
ストレッチラベルとその製造方法並びにストレッチラベル装着容器
【発明の詳細な説明】
【0001】
【産業上の利用分野】本発明は、例えば、瓶、缶、PETボトル等の容器に装着されるストレッチラベルに関する。
【0002】
【従来の技術】一般にストレッチラベル21は、ポリエチレン等からなる自己伸縮性を有するストレッチフィルムに印刷等を施し、筒状に形成されたものであり、筒状の開口部の径を拡張し、炭酸飲料等が充填されるPETボトル等の容器22の上方から外嵌装着するものである。
【0003】さらに、このようにストレッチラベル21が装着された容器22内に飲食品や薬品等が充填された場合には、飲食品や薬品等が容器22内に充填された後、容器12の外面から温水シャワーをかけ殺菌する場合がある。
【0004】
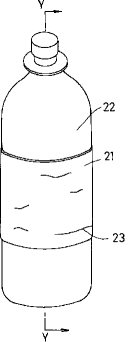
【発明が解決しようとする課題】このようなストレッチラベル21は、温水シャワーをかけた際に、温水の熱によって、図9及び図10に示すように、ストレッチラベル21の上端部及び下端部が外側に湾曲し、容器からラベルの上下端部が離れてしまうということがあった。そのため、シャワーの温水がストレッチラベル21と容器22間に入りこみ、ストレッチラベル21がズリ落ちやすいという問題点が生じていた。
【0005】また、低温加熱殺菌処理時に横じわ23等が生じ、外観が好ましくないという問題も生じていた。さらに、容器22が炭酸飲料が充填されたPETボトルの場合には、低温加熱殺菌処理時にPETボトルの胴部が径方向に膨張するため、上記問題点が一層顕著になる傾向があった。
【0006】本発明は、このような問題点を解決するためになされたもので、低温加熱殺菌をした場合でもラベルがずり落ちることがなく、さらに、しわ等が生じにくい、外観の優れたストレッチラベル及びストレッチラベル装着容器を提供することを課題とする。
【0007】
【課題を解決するための手段】本発明は、このような課題を解決するために、ストレッチラベルと、その製造方法並びにストレッチラベル装着容器としてなされたもので、ストレッチラベルとしての特徴は、自己伸縮性を有するストレッチフィルム2 からなり、容器本体5 に装着される筒状のストレッチラベルにおいて、ストレッチフィルム2 が、70°C以上に加熱された場合に、装着方向に湾曲する性質を有し、且つ湾曲時に凹面となる側が内面となるように前記ストレッチフィルム2 が筒状に形成されたことにある。
【0008】また、その製造方法としての特徴は、70°C以上に加熱された場合に長手方向に湾曲する性質を有する長尺状のストレッチフィルム2 に印刷を施し、該ストレッチフィルム2 を所定の幅に切断し、その後、湾曲した場合に凹面となる側が内面となるようにストレッチフィルム2 の両端部2a,2b を重合して接着し、長手方向を軸とした筒状に形成したことにある。
【0009】さらに、ストレッチラベル装着容器としての特徴は、自己伸縮性を有するストレッチフィルム2 からなり、該ストレッチフィルム2 が70°C以上に加熱された場合に、容器本体5 への装着方向に湾曲する性質を有し、且つ湾曲時に凹面となる側が内面となるように筒状に形成されたストレッチラベルが容器本体5 に装着されたことにある。
【0010】
【作用】すなわち、本発明のストレッチラベル1 は、ストレッチフィルム2 がラベルの装着方向に湾曲し、且つ湾曲時に凹面となる側が内側になるように筒状に形成したストレッチラベル1 である。そのため、このようなストレッチラベル1 を容器本体5 に装着して、例えば、低温加熱殺菌処理を施した場合には、ストレッチラベル1 には上下端部が容器側に湾曲する方向に力が作用する。
【0011】従って、ストレッチラベル1 全体を容器本体5 に沿わして密着し、特にストレッチラベル1 の上下端部において確実に容器本体5 に密着させることができ、容器とラベル間に温水シャワーが入り込みにくく、加熱殺菌処理時にラベルがずり落ちにくくなる。
【0012】
【実施例】以下、本発明の実施例について、図面に従って説明する。
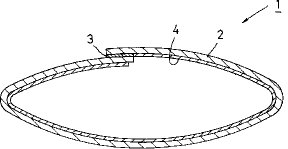
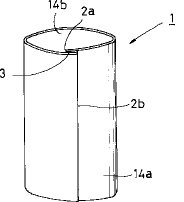
【0013】まず、本発明のストレッチラベルの構成について説明する。図1において、1は端部を重合し接着剤3又はヒートシール等の接着手段によって接着され筒状に形成されたストレッチラベルで、該ストレッチラベル1は酢酸ビニルの含有量が1乃至6重量%のエチレン−酢酸ビニル共重合体からなるストレッチフィルム2と、該ストレッチフィルム2の内面側に設けられた印刷層4から形成されている。
【0014】ストレッチフィルム2のエチレン−酢酸ビニル共重合体の酢酸ビニル含有量がこの範囲より少ない場合には自己伸縮性が劣り、またこの範囲を越える場合には柔軟になりすぎて印刷やラベル装着性が悪くなるため、上記範囲であることが望ましい。
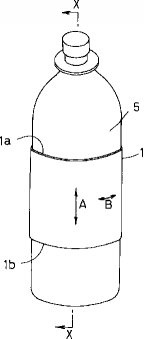
【0015】また、このストレッチフィルム2は70°C乃至90°Cに加熱した場合には図2に示した容器への装着方向Aに僅かに湾曲するような性質を有し、湾曲した際の凹面が内面側になるように、ストレッチフィルム2は筒状に形成されている。さらに、該ストレッチフィルム2は、70°C乃至90°Cに加熱した場合、湾曲すると同時に、容器への装着方向に僅かに収縮するような性質も有している。
【0016】また、前記印刷層4は、前記ストレッチフィルム2の一面側にコロナ放電処理が施され、この処理面にグラビア印刷等の方法によって設けられている。
【0017】次に、上記のような構成からなるストレッチラベル1の製造方法について説明する。
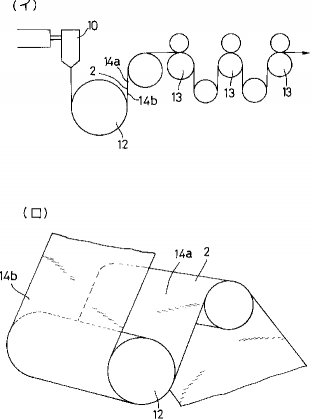
【0018】まず、図4(イ)及び(ロ)に示すように、酢酸ビニル含有量が1乃至6重量%であるエチレン−酢酸ビニル共重合体を180乃至220°Cの溶融状態でT型口金10より薄膜状に押出し、冷却ドラム12に密着して冷却固化させることによりストレッチフィルム2が得られる。
【0019】次に、このストレッチフィルム2をロール13によって長手方向Xに僅かに延伸処理を施し、長手方向に熱収縮性を付与する。この熱収縮性は、70乃至90°Cに加熱した場合に1乃至10%収縮する程度である。
【0020】さらに、このストレッチフィルム2を移送し、前記冷却ドラム12に密着した一面側14a と反対側であるストレッチフィルム2の他面側14b にコロナ放電処理を施す。
【0021】次に、前記ストレッチフィルム2の表面処理を施した他面側14b にグラビア印刷等の公知の印刷手段によって文字、絵柄等の印刷を施して印刷層4を形成する。
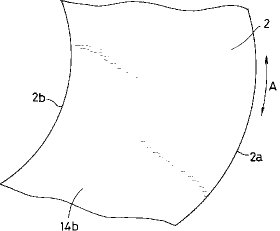
【0022】このストレッチフィルム2を適宜容器の大きさ等にあわせて所定幅に切断して長尺状のストレッチフィルム2を形成する。このようなストレッチフィルム2は、例えば、図5に示すように、該ストレッチフィルム2を70乃至90°Cに加熱した場合には、前記冷却ドラム12に密着した一面側14a と異なる他面側14b が凹面となるように長手方向Aに湾曲する性質を有している。
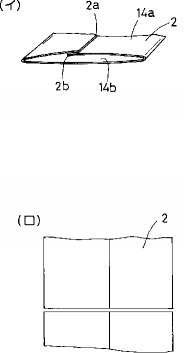
【0023】さらに、このストレッチフィルム2を、ストレッチフィルム2が冷却ドラム12に密着した面14a の他面側14b が内側になるように、両端部2a,2b を接着剤3を介して重合して筒状に形成し(図6(イ)参照)、この筒状のストレッチフィルム2を適当な長さに切断して(図6(ロ)参照)、図7に示すようなストレッチラベル1を形成する。
【0024】次に,このようにして製造されたストレッチラベル1を使用する方法について説明する。
【0025】まず、筒状に形成されたストレッチラベル1を開口して円筒状にし、その径を拡張しながら、PETボトル5の上方から、図2に示すように、外嵌装着される。
【0026】このようにしてストレッチラベル1が装着されたPETボトル5は、炭酸飲料が充填された後、PETボトル5内の飲料を殺菌するために、低温加熱殺菌処理される。この低温加熱殺菌処理方法はPETボトル5の外面から温度約70乃至90°Cの温水シャワーが5乃至40分間程度かけられ、内部の飲料を加熱殺菌する方法である。
【0027】この時、炭酸飲料が充填されたPETボトル5の胴部は、加熱によって径方向Bに膨張する。
【0028】また、ストレッチラベル1の上端1a及び下端1bがPETボトル5側に湾曲する方向に力が作用するため(図3点線参照)、ストレッチラベル1の上端部1a及び下端部1bとPETボトル5間に間隙が生じることなく、ストレッチラベル1はPETボトル5に沿って全体が密着した状態で装着されている。
【0029】従って低温加熱殺菌処理時に温水シャワーの温水が、PETボトル5とストレッチラベル1の間に侵入し難いため、ストレッチラベル1がずり落ちることが防止できる。
【0030】また、同時にストレッチラベル1に使用されたストレッチフィルム2は加熱時に上下方向に僅かに収縮する性質を有するため、低温加熱殺菌処理された場合には、ストレッチラベル1がPETボトル5の装着方向Aにわずかに収縮する。このような湾曲及び収縮によって、特にストレッチラベル1に生じる横じわを防止するための高い効果が得られるのである。
【0031】尚、上記実施例のように低温加熱殺菌処理時に膨張する炭酸飲料が充填されたPETボトル5等に特に有効であるが、本発明のストレッチラベル1を装着する容器はこれに限らず、この他、缶、瓶等低温殺菌処理を施すことが可能な容器であればどのような容器でも使用することができ、さらに容器の断面形状も円筒形、楕円形等上記実施例に限定されない。また、容器内の収納物も炭酸飲料に限らず、食品、薬品等その種類は問わない。
【0032】また、上記実施例では冷却固化させたストレッチフィルム2に延伸処理を施して熱収縮性を付与したが、この延伸処理を施すことは条件ではなく、延伸処理が施されていない熱収縮性を有さないストレッチフィルムを使用することもできる。
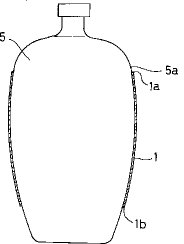
【0033】さらに、上記実施例ではPETボトル5のような胴部が垂直な容器を使用 したが、例えば、図8に示すようにゆるやかな曲面5aを有するような容器5に装着することもできる。このような容器5に装着する場合には、ストレッチラベル1が上記のように容器側に湾曲する性質を有するため、ストレッチラベル1の上下端部1a,1b においてもより密着した状態で装着できる。
【0034】また、上記実施例では印刷層4にグラビア印刷を施したが、その他公知の印刷方法によって印刷面を形成してもよいのである。
【0035】さらに、上記実施例ではストレッチフィルム2の材質をエチレン−酢酸ビニル共重合体としたが、例えば6重量%酢酸ビニルを含有するエチレン−酢酸ビニル共重合体と低密度ポリエチレンを50%ずつ混合したものでもよく、さらに直鎖状ポリエチレン、エチレン−プロピレンランダム共重合体等及びこれらを積層したフィルムでもよく、要は、70乃至90°Cに加熱した時にストレッチラベル1の上下方向に湾曲する自己伸縮性を有するストレッチフィルムであればよいのである。
【0036】
【発明の効果】叙上のように、本発明のストレッチラベルは一方向に湾曲する性質を有するストレッチフィルムを凹面となる面が内側になるように、筒状に形成されたストレッチラベルであるため、このようなストレッチラベルを容器に装着して低温加熱殺菌処理を施した場合には、ラベル全体が容器に密着した状態を維持でき、特にラベルの上下端部においても確実に容器に密着できるため、ストレッチラベルと容器の間にラベル端部から温水が侵入することを防止でき、低温加熱殺菌処理時にラベルが容器からずり落ちることが防止できる。
【0037】また、このようなストレッチラベルは低温加熱殺菌処理時にも容器に密着装着されているため、しわやたるみ、特に横じわが生じることを有効に防止できる。その結果、しわ等が発生しない、外観が非常に優れたストレッチラベルが得られるのである。
【0038】さらに、本発明のストレッチラベルを、ポリエステルからなる耐熱圧ブローボトルに装着した場合には、炭酸飲料を充填した後に低温加熱殺菌処理によりボトルが径方向に膨張しても、横じわが発生しない外観の優れたストレッチラベルが装着された容器が得られるのである。
【図面の簡単な説明】
【図1】本発明に係るストレッチラベルの一実施例を示す断面図。
【図2】本発明のストレッチラベルを容器に装着した状態を示す斜視図。
【図3】図2の要部拡大断面図。
【図4】(イ)はストレッチフィルムの製造方法を示す正面図、(ロ)は(イ)の要部拡大斜視図。
【図5】ストレッチフィルムを加熱した状態を示す斜視図。
【図6】(イ)はストレッチフィルムを筒状に形成した状態を示す斜視図、(ロ)はストレッチフィルムを切断した状態を示す正面図。
【図7】ストレッチフィルムを筒状にしてストレッチラベルに形成した状態を示す斜視図。
【図8】他実施例のストレッチラベルを容器に装着した状態を示す一部断面図。
【図9】従来の低温加熱殺菌処理後のPETボトルを示す斜視図。
【図10】図9のY−Y線要部拡大断面図。
【符号の説明】
1 ストレッチラベル
2 ストレッチフィルム
4 印刷層
5 PETボトル
【0001】
【産業上の利用分野】本発明は、例えば、瓶、缶、PETボトル等の容器に装着されるストレッチラベルに関する。
【0002】
【従来の技術】一般にストレッチラベル21は、ポリエチレン等からなる自己伸縮性を有するストレッチフィルムに印刷等を施し、筒状に形成されたものであり、筒状の開口部の径を拡張し、炭酸飲料等が充填されるPETボトル等の容器22の上方から外嵌装着するものである。
【0003】さらに、このようにストレッチラベル21が装着された容器22内に飲食品や薬品等が充填された場合には、飲食品や薬品等が容器22内に充填された後、容器12の外面から温水シャワーをかけ殺菌する場合がある。
【0004】
【発明が解決しようとする課題】このようなストレッチラベル21は、温水シャワーをかけた際に、温水の熱によって、図9及び図10に示すように、ストレッチラベル21の上端部及び下端部が外側に湾曲し、容器からラベルの上下端部が離れてしまうということがあった。そのため、シャワーの温水がストレッチラベル21と容器22間に入りこみ、ストレッチラベル21がズリ落ちやすいという問題点が生じていた。
【0005】また、低温加熱殺菌処理時に横じわ23等が生じ、外観が好ましくないという問題も生じていた。さらに、容器22が炭酸飲料が充填されたPETボトルの場合には、低温加熱殺菌処理時にPETボトルの胴部が径方向に膨張するため、上記問題点が一層顕著になる傾向があった。
【0006】本発明は、このような問題点を解決するためになされたもので、低温加熱殺菌をした場合でもラベルがずり落ちることがなく、さらに、しわ等が生じにくい、外観の優れたストレッチラベル及びストレッチラベル装着容器を提供することを課題とする。
【0007】
【課題を解決するための手段】本発明は、このような課題を解決するために、ストレッチラベルと、その製造方法並びにストレッチラベル装着容器としてなされたもので、ストレッチラベルとしての特徴は、自己伸縮性を有するストレッチフィルム2 からなり、容器本体5 に装着される筒状のストレッチラベルにおいて、ストレッチフィルム2 が、70°C以上に加熱された場合に、装着方向に湾曲する性質を有し、且つ湾曲時に凹面となる側が内面となるように前記ストレッチフィルム2 が筒状に形成されたことにある。
【0008】また、その製造方法としての特徴は、70°C以上に加熱された場合に長手方向に湾曲する性質を有する長尺状のストレッチフィルム2 に印刷を施し、該ストレッチフィルム2 を所定の幅に切断し、その後、湾曲した場合に凹面となる側が内面となるようにストレッチフィルム2 の両端部2a,2b を重合して接着し、長手方向を軸とした筒状に形成したことにある。
【0009】さらに、ストレッチラベル装着容器としての特徴は、自己伸縮性を有するストレッチフィルム2 からなり、該ストレッチフィルム2 が70°C以上に加熱された場合に、容器本体5 への装着方向に湾曲する性質を有し、且つ湾曲時に凹面となる側が内面となるように筒状に形成されたストレッチラベルが容器本体5 に装着されたことにある。
【0010】
【作用】すなわち、本発明のストレッチラベル1 は、ストレッチフィルム2 がラベルの装着方向に湾曲し、且つ湾曲時に凹面となる側が内側になるように筒状に形成したストレッチラベル1 である。そのため、このようなストレッチラベル1 を容器本体5 に装着して、例えば、低温加熱殺菌処理を施した場合には、ストレッチラベル1 には上下端部が容器側に湾曲する方向に力が作用する。
【0011】従って、ストレッチラベル1 全体を容器本体5 に沿わして密着し、特にストレッチラベル1 の上下端部において確実に容器本体5 に密着させることができ、容器とラベル間に温水シャワーが入り込みにくく、加熱殺菌処理時にラベルがずり落ちにくくなる。
【0012】
【実施例】以下、本発明の実施例について、図面に従って説明する。
【0013】まず、本発明のストレッチラベルの構成について説明する。図1において、1は端部を重合し接着剤3又はヒートシール等の接着手段によって接着され筒状に形成されたストレッチラベルで、該ストレッチラベル1は酢酸ビニルの含有量が1乃至6重量%のエチレン−酢酸ビニル共重合体からなるストレッチフィルム2と、該ストレッチフィルム2の内面側に設けられた印刷層4から形成されている。
【0014】ストレッチフィルム2のエチレン−酢酸ビニル共重合体の酢酸ビニル含有量がこの範囲より少ない場合には自己伸縮性が劣り、またこの範囲を越える場合には柔軟になりすぎて印刷やラベル装着性が悪くなるため、上記範囲であることが望ましい。
【0015】また、このストレッチフィルム2は70°C乃至90°Cに加熱した場合には図2に示した容器への装着方向Aに僅かに湾曲するような性質を有し、湾曲した際の凹面が内面側になるように、ストレッチフィルム2は筒状に形成されている。さらに、該ストレッチフィルム2は、70°C乃至90°Cに加熱した場合、湾曲すると同時に、容器への装着方向に僅かに収縮するような性質も有している。
【0016】また、前記印刷層4は、前記ストレッチフィルム2の一面側にコロナ放電処理が施され、この処理面にグラビア印刷等の方法によって設けられている。
【0017】次に、上記のような構成からなるストレッチラベル1の製造方法について説明する。
【0018】まず、図4(イ)及び(ロ)に示すように、酢酸ビニル含有量が1乃至6重量%であるエチレン−酢酸ビニル共重合体を180乃至220°Cの溶融状態でT型口金10より薄膜状に押出し、冷却ドラム12に密着して冷却固化させることによりストレッチフィルム2が得られる。
【0019】次に、このストレッチフィルム2をロール13によって長手方向Xに僅かに延伸処理を施し、長手方向に熱収縮性を付与する。この熱収縮性は、70乃至90°Cに加熱した場合に1乃至10%収縮する程度である。
【0020】さらに、このストレッチフィルム2を移送し、前記冷却ドラム12に密着した一面側14a と反対側であるストレッチフィルム2の他面側14b にコロナ放電処理を施す。
【0021】次に、前記ストレッチフィルム2の表面処理を施した他面側14b にグラビア印刷等の公知の印刷手段によって文字、絵柄等の印刷を施して印刷層4を形成する。
【0022】このストレッチフィルム2を適宜容器の大きさ等にあわせて所定幅に切断して長尺状のストレッチフィルム2を形成する。このようなストレッチフィルム2は、例えば、図5に示すように、該ストレッチフィルム2を70乃至90°Cに加熱した場合には、前記冷却ドラム12に密着した一面側14a と異なる他面側14b が凹面となるように長手方向Aに湾曲する性質を有している。
【0023】さらに、このストレッチフィルム2を、ストレッチフィルム2が冷却ドラム12に密着した面14a の他面側14b が内側になるように、両端部2a,2b を接着剤3を介して重合して筒状に形成し(図6(イ)参照)、この筒状のストレッチフィルム2を適当な長さに切断して(図6(ロ)参照)、図7に示すようなストレッチラベル1を形成する。
【0024】次に,このようにして製造されたストレッチラベル1を使用する方法について説明する。
【0025】まず、筒状に形成されたストレッチラベル1を開口して円筒状にし、その径を拡張しながら、PETボトル5の上方から、図2に示すように、外嵌装着される。
【0026】このようにしてストレッチラベル1が装着されたPETボトル5は、炭酸飲料が充填された後、PETボトル5内の飲料を殺菌するために、低温加熱殺菌処理される。この低温加熱殺菌処理方法はPETボトル5の外面から温度約70乃至90°Cの温水シャワーが5乃至40分間程度かけられ、内部の飲料を加熱殺菌する方法である。
【0027】この時、炭酸飲料が充填されたPETボトル5の胴部は、加熱によって径方向Bに膨張する。
【0028】また、ストレッチラベル1の上端1a及び下端1bがPETボトル5側に湾曲する方向に力が作用するため(図3点線参照)、ストレッチラベル1の上端部1a及び下端部1bとPETボトル5間に間隙が生じることなく、ストレッチラベル1はPETボトル5に沿って全体が密着した状態で装着されている。
【0029】従って低温加熱殺菌処理時に温水シャワーの温水が、PETボトル5とストレッチラベル1の間に侵入し難いため、ストレッチラベル1がずり落ちることが防止できる。
【0030】また、同時にストレッチラベル1に使用されたストレッチフィルム2は加熱時に上下方向に僅かに収縮する性質を有するため、低温加熱殺菌処理された場合には、ストレッチラベル1がPETボトル5の装着方向Aにわずかに収縮する。このような湾曲及び収縮によって、特にストレッチラベル1に生じる横じわを防止するための高い効果が得られるのである。
【0031】尚、上記実施例のように低温加熱殺菌処理時に膨張する炭酸飲料が充填されたPETボトル5等に特に有効であるが、本発明のストレッチラベル1を装着する容器はこれに限らず、この他、缶、瓶等低温殺菌処理を施すことが可能な容器であればどのような容器でも使用することができ、さらに容器の断面形状も円筒形、楕円形等上記実施例に限定されない。また、容器内の収納物も炭酸飲料に限らず、食品、薬品等その種類は問わない。
【0032】また、上記実施例では冷却固化させたストレッチフィルム2に延伸処理を施して熱収縮性を付与したが、この延伸処理を施すことは条件ではなく、延伸処理が施されていない熱収縮性を有さないストレッチフィルムを使用することもできる。
【0033】さらに、上記実施例ではPETボトル5のような胴部が垂直な容器を使用 したが、例えば、図8に示すようにゆるやかな曲面5aを有するような容器5に装着することもできる。このような容器5に装着する場合には、ストレッチラベル1が上記のように容器側に湾曲する性質を有するため、ストレッチラベル1の上下端部1a,1b においてもより密着した状態で装着できる。
【0034】また、上記実施例では印刷層4にグラビア印刷を施したが、その他公知の印刷方法によって印刷面を形成してもよいのである。
【0035】さらに、上記実施例ではストレッチフィルム2の材質をエチレン−酢酸ビニル共重合体としたが、例えば6重量%酢酸ビニルを含有するエチレン−酢酸ビニル共重合体と低密度ポリエチレンを50%ずつ混合したものでもよく、さらに直鎖状ポリエチレン、エチレン−プロピレンランダム共重合体等及びこれらを積層したフィルムでもよく、要は、70乃至90°Cに加熱した時にストレッチラベル1の上下方向に湾曲する自己伸縮性を有するストレッチフィルムであればよいのである。
【0036】
【発明の効果】叙上のように、本発明のストレッチラベルは一方向に湾曲する性質を有するストレッチフィルムを凹面となる面が内側になるように、筒状に形成されたストレッチラベルであるため、このようなストレッチラベルを容器に装着して低温加熱殺菌処理を施した場合には、ラベル全体が容器に密着した状態を維持でき、特にラベルの上下端部においても確実に容器に密着できるため、ストレッチラベルと容器の間にラベル端部から温水が侵入することを防止でき、低温加熱殺菌処理時にラベルが容器からずり落ちることが防止できる。
【0037】また、このようなストレッチラベルは低温加熱殺菌処理時にも容器に密着装着されているため、しわやたるみ、特に横じわが生じることを有効に防止できる。その結果、しわ等が発生しない、外観が非常に優れたストレッチラベルが得られるのである。
【0038】さらに、本発明のストレッチラベルを、ポリエステルからなる耐熱圧ブローボトルに装着した場合には、炭酸飲料を充填した後に低温加熱殺菌処理によりボトルが径方向に膨張しても、横じわが発生しない外観の優れたストレッチラベルが装着された容器が得られるのである。
【図面の簡単な説明】
【図1】本発明に係るストレッチラベルの一実施例を示す断面図。
【図2】本発明のストレッチラベルを容器に装着した状態を示す斜視図。
【図3】図2の要部拡大断面図。
【図4】(イ)はストレッチフィルムの製造方法を示す正面図、(ロ)は(イ)の要部拡大斜視図。
【図5】ストレッチフィルムを加熱した状態を示す斜視図。
【図6】(イ)はストレッチフィルムを筒状に形成した状態を示す斜視図、(ロ)はストレッチフィルムを切断した状態を示す正面図。
【図7】ストレッチフィルムを筒状にしてストレッチラベルに形成した状態を示す斜視図。
【図8】他実施例のストレッチラベルを容器に装着した状態を示す一部断面図。
【図9】従来の低温加熱殺菌処理後のPETボトルを示す斜視図。
【図10】図9のY−Y線要部拡大断面図。
【符号の説明】
1 ストレッチラベル
2 ストレッチフィルム
4 印刷層
5 PETボトル
【特許請求の範囲】
【請求項1】 自己伸縮性を有するストレッチフィルム(2) からなり、容器本体(5) に装着される筒状のストレッチラベルにおいて、ストレッチフィルム(2)が、70°C以上に加熱された場合に、装着方向に湾曲する性質を有し、且つ湾曲時に凹面となる側が内面となるように前記ストレッチフィルム(2) が筒状に形成されたことを特徴とするストレッチラベル。
【請求項2】 前記ストレッチフィルム(2) が、酢酸ビニルの含有量が1乃至6重量%のエチレン−酢酸ビニル共重合体からなることを特徴とする請求項1に記載のストレッチラベル。
【請求項3】 70°C以上に加熱された場合に長手方向に湾曲する性質を有する長尺状のストレッチフィルム(2) に印刷を施し、該ストレッチフィルム(2)を所定の幅に切断し、その後、湾曲した場合に凹面となる側が内面となるようにストレッチフィルム(2) の両端部(2a),(2b) を重合して接着し、長手方向を軸とした筒状に形成したことを特徴とするストレッチラベルの製造方法。
【請求項4】 自己伸縮性を有するストレッチフィルム(2) からなり、該ストレッチフィルム(2) が70°C以上に加熱された場合に、容器本体(5) への装着方向に湾曲する性質を有し、且つ湾曲時に凹面となる側が内面となるように筒状に形成されたストレッチラベルが容器本体(5) に装着されたことを特徴とするラベル装着容器。
【請求項5】 前記容器本体(5) がポリエステルからなる耐熱圧ブローボトルである請求項4に記載のラベル装着容器。
【請求項1】 自己伸縮性を有するストレッチフィルム(2) からなり、容器本体(5) に装着される筒状のストレッチラベルにおいて、ストレッチフィルム(2)が、70°C以上に加熱された場合に、装着方向に湾曲する性質を有し、且つ湾曲時に凹面となる側が内面となるように前記ストレッチフィルム(2) が筒状に形成されたことを特徴とするストレッチラベル。
【請求項2】 前記ストレッチフィルム(2) が、酢酸ビニルの含有量が1乃至6重量%のエチレン−酢酸ビニル共重合体からなることを特徴とする請求項1に記載のストレッチラベル。
【請求項3】 70°C以上に加熱された場合に長手方向に湾曲する性質を有する長尺状のストレッチフィルム(2) に印刷を施し、該ストレッチフィルム(2)を所定の幅に切断し、その後、湾曲した場合に凹面となる側が内面となるようにストレッチフィルム(2) の両端部(2a),(2b) を重合して接着し、長手方向を軸とした筒状に形成したことを特徴とするストレッチラベルの製造方法。
【請求項4】 自己伸縮性を有するストレッチフィルム(2) からなり、該ストレッチフィルム(2) が70°C以上に加熱された場合に、容器本体(5) への装着方向に湾曲する性質を有し、且つ湾曲時に凹面となる側が内面となるように筒状に形成されたストレッチラベルが容器本体(5) に装着されたことを特徴とするラベル装着容器。
【請求項5】 前記容器本体(5) がポリエステルからなる耐熱圧ブローボトルである請求項4に記載のラベル装着容器。
【図1】


【図2】
【図3】

【図5】
【図9】
【図4】
【図6】
【図7】
【図8】
【図10】

【図2】
【図3】
【図5】
【図9】
【図4】
【図6】
【図7】
【図8】
【図10】
【特許番号】第2850192号
【登録日】平成10年(1998)11月13日
【発行日】平成11年(1999)1月27日
【国際特許分類】
【出願番号】特願平6−65156
【出願日】平成6年(1994)4月1日
【公開番号】特開平7−271304
【公開日】平成7年(1995)10月20日
【審査請求日】平成9年(1997)10月8日
【出願人】(000238005)株式会社フジシール (641)
【参考文献】
【文献】特開 平7−191607(JP,A)
【文献】特開 昭60−203653(JP,A)
【文献】実開 平3−89474(JP,U)
【登録日】平成10年(1998)11月13日
【発行日】平成11年(1999)1月27日
【国際特許分類】
【出願日】平成6年(1994)4月1日
【公開番号】特開平7−271304
【公開日】平成7年(1995)10月20日
【審査請求日】平成9年(1997)10月8日
【出願人】(000238005)株式会社フジシール (641)
【参考文献】
【文献】特開 平7−191607(JP,A)
【文献】特開 昭60−203653(JP,A)
【文献】実開 平3−89474(JP,U)
[ Back to top ]