
ストリンガ、複合構造、航空機、及びストリンガの製造方法
長手方向の一端に終端部を有し、複合構造のプライの積層スタックを有する積層複合構造のストリンガであって、前記スタックの内部のプライは、前記ストリンガの終端部に向けて連続的に終端されて、スタックの厚さが減少するテーパを提供するようにしたストリンガを開示する。また、パネルとストリンガとを有する複合構造及び、ストリンガを製造する方法を開示する。複合構造は、航空機に用いることができる。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、終端部にテーパを有する積層複合構造のストリンガ、及び、かかるストリンガを形成する方法に関する。
【背景技術】
【0002】
航空機の翼や胴体のスキンといったパネルは、パネルの長さに沿って走る一連の細長いストリンガにより補強することができる。かかるストリンガは、典型的に、パネルに対し垂直に延在するウェブと、パネルに係合するフランジとを有する。
【0003】
補強材は、邪魔になるため、パネルとストリンガの構造が平板形状を呈するように、所定の箇所にて終端させる必要がある。航空機の場合、補強材は、たとえば、翼端や点検口などで終端させる必要がある。ストリンガの終端部では、ストリンガにかかる応力がパネルに伝達される。したがって、ストリンガの終端部は、局所的な応力集中の部位となり、かかる部位ではパネルとストリンガが分離しがちになる。
【0004】
パネルとストリンガとの耐分離性を向上させるために、ストリンガのフランジはその終端部付近に拡張部分、いわゆる「ストリンガフット」を有するのがよい。これは、パネルにボルト締めするか、さもなければ、貼り付けることができる。その代わりに、あるいは追加的に、フィンガープレートやカバープレートをストリンガフットを覆うように設けて、パネルにボルト締めすることもできる。これらの手段は、ストリンガの荷重をパネルに分散させるのに役立つが、依然として応力の強い集中はそのままである。
【0005】
ウェブは、横方向の曲げと軸方向の剛性とを徐々に増やして応力の局所的な集中を緩和させることで、スキンからストリンガへの荷重の伝達を促進するために、典型的に、パネルに垂直方向の高さが終端部付近で減少するテーパを有している。
【0006】
特許文献1には、終端部付近で高さが減少するようなテーパを有するウェブを備えたストリンガが記載されている。特許文献2には、プラトー(plateau)で分離された、終端部付近で高さが減少する2つのテーパ領域を有するウェブを備えたストリンガが記載されている。
【0007】
従来の極めて基本的なストリンガの終端部の形状は、金属製から複合材料製へと移行しただけで、数年にわたりほとんど変化していない。しかしながら、これらのストリンガ終端部形状は、ストリンガを複合材料により構成する恩恵を十分に享受していない。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】国際公開WO2008/132498号公報
【特許文献2】欧州特許出願公開EP1566334号公報
【発明の概要】
【0009】
本発明の第1の態様によれば、長手方向の一端に終端部を有し、複合構造のプライの積層スタックを有する積層複合構造のストリンガであって、前記スタックの内部のプライは前記ストリンガの終端部に向けて連続的に終端されて、前記スタックの厚さが減少するようなテーパを提供するようにしたストリンガが提供される。
【0010】
本発明の第2の態様によれば、パネルと、当該パネルに接合される前記第1の態様におけるストリンガとを有する複合構造が提供される。
【0011】
本発明の第3の態様によれば、前記第2の態様における複合構造を有する航空機が提供される。
【0012】
本発明の第4の態様によれば、長手方向の一端に終端部を有するとともに複合構造のプライの積層スタックを有する積層複合構造のストリンガにして、前記スタックの内部のプライは、前記ストリンガの終端に向けて連続的に終端されて、前記スタックの厚さが減少するようなテーパを提供するようにしたストリンガの製造方法であって、当該方法が、前記複合構造プライを所望の終端輪郭に切断するステップと、前記複合構造プライを積み重ねるステップとを備える、ストリンガの製造方法が提供される。
【0013】
スタックの厚さがウェブのテーパ部でも同じである従来のものと比べ、本発明のストリンガは、スタックの厚さが減少するテーパを有する。このことにより、ストリンガの終端部の幾何学的な可能性が格段に高まり、ストリンガからパネルへ格段に効率良く荷重が伝達される。荷重の移行は、局所的な応力集中を管理しなければならない代わりに、フリーフロー形式で制御され、一様に分散される。ほとんどの荷重シナリオにとって、荷重移行はあるものの、追加的なフィンガープレートやカバープライは必要なくなり、ボルトのサイズや数を最小限に抑えることができる。この終端部の構造は、亀裂の発生を抑え、破壊のメカニズムを改善する。
【0014】
ストリンガは、パネルに係合させるフランジを備えても良い。また、スタックのテーパはフランジに設けてもよい。フランジにおけるスタックのテーパは、長手方向及び/または横方向に設けられる。フランジのテーパが長手方向と横方向の両方向に先細りとなるところで、応力の集中が最も効率よく低減される。
【0015】
ストリンガは、直立ウェブを備えてもよい。また、ウェブにスタックのテーパを設けてもよい。ウェブは、好ましくは、終端部で二股に分岐させ、非構造の充填材を分岐したウェブの「ブランチ」間に設けることができる。
【0016】
ストリンガのフランジ及びウェブは、複合構造のプライを積層したほぼL字状の一対のスタックを背中合わせに結合させて形成することができる。複合プライの角における最小の半径に制約されることで、L字状のスタックの間に隙間が生じるが、その隙間は非構造の充填材により充填される。
【0017】
スタックの厚さが減少するテーパだけでなく、ストリンガは、ウェブの高さ及び/またはフランジの幅が終端部で先細となるように、テーパ状に形成することができる。フランジの幅は、終端部のすぐ内側の部位の方が、終端部から遠い内側の部位より大きくなるようにすることができる。
【0018】
プライは、たとえば、レーザやウォータージェットにより切断できる。各プライは、スタックに積み重ねたら即座に切断することが好ましい。また、自動的なテープ敷設機を用いて各プライを切断し、載置して、スタックを形成してもよい。
【0019】
プライは、最初のプライが最も大きくかつ最も遠くに置かれ、より小さいプライがその上に積み重ねられて、上位のプライが下位のプライより先に終端することで終端部でスタックの厚さが減少するようなテーパが形成される。最後に積み重ねられる最上位のプライが最も小さくなるので、中間のプライの縁部は露出されることになる。この中間のプライの縁部を保護するために、プライスタックの上にプライの覆いを設けることができる。プライの縁部を保護することで、より耐剥離性が改善される。
【0020】
その代わりに、最初のプライが最も小さくかつ最も遠くに置かれ、より大きいプライをその上に積み重ねるようにして、下位のプライが上位のプライより先に終端することで終端部でスタックの厚さが減少するようなテーパを形成してもよい。この逆レイアップの上位のプライは、下位のプライの縁部を保護し、最上のプライは連続的な表面を形成する。パネルにストリンガを接合、あるいは固定するとき、最下プライはパネルに最も近接し、最上プライはパネルから最も遠くに位置する。
【0021】
プライは、樹脂を予め含浸させたファイバー補強の積層物、いわゆる「プリプレグ」とするのが好ましい。または、プライをドライファイバーの積層物とすることができ、これらを切断して積み重ねた後には、積層物中に樹脂を注入する必要がある。樹脂は、いずれの場合も、たとえばオートクレーブ内で硬化させる必要がある。ファイバーには、炭素、ガラス、その他の好適な材質とすることができる。樹脂は、エポキシ樹脂が好ましい。
【図面の簡単な説明】
【0022】
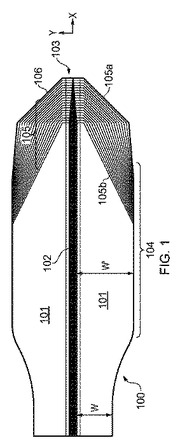
【図1】第1の実施形態におけるストリンガ用の複合レイアップの一端の平面図である。
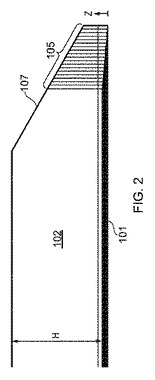
【図2】図1におけるレイアップの側面図である。
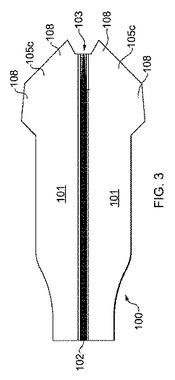
【図3】カバー層を有する、図1のレイアップの平面図である。
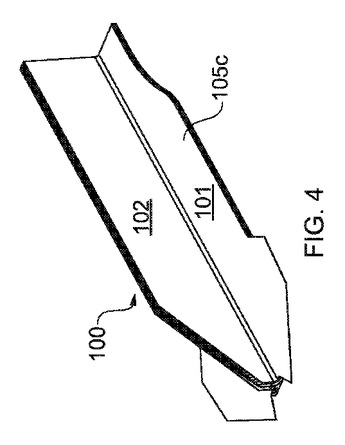
【図4】図3のレイアップとカバープライの投影図である。
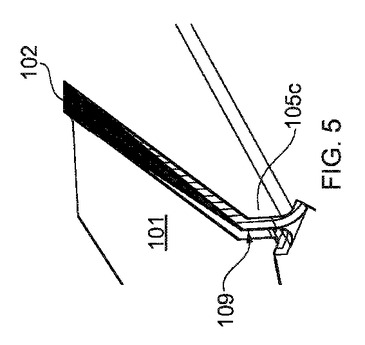
【図5】図4のストリンガ終端部の拡大図である。
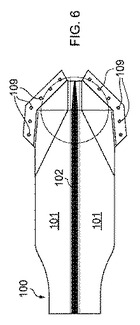
【図6】硬化して完成させた第1の実施形態のストリンガを示す図である。
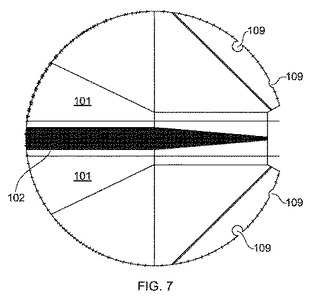
【図7】図6のAの部分の詳細図である。
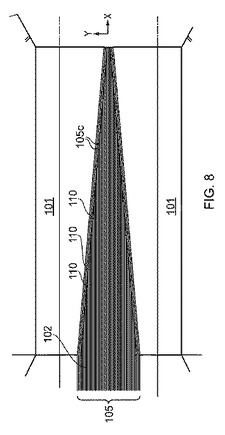
【図8】図7のスタックのテーパの拡大図である。
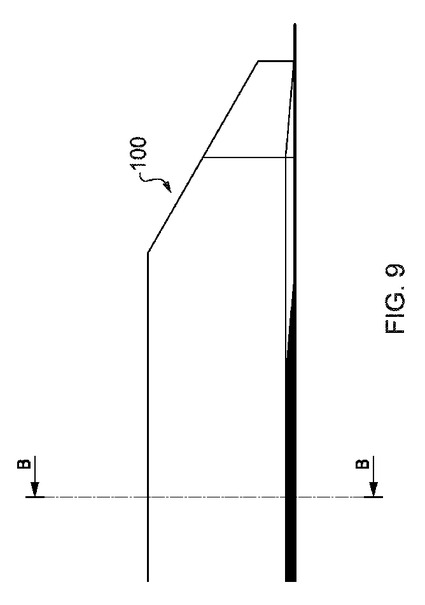
【図9】図6のストリンガの側面図である。
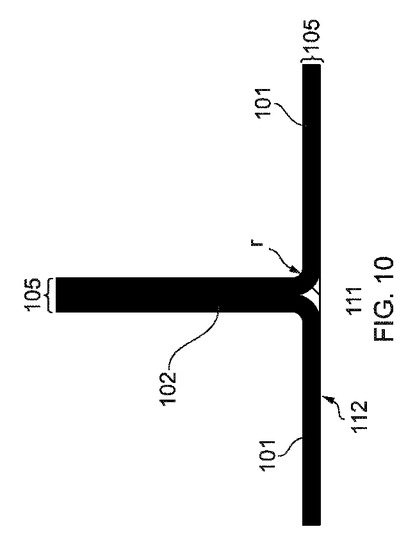
【図10】図9のB−B断面である。
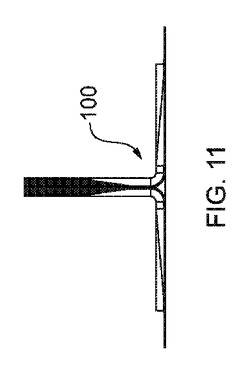
【図11】図6のストリンガの端面図である。
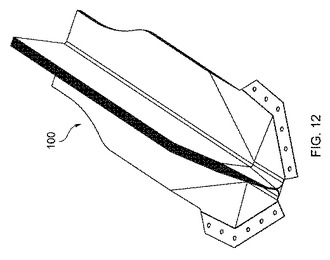
【図12】図6のストリンガの投影図である。
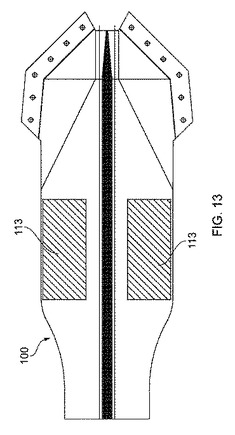
【図13】リブフィートの位置を示す図6のストリンガの平面図である。
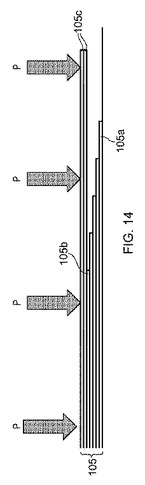
【図14】第1の実施形態のストリンガを形成するためのプライレイアップの概略図である。
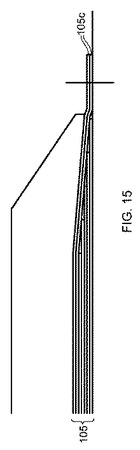
【図15】図14のレイアップを硬化させた概略図である。
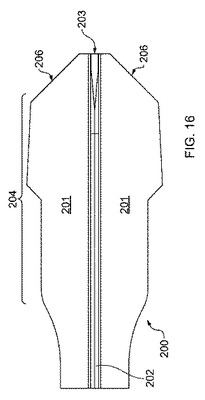
【図16】第2の実施形態のストリンガの平面図である。
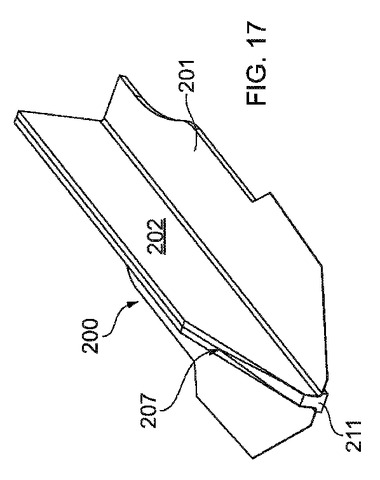
【図17】図16のストリンガの投影図である。
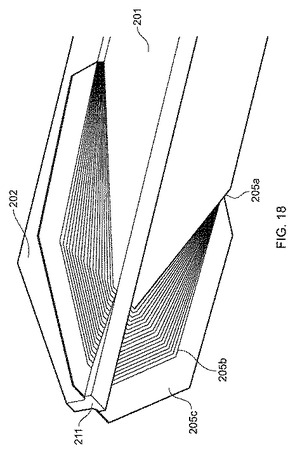
【図18】図16のストリンガの下方からの投影図である。
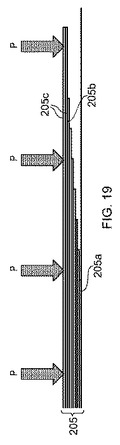
【図19】第2の実施形態のストリンガを形成するためのプライレイアップの概略図である。
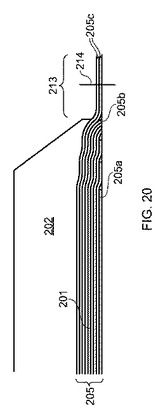
【図20】図18のレイアップを硬化させた概略図である。
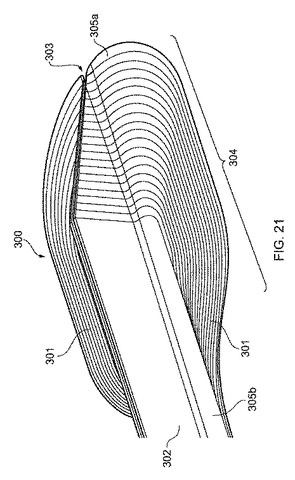
【図21】第3の実施形態によるストリンガの投影図である。
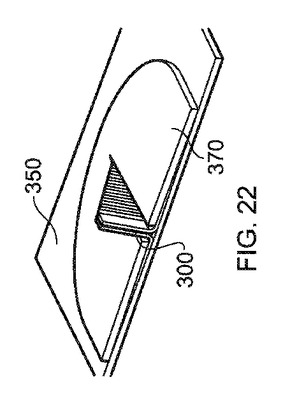
【図22】パネルに装着されストリンガフットを覆うパッドを備えた図21のストリンガの切断図である。
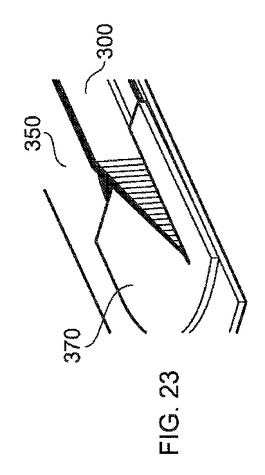
【図23】パネルに装着されストリンガフットを覆うパッドを備えた図21のストリンガの切断図である。
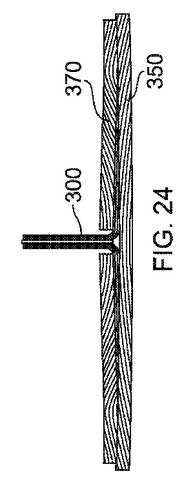
【図24】パネルに装着されストリンガフットを覆うパッドを備えた図21のストリンガの切断図である。
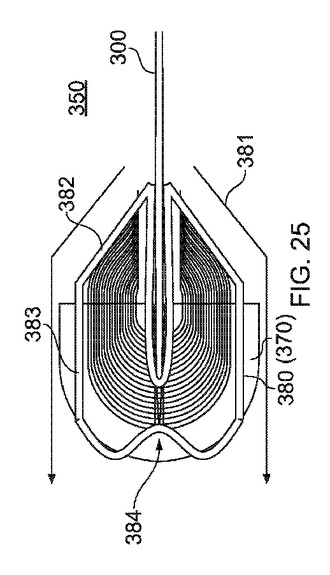
【図25】ストリンガフットを覆う代替的なパッドを備えパネルに装着されたストリンガからパネルへの荷重伝達の方向を示す図21のストリンガの概略図である。
【発明を実施するための形態】
【0023】
以下、上記のような図面を参照しつつ、本発明の実施の形態について説明する。
【0024】
本発明の第1の実施形態におけるストリンガについて、以下に説明する。図1に示すように、ストリンガ100は、幅Wのフランジ101と、高さHの直立ウェブ102とを有する。ここでは、ストリンガの一端部のみを図1に示す。ストリンガ100は、一端部に終端部103を有している。ストリンガ100は、終端部の内側に、ほぼ一定の断面を有する(図1では図示されない)。フランジ101は、終端部103の近傍に、幅が幅W´に広がった部位を有し、この部位によりストリンガフット104が形成される。ストリンガ100は、L字状の複合積層プライ105のスタックを一対背中合わせにして形成される。
【0025】
プライ105は、最下プライ105aが最も大きいプライで、最上プライ105bが最も小さいプライとなるように配置される。プライは、最下プライ105aがストリンガの終端部103にて終端し、最上プライ105bが終端部103のかなり内側で終端するように、切断する。残りのプライ105、すなわちプライ105aと、105bとの中間のプライは、プライスタックの厚さが終端部103に向けて減少するようなテーパ、またはランプを形成するように連続的に切断する。
【0026】
図1に見て取れるように、フランジ101におけるプライスタックの厚さが減少するテーパは、長手方向Xと横方向Yの両方に設ける。図2に見て取れるように、フランジ101におけるスタックの厚さが減少するテーパは、垂直方向Zにも設ける。さらに、図1、2に見てとれるように、ウェブ102におけるスタックの厚さが減少するテーパは、横方向Yに設ける。終端部103付近では、フランジ101の幅Wも、直立ウェブの高さHと同様に先細りになる。フランジ101における幅Wのテーパ106は、長手方向Xに対し約45度の角度で設けられる。第2のテーパ部位が長手方向Xに対し約5度の角度に設けられることで、ストリンガフット104のテーパ部106と一定幅の部分W’との間が調和する。ウェブ102における高さHのテーパ107は、水平方向に対し約30度の角度で設ける。プライ105によるスタックは、最下プライ105aだけが終端部103で残るように切断する。
【0027】
フランジ101とウェブ102の、スタックの厚さが減少するテーパ部における、切断されたプライ105の露出した縁部は、層間剥離しやすい。これは、最上プライ105bを覆うようにカバープライ105cを設けることで克服できる。カバープライ105cは、少なくとも最下プライ105aと同等の大きさで、カバープライ105cがプライ105をすべて覆うような寸法とする。図3に示すように、カバープライ105cは、最下プライ105aを越えて延在する縁部108をさらに有する。これらの縁部108は、ストリンガ100をパネルに固定するために用いることができる。なお、このような固定具は、非構造であり、カバープライ105cがパネルから剥がれるのを防ぐためにのみ設けられる。図6には、縁部108に設けられる固定具の孔109が示される。
【0028】
カバープライ105cは、硬化前プライのスタックの上に適用した場合に、他のプライ105にはスタックの厚さが減少するテーパがあることにより、終端部に隙間が形成される。この隙間109は、図5の拡大図に明示してある。プライのレイアップを完成したら、ストリンガ100を硬化させることで、カバープライ105cを、下部の他のプライ105のスタックの厚さが減少するテーパに一致させる。
【0029】
図6は、硬化後の完成ストリンガを示し、カバープライ105cは連続外表面をなし、図6のAの詳細を図7に示す。また、ウェブ102におけるプライの先細りスタックの拡大図を図8に示す。図8から見て取れるように、プライ105は、長手方向Xにおいてそれぞれ平行であって、プライが連続的に終端することで、横方向Yにおけるスタックの厚さが減少するテーパが形成される。カバープライ105cは、実際には、2つのプライ105cで形成する。これらのカバープライ105cは、テーパ部では長手方向Xに対して平行ではなく、むしろテーパの角度に一致するように設ける。カバープライ105cと残りのプライ105の縁部間における小さな間隙110は、樹脂で充填する。
【0030】
図9は、ストリンガ100の側面図を示し、図10には、図9のB−B線での断面図を示してある。図10では、ストリンガフット104の連続した断面領域に、背中合わせにした一対の、複合プライ105によるL字状のスタックが見て取れる。各プライ105は、ウェブ部位102の厚さがフランジ部分101の厚さの2倍になるように連続する。積層プライ105により規定される最小の半径rに起因して、背中合わせになったL字状のスタック間に裂け目が生じうる。この裂け目は、非構造の充填物111で充填され、そうすることでストリンガ100の下側の表面112がほぼ平坦になり、ストリンガ100がパネルにしっかり接合される。
【0031】
ストリンガ100の端面図を図11に示し、完成したストリンガ100の投影図を図12に示してある。ストリンガ100は、航空機の翼のカバーまたはスキンに固定するために用いられる。航空機の翼は、典型的には、切欠きを備えたリブを有し、その切欠きにストリンガを通す。リブは、典型的には、翼のカバーまたはスキンに接続され、リブフィートによりストリンガに接続される。図13は、リブフィートがストリンガ100に接続できる箇所113を示す。
【0032】
図14は、プライのレイアップの概略図を示す。最下プライ105aと最上プライ105bの間のプライは、プライスタックの厚さが減少するテーパ部にが階段状の構造を形成する。カバープライ105cは、最下プライ105aを超えて延在する。プライのスタックは、オートクレーブ内で熱及び圧力Pを加えて硬化させて、カバープライ105cを他のプライ105によるテーパ形状に一致させる。図15は、オートクレーブから取り出した際の硬化プライを示す。
【0033】
上記した第1の実施形態において、ストリンガ100は、スタックの厚さが多様な方向で減少するテーパ部を含むプライのスタックを有する。各テーパに共通の特徴として、内部のプライはストリンガの終端部に向けて連続的に終端し、スタックの厚さが減少するテーパを形成する。上位プライの露出した縁部は、ストリンガ100が完成した状態では、オプションのカバープライ105cで覆われるようにすることができる。
【0034】
第2の実施形態では、ストリンガ200は、全体的にストリンガ100と類似した形状を有する。第2の実施形態のストリンガ200と第1の実施形態のストリンガ100の主な違いは、ストリンガ200では、オプションのカバープライを用いない場合であっても、内部のプライの縁部が露出しないように内部のプライが終端することにある。ストリンガ200は、フランジ201、ウェブ202、終端部203、ストリンガフット204、フランジ幅が終端部203に向けて減少するテーパ部206、ウェブ高さが終端部203に向けて減少するテーパ部207、及び非構造のテーパ状ヌードル211を有する。ストリンガ200の外部形状はストリンガ100の外部形状と類似するが、ウェブ202が終端部203にいたるまで一定の幅を有する点が異なる。これは、スタックの厚さがウェブ202の長手方向Xで減少するテーパが形成されているにもかかわらず、テーパ状のヌードル211によって達成される。
【0035】
フランジ201とウェブ202は、ストリンガ100の構造と同様に、複合構造のプライを積層したL字状のスタックを2つ背中合わせに結合させて形成する。
【0036】
ストリンガ100とストリンガ200の主要な相違を、図18〜20を参照して説明する。ストリンガ200の場合、そのレイアップは、ストリンガ100のそれとは反対向きである。図18に見て取れるように、プライ205は、最小のプライ205aを最初に、最大のプライ205bを最後に載置するようにしてレイアップする。その後、オプションのカバープライ205cは、プライ205bの上に置くことができる。図19に示すように、第1のプライ205aは、最初に置く。最上プライ205b(またはカバープライ205c)は、オーバーハングを形成するように、最後に置く。ストリンガ200のプライは、ストリンガ100のプライと同じ材質で形成することができる。プライ205のスタックを一旦アセンブルしたら、それをオートクレーブ等の内部で硬化する。図20は、硬化後のプライ205の概略的な部分的断面図を示す。最上プライ205bは、オプションのカバープライ205c同様、終端部203に向けてスタックの厚さが減少するテーパ部の上に概ね滑らかな遷移部を形成する。内部のプライは、自然に変形し、その縁部は内部のモールドライン(すなわち、プライスタックが設けられる面)に対して垂直になる。
【0037】
図20に概略的に示すように、フランジ201は、ウェブ202の範囲を超えて延在する部分213を有する。これは、フランジ201を接続するパネルからこのフランジが剥離するおそれがあるようなストリンガ200に、随意に設けることができる。延在部位213は、接合表面を増やし、線214で示すように、固定具によってパネルに取り付けることができる。
【0038】
図21〜24は、ストリンガ300の第3の実施形態を示す。ストリンガ300は、ストリンガ100のプライと同じように配置されるプライ305のスタックを有する。すなわち、最下プライ305aが最も大きいプライで、最上プライ305bが最も小さいプライである。ストリンガフット304は、ストリンガ100のプライ105の角ばった切断縁部の形状とは対照的に、ほぼ連続して湾曲した自由形状の構造をしている。ストリンガフット304の形状は、ストリンガ300を取り付けるパネルに荷重を伝達するように最適化されている。しかしながら、プライ305の湾曲縁部は、ストリンガ100及び200のそれぞれのプライ105及び205における直線状の縁部より、切断が難しい。
【0039】
パネル350aへのストリンガフット304の接合を改善するために、ストリンガフット304の上にパッド370を載置する。パッド370は、パネル350に対して、パネルの厚さが増した部位として有効に作用する。パッド370は、ほぼ均一の厚さの、概ね半円形またはD字状の構造を有する。パッドは、一方向のまたは編んだ複合繊維材料で形成することができる。パッド370は、ストリンガ300とパネル350と一緒に前もってアセンブルし、かつ、共に硬化され、ストリンガ300、パッド370、及びパネル350を一緒に結合することができる。既成のパッド370は、ストリンガ300に対してパッド370を位置決めするためのロボットアームに真空パッドを利用する自動化プロセスで、ストリンガフット304の上に載置することができる。
【0040】
第3の実施形態における第2の例では、図25に示すように、パッド370を、パッド380と置き換える。不在のパッド370の輪郭を、図25に370により示してある。第2の例におけるパッド380の形状は、荷重がストリンガ300からパネル350へ伝達されるときの荷重線381に従うように最適化してある。パッド380は、ほぼ均一の厚さであり、分岐する近位端382、中間の概ね平行な側部383、及びフォーク状の遠位端384を有している。パッド380の形状は、単純な「D字形状」パッド370より切断が困難であるが、ストリンガ300とパネル350の間の荷重伝達を改善する。
【0041】
本発明を、一以上の好ましい実施形態につき説明したが、請求項に規定された範囲を逸脱しない限りにおいて、適宜に変形、修正を加えることができる。
【技術分野】
【0001】
本発明は、終端部にテーパを有する積層複合構造のストリンガ、及び、かかるストリンガを形成する方法に関する。
【背景技術】
【0002】
航空機の翼や胴体のスキンといったパネルは、パネルの長さに沿って走る一連の細長いストリンガにより補強することができる。かかるストリンガは、典型的に、パネルに対し垂直に延在するウェブと、パネルに係合するフランジとを有する。
【0003】
補強材は、邪魔になるため、パネルとストリンガの構造が平板形状を呈するように、所定の箇所にて終端させる必要がある。航空機の場合、補強材は、たとえば、翼端や点検口などで終端させる必要がある。ストリンガの終端部では、ストリンガにかかる応力がパネルに伝達される。したがって、ストリンガの終端部は、局所的な応力集中の部位となり、かかる部位ではパネルとストリンガが分離しがちになる。
【0004】
パネルとストリンガとの耐分離性を向上させるために、ストリンガのフランジはその終端部付近に拡張部分、いわゆる「ストリンガフット」を有するのがよい。これは、パネルにボルト締めするか、さもなければ、貼り付けることができる。その代わりに、あるいは追加的に、フィンガープレートやカバープレートをストリンガフットを覆うように設けて、パネルにボルト締めすることもできる。これらの手段は、ストリンガの荷重をパネルに分散させるのに役立つが、依然として応力の強い集中はそのままである。
【0005】
ウェブは、横方向の曲げと軸方向の剛性とを徐々に増やして応力の局所的な集中を緩和させることで、スキンからストリンガへの荷重の伝達を促進するために、典型的に、パネルに垂直方向の高さが終端部付近で減少するテーパを有している。
【0006】
特許文献1には、終端部付近で高さが減少するようなテーパを有するウェブを備えたストリンガが記載されている。特許文献2には、プラトー(plateau)で分離された、終端部付近で高さが減少する2つのテーパ領域を有するウェブを備えたストリンガが記載されている。
【0007】
従来の極めて基本的なストリンガの終端部の形状は、金属製から複合材料製へと移行しただけで、数年にわたりほとんど変化していない。しかしながら、これらのストリンガ終端部形状は、ストリンガを複合材料により構成する恩恵を十分に享受していない。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】国際公開WO2008/132498号公報
【特許文献2】欧州特許出願公開EP1566334号公報
【発明の概要】
【0009】
本発明の第1の態様によれば、長手方向の一端に終端部を有し、複合構造のプライの積層スタックを有する積層複合構造のストリンガであって、前記スタックの内部のプライは前記ストリンガの終端部に向けて連続的に終端されて、前記スタックの厚さが減少するようなテーパを提供するようにしたストリンガが提供される。
【0010】
本発明の第2の態様によれば、パネルと、当該パネルに接合される前記第1の態様におけるストリンガとを有する複合構造が提供される。
【0011】
本発明の第3の態様によれば、前記第2の態様における複合構造を有する航空機が提供される。
【0012】
本発明の第4の態様によれば、長手方向の一端に終端部を有するとともに複合構造のプライの積層スタックを有する積層複合構造のストリンガにして、前記スタックの内部のプライは、前記ストリンガの終端に向けて連続的に終端されて、前記スタックの厚さが減少するようなテーパを提供するようにしたストリンガの製造方法であって、当該方法が、前記複合構造プライを所望の終端輪郭に切断するステップと、前記複合構造プライを積み重ねるステップとを備える、ストリンガの製造方法が提供される。
【0013】
スタックの厚さがウェブのテーパ部でも同じである従来のものと比べ、本発明のストリンガは、スタックの厚さが減少するテーパを有する。このことにより、ストリンガの終端部の幾何学的な可能性が格段に高まり、ストリンガからパネルへ格段に効率良く荷重が伝達される。荷重の移行は、局所的な応力集中を管理しなければならない代わりに、フリーフロー形式で制御され、一様に分散される。ほとんどの荷重シナリオにとって、荷重移行はあるものの、追加的なフィンガープレートやカバープライは必要なくなり、ボルトのサイズや数を最小限に抑えることができる。この終端部の構造は、亀裂の発生を抑え、破壊のメカニズムを改善する。
【0014】
ストリンガは、パネルに係合させるフランジを備えても良い。また、スタックのテーパはフランジに設けてもよい。フランジにおけるスタックのテーパは、長手方向及び/または横方向に設けられる。フランジのテーパが長手方向と横方向の両方向に先細りとなるところで、応力の集中が最も効率よく低減される。
【0015】
ストリンガは、直立ウェブを備えてもよい。また、ウェブにスタックのテーパを設けてもよい。ウェブは、好ましくは、終端部で二股に分岐させ、非構造の充填材を分岐したウェブの「ブランチ」間に設けることができる。
【0016】
ストリンガのフランジ及びウェブは、複合構造のプライを積層したほぼL字状の一対のスタックを背中合わせに結合させて形成することができる。複合プライの角における最小の半径に制約されることで、L字状のスタックの間に隙間が生じるが、その隙間は非構造の充填材により充填される。
【0017】
スタックの厚さが減少するテーパだけでなく、ストリンガは、ウェブの高さ及び/またはフランジの幅が終端部で先細となるように、テーパ状に形成することができる。フランジの幅は、終端部のすぐ内側の部位の方が、終端部から遠い内側の部位より大きくなるようにすることができる。
【0018】
プライは、たとえば、レーザやウォータージェットにより切断できる。各プライは、スタックに積み重ねたら即座に切断することが好ましい。また、自動的なテープ敷設機を用いて各プライを切断し、載置して、スタックを形成してもよい。
【0019】
プライは、最初のプライが最も大きくかつ最も遠くに置かれ、より小さいプライがその上に積み重ねられて、上位のプライが下位のプライより先に終端することで終端部でスタックの厚さが減少するようなテーパが形成される。最後に積み重ねられる最上位のプライが最も小さくなるので、中間のプライの縁部は露出されることになる。この中間のプライの縁部を保護するために、プライスタックの上にプライの覆いを設けることができる。プライの縁部を保護することで、より耐剥離性が改善される。
【0020】
その代わりに、最初のプライが最も小さくかつ最も遠くに置かれ、より大きいプライをその上に積み重ねるようにして、下位のプライが上位のプライより先に終端することで終端部でスタックの厚さが減少するようなテーパを形成してもよい。この逆レイアップの上位のプライは、下位のプライの縁部を保護し、最上のプライは連続的な表面を形成する。パネルにストリンガを接合、あるいは固定するとき、最下プライはパネルに最も近接し、最上プライはパネルから最も遠くに位置する。
【0021】
プライは、樹脂を予め含浸させたファイバー補強の積層物、いわゆる「プリプレグ」とするのが好ましい。または、プライをドライファイバーの積層物とすることができ、これらを切断して積み重ねた後には、積層物中に樹脂を注入する必要がある。樹脂は、いずれの場合も、たとえばオートクレーブ内で硬化させる必要がある。ファイバーには、炭素、ガラス、その他の好適な材質とすることができる。樹脂は、エポキシ樹脂が好ましい。
【図面の簡単な説明】
【0022】
【図1】第1の実施形態におけるストリンガ用の複合レイアップの一端の平面図である。
【図2】図1におけるレイアップの側面図である。
【図3】カバー層を有する、図1のレイアップの平面図である。
【図4】図3のレイアップとカバープライの投影図である。
【図5】図4のストリンガ終端部の拡大図である。
【図6】硬化して完成させた第1の実施形態のストリンガを示す図である。
【図7】図6のAの部分の詳細図である。
【図8】図7のスタックのテーパの拡大図である。
【図9】図6のストリンガの側面図である。
【図10】図9のB−B断面である。
【図11】図6のストリンガの端面図である。
【図12】図6のストリンガの投影図である。
【図13】リブフィートの位置を示す図6のストリンガの平面図である。
【図14】第1の実施形態のストリンガを形成するためのプライレイアップの概略図である。
【図15】図14のレイアップを硬化させた概略図である。
【図16】第2の実施形態のストリンガの平面図である。
【図17】図16のストリンガの投影図である。
【図18】図16のストリンガの下方からの投影図である。
【図19】第2の実施形態のストリンガを形成するためのプライレイアップの概略図である。
【図20】図18のレイアップを硬化させた概略図である。
【図21】第3の実施形態によるストリンガの投影図である。
【図22】パネルに装着されストリンガフットを覆うパッドを備えた図21のストリンガの切断図である。
【図23】パネルに装着されストリンガフットを覆うパッドを備えた図21のストリンガの切断図である。
【図24】パネルに装着されストリンガフットを覆うパッドを備えた図21のストリンガの切断図である。
【図25】ストリンガフットを覆う代替的なパッドを備えパネルに装着されたストリンガからパネルへの荷重伝達の方向を示す図21のストリンガの概略図である。
【発明を実施するための形態】
【0023】
以下、上記のような図面を参照しつつ、本発明の実施の形態について説明する。
【0024】
本発明の第1の実施形態におけるストリンガについて、以下に説明する。図1に示すように、ストリンガ100は、幅Wのフランジ101と、高さHの直立ウェブ102とを有する。ここでは、ストリンガの一端部のみを図1に示す。ストリンガ100は、一端部に終端部103を有している。ストリンガ100は、終端部の内側に、ほぼ一定の断面を有する(図1では図示されない)。フランジ101は、終端部103の近傍に、幅が幅W´に広がった部位を有し、この部位によりストリンガフット104が形成される。ストリンガ100は、L字状の複合積層プライ105のスタックを一対背中合わせにして形成される。
【0025】
プライ105は、最下プライ105aが最も大きいプライで、最上プライ105bが最も小さいプライとなるように配置される。プライは、最下プライ105aがストリンガの終端部103にて終端し、最上プライ105bが終端部103のかなり内側で終端するように、切断する。残りのプライ105、すなわちプライ105aと、105bとの中間のプライは、プライスタックの厚さが終端部103に向けて減少するようなテーパ、またはランプを形成するように連続的に切断する。
【0026】
図1に見て取れるように、フランジ101におけるプライスタックの厚さが減少するテーパは、長手方向Xと横方向Yの両方に設ける。図2に見て取れるように、フランジ101におけるスタックの厚さが減少するテーパは、垂直方向Zにも設ける。さらに、図1、2に見てとれるように、ウェブ102におけるスタックの厚さが減少するテーパは、横方向Yに設ける。終端部103付近では、フランジ101の幅Wも、直立ウェブの高さHと同様に先細りになる。フランジ101における幅Wのテーパ106は、長手方向Xに対し約45度の角度で設けられる。第2のテーパ部位が長手方向Xに対し約5度の角度に設けられることで、ストリンガフット104のテーパ部106と一定幅の部分W’との間が調和する。ウェブ102における高さHのテーパ107は、水平方向に対し約30度の角度で設ける。プライ105によるスタックは、最下プライ105aだけが終端部103で残るように切断する。
【0027】
フランジ101とウェブ102の、スタックの厚さが減少するテーパ部における、切断されたプライ105の露出した縁部は、層間剥離しやすい。これは、最上プライ105bを覆うようにカバープライ105cを設けることで克服できる。カバープライ105cは、少なくとも最下プライ105aと同等の大きさで、カバープライ105cがプライ105をすべて覆うような寸法とする。図3に示すように、カバープライ105cは、最下プライ105aを越えて延在する縁部108をさらに有する。これらの縁部108は、ストリンガ100をパネルに固定するために用いることができる。なお、このような固定具は、非構造であり、カバープライ105cがパネルから剥がれるのを防ぐためにのみ設けられる。図6には、縁部108に設けられる固定具の孔109が示される。
【0028】
カバープライ105cは、硬化前プライのスタックの上に適用した場合に、他のプライ105にはスタックの厚さが減少するテーパがあることにより、終端部に隙間が形成される。この隙間109は、図5の拡大図に明示してある。プライのレイアップを完成したら、ストリンガ100を硬化させることで、カバープライ105cを、下部の他のプライ105のスタックの厚さが減少するテーパに一致させる。
【0029】
図6は、硬化後の完成ストリンガを示し、カバープライ105cは連続外表面をなし、図6のAの詳細を図7に示す。また、ウェブ102におけるプライの先細りスタックの拡大図を図8に示す。図8から見て取れるように、プライ105は、長手方向Xにおいてそれぞれ平行であって、プライが連続的に終端することで、横方向Yにおけるスタックの厚さが減少するテーパが形成される。カバープライ105cは、実際には、2つのプライ105cで形成する。これらのカバープライ105cは、テーパ部では長手方向Xに対して平行ではなく、むしろテーパの角度に一致するように設ける。カバープライ105cと残りのプライ105の縁部間における小さな間隙110は、樹脂で充填する。
【0030】
図9は、ストリンガ100の側面図を示し、図10には、図9のB−B線での断面図を示してある。図10では、ストリンガフット104の連続した断面領域に、背中合わせにした一対の、複合プライ105によるL字状のスタックが見て取れる。各プライ105は、ウェブ部位102の厚さがフランジ部分101の厚さの2倍になるように連続する。積層プライ105により規定される最小の半径rに起因して、背中合わせになったL字状のスタック間に裂け目が生じうる。この裂け目は、非構造の充填物111で充填され、そうすることでストリンガ100の下側の表面112がほぼ平坦になり、ストリンガ100がパネルにしっかり接合される。
【0031】
ストリンガ100の端面図を図11に示し、完成したストリンガ100の投影図を図12に示してある。ストリンガ100は、航空機の翼のカバーまたはスキンに固定するために用いられる。航空機の翼は、典型的には、切欠きを備えたリブを有し、その切欠きにストリンガを通す。リブは、典型的には、翼のカバーまたはスキンに接続され、リブフィートによりストリンガに接続される。図13は、リブフィートがストリンガ100に接続できる箇所113を示す。
【0032】
図14は、プライのレイアップの概略図を示す。最下プライ105aと最上プライ105bの間のプライは、プライスタックの厚さが減少するテーパ部にが階段状の構造を形成する。カバープライ105cは、最下プライ105aを超えて延在する。プライのスタックは、オートクレーブ内で熱及び圧力Pを加えて硬化させて、カバープライ105cを他のプライ105によるテーパ形状に一致させる。図15は、オートクレーブから取り出した際の硬化プライを示す。
【0033】
上記した第1の実施形態において、ストリンガ100は、スタックの厚さが多様な方向で減少するテーパ部を含むプライのスタックを有する。各テーパに共通の特徴として、内部のプライはストリンガの終端部に向けて連続的に終端し、スタックの厚さが減少するテーパを形成する。上位プライの露出した縁部は、ストリンガ100が完成した状態では、オプションのカバープライ105cで覆われるようにすることができる。
【0034】
第2の実施形態では、ストリンガ200は、全体的にストリンガ100と類似した形状を有する。第2の実施形態のストリンガ200と第1の実施形態のストリンガ100の主な違いは、ストリンガ200では、オプションのカバープライを用いない場合であっても、内部のプライの縁部が露出しないように内部のプライが終端することにある。ストリンガ200は、フランジ201、ウェブ202、終端部203、ストリンガフット204、フランジ幅が終端部203に向けて減少するテーパ部206、ウェブ高さが終端部203に向けて減少するテーパ部207、及び非構造のテーパ状ヌードル211を有する。ストリンガ200の外部形状はストリンガ100の外部形状と類似するが、ウェブ202が終端部203にいたるまで一定の幅を有する点が異なる。これは、スタックの厚さがウェブ202の長手方向Xで減少するテーパが形成されているにもかかわらず、テーパ状のヌードル211によって達成される。
【0035】
フランジ201とウェブ202は、ストリンガ100の構造と同様に、複合構造のプライを積層したL字状のスタックを2つ背中合わせに結合させて形成する。
【0036】
ストリンガ100とストリンガ200の主要な相違を、図18〜20を参照して説明する。ストリンガ200の場合、そのレイアップは、ストリンガ100のそれとは反対向きである。図18に見て取れるように、プライ205は、最小のプライ205aを最初に、最大のプライ205bを最後に載置するようにしてレイアップする。その後、オプションのカバープライ205cは、プライ205bの上に置くことができる。図19に示すように、第1のプライ205aは、最初に置く。最上プライ205b(またはカバープライ205c)は、オーバーハングを形成するように、最後に置く。ストリンガ200のプライは、ストリンガ100のプライと同じ材質で形成することができる。プライ205のスタックを一旦アセンブルしたら、それをオートクレーブ等の内部で硬化する。図20は、硬化後のプライ205の概略的な部分的断面図を示す。最上プライ205bは、オプションのカバープライ205c同様、終端部203に向けてスタックの厚さが減少するテーパ部の上に概ね滑らかな遷移部を形成する。内部のプライは、自然に変形し、その縁部は内部のモールドライン(すなわち、プライスタックが設けられる面)に対して垂直になる。
【0037】
図20に概略的に示すように、フランジ201は、ウェブ202の範囲を超えて延在する部分213を有する。これは、フランジ201を接続するパネルからこのフランジが剥離するおそれがあるようなストリンガ200に、随意に設けることができる。延在部位213は、接合表面を増やし、線214で示すように、固定具によってパネルに取り付けることができる。
【0038】
図21〜24は、ストリンガ300の第3の実施形態を示す。ストリンガ300は、ストリンガ100のプライと同じように配置されるプライ305のスタックを有する。すなわち、最下プライ305aが最も大きいプライで、最上プライ305bが最も小さいプライである。ストリンガフット304は、ストリンガ100のプライ105の角ばった切断縁部の形状とは対照的に、ほぼ連続して湾曲した自由形状の構造をしている。ストリンガフット304の形状は、ストリンガ300を取り付けるパネルに荷重を伝達するように最適化されている。しかしながら、プライ305の湾曲縁部は、ストリンガ100及び200のそれぞれのプライ105及び205における直線状の縁部より、切断が難しい。
【0039】
パネル350aへのストリンガフット304の接合を改善するために、ストリンガフット304の上にパッド370を載置する。パッド370は、パネル350に対して、パネルの厚さが増した部位として有効に作用する。パッド370は、ほぼ均一の厚さの、概ね半円形またはD字状の構造を有する。パッドは、一方向のまたは編んだ複合繊維材料で形成することができる。パッド370は、ストリンガ300とパネル350と一緒に前もってアセンブルし、かつ、共に硬化され、ストリンガ300、パッド370、及びパネル350を一緒に結合することができる。既成のパッド370は、ストリンガ300に対してパッド370を位置決めするためのロボットアームに真空パッドを利用する自動化プロセスで、ストリンガフット304の上に載置することができる。
【0040】
第3の実施形態における第2の例では、図25に示すように、パッド370を、パッド380と置き換える。不在のパッド370の輪郭を、図25に370により示してある。第2の例におけるパッド380の形状は、荷重がストリンガ300からパネル350へ伝達されるときの荷重線381に従うように最適化してある。パッド380は、ほぼ均一の厚さであり、分岐する近位端382、中間の概ね平行な側部383、及びフォーク状の遠位端384を有している。パッド380の形状は、単純な「D字形状」パッド370より切断が困難であるが、ストリンガ300とパネル350の間の荷重伝達を改善する。
【0041】
本発明を、一以上の好ましい実施形態につき説明したが、請求項に規定された範囲を逸脱しない限りにおいて、適宜に変形、修正を加えることができる。
【特許請求の範囲】
【請求項1】
長手方向の一端に終端部を有し、複合構造のプライのスタックを有する積層複合構造のストリンガであって、前記スタックの内部のプライが前記ストリンガの終端部に向けて連続的に終端されて、前記スタックの厚さが減少するテーパを提供するようにした、ストリンガ。
【請求項2】
フランジを有し、前記スタックのテーパは前記フランジに設けられる、請求項1に記載のストリンガ。
【請求項3】
前記フランジにおける前記スタックのテーパは、長手方向及び/または横方向に設けられる、請求項2に記載のストリンガ。
【請求項4】
直立ウェブを有し、前記スタックのテーパは前記ウェブに設けられる、請求項1乃至3のいずれかに記載のストリンガ。
【請求項5】
前記ウェブは前記終端で分岐され、当該分岐したウェブに非構造の充填材が設けられる、請求項4に記載のストリンガ。
【請求項6】
複合構造のプライを積層したほぼL字状の一対のスタックを背中合わせに結合させて形成したフランジと直立ウェブとを有する、請求項1乃至5のいずれかに記載のストリンガ。
【請求項7】
前記L字状スタックの間の隙間に非構造の充填材が設けられる、請求項4に記載のストリンガ。
【請求項8】
直立ウェブを有し、当該ウェブは、高さが前記終端部で減少するテーパを有する、請求項1乃至7のいずれかに記載のストリンガ。
【請求項9】
フランジを有し、当該フランジは、前記終端部で幅が狭くなるテーパを有する、 請求項1乃至8のいずれかに記載のストリンガ。
【請求項10】
フランジを有し、前記終端部の直ぐ内側のフランジの幅は、前記終端部のさらに内側のフランジの幅よりも大きい、請求項1乃至9のいずれかに記載のストリンガ。
【請求項11】
パネルと、当該パネルに接合される請求項1乃至11のいずれかに記載のストリンガとを有する複合構造。
【請求項12】
前記スタックの厚さが減少するテーパは、前記パネルに最も近いプライから先に終端させることで達成される、請求項11に記載の複合構造。
【請求項13】
前記スタックの厚さが減少するテーパは、前記パネルから最も遠いプライから先に終端させることで達成される、請求項11に記載の複合構造。
【請求項14】
請求項11乃至13のいずれかに記載の複合構造を有する航空機。
【請求項15】
長手方向の一端に終端部を有するとともに複合構造のプライの積層スタックを有している積層複合構造のストリンガにして、前記スタックの内部のプライは前記ストリンガの終端部に向けて連続的に終端されて、前記スタックの厚さが減少するようなテーパを提供するようにした、ストリンガの製造方法であって、
前記複合構造プライを所望の終端輪郭に切断するステップと、
前記複合構造プライを積み重ねるステップと、
を備えるストリンガの製造方法。
【請求項16】
前記プライは、レーザまたはウォータージェットで切断される、請求項15に記載の方法。
【請求項17】
前記個々のプライは、前記スタックに積み重ねるときに切断される、請求項15または16に記載の方法。
【請求項18】
完成ストリンガにおける最大の前記プライは前記スタックに最初に載置される、請求項15乃至17のいずれかに記載の方法。
【請求項19】
完成ストリンガにおける最小のプライは前記スタックに最初に載置される、請求項15乃至17のいずれかに記載の方法。
【請求項20】
前記複合構造のプライのスタックを硬化するステップをさらに備えている、請求項15乃至19のいずれかに記載の方法。
【請求項1】
長手方向の一端に終端部を有し、複合構造のプライのスタックを有する積層複合構造のストリンガであって、前記スタックの内部のプライが前記ストリンガの終端部に向けて連続的に終端されて、前記スタックの厚さが減少するテーパを提供するようにした、ストリンガ。
【請求項2】
フランジを有し、前記スタックのテーパは前記フランジに設けられる、請求項1に記載のストリンガ。
【請求項3】
前記フランジにおける前記スタックのテーパは、長手方向及び/または横方向に設けられる、請求項2に記載のストリンガ。
【請求項4】
直立ウェブを有し、前記スタックのテーパは前記ウェブに設けられる、請求項1乃至3のいずれかに記載のストリンガ。
【請求項5】
前記ウェブは前記終端で分岐され、当該分岐したウェブに非構造の充填材が設けられる、請求項4に記載のストリンガ。
【請求項6】
複合構造のプライを積層したほぼL字状の一対のスタックを背中合わせに結合させて形成したフランジと直立ウェブとを有する、請求項1乃至5のいずれかに記載のストリンガ。
【請求項7】
前記L字状スタックの間の隙間に非構造の充填材が設けられる、請求項4に記載のストリンガ。
【請求項8】
直立ウェブを有し、当該ウェブは、高さが前記終端部で減少するテーパを有する、請求項1乃至7のいずれかに記載のストリンガ。
【請求項9】
フランジを有し、当該フランジは、前記終端部で幅が狭くなるテーパを有する、 請求項1乃至8のいずれかに記載のストリンガ。
【請求項10】
フランジを有し、前記終端部の直ぐ内側のフランジの幅は、前記終端部のさらに内側のフランジの幅よりも大きい、請求項1乃至9のいずれかに記載のストリンガ。
【請求項11】
パネルと、当該パネルに接合される請求項1乃至11のいずれかに記載のストリンガとを有する複合構造。
【請求項12】
前記スタックの厚さが減少するテーパは、前記パネルに最も近いプライから先に終端させることで達成される、請求項11に記載の複合構造。
【請求項13】
前記スタックの厚さが減少するテーパは、前記パネルから最も遠いプライから先に終端させることで達成される、請求項11に記載の複合構造。
【請求項14】
請求項11乃至13のいずれかに記載の複合構造を有する航空機。
【請求項15】
長手方向の一端に終端部を有するとともに複合構造のプライの積層スタックを有している積層複合構造のストリンガにして、前記スタックの内部のプライは前記ストリンガの終端部に向けて連続的に終端されて、前記スタックの厚さが減少するようなテーパを提供するようにした、ストリンガの製造方法であって、
前記複合構造プライを所望の終端輪郭に切断するステップと、
前記複合構造プライを積み重ねるステップと、
を備えるストリンガの製造方法。
【請求項16】
前記プライは、レーザまたはウォータージェットで切断される、請求項15に記載の方法。
【請求項17】
前記個々のプライは、前記スタックに積み重ねるときに切断される、請求項15または16に記載の方法。
【請求項18】
完成ストリンガにおける最大の前記プライは前記スタックに最初に載置される、請求項15乃至17のいずれかに記載の方法。
【請求項19】
完成ストリンガにおける最小のプライは前記スタックに最初に載置される、請求項15乃至17のいずれかに記載の方法。
【請求項20】
前記複合構造のプライのスタックを硬化するステップをさらに備えている、請求項15乃至19のいずれかに記載の方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【公表番号】特表2012−532785(P2012−532785A)
【公表日】平成24年12月20日(2012.12.20)
【国際特許分類】
【出願番号】特願2012−518931(P2012−518931)
【出願日】平成22年7月5日(2010.7.5)
【国際出願番号】PCT/EP2010/059521
【国際公開番号】WO2011/003844
【国際公開日】平成23年1月13日(2011.1.13)
【出願人】(510286488)エアバス オペレーションズ リミテッド (30)
【氏名又は名称原語表記】AIRBUS OPERATIONS LIMITED
【出願人】(311014956)エアバス オペレーションズ ゲーエムベーハー (54)
【氏名又は名称原語表記】Airbus Operations GmbH
【住所又は居所原語表記】Kreetslag 10,21129 Hamburg,Germany
【Fターム(参考)】
【公表日】平成24年12月20日(2012.12.20)
【国際特許分類】
【出願日】平成22年7月5日(2010.7.5)
【国際出願番号】PCT/EP2010/059521
【国際公開番号】WO2011/003844
【国際公開日】平成23年1月13日(2011.1.13)
【出願人】(510286488)エアバス オペレーションズ リミテッド (30)
【氏名又は名称原語表記】AIRBUS OPERATIONS LIMITED
【出願人】(311014956)エアバス オペレーションズ ゲーエムベーハー (54)
【氏名又は名称原語表記】Airbus Operations GmbH
【住所又は居所原語表記】Kreetslag 10,21129 Hamburg,Germany
【Fターム(参考)】
[ Back to top ]