
ストレッチ編地を用いたアウターウエア
【課題】伸長率、伸長回復率に優れ、かつ、ソフト感、ふくらみ感風合いを具備し、衣料用、衣料資材用、産業資材用まで含めた幅広い分野に適したストレッチ編地を用いたアウターウエアを低コストで提供する。
【解決手段】2種類のポリエステル重合体が繊維長さ方向に沿ってサイドバイサイド型に貼り合わされた複合繊維フィラメントであって、該2種類のポリエステル重合体のうち少なくとも一方が高収縮成分であるポリトリメチレンテレフタレートであり、他の一方が低収縮成分のポリエステルであり、かつ3次元コイル捲縮が発現され、構成糸条の単繊維コイル位相が異なっている複合繊維フィラメントを構成糸の全体重量の10%以上含み、タテ・ヨコ方向の平均伸長率が55%以上、平均伸長回復率が60%以上であることを特徴とするストレッチ編地を用いたアウターウエアとする。
【解決手段】2種類のポリエステル重合体が繊維長さ方向に沿ってサイドバイサイド型に貼り合わされた複合繊維フィラメントであって、該2種類のポリエステル重合体のうち少なくとも一方が高収縮成分であるポリトリメチレンテレフタレートであり、他の一方が低収縮成分のポリエステルであり、かつ3次元コイル捲縮が発現され、構成糸条の単繊維コイル位相が異なっている複合繊維フィラメントを構成糸の全体重量の10%以上含み、タテ・ヨコ方向の平均伸長率が55%以上、平均伸長回復率が60%以上であることを特徴とするストレッチ編地を用いたアウターウエアとする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、衣料用、衣料資材用、産業資材用等に好適に使用できる伸長率、及び、伸長回復率に優れたストレッチ編地を用いたアウターウエアに関するものである。
【背景技術】
【0002】
編物は織物に比べ、その生地構造上からストレッチ性を出しやすく、身体の動きに伴う動き易さから一般衣料用であるインナーウエア類、アウターウエア類、スポーツウエア類。パンティストッキングを含む靴下類。衣料資材用である裏地類、芯地類。産業資材用である椅子張り材等、多くの分野に使用されている。
【0003】
しかし、近年、更に身体にフィットして動き易い編物が望まれ、用いる繊維について種々の技術的改良が提案されてきた。
【0004】
例えば、特許文献1、2、3および4には、スパンデックスと呼ばれるポリウレタン系弾性繊維をナイロン繊維、ポリエステル繊維、綿糸等と組み合わせて編物とすることが開示されている。
【0005】
しかしポリウレタン系弾性繊維は高いストレッチ性を有するものの、これを混用した場合、ポリウレタン固有の性質として風合いが硬くなり、編物の風合いやドレープ性が低下する傾向にある。又、ポリエステル繊維に混用した場合、ポリエステル用の分散染料には染まり難く、洗濯液汚染の問題、及び生地の湿摩擦堅牢度低下の問題がつきまとう。そのため還元洗浄の強化など染色工程が複雑になるばかりか、所望の色彩に染色することが困難であった。更に耐熱性が劣るため編地表面の荒れの問題がある。又、ポリウレタン系弾性繊維のコストも非常に高いものである。
【0006】
また例えば、ポリエステル繊維、又は、ナイロン繊維に仮撚加工を施し、加撚/解撚によるトルクを発現させた繊維を混用することによりストレッチ性を付与する方法が一般的に行われているが、従来からのストレッチ性の範囲にとどまるものである。
【0007】
また例えば、ポリブチレンテレフタレート繊維を混用する方法も採られてきた。しかし、この繊維を混用しても、まだ十分に満足されるストレッチ性編地を得ることができない。
【0008】
また例えば、特許文献5や6には固有粘度差あるいは極限粘度差を有するポリエチレンテレフタレート(以下PETと略す。)のサイドバイサイド複合糸、特許文献7には非共重合PETとそれより高収縮性の共重合PETのサイドバイサイド型複合糸が開示されている。しかし、サイドバイサイド型複合繊維は複合ポリマ間の収縮率差や弾性回復率差によって生じる3次元コイルの伸縮をストレッチ性に利用するものであるが、布帛構造下において捲縮を発現しにくく、また発現したとしても高収縮成分の変形により伸長後の回復率が低いという問題があった。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開平9−176938号公報
【特許文献2】特開平9−316757号公報
【特許文献3】特開平6−93560号公報
【特許文献4】実開平4−123287号公報
【特許文献5】特公昭44−2504号公報
【特許文献6】特開平4−308271号公報
【特許文献7】特開平5−295634号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明は、上述したかかる従来技術の問題点を解決し、機械強度、耐薬品性、染色加工性、ソフト感、ふくらみ感等を維持しながら優れたストレッチ性を有する編地を用いたアウターウエアを、効率的に低コストで提供することを目的とするものである。
【課題を解決するための手段】
【0011】
すなわち本発明は、2種類のポリエステル重合体が繊維長さ方向に沿ってサイドバイサイド型に貼り合わされた複合繊維フィラメントであって、該2種類のポリエステル重合体のうち少なくとも一方が高収縮成分であるポリトリメチレンテレフタレートであり、他の一方が低収縮成分のポリエステルであり、かつ3次元コイル捲縮が発現され、構成糸条の単繊維コイル位相が異なっている複合繊維フィラメントを構成糸として全体重量の10%以上含み、タテ・ヨコ方向の平均伸長率が55%以上、平均伸長回復率が60%以上であるストレッチ編地を用いたアウターウエアである。
【発明の効果】
【0012】
本発明に係るストレッチ編地は、従来の編地に比べ、伸長率、伸長回復率に優れ、かつ、ソフト感、ふくらみ感風合いを具備し、衣料用、衣料資材用、産業資材用まで含めた幅広い分野に適応できるものであり、効率よく低コストで製造可能である。
【図面の簡単な説明】
【0013】
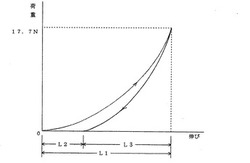
【図1】本発明の伸長−伸長回復曲線の説明図である。
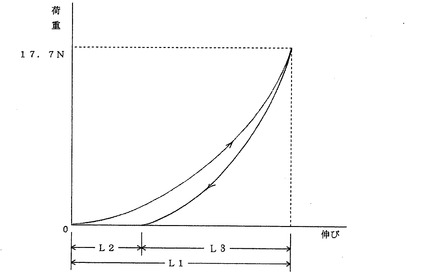
【図2】本発明に使用する繊維の繊維横断面形状を示すモデル図である。
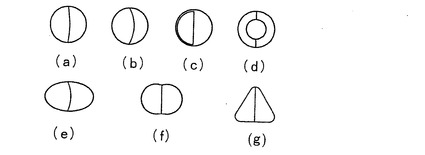
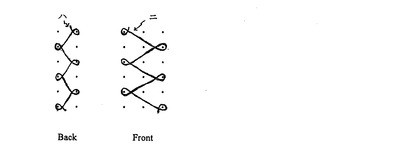
【図3】実施例1、比較例1の編地の編方図の一例である。
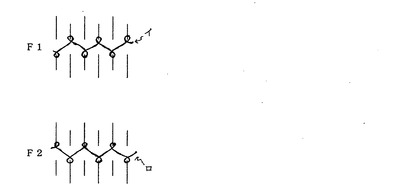
【図4】実施例2、比較例2の編地の編方図の一例である。
【発明を実施するための形態】
【0014】
本発明に係るストレッチ編地は、2種類のポリエステル重合体が繊維長さ方向に沿ってサイドバイサイド型に貼り合わされた複合繊維フィラメントを構成糸に含む。サイドバイサイド型の複合繊維は、ポリマの種類や固有粘度、共重合成分、共重合率等が異なる重合体を貼り合わせ、それらの弾性回復率や収縮特性の差によって、捲縮を発現するものである。粘弾性が異なるポリマの組み合わせの場合、紡糸、延伸時に高粘度側に応力が集中するため、2成分間で内部歪みが異なる。そのため、延伸後の弾性回復率差および編地の熱処理工程での熱収縮率差により高粘度側が収縮し、単繊維内で歪みが生じて3次元コイル捲縮の形態をとる。この3次元コイルの径および単位繊維長当たりのコイル数は、高収縮成分と低収縮成分との収縮差(弾性回復率差を含む)によって決まると言ってよく、収縮差が大きいほどコイル径が小さく、単位繊維長当たりのコイル数が多くなる。
【0015】
ストレッチ素材として要求されるコイル捲縮は、コイル径が小さく、単位繊維長さ当たりのコイル数が多い(伸長特性に優れ、見映えが良い)、コイルの耐ヘタリ性が良い(伸長回復に応じたコイルのヘタリ量が小さく、ストレッチ保持性に優れる)、さらにはコイルの伸長回復時におけるヒステリシスロスが小さい(弾発性に優れ、フィット感がよい)等である。このコイルの直径は250μm以下が好ましく、200μm以下がより好ましい。
【0016】
また、フィラメント糸条の長さ方向に形成されるコイルの位相は、糸条を構成させる全単繊維のコイル位相が揃った場合、一本のフィラメント糸条は一本のバネ状の糸条となる。この糸条を用いた編地はフクラミを持ったソフト感を有し、その表面は、細かなシボが立ち美しい表面の編地が得られる。逆に、糸条を構成させる全単繊維のコイル位相が異なった場合、一本のフィラメント糸条は一本のフクラミを持つ仮撚/解撚した仮ヨリ状の糸条となる。この糸条を用いた編地は更にフクラミを持ったソフト感を有し、その表面は、フラットな美しい表面の編地が得られる。ストレッチ編地を得る場合、どの糸条を使用するのか特に限定するものではなく、用途、好み等に応じて適宜使い分ければよい。
【0017】
これらの要求を全て満足しつつ、ポリエステルとしての特性、例えば適度な張り腰、ドレープ性、高染色堅牢性を有することで、トータルバランスに優れたストレッチ素材とすることができる。ここで、前記のコイル特性を満足するためには高収縮成分(高粘度成分)の特性が重要となる。コイルの伸縮特性は、低収縮成分を支点とした高収縮成分の伸縮特性が支配的となるため、高収縮成分に用いる重合体には高い伸長性および回復特性が要求される。
【0018】
そこで、本発明者らはポリエステルの特性を損なうことなく前記特性を満足させるために鋭意検討した結果、高収縮成分にポリトリメチレンテレフタレート(以下PTTと略記する)を主体としたポリエステルを用いるのが好ましいことを見出した。PTT繊維は、代表的なポリエステル繊維であるポリエチレンテレフタレート(以下PETと略記する)やポリブチレンテレフタレート(以下PBTと略記する)繊維と同等の力学的特性や化学的特性を有しつつ、伸長回復性に極めて優れている。これは、PTTの結晶構造においてアルキレングリコール部のメチレン鎖がゴーシュ−ゴーシュの構造(分子鎖が90度に屈曲)であること、さらにはベンゼン環同士の相互作用(スタッキング、並列)による拘束点密度が低く、フレキシビリティーが高いことから、メチレン基の回転により分子鎖が容易に伸長・回復するためと考えている。
【0019】
ここで、PTTとは、テレフタール酸を主たる酸成分とし、1,3−プロパンジオールを主たるグリコール成分として得られるポリエステルである。ただし、20モル%、より好ましくは10モル%以下の割合で他のエステル結合の形成が可能な共重合成分を含むものであってもよい。共重合可能な化合物として、例えば、イソフタル酸、コハク酸、シクロヘキサンジカルボン酸、アジピン酸、ダイマ酸、セバシン酸、5−ナトリウムスルホイソフタル酸等のジカルボン酸類、エチレングリコール、ジエチレングリコール、ブタンジオール、ネオペンチルグリコール、シクロヘキサンジメタノール、ポリエチレングリコール、ポリプロピレングリコール等のジオール類を挙げることができるが、これらに限定されるものではない。また、必要に応じて、艶消し剤となる二酸化チタン、滑剤としてのシリカやアルミナの微粒子、抗酸化剤としてのヒンダードフェノール誘導体、着色顔料等を添加してもよい。
【0020】
また、低収縮成分には高収縮成分であるPTTとの界面接着性が良好で、製糸性が安定している繊維形成性ポリエステルであれば特に限定されるものではないが、力学的特性、化学的特性および原料価格を考慮すると、繊維形成能のあるPTT、PET、PBTが好ましい。
【0021】
また、両成分の複合比率は製糸性および繊維長さ方向のコイルの寸法均質性の点で、高収縮成分:定収縮成分=75:25〜35:65(重量%)の範囲が好ましく、65:35〜45:55の範囲がより好ましい。
【0022】
また、サイドバイサイド型複合繊維の繊維断面形状は、丸断面、三角断面、マルチローバル断面、扁平断面、ダルマ型断面、C型断面、M型断面、H型断面、X型断面、W型断面、I型断面、+型断面を用いることができるが、捲縮発現性と風合いのバランスからは、図2に示すような丸断面の半円状サイドバイサイド(a)、軽量性、保温性を狙う場合は中空サイドバイサイド(d)、ドライ風合いを狙う場合は三角断面サイドバイサイド(g)が好ましく用いられる。
【0023】
サイドバイサイド型複合繊維は、単糸繊度0.1〜11デシテックス、総繊度11〜550デシテックスのフィラメント糸条から構成されることが好ましい。
【0024】
単糸繊度を11デシテックス以下とすることで、編地の風合いをソフトなものとし、衣料用として好ましく使用することができる。また、0.1デシテックス以上、さらに好ましくは、1.1デシテックス以上とすることで複合製糸が良好となり、また、捲縮構造が反映され、良好なストレッチ性も得ることができる。さらに、異繊度混繊糸等の単糸繊度の異なる糸を用いるようにしてもよい。このような異繊度混繊糸は、ソフトでかつ張りのある編地を作る観点から好ましい。
【0025】
編地の構成糸に対するサイドバイサイド型複合繊維の混率は、10%以上必要であり、20%以上が好ましく、30%以上が更に好ましい。この混率が10%未満の場合は、後述する編地のタテ・ヨコ方向の平均伸長率、及び、平均伸長回復率について満足の行く特性を得ることができない。サイドバイサイド型複合繊維の編地への混用方法としては、他の素材との通常の交編、交撚、引き揃え、カバーリング、混繊等を採用することができ、狙い用途、編地形成法、編組織等に応じて適宜使い分ければよい。
【0026】
他の素材としては、合成繊維であるポリエステル系繊維、ポリアミド系繊維、ポリアクリルニトリル系繊維、ポリビニールアルコール系繊維、ポリ塩化ビニール系繊維、ポリウレタン系繊維もしくは半合成繊維であるアセテート系繊維もしくは再生繊維であるビスコース・レーヨン、キュプラを含むセルロース系繊維、牛乳蛋白繊維、大豆蛋白繊維を含む蛋白質系繊維、ポリ乳酸系繊維、もしくはこれらのフィラメント糸条使いや紡績糸使い、又は、混紡糸使い、もしくは綿、麻を含む植物系天然繊維、もしくは羊毛、カシミヤ、絹を含む動物系天然繊維、または更にこれらの混紡糸使い等がある。
【0027】
また、本発明に係るストレッチ編地は、従来のようにポリウレタン系弾性繊維を混用せずとも優れた伸長率および伸長回復率を得ることができることに特徴があるが、もちろん更に優れた編地の特性を得るために風合いや染色性等を損なわない範囲でポリウレタン系弾性繊維を混用してもよい。
【0028】
本発明に係るストレッチ編地は、緯編地又は経編地からなる。緯編地としては、丸編地であるシングル丸編地やダブル丸編地、横編地、靴下編地、成型編地があり、各々の専用編機にて製編することができる。また、経編地としてはトリコット編地であるシングルトリコット編地やダブルトリコット編地、ラッシェル編地であるシングルラッシェル編地やダブルラッシェル編地、ミラニーズ編地である平型ミラニーズ編地や円形ミラニーズ編地があり、これらも各々の専用編機にて製編することができる。
【0029】
また、製編における編成条件は、通常糸使いの編成条件よりループ長やランナー長を若干大きめに取り編密度を粗くすることが好ましい。このことにより、サイドバイサイド型に貼り合わされた複合繊維が染色加工工程を通ることで、その捲縮発現性が十分に発揮され優れたストレッチ性とソフト感、ふくらみ感風合いを持った編地を得ることができる。
【0030】
製編された生機編地の熱処理、精練や染色等の加工は、通常の編地の加工法に準じて行えばよく、特に特別な設備等は必要ではないが、サイドバイサイド型複合繊維の潜在捲縮をスプリング構造としてより効果的に発現させるために、リラックス・精練熱処理温度を80℃以上とすることが好ましい。また、染色段階での付帯加工として、撥水加工、防汚加工、抗菌加工、消臭加工、防臭加工、難燃加工、吸汗加工、吸湿加工、防カビ加工、紫外線吸収加工、減量加工等、更に、後加工としてカレンダー加工、エンボス加工、シワ加工、起毛加工、プリント加工、オパール加工等、最終用途の要求特性に応じて適宜付与することが望ましい。
【0031】
本発明に係るストレッチ編地は、タテ・ヨコ方向の平均伸長率が55%以上、タテ・ヨコ方向の平均伸長回復率が60%以上であることが重要である。
【0032】
平均伸長率および平均伸長回復率は実施例に示す方法で測定することができるが、伸長率とは、編地の伸びの程度を表すものであり、この数値が大きい程、ウエアにして着用した時、身体の動きに追従し易く、スポーツ等の激しい動きにも編地が追従し、動き易く、疲れ難い。また、伸長回復率とは身体の動きで伸長した編地が、素早く元の状態に戻ろうとする回復程度を表すものであり、この数値が大きい程、ウエアにして着用した時、よりフィット性に富み、動き易い。
【0033】
この伸長率と伸長回復率は編地のタテ方向とヨコ方向の各々の数値を平均して考える必要がある。これは、ウエアにして実際着用して動く場合、編地のタテ方向あるいはヨコ方向の一方向のみ伸長されるわけではなく、人間の身体の丸みに応じて三次元的に編地が伸長されるためである。この三次元的な伸長特性が編地のタテ方向とヨコ方向の平均した伸長率である平均伸長率、及び、平均伸長回復率と相関し、よく一致するものである。
【0034】
本発明の編地の平均伸長率は、55%以上が必要であり、70%以上が好ましく、80%以上が更に好ましい。55%未満であるとウエアにて着用し、スポーツ等の激しい運動を行った場合、身体の動きにウエアが追従し難く、また、疲れ易いものとなり好ましくない。
【0035】
平均伸長回復率は、60%以上が好ましく、70%以上がより好ましく、80%以上が更に好ましい。60%未満であると運動などにより伸長された編地が伸ばされた状態となり、身体へのフィット感に劣ることから身体の動きに追従しにくくなる。また、ウエアとしての見映えにも劣ることになる。
【0036】
本発明に係るストレッチ編地は、適宜選択することにより、次のように幅広く展開可能である。例えば、緯編地の中の丸編地では、スポーツウエア類、水着類、肌着類、ユニフォームウエア類、アウターウエア類、カーシートを含む座席シート類、靴材類、衣料用芯地および裏地類等、横編地では、セーター類、カーディガン類、手袋類等、靴下編地では、パンティストッキング類、タイツ類、ソックス類等に好ましく使用できる。一方、経編地の中のトリコット編地では、同様にスポーツウエア類、水着類、肌着類、ユニフォームウエア類、アウターウエア類、カーシートを含む座席シート類、靴材類、衣料用芯地および裏地類等、ラッシェル編地ではインナーウエア用ファンデーション類、レース類、カーシートを含む座席シート類、靴材類等に好ましく使用できる。
【実施例】
【0037】
以下、本発明を実施例を用いて説明する。実施例における各評価は次のとおり行った。
【0038】
(1)平均伸長率
まず、伸長率の試験法はJIS L 1018「メリヤス生地試験方法」の定速伸長法のグラブ法に準じて行った。即ち、10cm×約15cmの試験片をタテ、ヨコ方向にそれぞれ3枚ずつ採取した。自記記録装置付定速伸長形引張試験機を用い、上下つかみとも表側は2.54cm×2.54cm、裏側は2.54cm×5.08cmのものを取り付け、つかみ間隔を7.6cmとして試験片のたるみや、張力を除いてつかみに固定した。
【0039】
これを引張速度10cm/minで17.7N(1.8Kg)荷重まで引伸ばし、その時のつかみ間隔を測った。次に即、荷重を取り除く方向へ元のつかみ間隔である7.6cmまで戻した。この荷重−除重による挙動を自記記録計に荷重−伸長−回復曲線として描いた(図1を参照)。
これを基に、次の式により伸長率LA(%)を求め、3枚の平均値で表した。
伸長率LA(%)=[(L1−L)/L]×100
L :つかみ間隔(mm)
L1:17.7Nまで伸ばした時のつかみ間隔(mm)
編地のタテ方向、ヨコ方向の各々についての伸長率を加算し、さらにその加算値を1/2にして平均伸長率とした。
【0040】
(2)平均伸長回復率
また、伸長回復率LB(%)は、前記自記記録計で描いた荷重−伸長−回復曲線を基に、回復曲線がゼロ荷重になった時点から残留歪み率L2(%)を求め、次の式により伸長回復率LB(%)を算出し、3枚の平均値で表した。
伸長率回復率LB(%)=(L3/L1)×100
編地のタテ方向、ヨコ方向の各々についての伸長回復率を加算し、さらにその加算値を1/2にして平均伸長回復率とした。
【0041】
(3)ソフト感
染色加工後の生地を手に持ち、10名による官能評価で次のように3段階評価で行った。
判定表示 ○:ソフト感が非常に良い
△:ソフト感が一般編地並である
×:ソフト感が無い。
【0042】
(4)ふくらみ感
染色加工後の生地を手に持ち、10名による官能評価で次のように3段階評価で行った。
判定表示 ○:ふくらみ感が非常に良い
△:ふくらみ感が一般編地並である
×:ふくらみ感が無い。
【0043】
(5)総合評価
次のように2段階表示した。
判定表示 ○:ストレッチ編地として優れている
×:ストレッチ編地として劣っている。
【0044】
[実施例1]
28Gの両面丸編機にて、図3の編方図における構成糸イ、ロともPTT/PETのサイドバイサイド複合フィラメント糸(繊維断面は図2のa)83デシテックス36フィラメント糸を用い、編方図の給糸口F1、F2各々に給糸し、PTT/PETサイドバイサイド複合フィラメント糸100%からなるインターロック組織編地を編成した。
【0045】
この生機を通常のポリエステル丸編地の染色加工法に従い、リラックス・精錬、染色、仕上げセットを行い195g/m2の編地を得た。得られた編地は、タテ・ヨコ平均伸長率が75%、平均身長回復率が82%とストレッチ特性に優れたものであった。また、官能評価によるソフト感とふくらみ感もあり、総合的にストレッチ編地として適するものであった。詳細結果を表1に示す。
【0046】
[実施例2]
28Gのシングルトリコット機にて、図4の編方図のBack側構成糸ハにPTT/PETのサイドバイサイド複合フィラメント糸(繊維断面は図2のa)44デシテックス24フィラメントを配し、Front側構成糸ニに通常糸であるポリエステルフィラメント糸(東レ(株)製“テトロン”)44デシテックス36フィラメントを配し、ハーフ組織編地を編成した。この編地設計における糸混率は、PTT/PETサイドバイサイド複合糸が18%、通常糸が82%であった。
【0047】
この生機を通常のポリエステル経編地の染色加工法に従い、リラックス・精錬、染色、仕上げセットを行い210g/m2の編地を得た。得られた編地は、タテ・ヨコ平均伸長率が71%、平均身長回復率が89%とストレッチ特性に優れたものであった。また、官能評価によるソフト感とふくらみ感もあり、総合的にストレッチ編地として適するものであった。詳細結果を表1に併せて示す。
【0048】
[比較例1]
実施例1と同じ丸編機を用い、図3の編方図における構成糸イ、ロとも通常糸であるポリエステルフィラメント仮ヨリ加工糸83デシテックス36フィラメント糸を用い、編方図の給糸口F1、F2各々に給糸し、通常糸100%からなるインターロック組織編地を編成した。
【0049】
この生機を実施例1と同一の染色加工法を行い、148g/m2の編地を得た。得られた編地は、タテ・ヨコ平均伸長率が63%であるものの、平均身長回復率が51%と劣るものであった。また、官能評価によるソフト感とふくらみ感も劣り、総合的にストレッチ編地として不適当と判断されるものであった。詳細結果を表1に併せて示す。
【0050】
[比較例2]
実施例2と同一の経編機を用い、図4の編方図のBack側構成糸ハ、および、Front側構成糸ニに通常糸であるポリエステルフィラメント糸44デシテックス36フィラメントを配し、通常糸100%からなるハーフ組織編地を編成した。
【0051】
この生機を実施例2と同一の染色加工法を行い、216g/m2の編地を得た。得られた編地は、タテ・ヨコ平均身長回復率が70%であったものの、平均伸長率が52%と劣るものであった。また、官能評価によるソフト感とふくらみ感も劣り、総合的にストレッチ編地として不適当と判断されるものであった。詳細結果を表1に併せて示す。
【0052】
【表1】

【符号の説明】
【0053】
L1:編地の伸び
L2:編地の歪み伸び
L3:編地の回復伸び
a〜g:繊維横断面形状
F1〜F2:編機の給糸口NO
イ〜ハ:編地構成糸
【技術分野】
【0001】
本発明は、衣料用、衣料資材用、産業資材用等に好適に使用できる伸長率、及び、伸長回復率に優れたストレッチ編地を用いたアウターウエアに関するものである。
【背景技術】
【0002】
編物は織物に比べ、その生地構造上からストレッチ性を出しやすく、身体の動きに伴う動き易さから一般衣料用であるインナーウエア類、アウターウエア類、スポーツウエア類。パンティストッキングを含む靴下類。衣料資材用である裏地類、芯地類。産業資材用である椅子張り材等、多くの分野に使用されている。
【0003】
しかし、近年、更に身体にフィットして動き易い編物が望まれ、用いる繊維について種々の技術的改良が提案されてきた。
【0004】
例えば、特許文献1、2、3および4には、スパンデックスと呼ばれるポリウレタン系弾性繊維をナイロン繊維、ポリエステル繊維、綿糸等と組み合わせて編物とすることが開示されている。
【0005】
しかしポリウレタン系弾性繊維は高いストレッチ性を有するものの、これを混用した場合、ポリウレタン固有の性質として風合いが硬くなり、編物の風合いやドレープ性が低下する傾向にある。又、ポリエステル繊維に混用した場合、ポリエステル用の分散染料には染まり難く、洗濯液汚染の問題、及び生地の湿摩擦堅牢度低下の問題がつきまとう。そのため還元洗浄の強化など染色工程が複雑になるばかりか、所望の色彩に染色することが困難であった。更に耐熱性が劣るため編地表面の荒れの問題がある。又、ポリウレタン系弾性繊維のコストも非常に高いものである。
【0006】
また例えば、ポリエステル繊維、又は、ナイロン繊維に仮撚加工を施し、加撚/解撚によるトルクを発現させた繊維を混用することによりストレッチ性を付与する方法が一般的に行われているが、従来からのストレッチ性の範囲にとどまるものである。
【0007】
また例えば、ポリブチレンテレフタレート繊維を混用する方法も採られてきた。しかし、この繊維を混用しても、まだ十分に満足されるストレッチ性編地を得ることができない。
【0008】
また例えば、特許文献5や6には固有粘度差あるいは極限粘度差を有するポリエチレンテレフタレート(以下PETと略す。)のサイドバイサイド複合糸、特許文献7には非共重合PETとそれより高収縮性の共重合PETのサイドバイサイド型複合糸が開示されている。しかし、サイドバイサイド型複合繊維は複合ポリマ間の収縮率差や弾性回復率差によって生じる3次元コイルの伸縮をストレッチ性に利用するものであるが、布帛構造下において捲縮を発現しにくく、また発現したとしても高収縮成分の変形により伸長後の回復率が低いという問題があった。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開平9−176938号公報
【特許文献2】特開平9−316757号公報
【特許文献3】特開平6−93560号公報
【特許文献4】実開平4−123287号公報
【特許文献5】特公昭44−2504号公報
【特許文献6】特開平4−308271号公報
【特許文献7】特開平5−295634号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明は、上述したかかる従来技術の問題点を解決し、機械強度、耐薬品性、染色加工性、ソフト感、ふくらみ感等を維持しながら優れたストレッチ性を有する編地を用いたアウターウエアを、効率的に低コストで提供することを目的とするものである。
【課題を解決するための手段】
【0011】
すなわち本発明は、2種類のポリエステル重合体が繊維長さ方向に沿ってサイドバイサイド型に貼り合わされた複合繊維フィラメントであって、該2種類のポリエステル重合体のうち少なくとも一方が高収縮成分であるポリトリメチレンテレフタレートであり、他の一方が低収縮成分のポリエステルであり、かつ3次元コイル捲縮が発現され、構成糸条の単繊維コイル位相が異なっている複合繊維フィラメントを構成糸として全体重量の10%以上含み、タテ・ヨコ方向の平均伸長率が55%以上、平均伸長回復率が60%以上であるストレッチ編地を用いたアウターウエアである。
【発明の効果】
【0012】
本発明に係るストレッチ編地は、従来の編地に比べ、伸長率、伸長回復率に優れ、かつ、ソフト感、ふくらみ感風合いを具備し、衣料用、衣料資材用、産業資材用まで含めた幅広い分野に適応できるものであり、効率よく低コストで製造可能である。
【図面の簡単な説明】
【0013】
【図1】本発明の伸長−伸長回復曲線の説明図である。
【図2】本発明に使用する繊維の繊維横断面形状を示すモデル図である。
【図3】実施例1、比較例1の編地の編方図の一例である。
【図4】実施例2、比較例2の編地の編方図の一例である。
【発明を実施するための形態】
【0014】
本発明に係るストレッチ編地は、2種類のポリエステル重合体が繊維長さ方向に沿ってサイドバイサイド型に貼り合わされた複合繊維フィラメントを構成糸に含む。サイドバイサイド型の複合繊維は、ポリマの種類や固有粘度、共重合成分、共重合率等が異なる重合体を貼り合わせ、それらの弾性回復率や収縮特性の差によって、捲縮を発現するものである。粘弾性が異なるポリマの組み合わせの場合、紡糸、延伸時に高粘度側に応力が集中するため、2成分間で内部歪みが異なる。そのため、延伸後の弾性回復率差および編地の熱処理工程での熱収縮率差により高粘度側が収縮し、単繊維内で歪みが生じて3次元コイル捲縮の形態をとる。この3次元コイルの径および単位繊維長当たりのコイル数は、高収縮成分と低収縮成分との収縮差(弾性回復率差を含む)によって決まると言ってよく、収縮差が大きいほどコイル径が小さく、単位繊維長当たりのコイル数が多くなる。
【0015】
ストレッチ素材として要求されるコイル捲縮は、コイル径が小さく、単位繊維長さ当たりのコイル数が多い(伸長特性に優れ、見映えが良い)、コイルの耐ヘタリ性が良い(伸長回復に応じたコイルのヘタリ量が小さく、ストレッチ保持性に優れる)、さらにはコイルの伸長回復時におけるヒステリシスロスが小さい(弾発性に優れ、フィット感がよい)等である。このコイルの直径は250μm以下が好ましく、200μm以下がより好ましい。
【0016】
また、フィラメント糸条の長さ方向に形成されるコイルの位相は、糸条を構成させる全単繊維のコイル位相が揃った場合、一本のフィラメント糸条は一本のバネ状の糸条となる。この糸条を用いた編地はフクラミを持ったソフト感を有し、その表面は、細かなシボが立ち美しい表面の編地が得られる。逆に、糸条を構成させる全単繊維のコイル位相が異なった場合、一本のフィラメント糸条は一本のフクラミを持つ仮撚/解撚した仮ヨリ状の糸条となる。この糸条を用いた編地は更にフクラミを持ったソフト感を有し、その表面は、フラットな美しい表面の編地が得られる。ストレッチ編地を得る場合、どの糸条を使用するのか特に限定するものではなく、用途、好み等に応じて適宜使い分ければよい。
【0017】
これらの要求を全て満足しつつ、ポリエステルとしての特性、例えば適度な張り腰、ドレープ性、高染色堅牢性を有することで、トータルバランスに優れたストレッチ素材とすることができる。ここで、前記のコイル特性を満足するためには高収縮成分(高粘度成分)の特性が重要となる。コイルの伸縮特性は、低収縮成分を支点とした高収縮成分の伸縮特性が支配的となるため、高収縮成分に用いる重合体には高い伸長性および回復特性が要求される。
【0018】
そこで、本発明者らはポリエステルの特性を損なうことなく前記特性を満足させるために鋭意検討した結果、高収縮成分にポリトリメチレンテレフタレート(以下PTTと略記する)を主体としたポリエステルを用いるのが好ましいことを見出した。PTT繊維は、代表的なポリエステル繊維であるポリエチレンテレフタレート(以下PETと略記する)やポリブチレンテレフタレート(以下PBTと略記する)繊維と同等の力学的特性や化学的特性を有しつつ、伸長回復性に極めて優れている。これは、PTTの結晶構造においてアルキレングリコール部のメチレン鎖がゴーシュ−ゴーシュの構造(分子鎖が90度に屈曲)であること、さらにはベンゼン環同士の相互作用(スタッキング、並列)による拘束点密度が低く、フレキシビリティーが高いことから、メチレン基の回転により分子鎖が容易に伸長・回復するためと考えている。
【0019】
ここで、PTTとは、テレフタール酸を主たる酸成分とし、1,3−プロパンジオールを主たるグリコール成分として得られるポリエステルである。ただし、20モル%、より好ましくは10モル%以下の割合で他のエステル結合の形成が可能な共重合成分を含むものであってもよい。共重合可能な化合物として、例えば、イソフタル酸、コハク酸、シクロヘキサンジカルボン酸、アジピン酸、ダイマ酸、セバシン酸、5−ナトリウムスルホイソフタル酸等のジカルボン酸類、エチレングリコール、ジエチレングリコール、ブタンジオール、ネオペンチルグリコール、シクロヘキサンジメタノール、ポリエチレングリコール、ポリプロピレングリコール等のジオール類を挙げることができるが、これらに限定されるものではない。また、必要に応じて、艶消し剤となる二酸化チタン、滑剤としてのシリカやアルミナの微粒子、抗酸化剤としてのヒンダードフェノール誘導体、着色顔料等を添加してもよい。
【0020】
また、低収縮成分には高収縮成分であるPTTとの界面接着性が良好で、製糸性が安定している繊維形成性ポリエステルであれば特に限定されるものではないが、力学的特性、化学的特性および原料価格を考慮すると、繊維形成能のあるPTT、PET、PBTが好ましい。
【0021】
また、両成分の複合比率は製糸性および繊維長さ方向のコイルの寸法均質性の点で、高収縮成分:定収縮成分=75:25〜35:65(重量%)の範囲が好ましく、65:35〜45:55の範囲がより好ましい。
【0022】
また、サイドバイサイド型複合繊維の繊維断面形状は、丸断面、三角断面、マルチローバル断面、扁平断面、ダルマ型断面、C型断面、M型断面、H型断面、X型断面、W型断面、I型断面、+型断面を用いることができるが、捲縮発現性と風合いのバランスからは、図2に示すような丸断面の半円状サイドバイサイド(a)、軽量性、保温性を狙う場合は中空サイドバイサイド(d)、ドライ風合いを狙う場合は三角断面サイドバイサイド(g)が好ましく用いられる。
【0023】
サイドバイサイド型複合繊維は、単糸繊度0.1〜11デシテックス、総繊度11〜550デシテックスのフィラメント糸条から構成されることが好ましい。
【0024】
単糸繊度を11デシテックス以下とすることで、編地の風合いをソフトなものとし、衣料用として好ましく使用することができる。また、0.1デシテックス以上、さらに好ましくは、1.1デシテックス以上とすることで複合製糸が良好となり、また、捲縮構造が反映され、良好なストレッチ性も得ることができる。さらに、異繊度混繊糸等の単糸繊度の異なる糸を用いるようにしてもよい。このような異繊度混繊糸は、ソフトでかつ張りのある編地を作る観点から好ましい。
【0025】
編地の構成糸に対するサイドバイサイド型複合繊維の混率は、10%以上必要であり、20%以上が好ましく、30%以上が更に好ましい。この混率が10%未満の場合は、後述する編地のタテ・ヨコ方向の平均伸長率、及び、平均伸長回復率について満足の行く特性を得ることができない。サイドバイサイド型複合繊維の編地への混用方法としては、他の素材との通常の交編、交撚、引き揃え、カバーリング、混繊等を採用することができ、狙い用途、編地形成法、編組織等に応じて適宜使い分ければよい。
【0026】
他の素材としては、合成繊維であるポリエステル系繊維、ポリアミド系繊維、ポリアクリルニトリル系繊維、ポリビニールアルコール系繊維、ポリ塩化ビニール系繊維、ポリウレタン系繊維もしくは半合成繊維であるアセテート系繊維もしくは再生繊維であるビスコース・レーヨン、キュプラを含むセルロース系繊維、牛乳蛋白繊維、大豆蛋白繊維を含む蛋白質系繊維、ポリ乳酸系繊維、もしくはこれらのフィラメント糸条使いや紡績糸使い、又は、混紡糸使い、もしくは綿、麻を含む植物系天然繊維、もしくは羊毛、カシミヤ、絹を含む動物系天然繊維、または更にこれらの混紡糸使い等がある。
【0027】
また、本発明に係るストレッチ編地は、従来のようにポリウレタン系弾性繊維を混用せずとも優れた伸長率および伸長回復率を得ることができることに特徴があるが、もちろん更に優れた編地の特性を得るために風合いや染色性等を損なわない範囲でポリウレタン系弾性繊維を混用してもよい。
【0028】
本発明に係るストレッチ編地は、緯編地又は経編地からなる。緯編地としては、丸編地であるシングル丸編地やダブル丸編地、横編地、靴下編地、成型編地があり、各々の専用編機にて製編することができる。また、経編地としてはトリコット編地であるシングルトリコット編地やダブルトリコット編地、ラッシェル編地であるシングルラッシェル編地やダブルラッシェル編地、ミラニーズ編地である平型ミラニーズ編地や円形ミラニーズ編地があり、これらも各々の専用編機にて製編することができる。
【0029】
また、製編における編成条件は、通常糸使いの編成条件よりループ長やランナー長を若干大きめに取り編密度を粗くすることが好ましい。このことにより、サイドバイサイド型に貼り合わされた複合繊維が染色加工工程を通ることで、その捲縮発現性が十分に発揮され優れたストレッチ性とソフト感、ふくらみ感風合いを持った編地を得ることができる。
【0030】
製編された生機編地の熱処理、精練や染色等の加工は、通常の編地の加工法に準じて行えばよく、特に特別な設備等は必要ではないが、サイドバイサイド型複合繊維の潜在捲縮をスプリング構造としてより効果的に発現させるために、リラックス・精練熱処理温度を80℃以上とすることが好ましい。また、染色段階での付帯加工として、撥水加工、防汚加工、抗菌加工、消臭加工、防臭加工、難燃加工、吸汗加工、吸湿加工、防カビ加工、紫外線吸収加工、減量加工等、更に、後加工としてカレンダー加工、エンボス加工、シワ加工、起毛加工、プリント加工、オパール加工等、最終用途の要求特性に応じて適宜付与することが望ましい。
【0031】
本発明に係るストレッチ編地は、タテ・ヨコ方向の平均伸長率が55%以上、タテ・ヨコ方向の平均伸長回復率が60%以上であることが重要である。
【0032】
平均伸長率および平均伸長回復率は実施例に示す方法で測定することができるが、伸長率とは、編地の伸びの程度を表すものであり、この数値が大きい程、ウエアにして着用した時、身体の動きに追従し易く、スポーツ等の激しい動きにも編地が追従し、動き易く、疲れ難い。また、伸長回復率とは身体の動きで伸長した編地が、素早く元の状態に戻ろうとする回復程度を表すものであり、この数値が大きい程、ウエアにして着用した時、よりフィット性に富み、動き易い。
【0033】
この伸長率と伸長回復率は編地のタテ方向とヨコ方向の各々の数値を平均して考える必要がある。これは、ウエアにして実際着用して動く場合、編地のタテ方向あるいはヨコ方向の一方向のみ伸長されるわけではなく、人間の身体の丸みに応じて三次元的に編地が伸長されるためである。この三次元的な伸長特性が編地のタテ方向とヨコ方向の平均した伸長率である平均伸長率、及び、平均伸長回復率と相関し、よく一致するものである。
【0034】
本発明の編地の平均伸長率は、55%以上が必要であり、70%以上が好ましく、80%以上が更に好ましい。55%未満であるとウエアにて着用し、スポーツ等の激しい運動を行った場合、身体の動きにウエアが追従し難く、また、疲れ易いものとなり好ましくない。
【0035】
平均伸長回復率は、60%以上が好ましく、70%以上がより好ましく、80%以上が更に好ましい。60%未満であると運動などにより伸長された編地が伸ばされた状態となり、身体へのフィット感に劣ることから身体の動きに追従しにくくなる。また、ウエアとしての見映えにも劣ることになる。
【0036】
本発明に係るストレッチ編地は、適宜選択することにより、次のように幅広く展開可能である。例えば、緯編地の中の丸編地では、スポーツウエア類、水着類、肌着類、ユニフォームウエア類、アウターウエア類、カーシートを含む座席シート類、靴材類、衣料用芯地および裏地類等、横編地では、セーター類、カーディガン類、手袋類等、靴下編地では、パンティストッキング類、タイツ類、ソックス類等に好ましく使用できる。一方、経編地の中のトリコット編地では、同様にスポーツウエア類、水着類、肌着類、ユニフォームウエア類、アウターウエア類、カーシートを含む座席シート類、靴材類、衣料用芯地および裏地類等、ラッシェル編地ではインナーウエア用ファンデーション類、レース類、カーシートを含む座席シート類、靴材類等に好ましく使用できる。
【実施例】
【0037】
以下、本発明を実施例を用いて説明する。実施例における各評価は次のとおり行った。
【0038】
(1)平均伸長率
まず、伸長率の試験法はJIS L 1018「メリヤス生地試験方法」の定速伸長法のグラブ法に準じて行った。即ち、10cm×約15cmの試験片をタテ、ヨコ方向にそれぞれ3枚ずつ採取した。自記記録装置付定速伸長形引張試験機を用い、上下つかみとも表側は2.54cm×2.54cm、裏側は2.54cm×5.08cmのものを取り付け、つかみ間隔を7.6cmとして試験片のたるみや、張力を除いてつかみに固定した。
【0039】
これを引張速度10cm/minで17.7N(1.8Kg)荷重まで引伸ばし、その時のつかみ間隔を測った。次に即、荷重を取り除く方向へ元のつかみ間隔である7.6cmまで戻した。この荷重−除重による挙動を自記記録計に荷重−伸長−回復曲線として描いた(図1を参照)。
これを基に、次の式により伸長率LA(%)を求め、3枚の平均値で表した。
伸長率LA(%)=[(L1−L)/L]×100
L :つかみ間隔(mm)
L1:17.7Nまで伸ばした時のつかみ間隔(mm)
編地のタテ方向、ヨコ方向の各々についての伸長率を加算し、さらにその加算値を1/2にして平均伸長率とした。
【0040】
(2)平均伸長回復率
また、伸長回復率LB(%)は、前記自記記録計で描いた荷重−伸長−回復曲線を基に、回復曲線がゼロ荷重になった時点から残留歪み率L2(%)を求め、次の式により伸長回復率LB(%)を算出し、3枚の平均値で表した。
伸長率回復率LB(%)=(L3/L1)×100
編地のタテ方向、ヨコ方向の各々についての伸長回復率を加算し、さらにその加算値を1/2にして平均伸長回復率とした。
【0041】
(3)ソフト感
染色加工後の生地を手に持ち、10名による官能評価で次のように3段階評価で行った。
判定表示 ○:ソフト感が非常に良い
△:ソフト感が一般編地並である
×:ソフト感が無い。
【0042】
(4)ふくらみ感
染色加工後の生地を手に持ち、10名による官能評価で次のように3段階評価で行った。
判定表示 ○:ふくらみ感が非常に良い
△:ふくらみ感が一般編地並である
×:ふくらみ感が無い。
【0043】
(5)総合評価
次のように2段階表示した。
判定表示 ○:ストレッチ編地として優れている
×:ストレッチ編地として劣っている。
【0044】
[実施例1]
28Gの両面丸編機にて、図3の編方図における構成糸イ、ロともPTT/PETのサイドバイサイド複合フィラメント糸(繊維断面は図2のa)83デシテックス36フィラメント糸を用い、編方図の給糸口F1、F2各々に給糸し、PTT/PETサイドバイサイド複合フィラメント糸100%からなるインターロック組織編地を編成した。
【0045】
この生機を通常のポリエステル丸編地の染色加工法に従い、リラックス・精錬、染色、仕上げセットを行い195g/m2の編地を得た。得られた編地は、タテ・ヨコ平均伸長率が75%、平均身長回復率が82%とストレッチ特性に優れたものであった。また、官能評価によるソフト感とふくらみ感もあり、総合的にストレッチ編地として適するものであった。詳細結果を表1に示す。
【0046】
[実施例2]
28Gのシングルトリコット機にて、図4の編方図のBack側構成糸ハにPTT/PETのサイドバイサイド複合フィラメント糸(繊維断面は図2のa)44デシテックス24フィラメントを配し、Front側構成糸ニに通常糸であるポリエステルフィラメント糸(東レ(株)製“テトロン”)44デシテックス36フィラメントを配し、ハーフ組織編地を編成した。この編地設計における糸混率は、PTT/PETサイドバイサイド複合糸が18%、通常糸が82%であった。
【0047】
この生機を通常のポリエステル経編地の染色加工法に従い、リラックス・精錬、染色、仕上げセットを行い210g/m2の編地を得た。得られた編地は、タテ・ヨコ平均伸長率が71%、平均身長回復率が89%とストレッチ特性に優れたものであった。また、官能評価によるソフト感とふくらみ感もあり、総合的にストレッチ編地として適するものであった。詳細結果を表1に併せて示す。
【0048】
[比較例1]
実施例1と同じ丸編機を用い、図3の編方図における構成糸イ、ロとも通常糸であるポリエステルフィラメント仮ヨリ加工糸83デシテックス36フィラメント糸を用い、編方図の給糸口F1、F2各々に給糸し、通常糸100%からなるインターロック組織編地を編成した。
【0049】
この生機を実施例1と同一の染色加工法を行い、148g/m2の編地を得た。得られた編地は、タテ・ヨコ平均伸長率が63%であるものの、平均身長回復率が51%と劣るものであった。また、官能評価によるソフト感とふくらみ感も劣り、総合的にストレッチ編地として不適当と判断されるものであった。詳細結果を表1に併せて示す。
【0050】
[比較例2]
実施例2と同一の経編機を用い、図4の編方図のBack側構成糸ハ、および、Front側構成糸ニに通常糸であるポリエステルフィラメント糸44デシテックス36フィラメントを配し、通常糸100%からなるハーフ組織編地を編成した。
【0051】
この生機を実施例2と同一の染色加工法を行い、216g/m2の編地を得た。得られた編地は、タテ・ヨコ平均身長回復率が70%であったものの、平均伸長率が52%と劣るものであった。また、官能評価によるソフト感とふくらみ感も劣り、総合的にストレッチ編地として不適当と判断されるものであった。詳細結果を表1に併せて示す。
【0052】
【表1】
【符号の説明】
【0053】
L1:編地の伸び
L2:編地の歪み伸び
L3:編地の回復伸び
a〜g:繊維横断面形状
F1〜F2:編機の給糸口NO
イ〜ハ:編地構成糸
【特許請求の範囲】
【請求項1】
2種類のポリエステル重合体が繊維長さ方向に沿ってサイドバイサイド型に貼り合わされた複合繊維フィラメントであって、該2種類のポリエステル重合体のうち少なくとも一方が高収縮成分であるポリトリメチレンテレフタレートであり、他の一方が低収縮成分のポリエステルであり、かつ3次元コイル捲縮が発現され、構成糸条の単繊維コイル位相が異なっている複合繊維フィラメントを構成糸の全体重量の10%以上含み、タテ・ヨコ方向の平均伸長率が55%以上、平均伸長回復率が60%以上であるストレッチ編地を用いたアウターウエア。
【請求項2】
2種類のポリエステル重合体のうち少なくとも一方が、ポリトリメチレンテレフタレートを主体とする請求項1記載のストレッチ編地を用いたアウターウエア。
【請求項3】
サイドバイサイド型に貼り合わされた複合繊維が、単糸繊度0.1〜11デシテックス、総繊度11〜550デシテックスである請求項1または2記載のストレッチ編地を用いたアウターウエア。
【請求項4】
緯編地又は経編地である請求項1〜3のいずれか記載のストレッチ編地を用いたアウターウエア。
【請求項1】
2種類のポリエステル重合体が繊維長さ方向に沿ってサイドバイサイド型に貼り合わされた複合繊維フィラメントであって、該2種類のポリエステル重合体のうち少なくとも一方が高収縮成分であるポリトリメチレンテレフタレートであり、他の一方が低収縮成分のポリエステルであり、かつ3次元コイル捲縮が発現され、構成糸条の単繊維コイル位相が異なっている複合繊維フィラメントを構成糸の全体重量の10%以上含み、タテ・ヨコ方向の平均伸長率が55%以上、平均伸長回復率が60%以上であるストレッチ編地を用いたアウターウエア。
【請求項2】
2種類のポリエステル重合体のうち少なくとも一方が、ポリトリメチレンテレフタレートを主体とする請求項1記載のストレッチ編地を用いたアウターウエア。
【請求項3】
サイドバイサイド型に貼り合わされた複合繊維が、単糸繊度0.1〜11デシテックス、総繊度11〜550デシテックスである請求項1または2記載のストレッチ編地を用いたアウターウエア。
【請求項4】
緯編地又は経編地である請求項1〜3のいずれか記載のストレッチ編地を用いたアウターウエア。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2009−191438(P2009−191438A)
【公開日】平成21年8月27日(2009.8.27)
【国際特許分類】
【出願番号】特願2009−131820(P2009−131820)
【出願日】平成21年6月1日(2009.6.1)
【分割の表示】特願2000−103323(P2000−103323)の分割
【原出願日】平成12年4月5日(2000.4.5)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成21年8月27日(2009.8.27)
【国際特許分類】
【出願日】平成21年6月1日(2009.6.1)
【分割の表示】特願2000−103323(P2000−103323)の分割
【原出願日】平成12年4月5日(2000.4.5)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]