
ストリップ形状の圧延材、特に金属ストリップを圧延するための方法
【課題】 本発明は、ストリップ形状の圧延材、特に金属ストリップを圧延するための方法に関する。
【解決手段】 この方法は、基本的に、以下の作業経過、即ち:酸洗装置から走出した金属ストリップAが、可逆式ロールスタンドの両方のロールスタンド3、4を通過し、および次いで、この可逆式圧延機に後続して設けられた可逆式巻取り機1で巻き取られ、その際、金属ストリップAのストリップ後端部に、酸洗装置5内への走入の前に、既に、後に続く金属ストリップBの始端部が溶接され、この金属ストリップBのストリップ始端部が、ここで共に圧延され、およびしかも、巻取り機の上での引張構造に至るまでの巻回長さに相応する長さにわたって圧延され、且つ、可逆式巻取り機1の上に走入し、既に圧延された、金属ストリップBのストリップ始端部が、未だに圧延されていない残りの金属ストリップBにおいて残留するように、引き続いての可逆運動の際に、この金属ストリップBが金属ストリップAからせん断機6によって分離され、引き続いて、完全な金属ストリップAの可逆式圧延が行われ、その際、この金属ストリップが、可逆式圧延機からの走出の後、可逆式ロールスタンドの前に設けられた可逆式巻取り機2に走入し、金属ストリップAが、完全に、可逆式巻取り機2の上に設けられたら直ぐに、金属ストリップBが、可逆式圧延機に供給され、且つ、上記作業経過が、この金属ストリップBと後に続く金属ストリップCとでもって繰り返される、によって特徴付けられている。

【解決手段】 この方法は、基本的に、以下の作業経過、即ち:酸洗装置から走出した金属ストリップAが、可逆式ロールスタンドの両方のロールスタンド3、4を通過し、および次いで、この可逆式圧延機に後続して設けられた可逆式巻取り機1で巻き取られ、その際、金属ストリップAのストリップ後端部に、酸洗装置5内への走入の前に、既に、後に続く金属ストリップBの始端部が溶接され、この金属ストリップBのストリップ始端部が、ここで共に圧延され、およびしかも、巻取り機の上での引張構造に至るまでの巻回長さに相応する長さにわたって圧延され、且つ、可逆式巻取り機1の上に走入し、既に圧延された、金属ストリップBのストリップ始端部が、未だに圧延されていない残りの金属ストリップBにおいて残留するように、引き続いての可逆運動の際に、この金属ストリップBが金属ストリップAからせん断機6によって分離され、引き続いて、完全な金属ストリップAの可逆式圧延が行われ、その際、この金属ストリップが、可逆式圧延機からの走出の後、可逆式ロールスタンドの前に設けられた可逆式巻取り機2に走入し、金属ストリップAが、完全に、可逆式巻取り機2の上に設けられたら直ぐに、金属ストリップBが、可逆式圧延機に供給され、且つ、上記作業経過が、この金属ストリップBと後に続く金属ストリップCとでもって繰り返される、によって特徴付けられている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ストリップ形状の圧延材、特に金属ストリップを圧延するための方法に関し、この方法の場合、この金属ストリップが、先ず第一に、酸洗ラインを、および次いで、2つの可逆式巻取り機の間で可逆式圧延機を通過し、およびその際、
金属ストリップの後端部(Ende)が、この酸洗ラインの手前で、後に続く金属ストリップの始端部(Anfang)と溶接され、且つ、仕上げ圧延された金属ストリップの巻取り機の手前で、互いに接し合うように溶接された金属ストリップの分離が行われる。
【背景技術】
【0002】
金属ストリップ酸洗装置および金属ストリップ圧延機は、個別に設置されたまたは連結された設備として存在する。
【0003】
連結された設備は、一般的に、少なくとも3つのロールスタンドを備え付けられており、
このことによって、圧延材の最大の減面率が制限される。投資コストは、この場合、極めて高く、これら投資コストが、単に高い製造量だけによって経済的であることが判明した。
【0004】
仕上げ厚さへの圧延ストリップの減面率を実現するために、コイルは、個別のロールスタンドの場合、数回にわたって可逆動作されて圧延される。
【0005】
連続ラインの場合、ストリップ後端部に、次のコイルのストリップ始端部が溶接され、且つ従って、それぞれに次のコイルのための送り込みは行われない。
【0006】
個別に設置された酸洗ラインは、通常、コイル運搬車およびコイル載置部を備える、1つまたは2つの巻取りリール、並びに、可逆式設備、および、コイル運搬車およびコイル載置部を備える、巻戻しステーションを有している。
【0007】
特許文献1から、ストリップ形状の圧延材を圧延するための方法および設備が公知であり、この設備が、可逆式圧延機、および、この可逆式圧延機の手前および後方に設けられた、金属ストリップを巻き取るための巻取り機、前置された酸洗ライン、および、この酸洗ラインに前置された、ストリップ後端部とストリップ始端部を互いに接し合うように溶接するための溶接機を備えている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】ヨーロッパ特許第1 701 808 B1
【発明の概要】
【発明が解決しようとする課題】
【0009】
従って、本発明の課題は、ストリップ形状の圧延材、特に金属ストリップを圧延するための方法を、より経済的にすることである。
【課題を解決するための手段】
【0010】
この課題は、本発明に従い、ストリップ形状の圧延材、特に金属ストリップを圧延するための方法でもって解決され、この方法の場合、この金属ストリップが、先ず第一に、酸洗ラインを、および次いで、2つの可逆式巻取り機の間で可逆式圧延機を通過し、およびその際、
金属ストリップの後端部が、この酸洗ラインの手前で、後に続く金属ストリップの始端部と溶接され、且つ、仕上げ圧延された金属ストリップの巻取り機の手前で、互いに接し合うように溶接された金属ストリップの分離が行われる様式の上記方法において、
以下の作業経過、即ち:
− 酸洗装置から走出した金属ストリップAが、可逆式ロールスタンドの両方のロールスタンドを通過し、および次いで、この可逆式圧延機に後続して設けられた可逆式巻取り機で巻き取られ、
− その際、金属ストリップAのストリップ後端部に、酸洗装置内への走入の前に、既に、後に続く金属ストリップBの始端部が溶接され、
− この金属ストリップBのストリップ始端部が、ここで共に圧延され、およびしかも、巻取り機の上での引張構造に至るまでの巻回長さに相応する長さにわたって圧延され、
且つ、可逆式巻取り機の上に走入し、
− 既に圧延された、金属ストリップBのストリップ始端部が、未だに圧延されていない残りの金属ストリップBにおいて残留するように、引き続いての可逆運動の際に、この金属ストリップBが金属ストリップAからせん断機によって分離され、
− 引き続いて、完全な金属ストリップAの可逆式圧延が行われ、その際、
この金属ストリップが、可逆式圧延機からの走出の後、可逆式ロールスタンドの前に設けられた可逆式巻取り機に走入し、
− 金属ストリップAが、完全に、可逆式巻取り機(2)の上に設けられたら直ぐに、
金属ストリップBが、可逆式圧延機に供給され、且つ、
上記作業経過が、この金属ストリップBと後に続く金属ストリップCとでもって繰り返される。
【発明の効果】
【0011】
この発明の基礎にある中心思想は、
これらコイルのストリップ端部を、結合すること、および、通常は多数の、相前後して設けられたロールスタンドから成る可逆式圧延機(Reversierwalzgerust)に、前述のコイルの仕上げ圧延の時間間隔のための材料貯蔵部としてのストリップ貯蔵部を介して供給することである。
このことによって、最初の圧延パス内において、連結された、連続的な酸洗/圧延プロセスが行われる。
【0012】
ストリップ始端部は、前述のコイルのストリップ後端部と共に、最初のパスの終わりにおいて、引張構造に至るまでの巻回長さを満たすために必要である、長さのために共に圧延される。
ここで、このコイルを可逆式巻取り機2に供給するために前述のコイルが切断されるまで、ストリップ始端部は同様に共に可逆運動される。その場合に、前述のコイルが完全に可逆運動されるまで、現在のコイルのストリップ始端部は、ストリップ貯蔵部内において残留する。
【0013】
酸洗の連続的な作動を維持するために、ストリップ貯蔵部は大きく構成され、これによって、前述のコイルの仕上げ圧延のための時間が切り抜けられる。この酸洗は、この酸洗のプロセス速度内において、他方また、製造量が可逆式設備の最大の製造量と同じであるように構成されている。
【0014】
この場合、極めて短い、結束シーケンス時間、および僅かの寸法長さは有利である。何故ならば、ストリップ始端部は、既に、2つの圧延によってストリップ厚さにおいて低減されているからである。
【0015】
コイル(結束)支承部の節約、並びに、酸洗の出口部内におけるコイル移送装置の節約、および、可逆式設備のコイル準備作業の節約は、更に有利である。このことによって、同様に、移送によって生じる、コイルにおける損傷も行われない。
【0016】
次に、方法の経過を、図を参照して詳しく説明する。
【図面の簡単な説明】
【0017】
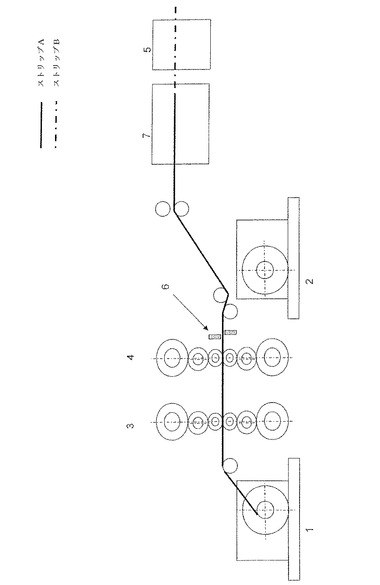
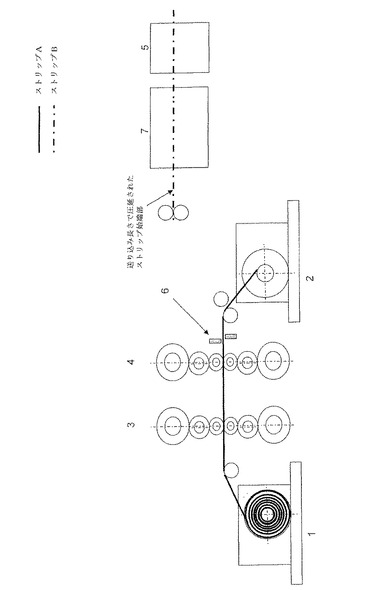
【図1】酸洗装置から走出したストリップAが両方のロールスタンド3、4を通過し、および次いで、可逆式巻取り機1で巻き取られる状態の図である。
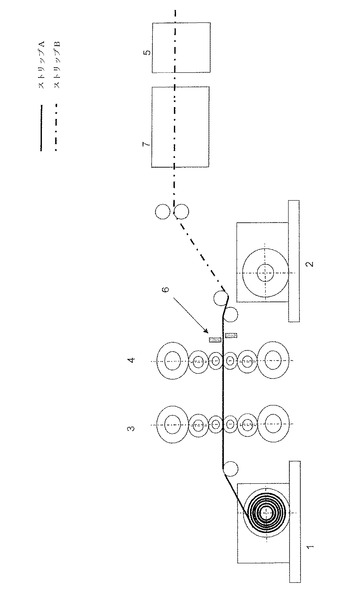
【図2】ストリップBのストリップ始端部が、可逆式巻取り機1の上に、共に走入する状態の図である。
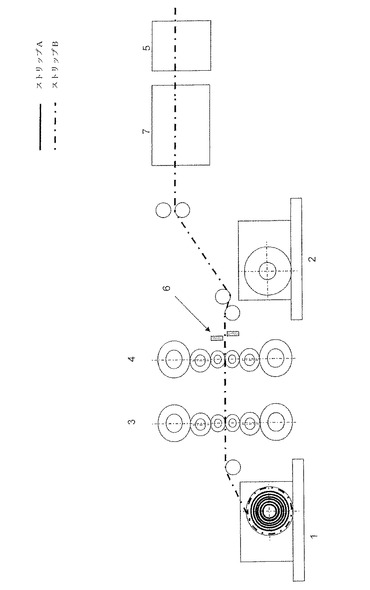
【図3】ストリップBのストリップ始端部が、可逆式巻取り機1の上に、共に走入する状態の図である。
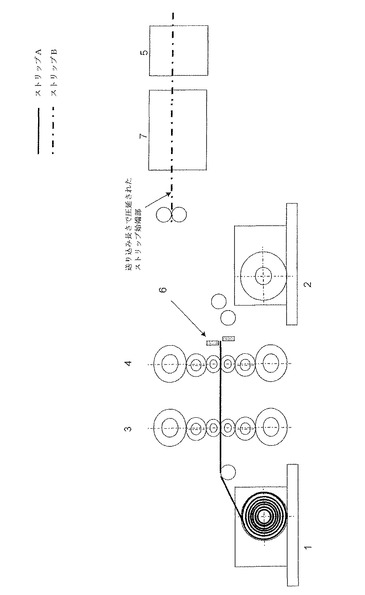
【図4】引き続いての可逆運動の際に、このストリップBはストリップAからせん断機6によって分離され、従って、既に圧延された、ストリップBのストリップ始端部が、未だに圧延されていない残りのストリップBにおいて残留する状態の図である。
【図5】引き続いて、ストリップAの完全な可逆運動が、巻上げと共に、可逆式巻取り機2の上で行われる状態の図である。
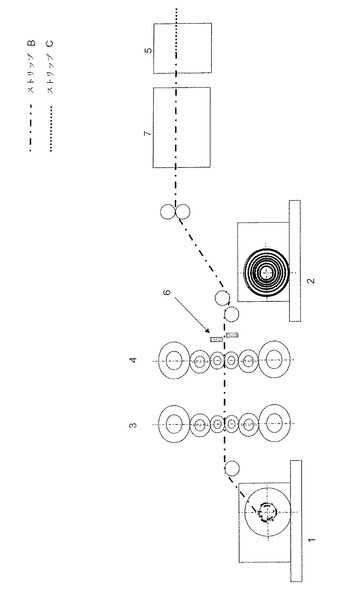
【図6】新しい、ストリップBおよびストリップCでもっての、一連の酸洗/圧延の開始を示す図である。
【発明を実施するための形態】
【0018】
酸洗装置から走出したストリップAは、両方のロールスタンド3、4を通過し、および次いで、可逆式巻取り機1で巻き取られる(図1)。
【0019】
ストリップAのストリップ後端部に、酸洗装置5内への走入の前に、既に、ストリップBの始端部が溶接される。このストリップBのストリップ始端部は、ここで共に圧延され、およびしかも、巻取り機の上での引張構造に至るまでの巻回長さに相応する長さにわたって圧延される。
【0020】
図2内において、ストリップBは、一点鎖線で図示されている。この図2、および更に別の図3から、ストリップBのストリップ始端部が、可逆式巻取り機1の上に、共に走入することが見て取れる。引き続いての可逆運動の際に、このストリップBはストリップAからせん断機6によって分離され、従って、既に圧延された、ストリップBのストリップ始端部が、未だに圧延されていない残りのストリップBにおいて残留する(図4)。
【0021】
引き続いて、ストリップAの完全な可逆運動が、巻上げと共に、可逆式巻取り機2の上で行われる(図5)。
【0022】
次の図6は、その場合に、他方また、新しい、ストリップBおよびストリップCでもっての、一連の酸洗/圧延の開始を示している。
【0023】
ストリップBのストリップ後端部に、再び、ストリップCの始端部が溶接され、従って、酸洗/圧延プロセスが、改めて連続的に、これら2つのストリップのために進行可能である。
既に圧延されたストリップB、または後のストリップCの、ストリップ始端部の送り込みの際に、圧延ロール間隙は開放され得、従って、これらロールは、圧延されたストリップ始端部に引き続いての、圧延されていないストリップ部分の走入の際に初めて、アクティブにされる。
【0024】
1つの金属ストリップの可逆式圧延の間じゅう、酸洗ラインと、これら金属ストリップの分離のためのせん断機との間で、後に続く金属ストリップの貯蔵が、ストリップ貯蔵部7内において行われ得る。
【符号の説明】
【0025】
1 可逆式巻取り機
2 可逆式巻取り機
3 ロールスタンド
4 ロールスタンド
5 酸洗装置
6 せん断機
7 ストリップ貯蔵部
A 金属ストリップ
B 金属ストリップ
C 金属ストリップ
【技術分野】
【0001】
本発明は、ストリップ形状の圧延材、特に金属ストリップを圧延するための方法に関し、この方法の場合、この金属ストリップが、先ず第一に、酸洗ラインを、および次いで、2つの可逆式巻取り機の間で可逆式圧延機を通過し、およびその際、
金属ストリップの後端部(Ende)が、この酸洗ラインの手前で、後に続く金属ストリップの始端部(Anfang)と溶接され、且つ、仕上げ圧延された金属ストリップの巻取り機の手前で、互いに接し合うように溶接された金属ストリップの分離が行われる。
【背景技術】
【0002】
金属ストリップ酸洗装置および金属ストリップ圧延機は、個別に設置されたまたは連結された設備として存在する。
【0003】
連結された設備は、一般的に、少なくとも3つのロールスタンドを備え付けられており、
このことによって、圧延材の最大の減面率が制限される。投資コストは、この場合、極めて高く、これら投資コストが、単に高い製造量だけによって経済的であることが判明した。
【0004】
仕上げ厚さへの圧延ストリップの減面率を実現するために、コイルは、個別のロールスタンドの場合、数回にわたって可逆動作されて圧延される。
【0005】
連続ラインの場合、ストリップ後端部に、次のコイルのストリップ始端部が溶接され、且つ従って、それぞれに次のコイルのための送り込みは行われない。
【0006】
個別に設置された酸洗ラインは、通常、コイル運搬車およびコイル載置部を備える、1つまたは2つの巻取りリール、並びに、可逆式設備、および、コイル運搬車およびコイル載置部を備える、巻戻しステーションを有している。
【0007】
特許文献1から、ストリップ形状の圧延材を圧延するための方法および設備が公知であり、この設備が、可逆式圧延機、および、この可逆式圧延機の手前および後方に設けられた、金属ストリップを巻き取るための巻取り機、前置された酸洗ライン、および、この酸洗ラインに前置された、ストリップ後端部とストリップ始端部を互いに接し合うように溶接するための溶接機を備えている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】ヨーロッパ特許第1 701 808 B1
【発明の概要】
【発明が解決しようとする課題】
【0009】
従って、本発明の課題は、ストリップ形状の圧延材、特に金属ストリップを圧延するための方法を、より経済的にすることである。
【課題を解決するための手段】
【0010】
この課題は、本発明に従い、ストリップ形状の圧延材、特に金属ストリップを圧延するための方法でもって解決され、この方法の場合、この金属ストリップが、先ず第一に、酸洗ラインを、および次いで、2つの可逆式巻取り機の間で可逆式圧延機を通過し、およびその際、
金属ストリップの後端部が、この酸洗ラインの手前で、後に続く金属ストリップの始端部と溶接され、且つ、仕上げ圧延された金属ストリップの巻取り機の手前で、互いに接し合うように溶接された金属ストリップの分離が行われる様式の上記方法において、
以下の作業経過、即ち:
− 酸洗装置から走出した金属ストリップAが、可逆式ロールスタンドの両方のロールスタンドを通過し、および次いで、この可逆式圧延機に後続して設けられた可逆式巻取り機で巻き取られ、
− その際、金属ストリップAのストリップ後端部に、酸洗装置内への走入の前に、既に、後に続く金属ストリップBの始端部が溶接され、
− この金属ストリップBのストリップ始端部が、ここで共に圧延され、およびしかも、巻取り機の上での引張構造に至るまでの巻回長さに相応する長さにわたって圧延され、
且つ、可逆式巻取り機の上に走入し、
− 既に圧延された、金属ストリップBのストリップ始端部が、未だに圧延されていない残りの金属ストリップBにおいて残留するように、引き続いての可逆運動の際に、この金属ストリップBが金属ストリップAからせん断機によって分離され、
− 引き続いて、完全な金属ストリップAの可逆式圧延が行われ、その際、
この金属ストリップが、可逆式圧延機からの走出の後、可逆式ロールスタンドの前に設けられた可逆式巻取り機に走入し、
− 金属ストリップAが、完全に、可逆式巻取り機(2)の上に設けられたら直ぐに、
金属ストリップBが、可逆式圧延機に供給され、且つ、
上記作業経過が、この金属ストリップBと後に続く金属ストリップCとでもって繰り返される。
【発明の効果】
【0011】
この発明の基礎にある中心思想は、
これらコイルのストリップ端部を、結合すること、および、通常は多数の、相前後して設けられたロールスタンドから成る可逆式圧延機(Reversierwalzgerust)に、前述のコイルの仕上げ圧延の時間間隔のための材料貯蔵部としてのストリップ貯蔵部を介して供給することである。
このことによって、最初の圧延パス内において、連結された、連続的な酸洗/圧延プロセスが行われる。
【0012】
ストリップ始端部は、前述のコイルのストリップ後端部と共に、最初のパスの終わりにおいて、引張構造に至るまでの巻回長さを満たすために必要である、長さのために共に圧延される。
ここで、このコイルを可逆式巻取り機2に供給するために前述のコイルが切断されるまで、ストリップ始端部は同様に共に可逆運動される。その場合に、前述のコイルが完全に可逆運動されるまで、現在のコイルのストリップ始端部は、ストリップ貯蔵部内において残留する。
【0013】
酸洗の連続的な作動を維持するために、ストリップ貯蔵部は大きく構成され、これによって、前述のコイルの仕上げ圧延のための時間が切り抜けられる。この酸洗は、この酸洗のプロセス速度内において、他方また、製造量が可逆式設備の最大の製造量と同じであるように構成されている。
【0014】
この場合、極めて短い、結束シーケンス時間、および僅かの寸法長さは有利である。何故ならば、ストリップ始端部は、既に、2つの圧延によってストリップ厚さにおいて低減されているからである。
【0015】
コイル(結束)支承部の節約、並びに、酸洗の出口部内におけるコイル移送装置の節約、および、可逆式設備のコイル準備作業の節約は、更に有利である。このことによって、同様に、移送によって生じる、コイルにおける損傷も行われない。
【0016】
次に、方法の経過を、図を参照して詳しく説明する。
【図面の簡単な説明】
【0017】
【図1】酸洗装置から走出したストリップAが両方のロールスタンド3、4を通過し、および次いで、可逆式巻取り機1で巻き取られる状態の図である。
【図2】ストリップBのストリップ始端部が、可逆式巻取り機1の上に、共に走入する状態の図である。
【図3】ストリップBのストリップ始端部が、可逆式巻取り機1の上に、共に走入する状態の図である。
【図4】引き続いての可逆運動の際に、このストリップBはストリップAからせん断機6によって分離され、従って、既に圧延された、ストリップBのストリップ始端部が、未だに圧延されていない残りのストリップBにおいて残留する状態の図である。
【図5】引き続いて、ストリップAの完全な可逆運動が、巻上げと共に、可逆式巻取り機2の上で行われる状態の図である。
【図6】新しい、ストリップBおよびストリップCでもっての、一連の酸洗/圧延の開始を示す図である。
【発明を実施するための形態】
【0018】
酸洗装置から走出したストリップAは、両方のロールスタンド3、4を通過し、および次いで、可逆式巻取り機1で巻き取られる(図1)。
【0019】
ストリップAのストリップ後端部に、酸洗装置5内への走入の前に、既に、ストリップBの始端部が溶接される。このストリップBのストリップ始端部は、ここで共に圧延され、およびしかも、巻取り機の上での引張構造に至るまでの巻回長さに相応する長さにわたって圧延される。
【0020】
図2内において、ストリップBは、一点鎖線で図示されている。この図2、および更に別の図3から、ストリップBのストリップ始端部が、可逆式巻取り機1の上に、共に走入することが見て取れる。引き続いての可逆運動の際に、このストリップBはストリップAからせん断機6によって分離され、従って、既に圧延された、ストリップBのストリップ始端部が、未だに圧延されていない残りのストリップBにおいて残留する(図4)。
【0021】
引き続いて、ストリップAの完全な可逆運動が、巻上げと共に、可逆式巻取り機2の上で行われる(図5)。
【0022】
次の図6は、その場合に、他方また、新しい、ストリップBおよびストリップCでもっての、一連の酸洗/圧延の開始を示している。
【0023】
ストリップBのストリップ後端部に、再び、ストリップCの始端部が溶接され、従って、酸洗/圧延プロセスが、改めて連続的に、これら2つのストリップのために進行可能である。
既に圧延されたストリップB、または後のストリップCの、ストリップ始端部の送り込みの際に、圧延ロール間隙は開放され得、従って、これらロールは、圧延されたストリップ始端部に引き続いての、圧延されていないストリップ部分の走入の際に初めて、アクティブにされる。
【0024】
1つの金属ストリップの可逆式圧延の間じゅう、酸洗ラインと、これら金属ストリップの分離のためのせん断機との間で、後に続く金属ストリップの貯蔵が、ストリップ貯蔵部7内において行われ得る。
【符号の説明】
【0025】
1 可逆式巻取り機
2 可逆式巻取り機
3 ロールスタンド
4 ロールスタンド
5 酸洗装置
6 せん断機
7 ストリップ貯蔵部
A 金属ストリップ
B 金属ストリップ
C 金属ストリップ
【特許請求の範囲】
【請求項1】
ストリップ形状の圧延材、特に金属ストリップを圧延するための方法であって、この方法の場合、この金属ストリップが、先ず第一に、酸洗ラインを、および次いで、2つの可逆式巻取り機の間で可逆式圧延機を通過し、およびその際、
金属ストリップの後端部が、この酸洗ラインの手前で、後に続く金属ストリップの始端部と溶接され、且つ、仕上げ圧延された金属ストリップの巻取り機の手前で、互いに接し合うように溶接された金属ストリップの分離が行われる様式の上記方法において、
以下の作業経過、即ち:
− 酸洗装置から走出した金属ストリップ(A)が、可逆式ロールスタンドの両方のロールスタンド(3、4)を通過し、および次いで、この可逆式圧延機に後続して設けられた可逆式巻取り機(1)で巻き取られ、
− その際、金属ストリップ(A)のストリップ後端部に、酸洗装置(5)内への走入の前に、既に、後に続く金属ストリップ(B)の始端部が溶接され、
− この金属ストリップ(B)のストリップ始端部が、ここで共に圧延され、およびしかも、巻取り機の上での引張構造に至るまでの巻回長さに相応する長さにわたって圧延され、
且つ、可逆式巻取り機(1)の上に走入し、
− 既に圧延された、金属ストリップ(B)のストリップ始端部が、未だに圧延されていない残りの金属ストリップ(B)において残留するように、引き続いての可逆運動の際に、この金属ストリップ(B)が金属ストリップ(A)からせん断機(6)によって分離され、
− 引き続いて、完全な金属ストリップ(A)の可逆式圧延が行われ、その際、
この金属ストリップが、可逆式圧延機からの走出の後、可逆式ロールスタンドの前に設けられた可逆式巻取り機(2)に走入し、
− 金属ストリップ(A)が、完全に、可逆式巻取り機(2)の上に設けられたら直ぐに、
金属ストリップ(B)が、可逆式圧延機に供給され、且つ、
上記作業経過が、この金属ストリップ(B)と後に続く金属ストリップ(C)とでもって繰り返される、
ことを特徴とする方法。
【請求項2】
既に圧延されたストリップ(B)、または後のストリップ(C)の、ストリップ始端部の送り込みの際に、可逆式圧延機の圧延ロール間隙が開放された状態で留まり、
従って、これらロールが、圧延されたストリップ始端部に引き続いての、圧延されていないストリップ部分の走入の際に初めて、アクティブにされることを特徴とする請求項1に記載の方法。
【請求項3】
1つの金属ストリップの可逆式圧延の間じゅう、酸洗ラインと、これら金属ストリップの分離のためのせん断機との間で、後に続く金属ストリップの貯蔵が、ストリップ貯蔵部7内において行われることを特徴とする請求項1または2に記載の方法。
【請求項1】
ストリップ形状の圧延材、特に金属ストリップを圧延するための方法であって、この方法の場合、この金属ストリップが、先ず第一に、酸洗ラインを、および次いで、2つの可逆式巻取り機の間で可逆式圧延機を通過し、およびその際、
金属ストリップの後端部が、この酸洗ラインの手前で、後に続く金属ストリップの始端部と溶接され、且つ、仕上げ圧延された金属ストリップの巻取り機の手前で、互いに接し合うように溶接された金属ストリップの分離が行われる様式の上記方法において、
以下の作業経過、即ち:
− 酸洗装置から走出した金属ストリップ(A)が、可逆式ロールスタンドの両方のロールスタンド(3、4)を通過し、および次いで、この可逆式圧延機に後続して設けられた可逆式巻取り機(1)で巻き取られ、
− その際、金属ストリップ(A)のストリップ後端部に、酸洗装置(5)内への走入の前に、既に、後に続く金属ストリップ(B)の始端部が溶接され、
− この金属ストリップ(B)のストリップ始端部が、ここで共に圧延され、およびしかも、巻取り機の上での引張構造に至るまでの巻回長さに相応する長さにわたって圧延され、
且つ、可逆式巻取り機(1)の上に走入し、
− 既に圧延された、金属ストリップ(B)のストリップ始端部が、未だに圧延されていない残りの金属ストリップ(B)において残留するように、引き続いての可逆運動の際に、この金属ストリップ(B)が金属ストリップ(A)からせん断機(6)によって分離され、
− 引き続いて、完全な金属ストリップ(A)の可逆式圧延が行われ、その際、
この金属ストリップが、可逆式圧延機からの走出の後、可逆式ロールスタンドの前に設けられた可逆式巻取り機(2)に走入し、
− 金属ストリップ(A)が、完全に、可逆式巻取り機(2)の上に設けられたら直ぐに、
金属ストリップ(B)が、可逆式圧延機に供給され、且つ、
上記作業経過が、この金属ストリップ(B)と後に続く金属ストリップ(C)とでもって繰り返される、
ことを特徴とする方法。
【請求項2】
既に圧延されたストリップ(B)、または後のストリップ(C)の、ストリップ始端部の送り込みの際に、可逆式圧延機の圧延ロール間隙が開放された状態で留まり、
従って、これらロールが、圧延されたストリップ始端部に引き続いての、圧延されていないストリップ部分の走入の際に初めて、アクティブにされることを特徴とする請求項1に記載の方法。
【請求項3】
1つの金属ストリップの可逆式圧延の間じゅう、酸洗ラインと、これら金属ストリップの分離のためのせん断機との間で、後に続く金属ストリップの貯蔵が、ストリップ貯蔵部7内において行われることを特徴とする請求項1または2に記載の方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公表番号】特表2013−515609(P2013−515609A)
【公表日】平成25年5月9日(2013.5.9)
【国際特許分類】
【出願番号】特願2012−545212(P2012−545212)
【出願日】平成22年12月10日(2010.12.10)
【国際出願番号】PCT/EP2010/069422
【国際公開番号】WO2011/076592
【国際公開日】平成23年6月30日(2011.6.30)
【出願人】(390035426)エス・エム・エス・ジーマーク・アクチエンゲゼルシャフト (320)
【Fターム(参考)】
【公表日】平成25年5月9日(2013.5.9)
【国際特許分類】
【出願日】平成22年12月10日(2010.12.10)
【国際出願番号】PCT/EP2010/069422
【国際公開番号】WO2011/076592
【国際公開日】平成23年6月30日(2011.6.30)
【出願人】(390035426)エス・エム・エス・ジーマーク・アクチエンゲゼルシャフト (320)
【Fターム(参考)】
[ Back to top ]