械式係合手段と空気圧係合手段の組み合わせであってよい。次に、取り上げる部材の一方又は他方を作動させて管状製品を取り上げ、その端部を伸張装置によって開口することにより(取り上げ部材の間の中間位置に好ましく配置される)、管状製品を他の部材、作業ステーション又は位置へ移送することができるようになる。
【0034】
本発明はまた、第1端部と第2端部を有する管状織成製品を取り扱うための装置に関連し、この装置は開口位置を備えており、この開口位置は、管状製品の動作位置と、前記管状製品の2つの端部の一方又は他方と係合するよう交互に作動させることが可能な第1取り上げ部材、第2取り上げ部材とに関連付けされている。
【0035】
本装置は、前記管状製品の前記第1及び第2端部の方位を検出するために検出手段を有利に備えており、前記第1取り上げ部材及び前記第2取り上げ部材は、前記検出手段が検出した前記管状製品の方位に従って、前記管状製品と交互に係合するべく制御され、これにより、前記各管状製品が、前記開口位置における方位に関係なく常に第1端部にて係合することができる。この検出手段は、前記動作位置にある際に、前記管状製品の方位を決定するために配置及び設計されている。制御ユニットを設けることで、前記検出手段から情報を受信するように、また、前記検出手段から受信した情報に従って、前記第1取り上げ部材及び前記第2取り上げ部材の一方又は他方の作動を制御するようにプログラムされる。
【0036】
さらなる特徴によれば、本発明は、第1端部と第2端部を設けた例えばストキングやソックスのような管状織成製品を取り扱う装置に関し、この装置は、前記製品の端部の一方又は他方と係合するべく交互に作動できる2つの実質的に対称的な取り上げ部材を、製品の向きを決定するための検出手段との組み合わせにて設けているため、製品の2つの端部の一方は、検出手段によって実現された検出に従い、取り上げ手段の一方又は他方によって常に係合される。実施可能な実施形態によれば、各取り上げ部材は、管状製品の対応する端部内に挿入できる1対のフィンガを含むことができる。取り上げ部材の一方又は他方によって係合されるこの端部は、例えば製品の弾性縁であってよい。
【0037】
実施可能な実施形態によれば、2つの取り上げ部材は1つの共通伸張装置であり、つまり、取り上げ部材によって係合される管状製品の端部を開口し、伸張し、広げる部材である。この共通伸張装置は、機械式又は空気圧式の、又は機械式と空気圧式を組み合わせた、あるいはこれ以外の適切なタイプの1対の対向した係合部材を設けることができ、
これらの係合部材は、製品の端部の一方又は他方を包囲している縁の対向する部分どうしを係合させ、また離間させるように配列及び設計される。好ましい実施形態では、共通伸張装置は、取り上げ部材の待機位置どうしの間の中間位置に配置されている。
【0038】
上記製品が常に同一端部にて係合されるようにするために、(上記製品の向きにより)管状製品に交互に係合するように制御されることに加え、取り上げ部材を、このように係合された管状製品を、さらなるマニピュレータ部材へと移送するように設計及び制御することも可能であり、上記のさらなるマニピュレータ部材には、移送装置、搭載管、次に搭載管へ移送されるグリッパ、管状製品を検査部上に挿入するためのマニピュレータ、プレス又は仕上げテンプレート、あるいはこれ以外の、ストッキング、パンティストッキング、タイツ、又は、これ以外の靴下製品の製造分野で知られた動作が含まれる。
【0039】
管状製品は、任意の知られた手段により、装置を構成している様々なステーション、他とエア典型的には1つ又は2つの広げステーション、読み出しステーション、端部への係合が行われるステーションを介して送達される。特定及び現在好適である実施形態によれば、上記移送は、管状製品を連続コンベヤ、即ち閉鎖経路に沿って移動する連続した部材で構成されたコンベヤ上で横方向に配置するが、この閉鎖経路には例えばマット、ベルト、トラック、可撓性ベルト又はチェーン部材上で相互に結合させた複数の薄板などが含まれる。
【0040】
本発明の別の特徴によれば、第1端部と第2端部を設けた管状製品を取り扱う方法に関し、この方法は、
‐ 容器から無作為に配置された管状製品を取り上げるステップと、
‐ 前記製品を、その端部が前記管状製品の縦長さの方向に従ってほぼ整列した状態で動作位置へ移送するステップと、
‐ 前記製品の2つの端部のうちどちらが前記第1端部であるかを認識するステップと、
‐ 前記第1端部にて係合し、これを前記動作位置から離して移動させるステップとを備えている。
【0041】
実施可能な実施形態によれば、この方法は
‐ 前記動作位置に第1取り上げ部材と第2取り上げ部材を配置するステップと、
‐ 前記第1取り上げ部材と前記第2取り上げ部材のいずれかを作動させるためにこれら部材を制御するステップとを備え、前記管状製品の第1端部と係合するために、前記取り上げ部材の付近において、前記管状製品の第1端部が配置されている。
【0042】
実施可能な実施形態では、管状製品の第1端部、典型的には弾性バンドは、対応する取り上げ部材によって係合され、これによって開口される。本発明の別の実施可能な実施形態では、製品のつま先が係合され、またつま先を例えば開口することもできる。
【0043】
別の特徴によれば、本発明は第1端部と第2端部を設けた管状製品を取り扱う方法であって、前記方法は、
‐ それぞれの管状製品を動作位置に順番に配置するステップと、
‐ 各管状製品の第1端部に選択的に係合し、これを前記動作位置から離すステップとを備えている。
【0044】
この方法はまた、
‐ 前記第1動作位置に第1取り上げ部材と第2取り上げ部材とを配置するステップと、
‐ 前記第1及び第2端部の位置に従って、前記第1取り上げ部材又は前記第2取り上げ部材により各管状製品に交互に係合するステップとを備えていてよい。
【0045】
本発明の向上した実施形態では、この方法はさらに、
‐ 前記動作位置にある製品の前記第1端部の位置を認識するステップと、
‐ 前記第1及び第2取り上げ部材の一方又は他方を、常に前記管状製品の第1端部と係合するように作動させるステップとを備えている。
【0046】
本発明による方法の実施可能な実施形態によれば、管状製品の第1端部は共通伸張装置によって係合され、作業ステーション内の製品の向きに従って、少なくとも2つの取り上げ部材の一方又は他方を前記端部と協働させることができる。
【0047】
本発明はさらに、第1端部と第2端部を有する管状織成製品を取り扱う装置に関し、この装置は、動作位置を備え、前記動作位置には、前記管状製品の第1取り上げ部材と第2取り上げ部材が関連しており、前記部材は、前記管状製品の2つの端部の一方又は他方と係合するために交互に作動させることができる。実施可能な実施形態によれば、ピックアップ部材は、取り上げ部材によって係合されるべき環状製品の端部を開口するように設計されている。本発明のさらなる実施可能な実施形態では、第1取り上げ部材と第2取り上げ部材は共通伸張装置と組み合わせられ、この伸張装置は、後に対応する取り上げ部材によって係合されるべき管状製品の端部を開口、即ち伸張させる。
【0048】
本発明の有利な実施形態によれば、作業位置にある第1及び第2取り上げ部材は、作業位置にある各管状製品の第1端部に常に係合するように制御されており、この端部は、例えば、ストッキング又はソックスの形態をした製品の縁又はつま先であってよい。取り上げ部材は、動作位置にある製品の向きに従って、常に選択的かつ交互に作動されるように制御される。そのため実際には、本発明は、製品が置かれている作業位置又は作業ステーション内で取っている向きにかかわらず、少なくとも2つの取り上げ部材の手段によって、作業位置又は作業ステーションへと運ばれる各管状製品に、常に同じ端部にて係合する装置から成る。
【0049】
取り上げ部材は、取り上げ部材によって係合される端部にてやはり管状製品を開口する部材であってよい。このケースでは、製品を異なる作業ステーションへ移送するために、管状製品に係合するシステムは各取り上げ部材に関連していてよい。別の実施形態では、この取り上げ部材は、製品の端部が、2つの取り上げ部材の間の中間位置において、例えば共通装置によって伸張されると製品に係合する部材で構成されている。取り上げ部材は、管状製品を次のステーションへ移送する機械的部材で構成されていてよい。
【0050】
本発明による方法及び装置のさらなる利点は、添付の従属請求項において述べられており、また、本発明の実施可能で非限定的な例を参照してより詳細に記述する。
【0051】
本発明は、本発明の非限定的な実用的実施形態を示す記述及び添付の図面によってさらに理解される。
【発明を実施するための最良の形態】
【0052】
この装置には本発明が組み込まれており、また、弾性バンドを設け、つま先が開口しているソックスを、それぞれのソックスを縫製機械へ送達するための移送管に搭載する機能を装備している。しかし、ここで記述している原理及び具体的な技術解決は、例えば、非弾性の開口バンドを設けた、及び/又は既につま先が縫製された管状製品を、プレステンプレート上に搭載するように扱う別の機械装置、梱包機械などにおいても利用できることが理解されるべきである。
【0053】
図1は、管状製品を、後に取り上げられるまで内部に無作為に配置しておく容器と、取り上げ手段と、各管状製品が装置に送られてきた時に最初に配置される、製品を方向付けるべく提供された空気圧式搬送経路の開始部分との斜視図を示す。
【0054】
図1中において、符号3は、例えば一連の円形織成機械から送られ、無作為に配置された管状製品を受容するための容器を示す。容器3は、図示にはないモータの手段により垂直軸の周囲で矢印f3に従って回転する。符号5は既知タイプの取り上げ装置を包括的に示しており、この装置は、空気圧式搬送ダクト7が位置している入口7Aの高さにて、垂直案内に沿って2重矢印f5に従い垂直に移動する。取り上げ装置5によって取り上げられた各管状製品は、入口7Aから吸引ダクト7内へ無作為な方向にて吸引される。吸引ダクト7は、本装置の後続のステーションに配置された広げ部材へと延びており、この部材は以降の図面に詳細に図示されている。
【0055】
空気圧式搬送ダクト7には空気圧式戻りダクト11が接続しており、このダクト11は、例えば取り上げ装置5が動作エラーによって2個の管状織成品を同時に取り上げ、空気圧式搬送ダクト7へ供給してしまった場合などに、供給されたが取り扱うことができない任意の管状製品を荷降ろし装置13を介して搬送する。
【0056】
符号105、111は、ゲート弁、又は、空気圧式経路の各分岐路を開閉するために使用される弁、また特に、空気圧式ダクト7及び空気圧式戻りダクト11を示す。符号103は、例えば吸引ファンに接続している図示にはない吸引ラインとの接続を示す。
【0057】
次に、図2〜図11を参照しながら、空気圧式搬送ダクト7内に供給された各管状織成品を正確に方向付けするための部材について記述する。
【0058】
図2、図3において、符号21は、管状式製品を方向付けし、管状搬送部材23又は管状保留部材25へ移送するために必要な機械、装置、設備の組立品の全体を示す。管状移送部材23は、いくつかのステーションを任意で装備した、管状織成品を縫製又は剥ぎ合わせ機械へ移送するために使用されるより複雑な機械の一部であってよい。搬送部材23と縫製機械を組み込んだ機械は本発明の目的を形成しないため図示されていない。
【0059】
以下でより明白となるが、設備21の組立品に供給された各管状製品を、仕上がり管状製品を裏返すべく反転させる必要がある場合には、管状保留部材25を採用する。
【0060】
具体的に図2〜図5を参照すると、符号7Bは、入口7A(図1)の反対側に位置した空気圧式搬送ダクト7の端部を示す。端部7B区間は矩形にて示されているが、厳密にこの形状が必須というわけではない。
【0061】
搬送ダクト7の端部7Bは、全体を符号27で示した広げ装置の第1端部にて終端しており、この内部では、空気圧式ダクト7を介して供給された各管状製品が、その第1端部(例えば弾性バンド)と第2端部(例えば、閉鎖されるべきつま先)が管状製品の縦長さに添った状態で広げられる。
【0062】
次に、図10〜図15を参照しながら、広げ装置27の内部構造、及びその動作モードについてより詳細に記述する。この時点では、広げ装置27上に任意の方向に挿入された(即ち、第1端部又は第2端部が挿入方向に関連して先行端部となった状態にある)各管状製品が、広げ装置27の側部から再び無作為な方向に、しかし前述したように2つの端部が管状製品の縦長さと整列した状態で送られる。広げ装置27の底部はコンベヤベルト29によって画定されており、このコンベヤベルトは、モータ30によって制御されて矢印f29の方向へ移動する(図3)。
【0063】
広げ装置27とコンベヤベルト29を支持する負荷耐久構造31は、2重矢印f33に従って、コンベヤベルト29の移動方向f29に対して実質的に90°の方向へ移動する第2コンベヤベルト33をさらに支持する。モータ35(図2〜図4)は、コンベヤベルト33を移動させる。
【0064】
コンベヤベルト33は、モータ35も固定されている側部要素37によって支持されており、また両方の側部要素37は、以下に記述する目的で、2重矢印f37の方向へ移動する際に、コンベヤベルト29に関連し、相互に対して近付いたり離れたりすることができる。側部要素37の上昇及び降下動作は、空気圧式、油圧式、又は類似のタイプの作動装置39(図3)によって提供される。
【0065】
各管状製品は、コンベヤベルと29によって広げ装置27の側部から広げ装置27外へ送達される際に、検出手段によって2つの端部のうちどちらがつま先あるいは弾性縁であるかを検出されながら、管状製品の縦長さと平行な移動によって移送される。実際には、各管状製品は、その2つの端部を認識及び区別することができる少なくとも1つのシステムの高さに配置されるべきである。ここで概略的に例証している実施形態では、検出手段は、カメラ41(図4にのみ概略的に示す)又はこれ以外の適切なビューイングシステムを含んでおり、カメラ41は経済的な理由からコンベヤベルト29の片側のみに提供されているが、しかし対向した両側に提供することも可能である。検出手段は、カメラ41などのビューイングシステムの代わりとなる別タイプのものであってもよい。例えば、管状製品の開口つま先を包囲する弾性バンド又は細片の色を区別できるシステム、また、管状製品の他の生地部分とは色が異なるシステムを提供することもできる。しかし、この解決法には、製品の製造コストが増加してしまうという欠点が伴う。
【0066】
またさらに、閉鎖する管状製品のつま先を包囲しているバンドに挿入された金属糸のような導電性材料の存在を認識できるシステムを検出手段として、代替的に、あるいは組み合わせにて提供することができる。
【0067】
またさらに、管状製品の2つの端部を、この製品の弾性、厚さ、又は別の性質の特徴によって認識及び弁別することに基づく検出手段を、代替的に、あるいは組み合わせにて提供することができる。
【0068】
好ましい解決法では、フォトセルのエミッタとレシーバの間に介在させた、製品端部の形状を認識することが可能な外形形状に従って配列したフォトセルのシステムを代替的に、あるいは組み合わせにて使用して、弾性の縁をつま先と区別することも可能である。この機能性を備えた様々なタイプの装置が知られており、当業者は、特定の用途に最も適した検出又は認識装置を容易に選択することができる。
【0069】
いずれのケースでも、検出手段は1つ又は2つであってよく、即ち、コンベヤベルト29の片側又は両側に設けることができるが、節約を考慮すると片側のみに設けることが好ましい。
【0070】
管状織成製品は、広げ装置27の側部から送られコンベヤベルト29上に位置決めされると、未だつま先か弾性縁かが決定していない1端が検出手段41の高さに来るように縦方向に並進させられる。コンベヤベルト29の上に位置決めされた横断コンベヤベルト33は、管状製品をその縦長さと平行に、矢印f33に従って並進させ、製品端部を検出手段41の下の、この手段に最も近い位置に持って行く機能を設けている。この管状織成品の並進移動を可能にするためには、コンベヤベルト29の表面の摩擦係数をコンベヤベルと33の摩擦係数よりも少なくとも若干低くし、これにより、コンベヤベルト33がその下方分岐路へ進んで管状製品を押圧することができるようにし、また、モータ35がコンベヤベルト33に与えた動作によって、管状製品が、検出手段41の下に達するまでコンベヤベルト29の上方面上で滑動するようにする。
【0071】
さらに、製品を静止させたままで検出手段41を移動させることも可能である。
【0072】
先に記述したように、これら検出手段41の目的は、コンベヤベルト29上の管状製品の有効な方向を中央制御ユニット(図4中に概略的に示す)に連通させるために、検出手段41の下に位置している管状製品の端部が、第1端部(例えば弾性バンド)であるか、又は第2端部(例えばつま先)であるかを認識することである。
【0073】
広げ装置27とコンベヤベルト29が常にその一端が先行端部となる状態で、即ち、常に同じ方位で配置され 動作ステーション又は動作位置、あるいは中間ステーションから管状製品を取り除く際に、
各管状織成品を管状裏返し部材25の上に挿入するために、あるいは、管状搬送部材23の上に常に正確な端部、典型的には弾性バンドから挿入するために この管状製品は、広げ装置27が設置された動作ステーション又は位置、あるいは中間ステーションから、常に一端が先行端部となった状態で、即ち常に同一方位にて取り除かなければならないため、2つのグループの本質的に対称な部材51A、51Bをコンベヤベルト29の両側に配置し、これにより、管状製品の端部を開口及び伸張させて、管状部材23、25の一方又は他方の上に挿入させる。これらのグループ51A、51Bは、管状製品のための取り上げ部材及び移送部材である。このグループ又は取り上げ部材51A、51Bの一方を作動し、また、開口され、部材23、25の一方又は他方の上に挿入される管状製品の端部をこの部材の高さに位置決めする。2つの対称的なグループ51A、51Bを形成する部材と機構は、後ろに文字A又はBを付けた同一の参照符号にて示す。
【0074】
グループ51A、51Bのそれぞれは、第一に、コンベヤベルト29の側部に沿って位置決めされた平坦な滑動面55A、55B上に固定された吸引面53A、53Bを設けている。この吸引面53Bの上にはそれぞれの取り上げ部材57A、57Bが配置されており、この手段には作動装置59A、59Bによって垂直動作が付与される。これにより、取り上げ手段57A、57Bは、対応する吸引面53A、53Bに向かって、又はこれから遠ざかって移動することができる。吸引面53A、53Bと、これに対応する、作動装置59A、59Bを装備した取り上げ手段57A、57Bとが、弾性バンド、即ち、吸引面53A又は53B上へ移動され端部を開口される管状製品の第1端部と交互に係合する手段を形成している。
【0075】
各グループ51A、51Bは、この実施形態では一対のフィンガ61A又は61Bで構成された伸張装置を装備している。図2、図3、図4、図5では、フィンガ61A、61Bを、以降でより詳細に記述する動作周期中においてこれらが置かれる2つの異なる位置、即ち垂直と水平にて表している。次に、これらのフィンガは各移送装置によって支持される。この移送装置は、フィンガ61A、61Bで構成された伸張装置によって係合された製品を、以下で記述するさらなる取り扱い手段へと移送する。
【0076】
図8は、実施可能な様々な位置にあるフィンガ61A、61Bを示している。より具体的には、図8中でフィンガ61Aを垂直にて示し、フィンガ61Bを水平及び垂直配列にて示しており、この2つの位置において、1対のフィンガは2つの明確な位置において、コンベヤベルト29の前部に沿って進み、各製品を取り上げて、これを以下で記述するグリッパへ移送することができ、次に、グリッパが製品を管状部材23、25の一方又は他方の上へ挿入する。ピストンシリンダ作動装置の手段により、各対の2つのフィンガ61A、61Bを相互に対して近づけたり話したりすることができる。フィンガの対は各作動装置61A、63A、61B、63Bを装備した支持部65A又は65B上に支持されており、この支持部上で、作動装置67A又は67Bにより制御され、二重矢印に従って垂直方向に移動することができる(特に図5、図6を参照)。
【0077】
ピストン/シリンダ作動装置67A又は67Bはスライダ69A、69Bによって支持されている。ラック71A又は71Bがフィンガ61A、61Bと一体形成されており、またこれらのラックにはピニオン73A又は73Bが噛み合い、これらのピニオンは、シャフト75A又は75B上に止めピン固定されており、これらシャフトの反対の端部には、フィンガ61A、61Bが、これらを相互に近づけたり離したりするべく動作する各アクチュエータ63A、63Bと共に取り付けられている。この配列では、作動装置67B又は67Aにより制御される支持部65B又は65Aの垂直昇降動作、さらに各フィンガ61B、61Aの昇降動作も、フィンガが対応するシャフト75B、75Aを軸周囲で回転させる。
【0078】
2つのスライダ69A、69Bは、対応するスライド77A、77Bによって支持される(特に図6を参照)。この2つのスライダ77A、77Bは共通の案内部79に沿って滑動し、この動作は、各モータ83A、83Bによって回転される2つのねじ切り付き制御バー81A、81Bによって制御される。ねじ切りバー81A、81Bは、スライド77A、77Bと一体形成された雌ネジ85A、85B内に係合している。これにより、モータ83A、83Bが、フィンガ61A、61Bの対の構成された伸張装置の一方又は他方を二重矢印f61(図6)に従って動作させる。スライドとスライダによって、一対のフィンガを装置の中心ゾーンへと支持する移送装置又は手段を形成し、この中心ゾーンにおいて管状製品が以下で記述するグリッパへ移送され、次にこのグリッパによって管状部材23、25の一方又は他方上に挿入される。
【0079】
次に、各スライダ69A、69Bが上を滑動する案内部87A、87Bが、各スライド77A、77Bによって支持される。このスライダに対して、二重矢印f69に従った、案内部79と直交する方向に向かう動作が提供される。矢印f69に従った動作は、カム及びタペット機構によって、2つのスライダ69A、69Bの一方又は他方に付与される。この機構はカムプロフィール91を形成するトラックを設けており、内部にはそれぞれのスライダ69A、69Bと一体に形成された2つの遊びピン93A、93Bが係合している。チャネル91の輪郭は垂直な中間面に対して実質的に対象であり、また、スライダ69A、69Bの一方又は他方がこれに対応するスライド77A、77Bと共に、中間面から最も遠い位置から装置の中間面に最も近い位置まで、矢印f69の方向へ並進移動することによって、スライダ69A又は69Bが広げ装置27の位置から離れる。
【0080】
図6中の例を参照すると、自体を支持する部材を装備した1対のフィンガ61Aを、外側位置(図6中の右側)、中間又は内部位置(図6中の中央)という2つの明確に異なる位置にてそれぞれ示している。その一方で、自体を支持し、移動させるための各部材を装備したフィンガ61Bを外側位置にて示している。
【0081】
ここで記述した様々な部材の機能について、以下で装置全体の動作順序に関連して説明している。
【0082】
図7、図10、図11は、広げ装置27の構成をより詳細に示す。この構成は矩形区間を設けた箱構造150を含み、箱構造には空気圧移送ダクト7の端部7Bと吸引口151が接続している。箱構造150は、これの上方水平壁によって支持されているピストンシリンダ作動装置155に取り付けられた側部パネル153を設けている。作動装置155は、箱構造150を開閉するために側部パネル153の昇降動作を制御することができる。コンベヤベルト29は、実質的に箱構造150の底部に沿ってコンパートメント又は内部容量部の下方面を、広げ装置27の矩形区間と共に画定している。側部パネル153の上昇動作により、広げ装置27の内にある管状製品をコンベヤベルト29で広げ装置27の側部から送達したり、広げ装置の外へ移送できるようになる。
【0083】
箱構造150の中央ゾーン内で、広げ装置は、デュアル機能を備えた作動装置163(図示の例では5個)で作動される可動プレス機161を設けており、このディアル機能は、以下でより詳細に説明しているが、管状製品の広げステップ中に、広げ装置27のコンパートメント又は内部容量部の断面を減少させ、垂直寸法を減少させる機能、また、広げ装置27内に最初に挿入された上記製品の完全及び正確な広げを可能にする機能である。
【0084】
図10、図11に特に見られるように、広げ装置27の内部と吸引口151の間に、広げ装置27を通過する管状製品が吸引口151内部に吸引されることを防止するためのスクリーン165が配置されている。図示の例では、楔形容量部を画定するためにスクリーン165は傾斜して配置されており、これの狭い端部にはピストン/シリンダ作動装置169(図11)によって制御された保持部材167が、管状製品が広げ装置27内に挿入される方向に対し前方に向けられた管状製品の端部を保持するために配置されている。装置の形状により、保持部材167は一度に1つの製品と係合する。誤って2つの管状製品が箱構造150内に供給されると、その一方に保持部材が係合し、他方は吸引により容器3へ戻される。その結果、装置27は広げ装置だけとしてでなく分離装置としても機能する。
【0085】
あるいは、スクリーン165を表面上に、管状製品の供給方向とほぼ直行して配置することができ、また、保持部材を例えばグリッパで構成することができる。
【0086】
箱構造150は、二重矢印f150の方向に滑動的に支持されて、コンベヤベルト29の移動方向f29を横断運動する。広げ装置27の箱構造150の、f150に従ったこの横断運動はピストンシリンダ作動装置171によって付与されるが、この目的については、以下で機械の動作順序を参照しながら記述している。
【0087】
コンベヤベルト29の前部に沿った中間位置には、管状部材23、25が配置されており、これらは固定構造26によって支持され、一方、管状部材23は、例えば図示にはないが、縫製又は剥ぎ合わせ機械上に管状製品を荷降ろしする、機械のコンベヤに取り付けられている。管状製品23、25(相互に重なり合い、実質的に同軸である)の高さには、符号180で全体を表されたグリッパが配置されており、このグリッパの機能は、1対のフィンガ61A又は61Bから取り上げられたそれぞれの管状製品を受容し、弾性バンドを伸張させ、これを上方管状部材25上又は下方管状部材23上に交互に挿入する。
【0088】
グリッパ180は、グリッパ組立品180も支持しているスライド185によって支持されたピストン/シリンダ作動装置183の手段により、垂直軸周囲で180°回転動作する。ピストン/シリンダ作動装置183は、グリッパ180を支持するシャフトと一体形成されたピニオン(不可視)と噛み合うラック187(特に図16を参照)を制御する。これにより、ピストン/シリンダ作動装置183の直線動作がグリッパ組立品180全体の回転を軸A−A(図9)の周囲で180°回転する。この回転の目的は、グリッパが、これが係合している管状製品を管状部材25又は管状部材23へ交互に移送できるようにすることである(その方法については以下で記述する)。
【0089】
スライド185は、垂直案内部188に沿って二重矢印f185に従って垂直に動作する。この垂直動作は、案内部188の上方端部に配置された伝送ベルト189及びモータ190の手段によって得られる。二重矢印f185に従った動作により、グリッパは管状製品を管状部材25又は23の対応する端部に移送できるようになる。
【0090】
グリッパ180は、ブラケット203によって支持された2つの平坦なあご部201で構成されている。2つのあご部201のそれぞれは、以下で明白となるようにあご部201上の管状製品の弾性バンドを遮断する1対のバー205と外部的に協働するべく使用される。あご部201の相互に対して近づいたり離れたりする動作は2つのピストン/シリンダ作動装置207、209によって制御される。
【0091】
上述した機械全体の動作を具体的に図12〜図20を参照しながら例証するが、このうち図12〜図15は特に広げ装置27の動作機能を、図16〜図20は広げ装置27内で広げられ、その方向が認識された管状製品を管状部材23、25の一方又は他方に搭載する方法を示す。装置の様々な部材及び作動装置は、図4中に符号2で概略的に示すマイクロプロセッサ又はプログラム可能なユニットにより、以下に記述の動作を実行するように制御されており、このマイクロプロセッサ又はプログラム可能なユニットは、様々な動作を制御するべく装置に採用されている、記述はしないが既知である様々な作動装置、エンコーダ、その他の手段に接続している。
【0092】
それぞれの管状製品Mは、取り上げ装置5によって回転容器1から取り上げられ、広げ装置27の内部コンパートメントへと続く空気圧式移送管7内に吸引される。広げ装置27内部の空気圧式ダクト7の入口7Aから管状製品を移送する吸引は、吸引口151を介して付加される。
【0093】
図12中では、管状製品Mは口151から吸引されて広げ装置27のコンポーネントに入り、その端部の一方(明確でなく、また無作為に、これは弾性バンド又はつま先であってよい)が、傾斜した端部スクリーン165に到達する。管状製品Mの矢印Fに従った移動は上記スクリーンとぶつかって終了し、管状製品は作動装置169で作動された保持部材167によってクランプ留めされる(図13)。この時点では、広げ装置27に関連したそれぞれのプレス機161は、作動装置163によってその移動経路の半分にまで降下させて、図13に示す位置に置かれ、一方で、スクリーン165に対して係合した管状製品Mの端部はここに固定されたままとなる。
【0094】
この時点で、管状製品Mは、広げ装置27の容量部内で広げ位置にある。誤って2つの管状製品が広げ装置27内に供給された場合には、スクリーン165によって画定された楔状容量の端部ゾーンの特に狭い構成のために、2番目の管状製品は保持部材16によって係合されず、装置13及び荷降ろしダクト11が、吸引を反転させることによってコンテナ1内に荷降ろしされる。事実、このステップでは広げ装置27内部の吸引、ダクト7及び空気圧式ダクト11の一部が吸引口103を介して製造され、ゲート弁111は開閉し、ゲート弁105は閉鎖している。
【0095】
管状製品Mが内容部150内で広げ位置に達したら、広げ装置の箱構造が、ピストン/シリンダ作動装置171の手段によって(図中の)左側へ並進されて、図14中の位置に置かれる。こうすることで、管状製品M全体が、特に広げ装置27の内部コンパートメントの底部を画定するコンベヤベルト29の上に位置決めされる。後続の動作ステップでは(図15)、広げ装置27の内部コンパートメントに最後に入った製品Mの端部に最も近いプレス機161が降下されて、製品Mをその下のコンベヤベルト29に対して押圧する。コンテナ1内に部ある管状製品M実質的に全て同一方向を向いているため、即ち、同一サイズであるため、5個のプレス機161のうちどれが管状製品Mのこの端部の最も近くに位置決めされるかが優先的にわかる。これにより、制御ユニット28によって正確なプレス機を作動させることができる。あるいは、広げ装置27内部に光センサを設置して、開き装置27の内部コンパートメントに最後に入った管状製品Mの端部の位置を識別できるようにすることも可能である。降下させたプレス機161の左側(即ち、スクリーン165が位置する端部の反対側)に位置する別のプレス機161も下方へ移動させることができ、これにより、スクリーン151を介した吸引を再び作動させる際に、件のプレス機から若干突出した製品Mの任意の部分が自体の上に折り畳まれてしまうことを防止できる。
【0096】
管状製品Mがこうしてコンベヤベルト29の上方面に対して係合した状態で、広げ装置27のボックス構造150を図15中の位置に戻すべく再び(図中の)左側から右側へ並進させることが可能である。このステップでは、保持部材167によって先に係合し、また、管状製品Mの縦延長部分と完全に整列していなくてよい管状製品Mの端部を正確に広げるために、吸引を吸引口151を介して再び作動させることができる。
【0097】
これら動作の終わりには、作動装置155が広げ装置27の箱構造150の側部パネル153を上昇させ、また、管状製品を広げ装置27の内部コンパートメントから広げるためにコンベヤベルト29が作動される。
【0098】
図示にはない後続のステップでは、管状製品Mが、最後に広げ装置27入ったその端部がコンベヤベルト29の両側の一方に設置されているカメラ41又は他の検出手段の下に位置するまで、コンベヤベルト29により、コンベヤベルトの供給方向に対して横方向に並進させられる。カメラは、下に位置している製品の端部(即ち、広げ装置27に最後に入った端部)がつま先であるか弾性バンドであるか、即ち製品の第2端部であるか第1端部であるかを区別することができる。
【0099】
カメラ検出手段41又は別の同等装置が実行する検出に従って、製品Mはその弾性バンドの高さにおいて取り上げ手段53B、57B又は53A、57Aと係合しなければならないため、ユニット28は、これ以降の、管状製品Mを弾性縁にて、また特に弾性バンドが吸引面53A又は53B上に置かれた状態で、取り上げ手段の高さにおいて取り上げるように調整されたコンベヤベルト33、29の動作を制御する。
【0100】
明らかに、管状製品Mは、広げシステム51と一直線に、あるいは広げシステム510の上に位置した上記機構内で管状製品が容器1から取り上げられる際に、管状製品が弾性バンドの無作為な位置に従って、対称グループ51A、51Bの一方又は他方から移送される。
【0101】
明らかに、管状製品Mは、弾性バンドの位置に従って対称的なグループ51A、51Bの一方又は他方からこの方法で移送されるが、この弾性バンドの位置は、無作為な位置にて管状製品が容器1から取り上げられるのと同様に無作為である。
【0102】
図16は、管状製品Mが、弾性バンドBがグループ51Aの高さに位置した状態で、コンベヤベルト29、33の調整された動作によって既に位置決めされている後続のステップを示す。この例では明らかに、弾性バンドが前方に向き、管状製品の第2端部を表すつま先Pが、空気圧搬送ダクト7内部での管状製品Mの供給方向に関連する弾性バンドBからの下流に在る状態で、管状製品Mが広げ装置27に入っている。
【0103】
管状製品Mが逆方向にて、即ち弾性縁Bが後部、つま先Pが前部に位置した状態で吸引ダクト7に入った場合には、管状製品Mは弾性バンドBがグループ51Bの高さに位置した状態で移送される。図示の例では、グループ51Aによって、弾性バンドBに対して後続のステップが実行される。管状製品Mが反対方向に向いている場合には、代わりにグループ51Bを使用して後続の動作が実行される。
【0104】
図16中のレイアウトからすると、管状製品Mには、間に介在する製品の弾性バンドと共に相互に向かって往復動作する取り上げ手段53A、57Aが係合している。吸引面53Aを介して吸引を作動させ、取り上げ手段57Aを作動させ、その後、作動装置59Aの手段によってこの2つの要素を相互から離して移動させることで、製品の弾性バンドBを形成している対向した縁が若干遠くに離れる。図16中では離れて示されているフィンガ61Aが相互に向かって近付き、開口弾性バンドBの内部に挿入される。その後、フィンガどうしは再び離れてバンドBを弾性的に伸張させる。
【0105】
具体的に図6を参照して記述されたハンドル部材の手段によってバンドBに伸張フィンガ61Aが係合すると、これらのフィンガが側部位置から中間位置へ並進する(図6にこの2つの位置を示す)。フィンガ61Aはまた、右方向に90°回転して垂直位置をとる。
【0106】
図17中のレイアウトに示すように、フィンガ61Aは、中間位置にある状態では、グリッパ180の上に配置されている。管状製品Mは、分離したフィンガ61Aによってまだ弾性バンドBと係合したままである。グリッパ180のあご部201どうしが相互に向かって移動させられると、フィンガ61Aが、グリッパ180のあご部201を形成している板を支持する中央ブラケット203の下にある状態で、フィンガ61Aとグリッパ180の間の相対垂直動作によってこれらの部材が図18中の相対位置へと運ばれる。あご部201は相互に対して移動し、フィンガ61Aは、ブラケット203の下に来るまで降下されるあご部に関連して移動するため、管状製品Mがこの相対動作によってフィンガ61Aからあご部201まで移送され、弾性バンドBが図18に示すようにグリッパ180はあご部の周囲に配置されている。
【0107】
この位置に到達すると、図19の斜視図にも示すように、グリッパ180のあご部が、製品Mの弾性バンドBを、これが図20に示す四角形の断面を有するまで伸張させるために開口することができる。弾性バンドBで構成された管状製品Mの端部が、この方法で、グリッパ180が環状製品を2つの管状部材23又は25の一方又は他方の上に移送するのに十分なだけ拡大する。
【0108】
作動装置183の手段によってグリッパ180が実行できる180度の転覆動作により、管状製品の口を下方管状部材23(図20中の位置)に向けて、又は上方管状部材25に向けて位置決めできるようになる。
【0109】
管状製品Mは、ダブルシリンダ円形織成機械から供給される際にはすでに反転されている。即ち、その内面が外方に向いた状態にある。この場合、管状製品Mは下方管状移送部材23上に直接挿入される。その一方で、シングルシリンダ円形機械から製品Mが供給される場合には、製縫する前の製品Mを通常は内側である面を外側に裏返す必要がある。この目的のために、グリッパ180が水平軸の周囲で180°回転して、製品の弾性縁Bを上方管状裏返し部材25の上に挿入すると、上方管状裏返し部材が管状製品を既知の方法で、図示にはない追加の部材の手段によって裏返す。次に、裏返された環状製品は下方管状搬送部材23へ移送される。
【0110】
上述した機械の様々な部材の構造及び構造から明白となるように、以下の機能を平行に実行することが可能である。
【0111】
・装置27内部で広げ、分離させる機能;
・コンベヤベルト29上で製品端部を検出する機能;
・端部の縁を開口する機能。
【0112】
そのため、前述の動作が連続して実行される3つの別個の管状製品が常に機械内に存在していてよい。
【0113】
図21〜図43の実施形態
図21〜図43は、本発明による装置の別の実施形態を示す。図面中で、同一の符号は同一又は関連した部品を表す。この実施形態では、装置を管状製品の容器と組み合わせており、これには、上述の図1に示したものと実質的に同じ構成のそれぞれの製品を取り上げる手段が関連している。製品を収集するための容器はハンドル付きのものであってよく、また、製品の取り上げ部材も図1に示したものとは異なるものであってよく、さらに、最新技術にて既知である、あるいは当業者の能力内にある他の基準に従って設計することもできる。唯一関連する事実は、好ましくは既に次々と広げられた製品が、製品の方向付けを行う装置に供給されるということである。
【0114】
管状製品を縦方向に広げ、製品の方向を検出し、製品の取り扱い端部を取り上げる部材を図21〜図42に示す。これについては以降で詳細に記述し、その後、これら部材の動作を図43A〜図43Qを参照して説明する。管状製品を、図1に示す容器と少なくとも部分的に重ねて位置決めすることで、全体寸法を低減させることができる。
【0115】
吸引ダクト7(図1)はそれぞれの管状製品を装置に供給するが、この装置は図21〜図23に総体的に示され、符号501にてその全体を表している。この装置は、それぞれの製品を、矢印Fの方向に従って前方へ段階的に移動させるコンベヤ503を備えている。羽根板付きのコンベヤ503は、1又は複数のチェーンのような可撓性部材に拘束されたそれぞれの薄板503Aによって構成されている。細片503Bは薄板503Aの何枚かに固定され、装置の経路に沿って前方へ移動される製品のためのそれぞれの台座を画定している。
【0116】
図1〜図20に示す実施形態にあるように、装置501内では、装置に供給される個々の製品はまず縦方向に広げられるが、各製品は、コンベヤ部材503の供給方向Fに対して横方向に向いた、製品の縦延長方向に広げられると理解される。各製品を広げるために、装置501はダブルステーション、ダブル広げシステム、又は以下で記述する装置を装備している。図23では、符号507、509は、各製品の縦方向広げを実行する2つの広げ部材が配置された2つのステーション又は位置の全体を現す。より具体的には、図7B中で吸引ダクト7が接続している第1広げシステム510はステーション507内に設置されており、この第1広げシステム510とその構造については以降で図24〜図29を参照しながら詳細に記述する。
【0117】
コネクタ7Bは矩形の断面513を持ったコンパートメント内へ続いており、このコンパートメントのコネクタ7Bと反対の側にはシャッタ515が設けられ、このシャッタ515は、コンパートメント512によって画定された通路の区間の構造を変更し、特定の動作位相においてこれを規制する機能を設けている。シャッタ515は、符号517で示すピストン/シリンダ作動装置又は他の適切な作動装置の手段により、コンパートメント513の縦軸と直交する2重矢印f515に従って並進するように制御されたシャッタ要素515Aを設けている。図27に具体的に見られるように、シャッタ515は、半円下方縁を設けた形状、又はより一般的には湾曲又は凸形の断面を備えており、これは、吸引コンパートメント513の端部513Aの半円断面形状とほぼ同じ形状である。シャッタ515のシャッタ要素515Aは、図24、図27に示す位置にある場合、(以下で説明するように)管状製品を平坦化させ易い、狭く成型された断面を設け、ほぼ半円周に延びたコンパートメント513の部分513Aの内壁を画定する。
【0118】
広げシステム510には吸引口521が一体に形成されており、この吸引口には吸引ダクト523が接続しているが、図面では吸引ダクトの最初の部分のみが示されている。
【0119】
広げシステム510は、広げシステム510内に吸引された管状製品を取り上げるための機構525と協働しており、この機構525はさらに、コンパートメント513の終端部分513Aの内壁と、上述のシャッタ要素515Aとによって画定された通路区間から各管状製品を引き出す機能を備えている。
【0120】
機構525はスライド527によって支持され、また、案内部529に沿い2重矢印f525に従って移動することができる。スライド527の動作はベルト531によって制御され、このベルト531はモータ533で動作され、2つの滑車周囲で引っ張られる。機構525は、昇降動作を機構525の2重矢印f525Xに従った垂直方向に制御する ピストン/シリンダ作動装置535の手段により、スライド527に拘束される。機構525の昇降動作は、上記機構を広げシステム510と一列に位置決めする、あるいは広げシステム510の上に位置決めする機能を設けている。
【0121】
機構525は、ほぼ箱型のコンポーネント539を備えており、その内部では吸引ボックス543Aを介して管状コネクタ543に接続している孔541を通り、吸引手段によって真空が作られる。管状コネクタ543は、機構525をコネクタ543に沿い、矢印f525に従って、吸引口521に向かって移動させることで、広げシステム510の吸引口521に接続することができる。この空気圧式接続は、機構525をそのコネクタ543に沿い、矢印f525に従って、吸引口521へ、次に広げシステム510Iへと移動させ、要素510、525が図29に示す往復位置にくるようにすることで達成される。この拝礼では、吸引ダクト523を介して実現される吸引により、箱型コンパートメント539、吸引コンパートメント513、ダクト7、7Bを介して吸引が生じる。箱型コンパートメント539内部には、水平に対して傾斜した前部縁(即ち、広げシステム510に向かって方位付けされた)を設けた一連の歯545Aで構成された格子545が設置されている。歯545Aで形成されたこの格子には保持歯止め547が関連しており、二重矢印f547に従ったその動作は、機構525によって支持されたピストンシリンダ作動装置549により制御される。歯545Aと歯止め547で形成された格子545には、ピストンシリンダ作動装置553により制御される二重矢印f551に従った垂直動作を行うプレス機551が組み合わせられる。このプレス機551は、格子545に向かうC字型に開口部を備えている。その目的は、製品の損傷を防止するために、広げ段階又は平坦化段階中に、管状製品に対して十分に広い面で作用しながら管状製品を保持することである。
【0122】
上述した広げシステム及び関連する機構525の動作については、以降で、装置の動作サイクルの詳細な記述を参照しながら説明する。
【0123】
ステーション509内には別の広げシステム510が設けられており、この広げシステムは、広げシステム510を参照して記述したものと同等の部材を設け、図中ではこの符号に文字Xを追加して示されている。矩形区間を設けた吸引コンパートメント513Xは、符号8Bで示す吸引ダクト、及び関連する吸引ダクト7Bに接続している。符号525で表したものと類似の機構と対向するものとして、ステーション509内に配置された広げシステム510Xは単純なコンベヤベルト又はマット563と協働するが、このコンベヤベルトは、装置の支持構造565により支持され、また、符号f563で示し、モータ565が発した動作によって提供される。コンベヤベルト563はローラの周囲で駆動するが、ローラは、コンベヤベルト563がコンベヤ503に向かい、又はコンベヤから離れて移動できるようにピストンシリンダ作動装置569の手段によって垂直に移動するサイドパネル567により、モータ565、及び動作をコンベヤベルト563へ送る他の部材と共に支持される。シャッタ要素515Aと同等なシャッタ要素が実質的に閉鎖位置にあり、吸引により開口状態に保たれた隙間を介して吸引が継続される時に、広げシステム510X内の各管状製品を取り、これを広げシステム510Xから段階的に排除するために、コンベヤベルト563が各製品を縦方向、即ち製品の延長と平行して、コンベヤベルト503の供給方向Fに対して横方向に移動させる。
【0124】
第2広げステーション509の(コンベヤ503による製品の供給方向Fに対して)下流には、管状製品の端部を検出するためのステーション570が設置されている。このステーション内にはプレス機571が設けられており、このプレス機には、連続したコンベヤ503を形成している薄板503Aに対して押圧する、あるいは薄板から上昇させるために、2重矢印f571に従った垂直昇降動作が提供される。プレス機571の昇降動作は、ベルト577に拘束されているスライド575によって支持された作動装置573(図30)で制御される。そのため、プレス機571には、f571に従った垂直動作と、コンベヤ503の供給方向Fに対して横方向に向かう、f575に従った水平動作との2つの動作が提供される。
【0125】
プレス機571は、製品の供給方向Fに対して横方向に、即ちコンベヤ503の薄板503と平行に延びている2つの傾斜した外形部581A、581Bの間に位置決めされる。外形部581A、581Bは交差部材583により支持され、次にこれが、間に固定構造565を介在させた固定構造565ピストン/シリンダ作動装置585によって支持される。交差部材583はその端部において作動装置と案内システムを支持しており、これに対して外形部581A、581Bが拘束され、また、2重矢印f581に従って動作を外形部581A、581Bに付与する機能を備えている。これらの外形部は、これらの間にある製品のそれぞれを中心決めする機能を設けている。
【0126】
コンベヤ503の側部上に位置するステーション570は検出装置であり、この検出装置は、カメラ、一連のフォトセル、又はその他の手段を装備しており、上記カメラの画像は適切な画像認識ソフトウェアによって処理され、上記その他の手段には、概して、装置に相互に挿入された各管状製品の2つの端部を認識、即ち区別するのに適した手段が含まれる。この検出システムを図中では符号590で総体的に示しており、また、検出システムはC字型の外形部によって支持することができる。このC字型の外形部は、例えば、一連のフォトエミッタや、対向した一連のフォトレシーバを支えることができ、これらの間に、センサ又は検出装置590に最も近い各製品の端部が挿入される。
【0127】
製品をその端部が検出要素の下に来るように運ぶために先述のプレッサ571が設けられており、プレッサ571はこの目的のために降下されて製品をコンベヤ503に対してプレスし、次に、水平方向(矢印f575)に並進して所望の位置へ到達する。これは、コンベヤ503を形成している薄板503Aが持つ低い摩擦係数によって可能となる。
【0128】
フォトセル、カメラ、その他の光学読み出しシステムの代わりに、検出装置590はこれ以外の装置を使用することができる。例えば、製品の両端の一方のみに特別な材料を挿入することで、各製品の両端を認識可能及び区別可能にすることが可能である。例えば、金属糸、磁気糸などを両端の一方に挿入することができる(取り扱い中の製品がストッキング又はソックスである場合にはつま先を縫製することが好適である)。これら糸の認識は、静電容量センサ、磁気センサ、その他の適切な機構によって実施できる。
【0129】
一般に、本発明は、各製品の2つの端部のそれぞれを認識及び区別するための機構に限定されるものではない。しかし、また好ましくは、2つの端部を、その幾何学配置に基づいて認識及び区別することが可能な光学システムが使用される
これらのシステムを用いると、製品の製造中に特別な材料の使用を避けることができ、これにより、上流での製造ステップにおいて特別な処置を実施する必要性が回避されるため、本発明による装置をより一般的に使用できるようになり、製品の製造コストを低減できるようになる。
【0130】
図33に特に見られるように、特定の範囲におけるコンベヤ503の薄板503Aは一連の穴503Cを設けている。図中では、図示を簡略化するためにこれらの穴は数枚の薄板503Aのみに示されているが、実際には、コンベヤ503の全長に沿って一群の穿孔、隙間などが見られる。換言すれば、薄板503Aのそれぞれにはオープン範囲が設けられており、このオープン範囲を介して、製品を横方向に位置決めするべく後続の読み出し動作を実行でき、これにより以下で詳細に記述するステーション600での後続の取り扱いが可能になる。より具体的には、各薄板には吸引穴が設けられており、この吸引穴は、この範囲の吸引のために穿孔された両端において、管状製品を位置決めするための、薄板503Aの穿孔範囲503Cの下に位置している関連するフォトセル又は他の光学読み出し装置のための2つの穴である。光学読み出し装置の代わりに、他の適切なセンサ手段を使用することができる。
【0131】
この配列では、製品がセンサ又は他の検出部材590の下に移動され、また、プレス機571の一方向又は他方向への水平動作と共に、装置501の電子制御システムが、検出システム590の下に位置決めされた端部が第1端部又は第2端部であるかをチェックした後に、製品を供給方向Fに対して横方向に並進移動させ、所望の端部をアパーチャ又は薄板503Cへと移動させることができる。これは、後続のステーション600において製品が処理されるためにとるべき位置であり、この場合、製品端部の開口部にステーション600の係合部材の手段が係合した状態にある。
【0132】
実際には、プロセッサ571の動作は、以降で取り上げ手段によって係合される製品の端部が常にアパーチャ503C上に位置する形で制御される。ソックスは常に弾性縁において係合されなければならないが、取り扱う製品がソックスである場合には、プレス機571の動作は上記弾性縁を穿孔範囲503Cに移動させるように制御される。弾性縁が、検出システム590によって認識された端部である場合には、プレス機571が検出システム590から離される。検出システム590が識別した端部がつま先である場合にはその反対となる、つまり、反対側の端部が穿孔範囲503Cへ移動されるため、プレス機571は検出システム590へ向かって反対方向へ移動する。必要であれば、プレス機571は、1つの動作と次の動作の間で製品から上昇しながらいくつかの繰り返し動作を実行することができ、これにより誤った方向への移動が回避される。製品の端部が穿孔範囲503の上である所望の位置に達すると、吸引が作動して、次のコンベヤ503の前方移動中に製品を適所に保持することができる。
【0133】
ステーション600に見られる第1部材は伸張装置601(図33)である。この伸張装置601は、モータ507で制御されたベルト605の手段により垂直軸Xの周囲で回転する板603によって支持されている。モータ607、回転板603の支持部は装置の固定構造565によって支持される。板603と伸張装置601の間には、上記伸張装置にf601に従った昇降動作を提供するピストン/シリンダ作動装置609が配置されている。この伸張装置は図示にはない吸引システムと関連しており、吸引システムは、コンベヤ503の上方分岐部と下方分岐部の間の中間範囲に配置され、符号503Cで示すアパーチャ、薄板などを介して吸引を行う。それぞれ別個の製品は、その端部が伸張装置601に位置決めされた状態で、部材601を降下させることによって開口され、この部材601が製品の関連する端部の側部に係合し、その一方で、材料のこれとは反対の側は吸引によってコンベヤ503上に保持される。装置601は、垂直軸周囲に方位付けされることにより、「低カット」衝撃を正確に取り扱えるようになる。
【0134】
ステーション600内の構造565には、管状製品の方位に従って交互に作動される2つのピックアップ部材を形成する機構及び装置も固定されており、常に管状製品の同じ端部が上記取り上げ部材の一方又は他方と係合するようになっている。これが例えばソックスである場合には、上記ソックスの弾性縁と係合するように正確に位置決めされた取り上げ部材が、あらかじめ伸張装置601によって伸張又は開口された端部を形成しながら作動される。伸張装置は2つの取り上げ部材の間に配置されているため、2つの取り上げ部材の一方又は他方と交互に協働する共通の伸張装置又は部材となる。縁の開口は、製品が吸引ダクト7から移送される方位に従って、コンベヤ503の一側部又は他側部に向けて(つま先又は縁が前方に向いた状態に)方位付けされる。
【0135】
図34〜図42に、第1及び第2取り上げ部材を形成する機械要素と、これに関連する作動装置を示すが、この場合、装置501の、取り上げ部材の動作に関連していない別の機械部材は省略している。
【0136】
ステーション600にて、モータ611は固定構造565に拘束されており、モータは、ベルト613の手段によって、滑車617が結合しているスプラインバー615に動作を供給する。これらの滑車はスプラインバー615とねじれ係合しているが、その軸に沿って縦方向に滑動することができる。滑車617は、滑車617の周囲、及びさらなる遊び滑車621の周囲を走行する対応するベルト619に動作を供給する。滑車621はスライド623によって支持され、また、耐負荷構造565と一体形成され、スプラインバー615と平行に延びた案内部624に沿って案内される。
【0137】
スライド623は、2重矢印f623に従って滑動できる。これらはさらに支持部625によって、スプラインバー615がねじれ係合した駆動滑車617に拘束されている。そのため、最終的には2つのベルト619が相互に対して近づいたり離れたりしながら動作でき、さらに、相互から独立して、2重矢印f623に従い、コンベヤ503上の製品の供給方向Fと直行する方向へ動作する。
【0138】
それぞれのスライド623の動作は、ピストン/シリンダ作動装置627によって各スライド毎に独立的に制御される。作動装置627のそれぞれは耐負荷構造565に拘束される。これらの作動装置にて、符号627Xはそれぞれのスライド623に堅固に拘束されたロッドを示す。
【0139】
参照符号631は2つの製品取り上げ部材を示しており、このそれぞれは、対応するスライド623に拘束されている案内部635に沿って滑動するスライド633により支持されている。そのため、実質的には、製品とコンベヤの供給方向Fと直交して並進するスライド623のそれぞれは、符号631で表す2つの製品取り上げ部材のうち1つを支持し、供給方向Fと平行に移動可能である。案内部635に沿った取り上げ部材631の動作を、図面では2重矢印f631で描いている。
【0140】
各と利上げ部材631は1対のブラケット637を設けており、このブラケットの各々は各水平軸637Aの周囲で旋回する。それぞれのアーム639A、639Bは各ブラケット637と一体形成されている。ブラケット637の旋回動作は、2つの支持側部パネルの間の中間ピストン内に配列されたピストン/シリンダ作動装置641によって制御される。各アーム639A、639Bの下方端部は、各旋回軸、各フィンガ653A、653Bの周囲に蝶番留めされている。フィンガ643A、643Bの旋回動作は各ピストン/シリンダ645A、645Bによって制御される。
【0141】
アーム639A、639Bの振動動作をフィンガ643A、643Bの振動動作と組み合わせることで、以下で説明するように、1対のフィンガ643A、643Bを管状製品の開口端部内に挿入できるようになり、さらに、後続の上記製品の端部のフィンガによって係合されるようになる。各対のフィンガが相互から離れる動作は、管状製品の端部を横方向に伸張させることで生じる。
【0142】
ピストン/シリンダ作動装置653を支持するブラケット651は、各取り上げ部材631を支持する各スライド633に堅固に接続している。ピストン/シリンダ作動装置653は、取り上げ部材631の一方又は他方が係合した管状製品を支持するユニット655の水平軸周囲の2重矢印f655に従って振動動作を制御する。より具体的には、ユニット655は、反対側のスライド633に拘束されたユニット631と協働する1つのスライド633に拘束されており、これは装置の完全な動作サイクルについての記述からより明白となる。
【0143】
ユニット655の端部にはグリッパ部材657が設けられており、その機能は、2つの端部の間の中間範囲内に管状製品を保持することで、第1端部と係合する取り上げ部材631の手段により、例えば各管状製品を移送管などの上に挿入するために、上記製品が例えば後続のマニピュレータ部材の1対のあご部201へ移送される際に管状製品が他の機械部材を妨害することを防止することである。あご部201は、ここで記述された図中の他の部分からは別個に概略的にのみ図示されており、また、図1〜図20を参照して記述したあご部201と実質的に同一であってよく、またこれと同じ機能を設けていてよい。
【0144】
ここまで本装置の主要部材について記述したが、次に、その完全な動作サイクルについて、図面43A〜43Qの順序を参照しながら記述する。
【0145】
図43Aは、相互に結合した状態にある広げシステムと取り上げ装置525の縦断面略図を示す。ストッキングやソックスといった管状製品Mがダクト7によって吸引され、コネクタ7Bを通り断面が矩形のコンパートメント513内へ入る。管状コネクタ543及び吸引ボックス543Aを介して、次に、コネクタ543が吸引口521及び吸引ダクト523と接続すると、アパーチャ541及びグリッド545を介して吸引が実行される。製品Mは、グリッド545と衝突するまで、吸引により矢印fMに従って前方へ移動する(図43B)。ここで、製品Mは保持歯又は歯止め547によって係合される(図43B)。この例では、製品Mは、弾性縁Bが前方に向き、つま先Pが後方に向いた状態で吸引ダクト7に、次に広げシステム510に入る。この方位は完全に無作為であり、製品が容器1から取り上げられる方法に従う。
【0146】
製品Mを広げるために、この時点で、ダクト7内の吸引が反転し、製品が再びダクト内に吸引される。もし誤って2つの製品がコンパートメント513に同時に入ってしまった場合には、保持歯止め547は2つの製品Mを保持できないように寸法されているため、そのうちの一方が容器1へ戻される。図43Cは、ダクト7へ延び、しかし歯止め547によって保持された製品Mを示す。製品Mの平坦化及び広げを実行するために、この時点では、シャッタ要素515Aは閉鎖位置をとり、この位置において通路の狭く細長い区間を画定する。これと同時に、プレス機511が、製品Mの保持を向上するために降下される(図43D)。保持機構525は、製品Mを、シャッタ要素515Aによって画定され、圧迫された断面から引っ張りながら離す(図43E、矢印f525)。この段階で、ダクト7を介して吸引が始動されることにより、ダクト内で製品が収縮する。この動作の効果は、シャッタ要素515Aで画定された通路断面の細長い形状のために、製品を縦方向のみでなく、とりわけ横方向にも広げることである。
【0147】
図43Fに略図的に図示しているように、1つのステップにより、製品をコンベヤ503に沿って矢印Fの方向に従って前方へ移動した後に、ステーション509内の製品の反対側の端部に対しても(このケースでは縁B)上述と類似の処理が施される。
【0148】
ステーション570(図43G)にて、係合目的で降下されたプレス機571が管状製品Mに係合し(図43G〜図43H)、次に、検出システム590の下で並進される(図431)。検出システム590は、2つの端部のいずれが検出システムに向いているかを認識するが、これは図示の例においては弾性縁Bである。後続の動作目的は、最終的に製品Mを弾性縁Bにて取り上げ、1対のあご部201の上に挿入することである。この目的のために、まずこの端部(弾性縁B)を穴503Cの高さに位置決めし、次に、(図中)左側から右側へ移動して図43Jに示す位置をとるプレス機571によって上記動作を再び実行する必要がある。図43J〜図43Oの符号504にて概略的に示すように、外形部581A、581Bは、製品を、穴503Cによって形成された吸引範囲に対して正確に中心決めし、この吸引範囲の下に吸引口が位置決めされるようにする。この段階で吸引が開始されることで、以降でのステーション570からステーション600への供給が、製品Mの縁Bとコンベヤ503の間に相対動作が生じなくなる。
【0149】
図43Kでは、製品Mの縁Bが伸張装置601の下に位置決めされ、伸張装置が降下されて、縁Bの、吸引によってコンベヤ503上に保持されている側とは反対の側部と係合する。次に(図43L)、伸張装置601が上昇して縁を伸張させ、2つの取り上げ部材631のうちの一方のフィンガ653A、653Bが上記縁の内部に挿入される。図示のこの例では、左側(図中)の取り上げ部材631が作動される。製品Mが反対の方向に向いている場合には、縁Bの開口部の向きが異なるために、右側(図中)の取り上げ部材が作動される。
【0150】
図43Mは、図643A、643Bが縁B内に挿入され、その後(図43N)、縁を水平方向に伸張するべくそれぞれ開口され、次に吸引穴503Cと伸張装置601の両方から解放される様子を示す。
【0151】
後続の、あご部201上への搭載動作を促進するために、製品Mの縦長さの中間点に、(図中)右側にあるグリッパ部材657が係合する。製品Mが反対方向に向いている場合には、上述とは反対側にあるグリッパ部材657が作動されたであろう。
【0152】
最後に、フィンガ653A、653Bが水平位置から垂直位置(図43O〜43P)まで旋回され、これらフィンガを支持している取り上げ部材631が矢印f631に従って並進することで(図43Q)、製品Mの縁Bをあご部201の上に位置決めする。後続の降下動作により、縁Bがあご部201の上に挿入される。これ以降の取り扱い動作には、図1〜図20の実施形態を参照して既に記述された、移送管上への搭載動作を含むことができる。
【0153】
図面は、本発明の実用的な実施形態としての例のみを示すものであり、本発明が基づく概念の範囲から逸脱しない限りで、形式及び配列を変更することができる。添付の請求項で表示されている任意の数字は、記述及び図面を参照した請求項の読解を促進するために提供されたものであり、請求項によって示された保護の範囲を限定するものではない。
【図面の簡単な説明】
【0154】
【図1】管状織成製品のための容器と、空気圧式経路に沿って送るべくこの容器からそれぞれの製品を取り上げる手段の斜視図を示す。
【図2】管状製品の方位付けを実行する手段及び装置の斜視図を示す。
【図3】管状製品の方位付けを実行する手段及び装置の斜視図を示す。
【図4】図2、図3中の装置の平面図を示す。
【図5】図4中のV−Vに沿った側面図である。
【図6】部品を除去した状態にある、図2、図3中の装置の下方部分を示す斜視図である。
【図7】管状製品の広げ装置の斜視図を示す。
【図8】管状製品の移送装置と、適切に方位付けされた管状製品を移送管へと挿入するグリッパの様々な部材との異なる角度及び異なる位置に従った斜視図である。
【図9】管状製品の移送装置と、適切に方位付けされた管状製品を移送管へと挿入するグリッパの様々な部材との異なる角度及び異なる位置に従った斜視図である。
【図10】広げ部材の縦断面図である。
【図11】図10中の詳細な拡大図を示す。
【図12】広げ装置の動作順序を示す。
【図13】広げ装置の動作順序を示す。
【図14】広げ装置の動作順序を示す。
【図15】広げ装置の動作順序を示す。
【図16】移送装置のうちの1つが管状製品をグリッパへ移送して、次の管状搬送又は裏返し部材への移送を可能にする移送動作順序を示す。
【図17】移送装置のうちの1つが管状製品をグリッパへ移送して、次の管状搬送又は裏返し部材への移送を可能にする移送動作順序を示す。
【図18】移送装置のうちの1つが管状製品をグリッパへ移送して、次の管状搬送又は裏返し部材への移送を可能にする移送動作順序を示す。
【図19】移送装置のうちの1つが管状製品をグリッパへ移送して、次の管状搬送又は裏返し部材への移送を可能にする移送動作順序を示す。
【図20】移送装置のうちの1つが管状製品をグリッパへ移送して、次の管状搬送又は裏返し部材への移送を可能にする移送動作順序を示す。
【図21】本発明の異なる実施形態の2つの異なる角度による不等角投影図である。
【図22】本発明の異なる実施形態の2つの異なる角度による不等角投影図である。
【図23】図22中のXXIII−XXIIIに従った側面図を示す。
【図24】図21〜図23による実施形態において製品を広げるための広げシステムと、これに関連する製品取り上げ機構との縦断面図を示す。
【図25】図24中の取り上げ機構の斜視図を示す。
【図26】図25中の取り上げ機構の正面図を示す。
【図27】図24中の広げシステム及び取り上げ機構の2つの異なる角度による不等角投影図であり、取り上げ機構を広げシステムから分離した状態にある。
【図28】図24中の広げシステム及び取り上げ機構の2つの異なる角度による不等角投影図であり、取り上げ機構を広げシステムから分離した状態にある。
【図29】図27のものと同じであるが、広げシステムと取り上げ機構が結合して配置された状態にある不等角投影図を示す。
【図30】図21〜図23中の装置の不等角投影図を示すが、ここで、ステーションの、製品を移動させる部材に限定された製品の向きを読み出し又は検出する部品を除いて、全ステーションの機械部品は除去されている。
【図31】2つの異なる位置にある製品を移動させる上記部材を示す。
【図32】2つの異なる位置にある製品を移動させる上記部材を示す。
【図33】管状製品の端部を開口する伸張部材の斜視図を示す。
【図34】作動装置及びこれに関連した機械的要素の、取り上げ部材の様々な動作位置にて示す不等角投影図である。
【図35】作動装置及びこれに関連した機械的要素の、取り上げ部材の様々な動作位置にて示す不等角投影図である。
【図36】作動装置及びこれに関連した機械的要素の、取り上げ部材の様々な動作位置にて示す不等角投影図である。
【図37】作動装置及びこれに関連した機械的要素の、取り上げ部材の様々な動作位置にて示す不等角投影図である。
【図38】作動装置及びこれに関連した機械的要素の、取り上げ部材の様々な動作位置にて示す不等角投影図である。
【図39】作動装置及びこれに関連した機械的要素の、取り上げ部材の様々な動作位置にて示す不等角投影図である。
【図40】図41中の線XL−XLに従った取り上げ部材の正面図を示す。
【図41】図40中のXLI−XLIに従った平面図である。
【図42】図41中のXLII−XLIIに従った側面図を示す。
【図43A】図21〜図42に示した装置の動作サイクルを表す略図を示す。
【図43B】図21〜図42に示した装置の動作サイクルを表す略図を示す。
【図43C】図21〜図42に示した装置の動作サイクルを表す略図を示す。
【図43D】図21〜図42に示した装置の動作サイクルを表す略図を示す。
【図43E】図21〜図42に示した装置の動作サイクルを表す略図を示す。
【図43F】図21〜図42に示した装置の動作サイクルを表す略図を示す。
【図43G】図21〜図42に示した装置の動作サイクルを表す略図を示す。
【図43H】図21〜図42に示した装置の動作サイクルを表す略図を示す。
【図43I】図21〜図42に示した装置の動作サイクルを表す略図を示す。
【図43J】図21〜図42に示した装置の動作サイクルを表す略図を示す。
【図43K】図21〜図42に示した装置の動作サイクルを表す略図を示す。
【図43L】図21〜図42に示した装置の動作サイクルを表す略図を示す。
【図43M】図21〜図42に示した装置の動作サイクルを表す略図を示す。
【図43N】図21〜図42に示した装置の動作サイクルを表す略図を示す。
【図43O】図21〜図42に示した装置の動作サイクルを表す略図を示す。
【図43P】図21〜図42に示した装置の動作サイクルを表す略図を示す。
【図43Q】図21〜図42に示した装置の動作サイクルを表す略図を示す。
【特許請求の範囲】
【請求項1】
第1端部と第2端部を有する管状に織成した製品を取り扱う装置であって、
− 前記管状製品の1つに係合するよう交互に作動させることが可能な、前記管状製品の第1取り上げ部材と第2取り上げ部材と、
− 前記管状製品の前記第1端部と前記第2端部の方位を決定する検出手段とを組み合わせて備えており、前記第1取り上げ部材と第2取り上げ部材は、前記検出手段が検出した前記管状製品の方位に従って管状製品に交互に係合するように制御されることを特徴とする装置。
【請求項2】
前記取り上げ部材は、前記管状製品の第1端部の高さにて各管状製品に係合するように配列され、構成されていることを特徴とする請求項1に記載の装置。
【請求項3】
前記第1端部は管状織成製品の開口バンドであり、前記第2端部は管状織成製品のつま先であり、前記管状織成製品はソックス又はストッキングであることが好ましいことを特徴とする請求項1又は2に記載の装置。
【請求項4】
中間ステーションを備えており、前記ステーション内で前記管状製品が実質的に広げられた状態で位置決めされ、前記広げられた状態では、前記第1端部と第2端部が、前記管状製品の縦長さに従って相互にほぼ整列しており、前記第1及び第2取り上げ部材は前記中間ステーションに関連していることを特徴とする請求項1、2、3のいずれか1項に記載の装置。
【請求項5】
前記検出手段は、前記管状製品が中間ステーションにある場合に、前記管状製品の第1端部及び第2端部の方位を決定するように配置及び設計されていることを特徴とする請求項4記載の装置。
【請求項6】
前記検出手段は、前記中間ステーション内に配置された前記管状製品の前記第1端部が前記第1取り上げ部材又は前記第2取り上げ部材の付近に位置決めされているかどうかを検出するように配置及び設計されており、また、前記取り上げ部材は、管状製品の第1端部が、前記第1端部が位置する高さにおいて、前記第1又は第2取り上げ部材によって係合されるように制御されることを特徴とする請求項4又は5のいずれか1項に記載の装置。
【請求項7】
前記管状製品を縦方向に広げ、前記製品の前記第1端部と前記第2端部を縦方向に整列させる広げシステムを備え、前記広げシステムは2つの縦方向端部を有することを特徴とする前出の請求項のうち1又は複数に記載の装置。
【請求項8】
前記広げシステムは2つのステーションを備え、前記ステーションのそれぞれは成型された通路区間を設ける広げ要素を含んでおり、前記通路区間を通ることで管状織成製品の少なくとも一部が平坦化され、各ステーションはさらに製品の引っ張り部材を含むことを特徴とする請求項7に記載の装置。
【請求項9】
前記管状製品が前記通路の成型部分を通過する際にこれを引っ張るために、前記広げ要素のそれぞれは吸引ダクトに接続していることを特徴とする請求項8に記載の装置。
【請求項10】
前記取り上げ部材のそれぞれは、前記管状製品の対応する端部内に挿入できる少なくとも1対のフィンガを備えていることを特徴とする前出の請求項のうち1又は複数に記載の装置。
【請求項11】
内部に前記取り上げ部材が挿入される前記管状製品の端部を伸張するために、共通の伸張装置には前記2つのピックアップ部材が関連していることを特徴とする前出の請求項のうち1又は複数に記載の装置。
【請求項12】
前記共通の伸張装置は、係合し、相互から離れるように設計及び制御された1対の対向する係合部材を有し、織物材料の対向する両側は、前記端部を開口するために、前記管状製品の前記両側に関連する端部を形成することを特徴とする請求項8に記載の装置。
【請求項13】
前記共通の伸張装置は、前記2つの取り上げ部材の待機位置どうしの間の中間位置に配置されていることを特徴とする請求項11又は12のいずれか1項に記載の装置。
【請求項14】
前記2つの取り上げ部材は、前記管状製品をマニピュレータ部材へ移送するべく動作することを特徴とする請求項11〜13のいずれか1項に記載の装置。
【請求項15】
前記マニピュレータ部材は、各管状製品を移送管上へ移送するように設計及び制御されることを特徴とする請求項14に記載の装置。
【請求項16】
前記それぞれの移送装置は各取り上げ部材と関連しており、また、それぞれの取り上げ部材が係合した管状製品をさらなる取り扱い部材へと移送するように配置及び設計されていることを特徴とする請求項1〜10のいずれか1項に記載の装置。
【請求項17】
前記さらなる取り扱い部材は、各管状製品を管状移送部材上に位置決めするように構成され、配置されていることを特徴とする請求項15又は16に記載の装置。
【請求項18】
前記取り扱い部材は、前記移送装置の一方又は他方から管状製品を受容するグリッパを含んでいることを特徴とする請求項17に記載の装置。
【請求項19】
前記移送装置のそれぞれは、前記管状製品の開口端部内に挿入するように設計及び配置された伸張部材を含んでいることを特徴とする請求項16、17、18のうちいずれか1項に記載の装置。
【請求項20】
前記検出手段は光学手段を含むことを特徴とする前出の請求項のうち1又は複数に記載の装置。
【請求項21】
前記検出手段は少なくとも1つのカメラを含むことを特徴とする請求項20記載の装置。
【請求項22】
個々の管状製品を、前記製品が縦方向に広げられる範囲から、前記第1取り上げ部材と前記第2取り上げ部材を備えたステーションへ向けて移送するコンベヤを備えていることを特徴とする前出の請求項のうち1又は複数に記載の装置。
【請求項23】
共通の伸縮装置は、前記第1取り上げ部材と前記第2取り上げ部材を備えた前記ステーション内に位置決めされていることを特徴とする請求項22に記載の装置。
【請求項24】
前記検出手段は前記コンベヤの経路に沿って配置されていることを特徴とする請求項22又は23のうちいずれか1項に記載の装置。
【請求項25】
並進装置が前記検出手段に関連しており、前記管状製品のそれぞれを前記コンベヤの供給方向と直交する方向に並進させることで、前記検出手段の各管状製品の端部を移動させることを特徴とする請求項22又は24のうちいずれか1項に記載の装置。
【請求項26】
前記コンベヤは、前記管状製品の方位に実質的に直交する方向へ移動する連続した部材で形成されることを特徴とする請求項22、23、24、25のいずれか1項記載の装置。
【請求項27】
第1端部と第2端部を設けた管状製品を取り扱う方法であって、
‐ 容器から無作為に配置された管状製品を取り上げるステップと、
‐ 前記製品を、その端部が前記管状製品の縦長さの方向に従ってほぼ整列した状態で動作位置へ移送するステップと、
‐ 前記製品の2つの端部のうちどちらが前記第1端部であるかを認識するステップと、
‐ 前記第1端部にて係合し、これを前記動作位置から離して移動させるステップと
を備えることを特徴とする方法。
【請求項28】
‐ 前記動作位置に第1取り上げ部材と第2取り上げ部材を配置するステップと、
‐ 前記第1取り上げ部材と前記第2取り上げ部材のいずれかを作動させるためにこれら部材を制御するステップとを備え、
前記管状製品の第1端部と係合するために、前記取り上げ部材の付近において、前記管状製品の第1端部が配置されていることを特徴とする請求項27に記載の方法。
【請求項29】
前記管状製品の前記第1端部はそれぞれの取り上げ部材によって係合され、開口されることを特徴とする請求項27又は28に記載の方法。
【請求項30】
前記管状製品の第1端部は移送装置によって係合されることを特徴とする請求項27〜29のいずれか1項に記載の方法。
【請求項31】
前記第1及び第2取り上げ部材に第1及び第2移送装置が関連していることを特徴とする請求項30に記載の方法。
【請求項32】
前記管状製品は、その第1端部が前方に向いた状態で管状部材の上に挿入されることを特徴とする請求項27〜31のいずれか1項に記載の方法。
【請求項33】
前記第1端部は伸張装置によって係合され、開口されることを特徴とする請求項27に記載の方法。
【請求項34】
前記第1端部は、前記第1及び第2取り上げ部材に共通の伸張装置によって係合及び開口され、また、前記第1及び第2端部の方位にしたがって、前記第1及び第2取り上げ部材の一方又は他方によって選択的に係合されることを特徴とする請求項28に記載の方法。
【請求項35】
前記管状製品は、前記第1端部に係合している前記取り上げ部材からさらなるマニピュレータ部材上へ移送されることを特徴とする請求項34に記載の方法。
【請求項36】
前記管状製品は縦方向に広げられることを特徴とする請求項27〜35の1又は複数に記載の方法。
【請求項37】
前記製品は、前記第1及び第2端部が相互に縦方向にほぼ整列した状態で広げられ、前記製品が広げられると、前記製品の2つの端部のどちらが第1端部であるかを識別するために検出が実行されることを特徴とする請求項27〜36のいずれか1項に記載の方法。
【請求項38】
前記第1端部は管状織成製品の開口バンドであり、前記第2端部は前記管状織成製品のつま先であり、前記管状織成製品はソックス又はストッキングであることを特徴とする請求項27〜37のいずれか1項に記載の方法。
【請求項39】
第1端部と第2端部を有する管状織成製品を取り扱う装置であって、動作位置を備え、前記動作位置には、前記管状製品の第1取り上げ部材と第2取り上げ部材が関連しており、前記部材は、前記管状製品の2つの端部の一方又は他方と係合するために交互に作動させることができることを特徴とする装置。
【請求項40】
前記管状製品の前記第1及び第2端部の方位を検出するために検出手段を備えており、前記第1取り上げ部材及び前記第2取り上げ部材は、前記検出手段が検出した前記管状製品の方位に従って、前記管状製品と交互に係合するべく制御され、これにより、前記各管状製品が、前記開口位置における方位に関係なく常に第1端部にて係合することができることを特徴とする請求項39に記載の装置。
【請求項41】
前記検出手段は、前記動作位置にある際に、前記管状製品の方位を決定するために配置及び設計されていることを特徴とする請求項40に記載の装置。
【請求項42】
制御ユニットを備えており、前記検出手段から情報を受信するように、また、前記検出手段から受信した情報に従って、前記第1取り上げ部材及び前記第2取り上げ部材の一方又は他方の作動を制御するようにプログラムされることを特徴とする請求項40又は41のいずれか1項に記載の装置。
【請求項43】
前記取り上げ部材が内部に挿入される前記管状製品の端部を伸張するために、前記第1取り上げ部材と前記第2取り上げ部材には共通の伸張装置が関連していることを特徴とする請求項39〜42のいずれか1項に記載の装置。
【請求項44】
前記共通伸張装置は、前記管状製品の関連する端部を形成している織物材料の対向する両側を相互に係合させ、また相互から離れるように設計及び制御された1対の対向する係合部材を有することを特徴とする請求項43に記載の装置。
【請求項45】
前記共通伸張装置は、前記2つの取り上げ部材の待機位置どうしの間の中間位置に配置されていることを特徴とする請求項43又は44のいずれか1項に記載の装置。
【請求項46】
前記2つの取り上げ部材は、前記環状製品をマニピュレータ部材へと移送するべく移動することを特徴とする請求項39〜45のうち1又は複数に記載の装置。
【請求項47】
前記マニピュレータ部材は、各管状製品を搬送管上へ移送するように製造及び制御されていることを特徴とする請求項46に記載の装置。
【請求項48】
前記管状製品の前記第1端部に係合するために、前記取り上げ部材及び/又は前記伸張装置は角度を形成して方位付けされ、前記管状製品の前記第1端部は、前記管状製品の縦方向長さの主要方向に対して可変的に傾斜した開口部を有することを特徴とする請求項39〜47のうち1又は複数に記載の装置。
【請求項49】
前記第1取り上げ部材と前記第2取り上げ部材は、選択的に作動されるように制御され、また、前記動作位置にある前記管状製品の方位に関係なく、常に前記管状製品の前記第1端部と係合することを特徴とする請求項39〜48のうち1又は複数に記載の装置。
【請求項50】
第1端部と第2端部を設けた管状製品を取り扱う方法であって、前記方法は、
‐ それぞれの管状製品を動作位置に順番に配置するステップと、
‐ 各管状製品の第1端部に選択的に係合し、これを前記動作位置から離すステップとを備えていることを特徴とする方法。
【請求項51】
‐ 前記第1動作位置に第1取り上げ部材と第2取り上げ部材とを配置するステップと、
‐ 前記第1及び第2端部の位置に従って、前記第1取り上げ部材又は前記第2取り上げ部材により各管状製品に交互に係合するステップとを備えていることを特徴とする請求項50に記載の方法。
【請求項52】
‐ 前記動作位置にある製品の前記第1端部の位置を認識するステップと、
‐ 前記第1及び第2取り上げ部材の一方又は他方を、常に前記管状製品の第1端部と係合するように作動させるステップとを備えることを特徴とする請求項51に記載の方法。
【請求項53】
前記第1端部は共通の伸張装置によって開口され、次に、前記第1又は前記第2取り上げ部材によって選択的に係合されることを特徴とする請求項52に記載の方法。
【請求項54】
前記第1端部によって係合された前記取り上げ部材は、前記管状製品をさらなるマニピュレータ装置へ移送することを特徴とする請求項50〜53の1又は複数に記載の方法。
【請求項1】
第1端部と第2端部を有する管状に織成した製品を取り扱う装置であって、
− 前記管状製品の1つに係合するよう交互に作動させることが可能な、前記管状製品の第1取り上げ部材と第2取り上げ部材と、
− 前記管状製品の前記第1端部と前記第2端部の方位を決定する検出手段とを組み合わせて備えており、前記第1取り上げ部材と第2取り上げ部材は、前記検出手段が検出した前記管状製品の方位に従って管状製品に交互に係合するように制御されることを特徴とする装置。
【請求項2】
前記取り上げ部材は、前記管状製品の第1端部の高さにて各管状製品に係合するように配列され、構成されていることを特徴とする請求項1に記載の装置。
【請求項3】
前記第1端部は管状織成製品の開口バンドであり、前記第2端部は管状織成製品のつま先であり、前記管状織成製品はソックス又はストッキングであることが好ましいことを特徴とする請求項1又は2に記載の装置。
【請求項4】
中間ステーションを備えており、前記ステーション内で前記管状製品が実質的に広げられた状態で位置決めされ、前記広げられた状態では、前記第1端部と第2端部が、前記管状製品の縦長さに従って相互にほぼ整列しており、前記第1及び第2取り上げ部材は前記中間ステーションに関連していることを特徴とする請求項1、2、3のいずれか1項に記載の装置。
【請求項5】
前記検出手段は、前記管状製品が中間ステーションにある場合に、前記管状製品の第1端部及び第2端部の方位を決定するように配置及び設計されていることを特徴とする請求項4記載の装置。
【請求項6】
前記検出手段は、前記中間ステーション内に配置された前記管状製品の前記第1端部が前記第1取り上げ部材又は前記第2取り上げ部材の付近に位置決めされているかどうかを検出するように配置及び設計されており、また、前記取り上げ部材は、管状製品の第1端部が、前記第1端部が位置する高さにおいて、前記第1又は第2取り上げ部材によって係合されるように制御されることを特徴とする請求項4又は5のいずれか1項に記載の装置。
【請求項7】
前記管状製品を縦方向に広げ、前記製品の前記第1端部と前記第2端部を縦方向に整列させる広げシステムを備え、前記広げシステムは2つの縦方向端部を有することを特徴とする前出の請求項のうち1又は複数に記載の装置。
【請求項8】
前記広げシステムは2つのステーションを備え、前記ステーションのそれぞれは成型された通路区間を設ける広げ要素を含んでおり、前記通路区間を通ることで管状織成製品の少なくとも一部が平坦化され、各ステーションはさらに製品の引っ張り部材を含むことを特徴とする請求項7に記載の装置。
【請求項9】
前記管状製品が前記通路の成型部分を通過する際にこれを引っ張るために、前記広げ要素のそれぞれは吸引ダクトに接続していることを特徴とする請求項8に記載の装置。
【請求項10】
前記取り上げ部材のそれぞれは、前記管状製品の対応する端部内に挿入できる少なくとも1対のフィンガを備えていることを特徴とする前出の請求項のうち1又は複数に記載の装置。
【請求項11】
内部に前記取り上げ部材が挿入される前記管状製品の端部を伸張するために、共通の伸張装置には前記2つのピックアップ部材が関連していることを特徴とする前出の請求項のうち1又は複数に記載の装置。
【請求項12】
前記共通の伸張装置は、係合し、相互から離れるように設計及び制御された1対の対向する係合部材を有し、織物材料の対向する両側は、前記端部を開口するために、前記管状製品の前記両側に関連する端部を形成することを特徴とする請求項8に記載の装置。
【請求項13】
前記共通の伸張装置は、前記2つの取り上げ部材の待機位置どうしの間の中間位置に配置されていることを特徴とする請求項11又は12のいずれか1項に記載の装置。
【請求項14】
前記2つの取り上げ部材は、前記管状製品をマニピュレータ部材へ移送するべく動作することを特徴とする請求項11〜13のいずれか1項に記載の装置。
【請求項15】
前記マニピュレータ部材は、各管状製品を移送管上へ移送するように設計及び制御されることを特徴とする請求項14に記載の装置。
【請求項16】
前記それぞれの移送装置は各取り上げ部材と関連しており、また、それぞれの取り上げ部材が係合した管状製品をさらなる取り扱い部材へと移送するように配置及び設計されていることを特徴とする請求項1〜10のいずれか1項に記載の装置。
【請求項17】
前記さらなる取り扱い部材は、各管状製品を管状移送部材上に位置決めするように構成され、配置されていることを特徴とする請求項15又は16に記載の装置。
【請求項18】
前記取り扱い部材は、前記移送装置の一方又は他方から管状製品を受容するグリッパを含んでいることを特徴とする請求項17に記載の装置。
【請求項19】
前記移送装置のそれぞれは、前記管状製品の開口端部内に挿入するように設計及び配置された伸張部材を含んでいることを特徴とする請求項16、17、18のうちいずれか1項に記載の装置。
【請求項20】
前記検出手段は光学手段を含むことを特徴とする前出の請求項のうち1又は複数に記載の装置。
【請求項21】
前記検出手段は少なくとも1つのカメラを含むことを特徴とする請求項20記載の装置。
【請求項22】
個々の管状製品を、前記製品が縦方向に広げられる範囲から、前記第1取り上げ部材と前記第2取り上げ部材を備えたステーションへ向けて移送するコンベヤを備えていることを特徴とする前出の請求項のうち1又は複数に記載の装置。
【請求項23】
共通の伸縮装置は、前記第1取り上げ部材と前記第2取り上げ部材を備えた前記ステーション内に位置決めされていることを特徴とする請求項22に記載の装置。
【請求項24】
前記検出手段は前記コンベヤの経路に沿って配置されていることを特徴とする請求項22又は23のうちいずれか1項に記載の装置。
【請求項25】
並進装置が前記検出手段に関連しており、前記管状製品のそれぞれを前記コンベヤの供給方向と直交する方向に並進させることで、前記検出手段の各管状製品の端部を移動させることを特徴とする請求項22又は24のうちいずれか1項に記載の装置。
【請求項26】
前記コンベヤは、前記管状製品の方位に実質的に直交する方向へ移動する連続した部材で形成されることを特徴とする請求項22、23、24、25のいずれか1項記載の装置。
【請求項27】
第1端部と第2端部を設けた管状製品を取り扱う方法であって、
‐ 容器から無作為に配置された管状製品を取り上げるステップと、
‐ 前記製品を、その端部が前記管状製品の縦長さの方向に従ってほぼ整列した状態で動作位置へ移送するステップと、
‐ 前記製品の2つの端部のうちどちらが前記第1端部であるかを認識するステップと、
‐ 前記第1端部にて係合し、これを前記動作位置から離して移動させるステップと
を備えることを特徴とする方法。
【請求項28】
‐ 前記動作位置に第1取り上げ部材と第2取り上げ部材を配置するステップと、
‐ 前記第1取り上げ部材と前記第2取り上げ部材のいずれかを作動させるためにこれら部材を制御するステップとを備え、
前記管状製品の第1端部と係合するために、前記取り上げ部材の付近において、前記管状製品の第1端部が配置されていることを特徴とする請求項27に記載の方法。
【請求項29】
前記管状製品の前記第1端部はそれぞれの取り上げ部材によって係合され、開口されることを特徴とする請求項27又は28に記載の方法。
【請求項30】
前記管状製品の第1端部は移送装置によって係合されることを特徴とする請求項27〜29のいずれか1項に記載の方法。
【請求項31】
前記第1及び第2取り上げ部材に第1及び第2移送装置が関連していることを特徴とする請求項30に記載の方法。
【請求項32】
前記管状製品は、その第1端部が前方に向いた状態で管状部材の上に挿入されることを特徴とする請求項27〜31のいずれか1項に記載の方法。
【請求項33】
前記第1端部は伸張装置によって係合され、開口されることを特徴とする請求項27に記載の方法。
【請求項34】
前記第1端部は、前記第1及び第2取り上げ部材に共通の伸張装置によって係合及び開口され、また、前記第1及び第2端部の方位にしたがって、前記第1及び第2取り上げ部材の一方又は他方によって選択的に係合されることを特徴とする請求項28に記載の方法。
【請求項35】
前記管状製品は、前記第1端部に係合している前記取り上げ部材からさらなるマニピュレータ部材上へ移送されることを特徴とする請求項34に記載の方法。
【請求項36】
前記管状製品は縦方向に広げられることを特徴とする請求項27〜35の1又は複数に記載の方法。
【請求項37】
前記製品は、前記第1及び第2端部が相互に縦方向にほぼ整列した状態で広げられ、前記製品が広げられると、前記製品の2つの端部のどちらが第1端部であるかを識別するために検出が実行されることを特徴とする請求項27〜36のいずれか1項に記載の方法。
【請求項38】
前記第1端部は管状織成製品の開口バンドであり、前記第2端部は前記管状織成製品のつま先であり、前記管状織成製品はソックス又はストッキングであることを特徴とする請求項27〜37のいずれか1項に記載の方法。
【請求項39】
第1端部と第2端部を有する管状織成製品を取り扱う装置であって、動作位置を備え、前記動作位置には、前記管状製品の第1取り上げ部材と第2取り上げ部材が関連しており、前記部材は、前記管状製品の2つの端部の一方又は他方と係合するために交互に作動させることができることを特徴とする装置。
【請求項40】
前記管状製品の前記第1及び第2端部の方位を検出するために検出手段を備えており、前記第1取り上げ部材及び前記第2取り上げ部材は、前記検出手段が検出した前記管状製品の方位に従って、前記管状製品と交互に係合するべく制御され、これにより、前記各管状製品が、前記開口位置における方位に関係なく常に第1端部にて係合することができることを特徴とする請求項39に記載の装置。
【請求項41】
前記検出手段は、前記動作位置にある際に、前記管状製品の方位を決定するために配置及び設計されていることを特徴とする請求項40に記載の装置。
【請求項42】
制御ユニットを備えており、前記検出手段から情報を受信するように、また、前記検出手段から受信した情報に従って、前記第1取り上げ部材及び前記第2取り上げ部材の一方又は他方の作動を制御するようにプログラムされることを特徴とする請求項40又は41のいずれか1項に記載の装置。
【請求項43】
前記取り上げ部材が内部に挿入される前記管状製品の端部を伸張するために、前記第1取り上げ部材と前記第2取り上げ部材には共通の伸張装置が関連していることを特徴とする請求項39〜42のいずれか1項に記載の装置。
【請求項44】
前記共通伸張装置は、前記管状製品の関連する端部を形成している織物材料の対向する両側を相互に係合させ、また相互から離れるように設計及び制御された1対の対向する係合部材を有することを特徴とする請求項43に記載の装置。
【請求項45】
前記共通伸張装置は、前記2つの取り上げ部材の待機位置どうしの間の中間位置に配置されていることを特徴とする請求項43又は44のいずれか1項に記載の装置。
【請求項46】
前記2つの取り上げ部材は、前記環状製品をマニピュレータ部材へと移送するべく移動することを特徴とする請求項39〜45のうち1又は複数に記載の装置。
【請求項47】
前記マニピュレータ部材は、各管状製品を搬送管上へ移送するように製造及び制御されていることを特徴とする請求項46に記載の装置。
【請求項48】
前記管状製品の前記第1端部に係合するために、前記取り上げ部材及び/又は前記伸張装置は角度を形成して方位付けされ、前記管状製品の前記第1端部は、前記管状製品の縦方向長さの主要方向に対して可変的に傾斜した開口部を有することを特徴とする請求項39〜47のうち1又は複数に記載の装置。
【請求項49】
前記第1取り上げ部材と前記第2取り上げ部材は、選択的に作動されるように制御され、また、前記動作位置にある前記管状製品の方位に関係なく、常に前記管状製品の前記第1端部と係合することを特徴とする請求項39〜48のうち1又は複数に記載の装置。
【請求項50】
第1端部と第2端部を設けた管状製品を取り扱う方法であって、前記方法は、
‐ それぞれの管状製品を動作位置に順番に配置するステップと、
‐ 各管状製品の第1端部に選択的に係合し、これを前記動作位置から離すステップとを備えていることを特徴とする方法。
【請求項51】
‐ 前記第1動作位置に第1取り上げ部材と第2取り上げ部材とを配置するステップと、
‐ 前記第1及び第2端部の位置に従って、前記第1取り上げ部材又は前記第2取り上げ部材により各管状製品に交互に係合するステップとを備えていることを特徴とする請求項50に記載の方法。
【請求項52】
‐ 前記動作位置にある製品の前記第1端部の位置を認識するステップと、
‐ 前記第1及び第2取り上げ部材の一方又は他方を、常に前記管状製品の第1端部と係合するように作動させるステップとを備えることを特徴とする請求項51に記載の方法。
【請求項53】
前記第1端部は共通の伸張装置によって開口され、次に、前記第1又は前記第2取り上げ部材によって選択的に係合されることを特徴とする請求項52に記載の方法。
【請求項54】
前記第1端部によって係合された前記取り上げ部材は、前記管状製品をさらなるマニピュレータ装置へ移送することを特徴とする請求項50〜53の1又は複数に記載の方法。
【図1】


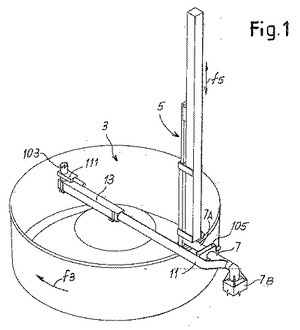
【図2】
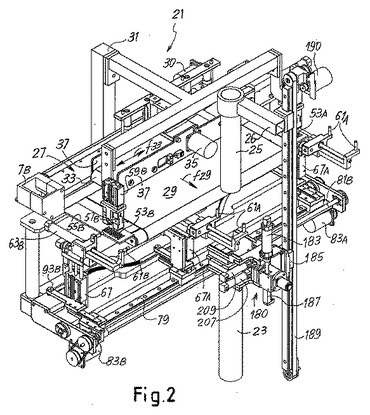
【図3】
【図4】
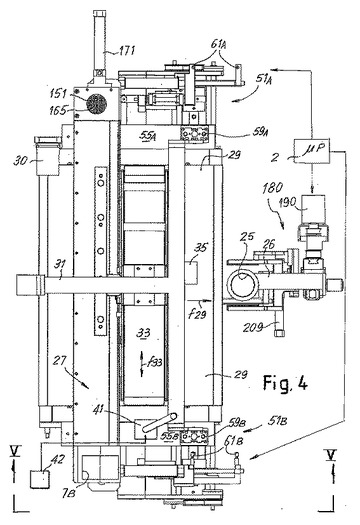
【図5】
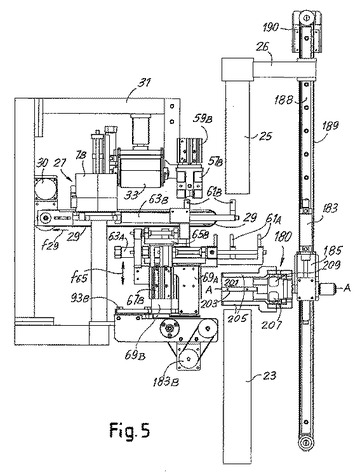
【図6】
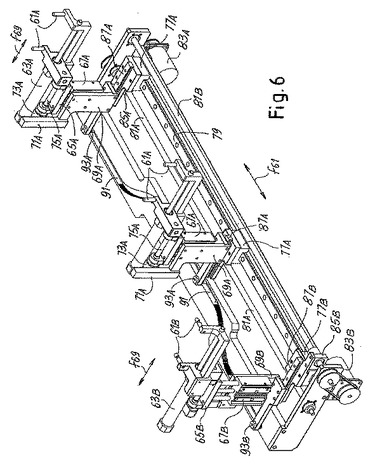
【図7】
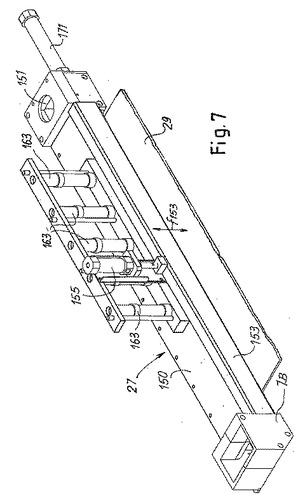
【図8】
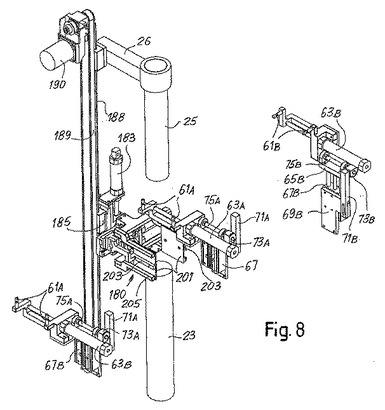
【図9】
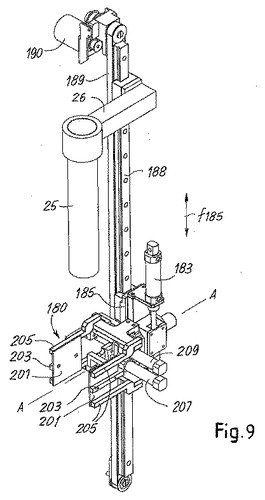
【図10】
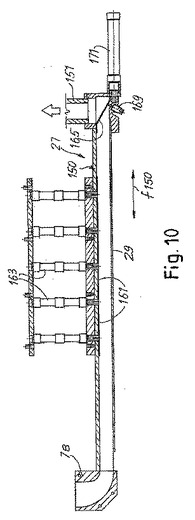
【図11】
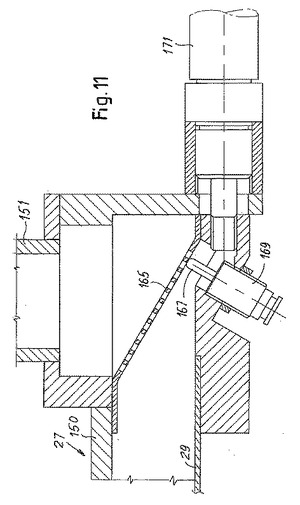
【図12】
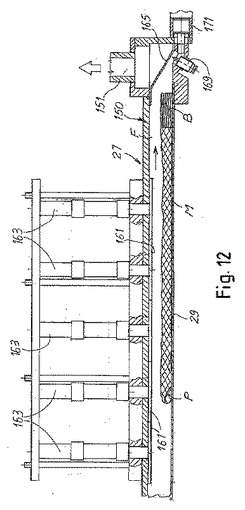
【図13】
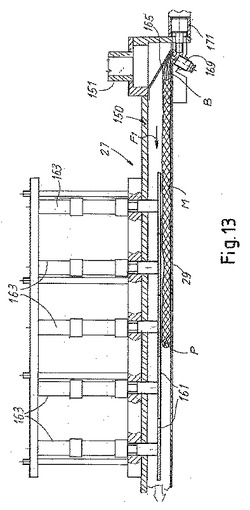
【図14】
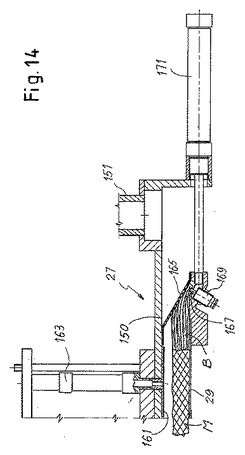
【図15】
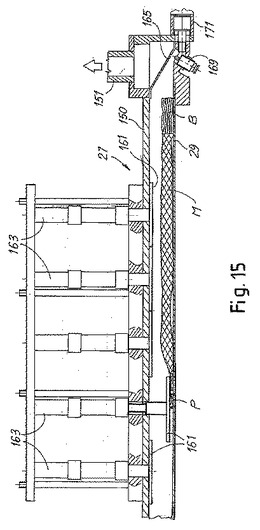
【図16】
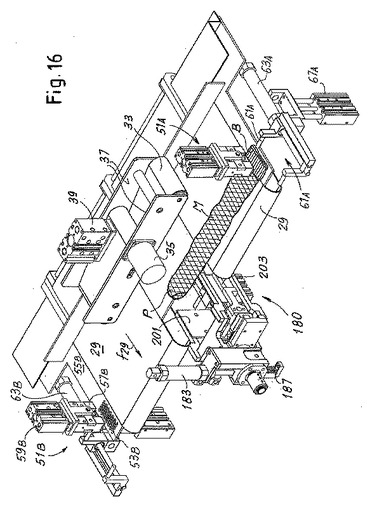
【図17】
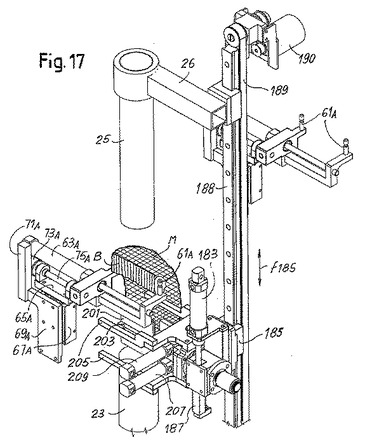
【図18】
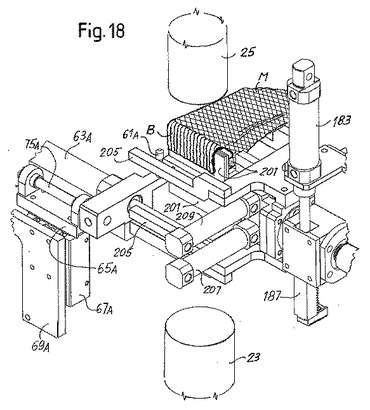
【図19】
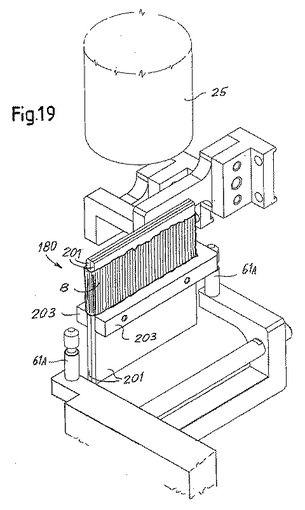
【図20】
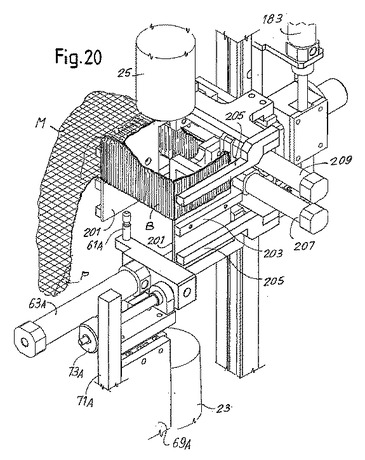
【図21】
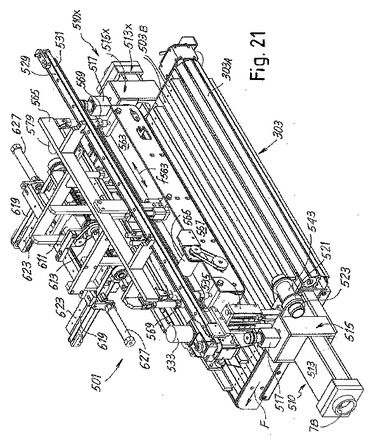
【図22】
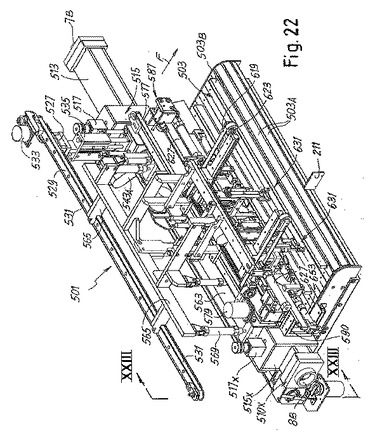
【図23】
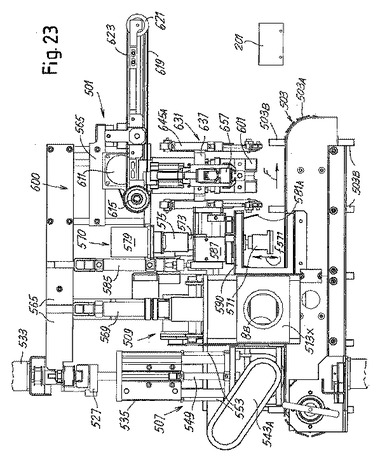
【図24】
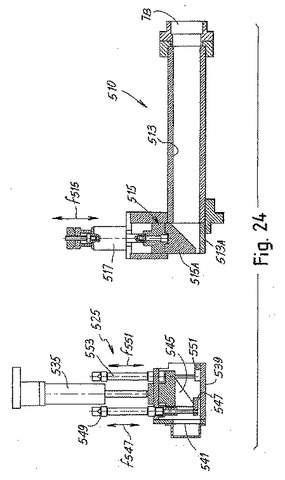
【図25】
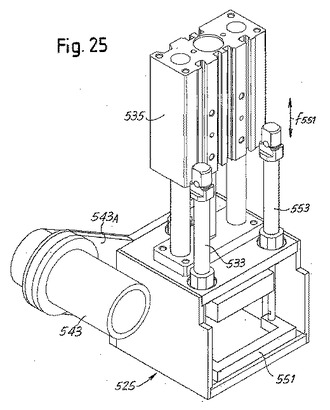
【図26】
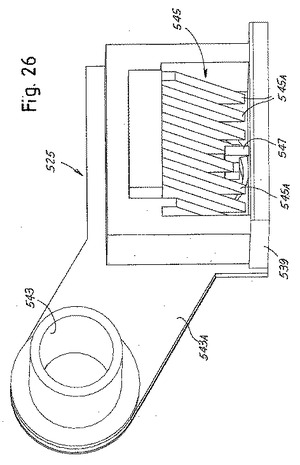
【図27】
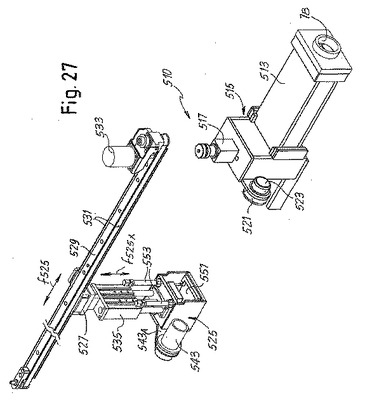
【図28】
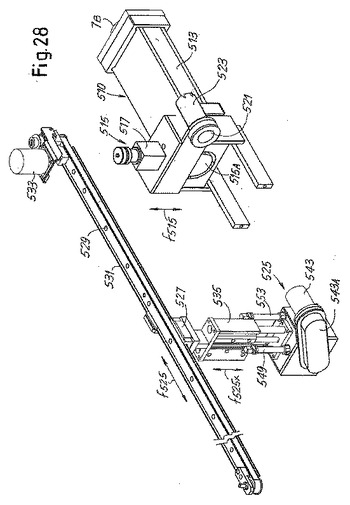
【図29】
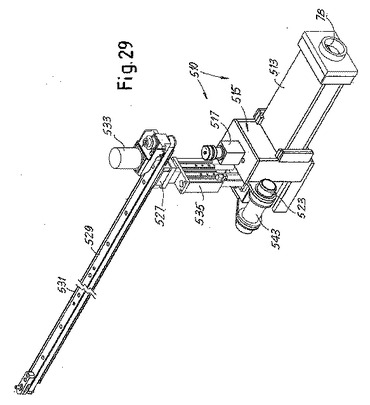
【図30】
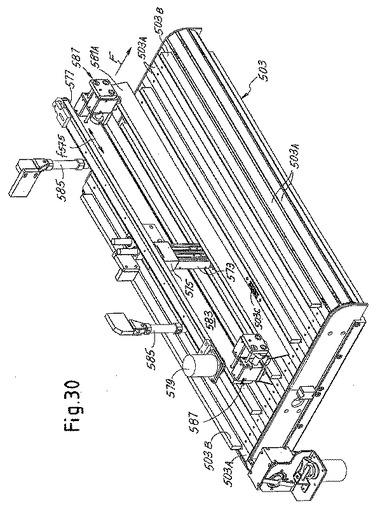
【図31】
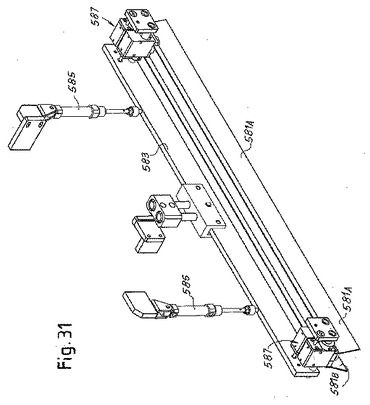
【図32】
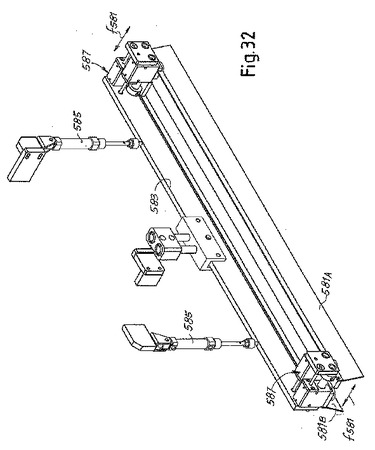
【図33】
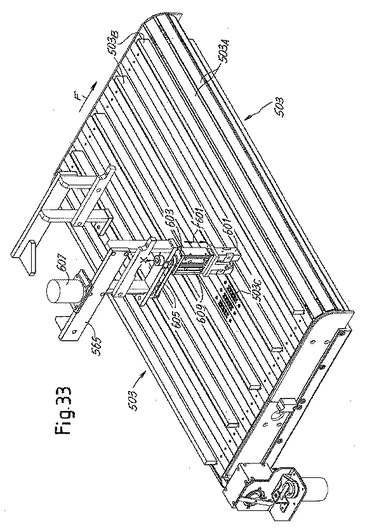
【図34】
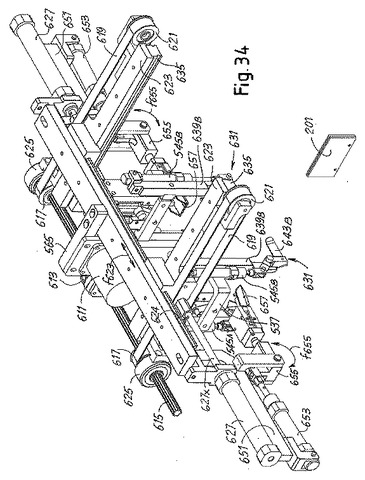
【図35】
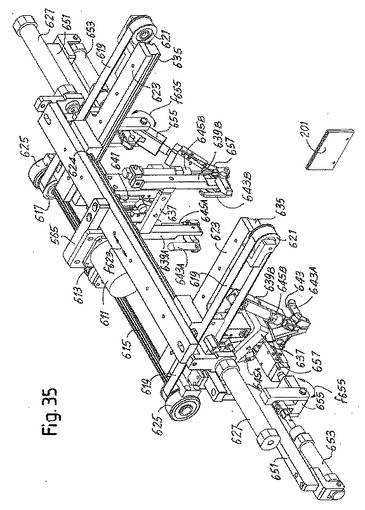
【図36】
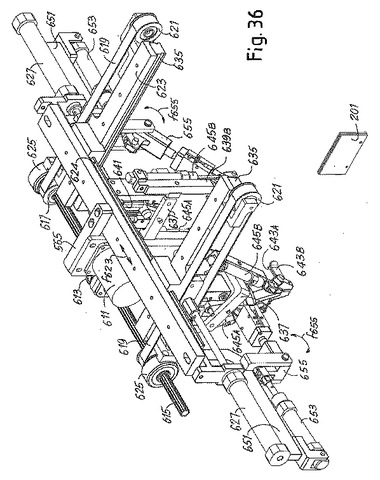
【図37】
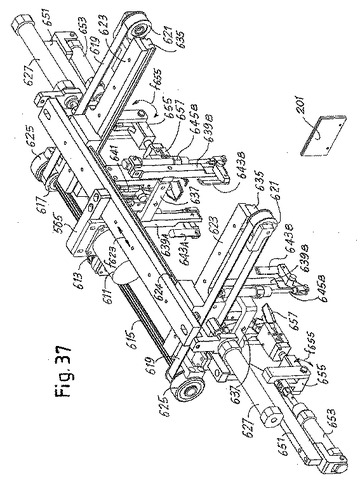
【図38】
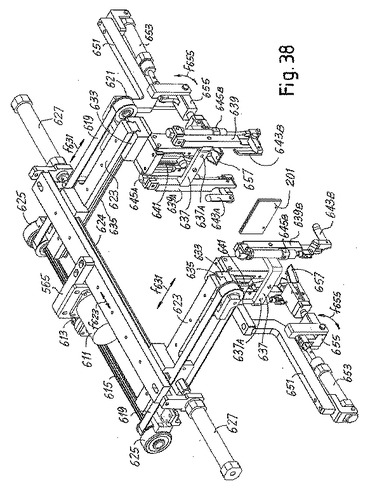
【図39】
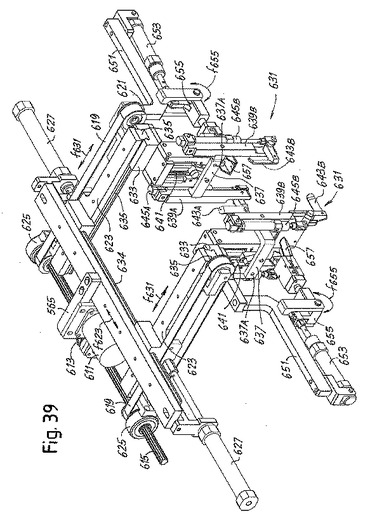
【図40】
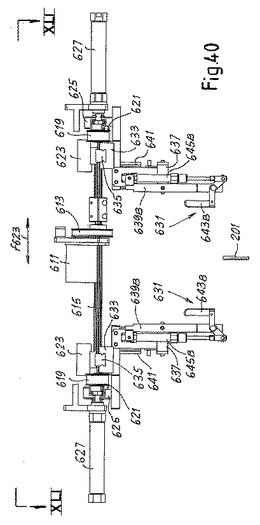
【図41】
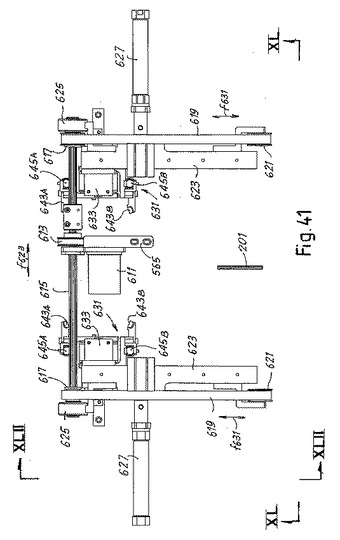
【図42】
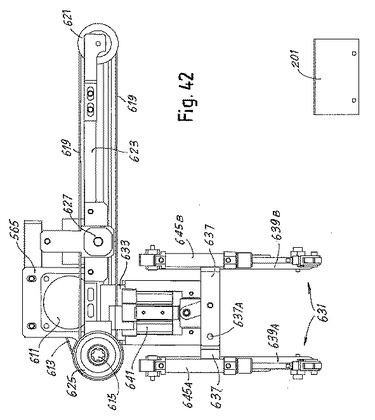
【図43A】
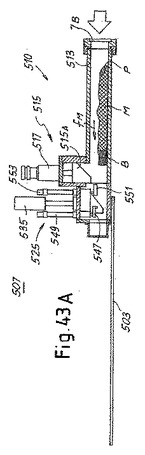
【図43B】
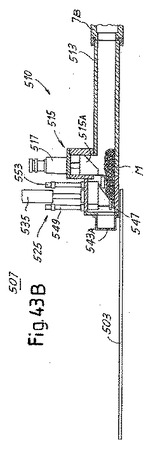
【図43C】
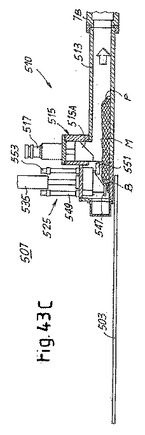
【図43D】
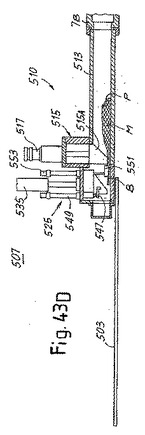
【図43E】
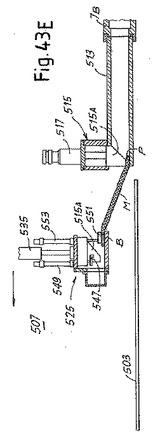
【図43F】
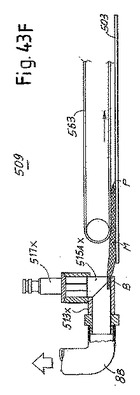
【図43G】
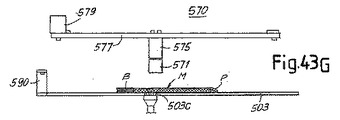
【図43H】
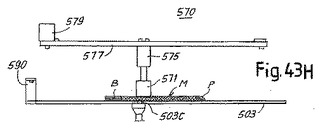
【図43I】
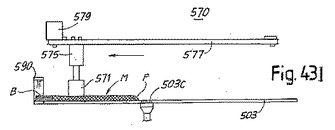
【図43J】
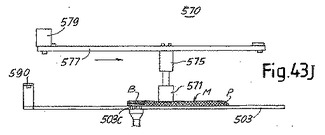
【図43K】
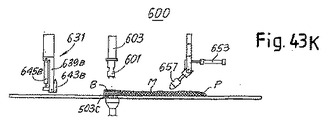
【図43L】
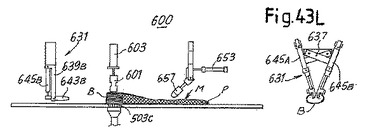
【図43M】
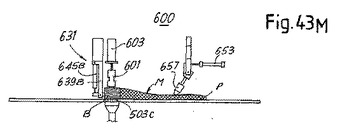
【図43N】
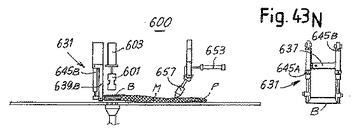
【図43O】
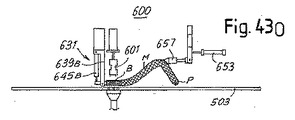
【図43P】
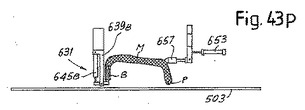
【図43Q】
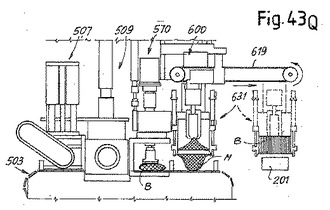
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【図31】
【図32】
【図33】
【図34】
【図35】
【図36】
【図37】
【図38】
【図39】
【図40】
【図41】
【図42】
【図43A】
【図43B】
【図43C】
【図43D】
【図43E】
【図43F】
【図43G】
【図43H】
【図43I】
【図43J】
【図43K】
【図43L】
【図43M】
【図43N】
【図43O】
【図43P】
【図43Q】
【公表番号】特表2009−504931(P2009−504931A)
【公表日】平成21年2月5日(2009.2.5)
【国際特許分類】
【出願番号】特願2008−526615(P2008−526615)
【出願日】平成18年3月24日(2006.3.24)
【国際出願番号】PCT/IT2006/000191
【国際公開番号】WO2007/020669
【国際公開日】平成19年2月22日(2007.2.22)
【出願人】(505386845)ゴールデン レデイ カンパニー ソチエタ ペル アチオーニ (12)
【Fターム(参考)】
【公表日】平成21年2月5日(2009.2.5)
【国際特許分類】
【出願日】平成18年3月24日(2006.3.24)
【国際出願番号】PCT/IT2006/000191
【国際公開番号】WO2007/020669
【国際公開日】平成19年2月22日(2007.2.22)
【出願人】(505386845)ゴールデン レデイ カンパニー ソチエタ ペル アチオーニ (12)
【Fターム(参考)】
[ Back to top ]