
ストリップに分割される延伸破断ケーブルから製作されたウェブの多軸積層体の製造方法及びその製造施設
ストリップ形状の延伸破断ケーブルから製作されたウェブの多軸積層体の製造方法は、コンベア・テーブル上に、該コンベア・テーブルのフィードで、前記コンベア・テーブルの縦軸に沿った事前に延伸破断され、且つ事前に巻回された延伸破断ストリップの第1層を配置する段階であって前記ストリップは部分的に重畳される段階と、少なくとも2つのストリップを移動させて堆積させる手段であって各々は事前に延伸破断されたストリップを受けて、異なる平面における事前に切断されたストリップの前記第1層上に連続して重ねて該ストリップを配置し、延伸破断ストリップの多軸ウェブを形成する手段を、傾斜した位置及び/又は拡散的位置において、予め定められた角度で、前記コンベア・テーブルに沿って配置する段階と、その後、前記ウェブが固定装置(3)により処理される段階と、前記コンベア・テーブルの支持ベルトの運動が段階的に行われて前記転送手段により堆積された事前に延伸破断されたストリップの各種層の重なりを確実にする段階と、を備え、前記方法の実施は前記ストリップの各々の従来の結合処理のいかなる作業なしで行われる。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば炭素繊維を使用する延伸破断の織物技術と、単一軸及び/又は多軸方向におけるウェブ中の繊維の使用とに関する。
【背景技術】
【0002】
この技術は、周知であり、フランス特許第2196966号に記載されている炭素繊維を主成分とする複合材料の製造用途に見られる。
【0003】
それは、ゾルテック(ZOLTEK) XP 35,050 15T―X1、テナック(TENAX) 24KのSTS 5611、又はSGL 50KのC30 T050のいくつかの炭素繊維ケーブルの平行方向における延伸破断(stretch breaking)、EEAサイジング、SEYDEL 860 タイプ又はNSCタイプTB11の延伸破断のタイプ、又は同等のものから成る。炭素繊維ケーブルは、同時に延伸破断されて引っ張られ、45mmとおよそ350mmとの間の幅と、15〜180mmの繊維長さとを有する延伸破断フィラメントのストリップを得る。延伸破断ケーブル(stretch broken cables)は、一旦ストリップ状に広げられると、接触したままでなければならない。周知の方法において、延伸破断炭素繊維ケーブルは、紙支持体上に配置されて、その後リールに巻回される。後者は、紙支持体から分離された後、縦方向のコンベア・テーブルに対する供給装置(feed)に配置される。
【0004】
従来技術によれば、連続的織り糸(continuous yarns)又はフィラメント・ケーブルは、LIBAタイプの多軸織機(multi−axial weaving machines)に置かれる。このように形成されるストリップは、並置されて、編むことによって、一体的に作られる。この方法は、連続フィラメントがニードリング(needling)することに十分に耐えられず、コストがかかるので、織り糸(yarns)の使用に関する大きな欠点がある。
【0005】
欧州特許第972102号は、この課題を解消するための解決案を提案する。それは、ストリップの延伸性を除去して該ストリップを広げた後に、これらのストリップのそれぞれに結合力を与えて、マニピュレートする。次の、上述のストリップは巻回される。その後、LIBAタイプの多軸織機を備えている場所へ輸送される。その後、ストリップが並置されて、編むことによって、一体となる。この解決案は、液体を噴霧した後に、乾燥させるか又は化学接着剤(chemical bonding agents)を追加するか、或いはニードリングのような中間の機械的な作業が続くことになる。また、この解決案は、実施のために、機械に非常に高い投資をする必要もある。延伸破断ストリップ(stretch broken strips)の生産には、高いコストがかかり、それ故その用途が制限される。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】フランス特許第2196966号
【特許文献2】欧州特許第972102号
【発明の概要】
【発明が解決しようとする課題】
【0007】
従って、出願人は、延伸破断ストリップの各々の従来の結合段階(cohesion phase)を単に除去することによって、これらの制約を不要とすることを試みた。
【0008】
出願人によって求められた本発明により他の目的は、既存施設のコストより安い提案価格の範囲内に維持しつつ、投資に費用がかかる既存施設を簡素化すると共に、明確な共通ベースからユーザによって異なる要件を満たすことができる補充アラカルトを提供することができる設備の使用を提案することである。
【課題を解決するための手段】
【0009】
第1特徴によれば、本発明に係る延伸破断ストリップから製作されたウェブの多軸積層体の製造方法は、コンベア・テーブル上に、該コンベア・テーブルのフィードで、前記コンベア・テーブルの縦軸に沿った事前に延伸破断され、且つ事前に巻回された延伸破断ストリップの第1層を配置する段階であって、前記ストリップは部分的に重畳される段階と、ストリップを移動させて堆積させる少なくとも2つの手段であって、各々が事前に延伸破断されたストリップであって任意的に事前に巻回されており且つ事前に切断されたストリップを受けて、異なる平面に連続して重ねることで、これらのストリップを配置し、延伸破断ストリップの多軸ウェブを形成する手段を、傾斜した位置及び/又は拡散的位置において、予め定められた角度で、前記コンベア・テーブルに沿って配置する段階と、前記配置段階後に、前記ウェブがニードリングにより処理される段階と、前記コンベア・テーブルの支持ベルトの運動が段階的に行われて前記転送手段により堆積された事前に延伸破断されたストリップの各種層の重なりを確実にする段階と、を備え、前記方法の実施は前記ストリップの各々の結合処理の従来のいかなる作業なしで行われる。
【0010】
別の特徴は、前記ストリップを移動させて堆積させる少なくとも2つの手段は、斜めラッパーであり、前記ストリップを移動させて堆積させる少なくとも2つの手段のそれぞれが、事前に延伸破断されたストリップを受け、該ストリップは、任意に事前に巻回され、且つ事前に切断されている。
【0011】
他の特徴は、その設備が、上流に事前に亀裂が入れられ、且つ事前に巻回されたストリップの受け部と、下流にニードラーと、を有するコンベア・テーブルを備えた設備であって、前記コンベア・テーブルの移動方向(F)に対して定められる角度に配置されていると共に互いに対向している少なくとも2つの斜めラッパーを備え、前記少なくとも2つの斜めラッパーのそれぞれが、前記コンベア・テーブル上に延伸破断ストリップを、第1ケースにおいては、最初に前記コンベア・テーブルの上流に配列される延伸破断ストリップの第1層上に、第2ケースにおいては、前記コンベア・テーブル及び第1斜めラッパーから来ると共に、既に堆積された第2層上に、段階的に重ねて堆積させる機能を有し、多軸多層及び多軸ウェブを得ることができる。
【0012】
他の特徴は、前記ストリップを移動させて堆積させる少なくとも2つの手段は、運搬キャリッジであり、前記ストリップを移動させて堆積させる少なくとも2つの手段のそれぞれが、他のいかなる中間作業なしに直接配列されるように事前に切断されており、且つ事前に延伸破断されたストリップを受けており、前記ストリップは炭素ストリップ及び紙支持体ストリップを備え、前記運搬キャリッジは、前記炭素支持体ストリップから分離の後に前記紙ストリップを巻き戻す手段を受けるように配置されている。
【0013】
これらの特徴等は、以下の記載によって明らかになる。
【0014】
非限定的に図示される本発明は、添付される図によって明白になる:
【図面の簡単な説明】
【0015】
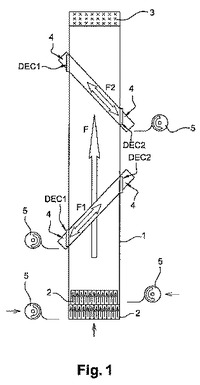
【図1】本発明に係る方法の第1実施形態に係る設備の模式的なタイプの平面図である。
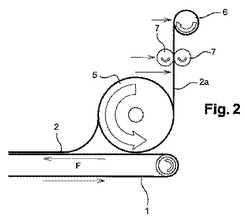
【図2】コンベア・テーブル上の事前延伸破断及び事前巻回のストリップを堆積するための装置を説明するための部分図である。
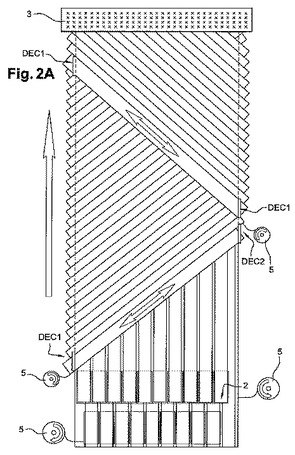
【図2A】異なる軸上の層の連続的な堆積を図示する模式的な平面図である。
【図2B】コンベア・テーブル上に長手方向に堆積された延伸破断ストリップの重なりを図示する模式的な横断面図である。
【図2C】斜めラッパーの各々によって堆積される延伸破断ストリップの重なりを例示するコンベア・テーブルの長手方向断面における模式図である。
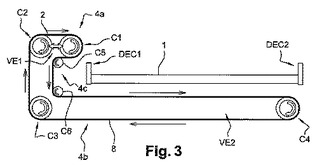
【図3】斜めラッパーの操作の原理を例示する模式図である。
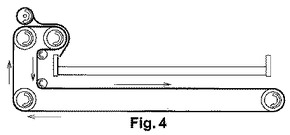
【図4】層状化工程段階における斜めラッパーのさまざまな操作段階を示す図である。
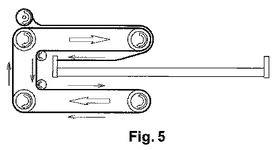
【図5】層状化工程段階における斜めラッパーのさまざまな操作段階を示す図である。
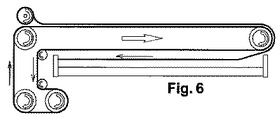
【図6】層状化工程段階における斜めラッパーのさまざまな操作段階を示す図である。
【図7】層状化工程段階における斜めラッパーのさまざまな操作段階を示す図である。
【図8】層状化工程段階における斜めラッパーのさまざまな操作段階を示す図である。
【図9】層状化工程段階における斜めラッパーのさまざまな操作段階を示す図である。
【図10】層状化工程段階における斜めラッパーのさまざまな操作段階を示す図である。
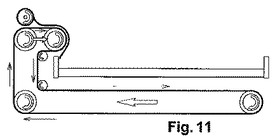
【図11】層状化工程段階における斜めラッパーのさまざまな操作段階を示す図である。
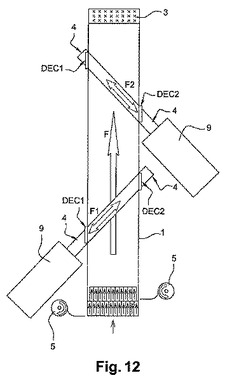
【図12】不連続的に動作する延伸破断器(stretch breakers)から延伸破断ストリップが供給される上述の斜めラッパーの自動供給を含む施設の第2変形実施形態の模式的平面図である。
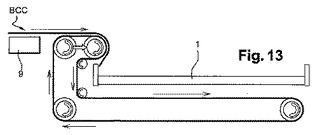
【図13】図12に係る延伸破断器を含む斜めラッパーの図4〜図11に類似する図である。
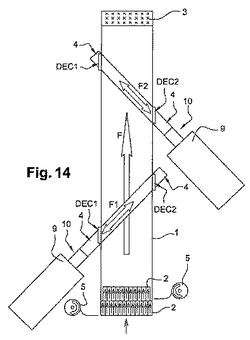
【図14】図12の実施態様に加えて、蓄積用コンベア(accumulation conveyor)を構成する補助規制装置を含み、延伸破断器が連続的に作動している、本願発明に係る方法の第3変形実施形態の模式的平面図である。
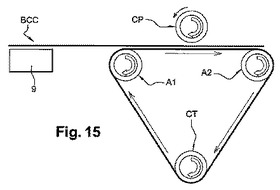
【図15】蓄積用コンベアの機能を図示する模式図である。
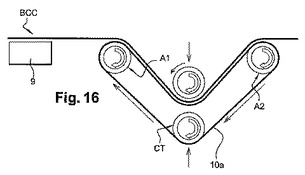
【図16】蓄積用コンベアの機能を図示する模式図である。
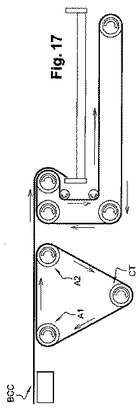
【図17】蓄積用コンベアを構成する規制装置と関連した斜めラッパーを有する施設の様々な作動段階を例示する模式図である。
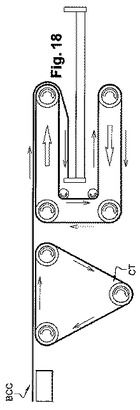
【図18】蓄積用コンベアを構成する規制装置と関連した斜めラッパーを有する施設の様々な作動段階を例示する模式図である。
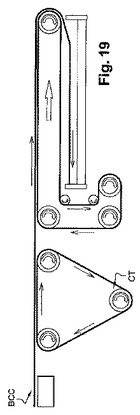
【図19】蓄積用コンベアを構成する規制装置と関連した斜めラッパーを有する施設の様々な作動段階を例示する模式図である。
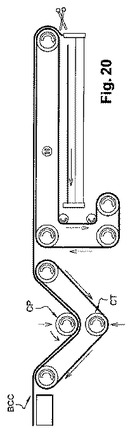
【図20】蓄積用コンベアを構成する規制装置と関連した斜めラッパーを有する施設の様々な作動段階を例示する模式図である。
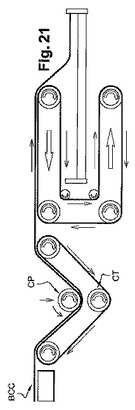
【図21】蓄積用コンベアを構成する規制装置と関連した斜めラッパーを有する施設の様々な作動段階を例示する模式図である。
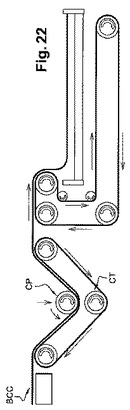
【図22】蓄積用コンベアを構成する規制装置と関連した斜めラッパーを有する施設の様々な作動段階を例示する模式図である。
【図23】蓄積用コンベアを構成する規制装置と関連した斜めラッパーを有する施設の様々な作動段階を例示する模式図である。
【図24】蓄積用コンベアを構成する規制装置と関連した斜めラッパーを有する施設の様々な作動段階を例示する模式図である。
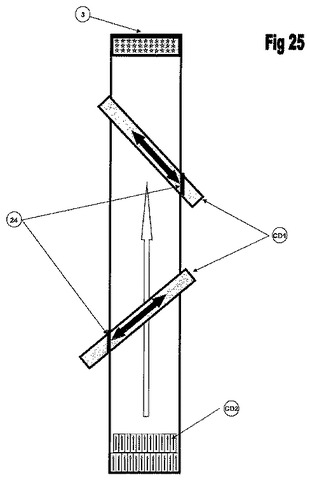
【図25】本発明に係る設備の変形実施形態を示しており、図25によれば、事前延伸破断ストリップ(pre−broken strips)を移動させると共に堆積させる手段は、以前の図において図示された斜めラッパーの代わりに運搬キャリッジにより定義される。これらの運搬キャリッジは、コンベア・テーブルの上流に配置され、コンベア・テーブルの移動方向から傾斜した軸(oblique axis)及び/又は発散する軸(divergent axis)において、コンベア・テーブル側の上に位置する。
【図26】本発明に係る個々の運搬キャリッジの模式図である。
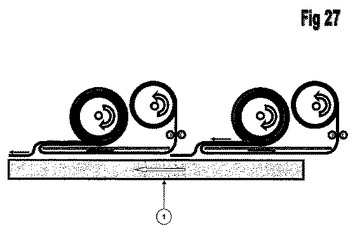
【図27】本発明に係る複数の運搬キャリッジの模式図である。
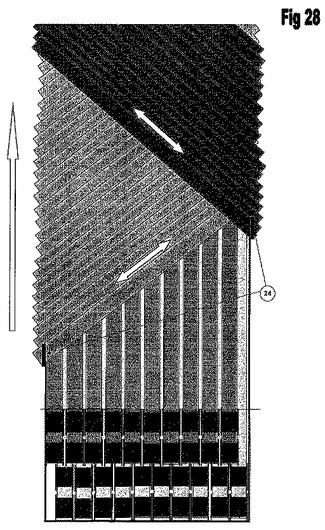
【図28】異なる軸上のストリップの層の連続した堆積を図式的に図示する図である。
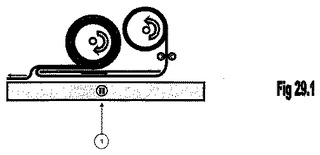
【図29.1】本発明に係る運搬キャリッジの機能を図示する図である。
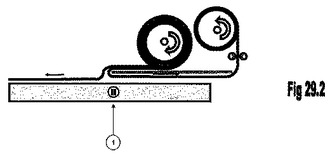
【図29.2】本発明に係る運搬キャリッジの機能を図示する図である。
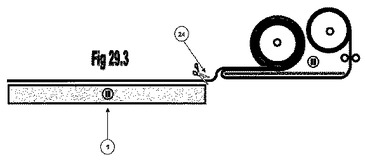
【図29.3】本発明に係る運搬キャリッジの機能を図示する図である。
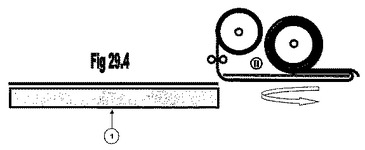
【図29.4】本発明に係る運搬キャリッジの機能を図示する図である。
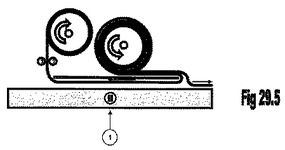
【図29.5】本発明に係る運搬キャリッジの機能を図示する図である。
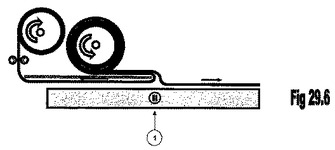
【図29.6】本発明に係る運搬キャリッジの機能を図示する図である。
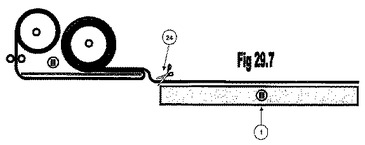
【図29.7】本発明に係る運搬キャリッジの機能を図示する図である。
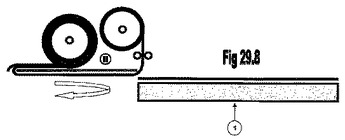
【図29.8】本発明に係る運搬キャリッジの機能を図示する図である。
【発明を実施するための形態】
【0016】
本発明に係る延伸破断ケーブルから製作された多軸積層体の製造方法は、コンベア・テーブル上に、該コンベア・テーブルのフィードで、前記コンベア・テーブルの縦軸上に延伸破断され、且つ事前に巻回された、事前に延伸破断されたストリップの第1層を配置する段階であって前記ストリップは部分的に重畳される段階と、ストリップを移動させて堆積させる少なくとも2つの手段であって、各々が事前に延伸破断されていると共に事前に巻回されており、事前に切断されたストリップを受けて、異なる平面における事前に切断されたストリップの重なりによって該ストリップを配置し、延伸破断ストリップの多軸ウェブを形成する手段を、傾斜した位置及び/又は拡散的位置において、予め定められた角度で、前記コンベア・テーブルに沿って配置する段階と、前記配置段階後に、前記ウェブがニードラーにより処理される段階と、前記コンベア・テーブルの支持ベルトの運動が段階的に行われて前記斜めラッパー(2C)により堆積された事前に延伸破断されたストリップの各種層の重なりを確実にする段階と、を備え、前記方法の実施は前記ストリップの各々の結合処理のいかなる従来の作業なしで行われる。
【0017】
事前に延伸破断されたストリップの転送及び堆積は、斜めラッパー又は運搬キャリッジによって実施され、設備の簡素化を図ることができる。これらの2つのストリップ転送段階と積層段階との変形実施形態は、それにもかかわらず記載される。
【0018】
まず、図1〜25に図示される斜めラッパーを参照する。
【0019】
図1を参照すると、コンベア・テーブルは、参照符号(1)で示されており、長い矢印の方向(F)に進む。上流で、事前に延伸破断されており且つ事前に巻回されているストリップ(2)を受けることが可能である。ストリップ(2)は、BCC(事前に延伸破断された炭素ストリップ)とも同一視される。ストリップ(2)は、図2Bにおいて図示したように、並列しており、且つ部分的に重なって、好ましくは半分交差して配置されている。このように、2列の事前巻回されている共に事前に切断されたストリップが示されている。それは、有利には、事前巻回されている共に事前に切断された炭素繊維ストリップの場合でもよい。コンベア・テーブルの下流に、ニードラー(3)のような固定装置(3)が周知の方法に噛み合っており、本発明の方法によって得られた積層体の仕上げを提供する。
【0020】
コンベア・テーブルは、一方が送り用であり、他方が戻り用である2本のシャフトの間での適切な駆動によって駆動されるベルトを有する従来の構造を有する。
【0021】
本発明によれば、好ましくは、コンベア・テーブルに沿って所定の角度で位置する少なくとも2つの斜めラッパー(4)が配置される。斜めラッパー(4)は、コンベア・テーブルの移動方向(F)に対して矢印の方向(F1―F2)に、例えば互いに対向する+45度及び−45度で作動する。これらの斜めラッパーの機能は、コンベア・テーブル上に延伸破断ストリップを段階的に重ねて堆積させる。まず、第1ケースにおいては最初にコンベア・テーブルの上流に配置される延伸破断ストリップの第1層上に、そして、第2ケースにおいてはコンベア・テーブル及び第1斜めラッパーからのすでに堆積されている2枚の層上に重ねて堆積させる。コンベア・テーブルの支持ベルトの移動が徐々に生じて、斜めラッパー(2C)により堆積された事前延伸破断ストリップの異なる層の重なりを提供する。このようにして、図2Aに示すように、多層重畳したウェブ及び多軸重畳したウェブが得られる。図2及び2Aも、予め巻回していると共に事前に切断されたストリップを堆積させる装置を図式的に図示する。そのストリップは、このようにコンベア・テーブルの上流であって斜めラッパーの各々の上流に位置する。
【0022】
図2を参照すると、まず最初に、事前に切断されたストリップが、リールにおいて予め巻回されており、紙支持体(2a)上に配列される。従って、事前に切断されたストリップをその支持体から分離する必要がある。装置(5)はコンベア・テーブル及び斜めラッパーより上に配置される。そして、事前に切断されたストリップは紙ストリップから分離される。紙ストリップは、回送された(routed)後、紙ストリップを運ぶためのシリンダのシステム(7)を中間に有するリール(6)に巻き戻される。各リールの充填程度が何であれ、この装置は、恒常的な線形の供給速度を提供するといった利点を有する。
【0023】
そのため、本発明により使用される、図3において図示される斜めラッパー(4)を記載する必要がある。
【0024】
動作段階に従って、斜めラッパーは、一部分(4b)がコンベア・テーブルの下側に位置するか、又は一部分(4a)が事前に切断されたストリップを堆積させるためのコンベア・テーブルの上側に位置する構造を有し、2つの部分は横方向の側部(4c)により互いに連結され、そのアセンブリが不連続な交互運動で動作する。そのアセンブリは、ガイド・シリンダC1、C2、C3、C4、及び偏向シリンダ(C5、C6)上に配置される継目なしベルト(8)を備えている。
【0025】
シリンダ(C3)だけが、駆動されて、コンベア・テーブルに対して横方向の位置に位置される。他のシリンダ(C1、C2、C4)は、ガイダンス(guidance)を有していない。シリンダ(C1)及び(C2)は、コンベア・テーブルの上側の平面内に位置しており、シリンダ(C3、C4)はコンベア・テーブルの下側の平面内に位置している。シリンダ(C5、C6)は、コンベア・テーブルの垂直面内に位置しており、且つ固定位置に位置している。シリンダ(C1)及び(C4)は移動可能であり、シリンダ(C2)及び(C3)は固定されている。ジャッキ(VE1―VE2)又はウォームによって、シリンダ(C1)及び(C4)水平方向に並進することが可能で、一対のシリンダのそれぞれ(C1、C2、C3及びC4)と最適に関係している。動作段階に応じて、各々から遠い方へ離れるか又は、各々に近付く。
【0026】
このように、図4〜図11を参照すると、ジャッキ(VE1)が2つの上部シリンダ(C1及びC2)を切り離し始めると、下部ジャッキ(VE2)は下部シリンダを集めるために縮む。上述のジャッキの移動量(movement travel)の振幅は、事前に切断されたストリップをコンベア・テーブル上に置くことを可能にするように決定される。その後、この斜めラッパーは、外向きの方向とそれからの戻り方向において、該斜めラッパーの上部の並進移動によって延伸破断ストリップを重ねる。
【0027】
延伸破断ストリップを層状化移動行程の終端でブロックして、切断するための固定装置(DEC1−DEC2)が取り付けられ、反対方向における層状化が開始する前に延伸破断ストリップを固定して、該延伸破断ストリップを切断する。
【0028】
適切な直線速度で、且つ同じ軸の両方向において、この装置は、延伸破断ストリップを層状にすることができる。
【0029】
斜めラッパーの調整は、駆動シリンダ(C1)及び(C4)の並進運動速度と駆動シリンダ(C1)及び(C4)の回転速度とを結び付けなければならない。駆動シリンダ(C1)及び(C4)の回転速度は、斜めラッパー自体のベルトの移動速度を決定する。
【0030】
加えて、斜めラッパーの各運動(外へ向かう運動と戻る運動)の終わりで、延伸破断ストリップは、ブロックされて切断される。この動作中、コンベア・テーブルは、停止される。次に、前の並進運動の間に堆積された延伸破断ストリップに対して50%程度の重なるようにパラメーター化された場合には、切断作業の終わりに、コンベア・テーブルは、延伸破断ストリップの幅に相当する距離、又はストリップの幅の半分だけ段階的に進む。これらの段階中に、斜めラッパーも停止される。
【0031】
次に、斜めラッパーは、反対方向における動作を開始する。次の2つの理由のために、斜めラッパー(4)が延伸破断ストリップをコンベア・テーブルの対角線より僅かに大きい長さに広げることが好ましい:
・広げる(堆積させている)方向が逆転するときに、延伸破断ストリップのループを形成することを回避するため
・延伸破断ストリップを切断する動作を可能にするため
【0032】
製造プロセスのより良く理解をするために、図4〜図11を参照する。
【0033】
図4において、斜めラッパーに、事前に延伸破断され、且つ事前に巻回された炭素ストリップが、事前に供給される。右の方へその堆積が開始する。
【0034】
図5において、斜めラッパーの上部ジャッキ(VE1)が引っ張られて、延伸破断ストリップがコンベア・テーブルの反対側の方へ堆積される。逆にいえば、下部のジャッキ(VE2)は縮む。
【0035】
図6において、斜めラッパーは、延伸破断炭素ストリップの堆積が終了する。
【0036】
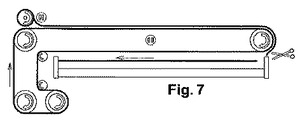
図7において、延伸破断炭素片を切断する装置(DEC2)による動作の間に、斜めラッパーは止まる(停止する)。続いて、コンベア・テーブルが1段階(one notch)だけ前進する。これらの2つの段階の間、事前に延伸破断され、且つ事前に巻回されたストリップの供給は中止される(停止する)。
【0037】
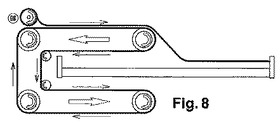
図8:一旦ストリップが切られてそのテーブルが1段階だけ前進すると、斜めラッパーは、その戻り並進運動の動きを開始する。下部のジャッキ(VE2)が引っ張られる。逆に、上部のジャッキ(VE1)は、縮む。この時点で、斜めラッパーは、向かう経路(outward trip)上に蓄積した延伸破断ストリップを堆積させる。この段階中には、斜めラッパーが、向かう経路(outward trip)上にストリップが蓄積したので、事前に延伸破断され、且つ事前に巻回されたストリップの供給は、まだ、停止されたままである。
【0038】
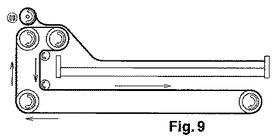
図9:斜めラッパーは、左(BCC)の方への延伸破断炭素片の堆積を終了する。事前に延伸破断されたストリップの供給は、まだ、停止されたままである。
【0039】
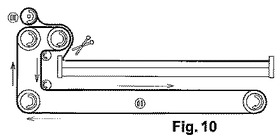
図10:延伸破断炭素ストリップを切断する装置(DEC)による動作の間、斜めラッパーは止まっている(停止している)。続いて、コンベア・テーブルが1段階(one notch)だけ前進する。これらの2つの段階の間、事前に延伸破断されたストリップの供給は、まだ停止している。
【0040】
図11:コンベア・テーブルの反対側の方に向かって、斜めラッパーは、並進運動を再開する。下部のジャッキが縮むと共に、上部ジャッキは引っ張られる。この時点で、事前に延伸破断されたストリップの供給は、再び動作する。
【0041】
コンベア・テーブルの終わりに、ニードラーは装置され、ニードラーは、多軸構造オーバーオールにおいて、3枚の一方向性の延伸破断層から形成される構造を固定する。 締めつけることによって固定する装置(例示されていない)が適用可能である場合には、コンベア・テーブルの両側が形成されることができ、ニードリング動作の間に、3層構造をブロックする。
【0042】
記載されている通りに、取付けは、上流に配置されており各斜めラッパー(図12及び13)に自動供給を提供する延伸破断機(9)を斜めラッパーのそれぞれに追加することにより補充されることができる。本実施形態において、延伸破断機(9)は不連続的に動作して、斜めラッパーに事前に延伸破断され、且つ事前に巻回されたストリップを提供すると共に、事前に延伸破断され、且つ事前に巻回されたストリップを送る装置(5)を単に置換する。方法を実施する際の本発明の概念は、同じままである。
【0043】
図12及び13において示されている、本発明の概念を実施すると共に延伸破断機を含む施設は、図14〜図24に示すように蓄積用コンベアを構成している補完的な規制装置(10)の追加により補充されることもできる。この蓄積用コンベアは、各斜めラッパー(4)と付随する延伸破断機(9)の間で一体化される。その目的は、この時、連続的に動作している1つの延伸破断機によって、2つの斜めラッパーの各々に提供することを可能とすることである。その機能は、延伸破断ストリップの切断段階の間における斜めラッパーの停止時間の間と段階的にコンベア・テーブルが移動する間とにおいて、延伸破断機の連続製造に対処することである。
【0044】
蓄積用コンベア機能は、開示されなければならない。
【0045】
この蓄積用コンベア(10)は、固定回転シリンダ(A1、A2)によって導かれるコンベアベルト(10a)から成る。シリンダ(A1)だけがベルトを動かすために駆動されて、シリンダ(A2)は自由に動ける。3本目のシリンダ(CT)は、装置の下側に位置する。シリンダ(CT)もロータリー式であるが、垂直軸に沿って上下することが可能な特性を有し、多かれ少なかれコンベア・ベルト(10a)に張力をかける。最後に、4本目のシリンダは「推進シリンダ」(CP)と呼ばれ、垂直軸に沿って移動可能であると共に装置の上側に位置し、多少の範囲で反対方向に、コンベア・ベルトに張力をかける機能を有する。
【0046】
斜めラッパーに供給されると共に、蓄積用コンベアは延伸破断機の出力速度でそれを供給する(図15)。その後、張力シリンダ(CT)は、低い位置に位置し、推進シリンダ(CP)は高い位置に位置する。延伸破断ストリップの切断動作に関連して停止している間に、コンベア・テーブルが前方に移動し、斜めラッパーの戻りの並進運動の間に、蓄積用コンベアは延伸し、A1とA2との間のベルトの長さは延伸して、その結果、延伸破断機の連続製造に対処する。その後、張力シリンダ(tension cylinder)は、高い位置に位置する。逆に、推進シリンダ(CP)は、低い位置に位置して、ベルトが下側へ伸びるようにさせる。このように得られたコンベア・ベルトの延伸は、この間に延伸破断機により生じる過剰な長さを処理する。
【0047】
延伸破断ストリップの切断動作に関連する停止の終わりに、コンベア・テーブルの移動の間と、斜めラッパーの戻り並進運動の間に、蓄積用コンベアには、再度次第に張力がかかり、延伸破断機の生産率で再び斜めラッパーに再供給する。
【0048】
当然、切断とコンベア・テーブルの移動とに関連するこれらの停止の間において、斜めラッパーも層状化の供給を停止する。
【0049】
より良く製造プロセスを理解するために、図17〜24を有用に参照する。
【0050】
図17:延伸破断機による延伸破断炭素ストリップの生産率で蓄積用コンベアによって斜めラッパーに供給される。それは、右方へその堆積を開始する。
【0051】
図18:斜めラッパーの上側ジャッキが引っ張られて、延伸破断ストリップがコンベア・テーブルの反対側の方へ堆積されることが可能となる。
逆に、下側ジャッキは、縮む。
【0052】
図19:斜めラッパーは、延伸破断炭素ストリップのその堆積を終了する。
【0053】
図20:延伸破断炭素ストリップの切断動作の間、斜めラッパーは止まる(停止する)。この間に、蓄積用コンベアが伸びて、それに伴い延伸破断機の連続提供を積み上げることが可能になる。続いて、コンベア・テーブルが1段階だけ前進する。この間に、蓄積用コンベアは延伸し続け、これに伴い延伸破断機の未だ連続している提供を積み上げ続けることを可能にする。
【0054】
図21:ストリップが切断され、且つテーブルが1段階だけ進むと、斜めラッパーは戻り並進運動を開始する。下側ジャッキが引っ張られる間、上側ジャッキは縮む。その時点で、斜めラッパーは、延伸破断ストリップを堆積させる。延伸破断ストリップは向かう経路上に蓄積している。従って、この間に、斜めラッパーは、延伸破断機による製造物に対処しない。このように、この段階中に、延伸破断炭素ストリップの蓄積された生産に対処するように、蓄積用コンベアは延伸し続ける。
【0055】
図22:斜めラッパーは、左(BCC)の方に向かった延伸破断炭素ストリップの堆積を終了する。
【0056】
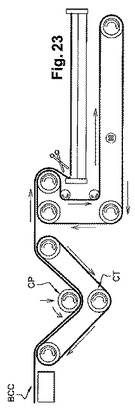
図23:斜めラッパーは、延伸破断炭素ストリップ(BCC)の切断動作の間に、止まる(停止する)。この間に、蓄積用コンベアは延伸し続き、それに伴って延伸破断機のまだ連続している製造物を蓄積することが可能となる。続いて、コンベア・テーブルが1段階だけ前進する。この間に、蓄積用コンベアは延伸し続け、それに伴って延伸破断機のまだ連続している製造を蓄積し続けることを可能にする。
【0057】
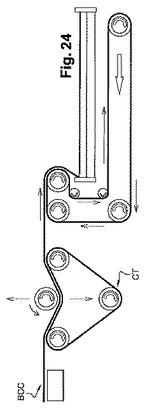
図24:斜めラッパーは、コンベア・テーブルの反対側の方へ並進運動を再び開始する。下側ジャッキが縮むと共に、上側ジャッキには張力がかかる。この時点で、蓄積用コンベアの推進シリンダ(CP)は、次第に、再び上昇し、張力シリンダ(CT)が再び落下する。その結果、次第にコンベア・ベルトに再度張力をかけると共に、以前の段階中に蓄積される延伸破断ストリップの長さを次第に返す。
【0058】
以前に記載されているニードラーは、コンベア・テーブルの端部にある。
【0059】
図25〜29.5に示された延伸破断ストリップの移動及び堆積段階の第2変形実施形態が、参照される。
【0060】
本実施形態において、施設は、2つのタイプの運搬キャリッジ(CD)を使用する。その第1タイプが単一のCD1であり、その第2タイプが複合のCD2である。CD1及びCD2は、コンベア・テーブル(1)に対してそれぞれ傾斜的位置及び/又は拡散的位置においてテーブルの側面上に配置されている。そして、第2に、テーブルの上流は、延伸破断ストリップがコンベア・テーブル上に堆積することを可能にする。運搬キャリッジは、各炭素ストリップ・ターン(21)の間に巻回された紙ストリップ(20)が挿入された、事前に延伸破断され、且つ事前に巻回されたストリップのリールBを受けるので、その保護を提供することができる。運搬キャリッジは、オフセット位置に配置されており、図25において示されているように互いに対向して配置されている。それらは、同じ側面上の同じ地点から配置されることもでき、傾斜した方向及び/又は拡散的方向において分かれる。
【0061】
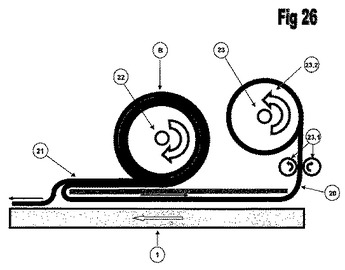
本実施形態において、単一又は複数の運搬キャリッジが配置され、事前に延伸破断され、且つ事前に巻回されたストリップを受ける方向に回転する第1シリンダ(22)と、ストリップ(20)を排出して巻き戻す装置(23)とを一緒に構成する。より詳しくは、この装置(23)はシリンダ(22)の後方に運搬キャリッジにおいて集積されている。装置(23)は、互いに対向しており、回転している2本の被駆動スピンドル(23.1)を備える。紙ストリップは、2本の被駆動スピンドル(23.1)間を通過して第1シリンダに対して対向して回転する回復シリンダ(23.2)上へそれを引っ張る。前記被駆動スピンドルは、恒常的な直線状速度で紙ストリップに対処する。2本のシリンダ及び上述したスピンドルは、運搬キャリッジCD1,CD2に対して固定された位置に配置される。図26及び27はそれぞれ、単一の運搬キャリッジ及び複数の運搬キャリッジを示す図である。それらは、事前に延伸破断されたストリップを巻回している第1シリンダ(22)と紙ストリップを排出する関連装置(23)との同じ配置を構成する。しかし、複数の運搬キャリッジの場合、これらは、平行に配置されると共にわずかにオフセットされ、後の前進としてストリップがコンベア・テーブル上に配布されると共に巻き戻されることを可能にし、前述のように部分的な重ねたストリップの構成になる。図25に示される複数の運搬キャリッジCD2はコンベア・テーブル(1)の上流に配列され、紙ストリップ(20)の分離の後に炭素ストリップ(21)をロードする。このように、図25は複数の運搬キャリッジの位置決めを示す。複数の運搬キャリッジは、特定の場合において、総計で2である。
【0062】
個々の運搬キャリッジCD1が配置され、各々が単一の炭素ストリップ(21)を供給する。個々の運搬キャリッジCD1が、前述した第1実施形態のように、コンベア・テーブルの移動方向に対して予め定義される角度に位置する。これらの角度位置の決定は、非限定的であるが、例えばコンベア・テーブルの長手方向に対して45度である。これらの個々の運搬キャリッジの機能は、コンベア・テーブル上において延伸破断ストリップを段階的に一方向に堆積させる。
【0063】
図25も、このように形成された多軸ストリップから成るすべての層の結合(cohesion)を提供するためにコンベア・テーブルの終端に配置された固定装置(3)を、図1に対する類似の方法で示している。一例として固定装置は、網羅的ではないが、ニードラー(needler)、プリ・ニードラー(pre−needler)、 ウォータジェット固定装置 (water jet fixing device)、編み機(knitting machine)、又は化学接着手段を吹き付ける装置等であることができる。
【0064】
従って、この変形実施形態を有する多軸ウェブ積層方法の実施を開示する必要がある。コンベア・テーブルの上流で該コンベア・テーブルの長手方向において、延伸破断され且つ事前に巻回されたストリップが、テーブルに詰めるために必要な程度の数で配列される。延伸破断され且つ事前に巻回されたこれらのストリップは前もって整えられて巻かれ、その結果炭素ストリップを保護するために各ターンの間に配列される炭素ストリップ及び紙ストリップを構成する。いくつかの複数のキャリッジは、このように平行に配置され、互いにストリップのパラメーターで表示可能に、重なっており、通常、50%で固定される。コンベア・テーブルを開始するとリールが解けて(unwind)、同時に炭素ストリップが堆積する。前記リールからの紙ストリップは回復され、各運搬キャリッジ上に配列された装置により巻回される。
【0065】
同時に、個々の運搬キャリッジは、コンベア・テーブルの動き方向に対して選択された角形成に従って炭素ストリップの運搬を開始する。第1実施形態において提供されているように、個々の運搬キャリッジの各々に関して、装置(24)は、対応する運搬キャリッジの後方移動動作の前であって堆積移動終了後に、炭素ストリップをブロックして切断するために設けられている。
【0066】
図29.1〜29.8を参照して、個々の運搬キャリッジの機能及び動きが説明される。
【0067】
図29.1において、事前に延伸破断されたストリップ・リールを構成する個々の運搬キャリッジCD−1は、シリンダの機能、そして、紙ストリップ回復装置の機能を介して図29.2に示すように右にその平行移動を開始することによって、コンベア・テーブルに対する炭素ストリップの堆積を実施する。紙ストリップを回収するための装置の被駆動スピンドルは、紙ストリップ(20)の牽引(traction)及び除去(removal)を提供する。紙ストリップ(20)は、回復シリンダ(recovery cylinder)(23.2)上に排出される。
【0068】
図29.3に示される次の段階において、個々の運搬キャリッジは、図に示すように右方へ向かう、コンベア・テーブルの他方側上におけるその平行移動を終了する。この状況において、紙ストリップ(23.1)に対処する被駆動スピンドルは停止し、それによって、回復シリンダ(23.2)の停止が生じる。炭素ストリップの堆積も停止し、その後、切断デバイス(24)を用いて第1シリンダ上に配列された延伸破断ストリップの切断を行うことが可能である。従って、コンベア・テーブル上にちょうど堆積した炭素ストリップと分離される。
【0069】
これらの3つの段階の間、コンベア・テーブルが不動のままであることに注意すべきである。
【0070】
次に、図29.4に示すように、個々の運搬キャリッジは、支持体上に配置され、コンベア・テーブルの両側上の各通過の後に作用される。支持体によって、商業的に公知のタイプの回転手段によって、180度でそれ自体上の前記運搬キャリッジの回転が可能である。
【0071】
この動作の間、コンベア・テーブルは、1段階だけ進んだ後、停止する。
【0072】
図29.5において、個々の運搬キャリッジCD1は、図29.6に示されているように左側に向かってその並進移動を開始する。紙ストリップ(23.1)を回収する装置の被駆動スピンドルは、再び動き始め、回復シリンダ(23.2)上へ排出される紙ストリップ(20)の牽引(traction)及び除去を提供する。
【0073】
図29.7に示されているように、次の段階において、個々の運搬キャリッジは、この図に示すように左方へ向かってコンベア・テーブルの他方側上におけるその並進移動を終了する。この状況において、紙ストリップ(23―1)に対処する被駆動スピンドルは停止し、それによって、また、回復シリンダー(23―2)の停止が生じる。炭素ストリップの堆積も停止される。その後、そして、進行することは、第1シリンダ上に配列された延伸破断ストリップの切断が、切断装置(24)を用いて行われる。
【0074】
従って、コンベア・テーブル上にちょうど堆積した炭素ストリップと分離される。
【0075】
これらの3つの段階の間、コンベア・テーブルが不動(停止)のままだった点に留意する必要がある。
【0076】
次に、図29.8に示されているように、個々の運搬キャリッジはそれ自体上で、180°の回転をする。
【0077】
この運動の間、コンベア・テーブルは、1つのステップによって、一歩ずつ進んだ後に、再び一度停止する。
【0078】
次に、運搬キャリッジは右の方向等へ向かって、もう一度並進移動を開始する。
【0079】
運搬キャリッジを回す装置は、ストリップが各方向において堆積される可能にすることによって、各平行移動運動の終わりにおいて、ラインの生産性を最適化する。
【0080】
図面において図と共に説明されるように、第2変形実施形態はより単純な設計であり、廉価であり、求められた要件によって、アプリケーション及び用途を発見する。コンベア・テーブルに対して個々の運搬キャリッジの運動は、いかなる適当手段によって生じる。
【0081】
効果は、明らかに本発明から現れる。本方法は、装備に対する高価でない投資によって、使用するストリップの各々の結合の従来の動作を続行することを必要とせずに、要件に従って適合できる機械の条件によって、延伸破断ストリップから製作されるウェブの多軸積層体の生産を可能とする。
【符号の説明】
【0082】
2 ストリップ
3 固定装置
4 斜めラッパー
4a、4b 一部分
4c 横方向の側部
C1、C2、C3、C4 シリンダ
C5、C6 偏向シリンダ
9 延伸破断機
10a コンベヤーベルト
20 ストリップ
21 炭素ストリップ・ターン
22 第1シリンダ
23 装置
23.1 被駆動スピンドル
23.2 回復シリンダ
【技術分野】
【0001】
本発明は、例えば炭素繊維を使用する延伸破断の織物技術と、単一軸及び/又は多軸方向におけるウェブ中の繊維の使用とに関する。
【背景技術】
【0002】
この技術は、周知であり、フランス特許第2196966号に記載されている炭素繊維を主成分とする複合材料の製造用途に見られる。
【0003】
それは、ゾルテック(ZOLTEK) XP 35,050 15T―X1、テナック(TENAX) 24KのSTS 5611、又はSGL 50KのC30 T050のいくつかの炭素繊維ケーブルの平行方向における延伸破断(stretch breaking)、EEAサイジング、SEYDEL 860 タイプ又はNSCタイプTB11の延伸破断のタイプ、又は同等のものから成る。炭素繊維ケーブルは、同時に延伸破断されて引っ張られ、45mmとおよそ350mmとの間の幅と、15〜180mmの繊維長さとを有する延伸破断フィラメントのストリップを得る。延伸破断ケーブル(stretch broken cables)は、一旦ストリップ状に広げられると、接触したままでなければならない。周知の方法において、延伸破断炭素繊維ケーブルは、紙支持体上に配置されて、その後リールに巻回される。後者は、紙支持体から分離された後、縦方向のコンベア・テーブルに対する供給装置(feed)に配置される。
【0004】
従来技術によれば、連続的織り糸(continuous yarns)又はフィラメント・ケーブルは、LIBAタイプの多軸織機(multi−axial weaving machines)に置かれる。このように形成されるストリップは、並置されて、編むことによって、一体的に作られる。この方法は、連続フィラメントがニードリング(needling)することに十分に耐えられず、コストがかかるので、織り糸(yarns)の使用に関する大きな欠点がある。
【0005】
欧州特許第972102号は、この課題を解消するための解決案を提案する。それは、ストリップの延伸性を除去して該ストリップを広げた後に、これらのストリップのそれぞれに結合力を与えて、マニピュレートする。次の、上述のストリップは巻回される。その後、LIBAタイプの多軸織機を備えている場所へ輸送される。その後、ストリップが並置されて、編むことによって、一体となる。この解決案は、液体を噴霧した後に、乾燥させるか又は化学接着剤(chemical bonding agents)を追加するか、或いはニードリングのような中間の機械的な作業が続くことになる。また、この解決案は、実施のために、機械に非常に高い投資をする必要もある。延伸破断ストリップ(stretch broken strips)の生産には、高いコストがかかり、それ故その用途が制限される。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】フランス特許第2196966号
【特許文献2】欧州特許第972102号
【発明の概要】
【発明が解決しようとする課題】
【0007】
従って、出願人は、延伸破断ストリップの各々の従来の結合段階(cohesion phase)を単に除去することによって、これらの制約を不要とすることを試みた。
【0008】
出願人によって求められた本発明により他の目的は、既存施設のコストより安い提案価格の範囲内に維持しつつ、投資に費用がかかる既存施設を簡素化すると共に、明確な共通ベースからユーザによって異なる要件を満たすことができる補充アラカルトを提供することができる設備の使用を提案することである。
【課題を解決するための手段】
【0009】
第1特徴によれば、本発明に係る延伸破断ストリップから製作されたウェブの多軸積層体の製造方法は、コンベア・テーブル上に、該コンベア・テーブルのフィードで、前記コンベア・テーブルの縦軸に沿った事前に延伸破断され、且つ事前に巻回された延伸破断ストリップの第1層を配置する段階であって、前記ストリップは部分的に重畳される段階と、ストリップを移動させて堆積させる少なくとも2つの手段であって、各々が事前に延伸破断されたストリップであって任意的に事前に巻回されており且つ事前に切断されたストリップを受けて、異なる平面に連続して重ねることで、これらのストリップを配置し、延伸破断ストリップの多軸ウェブを形成する手段を、傾斜した位置及び/又は拡散的位置において、予め定められた角度で、前記コンベア・テーブルに沿って配置する段階と、前記配置段階後に、前記ウェブがニードリングにより処理される段階と、前記コンベア・テーブルの支持ベルトの運動が段階的に行われて前記転送手段により堆積された事前に延伸破断されたストリップの各種層の重なりを確実にする段階と、を備え、前記方法の実施は前記ストリップの各々の結合処理の従来のいかなる作業なしで行われる。
【0010】
別の特徴は、前記ストリップを移動させて堆積させる少なくとも2つの手段は、斜めラッパーであり、前記ストリップを移動させて堆積させる少なくとも2つの手段のそれぞれが、事前に延伸破断されたストリップを受け、該ストリップは、任意に事前に巻回され、且つ事前に切断されている。
【0011】
他の特徴は、その設備が、上流に事前に亀裂が入れられ、且つ事前に巻回されたストリップの受け部と、下流にニードラーと、を有するコンベア・テーブルを備えた設備であって、前記コンベア・テーブルの移動方向(F)に対して定められる角度に配置されていると共に互いに対向している少なくとも2つの斜めラッパーを備え、前記少なくとも2つの斜めラッパーのそれぞれが、前記コンベア・テーブル上に延伸破断ストリップを、第1ケースにおいては、最初に前記コンベア・テーブルの上流に配列される延伸破断ストリップの第1層上に、第2ケースにおいては、前記コンベア・テーブル及び第1斜めラッパーから来ると共に、既に堆積された第2層上に、段階的に重ねて堆積させる機能を有し、多軸多層及び多軸ウェブを得ることができる。
【0012】
他の特徴は、前記ストリップを移動させて堆積させる少なくとも2つの手段は、運搬キャリッジであり、前記ストリップを移動させて堆積させる少なくとも2つの手段のそれぞれが、他のいかなる中間作業なしに直接配列されるように事前に切断されており、且つ事前に延伸破断されたストリップを受けており、前記ストリップは炭素ストリップ及び紙支持体ストリップを備え、前記運搬キャリッジは、前記炭素支持体ストリップから分離の後に前記紙ストリップを巻き戻す手段を受けるように配置されている。
【0013】
これらの特徴等は、以下の記載によって明らかになる。
【0014】
非限定的に図示される本発明は、添付される図によって明白になる:
【図面の簡単な説明】
【0015】
【図1】本発明に係る方法の第1実施形態に係る設備の模式的なタイプの平面図である。
【図2】コンベア・テーブル上の事前延伸破断及び事前巻回のストリップを堆積するための装置を説明するための部分図である。
【図2A】異なる軸上の層の連続的な堆積を図示する模式的な平面図である。
【図2B】コンベア・テーブル上に長手方向に堆積された延伸破断ストリップの重なりを図示する模式的な横断面図である。
【図2C】斜めラッパーの各々によって堆積される延伸破断ストリップの重なりを例示するコンベア・テーブルの長手方向断面における模式図である。
【図3】斜めラッパーの操作の原理を例示する模式図である。
【図4】層状化工程段階における斜めラッパーのさまざまな操作段階を示す図である。
【図5】層状化工程段階における斜めラッパーのさまざまな操作段階を示す図である。
【図6】層状化工程段階における斜めラッパーのさまざまな操作段階を示す図である。
【図7】層状化工程段階における斜めラッパーのさまざまな操作段階を示す図である。
【図8】層状化工程段階における斜めラッパーのさまざまな操作段階を示す図である。
【図9】層状化工程段階における斜めラッパーのさまざまな操作段階を示す図である。
【図10】層状化工程段階における斜めラッパーのさまざまな操作段階を示す図である。
【図11】層状化工程段階における斜めラッパーのさまざまな操作段階を示す図である。
【図12】不連続的に動作する延伸破断器(stretch breakers)から延伸破断ストリップが供給される上述の斜めラッパーの自動供給を含む施設の第2変形実施形態の模式的平面図である。
【図13】図12に係る延伸破断器を含む斜めラッパーの図4〜図11に類似する図である。
【図14】図12の実施態様に加えて、蓄積用コンベア(accumulation conveyor)を構成する補助規制装置を含み、延伸破断器が連続的に作動している、本願発明に係る方法の第3変形実施形態の模式的平面図である。
【図15】蓄積用コンベアの機能を図示する模式図である。
【図16】蓄積用コンベアの機能を図示する模式図である。
【図17】蓄積用コンベアを構成する規制装置と関連した斜めラッパーを有する施設の様々な作動段階を例示する模式図である。
【図18】蓄積用コンベアを構成する規制装置と関連した斜めラッパーを有する施設の様々な作動段階を例示する模式図である。
【図19】蓄積用コンベアを構成する規制装置と関連した斜めラッパーを有する施設の様々な作動段階を例示する模式図である。
【図20】蓄積用コンベアを構成する規制装置と関連した斜めラッパーを有する施設の様々な作動段階を例示する模式図である。
【図21】蓄積用コンベアを構成する規制装置と関連した斜めラッパーを有する施設の様々な作動段階を例示する模式図である。
【図22】蓄積用コンベアを構成する規制装置と関連した斜めラッパーを有する施設の様々な作動段階を例示する模式図である。
【図23】蓄積用コンベアを構成する規制装置と関連した斜めラッパーを有する施設の様々な作動段階を例示する模式図である。
【図24】蓄積用コンベアを構成する規制装置と関連した斜めラッパーを有する施設の様々な作動段階を例示する模式図である。
【図25】本発明に係る設備の変形実施形態を示しており、図25によれば、事前延伸破断ストリップ(pre−broken strips)を移動させると共に堆積させる手段は、以前の図において図示された斜めラッパーの代わりに運搬キャリッジにより定義される。これらの運搬キャリッジは、コンベア・テーブルの上流に配置され、コンベア・テーブルの移動方向から傾斜した軸(oblique axis)及び/又は発散する軸(divergent axis)において、コンベア・テーブル側の上に位置する。
【図26】本発明に係る個々の運搬キャリッジの模式図である。
【図27】本発明に係る複数の運搬キャリッジの模式図である。
【図28】異なる軸上のストリップの層の連続した堆積を図式的に図示する図である。
【図29.1】本発明に係る運搬キャリッジの機能を図示する図である。
【図29.2】本発明に係る運搬キャリッジの機能を図示する図である。
【図29.3】本発明に係る運搬キャリッジの機能を図示する図である。
【図29.4】本発明に係る運搬キャリッジの機能を図示する図である。
【図29.5】本発明に係る運搬キャリッジの機能を図示する図である。
【図29.6】本発明に係る運搬キャリッジの機能を図示する図である。
【図29.7】本発明に係る運搬キャリッジの機能を図示する図である。
【図29.8】本発明に係る運搬キャリッジの機能を図示する図である。
【発明を実施するための形態】
【0016】
本発明に係る延伸破断ケーブルから製作された多軸積層体の製造方法は、コンベア・テーブル上に、該コンベア・テーブルのフィードで、前記コンベア・テーブルの縦軸上に延伸破断され、且つ事前に巻回された、事前に延伸破断されたストリップの第1層を配置する段階であって前記ストリップは部分的に重畳される段階と、ストリップを移動させて堆積させる少なくとも2つの手段であって、各々が事前に延伸破断されていると共に事前に巻回されており、事前に切断されたストリップを受けて、異なる平面における事前に切断されたストリップの重なりによって該ストリップを配置し、延伸破断ストリップの多軸ウェブを形成する手段を、傾斜した位置及び/又は拡散的位置において、予め定められた角度で、前記コンベア・テーブルに沿って配置する段階と、前記配置段階後に、前記ウェブがニードラーにより処理される段階と、前記コンベア・テーブルの支持ベルトの運動が段階的に行われて前記斜めラッパー(2C)により堆積された事前に延伸破断されたストリップの各種層の重なりを確実にする段階と、を備え、前記方法の実施は前記ストリップの各々の結合処理のいかなる従来の作業なしで行われる。
【0017】
事前に延伸破断されたストリップの転送及び堆積は、斜めラッパー又は運搬キャリッジによって実施され、設備の簡素化を図ることができる。これらの2つのストリップ転送段階と積層段階との変形実施形態は、それにもかかわらず記載される。
【0018】
まず、図1〜25に図示される斜めラッパーを参照する。
【0019】
図1を参照すると、コンベア・テーブルは、参照符号(1)で示されており、長い矢印の方向(F)に進む。上流で、事前に延伸破断されており且つ事前に巻回されているストリップ(2)を受けることが可能である。ストリップ(2)は、BCC(事前に延伸破断された炭素ストリップ)とも同一視される。ストリップ(2)は、図2Bにおいて図示したように、並列しており、且つ部分的に重なって、好ましくは半分交差して配置されている。このように、2列の事前巻回されている共に事前に切断されたストリップが示されている。それは、有利には、事前巻回されている共に事前に切断された炭素繊維ストリップの場合でもよい。コンベア・テーブルの下流に、ニードラー(3)のような固定装置(3)が周知の方法に噛み合っており、本発明の方法によって得られた積層体の仕上げを提供する。
【0020】
コンベア・テーブルは、一方が送り用であり、他方が戻り用である2本のシャフトの間での適切な駆動によって駆動されるベルトを有する従来の構造を有する。
【0021】
本発明によれば、好ましくは、コンベア・テーブルに沿って所定の角度で位置する少なくとも2つの斜めラッパー(4)が配置される。斜めラッパー(4)は、コンベア・テーブルの移動方向(F)に対して矢印の方向(F1―F2)に、例えば互いに対向する+45度及び−45度で作動する。これらの斜めラッパーの機能は、コンベア・テーブル上に延伸破断ストリップを段階的に重ねて堆積させる。まず、第1ケースにおいては最初にコンベア・テーブルの上流に配置される延伸破断ストリップの第1層上に、そして、第2ケースにおいてはコンベア・テーブル及び第1斜めラッパーからのすでに堆積されている2枚の層上に重ねて堆積させる。コンベア・テーブルの支持ベルトの移動が徐々に生じて、斜めラッパー(2C)により堆積された事前延伸破断ストリップの異なる層の重なりを提供する。このようにして、図2Aに示すように、多層重畳したウェブ及び多軸重畳したウェブが得られる。図2及び2Aも、予め巻回していると共に事前に切断されたストリップを堆積させる装置を図式的に図示する。そのストリップは、このようにコンベア・テーブルの上流であって斜めラッパーの各々の上流に位置する。
【0022】
図2を参照すると、まず最初に、事前に切断されたストリップが、リールにおいて予め巻回されており、紙支持体(2a)上に配列される。従って、事前に切断されたストリップをその支持体から分離する必要がある。装置(5)はコンベア・テーブル及び斜めラッパーより上に配置される。そして、事前に切断されたストリップは紙ストリップから分離される。紙ストリップは、回送された(routed)後、紙ストリップを運ぶためのシリンダのシステム(7)を中間に有するリール(6)に巻き戻される。各リールの充填程度が何であれ、この装置は、恒常的な線形の供給速度を提供するといった利点を有する。
【0023】
そのため、本発明により使用される、図3において図示される斜めラッパー(4)を記載する必要がある。
【0024】
動作段階に従って、斜めラッパーは、一部分(4b)がコンベア・テーブルの下側に位置するか、又は一部分(4a)が事前に切断されたストリップを堆積させるためのコンベア・テーブルの上側に位置する構造を有し、2つの部分は横方向の側部(4c)により互いに連結され、そのアセンブリが不連続な交互運動で動作する。そのアセンブリは、ガイド・シリンダC1、C2、C3、C4、及び偏向シリンダ(C5、C6)上に配置される継目なしベルト(8)を備えている。
【0025】
シリンダ(C3)だけが、駆動されて、コンベア・テーブルに対して横方向の位置に位置される。他のシリンダ(C1、C2、C4)は、ガイダンス(guidance)を有していない。シリンダ(C1)及び(C2)は、コンベア・テーブルの上側の平面内に位置しており、シリンダ(C3、C4)はコンベア・テーブルの下側の平面内に位置している。シリンダ(C5、C6)は、コンベア・テーブルの垂直面内に位置しており、且つ固定位置に位置している。シリンダ(C1)及び(C4)は移動可能であり、シリンダ(C2)及び(C3)は固定されている。ジャッキ(VE1―VE2)又はウォームによって、シリンダ(C1)及び(C4)水平方向に並進することが可能で、一対のシリンダのそれぞれ(C1、C2、C3及びC4)と最適に関係している。動作段階に応じて、各々から遠い方へ離れるか又は、各々に近付く。
【0026】
このように、図4〜図11を参照すると、ジャッキ(VE1)が2つの上部シリンダ(C1及びC2)を切り離し始めると、下部ジャッキ(VE2)は下部シリンダを集めるために縮む。上述のジャッキの移動量(movement travel)の振幅は、事前に切断されたストリップをコンベア・テーブル上に置くことを可能にするように決定される。その後、この斜めラッパーは、外向きの方向とそれからの戻り方向において、該斜めラッパーの上部の並進移動によって延伸破断ストリップを重ねる。
【0027】
延伸破断ストリップを層状化移動行程の終端でブロックして、切断するための固定装置(DEC1−DEC2)が取り付けられ、反対方向における層状化が開始する前に延伸破断ストリップを固定して、該延伸破断ストリップを切断する。
【0028】
適切な直線速度で、且つ同じ軸の両方向において、この装置は、延伸破断ストリップを層状にすることができる。
【0029】
斜めラッパーの調整は、駆動シリンダ(C1)及び(C4)の並進運動速度と駆動シリンダ(C1)及び(C4)の回転速度とを結び付けなければならない。駆動シリンダ(C1)及び(C4)の回転速度は、斜めラッパー自体のベルトの移動速度を決定する。
【0030】
加えて、斜めラッパーの各運動(外へ向かう運動と戻る運動)の終わりで、延伸破断ストリップは、ブロックされて切断される。この動作中、コンベア・テーブルは、停止される。次に、前の並進運動の間に堆積された延伸破断ストリップに対して50%程度の重なるようにパラメーター化された場合には、切断作業の終わりに、コンベア・テーブルは、延伸破断ストリップの幅に相当する距離、又はストリップの幅の半分だけ段階的に進む。これらの段階中に、斜めラッパーも停止される。
【0031】
次に、斜めラッパーは、反対方向における動作を開始する。次の2つの理由のために、斜めラッパー(4)が延伸破断ストリップをコンベア・テーブルの対角線より僅かに大きい長さに広げることが好ましい:
・広げる(堆積させている)方向が逆転するときに、延伸破断ストリップのループを形成することを回避するため
・延伸破断ストリップを切断する動作を可能にするため
【0032】
製造プロセスのより良く理解をするために、図4〜図11を参照する。
【0033】
図4において、斜めラッパーに、事前に延伸破断され、且つ事前に巻回された炭素ストリップが、事前に供給される。右の方へその堆積が開始する。
【0034】
図5において、斜めラッパーの上部ジャッキ(VE1)が引っ張られて、延伸破断ストリップがコンベア・テーブルの反対側の方へ堆積される。逆にいえば、下部のジャッキ(VE2)は縮む。
【0035】
図6において、斜めラッパーは、延伸破断炭素ストリップの堆積が終了する。
【0036】
図7において、延伸破断炭素片を切断する装置(DEC2)による動作の間に、斜めラッパーは止まる(停止する)。続いて、コンベア・テーブルが1段階(one notch)だけ前進する。これらの2つの段階の間、事前に延伸破断され、且つ事前に巻回されたストリップの供給は中止される(停止する)。
【0037】
図8:一旦ストリップが切られてそのテーブルが1段階だけ前進すると、斜めラッパーは、その戻り並進運動の動きを開始する。下部のジャッキ(VE2)が引っ張られる。逆に、上部のジャッキ(VE1)は、縮む。この時点で、斜めラッパーは、向かう経路(outward trip)上に蓄積した延伸破断ストリップを堆積させる。この段階中には、斜めラッパーが、向かう経路(outward trip)上にストリップが蓄積したので、事前に延伸破断され、且つ事前に巻回されたストリップの供給は、まだ、停止されたままである。
【0038】
図9:斜めラッパーは、左(BCC)の方への延伸破断炭素片の堆積を終了する。事前に延伸破断されたストリップの供給は、まだ、停止されたままである。
【0039】
図10:延伸破断炭素ストリップを切断する装置(DEC)による動作の間、斜めラッパーは止まっている(停止している)。続いて、コンベア・テーブルが1段階(one notch)だけ前進する。これらの2つの段階の間、事前に延伸破断されたストリップの供給は、まだ停止している。
【0040】
図11:コンベア・テーブルの反対側の方に向かって、斜めラッパーは、並進運動を再開する。下部のジャッキが縮むと共に、上部ジャッキは引っ張られる。この時点で、事前に延伸破断されたストリップの供給は、再び動作する。
【0041】
コンベア・テーブルの終わりに、ニードラーは装置され、ニードラーは、多軸構造オーバーオールにおいて、3枚の一方向性の延伸破断層から形成される構造を固定する。 締めつけることによって固定する装置(例示されていない)が適用可能である場合には、コンベア・テーブルの両側が形成されることができ、ニードリング動作の間に、3層構造をブロックする。
【0042】
記載されている通りに、取付けは、上流に配置されており各斜めラッパー(図12及び13)に自動供給を提供する延伸破断機(9)を斜めラッパーのそれぞれに追加することにより補充されることができる。本実施形態において、延伸破断機(9)は不連続的に動作して、斜めラッパーに事前に延伸破断され、且つ事前に巻回されたストリップを提供すると共に、事前に延伸破断され、且つ事前に巻回されたストリップを送る装置(5)を単に置換する。方法を実施する際の本発明の概念は、同じままである。
【0043】
図12及び13において示されている、本発明の概念を実施すると共に延伸破断機を含む施設は、図14〜図24に示すように蓄積用コンベアを構成している補完的な規制装置(10)の追加により補充されることもできる。この蓄積用コンベアは、各斜めラッパー(4)と付随する延伸破断機(9)の間で一体化される。その目的は、この時、連続的に動作している1つの延伸破断機によって、2つの斜めラッパーの各々に提供することを可能とすることである。その機能は、延伸破断ストリップの切断段階の間における斜めラッパーの停止時間の間と段階的にコンベア・テーブルが移動する間とにおいて、延伸破断機の連続製造に対処することである。
【0044】
蓄積用コンベア機能は、開示されなければならない。
【0045】
この蓄積用コンベア(10)は、固定回転シリンダ(A1、A2)によって導かれるコンベアベルト(10a)から成る。シリンダ(A1)だけがベルトを動かすために駆動されて、シリンダ(A2)は自由に動ける。3本目のシリンダ(CT)は、装置の下側に位置する。シリンダ(CT)もロータリー式であるが、垂直軸に沿って上下することが可能な特性を有し、多かれ少なかれコンベア・ベルト(10a)に張力をかける。最後に、4本目のシリンダは「推進シリンダ」(CP)と呼ばれ、垂直軸に沿って移動可能であると共に装置の上側に位置し、多少の範囲で反対方向に、コンベア・ベルトに張力をかける機能を有する。
【0046】
斜めラッパーに供給されると共に、蓄積用コンベアは延伸破断機の出力速度でそれを供給する(図15)。その後、張力シリンダ(CT)は、低い位置に位置し、推進シリンダ(CP)は高い位置に位置する。延伸破断ストリップの切断動作に関連して停止している間に、コンベア・テーブルが前方に移動し、斜めラッパーの戻りの並進運動の間に、蓄積用コンベアは延伸し、A1とA2との間のベルトの長さは延伸して、その結果、延伸破断機の連続製造に対処する。その後、張力シリンダ(tension cylinder)は、高い位置に位置する。逆に、推進シリンダ(CP)は、低い位置に位置して、ベルトが下側へ伸びるようにさせる。このように得られたコンベア・ベルトの延伸は、この間に延伸破断機により生じる過剰な長さを処理する。
【0047】
延伸破断ストリップの切断動作に関連する停止の終わりに、コンベア・テーブルの移動の間と、斜めラッパーの戻り並進運動の間に、蓄積用コンベアには、再度次第に張力がかかり、延伸破断機の生産率で再び斜めラッパーに再供給する。
【0048】
当然、切断とコンベア・テーブルの移動とに関連するこれらの停止の間において、斜めラッパーも層状化の供給を停止する。
【0049】
より良く製造プロセスを理解するために、図17〜24を有用に参照する。
【0050】
図17:延伸破断機による延伸破断炭素ストリップの生産率で蓄積用コンベアによって斜めラッパーに供給される。それは、右方へその堆積を開始する。
【0051】
図18:斜めラッパーの上側ジャッキが引っ張られて、延伸破断ストリップがコンベア・テーブルの反対側の方へ堆積されることが可能となる。
逆に、下側ジャッキは、縮む。
【0052】
図19:斜めラッパーは、延伸破断炭素ストリップのその堆積を終了する。
【0053】
図20:延伸破断炭素ストリップの切断動作の間、斜めラッパーは止まる(停止する)。この間に、蓄積用コンベアが伸びて、それに伴い延伸破断機の連続提供を積み上げることが可能になる。続いて、コンベア・テーブルが1段階だけ前進する。この間に、蓄積用コンベアは延伸し続け、これに伴い延伸破断機の未だ連続している提供を積み上げ続けることを可能にする。
【0054】
図21:ストリップが切断され、且つテーブルが1段階だけ進むと、斜めラッパーは戻り並進運動を開始する。下側ジャッキが引っ張られる間、上側ジャッキは縮む。その時点で、斜めラッパーは、延伸破断ストリップを堆積させる。延伸破断ストリップは向かう経路上に蓄積している。従って、この間に、斜めラッパーは、延伸破断機による製造物に対処しない。このように、この段階中に、延伸破断炭素ストリップの蓄積された生産に対処するように、蓄積用コンベアは延伸し続ける。
【0055】
図22:斜めラッパーは、左(BCC)の方に向かった延伸破断炭素ストリップの堆積を終了する。
【0056】
図23:斜めラッパーは、延伸破断炭素ストリップ(BCC)の切断動作の間に、止まる(停止する)。この間に、蓄積用コンベアは延伸し続き、それに伴って延伸破断機のまだ連続している製造物を蓄積することが可能となる。続いて、コンベア・テーブルが1段階だけ前進する。この間に、蓄積用コンベアは延伸し続け、それに伴って延伸破断機のまだ連続している製造を蓄積し続けることを可能にする。
【0057】
図24:斜めラッパーは、コンベア・テーブルの反対側の方へ並進運動を再び開始する。下側ジャッキが縮むと共に、上側ジャッキには張力がかかる。この時点で、蓄積用コンベアの推進シリンダ(CP)は、次第に、再び上昇し、張力シリンダ(CT)が再び落下する。その結果、次第にコンベア・ベルトに再度張力をかけると共に、以前の段階中に蓄積される延伸破断ストリップの長さを次第に返す。
【0058】
以前に記載されているニードラーは、コンベア・テーブルの端部にある。
【0059】
図25〜29.5に示された延伸破断ストリップの移動及び堆積段階の第2変形実施形態が、参照される。
【0060】
本実施形態において、施設は、2つのタイプの運搬キャリッジ(CD)を使用する。その第1タイプが単一のCD1であり、その第2タイプが複合のCD2である。CD1及びCD2は、コンベア・テーブル(1)に対してそれぞれ傾斜的位置及び/又は拡散的位置においてテーブルの側面上に配置されている。そして、第2に、テーブルの上流は、延伸破断ストリップがコンベア・テーブル上に堆積することを可能にする。運搬キャリッジは、各炭素ストリップ・ターン(21)の間に巻回された紙ストリップ(20)が挿入された、事前に延伸破断され、且つ事前に巻回されたストリップのリールBを受けるので、その保護を提供することができる。運搬キャリッジは、オフセット位置に配置されており、図25において示されているように互いに対向して配置されている。それらは、同じ側面上の同じ地点から配置されることもでき、傾斜した方向及び/又は拡散的方向において分かれる。
【0061】
本実施形態において、単一又は複数の運搬キャリッジが配置され、事前に延伸破断され、且つ事前に巻回されたストリップを受ける方向に回転する第1シリンダ(22)と、ストリップ(20)を排出して巻き戻す装置(23)とを一緒に構成する。より詳しくは、この装置(23)はシリンダ(22)の後方に運搬キャリッジにおいて集積されている。装置(23)は、互いに対向しており、回転している2本の被駆動スピンドル(23.1)を備える。紙ストリップは、2本の被駆動スピンドル(23.1)間を通過して第1シリンダに対して対向して回転する回復シリンダ(23.2)上へそれを引っ張る。前記被駆動スピンドルは、恒常的な直線状速度で紙ストリップに対処する。2本のシリンダ及び上述したスピンドルは、運搬キャリッジCD1,CD2に対して固定された位置に配置される。図26及び27はそれぞれ、単一の運搬キャリッジ及び複数の運搬キャリッジを示す図である。それらは、事前に延伸破断されたストリップを巻回している第1シリンダ(22)と紙ストリップを排出する関連装置(23)との同じ配置を構成する。しかし、複数の運搬キャリッジの場合、これらは、平行に配置されると共にわずかにオフセットされ、後の前進としてストリップがコンベア・テーブル上に配布されると共に巻き戻されることを可能にし、前述のように部分的な重ねたストリップの構成になる。図25に示される複数の運搬キャリッジCD2はコンベア・テーブル(1)の上流に配列され、紙ストリップ(20)の分離の後に炭素ストリップ(21)をロードする。このように、図25は複数の運搬キャリッジの位置決めを示す。複数の運搬キャリッジは、特定の場合において、総計で2である。
【0062】
個々の運搬キャリッジCD1が配置され、各々が単一の炭素ストリップ(21)を供給する。個々の運搬キャリッジCD1が、前述した第1実施形態のように、コンベア・テーブルの移動方向に対して予め定義される角度に位置する。これらの角度位置の決定は、非限定的であるが、例えばコンベア・テーブルの長手方向に対して45度である。これらの個々の運搬キャリッジの機能は、コンベア・テーブル上において延伸破断ストリップを段階的に一方向に堆積させる。
【0063】
図25も、このように形成された多軸ストリップから成るすべての層の結合(cohesion)を提供するためにコンベア・テーブルの終端に配置された固定装置(3)を、図1に対する類似の方法で示している。一例として固定装置は、網羅的ではないが、ニードラー(needler)、プリ・ニードラー(pre−needler)、 ウォータジェット固定装置 (water jet fixing device)、編み機(knitting machine)、又は化学接着手段を吹き付ける装置等であることができる。
【0064】
従って、この変形実施形態を有する多軸ウェブ積層方法の実施を開示する必要がある。コンベア・テーブルの上流で該コンベア・テーブルの長手方向において、延伸破断され且つ事前に巻回されたストリップが、テーブルに詰めるために必要な程度の数で配列される。延伸破断され且つ事前に巻回されたこれらのストリップは前もって整えられて巻かれ、その結果炭素ストリップを保護するために各ターンの間に配列される炭素ストリップ及び紙ストリップを構成する。いくつかの複数のキャリッジは、このように平行に配置され、互いにストリップのパラメーターで表示可能に、重なっており、通常、50%で固定される。コンベア・テーブルを開始するとリールが解けて(unwind)、同時に炭素ストリップが堆積する。前記リールからの紙ストリップは回復され、各運搬キャリッジ上に配列された装置により巻回される。
【0065】
同時に、個々の運搬キャリッジは、コンベア・テーブルの動き方向に対して選択された角形成に従って炭素ストリップの運搬を開始する。第1実施形態において提供されているように、個々の運搬キャリッジの各々に関して、装置(24)は、対応する運搬キャリッジの後方移動動作の前であって堆積移動終了後に、炭素ストリップをブロックして切断するために設けられている。
【0066】
図29.1〜29.8を参照して、個々の運搬キャリッジの機能及び動きが説明される。
【0067】
図29.1において、事前に延伸破断されたストリップ・リールを構成する個々の運搬キャリッジCD−1は、シリンダの機能、そして、紙ストリップ回復装置の機能を介して図29.2に示すように右にその平行移動を開始することによって、コンベア・テーブルに対する炭素ストリップの堆積を実施する。紙ストリップを回収するための装置の被駆動スピンドルは、紙ストリップ(20)の牽引(traction)及び除去(removal)を提供する。紙ストリップ(20)は、回復シリンダ(recovery cylinder)(23.2)上に排出される。
【0068】
図29.3に示される次の段階において、個々の運搬キャリッジは、図に示すように右方へ向かう、コンベア・テーブルの他方側上におけるその平行移動を終了する。この状況において、紙ストリップ(23.1)に対処する被駆動スピンドルは停止し、それによって、回復シリンダ(23.2)の停止が生じる。炭素ストリップの堆積も停止し、その後、切断デバイス(24)を用いて第1シリンダ上に配列された延伸破断ストリップの切断を行うことが可能である。従って、コンベア・テーブル上にちょうど堆積した炭素ストリップと分離される。
【0069】
これらの3つの段階の間、コンベア・テーブルが不動のままであることに注意すべきである。
【0070】
次に、図29.4に示すように、個々の運搬キャリッジは、支持体上に配置され、コンベア・テーブルの両側上の各通過の後に作用される。支持体によって、商業的に公知のタイプの回転手段によって、180度でそれ自体上の前記運搬キャリッジの回転が可能である。
【0071】
この動作の間、コンベア・テーブルは、1段階だけ進んだ後、停止する。
【0072】
図29.5において、個々の運搬キャリッジCD1は、図29.6に示されているように左側に向かってその並進移動を開始する。紙ストリップ(23.1)を回収する装置の被駆動スピンドルは、再び動き始め、回復シリンダ(23.2)上へ排出される紙ストリップ(20)の牽引(traction)及び除去を提供する。
【0073】
図29.7に示されているように、次の段階において、個々の運搬キャリッジは、この図に示すように左方へ向かってコンベア・テーブルの他方側上におけるその並進移動を終了する。この状況において、紙ストリップ(23―1)に対処する被駆動スピンドルは停止し、それによって、また、回復シリンダー(23―2)の停止が生じる。炭素ストリップの堆積も停止される。その後、そして、進行することは、第1シリンダ上に配列された延伸破断ストリップの切断が、切断装置(24)を用いて行われる。
【0074】
従って、コンベア・テーブル上にちょうど堆積した炭素ストリップと分離される。
【0075】
これらの3つの段階の間、コンベア・テーブルが不動(停止)のままだった点に留意する必要がある。
【0076】
次に、図29.8に示されているように、個々の運搬キャリッジはそれ自体上で、180°の回転をする。
【0077】
この運動の間、コンベア・テーブルは、1つのステップによって、一歩ずつ進んだ後に、再び一度停止する。
【0078】
次に、運搬キャリッジは右の方向等へ向かって、もう一度並進移動を開始する。
【0079】
運搬キャリッジを回す装置は、ストリップが各方向において堆積される可能にすることによって、各平行移動運動の終わりにおいて、ラインの生産性を最適化する。
【0080】
図面において図と共に説明されるように、第2変形実施形態はより単純な設計であり、廉価であり、求められた要件によって、アプリケーション及び用途を発見する。コンベア・テーブルに対して個々の運搬キャリッジの運動は、いかなる適当手段によって生じる。
【0081】
効果は、明らかに本発明から現れる。本方法は、装備に対する高価でない投資によって、使用するストリップの各々の結合の従来の動作を続行することを必要とせずに、要件に従って適合できる機械の条件によって、延伸破断ストリップから製作されるウェブの多軸積層体の生産を可能とする。
【符号の説明】
【0082】
2 ストリップ
3 固定装置
4 斜めラッパー
4a、4b 一部分
4c 横方向の側部
C1、C2、C3、C4 シリンダ
C5、C6 偏向シリンダ
9 延伸破断機
10a コンベヤーベルト
20 ストリップ
21 炭素ストリップ・ターン
22 第1シリンダ
23 装置
23.1 被駆動スピンドル
23.2 回復シリンダ
【特許請求の範囲】
【請求項1】
ストリップ形状の延伸破断ケーブルから製作されたウェブの多軸積層体の製造方法であって、コンベア・テーブル上に、該コンベア・テーブルのフィードで、前記コンベア・テーブルの縦軸に沿って事前に巻回され、且つ事前に切断された延伸破断ストリップの第1層を配置する段階であって前記ストリップは部分的に重畳される段階と、
ストリップを移動させて堆積させる少なくとも2つの手段であって、各々が事前に延伸破断されたストリップを受けて、異なる平面における事前に切断されたストリップの前記第1層上に連続した重なりによって該ストリップを配置し、延伸破断ストリップの多軸ウェブを形成する手段を、傾斜した位置及び/又は拡散的位置において、予め定められた角度で、前記コンベア・テーブルに沿って配置する段階と、
前記配置段階後に、前記ウェブが固定装置(3)により処理される段階と、
前記コンベア・テーブルの支持ベルトの運動が段階的に行われて前記転送手段により堆積された事前に延伸破断されたストリップの各種層の重なりを確実にする段階と、を備え、
前記方法の実施は前記ストリップの各々の従来の結合処理のいかなる作業なしで行われる、方法。
【請求項2】
前記ストリップを移動させて堆積させる少なくとも2つの手段は、斜めラッパーであり、
前記ストリップを移動させて堆積させる少なくとも2つの手段のそれぞれが、事前に延伸破断されたストリップを受け、該ストリップは、任意に事前に巻回され、且つ事前に切断されていることを特徴とする、請求項1に記載の方法。
【請求項3】
前記ストリップを移動させて堆積させる少なくとも2つの手段は運搬キャリッジであり、
前記ストリップを移動させて堆積させる少なくとも2つの手段のそれぞれが、他のいかなる中間作業なしに直接配列される、事前に切断されたストリップを受けており、
前記ストリップは炭素ストリップ及び紙支持体ストリップを備え、
前記運搬キャリッジは、前記炭素ストリップから分離の後に前記紙ストリップを巻き戻す手段を受けるように配置されていることを特徴とする、請求項1に記載の方法。
【請求項4】
上流に事前に延伸破断され、且つ事前に巻回されたストリップ(2)の受け部と、
下流に固定装置(3)と、を有するコンベア・テーブルを備えた設備であって、
前記コンベア・テーブルの移動方向(F)に対して定められる角度に配置された少なくとも2つの斜めラッパー(4)を備え、
前記少なくとも2つの斜めラッパー(4)のそれぞれが、前記コンベア・テーブル上に延伸破断ストリップを、第1ケースにおいては最初に前記コンベア・テーブルの上流に配列される延伸破断ストリップの第1層上に、第2ケースにおいては前記コンベア・テーブル及び第1斜めラッパーから来ると共に、既に堆積された第2層上に段階的に重ねて堆積させる機能を有し、
多軸の多層重畳されたウェブを得ることができることを特徴とする、請求項1及び2に記載の方法を実施するための設備。
【請求項5】
前記斜めラッパーが、動作段階によって、延伸破断ストリップの堆積のために一部分(4b)が前記コンベア・テーブルの下側に位置し、又は一部分(4a)が前記コンベア・テーブルの上側に位置する構造を有し、
前記一部分(4a)及び前記一部分(4b)が横方向の側部(4c)によって互いに連結されており、
前記組立体が不連続的な交互的な動きで動作し、
ガイド・シリンダC1、C2、C3、C4、及び偏向シリンダ(C5、C6)上に配置される継目のないベルト(8)を更に備えていることを特徴とする、
請求項4に記載の設備。
【請求項6】
前記シリンダ(C3)が、駆動されると共に、前記コンベア・テーブルに対して横方向の位置に位置されており、
前記シリンダ(C1、C2、C4)は、ガイダンスを有しておらず、
シリンダ(C1)及び(C2)は、前記コンベア・テーブルの上側の平面内に位置しており、前記シリンダ(C3、C4)は前記コンベア・テーブルの下側の平面内に位置しており、
前記シリンダ(C5、C6)は、前記コンベア・テーブルの垂直面内に位置しており、且つ固定位置に位置しており、
前記シリンダ(C1)及び(C4)は、移動可能であり、前記シリンダ(C2)(C3)は固定されており、
前記シリンダ(C1)及び(C4)が、水平方向に並進することが可能であり、且つジャッキ(VE1―VE2)又はウォームによって、一対のシリンダそれぞれ(C1、C2、C3及びC4)と適切に関係しており、動作段階に応じて、各々から遠い方へ離れるか又は、各々に近付き、
前記ジャッキの移動の幅が、前記事前に延伸破断されたストリップを前記コンベア・テーブル上に置くことを可能にするように決定されることを特徴とする、請求項5に記載の設備。
【請求項7】
層状化移動行程の終端で、前記延伸破断ストリップをブロックして、切断する固定装置(DEC1 ― DEC2)を備え、反対方向における層状化が開始する前に前記延伸破断ストリップを固定して、該延伸破断ストリップを切断することを特徴とする、請求項4に記載の設備。
【請求項8】
上流に配置されており、各斜めラッパーの自動的不連続的な供給を提供する延伸破断機(9)を斜めラッパーのそれぞれに追加することを特徴とする、請求項4〜7の何れか一項に記載の設備。
【請求項9】
延伸破断機を連続的に機能させる手段によって前記斜めラッパーを提供することを可能とし、
蓄積用コンベアを構成している補完的な規制装置(10)の追加を備え、
前記蓄積用コンベアは、各斜めラッパー(4)と関連する前記延伸破断機(9)との間で一体化されて、
前記延伸破断ストリップの切断段階の間における前記斜めラッパーの停止期間の間と、段階的に前記コンベア・テーブルが移動する間とにおいて、前記延伸破断機の連続製造に対処することが可能であることを特徴とする、請求項4〜8の何れか一項に記載の設置。
【請求項10】
前記蓄積用コンベア(10)は、固定回転シリンダ(A1、A2)によって導かれるコンベヤーベルト(10a)からなり、
第3シリンダ(CT)が前記装置の下側に位置すると共にロータリー式であるが、垂直軸に沿って上下することが可能な特性を有し、多かれ少なかれ前記コンベア・ベルト(10a)に張力をかけ、
第4シリンダは「推進シリンダ」(CP)と呼ばれ、垂直軸に沿って移動可能であると共に前記装置の上側に位置し、多少の範囲で反対方向に、前記コンベア・ベルトに張力をかける機能を有することを特徴とする、請求項9に記載の設備。
【請求項11】
第1の単一CD1であり、第2の複数CD2である2つのタイプの運搬キャリッジであって、該2つのタイプの運搬キャリッジが、前記コンベア・テーブル(1)に対してそれぞれ傾斜的位置及び/又は拡散的位置における前記テーブルの側面上に配置されている2つのタイプの運搬キャリッジ(CD)を使用し、
次に、前記テーブルの上流によって、前記延伸破断ストリップが前記コンベア・テーブル上に堆積することが可能であり、
前記運搬キャリッジは、各炭素ストリップ・ターン(21)の間に巻回された紙ストリップ(20)が挿入された、事前に延伸破断され、且つ事前に巻回されたストリップのリールBを受け、その保護を提供することができることを特徴とする、請求項1〜3に記載の方法を実施するための設備。
【請求項12】
前記単一又は前記複数の運搬キャリッジが、事前に延伸破断され、且つ事前に巻回されたストリップを受ける方向に回転する第1シリンダ(22)と、ストリップ(20)を排出して巻き戻す装置(23)とを一緒に構成するように配置され、
前記装置(23)は、前記第1シリンダ(22)の後方の前記運搬キャリッジにおいて集積されていることを特徴とする、請求項11に記載の設備。
【請求項13】
前記装置(23)は、互いに対向して回転している2本の被駆動スピンドル(23.1)を備え、
前記紙ストリップは、2本の被駆動スピンドル(23.1)間を通過して前記第1シリンダに対して対向して回転する回復シリンダ(23.2)上へそれを引っ張り、
前記被駆動スピンドルは、恒常的な直線状速度で前記紙ストリップに対処し、
前記2本のシリンダ及び前記スピンドルは、前記運搬キャリッジCD1,CD2に対して固定された位置に配置されていることを特徴とする、請求項12に記載の設備。
【請求項14】
前記運搬キャリッジは、回転手段によって、180度にわたってそれ自体上において回転して、
前記コンベア・テーブルの両側上の各通過の後に作用されるように配置されていることを特徴とする、請求項12に記載の設備。
【請求項15】
前記複数の運搬キャリッジD2は、平行に配置されると共にわずかにオフセットされ、後の前進としてストリップが前記コンベア・テーブル上に配布されると共に巻き戻されることを可能にし、部分的に重ねたストリップの構成にあり、
前記複数の運搬キャリッジCD2は、前記コンベア・テーブル(1)の上流に配列され、前記紙ストリップ(20)の分離の後に炭素ストリップ(21)をロードすることを特徴とする、請求項11に記載の設備。
【請求項16】
前記個々の運搬キャリッジCD1が配置され、前記各々が単一の炭素ストリップ(21)を供給し、
前記個々の運搬キャリッジCD1が、
前記コンベア・テーブルの移動方向に対して予め定義される角度に位置することを特徴とする、請求項11に記載の設備。
【請求項17】
前記運搬キャリッジが拡散的方向において前記ンベア・テーブルの同じ側面上に配置されていることを特徴とする、請求項11に記載の設備。
【請求項1】
ストリップ形状の延伸破断ケーブルから製作されたウェブの多軸積層体の製造方法であって、コンベア・テーブル上に、該コンベア・テーブルのフィードで、前記コンベア・テーブルの縦軸に沿って事前に巻回され、且つ事前に切断された延伸破断ストリップの第1層を配置する段階であって前記ストリップは部分的に重畳される段階と、
ストリップを移動させて堆積させる少なくとも2つの手段であって、各々が事前に延伸破断されたストリップを受けて、異なる平面における事前に切断されたストリップの前記第1層上に連続した重なりによって該ストリップを配置し、延伸破断ストリップの多軸ウェブを形成する手段を、傾斜した位置及び/又は拡散的位置において、予め定められた角度で、前記コンベア・テーブルに沿って配置する段階と、
前記配置段階後に、前記ウェブが固定装置(3)により処理される段階と、
前記コンベア・テーブルの支持ベルトの運動が段階的に行われて前記転送手段により堆積された事前に延伸破断されたストリップの各種層の重なりを確実にする段階と、を備え、
前記方法の実施は前記ストリップの各々の従来の結合処理のいかなる作業なしで行われる、方法。
【請求項2】
前記ストリップを移動させて堆積させる少なくとも2つの手段は、斜めラッパーであり、
前記ストリップを移動させて堆積させる少なくとも2つの手段のそれぞれが、事前に延伸破断されたストリップを受け、該ストリップは、任意に事前に巻回され、且つ事前に切断されていることを特徴とする、請求項1に記載の方法。
【請求項3】
前記ストリップを移動させて堆積させる少なくとも2つの手段は運搬キャリッジであり、
前記ストリップを移動させて堆積させる少なくとも2つの手段のそれぞれが、他のいかなる中間作業なしに直接配列される、事前に切断されたストリップを受けており、
前記ストリップは炭素ストリップ及び紙支持体ストリップを備え、
前記運搬キャリッジは、前記炭素ストリップから分離の後に前記紙ストリップを巻き戻す手段を受けるように配置されていることを特徴とする、請求項1に記載の方法。
【請求項4】
上流に事前に延伸破断され、且つ事前に巻回されたストリップ(2)の受け部と、
下流に固定装置(3)と、を有するコンベア・テーブルを備えた設備であって、
前記コンベア・テーブルの移動方向(F)に対して定められる角度に配置された少なくとも2つの斜めラッパー(4)を備え、
前記少なくとも2つの斜めラッパー(4)のそれぞれが、前記コンベア・テーブル上に延伸破断ストリップを、第1ケースにおいては最初に前記コンベア・テーブルの上流に配列される延伸破断ストリップの第1層上に、第2ケースにおいては前記コンベア・テーブル及び第1斜めラッパーから来ると共に、既に堆積された第2層上に段階的に重ねて堆積させる機能を有し、
多軸の多層重畳されたウェブを得ることができることを特徴とする、請求項1及び2に記載の方法を実施するための設備。
【請求項5】
前記斜めラッパーが、動作段階によって、延伸破断ストリップの堆積のために一部分(4b)が前記コンベア・テーブルの下側に位置し、又は一部分(4a)が前記コンベア・テーブルの上側に位置する構造を有し、
前記一部分(4a)及び前記一部分(4b)が横方向の側部(4c)によって互いに連結されており、
前記組立体が不連続的な交互的な動きで動作し、
ガイド・シリンダC1、C2、C3、C4、及び偏向シリンダ(C5、C6)上に配置される継目のないベルト(8)を更に備えていることを特徴とする、
請求項4に記載の設備。
【請求項6】
前記シリンダ(C3)が、駆動されると共に、前記コンベア・テーブルに対して横方向の位置に位置されており、
前記シリンダ(C1、C2、C4)は、ガイダンスを有しておらず、
シリンダ(C1)及び(C2)は、前記コンベア・テーブルの上側の平面内に位置しており、前記シリンダ(C3、C4)は前記コンベア・テーブルの下側の平面内に位置しており、
前記シリンダ(C5、C6)は、前記コンベア・テーブルの垂直面内に位置しており、且つ固定位置に位置しており、
前記シリンダ(C1)及び(C4)は、移動可能であり、前記シリンダ(C2)(C3)は固定されており、
前記シリンダ(C1)及び(C4)が、水平方向に並進することが可能であり、且つジャッキ(VE1―VE2)又はウォームによって、一対のシリンダそれぞれ(C1、C2、C3及びC4)と適切に関係しており、動作段階に応じて、各々から遠い方へ離れるか又は、各々に近付き、
前記ジャッキの移動の幅が、前記事前に延伸破断されたストリップを前記コンベア・テーブル上に置くことを可能にするように決定されることを特徴とする、請求項5に記載の設備。
【請求項7】
層状化移動行程の終端で、前記延伸破断ストリップをブロックして、切断する固定装置(DEC1 ― DEC2)を備え、反対方向における層状化が開始する前に前記延伸破断ストリップを固定して、該延伸破断ストリップを切断することを特徴とする、請求項4に記載の設備。
【請求項8】
上流に配置されており、各斜めラッパーの自動的不連続的な供給を提供する延伸破断機(9)を斜めラッパーのそれぞれに追加することを特徴とする、請求項4〜7の何れか一項に記載の設備。
【請求項9】
延伸破断機を連続的に機能させる手段によって前記斜めラッパーを提供することを可能とし、
蓄積用コンベアを構成している補完的な規制装置(10)の追加を備え、
前記蓄積用コンベアは、各斜めラッパー(4)と関連する前記延伸破断機(9)との間で一体化されて、
前記延伸破断ストリップの切断段階の間における前記斜めラッパーの停止期間の間と、段階的に前記コンベア・テーブルが移動する間とにおいて、前記延伸破断機の連続製造に対処することが可能であることを特徴とする、請求項4〜8の何れか一項に記載の設置。
【請求項10】
前記蓄積用コンベア(10)は、固定回転シリンダ(A1、A2)によって導かれるコンベヤーベルト(10a)からなり、
第3シリンダ(CT)が前記装置の下側に位置すると共にロータリー式であるが、垂直軸に沿って上下することが可能な特性を有し、多かれ少なかれ前記コンベア・ベルト(10a)に張力をかけ、
第4シリンダは「推進シリンダ」(CP)と呼ばれ、垂直軸に沿って移動可能であると共に前記装置の上側に位置し、多少の範囲で反対方向に、前記コンベア・ベルトに張力をかける機能を有することを特徴とする、請求項9に記載の設備。
【請求項11】
第1の単一CD1であり、第2の複数CD2である2つのタイプの運搬キャリッジであって、該2つのタイプの運搬キャリッジが、前記コンベア・テーブル(1)に対してそれぞれ傾斜的位置及び/又は拡散的位置における前記テーブルの側面上に配置されている2つのタイプの運搬キャリッジ(CD)を使用し、
次に、前記テーブルの上流によって、前記延伸破断ストリップが前記コンベア・テーブル上に堆積することが可能であり、
前記運搬キャリッジは、各炭素ストリップ・ターン(21)の間に巻回された紙ストリップ(20)が挿入された、事前に延伸破断され、且つ事前に巻回されたストリップのリールBを受け、その保護を提供することができることを特徴とする、請求項1〜3に記載の方法を実施するための設備。
【請求項12】
前記単一又は前記複数の運搬キャリッジが、事前に延伸破断され、且つ事前に巻回されたストリップを受ける方向に回転する第1シリンダ(22)と、ストリップ(20)を排出して巻き戻す装置(23)とを一緒に構成するように配置され、
前記装置(23)は、前記第1シリンダ(22)の後方の前記運搬キャリッジにおいて集積されていることを特徴とする、請求項11に記載の設備。
【請求項13】
前記装置(23)は、互いに対向して回転している2本の被駆動スピンドル(23.1)を備え、
前記紙ストリップは、2本の被駆動スピンドル(23.1)間を通過して前記第1シリンダに対して対向して回転する回復シリンダ(23.2)上へそれを引っ張り、
前記被駆動スピンドルは、恒常的な直線状速度で前記紙ストリップに対処し、
前記2本のシリンダ及び前記スピンドルは、前記運搬キャリッジCD1,CD2に対して固定された位置に配置されていることを特徴とする、請求項12に記載の設備。
【請求項14】
前記運搬キャリッジは、回転手段によって、180度にわたってそれ自体上において回転して、
前記コンベア・テーブルの両側上の各通過の後に作用されるように配置されていることを特徴とする、請求項12に記載の設備。
【請求項15】
前記複数の運搬キャリッジD2は、平行に配置されると共にわずかにオフセットされ、後の前進としてストリップが前記コンベア・テーブル上に配布されると共に巻き戻されることを可能にし、部分的に重ねたストリップの構成にあり、
前記複数の運搬キャリッジCD2は、前記コンベア・テーブル(1)の上流に配列され、前記紙ストリップ(20)の分離の後に炭素ストリップ(21)をロードすることを特徴とする、請求項11に記載の設備。
【請求項16】
前記個々の運搬キャリッジCD1が配置され、前記各々が単一の炭素ストリップ(21)を供給し、
前記個々の運搬キャリッジCD1が、
前記コンベア・テーブルの移動方向に対して予め定義される角度に位置することを特徴とする、請求項11に記載の設備。
【請求項17】
前記運搬キャリッジが拡散的方向において前記ンベア・テーブルの同じ側面上に配置されていることを特徴とする、請求項11に記載の設備。
【図1】

【図2】
【図2A】
【図2B】
【図2C】

【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29.1】
【図29.2】
【図29.3】
【図29.4】
【図29.5】
【図29.6】
【図29.7】
【図29.8】
【図2】
【図2A】
【図2B】
【図2C】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29.1】
【図29.2】
【図29.3】
【図29.4】
【図29.5】
【図29.6】
【図29.7】
【図29.8】
【公表番号】特表2013−501860(P2013−501860A)
【公表日】平成25年1月17日(2013.1.17)
【国際特許分類】
【出願番号】特願2012−524258(P2012−524258)
【出願日】平成22年8月3日(2010.8.3)
【国際出願番号】PCT/FR2010/051645
【国際公開番号】WO2011/018574
【国際公開日】平成23年2月17日(2011.2.17)
【出願人】(512036177)フェルラム・テクノロジーズ (1)
【Fターム(参考)】
【公表日】平成25年1月17日(2013.1.17)
【国際特許分類】
【出願日】平成22年8月3日(2010.8.3)
【国際出願番号】PCT/FR2010/051645
【国際公開番号】WO2011/018574
【国際公開日】平成23年2月17日(2011.2.17)
【出願人】(512036177)フェルラム・テクノロジーズ (1)
【Fターム(参考)】
[ Back to top ]