
ストリップパック製造装置
【課題】順貼りのストリップパックおよび逆貼りのストリップパックの双方を製造可能なストリップパック製造装置を提供する。
【解決手段】ストリップパック製造装置は、切断機構と、孔形成機構と、配置換え機構と、第1搬送部とを備える。切断機構は、ストリップテープを切断する。孔形成機構は、ストリップテープに孔を形成する。配置換え機構は、ストリップテープの搬送方向に対して切断機構の配置と孔形成機構の配置とを換える。第1搬送部は、反転搬送と、通常搬送とを切り替える。反転搬送は、袋を搬送し、かつ、袋の表裏を反転させる搬送である。通常搬送は、袋の表裏を反転させずに袋を搬送する搬送である。配置換え機構による配置換えは、第1搬送部における切り換えに連動して行われる。
【解決手段】ストリップパック製造装置は、切断機構と、孔形成機構と、配置換え機構と、第1搬送部とを備える。切断機構は、ストリップテープを切断する。孔形成機構は、ストリップテープに孔を形成する。配置換え機構は、ストリップテープの搬送方向に対して切断機構の配置と孔形成機構の配置とを換える。第1搬送部は、反転搬送と、通常搬送とを切り替える。反転搬送は、袋を搬送し、かつ、袋の表裏を反転させる搬送である。通常搬送は、袋の表裏を反転させずに袋を搬送する搬送である。配置換え機構による配置換えは、第1搬送部における切り換えに連動して行われる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ストリップパック製造装置に関する。
【背景技術】
【0002】
従来、スーパーやコンビニにおいて、商品を吊り下げて陳列する吊下げ陳列が採用されている。吊下げ陳列に適した形態として、ストリップパックが知られている。ストリップパックとは、スナック菓子等の物品を充填した袋(パッケージ)を、複数個ストリップテープ(帯体)に貼り付けたものである。ストリップパックの製造装置としては、例えば、特許文献1(特開2005−313967号公報)に示すように、物品を充填した袋を製造する製袋部と、製袋部によって製造された袋をストリップに取り付ける取り付け部とを備え、ストリップパックを自動的に製造できるような装置が提案されている。
【発明の概要】
【発明が解決しようとする課題】
【0003】
ところで、ストリップパックには、順貼りのストリップパックと、逆貼りのストリップパックとがある。順貼りのストリップパックとは、袋の裏面が部分的にストリップテープに貼り付けられて製造されたストリップパックである。また、逆貼りのストリップパックとは、袋の正面が部分的にストリップテープに貼り付けられて製造されたストリップパックである。
【0004】
従来は、ストリップテープから袋をはがす際の容易性を考慮して、逆貼りのストリップパックを製造するストリップパック製造装置が採用されることが多かった。しかし、近年では、袋に充填する物品の種類等に応じて、順貼りのストリップパックが採用される場合もある。しかし、順貼りのストリップパックと、逆貼りのストリップパックとでは、製造方法に異なる点があるため、従来のストリップパック製造装置では、順貼りのストリップパックおよび逆貼りのストリップパックの両方を製造することが困難であった。
【0005】
本発明の課題は、順貼りのストリップパックおよび逆貼りのストリップパックの双方を製造可能なストリップパック製造装置を提供することにある。
【課題を解決するための手段】
【0006】
本発明に係るストリップパック製造装置は、ストリップパックを製造する。ストリップパックは、ストリップテープに複数の袋を接着させ吊下げた状態で袋の群を展示するものである。ストリップパック製造装置は、切断機構と、孔形成機構と、配置換え機構と、第1搬送部とを備える。切断機構は、ストリップテープを切断する。孔形成機構は、ストリップテープに孔を形成する。配置換え機構は、ストリップテープの搬送方向に対して切断機構の配置と孔形成機構の配置とを換える。第1搬送部は、反転搬送と、通常搬送とを切り替える。反転搬送として、第1搬送部は、袋を搬送し、かつ、袋の表裏を反転させる。通常搬送として、第1搬送部は、袋の表裏を反転させずに袋を搬送する。配置換え機構による配置換えは、第1搬送部における切り換えに連動して行われる。
【0007】
本発明に係るストリップパック製造装置では、ストリップテープの搬送方向に対する切断機構の配置と孔形成機構の配置とが換えられる。また、第1搬送部において、反転搬送と通常搬送とを切り換えられる。
【0008】
これにより、順貼りのストリップパックおよび逆貼りのストリップパックの両方を製造することができる。
【0009】
また、第1搬送部は吊下げた状態で展示する袋の上部を搬送方向の上流にして袋を搬送し、ストリップパック製造装置は、さらに第2搬送部と貼り付け機構とを備えることが好ましい。ここで、第2搬送部は、第1搬送部によって搬送された袋を受け取って、袋の上部を搬送方向の下流にして搬送し、貼り付け機構は、第2搬送部の下流に配置され、袋の上端部を保持して袋をストリップテープに貼り付けることが好ましい。
【0010】
第1搬送部が袋の表裏を反転させる機能を担い、第2搬送部が、袋の上下方向を反転させる機能を担うため、構造が複雑になることを避けることができる。
【0011】
また、反転搬送時、第1搬送部は袋をベルトで挟持しながら袋の表裏を反転させることが好ましい。これにより、被包装物に損傷を与えずに、袋の表裏を反転させることができる。
【0012】
また、配置換え機構は、切断機構の配置と孔形成機構の配置とを換えるための回転部材を含むことが好ましい。これにより、製造するストリップパックの種類に応じた必要な構成へと、容易に切り替えることができる。
【0013】
また、反転搬送時、第1搬送部は、連続するベルトの第1部分および第2部分によって形成される通路を有し、第1部分は、通路の入口で通路の第1床部を構成し、通路の入口から通路の出口に向けてねじられて、通路の出口では通路の第1天井部を構成することが好ましい。また、第2部分は、通路の入口で通路の第2天井部を構成し、通路の入口から通路の出口に向けてねじられて、通路の出口では通路の第2床部を構成することが好ましい。これにより、袋の搬送速度を落とさずに袋の表裏を反転させることができる。
【0014】
さらに、配置換え機構による配置換えと、第1搬送部による反転搬送とを連動させる制御部をさらに備えてもよい。これにより、順貼りのストリップパックおよび逆貼りのストリップパックを製造するために必要な変更を自動で行うことができる。
【発明の効果】
【0015】
本発明に係るストリップパック製造装置では、順貼りのストリップパックおよび逆貼りのストリップパックの両方を製造することができる。
【図面の簡単な説明】
【0016】
【図1A】ストリップパック製造装置の全体図である。
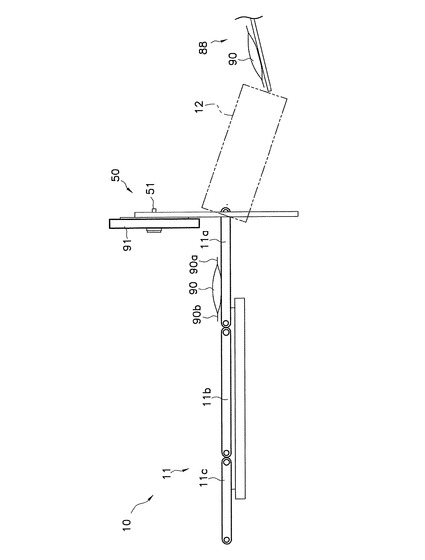
【図1B】供給コンベアおよび表裏反転ユニットの配置を示す平面図である。
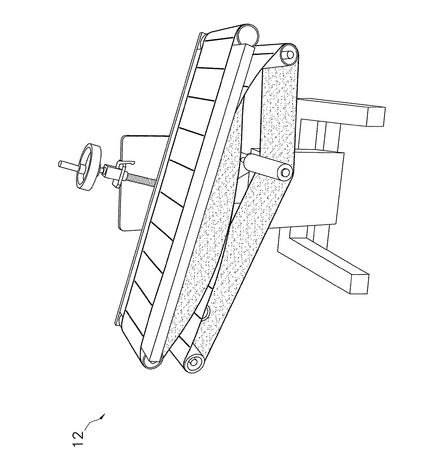
【図2】表裏反転ユニットを示す図である。
【図3】表裏反転ユニットにおける上側支持ユニット、下側支持ユニット、およびベルトの構成を示すである。
【図4】ストリップパック製造装置の部分拡大図である。
【図5】貼り付け機構におけるストリップテープ、ヒーター、および袋の位置関係を示す図である。
【図6】回転機構の概略図である。
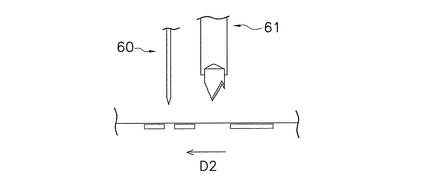
【図7】逆貼りのストリップパック製造時の切断機構および孔形成機構の配置を示す図である。
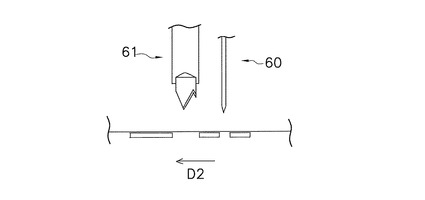
【図8】順貼りのストリップパック製造時の切断機構および孔形成機構の配置を示す図である。
【図9】制御ブロックを示す図である。
【図10A】変形例Aに係る表裏反転ユニットの例を示す図である。
【図10B】変形例Cに係る表裏反転ユニットの使用例を示す図である。
【図10C】変形例Dに係る表裏反転ユニットの使用例を示す図である。
【図10D】変形例Dに係る表裏反転ユニットの使用例を示す図である。
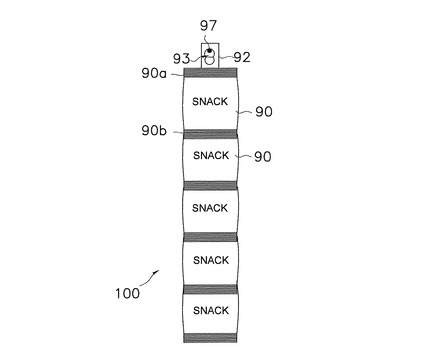
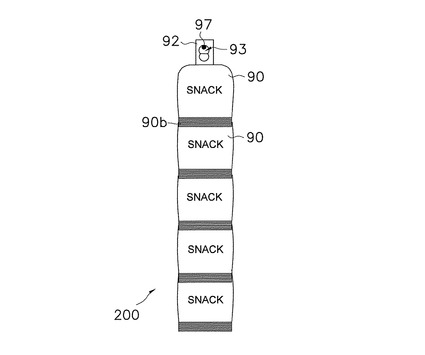
【図11A】順貼りのストリップパックの正面図である。
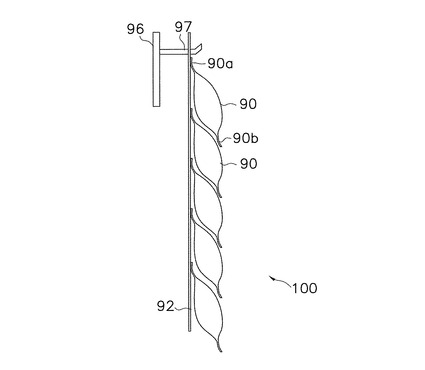
【図11B】順貼りのストリップパックの側面図である。
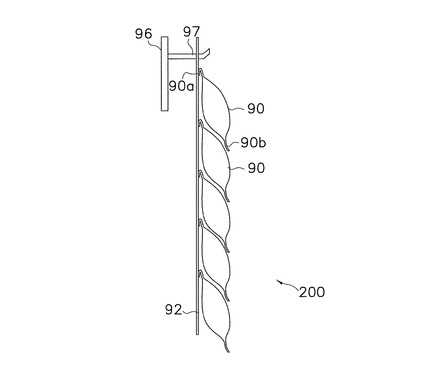
【図12A】逆貼りのストリップパックの正面図である。
【図12B】逆貼りのストリップパックの側面図である。
【発明を実施するための形態】
【0017】
以下、本発明の一実施形態に係るストリップパック製造装置500を、図1A〜図9を用いて説明する。なお、以下の説明において、「上流」、「下流」とは、袋90の搬送方向またはストリップテープ92の搬送方向を基準にした方向を意味するものとする。
【0018】
(1)全体構成
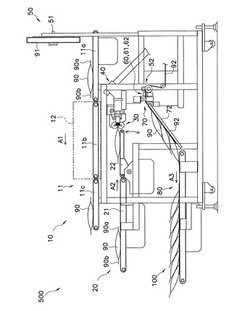
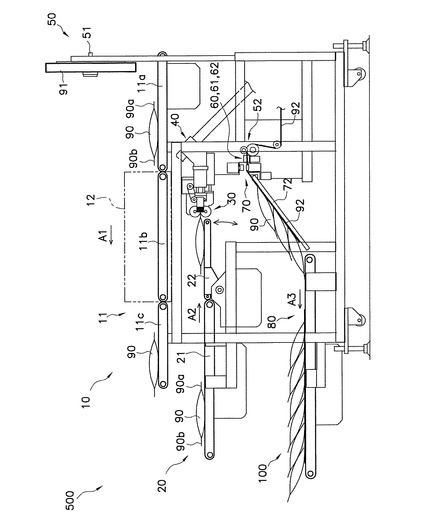
図1Aは、本発明の一実施形態に係るストリップパック製造装置500を示す。ストリップパック製造装置500は、図11A〜図12Bに示すような、吊下げ陳列が可能なストリップパック100,200を製造する装置である。ストリップパック100,200は、細長い帯体であるストリップテープ92と、当該ストリップテープ92に貼り付けられる複数の袋90とからなる。袋90には、ポテトチップス等の物品が充填されている。また、袋90は、上シール部位(袋の上部90a)および下シール部位(袋の下部90b)に、シール時に形成された凹凸を有する。
【0019】
ストリップパック100,200は、複数の袋90を貼り付ける貼り付け部分と、孔93があけられたヘッダーとを有する。ストリップパック100,200は、壁96に取り付けられたフック97などを当該孔93に引っ掛けて陳列される。複数の袋90は、ストリップテープ92の貼り付け部分に、所定の間隔をあけて貼り付けられる。また、複数の袋90は、ストリップテープ92と部分的に接着するように貼り付けられる。具体的には、袋の上部90a、より具体的には、袋の上部90aの中央部分(以下、貼り付け対象部分)がストリップテープ92に貼り付けられる。
【0020】
ストリップパック製造装置500では、順貼り(ストレート貼り)のストリップパック100と、逆貼りのストリップパック200とが製造される。順貼りのストリップパック100は、ストリップテープ92に、袋の上部90aの裏面側が部分的に貼り付けられて形成されるストリップパックである(図11Aおよび図11B参照)。逆貼りのストリップパック200は、ストリップテープ92に、袋の上部90aの正面側が部分的に貼り付けられて形成されるストリップパックである(図12Aおよび図12B参照)。買い物客は、ストリップテープ92から所望の数の袋90を剥がして商品を購入する。
【0021】
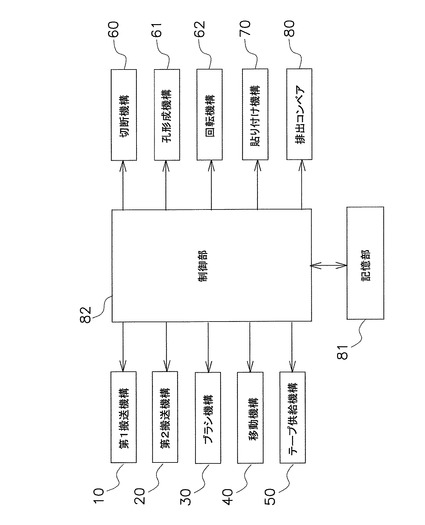
ストリップパック製造装置500は、図1Aに示すように、主として、第1搬送機構10、第2搬送機構20、ブラシ機構30、移動機構40、テープ供給機構50、切断機構60、孔形成機構61、回転機構62、貼り付け機構70、および排出コンベア80とから構成されている。また、ストリップパック製造装置500は、記憶部81と制御部82とを備える。記憶部81は、各機構の制御に関する情報を記憶する。制御部82は、記憶部81に記憶された情報に基づいて各機構を制御する。
【0022】
第1搬送機構10は、図示しない上位装置(例えば、製袋包装装置)から供給される袋90を受け取り下流に搬送する。第2搬送機構20は、第1搬送機構10によって搬送された袋90を受け取って、さらに下流に搬送する。ブラシ機構30は、第2搬送機構20により搬送された袋90の貼り付け対象部分を挟み込んで平坦にする。移動機構40は、貼り付け対象部分が平坦にされた袋90を把持し、貼り付け機構70に袋90を搬送する。テープ供給機構50は、貼り付け機構70にストリップテープ92を供給する。切断機構60は、テープ供給機構50によって供給されたストリップテープ92を切断し、孔形成機構61は、当該ストリップテープ92に孔93を形成する。回転機構62は、製造するストリップパックの種類に応じて回転され、切断機構60の配置および孔形成機構61の配置を入れ換える。貼り付け機構70は、テープ供給機構50によって供給されるストリップテープ92に袋90を貼り付ける。排出コンベア80は、貼り付け機構70によって複数の袋90,90,・・・が貼り付けられたストリップテープ92(ストリップパック100,200)を下流に排出する。
【0023】
なお、ストリップパック製造装置500は、図1Aの矢印A1およびA2が示す方向に袋90を搬送し、矢印A3が示す方向に、ストリップパック100,200を搬送するものとする。
【0024】
(2)詳細構成
以下、各構成について詳細に説明する。
【0025】
(2−1)第1搬送機構
第1搬送機構10は、上述したように、上位装置から供給される袋90を受け取り下流に搬送する。具体的には、第1搬送機構10は、図1Aの矢印A1が示す方向に袋90を搬送する。
【0026】
なお、上位装置によって供給される袋90は、袋90の下シール部(袋の下部)90bから落下する。また、上位装置によって供給される袋90は、袋90の裏面を上に向けた状態で落下する。
【0027】
第1搬送機構10は、主として、供給コンベア11および表裏反転ユニット12によって構成される。
【0028】
(2−1−1)供給コンベア
供給コンベア11は、上位装置によって供給された袋90を受け取るベルトである。供給コンベア11は、袋90を水平方向に搬送する。供給コンベア11は、受け取った袋90の状態を変化させず、袋90を下流に搬送する。すなわち、供給コンベア11は、袋90の表裏を反転させずに、袋90を搬送する。また、供給コンベア11は、袋の上部90aを上流にした状態で、袋90を搬送する。なお、供給コンベア11は、上流ベルト11a,中流ベルト11b,および下流ベルト11cの三つのコンベアベルトから構成されている。具体的に、上流ベルト11aは、上位装置から受け取った袋90を中流ベルト11bに向けて搬送する。中流ベルト11bは、上流ベルト11aから受け取った袋90を下流ベルト11cに向けて搬送する。下流ベルト11cは、中流ベルト11bから受け取った袋90をさらに下流に向けて搬送し、第2搬送機構20に袋90を落下させる。なお、中流ベルト11bは、取り外し可能な構成となっている。
【0029】
(2−1−2)表裏反転ユニット
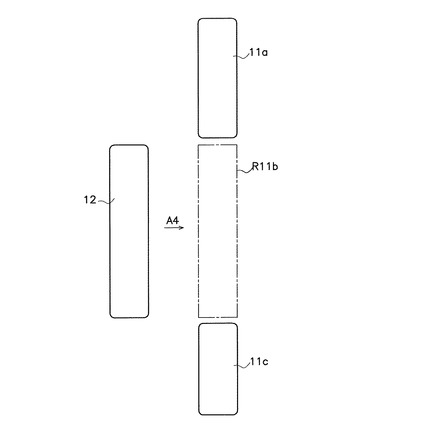
表裏反転ユニット12は、図1Aに示すように、供給コンベア11の途中に配置される。具体的には、表裏反転ユニット12は、供給コンベア11の一部(中流ベルト11b)に代えて用いられる(図1B参照)。図1Bは、供給コンベア11および表裏反転ユニット12の配置を示す平面図である。図1Bに示すように、表裏反転ユニット12(特に、上側支持ユニット13および下側支持ユニット14)は、矢印A4で示す方向に移動し、供給コンベア11の中流ベルト11bが設置されていた空間R11bに設置されて用いられる。表裏反転ユニット12は、供給コンベア11の上流ベルト11aから搬送された袋90を受け取って下流に搬送し、かつ、袋90の表裏を反転させる。上述したように、上位装置によって供給された袋90は、袋90の裏面を上に向けた状態で落下する。また、供給コンベア11は、袋90の表裏を反転させずに、下流に向けて搬送する。表裏反転ユニット12は、袋90の表面が上に向くように、袋90の表裏を反転させる。
【0030】
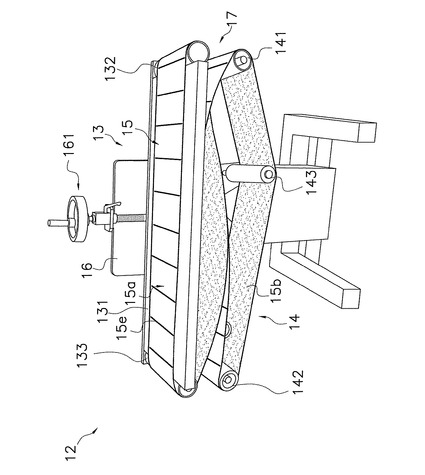
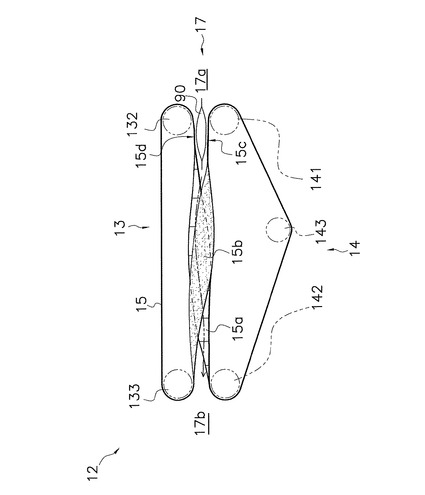
図2に、表裏反転ユニット12を示す。表裏反転ユニット12は、主として、上側支持ユニット13と、下側支持ユニット14と、ベルト15と、本体部16とからなる。
【0031】
(a)上側支持ユニット
上側支持ユニット13は、主として、金属製の板状部材131と、板状部材131の長手方向両端に配置された第1上側回転ローラー132および第2上側回転ローラー133とからなる。第1上側回転ローラー132は、板状部材131の上流側一端に設けられる。第2上側回転ローラー133は、板状部材131の下流側一端に設けられる。第1上側回転ローラー132および第2上側回転ローラー133は、図示しないモーターによって駆動されて回転する。
【0032】
(b)下側支持ユニット
下側支持ユニット14は、主として、第1下側回転ローラー141と、第2下側回転ローラー142と、第3下側回転ローラー143とから構成されている。第1下側回転ローラー141は、第1上側回転ローラー132の下方に配置される。第2下側回転ローラー142は、第2上側回転ローラー133の下方に配置される。第1下側回転ローラー141から第2下側回転ローラー142までの距離は、第1上側回転ローラー132から第2上側回転ローラー133までの距離と同等である。第1下側回転ローラー141および第2下側回転ローラー142は、図示しないモーターによって駆動され回転する。第3下側回転ローラー143は、ベルト15のテンションを調整するために用いられる従動ローラーである。第3下側回転ローラー143は、モーターによって駆動されず、ベルト15の搬送に応じて回転する。
【0033】
(c)ベルト
ベルト15は、図2および図3に示すように、部分的にねじられながら、上側支持ユニット13と下側支持ユニット14とをそれぞれ取り囲むように、上側支持ユニット13および下側支持ユニット14に掛け渡される。具体的には、ベルト15は、第1上側回転ローラー132の上方から第2上側回転ローラー133の上方に掛け渡される。その後、ベルト15は、第2上側回転ローラー133の側面に沿いながら第1下側回転ローラー141の上方に掛け渡される。この時、ベルト15は、ねじられる。第1下側ローラーの上方に接したベルト15は、その後、第1下側ローラーの側面に沿いながら、第3ローラーの下方を経由して、第2下側回転ローラー142の下方から上方に掛け渡される。その後、ベルト15は、第2下側回転ローラー142の上方から第1上側回転ローラー132の下方に掛け渡される。この時、ベルト15は、再度、ねじられる。
【0034】
ベルト15は、滑り止め部15eが形成された表面15aと、滑り止め部15eが形成されていない裏面15bとからなる。ベルト15の裏面15bは、第1上側回転ローラー132、第2上側回転ローラー133、第1下側回転ローラー141、第3下側回転ローラー143、および第2下側回転ローラー142の側面に部分的に接する。ベルト15の表面15aは、ベルト15のねじられた部分で互いに向かい合う。
【0035】
第1上側回転ローラー132および第2上側回転ローラー133の高さ位置と、第1下側回転ローラー141および第2下側回転ローラー142の高さ位置との違いにより、上側支持ユニット13と下側支持ユニット14との間には、ねじれたベルト15によって袋90を通過させる通路17が形成される。具体的には、図3に示すように、通路の入口17aにおいて、通路17の床部を構成するベルトの第1部分15cは、少しずつねじられることによって、通路17の中央では通路17の側壁部を構成し、通路の出口17bでは、通路17の天井部を構成する。また、通路の入口17aにおいて、通路17の天井部を形成するベルトの第2部分15dは、少しずつねじられることによって、通路17の中央では通路17の側壁部を構成し、通路の出口17bでは、通路17の床部を構成する。ベルトの第1部分15cとベルトの第2部分15dとは、互いに表面15aを対向させた状態でねじられている。袋90は、ベルト15によって形成された通路17を、図3の矢印が示す方向に搬送されることにより、表裏が反転する。具体的には、袋90は、通路の入口17aから通路17に入り、ベルトのねじれに沿って幅方向に姿勢を傾け、その後、通路の出口17bに向かって搬送されながら、幅方向にさらに姿勢を傾ける。これにより、袋90の表裏が反転される。
【0036】
(d)本体部
本体部16は、上側支持ユニット13および下側支持ユニット14を保持する。また、本体部16は、上側支持ユニット13および下側支持ユニット14の配置を調整する調整部161を有する。具体的に、調整部161は、上側支持ユニット13および下側支持ユニット14の長手方向の傾き、および、上側支持ユニット13および下側支持ユニット14の間に形成される高さ方向の隙間の大きさを調整する。上側支持ユニット13および下側支持ユニット14の間に形成される高さ方向の隙間は、袋90の厚みに応じて調整される。
【0037】
また、調整部161は、供給コンベア11に対する上側支持ユニット13および下側支持ユニット14の配置を調整する。上側支持ユニット13および下側支持ユニット14は、水平移動が可能な構成になっており、調整部161は、製造するストリップパック100の種類に応じて、上側支持ユニット13および下側支持ユニット14を水平移動させ、供給コンベア11の途中に配置させる。具体的には、図1Bに示すように、上側支持ユニット13および下側支持ユニット14を、中流ベルト11bが設置されていた空間R11bに移動させる。
【0038】
(2−2)第2搬送機構
第2搬送機構20は、第1搬送機構10によって搬送された袋90を受け取り、後述のブラシ機構30に引き渡す機構である。第2搬送機構20は、図1Aに示すように、第1搬送機構10に対して、高さ方向下側に位置する。また、第2搬送機構20は、第1搬送機構10における袋90の搬送方向A1と逆の方向A2に袋90を搬送する。
【0039】
第2搬送機構20は、主として、導入コンベア21と、ドロップコンベア22とから構成されている。
【0040】
(2−2−1)導入コンベア
導入コンベア21は、供給コンベア11から落下する袋90を受け取る。また、導入コンベア21は、袋90を水平方向であって、供給コンベア11における袋90の搬送方向A1と逆の方向A2に袋90を搬送する。これにより、導入コンベア21は、袋90の搬送方向に対する、袋の上部90aの向きをかえさせる。具体的には、導入コンベア21は、袋の上部90aを搬送方向の下流にして、袋90を搬送する。
【0041】
(2−2−2)ドロップコンベア
ドロップコンベア22は、第2搬送機構20の終端部を構成する。ドロップコンベア22は、上流側の一端が導入コンベア21の近傍に配置される。ドロップコンベア22は、導入コンベア21によって搬送された袋90を受け取る。ドロップコンベア22は、下流側の一端が上下方向に回動可能な構成になっている。すなわち、ドロップコンベア22は、水平な状態である水平姿勢と、下流側の一端を傾けた状態である傾斜姿勢とを有する。
【0042】
ドロップコンベア22には、図示しないセンサが設けられている。センサによってドロップコンベア22上に袋90が検出されると、後述するブラシ機構30が駆動する。ドロップコンベア22は、移動機構40が駆動すると、下流側の一端を下向きに回動する。具体的には、移動機構40の把持部材41が袋の上部90aを狭持すると、ドロップコンベア22は、水平姿勢を傾斜姿勢へと変える。
【0043】
(2−3)ブラシ機構30
ブラシ機構30は、ストリップテープ92に貼り付けられる袋90の部分、すなわち、袋90の貼り付け対象部分、を平坦にする機構である。ブラシ機構30は、主として、ブラシローラー31a,31bと、ブラシローラー支持部材32a,32bと、支持本体部33と、図示しないストッパーとからなる。
【0044】
(2−3−1)ブラシローラー
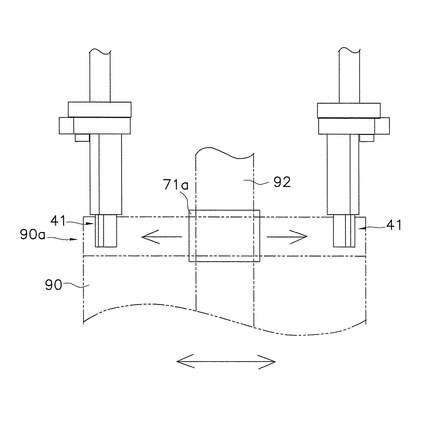
ブラシローラー31a,31bは、袋90の幅方向にそれぞれ伸びており、後述するブラシローラー支持部材32a,32bによって、回転自在に支持されている。ブラシローラー31a,31bは、鉛直方向に並列して配置されている。また、上側に配置されるブラシローラー(上側ブラシローラー)31aと、下側に配置されるブラシローラー(下側ブラシローラー)31bとの間には所定の隙間が形成される。ブラシローラー31a,31bは、当該所定の隙間に袋の上部90aを引き込み、袋の上部90aを部分的に挟み込む。具体的には、ブラシローラー31a,31bは、袋90の貼り付け対象部分を挟み込む。より具体的には、上側ブラシローラー31aは、矢印A11方向、下側ブラシローラー31bは、矢印A12方向にそれぞれ回転する。また、上側ブラシローラー31aおよび下側ブラシローラー31bは、同一の周速値で回転する。これにより、袋90の貼り付け対象部分がブラシローラー31a,31bの隙間に引き込まれる。ブラシローラー31a,31bの隙間に引き込まれた袋90の貼り付け対象部分は、引き込み方向D1に引き伸ばされて平坦にされる。引き込み方向とは、ブラシローラー31a,31bによって袋の上部90aが引き込まれる方向である。
【0045】
また、ブラシローラー31a,31bは、ブラシ毛を有する。ブラシ毛は、ブラシローラー31a,31bの長手方向に一定の間隔をあけて植毛されている。
【0046】
(2−3−2)ブラシローラー支持部材
ブラシローラー支持部材32a,32bは、第1支持部材32aと、第2支持部材32bとを含む。第1支持部材32aは、上側ブラシローラー31aを回転自在に支持する。第2支持部材32bは、下側ブラシローラー31bを回転自在に支持する。
【0047】
(2−3−2)支持本体部
支持本体部33は、第1支持部材32aと連結されている。また、支持本体部33は、第2支持部材32bを、引き込み方向D1に水平移動可能に支持する。第2支持部材32bは、支持本体部33が有するシリンダによって水平移動する。
【0048】
(2−3−3)ストッパー
ストッパーは、ブラシローラー31a,31bの近傍に配置され、ブラシローラー31a,31bが袋の上部90aを引き込む程度を規制する。具体的には、ストッパーは、ブラシローラー31a,31bの引き込み方向D1に対して下流側に配置される。
【0049】
(2−4)移動機構
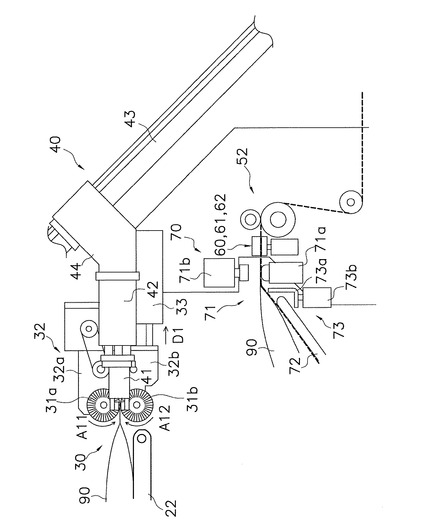
移動機構40は、ブラシローラー31a,31bによって袋90の貼り付け対象部分が平坦にされた後、袋90の貼り付け対象部分の両側を把持して、貼り付け機構70に袋90を移動させる。移動機構40は、主として、把持部材41と、第3支持部材42と、ガイドレール43と、ガイド連結部44とから構成される。
【0050】
(2−4−1)把持部材
把持部材41は、上述のブラシローラー31a,31bの両端に配置される。把持部材41は、ブラシローラー31a,31bによって平坦にされた貼り付け対象部分を挟んだ両側を把持する。
【0051】
(2−4−2)第3支持部材
第3支持部材42は、把持部材41をそれぞれ支持する部材である。第3支持部材42は、シリンダ等によって把持部材41を水平移動可能にする。
【0052】
(2−4−3)ガイドレール
ガイドレール43は、所定の角度に傾いて、高さ方向の上から下に伸びる部材である。
【0053】
(2−4−4)ガイド連結部
ガイド連結部44は、第3支持部材42に連結されている。また、ガイド連結部44は、ガイドレール43に沿って移動することにより、高さ方向上から下に第3支持部材42を移動させる。すなわち、袋の上部90aを把持する把持部材41もまた、高さ方向上から下に移動する。具体的に、ガイド連結部44がガイドレール43に沿って移動することにより、把持部材41は、把持する袋90を貼り付け機構70に移動させる。より具体的には、図5に示すように、ブラシローラー31a,31bによって平坦にされた袋90の貼り付け対象部分が、ヒーター71a上のストリップテープ92の所望する位置に来るように、ガイド連結部44は移動する。
【0054】
(2−5)テープ供給機構
テープ供給機構50は、ストリップテープ92を供給する機構である。テープ供給機構50は、主として、テープロール保持部51と、テープ送りユニット52とからなる。図1Aは、テープロール保持部51からテープ送りユニット52までのストリップテープ92の搬送経路の図示は省略している。
【0055】
(2−5−1)テープロール保持部
テープロール保持部51は、ストリップテープ92を巻きつけたテープロール91を保持する。テープロール91から繰り出されるストリップテープ92は、図示しない複数のテンションローラーを介して、後述するテープ送りユニット52に搬送される。
【0056】
(2−5−2)テープ送りユニット
テープ送りユニット52は、テープロール91に巻きつけられたストリップテープ92を所定量ずつ繰り出させるユニットである。テープ送りユニット52は、後述する貼り付け機構70の近傍に配置される。テープ送りユニット52は、鉛直方向上下に配置された大小のローラーである。大小のローラーは、図示しないモーターにより駆動される。
【0057】
(2−6)切断機構および孔形成機構
切断機構60は、ストリップテープ92を切断する機構である。切断機構60は、主として、カッターおよびシリンダから構成される。シリンダは、所定のタイミングでカッターを上下移動させる。カッターは、下に移動した時、ストリップテープ92を切断する。
【0058】
孔形成機構61は、フック97等を引っ掛けるための孔93をストリップテープ92に形成する機構である。孔形成機構61は、主として、パンチおよびシリンダから構成される。シリンダは、所定のタイミングでパンチを上下移動させる。パンチは、下に移動した時、ストリップテープ92に孔93を形成する。
【0059】
切断機構60および孔形成機構61は、ストリップテープ92の搬送方向に沿って配置されている。また、切断機構60の配置および孔形成機構61の配置は、後述する回転機構62によって入れ換えられる。
【0060】
(2−7)回転機構
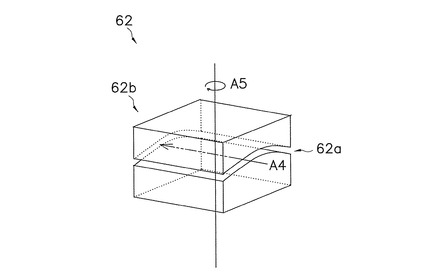
回転機構62は、テープ送りユニット52の近傍に配置される。図6に、回転機構62の部分拡大図を示す。図6に示すように、回転機構62は、狭小な隙間62aを有する。当該狭小な隙間62aは湾曲した形状になっている。回転機構62は、当該狭小な隙間62aに、テープ送りユニット52によって送られたストリップテープ92を通過させる(矢印A4方向)。
【0061】
回転機構62は、水平方向に回転可能な機構である。回転機構62は、回転部材62bと、図示しないモーターとを有する。モーターを駆動させることにより、回転部材62bは、矢印A5が示すように回転する。回転機構62は水平方向に回転することにより、ストリップテープ92の搬送方向に対する切断機構60の配置と孔形成機構61の配置とを入れ換える。具体的には、切断機構60と孔形成機構61とは、回転機構62の内部に設けられ、回転機構62の回転に従って、切断機構60の配置と孔形成機構61の配置とが入れ換わる。
【0062】
回転機構62は、製造するストリップパック100の種類に応じて、回転部材62bを回転させ、切断機構60の配置と孔形成機構61の配置とを入れ換える。具体的には、順貼りのストリップパック100を製造する際には、図7に示すように、ストリップテープ92の搬送方向上流側にカッターが位置し、ストリップテープ92の搬送方向下流側にパンチが位置するように、回転部材62bは回転する。また、逆貼りのストリップパック200を製造する際には、図8に示すように、ストリップテープ92の搬送方向上流側にパンチが位置し、ストリップテープ92の搬送方向下流側にカッターが位置するように、回転部材62bは回転する。なお、図7および図8中、矢印D2は、ストリップテープ92の搬送方向を示す。
【0063】
なお、回転機構62は、表裏反転ユニット12に連動して駆動される。具体的に、回転機構62は、中流ベルト11bが取り除かれた空間に、表裏反転ユニット12が設置されるタイミングに併せて、回転部材62bを回転させる。
【0064】
(2−8)貼り付け機構
貼り付け機構70は、移動機構40よって移動させた袋90をストリップテープ92に貼り付ける機構である(図5参照)。貼り付け機構70は、主として、加熱機構71と、スロープ72と、溶解防止ユニット73とからなる。
【0065】
(2−8−1)加熱機構
加熱機構71は、ストリップテープ92に袋90を熱溶着させる機構である。加熱機構71は、主として、ヒーター71aと、シリンダ71bとを含む。ヒーター71aは、常時通電されており、最大温度が約200℃である。シリンダ71bは、ストリップテープ92に袋の上部90aが重ねられたタイミングで下方に移動し、ストリップテープ92および袋90をヒーター71aに押し当てる。これにより、ストリップテープ92に袋90が熱溶着される。
【0066】
(2−8−2)スロープ
スロープ72は、加熱機構71に対して、ストリップテープ92の搬送方向下流側に配置されている。スロープ72は、加熱機構71を通過したストリップテープ92が接する。ストリップテープ92は、袋90の重みにより、スロープ72に沿って下流に送られていく。
【0067】
(2−8−3)溶解防止ユニット
溶解防止ユニット73は、ストリップテープ92および袋90が熱溶着される前に、ストリップテープ92がヒーター71aに接触することを回避させ、ストリップテープ92の熱溶解を防止する。溶解防止ユニット73は、ストリップテープ92の裏面に接触する接触部材73aと、接触部材73aを上下移動させるシリンダ73bとを含む。シリンダが接触部材73aを上下移動させることにより、接触部材73aがストリップテープ92をヒーター71aから遠ざける。
【0068】
(2−9)排出コンベア
排出コンベア80は、ストリップパック100,200を下流側装置に搬送するコンベアである。排出コンベア80は、上記スロープ72の下流側一端の近傍に配置される。貼り付け機構70によって所定数量の袋90が貼り付けられたストリップテープ92は、切断機構60により上流側のストリップテープ92と切り離されると、スロープ72を伝って排出コンベア80に落下する。排出コンベア80は、スロープ72から落下した袋90を受け取り、下流側装置に搬送する。
【0069】
(2−10)記憶部および制御部
記憶部81は、ストリップパック100,200の製造に必要な各種情報を記憶する。各種情報には、例えば、一つのストリップパック100に用いられるストリップテープ92の長さ、ヘッダーの長さ、ストリップテープ92に貼り付ける袋90の大きさおよび袋90の数量、ストリップテープ92と袋90とを重ねた後シールするまでのタイミング、および貼り付け温度、貼り付け方向等が含まれる。ヘッダーとは、ストリップパック100,200の陳列時に上部に位置する部分であって、ストリップテープ92の孔93が形成される部分である。
【0070】
制御部82は、図9に示すように、第1搬送機構10、第2搬送機構20、ブラシ機構30、移動機構40、テープ供給機構50、切断機構60、孔形成機構61、回転機構62、貼り付け機構70、および排出コンベア等と接続され、各構成を駆動させる駆動部に指令を送る。制御部82は、記憶部81に記憶されたプログラムや各種情報に基づいて、各構成に対する制御指令を生成する。
【0071】
(3)全体動作
(3−1)逆貼りのストリップパックの製造動作
供給コンベア11は、上位装置によって供給された袋90を、供給コンベア11の上流側で受け取る。袋90は、袋の下部90bから供給コンベア11に落下し、袋の下部90bが、袋90の搬送方向下流に向いた状態で供給コンベア11に載せられる。すなわち、供給コンベア11は、袋の下部90bを、袋90の搬送方向下流に向け、袋の上部90aを、袋90の搬送方向上流に向けた状態で、図1Aの矢印A1が示す方向に、袋90を搬送する。袋90は、供給コンベア11の下流側の一端まで搬送されると、供給コンベア11から落下して、導入コンベア21によって受け取られる。
【0072】
導入コンベア21は、供給コンベア11から落下した袋90を受け取り、供給コンベア11と反対の方向に袋90を搬送する。具体的に、導入コンベア21は、矢印A2が示す方向に袋90を搬送する。導入コンベア21では、袋90の搬送方向上流側に、袋の下部90bが向き、袋90の搬送方向下流側に袋の上部90aが向いた状態で、袋90を搬送する。導入コンベア21によって搬送された袋90は、ドロップコンベア22によって受け取られる。
【0073】
ドロップコンベア22に袋90が搬送されると、図示しないセンサが、ドロップコンベア22上の袋90を検出し、ブラシ機構30が袋90の貼り付け対象部分を平坦にする。その後、移動機構40によって、袋90の貼り付け対象部分の両側が把持され、所望するストリップテープ92の位置(具体的には、ヒーター71a上のストリップテープ92)に、移動される。この時、ドロップコンベア22は、水平姿勢を傾斜姿勢へと変える。
【0074】
一方、テープ送りユニット52は、テープロール91から繰り出されたストリップテープ92を下流に搬送する。テープ送りユニット52によって搬送されたストリップテープ92は、回転機構62が有する狭小な隙間62aを通過して、加熱機構71へ送られる。このとき、回転機構62の内部では、ストリップテープ92の搬送方向上流側に孔形成機構61が位置し、ストリップテープ92の搬送方向下流側に切断機構60が位置する(図7参照)。
【0075】
移動機構40によって移動された袋90は、加熱機構71によって、ストリップテープ92に貼り付けられる。具体的には、袋90の表面側の貼り付け対象部分がストリップテープ92に熱溶着される。所定数量の袋90がストリップテープ92に貼り付けられると、切断機構60は、先行するストリップテープ92(袋90が貼り付けられたストリップテープ92)を、テープロール91に繋がる後続のストリップテープ92から切り離す。また、孔形成機構61がテープロール91に繋がる後続のストリップテープ92に孔93を形成する。
【0076】
所定数量の袋90が貼り付けられ、テープロール91に繋がるストリップテープ92から切り離されたストリップテープ92(ストリップパック200)は、スロープ72を滑って排出コンベア80に落下する。排出コンベア80は、ストリップパック200を下流装置に搬送する。
【0077】
(3−2)順貼りのストリップパックの製造動作
まず、供給コンベア11のうち、中流ベルト11bを取り外し、中流ベルト11bが配置されていた空間に、表裏反転ユニット12を配置する(図1B参照)。また、回転機構62を回転させ、切断機構60の配置と孔形成機構61の配置とを入れ換える(図6参照)。具体的には、回転部材62bを回転させて、切断機構60をストリップテープ92の搬送方向上流側、孔形成機構61をストリップテープ92の搬送方向下流側になるように切断機構60および孔形成機構61の配置を入れ換える。
【0078】
次に、供給コンベア11は、上位装置によって供給された袋90を、供給コンベア11の上流側で受け取る。袋90は、袋の下部90bから供給コンベア11に落下し、袋の下部90bが、袋90の搬送方向下流に向いた状態で供給コンベア11に載せられる。すなわち、供給コンベア11は、袋の下部90bを、袋90の搬送方向下流に向け、袋の上部90aを、袋90の搬送方向上流に向けた状態で、図1Aの矢印A1が示す方向に、袋90を搬送する。その後、表裏反転ユニット12は、袋90を通路17に引き込み、通路17を通過させる。ここで、袋90の表裏が反転され、袋90の表面が上を向いた状態で供給コンベア11の下流側に送られる。その後、袋90は、供給コンベア11の下流側の一端まで搬送されると、供給コンベア11から落下して、導入コンベア21によって受け取られる。
【0079】
導入コンベア21は、供給コンベア11から落下した袋90を受け取り、供給コンベア11と反対の方向に袋90を搬送する。具体的に、導入コンベア21は、矢印A2が示す方向に袋90を搬送する。導入コンベア21では、袋90の搬送方向上流側に、袋の下部90bが向き、袋90の搬送方向下流側に袋の上部90aが向いた状態で、袋90を搬送する。導入コンベア21によって搬送された袋90は、ドロップコンベア22によって受け取られる。
【0080】
ドロップコンベア22に袋90が搬送されると、図示しないセンサが、ドロップコンベア22上の袋90を検出し、ブラシ機構30が袋90の貼り付け対象部分を平坦にする。その後、移動機構40によって、袋90の貼り付け対象部分の両側が把持され、所望するストリップテープ92の位置(具体的には、ヒーター71a上のストリップテープ92)に、移動される。この時、ドロップコンベア22は、水平姿勢を傾斜姿勢へと変える。
【0081】
一方、テープ送りユニット52は、テープロール91から繰り出されたストリップテープ92を下流に搬送する。テープ送りユニット52によって搬送されたストリップテープ92は、回転機構62が有する狭小な隙間62aを通過して、加熱機構71へ送られる。このとき、回転機構62の内部では、ストリップテープ92の搬送方向上流側に切断機構60が位置し、ストリップテープ92の搬送方向下流側に孔形成機構61が位置する(図8参照)。
【0082】
移動機構40によって移動された袋90は、加熱機構71によって、ストリップテープ92に貼り付けられる。具体的には、袋90の裏面側の貼り付け対象部分がストリップテープ92に熱溶着される。所定数量の袋90がストリップテープ92に貼り付けられると、孔形成機構61は、先行するストリップテープ92(袋90が貼り付けられたストリップテープ92)に孔93を形成する。また、切断機構60は、先行するストリップテープ92を、テープロール91に繋がる後続のストリップテープ92から切り離す。
【0083】
所定数量の袋90が貼り付けられ、テープロール91に繋がるストリップテープ92から切り離されたストリップテープ92(ストリップパック100)は、スロープ72を滑って排出コンベア80に落下する。排出コンベア80は、ストリップパック100を下流装置に搬送する。
【0084】
(5)特徴
(5−1)
上記実施形態に係るストリップパック製造装置500は、袋90の表裏を反転させる表裏反転ユニット12と、切断機構60の配置および孔形成機構61の配置を入れ換える回転機構62とを有する。これにより、一台のストリップパック製造装置500を用いて、順貼りのストリップパック100および逆貼りのストリップパック200の両方を製造することができる。
【0085】
(5−2)
上記実施形態に係るストリップパック製造装置500は、第1搬送機構10および第2搬送機構20を上下方向に並べて配置し、第1搬送機構10から落下した袋90を第2搬送機構20が受け取る構成となっている。また、第1搬送機構10における袋90の搬送方向A1と、第2搬送機構20における袋90の搬送方向A2とを反対にすることで、第2搬送機構20において、袋の上部90aおよび袋の下部90bの向きを、第1搬送機構10における袋の上部90aおよび袋の下部90bの向きから反転させている。具体的には、第1搬送機構10では、袋90の搬送方向上流側に袋の上部90aが向き、第2搬送機構20では袋90の搬送方向下流側に袋の上部90aが向く。その後、移動機構40において、把持部材41が袋の上部90aを把持し、貼り付け機構70のストリップテープ92上に移動させるようになっている。
【0086】
順貼りのストリップパック100を製造する場合と、逆貼りのストリップパック200を製造する場合とでは、ストリップテープ92に貼り付ける袋90の面が異なるため、製造するストリップパック100の種類に応じて袋90の表裏を反転させる機構が必要となる。また、ストリップテープ92に袋90を貼り付ける際には、ストリップパック100の展示状態を考慮して、袋の上部90aをストリップテープ92に貼り付ける必要がある。上記実施形態に係るストリップパック製造装置500は、上位装置によって供給される袋90を受け取って下流に搬送しており、上位装置によって供給される袋90は、袋90の下部から供給コンベア11に落下する。したがって、供給コンベア11に落下した袋90を下流で受け取って、袋の上部90aをストリップテープ92に貼り付けるためには、袋90の搬送方向に対する袋90の上下端部の向きを変える機構が必要である。
【0087】
上記実施形態に係るストリップパック製造装置500では、袋90の表裏の反転機能を第1搬送機構10が担い、袋90の上下端部の反転機能を第2搬送機構20が担う。これにより、複雑な構造になることを避けることができる。
【0088】
また、上記実施形態に係るストリップパック製造装置500では、供給コンベア11を構成する中流ベルト11bを取り外し、中流ベルト11bが配置されていた空間に、上側支持ユニット13および下側支持ユニット14を水平移動させることにより、供給コンベア11の上流ベルト11aによって搬送された袋90を表裏反転ユニット12が受け取って、表裏反転ユニット12が袋90の表裏を反転させる。
【0089】
これにより、袋90の表裏の反転および袋90の上下端部の反転の両方を、省スペースで行うことができる。
【0090】
(5−3)
さらに、上記実施形態に係るストリップパック製造装置500では、表裏反転ユニット12において、ねじられたベルト15により、袋90の表裏を反転させる通路17が形成されている。袋90の表裏はベルト15に挟まれた状態で反転されるため、袋90内部の物品に衝撃を与えない。これにより、物品の損傷を防ぐことができる。
【0091】
(5−4)
また、上記実施形態に係るストリップパック製造装置500では、表裏反転ユニット12をベルト15によって構成し、表裏反転ユニット12を供給コンベア11の途中に配置している。したがって、袋90の搬送速度を落とさずに袋90の表裏を反転させることができる。
【0092】
(6)変形例
(6−1)変形例A
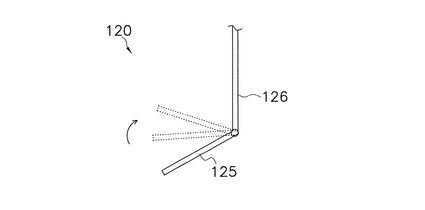
上記実施形態では、袋の表裏を反転させる機構として、図2および図3に示すようなベルト15からなる表裏反転ユニット12を用いたが、図2および図3に示す構成に代えて、図10に示すような表裏反転ユニット120を用いてもよい。表裏反転ユニット120は、第1搬送機構10の下流側端部に設けられる。また、第1搬送機構10と第2搬送機構20とは、上記実施形態と同様に高さ方向上下にずらして配置されている他、第1搬送機構10と第2搬送機構20とは、平面視で並列に配置されるものとする。
【0093】
表裏反転ユニット120は、主として、遥動部材125と、第4支持部材126と、図示しないセンサとから構成されている。遥動部材125は、第4支持部材126に回動自在に連結された第1端部と、第1端部の反対に位置する第2端部とを有する。第2端部は、第1端部を軸として上下方向に移動する。遥動部材125は、供給コンベア11近傍に位置するように配置される。また、遥動部材125は、駆動前、供給コンベア11に対して所定の傾きを有し、袋90と供給コンベア11との隙間に第2端部が入るような構成になっている。センサは、遥動部材125に対する袋90の接触を検出する。
【0094】
袋90が遥動部材125に接触したことをセンサが検出すると、遥動部材125は回動して、第2端部を上方向に移動させる。これにより、袋90は、幅方向に反転して供給コンベア11から導入コンベア21に落下する。このようにすることによっても、袋90の表裏を反転させることができる。
【0095】
(6−2)変形例B
上記実施形態に係るストリップパック製造装置500において、制御部82は、回転機構62の回転と、表裏反転ユニット12の供給コンベア11方向への水平移動とを連動して行うようにしてもよい。具体的には、まず、表裏反転ユニット12の調整部161を自動制御できるような構成にしておく。また、制御部82は、製造するストリップパックの種類に応じて、回転部材62bを回転させて切断機構60および孔形成機構61の配置を入れ換え、さらに、調整部161を調整し、上側支持ユニット13および下側支持ユニット14を供給コンベア11の方向へ水平移動させる。これにより、順貼りのストリップパック100および逆貼りのストリップパック200を製造するために必要な変更を自動で行うことができる。
【0096】
(6−3)変形例C
上記実施形態では、表裏反転ユニット12を水平移動可能な構成とし(図1B参照)、表裏反転ユニット12を、中流ベルト11bが取り外された空間R11bに移動させることにより順貼りのストリップパックを製造できるようにした。すなわち、逆貼りのストリップパックを製造する際には、中流ベルト11bが用いられ、順貼りのストリップパックを製造する際には、表裏反転ユニット12が用いられるように構成した。
【0097】
上記構成に代えて、中流ベルト11bを設置せずに、表裏反転ユニット12を上下移動させる構成としてもよい。具体的に、逆貼りのストリップパックを製造する場合には、表裏反転ユニット12の上側支持ユニット13の上面を、袋90の搬送面として用いる(図10B参照)。より具体的には、上側支持ユニット13の上面を、上流ベルト11aの搬送面の水平位置に配置する。また、順貼りのストリップパックを製造する場合には、表裏反転ユニット12は、上側支持ユニット13および下側支持ユニット14を上昇させ、袋90を通路17に通過させる(図3参照)。これにより、逆貼りのストリップパックおよび順貼りのストリップパックのいずれのストリップパックを製造する際にも、表裏反転ユニット12を用いることができる。
【0098】
(6−4)変形例D
上記実施形態では、表裏反転ユニット12を、中流ベルト11bに代えて用いる例を挙げて説明したが、第1搬送機構10の上流側に表裏反転ユニット12を設置してもよい。この場合、調整部161によって、上側支持ユニット13および下側支持ユニット14の、長手方向の傾きが調整される(図10C参照)。具体的には、図10Dに示すように、上側支持ユニット13および下側支持ユニット14の長手方向の傾きを調整して、表裏反転ユニット12の下流側端部を供給コンベア11の上流側端部に接続させ、表裏反転ユニット12の上流側端部を上位装置88に接続させる。これにより、上位装置88が袋90を供給する位置(高さ)に関わらず、上位装置88から供給される袋90を確実に受け取ることができる。
【符号の説明】
【0099】
10 第1搬送機構
11 供給コンベア
12 表裏反転ユニット
20 第2搬送機構
21 導入コンベア
22 ドロップコンベア
30 ブラシ機構
40 移動機構
50 テープ供給機構
60 切断機構
61 孔形成機構
62 回転機構
70 貼り付け機構
71 加熱機構
72 スロープ
73 溶解防止ユニット
80 排出コンベア
90 袋
91 テープロール
92 ストリップテープ
100 ストリップパック
500 ストリップパック製造装置
【先行技術文献】
【特許文献】
【0100】
【特許文献1】特開2005−313967号公報
【技術分野】
【0001】
本発明は、ストリップパック製造装置に関する。
【背景技術】
【0002】
従来、スーパーやコンビニにおいて、商品を吊り下げて陳列する吊下げ陳列が採用されている。吊下げ陳列に適した形態として、ストリップパックが知られている。ストリップパックとは、スナック菓子等の物品を充填した袋(パッケージ)を、複数個ストリップテープ(帯体)に貼り付けたものである。ストリップパックの製造装置としては、例えば、特許文献1(特開2005−313967号公報)に示すように、物品を充填した袋を製造する製袋部と、製袋部によって製造された袋をストリップに取り付ける取り付け部とを備え、ストリップパックを自動的に製造できるような装置が提案されている。
【発明の概要】
【発明が解決しようとする課題】
【0003】
ところで、ストリップパックには、順貼りのストリップパックと、逆貼りのストリップパックとがある。順貼りのストリップパックとは、袋の裏面が部分的にストリップテープに貼り付けられて製造されたストリップパックである。また、逆貼りのストリップパックとは、袋の正面が部分的にストリップテープに貼り付けられて製造されたストリップパックである。
【0004】
従来は、ストリップテープから袋をはがす際の容易性を考慮して、逆貼りのストリップパックを製造するストリップパック製造装置が採用されることが多かった。しかし、近年では、袋に充填する物品の種類等に応じて、順貼りのストリップパックが採用される場合もある。しかし、順貼りのストリップパックと、逆貼りのストリップパックとでは、製造方法に異なる点があるため、従来のストリップパック製造装置では、順貼りのストリップパックおよび逆貼りのストリップパックの両方を製造することが困難であった。
【0005】
本発明の課題は、順貼りのストリップパックおよび逆貼りのストリップパックの双方を製造可能なストリップパック製造装置を提供することにある。
【課題を解決するための手段】
【0006】
本発明に係るストリップパック製造装置は、ストリップパックを製造する。ストリップパックは、ストリップテープに複数の袋を接着させ吊下げた状態で袋の群を展示するものである。ストリップパック製造装置は、切断機構と、孔形成機構と、配置換え機構と、第1搬送部とを備える。切断機構は、ストリップテープを切断する。孔形成機構は、ストリップテープに孔を形成する。配置換え機構は、ストリップテープの搬送方向に対して切断機構の配置と孔形成機構の配置とを換える。第1搬送部は、反転搬送と、通常搬送とを切り替える。反転搬送として、第1搬送部は、袋を搬送し、かつ、袋の表裏を反転させる。通常搬送として、第1搬送部は、袋の表裏を反転させずに袋を搬送する。配置換え機構による配置換えは、第1搬送部における切り換えに連動して行われる。
【0007】
本発明に係るストリップパック製造装置では、ストリップテープの搬送方向に対する切断機構の配置と孔形成機構の配置とが換えられる。また、第1搬送部において、反転搬送と通常搬送とを切り換えられる。
【0008】
これにより、順貼りのストリップパックおよび逆貼りのストリップパックの両方を製造することができる。
【0009】
また、第1搬送部は吊下げた状態で展示する袋の上部を搬送方向の上流にして袋を搬送し、ストリップパック製造装置は、さらに第2搬送部と貼り付け機構とを備えることが好ましい。ここで、第2搬送部は、第1搬送部によって搬送された袋を受け取って、袋の上部を搬送方向の下流にして搬送し、貼り付け機構は、第2搬送部の下流に配置され、袋の上端部を保持して袋をストリップテープに貼り付けることが好ましい。
【0010】
第1搬送部が袋の表裏を反転させる機能を担い、第2搬送部が、袋の上下方向を反転させる機能を担うため、構造が複雑になることを避けることができる。
【0011】
また、反転搬送時、第1搬送部は袋をベルトで挟持しながら袋の表裏を反転させることが好ましい。これにより、被包装物に損傷を与えずに、袋の表裏を反転させることができる。
【0012】
また、配置換え機構は、切断機構の配置と孔形成機構の配置とを換えるための回転部材を含むことが好ましい。これにより、製造するストリップパックの種類に応じた必要な構成へと、容易に切り替えることができる。
【0013】
また、反転搬送時、第1搬送部は、連続するベルトの第1部分および第2部分によって形成される通路を有し、第1部分は、通路の入口で通路の第1床部を構成し、通路の入口から通路の出口に向けてねじられて、通路の出口では通路の第1天井部を構成することが好ましい。また、第2部分は、通路の入口で通路の第2天井部を構成し、通路の入口から通路の出口に向けてねじられて、通路の出口では通路の第2床部を構成することが好ましい。これにより、袋の搬送速度を落とさずに袋の表裏を反転させることができる。
【0014】
さらに、配置換え機構による配置換えと、第1搬送部による反転搬送とを連動させる制御部をさらに備えてもよい。これにより、順貼りのストリップパックおよび逆貼りのストリップパックを製造するために必要な変更を自動で行うことができる。
【発明の効果】
【0015】
本発明に係るストリップパック製造装置では、順貼りのストリップパックおよび逆貼りのストリップパックの両方を製造することができる。
【図面の簡単な説明】
【0016】
【図1A】ストリップパック製造装置の全体図である。
【図1B】供給コンベアおよび表裏反転ユニットの配置を示す平面図である。
【図2】表裏反転ユニットを示す図である。
【図3】表裏反転ユニットにおける上側支持ユニット、下側支持ユニット、およびベルトの構成を示すである。
【図4】ストリップパック製造装置の部分拡大図である。
【図5】貼り付け機構におけるストリップテープ、ヒーター、および袋の位置関係を示す図である。
【図6】回転機構の概略図である。
【図7】逆貼りのストリップパック製造時の切断機構および孔形成機構の配置を示す図である。
【図8】順貼りのストリップパック製造時の切断機構および孔形成機構の配置を示す図である。
【図9】制御ブロックを示す図である。
【図10A】変形例Aに係る表裏反転ユニットの例を示す図である。
【図10B】変形例Cに係る表裏反転ユニットの使用例を示す図である。
【図10C】変形例Dに係る表裏反転ユニットの使用例を示す図である。
【図10D】変形例Dに係る表裏反転ユニットの使用例を示す図である。
【図11A】順貼りのストリップパックの正面図である。
【図11B】順貼りのストリップパックの側面図である。
【図12A】逆貼りのストリップパックの正面図である。
【図12B】逆貼りのストリップパックの側面図である。
【発明を実施するための形態】
【0017】
以下、本発明の一実施形態に係るストリップパック製造装置500を、図1A〜図9を用いて説明する。なお、以下の説明において、「上流」、「下流」とは、袋90の搬送方向またはストリップテープ92の搬送方向を基準にした方向を意味するものとする。
【0018】
(1)全体構成
図1Aは、本発明の一実施形態に係るストリップパック製造装置500を示す。ストリップパック製造装置500は、図11A〜図12Bに示すような、吊下げ陳列が可能なストリップパック100,200を製造する装置である。ストリップパック100,200は、細長い帯体であるストリップテープ92と、当該ストリップテープ92に貼り付けられる複数の袋90とからなる。袋90には、ポテトチップス等の物品が充填されている。また、袋90は、上シール部位(袋の上部90a)および下シール部位(袋の下部90b)に、シール時に形成された凹凸を有する。
【0019】
ストリップパック100,200は、複数の袋90を貼り付ける貼り付け部分と、孔93があけられたヘッダーとを有する。ストリップパック100,200は、壁96に取り付けられたフック97などを当該孔93に引っ掛けて陳列される。複数の袋90は、ストリップテープ92の貼り付け部分に、所定の間隔をあけて貼り付けられる。また、複数の袋90は、ストリップテープ92と部分的に接着するように貼り付けられる。具体的には、袋の上部90a、より具体的には、袋の上部90aの中央部分(以下、貼り付け対象部分)がストリップテープ92に貼り付けられる。
【0020】
ストリップパック製造装置500では、順貼り(ストレート貼り)のストリップパック100と、逆貼りのストリップパック200とが製造される。順貼りのストリップパック100は、ストリップテープ92に、袋の上部90aの裏面側が部分的に貼り付けられて形成されるストリップパックである(図11Aおよび図11B参照)。逆貼りのストリップパック200は、ストリップテープ92に、袋の上部90aの正面側が部分的に貼り付けられて形成されるストリップパックである(図12Aおよび図12B参照)。買い物客は、ストリップテープ92から所望の数の袋90を剥がして商品を購入する。
【0021】
ストリップパック製造装置500は、図1Aに示すように、主として、第1搬送機構10、第2搬送機構20、ブラシ機構30、移動機構40、テープ供給機構50、切断機構60、孔形成機構61、回転機構62、貼り付け機構70、および排出コンベア80とから構成されている。また、ストリップパック製造装置500は、記憶部81と制御部82とを備える。記憶部81は、各機構の制御に関する情報を記憶する。制御部82は、記憶部81に記憶された情報に基づいて各機構を制御する。
【0022】
第1搬送機構10は、図示しない上位装置(例えば、製袋包装装置)から供給される袋90を受け取り下流に搬送する。第2搬送機構20は、第1搬送機構10によって搬送された袋90を受け取って、さらに下流に搬送する。ブラシ機構30は、第2搬送機構20により搬送された袋90の貼り付け対象部分を挟み込んで平坦にする。移動機構40は、貼り付け対象部分が平坦にされた袋90を把持し、貼り付け機構70に袋90を搬送する。テープ供給機構50は、貼り付け機構70にストリップテープ92を供給する。切断機構60は、テープ供給機構50によって供給されたストリップテープ92を切断し、孔形成機構61は、当該ストリップテープ92に孔93を形成する。回転機構62は、製造するストリップパックの種類に応じて回転され、切断機構60の配置および孔形成機構61の配置を入れ換える。貼り付け機構70は、テープ供給機構50によって供給されるストリップテープ92に袋90を貼り付ける。排出コンベア80は、貼り付け機構70によって複数の袋90,90,・・・が貼り付けられたストリップテープ92(ストリップパック100,200)を下流に排出する。
【0023】
なお、ストリップパック製造装置500は、図1Aの矢印A1およびA2が示す方向に袋90を搬送し、矢印A3が示す方向に、ストリップパック100,200を搬送するものとする。
【0024】
(2)詳細構成
以下、各構成について詳細に説明する。
【0025】
(2−1)第1搬送機構
第1搬送機構10は、上述したように、上位装置から供給される袋90を受け取り下流に搬送する。具体的には、第1搬送機構10は、図1Aの矢印A1が示す方向に袋90を搬送する。
【0026】
なお、上位装置によって供給される袋90は、袋90の下シール部(袋の下部)90bから落下する。また、上位装置によって供給される袋90は、袋90の裏面を上に向けた状態で落下する。
【0027】
第1搬送機構10は、主として、供給コンベア11および表裏反転ユニット12によって構成される。
【0028】
(2−1−1)供給コンベア
供給コンベア11は、上位装置によって供給された袋90を受け取るベルトである。供給コンベア11は、袋90を水平方向に搬送する。供給コンベア11は、受け取った袋90の状態を変化させず、袋90を下流に搬送する。すなわち、供給コンベア11は、袋90の表裏を反転させずに、袋90を搬送する。また、供給コンベア11は、袋の上部90aを上流にした状態で、袋90を搬送する。なお、供給コンベア11は、上流ベルト11a,中流ベルト11b,および下流ベルト11cの三つのコンベアベルトから構成されている。具体的に、上流ベルト11aは、上位装置から受け取った袋90を中流ベルト11bに向けて搬送する。中流ベルト11bは、上流ベルト11aから受け取った袋90を下流ベルト11cに向けて搬送する。下流ベルト11cは、中流ベルト11bから受け取った袋90をさらに下流に向けて搬送し、第2搬送機構20に袋90を落下させる。なお、中流ベルト11bは、取り外し可能な構成となっている。
【0029】
(2−1−2)表裏反転ユニット
表裏反転ユニット12は、図1Aに示すように、供給コンベア11の途中に配置される。具体的には、表裏反転ユニット12は、供給コンベア11の一部(中流ベルト11b)に代えて用いられる(図1B参照)。図1Bは、供給コンベア11および表裏反転ユニット12の配置を示す平面図である。図1Bに示すように、表裏反転ユニット12(特に、上側支持ユニット13および下側支持ユニット14)は、矢印A4で示す方向に移動し、供給コンベア11の中流ベルト11bが設置されていた空間R11bに設置されて用いられる。表裏反転ユニット12は、供給コンベア11の上流ベルト11aから搬送された袋90を受け取って下流に搬送し、かつ、袋90の表裏を反転させる。上述したように、上位装置によって供給された袋90は、袋90の裏面を上に向けた状態で落下する。また、供給コンベア11は、袋90の表裏を反転させずに、下流に向けて搬送する。表裏反転ユニット12は、袋90の表面が上に向くように、袋90の表裏を反転させる。
【0030】
図2に、表裏反転ユニット12を示す。表裏反転ユニット12は、主として、上側支持ユニット13と、下側支持ユニット14と、ベルト15と、本体部16とからなる。
【0031】
(a)上側支持ユニット
上側支持ユニット13は、主として、金属製の板状部材131と、板状部材131の長手方向両端に配置された第1上側回転ローラー132および第2上側回転ローラー133とからなる。第1上側回転ローラー132は、板状部材131の上流側一端に設けられる。第2上側回転ローラー133は、板状部材131の下流側一端に設けられる。第1上側回転ローラー132および第2上側回転ローラー133は、図示しないモーターによって駆動されて回転する。
【0032】
(b)下側支持ユニット
下側支持ユニット14は、主として、第1下側回転ローラー141と、第2下側回転ローラー142と、第3下側回転ローラー143とから構成されている。第1下側回転ローラー141は、第1上側回転ローラー132の下方に配置される。第2下側回転ローラー142は、第2上側回転ローラー133の下方に配置される。第1下側回転ローラー141から第2下側回転ローラー142までの距離は、第1上側回転ローラー132から第2上側回転ローラー133までの距離と同等である。第1下側回転ローラー141および第2下側回転ローラー142は、図示しないモーターによって駆動され回転する。第3下側回転ローラー143は、ベルト15のテンションを調整するために用いられる従動ローラーである。第3下側回転ローラー143は、モーターによって駆動されず、ベルト15の搬送に応じて回転する。
【0033】
(c)ベルト
ベルト15は、図2および図3に示すように、部分的にねじられながら、上側支持ユニット13と下側支持ユニット14とをそれぞれ取り囲むように、上側支持ユニット13および下側支持ユニット14に掛け渡される。具体的には、ベルト15は、第1上側回転ローラー132の上方から第2上側回転ローラー133の上方に掛け渡される。その後、ベルト15は、第2上側回転ローラー133の側面に沿いながら第1下側回転ローラー141の上方に掛け渡される。この時、ベルト15は、ねじられる。第1下側ローラーの上方に接したベルト15は、その後、第1下側ローラーの側面に沿いながら、第3ローラーの下方を経由して、第2下側回転ローラー142の下方から上方に掛け渡される。その後、ベルト15は、第2下側回転ローラー142の上方から第1上側回転ローラー132の下方に掛け渡される。この時、ベルト15は、再度、ねじられる。
【0034】
ベルト15は、滑り止め部15eが形成された表面15aと、滑り止め部15eが形成されていない裏面15bとからなる。ベルト15の裏面15bは、第1上側回転ローラー132、第2上側回転ローラー133、第1下側回転ローラー141、第3下側回転ローラー143、および第2下側回転ローラー142の側面に部分的に接する。ベルト15の表面15aは、ベルト15のねじられた部分で互いに向かい合う。
【0035】
第1上側回転ローラー132および第2上側回転ローラー133の高さ位置と、第1下側回転ローラー141および第2下側回転ローラー142の高さ位置との違いにより、上側支持ユニット13と下側支持ユニット14との間には、ねじれたベルト15によって袋90を通過させる通路17が形成される。具体的には、図3に示すように、通路の入口17aにおいて、通路17の床部を構成するベルトの第1部分15cは、少しずつねじられることによって、通路17の中央では通路17の側壁部を構成し、通路の出口17bでは、通路17の天井部を構成する。また、通路の入口17aにおいて、通路17の天井部を形成するベルトの第2部分15dは、少しずつねじられることによって、通路17の中央では通路17の側壁部を構成し、通路の出口17bでは、通路17の床部を構成する。ベルトの第1部分15cとベルトの第2部分15dとは、互いに表面15aを対向させた状態でねじられている。袋90は、ベルト15によって形成された通路17を、図3の矢印が示す方向に搬送されることにより、表裏が反転する。具体的には、袋90は、通路の入口17aから通路17に入り、ベルトのねじれに沿って幅方向に姿勢を傾け、その後、通路の出口17bに向かって搬送されながら、幅方向にさらに姿勢を傾ける。これにより、袋90の表裏が反転される。
【0036】
(d)本体部
本体部16は、上側支持ユニット13および下側支持ユニット14を保持する。また、本体部16は、上側支持ユニット13および下側支持ユニット14の配置を調整する調整部161を有する。具体的に、調整部161は、上側支持ユニット13および下側支持ユニット14の長手方向の傾き、および、上側支持ユニット13および下側支持ユニット14の間に形成される高さ方向の隙間の大きさを調整する。上側支持ユニット13および下側支持ユニット14の間に形成される高さ方向の隙間は、袋90の厚みに応じて調整される。
【0037】
また、調整部161は、供給コンベア11に対する上側支持ユニット13および下側支持ユニット14の配置を調整する。上側支持ユニット13および下側支持ユニット14は、水平移動が可能な構成になっており、調整部161は、製造するストリップパック100の種類に応じて、上側支持ユニット13および下側支持ユニット14を水平移動させ、供給コンベア11の途中に配置させる。具体的には、図1Bに示すように、上側支持ユニット13および下側支持ユニット14を、中流ベルト11bが設置されていた空間R11bに移動させる。
【0038】
(2−2)第2搬送機構
第2搬送機構20は、第1搬送機構10によって搬送された袋90を受け取り、後述のブラシ機構30に引き渡す機構である。第2搬送機構20は、図1Aに示すように、第1搬送機構10に対して、高さ方向下側に位置する。また、第2搬送機構20は、第1搬送機構10における袋90の搬送方向A1と逆の方向A2に袋90を搬送する。
【0039】
第2搬送機構20は、主として、導入コンベア21と、ドロップコンベア22とから構成されている。
【0040】
(2−2−1)導入コンベア
導入コンベア21は、供給コンベア11から落下する袋90を受け取る。また、導入コンベア21は、袋90を水平方向であって、供給コンベア11における袋90の搬送方向A1と逆の方向A2に袋90を搬送する。これにより、導入コンベア21は、袋90の搬送方向に対する、袋の上部90aの向きをかえさせる。具体的には、導入コンベア21は、袋の上部90aを搬送方向の下流にして、袋90を搬送する。
【0041】
(2−2−2)ドロップコンベア
ドロップコンベア22は、第2搬送機構20の終端部を構成する。ドロップコンベア22は、上流側の一端が導入コンベア21の近傍に配置される。ドロップコンベア22は、導入コンベア21によって搬送された袋90を受け取る。ドロップコンベア22は、下流側の一端が上下方向に回動可能な構成になっている。すなわち、ドロップコンベア22は、水平な状態である水平姿勢と、下流側の一端を傾けた状態である傾斜姿勢とを有する。
【0042】
ドロップコンベア22には、図示しないセンサが設けられている。センサによってドロップコンベア22上に袋90が検出されると、後述するブラシ機構30が駆動する。ドロップコンベア22は、移動機構40が駆動すると、下流側の一端を下向きに回動する。具体的には、移動機構40の把持部材41が袋の上部90aを狭持すると、ドロップコンベア22は、水平姿勢を傾斜姿勢へと変える。
【0043】
(2−3)ブラシ機構30
ブラシ機構30は、ストリップテープ92に貼り付けられる袋90の部分、すなわち、袋90の貼り付け対象部分、を平坦にする機構である。ブラシ機構30は、主として、ブラシローラー31a,31bと、ブラシローラー支持部材32a,32bと、支持本体部33と、図示しないストッパーとからなる。
【0044】
(2−3−1)ブラシローラー
ブラシローラー31a,31bは、袋90の幅方向にそれぞれ伸びており、後述するブラシローラー支持部材32a,32bによって、回転自在に支持されている。ブラシローラー31a,31bは、鉛直方向に並列して配置されている。また、上側に配置されるブラシローラー(上側ブラシローラー)31aと、下側に配置されるブラシローラー(下側ブラシローラー)31bとの間には所定の隙間が形成される。ブラシローラー31a,31bは、当該所定の隙間に袋の上部90aを引き込み、袋の上部90aを部分的に挟み込む。具体的には、ブラシローラー31a,31bは、袋90の貼り付け対象部分を挟み込む。より具体的には、上側ブラシローラー31aは、矢印A11方向、下側ブラシローラー31bは、矢印A12方向にそれぞれ回転する。また、上側ブラシローラー31aおよび下側ブラシローラー31bは、同一の周速値で回転する。これにより、袋90の貼り付け対象部分がブラシローラー31a,31bの隙間に引き込まれる。ブラシローラー31a,31bの隙間に引き込まれた袋90の貼り付け対象部分は、引き込み方向D1に引き伸ばされて平坦にされる。引き込み方向とは、ブラシローラー31a,31bによって袋の上部90aが引き込まれる方向である。
【0045】
また、ブラシローラー31a,31bは、ブラシ毛を有する。ブラシ毛は、ブラシローラー31a,31bの長手方向に一定の間隔をあけて植毛されている。
【0046】
(2−3−2)ブラシローラー支持部材
ブラシローラー支持部材32a,32bは、第1支持部材32aと、第2支持部材32bとを含む。第1支持部材32aは、上側ブラシローラー31aを回転自在に支持する。第2支持部材32bは、下側ブラシローラー31bを回転自在に支持する。
【0047】
(2−3−2)支持本体部
支持本体部33は、第1支持部材32aと連結されている。また、支持本体部33は、第2支持部材32bを、引き込み方向D1に水平移動可能に支持する。第2支持部材32bは、支持本体部33が有するシリンダによって水平移動する。
【0048】
(2−3−3)ストッパー
ストッパーは、ブラシローラー31a,31bの近傍に配置され、ブラシローラー31a,31bが袋の上部90aを引き込む程度を規制する。具体的には、ストッパーは、ブラシローラー31a,31bの引き込み方向D1に対して下流側に配置される。
【0049】
(2−4)移動機構
移動機構40は、ブラシローラー31a,31bによって袋90の貼り付け対象部分が平坦にされた後、袋90の貼り付け対象部分の両側を把持して、貼り付け機構70に袋90を移動させる。移動機構40は、主として、把持部材41と、第3支持部材42と、ガイドレール43と、ガイド連結部44とから構成される。
【0050】
(2−4−1)把持部材
把持部材41は、上述のブラシローラー31a,31bの両端に配置される。把持部材41は、ブラシローラー31a,31bによって平坦にされた貼り付け対象部分を挟んだ両側を把持する。
【0051】
(2−4−2)第3支持部材
第3支持部材42は、把持部材41をそれぞれ支持する部材である。第3支持部材42は、シリンダ等によって把持部材41を水平移動可能にする。
【0052】
(2−4−3)ガイドレール
ガイドレール43は、所定の角度に傾いて、高さ方向の上から下に伸びる部材である。
【0053】
(2−4−4)ガイド連結部
ガイド連結部44は、第3支持部材42に連結されている。また、ガイド連結部44は、ガイドレール43に沿って移動することにより、高さ方向上から下に第3支持部材42を移動させる。すなわち、袋の上部90aを把持する把持部材41もまた、高さ方向上から下に移動する。具体的に、ガイド連結部44がガイドレール43に沿って移動することにより、把持部材41は、把持する袋90を貼り付け機構70に移動させる。より具体的には、図5に示すように、ブラシローラー31a,31bによって平坦にされた袋90の貼り付け対象部分が、ヒーター71a上のストリップテープ92の所望する位置に来るように、ガイド連結部44は移動する。
【0054】
(2−5)テープ供給機構
テープ供給機構50は、ストリップテープ92を供給する機構である。テープ供給機構50は、主として、テープロール保持部51と、テープ送りユニット52とからなる。図1Aは、テープロール保持部51からテープ送りユニット52までのストリップテープ92の搬送経路の図示は省略している。
【0055】
(2−5−1)テープロール保持部
テープロール保持部51は、ストリップテープ92を巻きつけたテープロール91を保持する。テープロール91から繰り出されるストリップテープ92は、図示しない複数のテンションローラーを介して、後述するテープ送りユニット52に搬送される。
【0056】
(2−5−2)テープ送りユニット
テープ送りユニット52は、テープロール91に巻きつけられたストリップテープ92を所定量ずつ繰り出させるユニットである。テープ送りユニット52は、後述する貼り付け機構70の近傍に配置される。テープ送りユニット52は、鉛直方向上下に配置された大小のローラーである。大小のローラーは、図示しないモーターにより駆動される。
【0057】
(2−6)切断機構および孔形成機構
切断機構60は、ストリップテープ92を切断する機構である。切断機構60は、主として、カッターおよびシリンダから構成される。シリンダは、所定のタイミングでカッターを上下移動させる。カッターは、下に移動した時、ストリップテープ92を切断する。
【0058】
孔形成機構61は、フック97等を引っ掛けるための孔93をストリップテープ92に形成する機構である。孔形成機構61は、主として、パンチおよびシリンダから構成される。シリンダは、所定のタイミングでパンチを上下移動させる。パンチは、下に移動した時、ストリップテープ92に孔93を形成する。
【0059】
切断機構60および孔形成機構61は、ストリップテープ92の搬送方向に沿って配置されている。また、切断機構60の配置および孔形成機構61の配置は、後述する回転機構62によって入れ換えられる。
【0060】
(2−7)回転機構
回転機構62は、テープ送りユニット52の近傍に配置される。図6に、回転機構62の部分拡大図を示す。図6に示すように、回転機構62は、狭小な隙間62aを有する。当該狭小な隙間62aは湾曲した形状になっている。回転機構62は、当該狭小な隙間62aに、テープ送りユニット52によって送られたストリップテープ92を通過させる(矢印A4方向)。
【0061】
回転機構62は、水平方向に回転可能な機構である。回転機構62は、回転部材62bと、図示しないモーターとを有する。モーターを駆動させることにより、回転部材62bは、矢印A5が示すように回転する。回転機構62は水平方向に回転することにより、ストリップテープ92の搬送方向に対する切断機構60の配置と孔形成機構61の配置とを入れ換える。具体的には、切断機構60と孔形成機構61とは、回転機構62の内部に設けられ、回転機構62の回転に従って、切断機構60の配置と孔形成機構61の配置とが入れ換わる。
【0062】
回転機構62は、製造するストリップパック100の種類に応じて、回転部材62bを回転させ、切断機構60の配置と孔形成機構61の配置とを入れ換える。具体的には、順貼りのストリップパック100を製造する際には、図7に示すように、ストリップテープ92の搬送方向上流側にカッターが位置し、ストリップテープ92の搬送方向下流側にパンチが位置するように、回転部材62bは回転する。また、逆貼りのストリップパック200を製造する際には、図8に示すように、ストリップテープ92の搬送方向上流側にパンチが位置し、ストリップテープ92の搬送方向下流側にカッターが位置するように、回転部材62bは回転する。なお、図7および図8中、矢印D2は、ストリップテープ92の搬送方向を示す。
【0063】
なお、回転機構62は、表裏反転ユニット12に連動して駆動される。具体的に、回転機構62は、中流ベルト11bが取り除かれた空間に、表裏反転ユニット12が設置されるタイミングに併せて、回転部材62bを回転させる。
【0064】
(2−8)貼り付け機構
貼り付け機構70は、移動機構40よって移動させた袋90をストリップテープ92に貼り付ける機構である(図5参照)。貼り付け機構70は、主として、加熱機構71と、スロープ72と、溶解防止ユニット73とからなる。
【0065】
(2−8−1)加熱機構
加熱機構71は、ストリップテープ92に袋90を熱溶着させる機構である。加熱機構71は、主として、ヒーター71aと、シリンダ71bとを含む。ヒーター71aは、常時通電されており、最大温度が約200℃である。シリンダ71bは、ストリップテープ92に袋の上部90aが重ねられたタイミングで下方に移動し、ストリップテープ92および袋90をヒーター71aに押し当てる。これにより、ストリップテープ92に袋90が熱溶着される。
【0066】
(2−8−2)スロープ
スロープ72は、加熱機構71に対して、ストリップテープ92の搬送方向下流側に配置されている。スロープ72は、加熱機構71を通過したストリップテープ92が接する。ストリップテープ92は、袋90の重みにより、スロープ72に沿って下流に送られていく。
【0067】
(2−8−3)溶解防止ユニット
溶解防止ユニット73は、ストリップテープ92および袋90が熱溶着される前に、ストリップテープ92がヒーター71aに接触することを回避させ、ストリップテープ92の熱溶解を防止する。溶解防止ユニット73は、ストリップテープ92の裏面に接触する接触部材73aと、接触部材73aを上下移動させるシリンダ73bとを含む。シリンダが接触部材73aを上下移動させることにより、接触部材73aがストリップテープ92をヒーター71aから遠ざける。
【0068】
(2−9)排出コンベア
排出コンベア80は、ストリップパック100,200を下流側装置に搬送するコンベアである。排出コンベア80は、上記スロープ72の下流側一端の近傍に配置される。貼り付け機構70によって所定数量の袋90が貼り付けられたストリップテープ92は、切断機構60により上流側のストリップテープ92と切り離されると、スロープ72を伝って排出コンベア80に落下する。排出コンベア80は、スロープ72から落下した袋90を受け取り、下流側装置に搬送する。
【0069】
(2−10)記憶部および制御部
記憶部81は、ストリップパック100,200の製造に必要な各種情報を記憶する。各種情報には、例えば、一つのストリップパック100に用いられるストリップテープ92の長さ、ヘッダーの長さ、ストリップテープ92に貼り付ける袋90の大きさおよび袋90の数量、ストリップテープ92と袋90とを重ねた後シールするまでのタイミング、および貼り付け温度、貼り付け方向等が含まれる。ヘッダーとは、ストリップパック100,200の陳列時に上部に位置する部分であって、ストリップテープ92の孔93が形成される部分である。
【0070】
制御部82は、図9に示すように、第1搬送機構10、第2搬送機構20、ブラシ機構30、移動機構40、テープ供給機構50、切断機構60、孔形成機構61、回転機構62、貼り付け機構70、および排出コンベア等と接続され、各構成を駆動させる駆動部に指令を送る。制御部82は、記憶部81に記憶されたプログラムや各種情報に基づいて、各構成に対する制御指令を生成する。
【0071】
(3)全体動作
(3−1)逆貼りのストリップパックの製造動作
供給コンベア11は、上位装置によって供給された袋90を、供給コンベア11の上流側で受け取る。袋90は、袋の下部90bから供給コンベア11に落下し、袋の下部90bが、袋90の搬送方向下流に向いた状態で供給コンベア11に載せられる。すなわち、供給コンベア11は、袋の下部90bを、袋90の搬送方向下流に向け、袋の上部90aを、袋90の搬送方向上流に向けた状態で、図1Aの矢印A1が示す方向に、袋90を搬送する。袋90は、供給コンベア11の下流側の一端まで搬送されると、供給コンベア11から落下して、導入コンベア21によって受け取られる。
【0072】
導入コンベア21は、供給コンベア11から落下した袋90を受け取り、供給コンベア11と反対の方向に袋90を搬送する。具体的に、導入コンベア21は、矢印A2が示す方向に袋90を搬送する。導入コンベア21では、袋90の搬送方向上流側に、袋の下部90bが向き、袋90の搬送方向下流側に袋の上部90aが向いた状態で、袋90を搬送する。導入コンベア21によって搬送された袋90は、ドロップコンベア22によって受け取られる。
【0073】
ドロップコンベア22に袋90が搬送されると、図示しないセンサが、ドロップコンベア22上の袋90を検出し、ブラシ機構30が袋90の貼り付け対象部分を平坦にする。その後、移動機構40によって、袋90の貼り付け対象部分の両側が把持され、所望するストリップテープ92の位置(具体的には、ヒーター71a上のストリップテープ92)に、移動される。この時、ドロップコンベア22は、水平姿勢を傾斜姿勢へと変える。
【0074】
一方、テープ送りユニット52は、テープロール91から繰り出されたストリップテープ92を下流に搬送する。テープ送りユニット52によって搬送されたストリップテープ92は、回転機構62が有する狭小な隙間62aを通過して、加熱機構71へ送られる。このとき、回転機構62の内部では、ストリップテープ92の搬送方向上流側に孔形成機構61が位置し、ストリップテープ92の搬送方向下流側に切断機構60が位置する(図7参照)。
【0075】
移動機構40によって移動された袋90は、加熱機構71によって、ストリップテープ92に貼り付けられる。具体的には、袋90の表面側の貼り付け対象部分がストリップテープ92に熱溶着される。所定数量の袋90がストリップテープ92に貼り付けられると、切断機構60は、先行するストリップテープ92(袋90が貼り付けられたストリップテープ92)を、テープロール91に繋がる後続のストリップテープ92から切り離す。また、孔形成機構61がテープロール91に繋がる後続のストリップテープ92に孔93を形成する。
【0076】
所定数量の袋90が貼り付けられ、テープロール91に繋がるストリップテープ92から切り離されたストリップテープ92(ストリップパック200)は、スロープ72を滑って排出コンベア80に落下する。排出コンベア80は、ストリップパック200を下流装置に搬送する。
【0077】
(3−2)順貼りのストリップパックの製造動作
まず、供給コンベア11のうち、中流ベルト11bを取り外し、中流ベルト11bが配置されていた空間に、表裏反転ユニット12を配置する(図1B参照)。また、回転機構62を回転させ、切断機構60の配置と孔形成機構61の配置とを入れ換える(図6参照)。具体的には、回転部材62bを回転させて、切断機構60をストリップテープ92の搬送方向上流側、孔形成機構61をストリップテープ92の搬送方向下流側になるように切断機構60および孔形成機構61の配置を入れ換える。
【0078】
次に、供給コンベア11は、上位装置によって供給された袋90を、供給コンベア11の上流側で受け取る。袋90は、袋の下部90bから供給コンベア11に落下し、袋の下部90bが、袋90の搬送方向下流に向いた状態で供給コンベア11に載せられる。すなわち、供給コンベア11は、袋の下部90bを、袋90の搬送方向下流に向け、袋の上部90aを、袋90の搬送方向上流に向けた状態で、図1Aの矢印A1が示す方向に、袋90を搬送する。その後、表裏反転ユニット12は、袋90を通路17に引き込み、通路17を通過させる。ここで、袋90の表裏が反転され、袋90の表面が上を向いた状態で供給コンベア11の下流側に送られる。その後、袋90は、供給コンベア11の下流側の一端まで搬送されると、供給コンベア11から落下して、導入コンベア21によって受け取られる。
【0079】
導入コンベア21は、供給コンベア11から落下した袋90を受け取り、供給コンベア11と反対の方向に袋90を搬送する。具体的に、導入コンベア21は、矢印A2が示す方向に袋90を搬送する。導入コンベア21では、袋90の搬送方向上流側に、袋の下部90bが向き、袋90の搬送方向下流側に袋の上部90aが向いた状態で、袋90を搬送する。導入コンベア21によって搬送された袋90は、ドロップコンベア22によって受け取られる。
【0080】
ドロップコンベア22に袋90が搬送されると、図示しないセンサが、ドロップコンベア22上の袋90を検出し、ブラシ機構30が袋90の貼り付け対象部分を平坦にする。その後、移動機構40によって、袋90の貼り付け対象部分の両側が把持され、所望するストリップテープ92の位置(具体的には、ヒーター71a上のストリップテープ92)に、移動される。この時、ドロップコンベア22は、水平姿勢を傾斜姿勢へと変える。
【0081】
一方、テープ送りユニット52は、テープロール91から繰り出されたストリップテープ92を下流に搬送する。テープ送りユニット52によって搬送されたストリップテープ92は、回転機構62が有する狭小な隙間62aを通過して、加熱機構71へ送られる。このとき、回転機構62の内部では、ストリップテープ92の搬送方向上流側に切断機構60が位置し、ストリップテープ92の搬送方向下流側に孔形成機構61が位置する(図8参照)。
【0082】
移動機構40によって移動された袋90は、加熱機構71によって、ストリップテープ92に貼り付けられる。具体的には、袋90の裏面側の貼り付け対象部分がストリップテープ92に熱溶着される。所定数量の袋90がストリップテープ92に貼り付けられると、孔形成機構61は、先行するストリップテープ92(袋90が貼り付けられたストリップテープ92)に孔93を形成する。また、切断機構60は、先行するストリップテープ92を、テープロール91に繋がる後続のストリップテープ92から切り離す。
【0083】
所定数量の袋90が貼り付けられ、テープロール91に繋がるストリップテープ92から切り離されたストリップテープ92(ストリップパック100)は、スロープ72を滑って排出コンベア80に落下する。排出コンベア80は、ストリップパック100を下流装置に搬送する。
【0084】
(5)特徴
(5−1)
上記実施形態に係るストリップパック製造装置500は、袋90の表裏を反転させる表裏反転ユニット12と、切断機構60の配置および孔形成機構61の配置を入れ換える回転機構62とを有する。これにより、一台のストリップパック製造装置500を用いて、順貼りのストリップパック100および逆貼りのストリップパック200の両方を製造することができる。
【0085】
(5−2)
上記実施形態に係るストリップパック製造装置500は、第1搬送機構10および第2搬送機構20を上下方向に並べて配置し、第1搬送機構10から落下した袋90を第2搬送機構20が受け取る構成となっている。また、第1搬送機構10における袋90の搬送方向A1と、第2搬送機構20における袋90の搬送方向A2とを反対にすることで、第2搬送機構20において、袋の上部90aおよび袋の下部90bの向きを、第1搬送機構10における袋の上部90aおよび袋の下部90bの向きから反転させている。具体的には、第1搬送機構10では、袋90の搬送方向上流側に袋の上部90aが向き、第2搬送機構20では袋90の搬送方向下流側に袋の上部90aが向く。その後、移動機構40において、把持部材41が袋の上部90aを把持し、貼り付け機構70のストリップテープ92上に移動させるようになっている。
【0086】
順貼りのストリップパック100を製造する場合と、逆貼りのストリップパック200を製造する場合とでは、ストリップテープ92に貼り付ける袋90の面が異なるため、製造するストリップパック100の種類に応じて袋90の表裏を反転させる機構が必要となる。また、ストリップテープ92に袋90を貼り付ける際には、ストリップパック100の展示状態を考慮して、袋の上部90aをストリップテープ92に貼り付ける必要がある。上記実施形態に係るストリップパック製造装置500は、上位装置によって供給される袋90を受け取って下流に搬送しており、上位装置によって供給される袋90は、袋90の下部から供給コンベア11に落下する。したがって、供給コンベア11に落下した袋90を下流で受け取って、袋の上部90aをストリップテープ92に貼り付けるためには、袋90の搬送方向に対する袋90の上下端部の向きを変える機構が必要である。
【0087】
上記実施形態に係るストリップパック製造装置500では、袋90の表裏の反転機能を第1搬送機構10が担い、袋90の上下端部の反転機能を第2搬送機構20が担う。これにより、複雑な構造になることを避けることができる。
【0088】
また、上記実施形態に係るストリップパック製造装置500では、供給コンベア11を構成する中流ベルト11bを取り外し、中流ベルト11bが配置されていた空間に、上側支持ユニット13および下側支持ユニット14を水平移動させることにより、供給コンベア11の上流ベルト11aによって搬送された袋90を表裏反転ユニット12が受け取って、表裏反転ユニット12が袋90の表裏を反転させる。
【0089】
これにより、袋90の表裏の反転および袋90の上下端部の反転の両方を、省スペースで行うことができる。
【0090】
(5−3)
さらに、上記実施形態に係るストリップパック製造装置500では、表裏反転ユニット12において、ねじられたベルト15により、袋90の表裏を反転させる通路17が形成されている。袋90の表裏はベルト15に挟まれた状態で反転されるため、袋90内部の物品に衝撃を与えない。これにより、物品の損傷を防ぐことができる。
【0091】
(5−4)
また、上記実施形態に係るストリップパック製造装置500では、表裏反転ユニット12をベルト15によって構成し、表裏反転ユニット12を供給コンベア11の途中に配置している。したがって、袋90の搬送速度を落とさずに袋90の表裏を反転させることができる。
【0092】
(6)変形例
(6−1)変形例A
上記実施形態では、袋の表裏を反転させる機構として、図2および図3に示すようなベルト15からなる表裏反転ユニット12を用いたが、図2および図3に示す構成に代えて、図10に示すような表裏反転ユニット120を用いてもよい。表裏反転ユニット120は、第1搬送機構10の下流側端部に設けられる。また、第1搬送機構10と第2搬送機構20とは、上記実施形態と同様に高さ方向上下にずらして配置されている他、第1搬送機構10と第2搬送機構20とは、平面視で並列に配置されるものとする。
【0093】
表裏反転ユニット120は、主として、遥動部材125と、第4支持部材126と、図示しないセンサとから構成されている。遥動部材125は、第4支持部材126に回動自在に連結された第1端部と、第1端部の反対に位置する第2端部とを有する。第2端部は、第1端部を軸として上下方向に移動する。遥動部材125は、供給コンベア11近傍に位置するように配置される。また、遥動部材125は、駆動前、供給コンベア11に対して所定の傾きを有し、袋90と供給コンベア11との隙間に第2端部が入るような構成になっている。センサは、遥動部材125に対する袋90の接触を検出する。
【0094】
袋90が遥動部材125に接触したことをセンサが検出すると、遥動部材125は回動して、第2端部を上方向に移動させる。これにより、袋90は、幅方向に反転して供給コンベア11から導入コンベア21に落下する。このようにすることによっても、袋90の表裏を反転させることができる。
【0095】
(6−2)変形例B
上記実施形態に係るストリップパック製造装置500において、制御部82は、回転機構62の回転と、表裏反転ユニット12の供給コンベア11方向への水平移動とを連動して行うようにしてもよい。具体的には、まず、表裏反転ユニット12の調整部161を自動制御できるような構成にしておく。また、制御部82は、製造するストリップパックの種類に応じて、回転部材62bを回転させて切断機構60および孔形成機構61の配置を入れ換え、さらに、調整部161を調整し、上側支持ユニット13および下側支持ユニット14を供給コンベア11の方向へ水平移動させる。これにより、順貼りのストリップパック100および逆貼りのストリップパック200を製造するために必要な変更を自動で行うことができる。
【0096】
(6−3)変形例C
上記実施形態では、表裏反転ユニット12を水平移動可能な構成とし(図1B参照)、表裏反転ユニット12を、中流ベルト11bが取り外された空間R11bに移動させることにより順貼りのストリップパックを製造できるようにした。すなわち、逆貼りのストリップパックを製造する際には、中流ベルト11bが用いられ、順貼りのストリップパックを製造する際には、表裏反転ユニット12が用いられるように構成した。
【0097】
上記構成に代えて、中流ベルト11bを設置せずに、表裏反転ユニット12を上下移動させる構成としてもよい。具体的に、逆貼りのストリップパックを製造する場合には、表裏反転ユニット12の上側支持ユニット13の上面を、袋90の搬送面として用いる(図10B参照)。より具体的には、上側支持ユニット13の上面を、上流ベルト11aの搬送面の水平位置に配置する。また、順貼りのストリップパックを製造する場合には、表裏反転ユニット12は、上側支持ユニット13および下側支持ユニット14を上昇させ、袋90を通路17に通過させる(図3参照)。これにより、逆貼りのストリップパックおよび順貼りのストリップパックのいずれのストリップパックを製造する際にも、表裏反転ユニット12を用いることができる。
【0098】
(6−4)変形例D
上記実施形態では、表裏反転ユニット12を、中流ベルト11bに代えて用いる例を挙げて説明したが、第1搬送機構10の上流側に表裏反転ユニット12を設置してもよい。この場合、調整部161によって、上側支持ユニット13および下側支持ユニット14の、長手方向の傾きが調整される(図10C参照)。具体的には、図10Dに示すように、上側支持ユニット13および下側支持ユニット14の長手方向の傾きを調整して、表裏反転ユニット12の下流側端部を供給コンベア11の上流側端部に接続させ、表裏反転ユニット12の上流側端部を上位装置88に接続させる。これにより、上位装置88が袋90を供給する位置(高さ)に関わらず、上位装置88から供給される袋90を確実に受け取ることができる。
【符号の説明】
【0099】
10 第1搬送機構
11 供給コンベア
12 表裏反転ユニット
20 第2搬送機構
21 導入コンベア
22 ドロップコンベア
30 ブラシ機構
40 移動機構
50 テープ供給機構
60 切断機構
61 孔形成機構
62 回転機構
70 貼り付け機構
71 加熱機構
72 スロープ
73 溶解防止ユニット
80 排出コンベア
90 袋
91 テープロール
92 ストリップテープ
100 ストリップパック
500 ストリップパック製造装置
【先行技術文献】
【特許文献】
【0100】
【特許文献1】特開2005−313967号公報
【特許請求の範囲】
【請求項1】
ストリップテープに複数の袋を接着させ吊下げた状態で前記袋の群を展示する、ストリップパックを製造するストリップパック製造装置であって、
前記ストリップテープを切断する切断機構と、
前記ストリップテープに孔を形成する孔形成機構と、
前記ストリップテープの搬送方向に対して前記切断機構の配置と前記孔形成機構の配置とを換える配置換え機構と、
前記袋を搬送し、かつ、前記袋の表裏を反転させる反転搬送と、前記袋の表裏を反転させずに前記袋を搬送する通常搬送と、を切り換える第1搬送部と、
を備え、
前記配置換え機構による配置換えは、前記第1搬送部における切り換えに連動して行われる、
ストリップパック製造装置。
【請求項2】
前記第1搬送部は前記吊下げた状態で展示する袋の上部を搬送方向の上流にして前記袋を搬送し、
前記第1搬送部によって搬送された前記袋を受け取って前記袋の上部を搬送方向の下流にして搬送する第2搬送部と、
前記第2搬送部の下流に配置され、前記袋の上端部を保持して前記袋を前記ストリップテープに貼り付ける貼り付け機構と、
をさらに備える、
請求項1に記載のストリップパック製造装置。
【請求項3】
前記反転搬送時、前記第1搬送部は袋をベルトで挟持しながら前記袋の表裏を反転させることを特徴とする、
請求項2に記載のストリップパック製造装置。
【請求項4】
前記配置換え機構は、前記切断機構の配置と前記孔形成機構の配置とを換えるための回転部材を含む、
請求項1から3のいずれかに記載のストリップパック製造装置。
【請求項5】
前記反転搬送時、前記第1搬送部は、連続するベルトの第1部分および第2部分によって形成される通路を有し、
前記第1部分は、前記通路の入口で前記通路の第1床部を構成し、前記通路の入口から前記通路の出口に向けてねじられて、前記通路の出口では前記通路の第1天井部を構成し、
前記第2部分は、前記通路の入口で前記通路の第2天井部を構成し、前記通路の入口から前記通路の出口に向けてねじられて、前記通路の出口では前記通路の第2床部を構成する、
請求項3に記載のストリップパック製造装置。
【請求項6】
前記配置換え機構による配置換えと、前記第1搬送部による前記反転搬送とを連動させる制御部をさらに備える、
請求項1から6に記載のストリップパック製造装置。
【請求項1】
ストリップテープに複数の袋を接着させ吊下げた状態で前記袋の群を展示する、ストリップパックを製造するストリップパック製造装置であって、
前記ストリップテープを切断する切断機構と、
前記ストリップテープに孔を形成する孔形成機構と、
前記ストリップテープの搬送方向に対して前記切断機構の配置と前記孔形成機構の配置とを換える配置換え機構と、
前記袋を搬送し、かつ、前記袋の表裏を反転させる反転搬送と、前記袋の表裏を反転させずに前記袋を搬送する通常搬送と、を切り換える第1搬送部と、
を備え、
前記配置換え機構による配置換えは、前記第1搬送部における切り換えに連動して行われる、
ストリップパック製造装置。
【請求項2】
前記第1搬送部は前記吊下げた状態で展示する袋の上部を搬送方向の上流にして前記袋を搬送し、
前記第1搬送部によって搬送された前記袋を受け取って前記袋の上部を搬送方向の下流にして搬送する第2搬送部と、
前記第2搬送部の下流に配置され、前記袋の上端部を保持して前記袋を前記ストリップテープに貼り付ける貼り付け機構と、
をさらに備える、
請求項1に記載のストリップパック製造装置。
【請求項3】
前記反転搬送時、前記第1搬送部は袋をベルトで挟持しながら前記袋の表裏を反転させることを特徴とする、
請求項2に記載のストリップパック製造装置。
【請求項4】
前記配置換え機構は、前記切断機構の配置と前記孔形成機構の配置とを換えるための回転部材を含む、
請求項1から3のいずれかに記載のストリップパック製造装置。
【請求項5】
前記反転搬送時、前記第1搬送部は、連続するベルトの第1部分および第2部分によって形成される通路を有し、
前記第1部分は、前記通路の入口で前記通路の第1床部を構成し、前記通路の入口から前記通路の出口に向けてねじられて、前記通路の出口では前記通路の第1天井部を構成し、
前記第2部分は、前記通路の入口で前記通路の第2天井部を構成し、前記通路の入口から前記通路の出口に向けてねじられて、前記通路の出口では前記通路の第2床部を構成する、
請求項3に記載のストリップパック製造装置。
【請求項6】
前記配置換え機構による配置換えと、前記第1搬送部による前記反転搬送とを連動させる制御部をさらに備える、
請求項1から6に記載のストリップパック製造装置。
【図1A】


【図1B】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10A】
【図10B】

【図10C】
【図10D】
【図11A】
【図11B】
【図12A】
【図12B】
【図1B】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10A】
【図10B】
【図10C】
【図10D】
【図11A】
【図11B】
【図12A】
【図12B】
【公開番号】特開2011−230801(P2011−230801A)
【公開日】平成23年11月17日(2011.11.17)
【国際特許分類】
【出願番号】特願2010−103478(P2010−103478)
【出願日】平成22年4月28日(2010.4.28)
【出願人】(000147833)株式会社イシダ (859)
【公開日】平成23年11月17日(2011.11.17)
【国際特許分類】
【出願日】平成22年4月28日(2010.4.28)
【出願人】(000147833)株式会社イシダ (859)
[ Back to top ]