
ストレッチ性複合仮撚加工糸
【課題】 伸長回復性に優れ、さらには、中〜強撚の撚りを施してもその拘束力にも耐えて優れたストレッチ性能を発現する、スパンライクな複合仮撚加工糸を提供する。
【解決手段】 伸度が互いに異なり、かつ低伸度側フィラメント糸がポリトリメチレンテレフタレートフィラメント糸である2種のフィラメント糸を引き揃えて交絡した後仮撚加工を施した、低伸度側フィラメント糸が芯に位置し、その周りに高伸度側フィラメント糸が鞘状に捲回被覆して位置する複合仮撚加工糸。
【解決手段】 伸度が互いに異なり、かつ低伸度側フィラメント糸がポリトリメチレンテレフタレートフィラメント糸である2種のフィラメント糸を引き揃えて交絡した後仮撚加工を施した、低伸度側フィラメント糸が芯に位置し、その周りに高伸度側フィラメント糸が鞘状に捲回被覆して位置する複合仮撚加工糸。
【発明の詳細な説明】
【0001】
【発明の属する技術分野】本発明は、複合仮撚加工糸に関し、さらに詳しくは、ストレッチ性を付与した、新規なスパンライク加工糸に関する。
【0002】
【従来の技術】従来、スパンライク糸は主として複合仮撚加工糸がよく用いられている。複合仮撚加工糸は、一般に伸度の異なる2種のフィラメント糸を引き揃えて交絡した後、仮撚加工を施す方法で製造されている。すなわち、伸度の異なるフィラメント糸を引き揃えて仮撚加工すると、伸度の低いフィラメント糸が芯に位置し、その周りに伸度の高いフィラメント糸が芯糸より引き延ばされた状態で捲回被覆し、芯鞘2層構造のスパンライク糸が製造される(特公昭59−39526号公報、特公昭61−19733号公報参照)。
【0003】しかしながら、この様な方法によって得られる芯鞘2層構造加工糸においては、一般に鞘糸は交互撚糸状に芯糸の周りに捲回捲き付くことから、その撚糸構造により、普通の仮撚加工糸織物の欠点である、ふかつき感やゴム状態を改良するという点で特徴を持っているが、他方、芯糸が鞘糸によって締め付けられるため、芯糸の捲縮が元々芯部に位置することから、甘撚状態の低い捲縮形態になっていることとあいまって、芯糸の捲縮が発現し難く、普通の仮撚加工糸のようなストレッチ性に欠けるといった欠点があった。
【0004】一方、芯糸を構成する低伸度フィラメント糸にサイドバイサイド型コンジュゲート糸を用いてストレッチ性を得る方法も知られているが、コンジュゲート糸の捲縮を発現させるためには、コンジュゲート糸に作用する拘束力を極力小さくする必要があることから強撚が掛けられないとか、布帛構造をルーズにせざるを得ないとか、また捲縮が発現するため布帛が肉厚になり易いとか、捲縮が伸長によってへたってしまい元の寸法に戻り難いなどの特性があり、用途により大きな制約があった。
【0005】
【発明が解決しようとする課題】本発明の目的は、複合仮撚加工糸を用いたスパンライク糸に伸長回復性に優れたストレッチ性を付与し、さらには、中〜強撚の拘束力にも耐えるストレッチ性を付与することにある。
【0006】
【課題を解決するための手段】本発明者らは、上記目的を達成するため、ポリトリメチレンテレフタレート繊維の伸長変形を付与した後の弾性回復特性がポリエチレンテレフタレート繊維をはじめとする他の繊維に比べて非常に優れており、しかも捲縮形態の伸縮によるストレッチ性のみならず繊維自身の伸縮によってもストレッチ性が得られる点に着目した。すなわち、ポリトリメチレンテレフタレート繊維を芯糸にすることにより、芯糸が鞘糸によって締め付けられて芯糸の捲縮発現が阻害されても、快適な着用感を得るのに十分なストレッチ性が得られ、さらには、捲縮形態のみに頼らないため、複合仮撚加工糸に中・強撚の撚糸を施したり、あるいは布帛構造を特にルーズな構造に設計することなく、普通のカバーファクターで設計することができることを見出し、本発明に到達したものである。
【0007】すなわち、前記課題を解決するために、伸度の異なる2種のフィラメント糸を引き揃えて交絡した後、仮撚加工を施して得られる、低伸度側フィラメント糸が芯に位置し、その周りに高伸度側フィラメント糸が鞘状に捲回被覆して位置する複合仮撚加工糸において、芯糸を構成する低伸度フィラメント糸がポリトリメチレンフィラメント糸であることを特徴とする、ストレッチ性複合仮撚加工糸を提供するものである。
【0008】
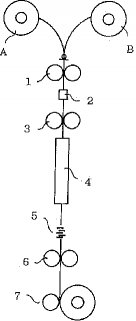
【発明の実施の形態】以下、図面により本発明のストレッチ性複合仮撚加工糸を得る例につき説明する。図1は、本発明で使用する仮撚加工機の側面図の例である。低伸度側のポリトリメチレンテレフタレート原糸Aと高伸度側原糸Bとを引き揃えて第1供給ローラー1と第2供給ローラー3との間で空気交絡ノズル2を使用して交絡を付与し、次いで、第2供給ローラー3と取り出しローラー6との間で、ヒーター4と撚掛装置5を使用して仮撚加工を施すことにより本発明のストレッチ性複合仮撚加工糸7が得られる。
【0009】ここで、ストレッチ性複合仮撚加工糸7の芯部を構成するポリトリメチレンテレフタレートフィラメント糸の伸度は、30〜60%の範囲に設定することが好ましい。すなわち、伸度が大きすぎると一定荷重下での伸長率が大きくなる反面、弾性回復率が低下し、他方、伸度が小さすぎると弾性回復率が高くなる反面、一定荷重下での伸長率が小さくなるため、伸長率と弾性回復率との実用的なバランスから30〜60%の伸度が最適な水準になる。したがって、供給原糸としては仮撚加工を略定長状態、すなわち、約5%弛緩から5%伸張状態で行う場合は、伸度30〜60%のポリトリメチレンテレフタレート延伸糸と、芯糸を適当に捲回被覆できるような高伸度糸、例えば伸度100〜200%のポリエチレンテレフタレート高配向未延伸糸との組み合わせが適当である。特に高伸度側原糸にポリエチレンテレフタレート高配向未延伸糸を使用すると、染色においてこれが濃染し、芯糸のポリトリメチレンテレフタレート糸が濃染することから芯糸と鞘糸の染色濃度が近似して、糸条全体として均一な染色効果を得ることができ、好ましい。また、芯糸のポリトリメチレンテレフタレート糸の染色堅牢性はやや劣る傾向があるが、染色堅牢性の良いポリエチレンテレフタレート糸が鞘糸として捲回被覆することで同時に染色堅牢性も軽減改善され好ましい。
【0010】一方、仮撚加工を延伸しながら行う場合の原糸としては、伸度が70〜100%のおよそ4000〜6000m/分の超高速紡糸によって得られるポリトリメチレンテレフタレートフィラメント原糸と伸度が150〜250%のポリエチレンテレフタレート高配向未延伸糸、あるいは、伸度が100〜160%のおよそ2400〜3500m/分の速度で紡糸されたポリトリメチレンテレフタレートの高配向未延伸糸と伸度が250〜400%のポリエチレンテレフタレート未延伸糸などの組合せが適しており、ポリトリメチレンテレフタレートフィラメントの伸度が30〜60%になるような延伸倍率で仮撚加工する。
【0011】また、芯糸と鞘糸のデニール比は20:80〜50:50が好適である。芯糸比率が20%以下になると、芯糸と鞘糸が分離し易くなり、一方、50%以上になると、伸張時の応力が大きくなりすぎたり、またスパン感が軽減してしまう。なお、単繊維デニールや断面形状等は用途により選定すべきである。また、鞘糸にポリエチレンテレフタレートフィラメント糸を用いる場合には、該ポリマーに第3成分を添加もしくは共重合したりして、繊維側面に溝や凹凸形状を付与したり、常圧可染性、カチオン可染性や吸湿性、さらには防汚性、紫外線防止性、防透性、制菌性など用途に応じて適宜特性を付与してもよい。
【0012】次に空気交絡ノズル2による交絡処理は、複合仮撚加工後の芯糸と鞘糸の分離やずれを防止するためのものであるが、第1供給ローラー1と第2供給ローラー3間で糸を1〜3%弛緩させた状態でインターレースノズルで交絡してもよく、あるいは同様に糸を3〜10%弛緩した状態でタスランノズルで交絡してもよい。この際の交絡の頻度は30〜60ヶ/m位が適当である。これより少ないと芯鞘が分離し易く、多いと未解撚が生じ布帛外観を損ない易い。
【0013】次に第2供給ローラー3と取り出しローラー6の間の仮撚加工は、伸度が30〜60%のポリトリメチレンテレフタレート原糸を供給する場合はスピンドル式あるいはベルト式の撚掛装置、伸度が70〜100%またはそれ以上の伸度のポリトリメチレンテレフタレート原糸を供給し、延伸仮撚加工する場合は、フリクション式あるいはベルト式の撚掛け装置が好適である。前者は仮撚数を低く設定したりできるため仮撚加工時の断面変形を少なくできるメリットがある。一方、後者は加工速度が速くできるため、加工コストを低減できるメリットがある。
【0014】また、ヒーター4の温度は110〜200℃が好適である。すなわち、110℃以下では芯糸、鞘糸とも沸水収縮が大きく、撚糸チーズの撚止めセット時にチーズ内外層間で染着性や捲縮性に差が生じ易く、一方、200℃以上では融着などによる未解撚が生じ易く外観が損なわれる欠点がある。
【0015】ところで、高伸度側原糸として常圧可染タイプのポリエチレンテレフタレート糸(脂肪族ジカルボン酸共重合および/またはポリオキシアルキレングリコール共重合もしくはブレンド)を用いると、低伸度側原糸のポリトリメチレンテレフタレート糸も常圧でかなり染色できるため、ウールやアセテートなどの他の素材との交織が可能となり、用途が大幅に拡大するメリットが得られる。
【0016】以上に述べた本発明の複合仮撚加工糸を使用するに際しては、芯糸がポリトリメチレンテレフタレート糸で構成されていて伸張弾性回復性が良好なので、予め実撚を付与してもよい。撚数はその用途に応じて適宜選定すればよいが、複合仮撚加工糸のデニールをD、撚数をT(回/m)としたとき、T×D1/2≧20000を満足する実撚が付与されても良好な伸縮性を有する。
【0017】
【実施例】以下、実施例をあげて本発明をさらに詳細に説明するが、本発明はこれらによって何ら限定されるものではない。
【0018】[実施例1]低伸度側原糸Aとして50デニール24フィラメント、伸度50%のポリトリメチレンテレフタレート延伸糸を用い、高伸度側原糸Bとして80デニール36フィラメント、伸度120%のポリエチレンテレフタレート高配向未延伸糸を用い、各々を引揃えて第1供給ローラー1に供給し、第2供給ローラー3との間で走行糸を1.5%弛緩させた状態でインターレースノズル2に通し、51ヶ/mのインターレースを有する混繊糸を得た。
【0019】次いで、該混繊糸に第2供給ローラー3と取出しローラー6との間で、該混繊糸を1.5%弛緩した状態でスピンドル式撚掛装置5を通して加撚・解撚作用、いわゆる仮撚加工を施し、同時に加撚部をヒーター4にて160℃で熱セットし、135デニール60フィラメントのストレッチ性複合仮撚加工糸としてワインダー7にて巻取った。なお、このときの仮撚数は2500回/m、取出しローラーの表面速度は180m/分、ヒーター4の長さは1.5mであった。
【0020】得られたストレッチ性複合仮撚糸に、仮撚方向と逆向きに2000回/mの撚糸を施し、試長200mmで伸長および回復速度100%/分で10%伸長および回復時の応力−歪曲線を描き弾性回復率を求めたところ、驚くべきことに、92%の回復率を示した。
【0021】次に、本糸条を用いて経密度118本/インチ、緯密度80本/インチの片マット組織の織物を試作し、10%伸長回復時の応力−歪曲線を描き弾性回復率を求めたところ、経方向94%、緯方向92%の良好な回復率を示した。なお、得られた織物品位は、染着性が均一で、従来の仮撚加工糸のような捲縮によるふかついた風合いがなく、張り腰のある高品位なものであった。
【0022】[比較例1]低伸度側原糸Aとして50デニール24フィラメント、伸度48%のポリエチレンテレフタレート延伸糸を用い、高伸度側原糸Bとして80デニール36フィラメント、伸度120%のポリエチレンテレフタレート高配向未延伸糸を用い、各々を引揃え、実施例1と同様の条件にて複合仮撚加工を行い、133デニール60フィラメントの複合仮撚加工糸を得た。なお、この時のインターレースノズル2によるインターレース数は46ヶ/mであった。
【0023】得られた複合仮撚加工糸に、実施例1と同様に2000回/mの撚糸を施し、弾性回復率を測定したところ、高々51%程度であった。
【0024】次に、実施例1と同様の規格並びに条件にて片マット織物を試作し、弾性回復率を測定したところやはり経方向54%、緯方向59%と不良な水準であった。なお、織物外観品位としては、芯糸と鞘糸との染着差が大きく、霜降状の濃淡染斑や芯鞘の交絡斑によるものと思われる筋状の染斑が目に付き品位的に劣るものであった。
【0025】[比較例2]低伸度側原糸Aとして固有粘度が0.43と0.69のポリエチレンテレフタレートを1:1の比率でいわゆるサイドバイサイド型コンジュゲートに貼り合わせた50デニール24フィラメント、伸度33%のポリエチレンテレフタレート複合糸を用い、高伸度側原糸Bとして80デニール36フィラメント、伸度120%のポリエチレンテレフタレート高配向未延伸糸を用い、各々を引き揃えて実施例1と同様の条件にて複合仮撚加工を行い、134デニール60フィラメントの複合仮撚加工糸を得た。なお、この時のインターレースノズル2によるインターレース数は44ケ/mであった。
【0026】得られた複合仮撚加工糸に、実施例1と同様に2000回/mの撚糸を施し、弾性回復率を測定したところ、53%とやはり低い水準を示した。
【0027】次に実施例1の織物規格より5%密度を少なくしたこと以外は実施例1と同様の条件にて織物を試作し、弾性回復率を測定したところ、経方向75%、緯方向78%と比較例1よりは高い水準を示したが、実用上は未だ不十分な性能しか得られなかった。
【0028】なお、織物品位的には、芯糸複合糸の捲縮形態によるせいか、やや肉厚で、風合い的にはややゴム状感があり、また芯糸、鞘糸の染着差による霜降状および一部筋状の染斑なども見られ、あまり品位のよい物ではなかった。
【0029】
【発明の効果】本発明によれば、外観の染色性が均一で、従来の仮撚糸のようなふかついた風合いやゴム状感ではなく、張り腰のある、弾性回復性の良い、ストレッチ性を有したスパンライクな織編物が提供できる。
【図面の簡単な説明】
【図1】本発明を実施するための仮撚加工装置の一例を示す側面図である。
【図2】本発明により得られるストレッチ性複合仮撚加工糸の一例を示す糸側面図。
【符号の説明】
A ポリトリメチレンテレフタレート糸
B 高伸度フィラメント糸
1 第1供給ローラー
2 空気交絡ノズル
3 第2供給ローラー
4 ヒーター
5 仮撚装置
6 取り出しローラー
7 ワインダー
【0001】
【発明の属する技術分野】本発明は、複合仮撚加工糸に関し、さらに詳しくは、ストレッチ性を付与した、新規なスパンライク加工糸に関する。
【0002】
【従来の技術】従来、スパンライク糸は主として複合仮撚加工糸がよく用いられている。複合仮撚加工糸は、一般に伸度の異なる2種のフィラメント糸を引き揃えて交絡した後、仮撚加工を施す方法で製造されている。すなわち、伸度の異なるフィラメント糸を引き揃えて仮撚加工すると、伸度の低いフィラメント糸が芯に位置し、その周りに伸度の高いフィラメント糸が芯糸より引き延ばされた状態で捲回被覆し、芯鞘2層構造のスパンライク糸が製造される(特公昭59−39526号公報、特公昭61−19733号公報参照)。
【0003】しかしながら、この様な方法によって得られる芯鞘2層構造加工糸においては、一般に鞘糸は交互撚糸状に芯糸の周りに捲回捲き付くことから、その撚糸構造により、普通の仮撚加工糸織物の欠点である、ふかつき感やゴム状態を改良するという点で特徴を持っているが、他方、芯糸が鞘糸によって締め付けられるため、芯糸の捲縮が元々芯部に位置することから、甘撚状態の低い捲縮形態になっていることとあいまって、芯糸の捲縮が発現し難く、普通の仮撚加工糸のようなストレッチ性に欠けるといった欠点があった。
【0004】一方、芯糸を構成する低伸度フィラメント糸にサイドバイサイド型コンジュゲート糸を用いてストレッチ性を得る方法も知られているが、コンジュゲート糸の捲縮を発現させるためには、コンジュゲート糸に作用する拘束力を極力小さくする必要があることから強撚が掛けられないとか、布帛構造をルーズにせざるを得ないとか、また捲縮が発現するため布帛が肉厚になり易いとか、捲縮が伸長によってへたってしまい元の寸法に戻り難いなどの特性があり、用途により大きな制約があった。
【0005】
【発明が解決しようとする課題】本発明の目的は、複合仮撚加工糸を用いたスパンライク糸に伸長回復性に優れたストレッチ性を付与し、さらには、中〜強撚の拘束力にも耐えるストレッチ性を付与することにある。
【0006】
【課題を解決するための手段】本発明者らは、上記目的を達成するため、ポリトリメチレンテレフタレート繊維の伸長変形を付与した後の弾性回復特性がポリエチレンテレフタレート繊維をはじめとする他の繊維に比べて非常に優れており、しかも捲縮形態の伸縮によるストレッチ性のみならず繊維自身の伸縮によってもストレッチ性が得られる点に着目した。すなわち、ポリトリメチレンテレフタレート繊維を芯糸にすることにより、芯糸が鞘糸によって締め付けられて芯糸の捲縮発現が阻害されても、快適な着用感を得るのに十分なストレッチ性が得られ、さらには、捲縮形態のみに頼らないため、複合仮撚加工糸に中・強撚の撚糸を施したり、あるいは布帛構造を特にルーズな構造に設計することなく、普通のカバーファクターで設計することができることを見出し、本発明に到達したものである。
【0007】すなわち、前記課題を解決するために、伸度の異なる2種のフィラメント糸を引き揃えて交絡した後、仮撚加工を施して得られる、低伸度側フィラメント糸が芯に位置し、その周りに高伸度側フィラメント糸が鞘状に捲回被覆して位置する複合仮撚加工糸において、芯糸を構成する低伸度フィラメント糸がポリトリメチレンフィラメント糸であることを特徴とする、ストレッチ性複合仮撚加工糸を提供するものである。
【0008】
【発明の実施の形態】以下、図面により本発明のストレッチ性複合仮撚加工糸を得る例につき説明する。図1は、本発明で使用する仮撚加工機の側面図の例である。低伸度側のポリトリメチレンテレフタレート原糸Aと高伸度側原糸Bとを引き揃えて第1供給ローラー1と第2供給ローラー3との間で空気交絡ノズル2を使用して交絡を付与し、次いで、第2供給ローラー3と取り出しローラー6との間で、ヒーター4と撚掛装置5を使用して仮撚加工を施すことにより本発明のストレッチ性複合仮撚加工糸7が得られる。
【0009】ここで、ストレッチ性複合仮撚加工糸7の芯部を構成するポリトリメチレンテレフタレートフィラメント糸の伸度は、30〜60%の範囲に設定することが好ましい。すなわち、伸度が大きすぎると一定荷重下での伸長率が大きくなる反面、弾性回復率が低下し、他方、伸度が小さすぎると弾性回復率が高くなる反面、一定荷重下での伸長率が小さくなるため、伸長率と弾性回復率との実用的なバランスから30〜60%の伸度が最適な水準になる。したがって、供給原糸としては仮撚加工を略定長状態、すなわち、約5%弛緩から5%伸張状態で行う場合は、伸度30〜60%のポリトリメチレンテレフタレート延伸糸と、芯糸を適当に捲回被覆できるような高伸度糸、例えば伸度100〜200%のポリエチレンテレフタレート高配向未延伸糸との組み合わせが適当である。特に高伸度側原糸にポリエチレンテレフタレート高配向未延伸糸を使用すると、染色においてこれが濃染し、芯糸のポリトリメチレンテレフタレート糸が濃染することから芯糸と鞘糸の染色濃度が近似して、糸条全体として均一な染色効果を得ることができ、好ましい。また、芯糸のポリトリメチレンテレフタレート糸の染色堅牢性はやや劣る傾向があるが、染色堅牢性の良いポリエチレンテレフタレート糸が鞘糸として捲回被覆することで同時に染色堅牢性も軽減改善され好ましい。
【0010】一方、仮撚加工を延伸しながら行う場合の原糸としては、伸度が70〜100%のおよそ4000〜6000m/分の超高速紡糸によって得られるポリトリメチレンテレフタレートフィラメント原糸と伸度が150〜250%のポリエチレンテレフタレート高配向未延伸糸、あるいは、伸度が100〜160%のおよそ2400〜3500m/分の速度で紡糸されたポリトリメチレンテレフタレートの高配向未延伸糸と伸度が250〜400%のポリエチレンテレフタレート未延伸糸などの組合せが適しており、ポリトリメチレンテレフタレートフィラメントの伸度が30〜60%になるような延伸倍率で仮撚加工する。
【0011】また、芯糸と鞘糸のデニール比は20:80〜50:50が好適である。芯糸比率が20%以下になると、芯糸と鞘糸が分離し易くなり、一方、50%以上になると、伸張時の応力が大きくなりすぎたり、またスパン感が軽減してしまう。なお、単繊維デニールや断面形状等は用途により選定すべきである。また、鞘糸にポリエチレンテレフタレートフィラメント糸を用いる場合には、該ポリマーに第3成分を添加もしくは共重合したりして、繊維側面に溝や凹凸形状を付与したり、常圧可染性、カチオン可染性や吸湿性、さらには防汚性、紫外線防止性、防透性、制菌性など用途に応じて適宜特性を付与してもよい。
【0012】次に空気交絡ノズル2による交絡処理は、複合仮撚加工後の芯糸と鞘糸の分離やずれを防止するためのものであるが、第1供給ローラー1と第2供給ローラー3間で糸を1〜3%弛緩させた状態でインターレースノズルで交絡してもよく、あるいは同様に糸を3〜10%弛緩した状態でタスランノズルで交絡してもよい。この際の交絡の頻度は30〜60ヶ/m位が適当である。これより少ないと芯鞘が分離し易く、多いと未解撚が生じ布帛外観を損ない易い。
【0013】次に第2供給ローラー3と取り出しローラー6の間の仮撚加工は、伸度が30〜60%のポリトリメチレンテレフタレート原糸を供給する場合はスピンドル式あるいはベルト式の撚掛装置、伸度が70〜100%またはそれ以上の伸度のポリトリメチレンテレフタレート原糸を供給し、延伸仮撚加工する場合は、フリクション式あるいはベルト式の撚掛け装置が好適である。前者は仮撚数を低く設定したりできるため仮撚加工時の断面変形を少なくできるメリットがある。一方、後者は加工速度が速くできるため、加工コストを低減できるメリットがある。
【0014】また、ヒーター4の温度は110〜200℃が好適である。すなわち、110℃以下では芯糸、鞘糸とも沸水収縮が大きく、撚糸チーズの撚止めセット時にチーズ内外層間で染着性や捲縮性に差が生じ易く、一方、200℃以上では融着などによる未解撚が生じ易く外観が損なわれる欠点がある。
【0015】ところで、高伸度側原糸として常圧可染タイプのポリエチレンテレフタレート糸(脂肪族ジカルボン酸共重合および/またはポリオキシアルキレングリコール共重合もしくはブレンド)を用いると、低伸度側原糸のポリトリメチレンテレフタレート糸も常圧でかなり染色できるため、ウールやアセテートなどの他の素材との交織が可能となり、用途が大幅に拡大するメリットが得られる。
【0016】以上に述べた本発明の複合仮撚加工糸を使用するに際しては、芯糸がポリトリメチレンテレフタレート糸で構成されていて伸張弾性回復性が良好なので、予め実撚を付与してもよい。撚数はその用途に応じて適宜選定すればよいが、複合仮撚加工糸のデニールをD、撚数をT(回/m)としたとき、T×D1/2≧20000を満足する実撚が付与されても良好な伸縮性を有する。
【0017】
【実施例】以下、実施例をあげて本発明をさらに詳細に説明するが、本発明はこれらによって何ら限定されるものではない。
【0018】[実施例1]低伸度側原糸Aとして50デニール24フィラメント、伸度50%のポリトリメチレンテレフタレート延伸糸を用い、高伸度側原糸Bとして80デニール36フィラメント、伸度120%のポリエチレンテレフタレート高配向未延伸糸を用い、各々を引揃えて第1供給ローラー1に供給し、第2供給ローラー3との間で走行糸を1.5%弛緩させた状態でインターレースノズル2に通し、51ヶ/mのインターレースを有する混繊糸を得た。
【0019】次いで、該混繊糸に第2供給ローラー3と取出しローラー6との間で、該混繊糸を1.5%弛緩した状態でスピンドル式撚掛装置5を通して加撚・解撚作用、いわゆる仮撚加工を施し、同時に加撚部をヒーター4にて160℃で熱セットし、135デニール60フィラメントのストレッチ性複合仮撚加工糸としてワインダー7にて巻取った。なお、このときの仮撚数は2500回/m、取出しローラーの表面速度は180m/分、ヒーター4の長さは1.5mであった。
【0020】得られたストレッチ性複合仮撚糸に、仮撚方向と逆向きに2000回/mの撚糸を施し、試長200mmで伸長および回復速度100%/分で10%伸長および回復時の応力−歪曲線を描き弾性回復率を求めたところ、驚くべきことに、92%の回復率を示した。
【0021】次に、本糸条を用いて経密度118本/インチ、緯密度80本/インチの片マット組織の織物を試作し、10%伸長回復時の応力−歪曲線を描き弾性回復率を求めたところ、経方向94%、緯方向92%の良好な回復率を示した。なお、得られた織物品位は、染着性が均一で、従来の仮撚加工糸のような捲縮によるふかついた風合いがなく、張り腰のある高品位なものであった。
【0022】[比較例1]低伸度側原糸Aとして50デニール24フィラメント、伸度48%のポリエチレンテレフタレート延伸糸を用い、高伸度側原糸Bとして80デニール36フィラメント、伸度120%のポリエチレンテレフタレート高配向未延伸糸を用い、各々を引揃え、実施例1と同様の条件にて複合仮撚加工を行い、133デニール60フィラメントの複合仮撚加工糸を得た。なお、この時のインターレースノズル2によるインターレース数は46ヶ/mであった。
【0023】得られた複合仮撚加工糸に、実施例1と同様に2000回/mの撚糸を施し、弾性回復率を測定したところ、高々51%程度であった。
【0024】次に、実施例1と同様の規格並びに条件にて片マット織物を試作し、弾性回復率を測定したところやはり経方向54%、緯方向59%と不良な水準であった。なお、織物外観品位としては、芯糸と鞘糸との染着差が大きく、霜降状の濃淡染斑や芯鞘の交絡斑によるものと思われる筋状の染斑が目に付き品位的に劣るものであった。
【0025】[比較例2]低伸度側原糸Aとして固有粘度が0.43と0.69のポリエチレンテレフタレートを1:1の比率でいわゆるサイドバイサイド型コンジュゲートに貼り合わせた50デニール24フィラメント、伸度33%のポリエチレンテレフタレート複合糸を用い、高伸度側原糸Bとして80デニール36フィラメント、伸度120%のポリエチレンテレフタレート高配向未延伸糸を用い、各々を引き揃えて実施例1と同様の条件にて複合仮撚加工を行い、134デニール60フィラメントの複合仮撚加工糸を得た。なお、この時のインターレースノズル2によるインターレース数は44ケ/mであった。
【0026】得られた複合仮撚加工糸に、実施例1と同様に2000回/mの撚糸を施し、弾性回復率を測定したところ、53%とやはり低い水準を示した。
【0027】次に実施例1の織物規格より5%密度を少なくしたこと以外は実施例1と同様の条件にて織物を試作し、弾性回復率を測定したところ、経方向75%、緯方向78%と比較例1よりは高い水準を示したが、実用上は未だ不十分な性能しか得られなかった。
【0028】なお、織物品位的には、芯糸複合糸の捲縮形態によるせいか、やや肉厚で、風合い的にはややゴム状感があり、また芯糸、鞘糸の染着差による霜降状および一部筋状の染斑なども見られ、あまり品位のよい物ではなかった。
【0029】
【発明の効果】本発明によれば、外観の染色性が均一で、従来の仮撚糸のようなふかついた風合いやゴム状感ではなく、張り腰のある、弾性回復性の良い、ストレッチ性を有したスパンライクな織編物が提供できる。
【図面の簡単な説明】
【図1】本発明を実施するための仮撚加工装置の一例を示す側面図である。
【図2】本発明により得られるストレッチ性複合仮撚加工糸の一例を示す糸側面図。
【符号の説明】
A ポリトリメチレンテレフタレート糸
B 高伸度フィラメント糸
1 第1供給ローラー
2 空気交絡ノズル
3 第2供給ローラー
4 ヒーター
5 仮撚装置
6 取り出しローラー
7 ワインダー
【特許請求の範囲】
【請求項1】 伸度の異なる2種のフィラメント糸を引き揃えて交絡した後仮撚加工を施して得られる、低伸度側フィラメント糸が芯に位置し、その周りに高伸度側フィラメント糸が鞘状に捲回被覆して位置する複合仮撚加工糸において、該芯糸を構成する低伸度フィラメント糸がポリトリメチレンテレフタレートフィラメント糸であることを特徴とする、ストレッチ性複合仮撚加工糸。
【請求項2】 高伸度側のフィラメント糸がポリエチレンテレフタレートフィラメント糸である、請求項1記載のストレッチ性複合仮撚加工糸。
【請求項3】 芯糸であるポリトリメチレンテレフタレートフィラメント糸の伸度が30〜60%である、請求項1または2記載のストレッチ性複合仮撚加工糸。
【請求項4】 ポリエチレンテレフタレートフィラメント糸が、ポリエチレンテレフタレートポリマーに脂肪族ジカルボン酸を共重合および/またはポリオキシアルキレングリコールを共重合もしくはブレンドした常圧可染糸である、請求項2または3記載のストレッチ性複合仮撚加工糸。
【請求項5】 複合仮撚加工糸のデニールをD、撚数をT(回/m)としたとき、T×D1/2≧20000を満足する実撚を有する、請求項1〜4のいずれか1項に記載のストレッチ性複合仮撚加工糸。
【請求項1】 伸度の異なる2種のフィラメント糸を引き揃えて交絡した後仮撚加工を施して得られる、低伸度側フィラメント糸が芯に位置し、その周りに高伸度側フィラメント糸が鞘状に捲回被覆して位置する複合仮撚加工糸において、該芯糸を構成する低伸度フィラメント糸がポリトリメチレンテレフタレートフィラメント糸であることを特徴とする、ストレッチ性複合仮撚加工糸。
【請求項2】 高伸度側のフィラメント糸がポリエチレンテレフタレートフィラメント糸である、請求項1記載のストレッチ性複合仮撚加工糸。
【請求項3】 芯糸であるポリトリメチレンテレフタレートフィラメント糸の伸度が30〜60%である、請求項1または2記載のストレッチ性複合仮撚加工糸。
【請求項4】 ポリエチレンテレフタレートフィラメント糸が、ポリエチレンテレフタレートポリマーに脂肪族ジカルボン酸を共重合および/またはポリオキシアルキレングリコールを共重合もしくはブレンドした常圧可染糸である、請求項2または3記載のストレッチ性複合仮撚加工糸。
【請求項5】 複合仮撚加工糸のデニールをD、撚数をT(回/m)としたとき、T×D1/2≧20000を満足する実撚を有する、請求項1〜4のいずれか1項に記載のストレッチ性複合仮撚加工糸。
【図1】


【図2】

【図2】
【公開番号】特開2000−328376(P2000−328376A)
【公開日】平成12年11月28日(2000.11.28)
【国際特許分類】
【出願番号】特願平11−168110
【出願日】平成11年6月15日(1999.6.15)
【出願人】(000003001)帝人株式会社 (1,209)
【Fターム(参考)】
【公開日】平成12年11月28日(2000.11.28)
【国際特許分類】
【出願日】平成11年6月15日(1999.6.15)
【出願人】(000003001)帝人株式会社 (1,209)
【Fターム(参考)】
[ Back to top ]