
ストレッチ織物
【課題】ヨコ糸方向の応力の異なる帯状の領域が2種以上あり領域どうしの境界に縫い目がないことを特徴とする高伸長で伸長回復性に優れたストレッチ織物を提供する。
【解決手段】芯糸にスパンデックス繊維、鞘糸に合成繊維を用いた被覆糸をタテ糸およびヨコ糸に用いた織物において、タテおよびヨコ方向の少なくともいずれかの伸長率が40%以上あり伸長回復性に優れ、ヨコ糸方向の応力が大なる領域Aと小なる領域Bが隣接して、その境界に縫い目がないことから、一枚の織物で、領域により運動追随性(ストレッチ性)とコンプレッション(着圧)機能を合わせ持つ衣料を一枚の織物で縫い目なく形成することができるストレッチ織物。
【解決手段】芯糸にスパンデックス繊維、鞘糸に合成繊維を用いた被覆糸をタテ糸およびヨコ糸に用いた織物において、タテおよびヨコ方向の少なくともいずれかの伸長率が40%以上あり伸長回復性に優れ、ヨコ糸方向の応力が大なる領域Aと小なる領域Bが隣接して、その境界に縫い目がないことから、一枚の織物で、領域により運動追随性(ストレッチ性)とコンプレッション(着圧)機能を合わせ持つ衣料を一枚の織物で縫い目なく形成することができるストレッチ織物。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ヨコ糸方向の応力の異なる帯状の領域が2種以上あり領域どうしの境界に縫い目がないことを特徴とする高伸長で、伸長回復性に優れたストレッチ織物に関する。
【背景技術】
【0002】
近年動きやすさの要求によりストレッチのある織物が、スポーツ用途だけでなく一般用途のジャケットやスラックス、スカート、シャツなどに多様されている。しかし、インナーや肌に密着したスポーツウエアにおいては、高いストレッチ性と回復性が要求されるため伸び易い編物が多く使用され、織物は少ないのが現状である。しかし、編物はストレッチ性に優れるものの、目付があり生地が厚いという問題があるが、織物は軽量で生地が薄いため、競泳水着において近年多様されている。
また、最近のストレッチ性のあるスポーツウエアやスポーツインナー、水着およびサポート機能を持った衣料は、激しい動きに追従性する伸長率と回復性だけでなく身体の特定部分の締め付け力を高め、体型補正や筋肉の振動を抑制するコンプレッション機能が要求され、ストレッチ特性の異なる素材を組み合わせることにより、人体の特定部分の締め付けを強くして、ヒップアップ効果や、水中の流水抵抗軽減、運動機能アップ、姿勢を維持しやすくした機能を保持している。また、腕や足などの付け根の可動する関節部分のみ締め付け力を弱くして、より動きやすくするウエアが提案されている。
特許文献1では、軽量で、50%以上の高い伸長率と回復性に優れた織物が提案されているが、一枚の織物の中で異なる応力は備えていない。
従来、特許文献2に記載のような水着において、異なる伸長率や応力を備えるために、ストレッチ特性の異なる編地や織物を2種類以上組み合わせ、縫製や接着テープでつなぎあわせてきたが、2種のストレッチ素材の間に縫い目があることにより伸長率が低下し運動追随性が阻害されるという問題を有していた。また、肌側に縫い代があるため肌触りが悪く、縫製部分が皮膚に食い込み着脱後、皮膚に縫製部分の跡が残留したり、水着においては表側に凸が形成され流水抵抗が上がるという問題があった。
また、特許文献3ではストレッチ性に優れた伸縮性のある生地に伸縮性の低いポリウレタン製のパネルを接着させているが、パネルや樹脂の付着により、通気性が低下し着用時の蒸れが発生するという問題があった。
特許文献4では、弾性繊維の繊度を変更することにより異なる伸縮特性を持つ2種類の領域が隣接する編物が提案されているが、編物のみの記載であった。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2010-138496
【特許文献2】特開2011-137269
【特許文献3】特開2008-150767
【特許文献4】実開平5-19309
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明は、かかる従来技術の課題に鑑み、高伸長で伸長回復性に優れ、肌触りにも優れたストレッチ織物を提供せんとするものである。
【課題を解決するための手段】
【0005】
本発明は鋭意検討の結果、下記構成により達成できる事を見出した。
(1)芯糸にスパンデックス繊維、鞘糸に合成繊維を用いた被覆糸をタテ糸およびヨコ糸に用いた織物において、ヨコ糸方向の30%伸長時の応力が異なる帯状の領域が少なくとも2種存在し、該応力が異なる領域どうしの境界部分に縫い目がなく、タテ方向および/またはヨコ方向の伸長率が40%以上、タテ方向および/またはヨコ方向の伸長回復率が75%以上であることを特徴とするストレッチ織物。
(2)該応力が異なる領域が、応力が大なる領域Aと応力が小なる領域Bとからなり、該領域Aと該領域Bとが隣接して交互に存在する上記(1)記載のストレッチ織物。
(3)該応力が異なる領域が、応力が大なる領域Aと応力が小なる領域Bと該領域Bの応力を越え、該領域Aの応力未満の応力を有する領域Cとからなり、それぞれの領域どうしの境界部分に縫い目がないことを特徴とする上記(1)に記載のストレッチ織物。
(4) 応力が異なる帯状の領域における最大応力と最小応力の差として、最大応力が、最小応力の5%以上、50%以下であることを特徴とする上記1〜3のいずれかに記載のストレッチ織物。
【0006】
(5)該ストレッチ織物に表面平滑化加工および/または撥水加工が施されていることを特徴とする上記(1)から(4)のいずれかに記載のストレッチ織物。
(6)上記(1)から(5)のいずれかに記載の織物を少なくともその一部に用いたことを特徴とする衣料。
(7)上記(1)から(5)のいずれかに記載の織物を少なくともその一部に用いたことを特徴とする水着。
【発明の効果】
【0007】
本発明のヨコ糸方向の応力の異なる帯状の領域が2種以上あり領域どうしの境界に縫い目がない高伸長で伸長回復性に優れたストレッチ織物により、体型補正機能を持つインナーや、コンプレッション機能を持つ運動効果を高めたスポーツウエア、流水抵抗の少ない水着やサポート機能を持つ衣料に好適に使用されるストレッチ織物を提供することができる。
【図面の簡単な説明】
【0008】
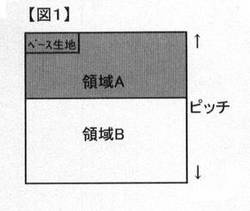
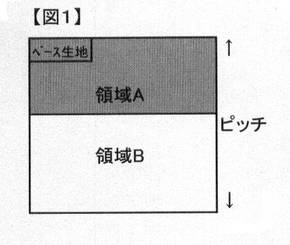
【図1】本発明の領域配置の一態様を示す。
【図2】本発明の領域配置の一態様を示す。
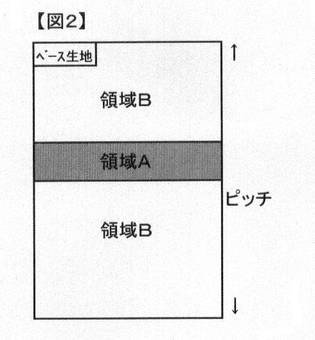
【図3】本発明の領域配置の一態様を示す。
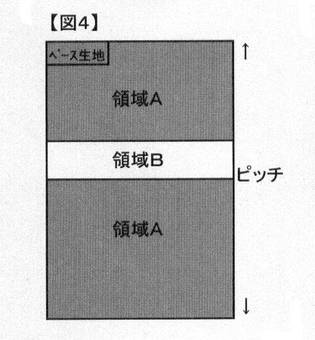
【図4】本発明の領域配置の一態様を示す。
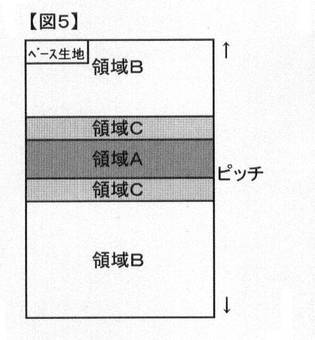
【図5】本発明の領域配置の一態様を示す。
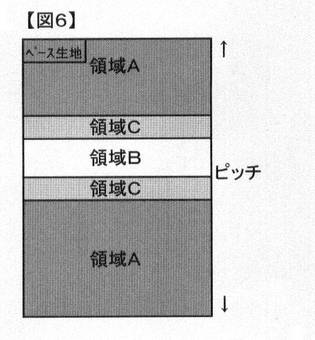
【図6】本発明の領域配置の一態様を示す。
【発明を実施するための形態】
【0009】
以下、本発明を詳細に説明する。
本発明は、芯糸にスパンデックス繊維、鞘糸に合成繊維を用いた被覆糸をタテ糸およびヨコ糸に用いたストレッチ織物で、ヨコ糸方向の応力が大なる低伸長領域とヨコ糸方向の応力が小なる高伸長領域が帯状に2種類以上隣接し、優れた伸長回復性能を有することを特徴とする。ストレッチ織物のヨコ糸方向の帯状に応力が強い領域と弱い領域を形成するには、ヨコ糸に使用するスパンデックス繊維のタイプや繊度を変更しても良いし、合成繊維の種類、繊度、断面形状、フィラメント数、生糸、加工糸などを変更しても良い。また、ヨコ糸の打ち込み密度を変更してもよい。さらに、平織、綾織、朱子織、ヨコ二重織、それらの変化組織などの組織を変更しても良いし、それら各々単独、またはそれらの組み合わせにより、ヨコ糸方向に応力の異なる帯状の領域を得ることができる。
30%伸長時の応力が異なる帯状の領域における最大応力と最小応力の差として、最大応力が、最小応力の5%以上であることがその差を好適に体感することができ好ましい。また、応力差が50%を越えると織物の加工時、織物の幅の変動が大きく、熱セット時ピンがセットされなくなったり、熱セットが不十分で寸法安定性に劣る場合がある。また、応力差が50%以上になるとシワ、斜行、パッカリングが発生し、加工工程通過性が悪くなり品位が低下する。そのため、応力差は、5%以上、50%以下が好ましい。応力の小なる領域Bと、応力の大なる領域Aとの間に、応力の小なる領域Bの応力を越え、応力の大なる領域Aの応力未満の応力を有する領域Cを形成することにより、領域Aと領域Bの応力差を大きくすることが可能になる。また、幅の変動やシワ、斜行、パッカリングの発生が少なくなり、伸長回復性に優れ、引き伸ばされて着用した時、表面の凹凸が少なく流水抵抗の増大を防ぐことが可能になる。
ヨコ糸方向の応力が大なる低伸長の領域Aとヨコ糸方向の応力が小なる高伸長の領域Bの帯状の幅は特に限定するものではないが、その構成について、図で説明する。
図1では、ベース生地を応力の大なる領域Aと隣接して、応力の小なる領域Bが形成されている。領域Aが締め付けの必要な腰部などに配置されていることが好ましい。
図2、図3、図5は、ベース生地が応力の小なる領域Bであり、その間に応力の大なる領域Aが帯状に形成され、領域Aが、ウエスト部や尻部、大腿部、上腕部など締め付け力が必要な個所に配置されていることが好ましい。
図4、図6は、ベース生地が応力の大なる領域Aであり、その間に応力の小なる領域Bが帯状に形成され、領域Bが、膝、肘、鼠径部など締め付けが不要な個所に配置されていることが好ましい。
図5や図6にある領域Cは領域Aと領域Bの間にあり、その応力も領域Bの応力を越え、領域Aの応力未満である。領域Cを形成することにより、領域Aと領域Bの応力差を大きくすることができ、シワ、斜行、パッカリングなどを軽減し、伸長回復性を高める効果がある。領域Cの幅は特に限定されるものではないが、ベース生地の領域の幅よりも小さい方が好ましい。
領域A、領域Bおよび領域Cを形成するヨコ糸は、各領域において一種類の被覆糸が用いられていてもよいし、各領域において二種、三種の被覆糸がそれぞれ組み合わされて用いられていてもよい。
織物は染色加工後の長さが通常約50mに設定されていることから、それぞれの領域の組み合わせを1ピッチとして何回か繰り返すことが可能である。
また、縫製時、領域Aと領域Bの境目について、明確に見分けが付くことが重要である。そのために、被覆糸の合成繊維の種類や繊度を変更するか、組織を変更することが好ましく、合成繊維の種類を変えて染色時に異なるカラーで染色するとより明確になり好ましい。また、1リピートごとに目印を付けるために、耳組織を変更することも好ましい。
本発明において、織物に使用する糸は、芯糸にスパンデックス繊維、鞘糸に合成繊維を用いた被覆糸であることが重要である。スパンデックス糸と合成繊維による被覆糸は、伸長率と伸長回復性に優れ、密着したインナーや水着、スポーツウエアに必要な強度も合わせ持っている。芯にスパンデックス糸、鞘に合成繊維を用いた被覆糸は、カバーリング機を用いて得られるカバーリング糸であっても良いし、引きそろえ後、合撚した糸であっても良い。また、スパンデックス糸と合成繊維をエアー加工機にて、タスランノズルや交絡ノズルを用いて、混繊交絡した複合繊維であっても良い。カバーリング糸の方が芯のスパンデックス糸の被覆性がよくより好ましい。カバーリングの方式は芯糸に一方向の糸をカバーリングするシングルカバーリングと、芯糸に、右方向と左方向の糸がカバーされるダブルカバーリングが公知の方法として知られているが、本発明では目付を低減する場合は、シングルカバーリングが好ましい。またカバーリングの際、スパンデックス繊維に適度なドラフトを掛けて行われるが、高いストレッチ織物とするためにはそのドラフト率は3倍以上、より好ましくは3.5倍以上、4倍以下にすることが好ましい。ドラフト率が3倍未満では高ストレッチ織物にすることが不十分となる場合があり、逆に4倍を越えると被覆糸作製時にスパンデックス繊維の糸切れ等が発生し工程通過性が悪化する傾向にある。
【0010】
芯糸のスパンデックス繊維の太さは、22デシテックス以上156デシテックス以下が好ましい。ヨコ方向の30%伸長時の応力が小なる領域Bは伸びやすく、運動追随性が求められる部分に使用されるのに適し、ヨコ方向の30%伸長時の応力が大なる領域Aは伸びにくく、締め付け力が求められる部分に使用されるのに適している。ストレッチ織物の伸長時の応力はスパンデックス繊維の太さのみで決まるものではないが、スパンデックス繊維の太さにおいて、応力が大なる領域Aのスパンデックス繊維の繊度が、応力が小なる領域Bのスパンデッスク繊維の繊度よりも同じか太いことが好ましい。スパンデックス繊維の繊度が22デシテックス未満であると高いストレッチ性が得られにくく、スパンデックス繊維が156デシテックスを超えると応力は高いものの、目付が重くなる。
織物の目付としては軽量化の点で、250g/m2以下とすることが好ましい。また使用するスパンデックス糸は公知のものでよく、例えば旭化成繊維株式会社の“ロイカ”や東レ・オペロンテックス株式会社の“ライクラ”等を使用すればよい。スパンデクス繊維の種類により、応力が異なることから、適宜使用領域により選択することが好ましい。ただし水着の場合は、プールでの使用が前提となるため、好ましくは“ロイカSP”や“ライクラ−176B”、“ライクラ−254B”、“ライクラ−909B”等耐塩素性に優れたスパンデックス繊維を用いることが好ましい。
鞘糸には周知の合成繊維を用いればよい。合成繊維には各種あるが、ポリアミド系繊維や、ポリエステル系繊維を用いることが、強度や加工性の面から好ましい。ポリアミド系繊維にも各種あるが、強度面およびスパンデックス混織物の加工性の面からナイロン6、ナイロン66、ナイロン610を用いることが好ましい。
またポリエステル系繊維にはポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリトリメチレンテレフタレート等いずれを使用しても良いが、良好な熱セット性を求めるのであればポリエチレンテレフタレート、高伸度を求めるのであればポリブチレンテレフタレート、ポリトリメチレンテレフタレートを選択する等適宜選択することが出来る。ただし、これら繊維は一般に分散染料を用いて染められるが、分散染料はポリウレタン繊維に汚染してしまうため、最終製品に置いて色移り等堅牢度不良を発生させることがある。そのためカチオン染料で染色することの出来るカチオン可染ポリエステル系繊維を用いることが好ましい。ナイロンとの交織品の場合、カチオン可染ポリエステル系繊維の中でも100℃以下で染色可能な常圧カチオン可染ポリエステルがより好ましい。
さらに、水着用途では、ポリプロピレン繊維を用いることも好ましい。ポリプロピレン繊維は、疎水性のため、布帛での撥水性能が向上する。ただし、染まりにくいという欠点があるため、原着糸を用いることが、より好ましい。
鞘糸の合成繊維の繊度は、17デシテックス以上、165デシテックス以下であることが軽量化を図る上で、特に目付250g/m2以下とすることができ好ましい。ストレッチ織物の伸長時の応力は合成繊維の太さのみで決まるものではないが、該ストレッチ織物のヨコ糸方向の伸長時の応力が大なる領域Aの合成繊維の繊度が、応力が小なる領域Bの合成繊維の繊度よりも同じか大きいことが好ましい。
鞘糸に用いる合成繊維の繊維形態および断面形状には特に制限は無いが、高いストレッチ織物とするためには鞘糸となる合成繊維に周知の手法により仮撚加工を施し、捲縮を付与しておくことが好ましい。一般にスパンデックス混織物は、芯糸となるスパンデックスの伸度不足ではなく、鞘糸の糸長が不足するためにストレッチ性に制限が出ることが多く、鞘糸に捲縮を与えることで、捲縮を有しない生糸使い品よりもストレッチ率を高くすることが出来る。仮撚加工の方法にはピンタイプ、フリクションタイプ、ベルトタイプ等種々存在するが、本発明においてはその方法に特に限定はない。ただし総繊度が細い合成繊維を用いる場合は、ピンタイプを用いることが好ましく、フリクションを用いる場合はディスク枚数を増やす等総繊度の細い合成繊維に対応した仮撚を施すことが好ましい。これらの手法により得られた芯スパンデックス、鞘合成繊維による被覆糸を用いた織物は、タテ、ヨコそれぞれの少なくとも一方の伸長率が40%以上となるよう織物設計、染色加工を行う必要がある。
タテ方向の伸長率を40%以上にするためには、織機ヨコ入れ密度に対する仕上ヨコ密度を調整することにより、タテ収縮率を60%以上にすることが好ましい。ヨコ方向の伸長率を40%以上にするためには、筬入幅に対する仕上幅を調整することにより、ヨコ収縮率を65%以上とすることが好ましい。タテ収縮率、ヨコ収縮率を高くするためには、生機密度を通常設計よりも低くしなければならないが、生機密度を低くし過ぎると、続く染色加工にて、目ズレやシワ等の問題が発生し易くなるため、前述の収縮率を達成し、かつ問題が発生しない範囲に、生機密度を設定することが好ましい。タテの伸長率を40%以上にするためには、通常の設計よりも織機のヨコ入れ本数を少なくし、仕上がりのヨコ密度を通常の設計よりも多くするとタテ収縮率が高くなり、タテの伸長率を40%以上にすることができる。以上のことから、領域Aに隣接して領域Bを形成する場合、領域Bの合成繊維やライクラの繊度を細くしても、生機の隙間が大きく、加工収縮が多くなり、かえって密度がふえる可能性がある。
ヨコの伸長率を40%以上にするために、通常の設計よりも織機上のタテ糸本数を少なくし、仕上がり幅を通常の設計よりも小さくし、タテ密度を多くするとヨコの収縮率が高くなり40%以上にすることができる。
製織にはポリウレタン繊維をヨコ糸として使用するため、ヨコ入れピーク張力の高いウォータージェットルーム(WJL)は好ましくなく、エアージェットルーム(AJL)もしくはレピアルームを使用することが好ましい。タテ収縮率、ヨコ収縮率の定義は以下のとおりである。
【0011】
タテ収縮率(%)=(仕上ヨコ密度−織機ヨコ入れ本数)÷織機ヨコ入れ本数×100
ヨコ収縮率(%)=(筬入幅−仕上幅)÷仕上幅×100
ヨコ方向に帯状の異なる応力の領域を得るために、ヨコ糸の打ち込み本数を変更することも好ましい。
染色仕上においては既存の2WAY織物もしくは編物を加工する公知のプロセスを利用することが出来る。具体的プロセスは拡布精練/リラックス、中間セット、染色、仕上げセットや生機セット、液流精練/リラックス、染色、仕上げセット等目的とする織物のストレッチ率や表面品位の状態により適宜選択すればよい。
【0012】
さらに競泳水着用途には、仕上げ加工においては撥水加工を生地に施すことが好ましい。水着の生地への保水率が高いと着用時の負荷が高くなり、撥水加工を施すことでその負荷を軽減することが出来る。撥水加工はストレッチ織物全面に施しても良いが、水抜け性を加味し、部分的に撥水加工を施しても良い。
また水に対する生地の表面抵抗を下げ、かつ保水率を下げるためにはストレッチ織物にカレンダー加工のような表面を平滑化処理することが好ましい。加工機としては通常の加熱ロールとペーパーロール、またはコットンロールよりなるカレンダー加工機、板状物を用いたカレンダー加工機を用いればよい。なお加熱金属ロールを用いる場合は鏡面ロールであることが好ましい。またその他手法として生地を縫製品にするため裁断後に熱プレスを行う事でも平滑化する事が出来る。なお、競泳水着用の織物として用いる場合、特開2003-328212等に記載されている様にカレンダー加工条件は、織物の幅100〜220cmに対して、線圧で1〜60t程度とし、ロール温度は160〜250℃の範囲から、ナイロン6織物、ナイロン66織物、ナイロン610織物、ポリエステル織物など素材により適宜選択することが好ましい。
【0013】
これら構成で得られたストレッチ織物はタテ、ヨコ少なくともいずれかの伸長率が40%以上であり、さらに、タテ、ヨコ両方向の伸長率が40%以上であることがより好ましい。
繊維機械学会誌36巻6号(1983)「皮膚伸びと衣服伸び」原田隆司他著によると動作による皮膚の伸びは女性の場合、後肘部(肘頭部)にて垂直方向で62%、腋窩部にて垂直方向66%であり、皮膚に密着する水着で運動追随性を求める場合は、皮膚伸びと同等の伸長率を応力の小なる領域Bにおいて、少なくともタテヨコいずれか一方向は保有することが好ましい。
また、競泳水着は人体より約30%から40%近く小さいパターンで作製されることから、皮膚伸び+30%の伸長率がより好ましい。皮膚伸びが必要な部分に、伸びの大きい領域Bを配置し、皮膚伸びが小さい部分に伸びの小さい領域Aを使用することが好ましい。皮膚伸びが小さい部分であっても着脱を考慮するとタテヨコいずれかの伸長率が40%以上あることが好ましい。なおここで伸長率はJIS L1096A法(カットストリップ法)にて測定された値を示す。
【0014】
また人体にゆとりなく着用される水着、スポーツウエア、スポーツアンダーウエアは人体よりも小さく作製されており、競泳水着の場合30〜40%小さいパターンで作製されている。その30%伸長する時の応力が締め付ける力になり、着圧として働く。締め付けが必要な人体の部分の着圧が大きいほど人体の筋肉を押さえつけ体積が小さくなり、水着の場合、水中での抵抗が小さくなる。スパンデックス繊維や合成繊維の繊度、フィラメント数、ドラフト数、撚り係数、生機の密度や仕上密度などの組み合わせを適宜選択することにより可能である。
また、運動により伸長されたウエアの追随性が必要で、伸ばされた後に身体の動きに沿って瞬時に回復することが必要である。また、ヨコ糸方向に異なる領域を2種類以上形成する場合、応力が異なることから伸長回復性に劣る傾向が認められることから、本発明のストレッチ織物はタテ方向および/またはヨコ方向の伸長回復率が75%以上であることが好ましい。特に競泳水着等肌に密着し、かつ激しい動きを有する競技に使用される場合、伸長回復率は80%以上あることがより好ましい。
本発明のストレッチ織物は、人体に密着した衣料や、コンプレッションを必要とする衣料として好ましく用いられ、具体的には水着、スケートウエア、スキーウエア、ジャンプスーツ、レオタード、サッカーウエア、野球ユニフォーム、登山用ウエアなどの各種スポーツウエアや、スポーツインナー、サポート機能を持つ肌着などの衣料やサポーターを好ましい用途として例示することができる。
【実施例】
【0015】
以下、実施例により本発明を詳細に説明するが、本発明はこれらに限定されるものではない。
【0016】
実施例中の評価は次の方法で実施した。
〔伸長率〕
JIS L1096 A法 カットストリップ法に準じて測定した。
試験片の幅5cm、つかみ間隔20cmとした。
初荷重は試験片の幅で1mの長さにかかる重力に相当する荷重とした。
引張速度20cm/minとした。
17.7N(1.8kg)荷重時の伸長率(%)を測定した。
【0017】
ベース素材と隣接する領域および交互に隣接する領域を含んだタテ糸方向の伸長率を3回測定し平均して表示する。交互に隣接する領域が多く、つかみ間隔の20cmを超える場合は、長さ方向に2箇所以上に分けて測定した。
【0018】
ヨコ方向は、ベース素材と隣接する領域すべてについて、個別に測定する。帯状の幅が5cm未満の場合は、測定可能な幅で計測した。
〔30%伸長時の応力〕
ヨコ糸方向の伸長率測定時の30%伸長時の応力(N)を求め、1cm当りに換算した。
【0019】
ベース素材と隣接する領域すべてについて、個別に測定し、帯状の幅が5cm未満の場合は、測定可能な幅で計測し、1cm当たりのN/cmで表示した。
【0020】
最大領域と最小領域の差は、応力が小なる領域を元に、応力が大なる領域との差をパーセンテージで算出した。
〔伸長回復率〕
JIS L1096 A法に準じて測定した。
試験片の幅は5cm、つかみ間隔は20cmとした。
初荷重は試験片の幅で1mの長さにかかる重力に相当する荷重とした。
引張速度20cm/minとした。
17.7N(1.8kg)までの伸長を5回繰り返し下記式で伸長回復率を算出した。
【0021】
伸長率の測定と同様に、タテ糸方向は、ベース素材と隣接する領域および交互に隣接する領域を含んだタテ糸方向のN=3を平均して表示した。交互に隣接する領域が多く、つかみ間隔の20cmを超える場合は、長さ方向に2箇所以上分けて測定した。
【0022】
ヨコ糸方向は、ベース素材と隣接する領域すべてについて、個別に測定し、帯状の幅が5cm未満の場合は、測定可能な幅で計測し、3回の平均で表示した
伸長回復率=(L10−L‘10)/L10*100
L10=17.7N荷重時の伸び(cm)
L‘10=5回繰り返し荷重した後の残留のび(cm)
[実施例1]
芯糸として東レ・オペロンテックス株式会社の耐塩素ライクラ“ライクラ−254B”33Tを用い、鞘糸として22デシテックス20フィラメントのナイロン6生糸、芯糸のドラフト率3.5倍にて撚り数1400T/Mのシングルカバーリング糸を作製した。このカバーリング糸を(1)とする。芯糸として東レ・オペロンテックス株式会社の耐塩素ライクラ“ライクラ−254B”55Tを用い、78デシテックス68フィラメントのナイロン6生糸を用い、芯糸のドラフト率3.4倍にて撚り数800T/M、シングルカバーリング糸を作製した。このカバーリング糸を(2)とする。
ベース素材の応力の大なる領域Aについて(1)の糸をタテ糸に、レピア織機で筬密度90羽/鯨寸(3.788cm)、筬入れ2本入れ、ヨコ糸に(1)の糸と(2)の糸を1本交互にヨコ密度100本/2.54cmにて製品で幅15cmになるようヨコ糸を打ち込み平織を製織した。連続して応力の小なる領域Bについて、ヨコ糸として(1)の糸を15本、(2)の糸を2本の繰り返しでヨコ密度100本/2.54cmにて製品で幅35cmになるようヨコ糸を打ち打ち込み平織を製織した。図1に概要を示す。生機を開布の状態でリラックス精練後、中間セット、液流染色機90℃で酸性染料にて紺色に染色を行った後、過剰な張力をかけず有り幅にて仕上げセットを行った。得られた織物のタテ糸方向の領域A10cmと連続する領域B10cmをつかみ間隔20cmで測定した伸長率が40%以上あり、30%伸長時のヨコ糸方向の応力は、領域Aが1.4N/cmに対し、領域Bの応力が1.2N/cmでありその差は17%であった。伸長回復率は伸長率測定と同条件のタテ糸方向と、領域Aおよび領域Bのいずれのヨコ糸方向も75%以上であった。領域Aを前身頃と後身頃の腰周りに、それ以外の部分に領域Bを配置しメンズ水着を作製した。領域AとBの差および領域Aのサポート力が体感できた。縫い目がある織物と比較し、織物表面の凹凸が少なく流水抵抗性に優れていた。伸長率などを表1に示した。
[実施例2]
芯糸として東レ・オペロンテックス株式会社の耐塩素ライクラ“ライクラ−254B”44Tを用い、鞘糸として22デシテックス24フィラメントのナイロン610の生糸を芯糸のドラフト率3.5倍にて撚り数1400T/Mのシングルカバーリング糸を作製した。このカバーリング糸を(3)とする。芯糸として東レ・オペロンテックス株式会社の耐塩素ライクラ“ライクラ−254B”55Tを用い、33デシテックス24フィラメントのカチオン可染ポリエステル糸を用い、芯糸のドラフト率3.5倍にて撚り数1400T/M、シングルカバーリング糸を作製した。このカバーリング糸を(4)とする。
ベース素材の応力の小なる領域Bについて、(3)の糸をタテ糸・ヨコ糸に用いレピア織機で筬密度90羽/鯨寸(3.788cm)、筬入れ2本入れ、ヨコ密度103本/2.54cmにて製品で幅15cmになるようヨコ糸を打ち込み平織を製織した。連続して領域Cについて、ヨコ糸として(3)の糸を15本、(4)の糸を15本の繰り返しでヨコ密度103本/2.54cmにて製品で幅5cmになるようヨコ糸を打ち込み平織を製織した。連続して領域Aについて(4)の糸をヨコ密度103本/2.54cmにて製品で幅10cmになるようにヨコ糸を打ち込み平織を製織した。引き続き領域Cを同糸使いで同条件で製品で幅5cmになるように平織りを製織後、連続して領域Bを同糸使いで同条件で製品で幅15cmになるように平織を製織した。領域B+領域C+領域A+領域C+領域Bを1ピッチとして生機を得た。図5に概要を示す。生機を開布の状態でリラックス精練後、中間セット、液流染色機で120℃で、酸性染料でナイロン610を黒色に、カチオン可染染料でカチオン可染ポリエステルを赤色に染色した後、過剰な張力をかけず有り幅にて仕上げセットを行った。得られた織物のタテ糸方向の領域B7.5cmと領域C5cm、領域A7.5cmをつかみ間隔20cmで測定した伸長率が40%以上あり、30%伸長時のヨコ糸方向の応力が領域B1.2N/cm、領域C1.4N/cm、領域A1.7N/cmであった。領域Bの応力と領域Aの応力差は42%であった。伸長回復率は伸長率測定と同条件のタテ糸方向と、領域A、領域Bおよび領域Cのいずれのヨコ糸方向も75%以上であった。後身頃の尻部分に領域Aを配置し、前身頃は実施例1と同じにしてメンズ水着を作製した。尻部分のサポート力が体感でき、運動追随性は問題なく、縫い目がある織物と比較し、織物表面の凹凸が少なく流水抵抗性に優れていた。伸長率などを表1に示した。
[比較例1]
実施例2の領域Bと同じ糸使い(3)にて同条件で製品にして35cmになるように平織を製織後、連続して領域Aについてヨコ糸(3)を15本、(4)を2本の繰り返しでヨコ密度103本/2.54cmにて製品で幅15cmになるようにヨコ糸を打ち込み平織を製織した。領域Aと領域Bを1ピッチとして生機を得、実施例2と同条件で染色加工を行った。得られた織物のタテ糸方向の領域B10cmと領域A10cmの伸長率が40%以上あるが、30%伸長時のヨコ糸方向の応力が領域B1.2N/cm、領域A1.25N/cmで、領域Bの応力と領域Aの応力差は4%であった。伸長回復率は伸長率測定と同条件のタテ糸方向と、領域A、領域Bおよび領域Cのいずれのヨコ糸方向も75%以上であった。実施例1と同じく領域Aを前身頃と後身頃の腰周りに、それ以外の部分に領域Bを配置しメンズ水着を作製した。領域AとBの差を体感することができなかった。伸長率などを表1に示した。
[比較例2]
芯糸として東レ・オペロンテックス株式会社の耐塩素ライクラ“ライクラ−254B”55Tを用い、44デシテックス36フィラメントのカチオン可染ポリエステル糸を用い、芯糸のドラフト率3.5倍にて撚り数1400T/M、シングルカバーリング糸を作製した。このカバーリング糸を(5)とする。
実施例2の領域Bと同じ糸使い(3)にて同条件で製品にして35cmになるように平織を製織した、連続して領域Aについてヨコ糸(5)でヨコ密度103本/2.54cmにて製品で幅15cmになるようにヨコ糸を打ち込み平織を製織した。領域Aと領域Bを1ピッチとして生機を得え、実施例2と同条件で染色加工を行った。得られた織物のタテ糸方向の領域B10cmと領域A10cmの伸長率が40%以上あるが、30%伸長時のヨコ糸方向の応力が領域B1.2N/cm、領域A2.1N/cmであった。領域Bの応力と領域Aの応力差は75%あり、領域AとBの収縮差が大きくパッカリング、シワが発生した。伸長回復率は伸長率測定と同条件のタテ糸方向と、領域Bのヨコ糸方向は75%以上であったが、領域Aの伸長回復率が75%以下であった。実施例1と同じく領域Aを前身頃と後身頃の腰周りに、それ以外の部分に領域Bを配置しメンズ水着を作製した。領域AとBの差を体感することができたが、領域AとBの差が大きく引き伸ばして着用しても凹凸が残留し流水抵抗に劣るものであった。伸長率などを表1に示した。
【0023】
【表1】

【産業上の利用可能性】
【0024】
本発明に係るストレッチ織物は、ヨコ糸方向の応力の異なる帯状の領域が2種以上あり領域どうしの境界に縫い目がない高伸長で伸長回復性に優れたストレッチ織物により、体型補正機能を持つインナーや、コンプレッション機能を持つ運動効果を高めたスポーツウエア、流水抵抗の少ない水着やサポート機能を持つ衣料に好適に使用されるストレッチ織物を提供することができる。
【技術分野】
【0001】
本発明は、ヨコ糸方向の応力の異なる帯状の領域が2種以上あり領域どうしの境界に縫い目がないことを特徴とする高伸長で、伸長回復性に優れたストレッチ織物に関する。
【背景技術】
【0002】
近年動きやすさの要求によりストレッチのある織物が、スポーツ用途だけでなく一般用途のジャケットやスラックス、スカート、シャツなどに多様されている。しかし、インナーや肌に密着したスポーツウエアにおいては、高いストレッチ性と回復性が要求されるため伸び易い編物が多く使用され、織物は少ないのが現状である。しかし、編物はストレッチ性に優れるものの、目付があり生地が厚いという問題があるが、織物は軽量で生地が薄いため、競泳水着において近年多様されている。
また、最近のストレッチ性のあるスポーツウエアやスポーツインナー、水着およびサポート機能を持った衣料は、激しい動きに追従性する伸長率と回復性だけでなく身体の特定部分の締め付け力を高め、体型補正や筋肉の振動を抑制するコンプレッション機能が要求され、ストレッチ特性の異なる素材を組み合わせることにより、人体の特定部分の締め付けを強くして、ヒップアップ効果や、水中の流水抵抗軽減、運動機能アップ、姿勢を維持しやすくした機能を保持している。また、腕や足などの付け根の可動する関節部分のみ締め付け力を弱くして、より動きやすくするウエアが提案されている。
特許文献1では、軽量で、50%以上の高い伸長率と回復性に優れた織物が提案されているが、一枚の織物の中で異なる応力は備えていない。
従来、特許文献2に記載のような水着において、異なる伸長率や応力を備えるために、ストレッチ特性の異なる編地や織物を2種類以上組み合わせ、縫製や接着テープでつなぎあわせてきたが、2種のストレッチ素材の間に縫い目があることにより伸長率が低下し運動追随性が阻害されるという問題を有していた。また、肌側に縫い代があるため肌触りが悪く、縫製部分が皮膚に食い込み着脱後、皮膚に縫製部分の跡が残留したり、水着においては表側に凸が形成され流水抵抗が上がるという問題があった。
また、特許文献3ではストレッチ性に優れた伸縮性のある生地に伸縮性の低いポリウレタン製のパネルを接着させているが、パネルや樹脂の付着により、通気性が低下し着用時の蒸れが発生するという問題があった。
特許文献4では、弾性繊維の繊度を変更することにより異なる伸縮特性を持つ2種類の領域が隣接する編物が提案されているが、編物のみの記載であった。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2010-138496
【特許文献2】特開2011-137269
【特許文献3】特開2008-150767
【特許文献4】実開平5-19309
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明は、かかる従来技術の課題に鑑み、高伸長で伸長回復性に優れ、肌触りにも優れたストレッチ織物を提供せんとするものである。
【課題を解決するための手段】
【0005】
本発明は鋭意検討の結果、下記構成により達成できる事を見出した。
(1)芯糸にスパンデックス繊維、鞘糸に合成繊維を用いた被覆糸をタテ糸およびヨコ糸に用いた織物において、ヨコ糸方向の30%伸長時の応力が異なる帯状の領域が少なくとも2種存在し、該応力が異なる領域どうしの境界部分に縫い目がなく、タテ方向および/またはヨコ方向の伸長率が40%以上、タテ方向および/またはヨコ方向の伸長回復率が75%以上であることを特徴とするストレッチ織物。
(2)該応力が異なる領域が、応力が大なる領域Aと応力が小なる領域Bとからなり、該領域Aと該領域Bとが隣接して交互に存在する上記(1)記載のストレッチ織物。
(3)該応力が異なる領域が、応力が大なる領域Aと応力が小なる領域Bと該領域Bの応力を越え、該領域Aの応力未満の応力を有する領域Cとからなり、それぞれの領域どうしの境界部分に縫い目がないことを特徴とする上記(1)に記載のストレッチ織物。
(4) 応力が異なる帯状の領域における最大応力と最小応力の差として、最大応力が、最小応力の5%以上、50%以下であることを特徴とする上記1〜3のいずれかに記載のストレッチ織物。
【0006】
(5)該ストレッチ織物に表面平滑化加工および/または撥水加工が施されていることを特徴とする上記(1)から(4)のいずれかに記載のストレッチ織物。
(6)上記(1)から(5)のいずれかに記載の織物を少なくともその一部に用いたことを特徴とする衣料。
(7)上記(1)から(5)のいずれかに記載の織物を少なくともその一部に用いたことを特徴とする水着。
【発明の効果】
【0007】
本発明のヨコ糸方向の応力の異なる帯状の領域が2種以上あり領域どうしの境界に縫い目がない高伸長で伸長回復性に優れたストレッチ織物により、体型補正機能を持つインナーや、コンプレッション機能を持つ運動効果を高めたスポーツウエア、流水抵抗の少ない水着やサポート機能を持つ衣料に好適に使用されるストレッチ織物を提供することができる。
【図面の簡単な説明】
【0008】
【図1】本発明の領域配置の一態様を示す。
【図2】本発明の領域配置の一態様を示す。
【図3】本発明の領域配置の一態様を示す。
【図4】本発明の領域配置の一態様を示す。
【図5】本発明の領域配置の一態様を示す。
【図6】本発明の領域配置の一態様を示す。
【発明を実施するための形態】
【0009】
以下、本発明を詳細に説明する。
本発明は、芯糸にスパンデックス繊維、鞘糸に合成繊維を用いた被覆糸をタテ糸およびヨコ糸に用いたストレッチ織物で、ヨコ糸方向の応力が大なる低伸長領域とヨコ糸方向の応力が小なる高伸長領域が帯状に2種類以上隣接し、優れた伸長回復性能を有することを特徴とする。ストレッチ織物のヨコ糸方向の帯状に応力が強い領域と弱い領域を形成するには、ヨコ糸に使用するスパンデックス繊維のタイプや繊度を変更しても良いし、合成繊維の種類、繊度、断面形状、フィラメント数、生糸、加工糸などを変更しても良い。また、ヨコ糸の打ち込み密度を変更してもよい。さらに、平織、綾織、朱子織、ヨコ二重織、それらの変化組織などの組織を変更しても良いし、それら各々単独、またはそれらの組み合わせにより、ヨコ糸方向に応力の異なる帯状の領域を得ることができる。
30%伸長時の応力が異なる帯状の領域における最大応力と最小応力の差として、最大応力が、最小応力の5%以上であることがその差を好適に体感することができ好ましい。また、応力差が50%を越えると織物の加工時、織物の幅の変動が大きく、熱セット時ピンがセットされなくなったり、熱セットが不十分で寸法安定性に劣る場合がある。また、応力差が50%以上になるとシワ、斜行、パッカリングが発生し、加工工程通過性が悪くなり品位が低下する。そのため、応力差は、5%以上、50%以下が好ましい。応力の小なる領域Bと、応力の大なる領域Aとの間に、応力の小なる領域Bの応力を越え、応力の大なる領域Aの応力未満の応力を有する領域Cを形成することにより、領域Aと領域Bの応力差を大きくすることが可能になる。また、幅の変動やシワ、斜行、パッカリングの発生が少なくなり、伸長回復性に優れ、引き伸ばされて着用した時、表面の凹凸が少なく流水抵抗の増大を防ぐことが可能になる。
ヨコ糸方向の応力が大なる低伸長の領域Aとヨコ糸方向の応力が小なる高伸長の領域Bの帯状の幅は特に限定するものではないが、その構成について、図で説明する。
図1では、ベース生地を応力の大なる領域Aと隣接して、応力の小なる領域Bが形成されている。領域Aが締め付けの必要な腰部などに配置されていることが好ましい。
図2、図3、図5は、ベース生地が応力の小なる領域Bであり、その間に応力の大なる領域Aが帯状に形成され、領域Aが、ウエスト部や尻部、大腿部、上腕部など締め付け力が必要な個所に配置されていることが好ましい。
図4、図6は、ベース生地が応力の大なる領域Aであり、その間に応力の小なる領域Bが帯状に形成され、領域Bが、膝、肘、鼠径部など締め付けが不要な個所に配置されていることが好ましい。
図5や図6にある領域Cは領域Aと領域Bの間にあり、その応力も領域Bの応力を越え、領域Aの応力未満である。領域Cを形成することにより、領域Aと領域Bの応力差を大きくすることができ、シワ、斜行、パッカリングなどを軽減し、伸長回復性を高める効果がある。領域Cの幅は特に限定されるものではないが、ベース生地の領域の幅よりも小さい方が好ましい。
領域A、領域Bおよび領域Cを形成するヨコ糸は、各領域において一種類の被覆糸が用いられていてもよいし、各領域において二種、三種の被覆糸がそれぞれ組み合わされて用いられていてもよい。
織物は染色加工後の長さが通常約50mに設定されていることから、それぞれの領域の組み合わせを1ピッチとして何回か繰り返すことが可能である。
また、縫製時、領域Aと領域Bの境目について、明確に見分けが付くことが重要である。そのために、被覆糸の合成繊維の種類や繊度を変更するか、組織を変更することが好ましく、合成繊維の種類を変えて染色時に異なるカラーで染色するとより明確になり好ましい。また、1リピートごとに目印を付けるために、耳組織を変更することも好ましい。
本発明において、織物に使用する糸は、芯糸にスパンデックス繊維、鞘糸に合成繊維を用いた被覆糸であることが重要である。スパンデックス糸と合成繊維による被覆糸は、伸長率と伸長回復性に優れ、密着したインナーや水着、スポーツウエアに必要な強度も合わせ持っている。芯にスパンデックス糸、鞘に合成繊維を用いた被覆糸は、カバーリング機を用いて得られるカバーリング糸であっても良いし、引きそろえ後、合撚した糸であっても良い。また、スパンデックス糸と合成繊維をエアー加工機にて、タスランノズルや交絡ノズルを用いて、混繊交絡した複合繊維であっても良い。カバーリング糸の方が芯のスパンデックス糸の被覆性がよくより好ましい。カバーリングの方式は芯糸に一方向の糸をカバーリングするシングルカバーリングと、芯糸に、右方向と左方向の糸がカバーされるダブルカバーリングが公知の方法として知られているが、本発明では目付を低減する場合は、シングルカバーリングが好ましい。またカバーリングの際、スパンデックス繊維に適度なドラフトを掛けて行われるが、高いストレッチ織物とするためにはそのドラフト率は3倍以上、より好ましくは3.5倍以上、4倍以下にすることが好ましい。ドラフト率が3倍未満では高ストレッチ織物にすることが不十分となる場合があり、逆に4倍を越えると被覆糸作製時にスパンデックス繊維の糸切れ等が発生し工程通過性が悪化する傾向にある。
【0010】
芯糸のスパンデックス繊維の太さは、22デシテックス以上156デシテックス以下が好ましい。ヨコ方向の30%伸長時の応力が小なる領域Bは伸びやすく、運動追随性が求められる部分に使用されるのに適し、ヨコ方向の30%伸長時の応力が大なる領域Aは伸びにくく、締め付け力が求められる部分に使用されるのに適している。ストレッチ織物の伸長時の応力はスパンデックス繊維の太さのみで決まるものではないが、スパンデックス繊維の太さにおいて、応力が大なる領域Aのスパンデックス繊維の繊度が、応力が小なる領域Bのスパンデッスク繊維の繊度よりも同じか太いことが好ましい。スパンデックス繊維の繊度が22デシテックス未満であると高いストレッチ性が得られにくく、スパンデックス繊維が156デシテックスを超えると応力は高いものの、目付が重くなる。
織物の目付としては軽量化の点で、250g/m2以下とすることが好ましい。また使用するスパンデックス糸は公知のものでよく、例えば旭化成繊維株式会社の“ロイカ”や東レ・オペロンテックス株式会社の“ライクラ”等を使用すればよい。スパンデクス繊維の種類により、応力が異なることから、適宜使用領域により選択することが好ましい。ただし水着の場合は、プールでの使用が前提となるため、好ましくは“ロイカSP”や“ライクラ−176B”、“ライクラ−254B”、“ライクラ−909B”等耐塩素性に優れたスパンデックス繊維を用いることが好ましい。
鞘糸には周知の合成繊維を用いればよい。合成繊維には各種あるが、ポリアミド系繊維や、ポリエステル系繊維を用いることが、強度や加工性の面から好ましい。ポリアミド系繊維にも各種あるが、強度面およびスパンデックス混織物の加工性の面からナイロン6、ナイロン66、ナイロン610を用いることが好ましい。
またポリエステル系繊維にはポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリトリメチレンテレフタレート等いずれを使用しても良いが、良好な熱セット性を求めるのであればポリエチレンテレフタレート、高伸度を求めるのであればポリブチレンテレフタレート、ポリトリメチレンテレフタレートを選択する等適宜選択することが出来る。ただし、これら繊維は一般に分散染料を用いて染められるが、分散染料はポリウレタン繊維に汚染してしまうため、最終製品に置いて色移り等堅牢度不良を発生させることがある。そのためカチオン染料で染色することの出来るカチオン可染ポリエステル系繊維を用いることが好ましい。ナイロンとの交織品の場合、カチオン可染ポリエステル系繊維の中でも100℃以下で染色可能な常圧カチオン可染ポリエステルがより好ましい。
さらに、水着用途では、ポリプロピレン繊維を用いることも好ましい。ポリプロピレン繊維は、疎水性のため、布帛での撥水性能が向上する。ただし、染まりにくいという欠点があるため、原着糸を用いることが、より好ましい。
鞘糸の合成繊維の繊度は、17デシテックス以上、165デシテックス以下であることが軽量化を図る上で、特に目付250g/m2以下とすることができ好ましい。ストレッチ織物の伸長時の応力は合成繊維の太さのみで決まるものではないが、該ストレッチ織物のヨコ糸方向の伸長時の応力が大なる領域Aの合成繊維の繊度が、応力が小なる領域Bの合成繊維の繊度よりも同じか大きいことが好ましい。
鞘糸に用いる合成繊維の繊維形態および断面形状には特に制限は無いが、高いストレッチ織物とするためには鞘糸となる合成繊維に周知の手法により仮撚加工を施し、捲縮を付与しておくことが好ましい。一般にスパンデックス混織物は、芯糸となるスパンデックスの伸度不足ではなく、鞘糸の糸長が不足するためにストレッチ性に制限が出ることが多く、鞘糸に捲縮を与えることで、捲縮を有しない生糸使い品よりもストレッチ率を高くすることが出来る。仮撚加工の方法にはピンタイプ、フリクションタイプ、ベルトタイプ等種々存在するが、本発明においてはその方法に特に限定はない。ただし総繊度が細い合成繊維を用いる場合は、ピンタイプを用いることが好ましく、フリクションを用いる場合はディスク枚数を増やす等総繊度の細い合成繊維に対応した仮撚を施すことが好ましい。これらの手法により得られた芯スパンデックス、鞘合成繊維による被覆糸を用いた織物は、タテ、ヨコそれぞれの少なくとも一方の伸長率が40%以上となるよう織物設計、染色加工を行う必要がある。
タテ方向の伸長率を40%以上にするためには、織機ヨコ入れ密度に対する仕上ヨコ密度を調整することにより、タテ収縮率を60%以上にすることが好ましい。ヨコ方向の伸長率を40%以上にするためには、筬入幅に対する仕上幅を調整することにより、ヨコ収縮率を65%以上とすることが好ましい。タテ収縮率、ヨコ収縮率を高くするためには、生機密度を通常設計よりも低くしなければならないが、生機密度を低くし過ぎると、続く染色加工にて、目ズレやシワ等の問題が発生し易くなるため、前述の収縮率を達成し、かつ問題が発生しない範囲に、生機密度を設定することが好ましい。タテの伸長率を40%以上にするためには、通常の設計よりも織機のヨコ入れ本数を少なくし、仕上がりのヨコ密度を通常の設計よりも多くするとタテ収縮率が高くなり、タテの伸長率を40%以上にすることができる。以上のことから、領域Aに隣接して領域Bを形成する場合、領域Bの合成繊維やライクラの繊度を細くしても、生機の隙間が大きく、加工収縮が多くなり、かえって密度がふえる可能性がある。
ヨコの伸長率を40%以上にするために、通常の設計よりも織機上のタテ糸本数を少なくし、仕上がり幅を通常の設計よりも小さくし、タテ密度を多くするとヨコの収縮率が高くなり40%以上にすることができる。
製織にはポリウレタン繊維をヨコ糸として使用するため、ヨコ入れピーク張力の高いウォータージェットルーム(WJL)は好ましくなく、エアージェットルーム(AJL)もしくはレピアルームを使用することが好ましい。タテ収縮率、ヨコ収縮率の定義は以下のとおりである。
【0011】
タテ収縮率(%)=(仕上ヨコ密度−織機ヨコ入れ本数)÷織機ヨコ入れ本数×100
ヨコ収縮率(%)=(筬入幅−仕上幅)÷仕上幅×100
ヨコ方向に帯状の異なる応力の領域を得るために、ヨコ糸の打ち込み本数を変更することも好ましい。
染色仕上においては既存の2WAY織物もしくは編物を加工する公知のプロセスを利用することが出来る。具体的プロセスは拡布精練/リラックス、中間セット、染色、仕上げセットや生機セット、液流精練/リラックス、染色、仕上げセット等目的とする織物のストレッチ率や表面品位の状態により適宜選択すればよい。
【0012】
さらに競泳水着用途には、仕上げ加工においては撥水加工を生地に施すことが好ましい。水着の生地への保水率が高いと着用時の負荷が高くなり、撥水加工を施すことでその負荷を軽減することが出来る。撥水加工はストレッチ織物全面に施しても良いが、水抜け性を加味し、部分的に撥水加工を施しても良い。
また水に対する生地の表面抵抗を下げ、かつ保水率を下げるためにはストレッチ織物にカレンダー加工のような表面を平滑化処理することが好ましい。加工機としては通常の加熱ロールとペーパーロール、またはコットンロールよりなるカレンダー加工機、板状物を用いたカレンダー加工機を用いればよい。なお加熱金属ロールを用いる場合は鏡面ロールであることが好ましい。またその他手法として生地を縫製品にするため裁断後に熱プレスを行う事でも平滑化する事が出来る。なお、競泳水着用の織物として用いる場合、特開2003-328212等に記載されている様にカレンダー加工条件は、織物の幅100〜220cmに対して、線圧で1〜60t程度とし、ロール温度は160〜250℃の範囲から、ナイロン6織物、ナイロン66織物、ナイロン610織物、ポリエステル織物など素材により適宜選択することが好ましい。
【0013】
これら構成で得られたストレッチ織物はタテ、ヨコ少なくともいずれかの伸長率が40%以上であり、さらに、タテ、ヨコ両方向の伸長率が40%以上であることがより好ましい。
繊維機械学会誌36巻6号(1983)「皮膚伸びと衣服伸び」原田隆司他著によると動作による皮膚の伸びは女性の場合、後肘部(肘頭部)にて垂直方向で62%、腋窩部にて垂直方向66%であり、皮膚に密着する水着で運動追随性を求める場合は、皮膚伸びと同等の伸長率を応力の小なる領域Bにおいて、少なくともタテヨコいずれか一方向は保有することが好ましい。
また、競泳水着は人体より約30%から40%近く小さいパターンで作製されることから、皮膚伸び+30%の伸長率がより好ましい。皮膚伸びが必要な部分に、伸びの大きい領域Bを配置し、皮膚伸びが小さい部分に伸びの小さい領域Aを使用することが好ましい。皮膚伸びが小さい部分であっても着脱を考慮するとタテヨコいずれかの伸長率が40%以上あることが好ましい。なおここで伸長率はJIS L1096A法(カットストリップ法)にて測定された値を示す。
【0014】
また人体にゆとりなく着用される水着、スポーツウエア、スポーツアンダーウエアは人体よりも小さく作製されており、競泳水着の場合30〜40%小さいパターンで作製されている。その30%伸長する時の応力が締め付ける力になり、着圧として働く。締め付けが必要な人体の部分の着圧が大きいほど人体の筋肉を押さえつけ体積が小さくなり、水着の場合、水中での抵抗が小さくなる。スパンデックス繊維や合成繊維の繊度、フィラメント数、ドラフト数、撚り係数、生機の密度や仕上密度などの組み合わせを適宜選択することにより可能である。
また、運動により伸長されたウエアの追随性が必要で、伸ばされた後に身体の動きに沿って瞬時に回復することが必要である。また、ヨコ糸方向に異なる領域を2種類以上形成する場合、応力が異なることから伸長回復性に劣る傾向が認められることから、本発明のストレッチ織物はタテ方向および/またはヨコ方向の伸長回復率が75%以上であることが好ましい。特に競泳水着等肌に密着し、かつ激しい動きを有する競技に使用される場合、伸長回復率は80%以上あることがより好ましい。
本発明のストレッチ織物は、人体に密着した衣料や、コンプレッションを必要とする衣料として好ましく用いられ、具体的には水着、スケートウエア、スキーウエア、ジャンプスーツ、レオタード、サッカーウエア、野球ユニフォーム、登山用ウエアなどの各種スポーツウエアや、スポーツインナー、サポート機能を持つ肌着などの衣料やサポーターを好ましい用途として例示することができる。
【実施例】
【0015】
以下、実施例により本発明を詳細に説明するが、本発明はこれらに限定されるものではない。
【0016】
実施例中の評価は次の方法で実施した。
〔伸長率〕
JIS L1096 A法 カットストリップ法に準じて測定した。
試験片の幅5cm、つかみ間隔20cmとした。
初荷重は試験片の幅で1mの長さにかかる重力に相当する荷重とした。
引張速度20cm/minとした。
17.7N(1.8kg)荷重時の伸長率(%)を測定した。
【0017】
ベース素材と隣接する領域および交互に隣接する領域を含んだタテ糸方向の伸長率を3回測定し平均して表示する。交互に隣接する領域が多く、つかみ間隔の20cmを超える場合は、長さ方向に2箇所以上に分けて測定した。
【0018】
ヨコ方向は、ベース素材と隣接する領域すべてについて、個別に測定する。帯状の幅が5cm未満の場合は、測定可能な幅で計測した。
〔30%伸長時の応力〕
ヨコ糸方向の伸長率測定時の30%伸長時の応力(N)を求め、1cm当りに換算した。
【0019】
ベース素材と隣接する領域すべてについて、個別に測定し、帯状の幅が5cm未満の場合は、測定可能な幅で計測し、1cm当たりのN/cmで表示した。
【0020】
最大領域と最小領域の差は、応力が小なる領域を元に、応力が大なる領域との差をパーセンテージで算出した。
〔伸長回復率〕
JIS L1096 A法に準じて測定した。
試験片の幅は5cm、つかみ間隔は20cmとした。
初荷重は試験片の幅で1mの長さにかかる重力に相当する荷重とした。
引張速度20cm/minとした。
17.7N(1.8kg)までの伸長を5回繰り返し下記式で伸長回復率を算出した。
【0021】
伸長率の測定と同様に、タテ糸方向は、ベース素材と隣接する領域および交互に隣接する領域を含んだタテ糸方向のN=3を平均して表示した。交互に隣接する領域が多く、つかみ間隔の20cmを超える場合は、長さ方向に2箇所以上分けて測定した。
【0022】
ヨコ糸方向は、ベース素材と隣接する領域すべてについて、個別に測定し、帯状の幅が5cm未満の場合は、測定可能な幅で計測し、3回の平均で表示した
伸長回復率=(L10−L‘10)/L10*100
L10=17.7N荷重時の伸び(cm)
L‘10=5回繰り返し荷重した後の残留のび(cm)
[実施例1]
芯糸として東レ・オペロンテックス株式会社の耐塩素ライクラ“ライクラ−254B”33Tを用い、鞘糸として22デシテックス20フィラメントのナイロン6生糸、芯糸のドラフト率3.5倍にて撚り数1400T/Mのシングルカバーリング糸を作製した。このカバーリング糸を(1)とする。芯糸として東レ・オペロンテックス株式会社の耐塩素ライクラ“ライクラ−254B”55Tを用い、78デシテックス68フィラメントのナイロン6生糸を用い、芯糸のドラフト率3.4倍にて撚り数800T/M、シングルカバーリング糸を作製した。このカバーリング糸を(2)とする。
ベース素材の応力の大なる領域Aについて(1)の糸をタテ糸に、レピア織機で筬密度90羽/鯨寸(3.788cm)、筬入れ2本入れ、ヨコ糸に(1)の糸と(2)の糸を1本交互にヨコ密度100本/2.54cmにて製品で幅15cmになるようヨコ糸を打ち込み平織を製織した。連続して応力の小なる領域Bについて、ヨコ糸として(1)の糸を15本、(2)の糸を2本の繰り返しでヨコ密度100本/2.54cmにて製品で幅35cmになるようヨコ糸を打ち打ち込み平織を製織した。図1に概要を示す。生機を開布の状態でリラックス精練後、中間セット、液流染色機90℃で酸性染料にて紺色に染色を行った後、過剰な張力をかけず有り幅にて仕上げセットを行った。得られた織物のタテ糸方向の領域A10cmと連続する領域B10cmをつかみ間隔20cmで測定した伸長率が40%以上あり、30%伸長時のヨコ糸方向の応力は、領域Aが1.4N/cmに対し、領域Bの応力が1.2N/cmでありその差は17%であった。伸長回復率は伸長率測定と同条件のタテ糸方向と、領域Aおよび領域Bのいずれのヨコ糸方向も75%以上であった。領域Aを前身頃と後身頃の腰周りに、それ以外の部分に領域Bを配置しメンズ水着を作製した。領域AとBの差および領域Aのサポート力が体感できた。縫い目がある織物と比較し、織物表面の凹凸が少なく流水抵抗性に優れていた。伸長率などを表1に示した。
[実施例2]
芯糸として東レ・オペロンテックス株式会社の耐塩素ライクラ“ライクラ−254B”44Tを用い、鞘糸として22デシテックス24フィラメントのナイロン610の生糸を芯糸のドラフト率3.5倍にて撚り数1400T/Mのシングルカバーリング糸を作製した。このカバーリング糸を(3)とする。芯糸として東レ・オペロンテックス株式会社の耐塩素ライクラ“ライクラ−254B”55Tを用い、33デシテックス24フィラメントのカチオン可染ポリエステル糸を用い、芯糸のドラフト率3.5倍にて撚り数1400T/M、シングルカバーリング糸を作製した。このカバーリング糸を(4)とする。
ベース素材の応力の小なる領域Bについて、(3)の糸をタテ糸・ヨコ糸に用いレピア織機で筬密度90羽/鯨寸(3.788cm)、筬入れ2本入れ、ヨコ密度103本/2.54cmにて製品で幅15cmになるようヨコ糸を打ち込み平織を製織した。連続して領域Cについて、ヨコ糸として(3)の糸を15本、(4)の糸を15本の繰り返しでヨコ密度103本/2.54cmにて製品で幅5cmになるようヨコ糸を打ち込み平織を製織した。連続して領域Aについて(4)の糸をヨコ密度103本/2.54cmにて製品で幅10cmになるようにヨコ糸を打ち込み平織を製織した。引き続き領域Cを同糸使いで同条件で製品で幅5cmになるように平織りを製織後、連続して領域Bを同糸使いで同条件で製品で幅15cmになるように平織を製織した。領域B+領域C+領域A+領域C+領域Bを1ピッチとして生機を得た。図5に概要を示す。生機を開布の状態でリラックス精練後、中間セット、液流染色機で120℃で、酸性染料でナイロン610を黒色に、カチオン可染染料でカチオン可染ポリエステルを赤色に染色した後、過剰な張力をかけず有り幅にて仕上げセットを行った。得られた織物のタテ糸方向の領域B7.5cmと領域C5cm、領域A7.5cmをつかみ間隔20cmで測定した伸長率が40%以上あり、30%伸長時のヨコ糸方向の応力が領域B1.2N/cm、領域C1.4N/cm、領域A1.7N/cmであった。領域Bの応力と領域Aの応力差は42%であった。伸長回復率は伸長率測定と同条件のタテ糸方向と、領域A、領域Bおよび領域Cのいずれのヨコ糸方向も75%以上であった。後身頃の尻部分に領域Aを配置し、前身頃は実施例1と同じにしてメンズ水着を作製した。尻部分のサポート力が体感でき、運動追随性は問題なく、縫い目がある織物と比較し、織物表面の凹凸が少なく流水抵抗性に優れていた。伸長率などを表1に示した。
[比較例1]
実施例2の領域Bと同じ糸使い(3)にて同条件で製品にして35cmになるように平織を製織後、連続して領域Aについてヨコ糸(3)を15本、(4)を2本の繰り返しでヨコ密度103本/2.54cmにて製品で幅15cmになるようにヨコ糸を打ち込み平織を製織した。領域Aと領域Bを1ピッチとして生機を得、実施例2と同条件で染色加工を行った。得られた織物のタテ糸方向の領域B10cmと領域A10cmの伸長率が40%以上あるが、30%伸長時のヨコ糸方向の応力が領域B1.2N/cm、領域A1.25N/cmで、領域Bの応力と領域Aの応力差は4%であった。伸長回復率は伸長率測定と同条件のタテ糸方向と、領域A、領域Bおよび領域Cのいずれのヨコ糸方向も75%以上であった。実施例1と同じく領域Aを前身頃と後身頃の腰周りに、それ以外の部分に領域Bを配置しメンズ水着を作製した。領域AとBの差を体感することができなかった。伸長率などを表1に示した。
[比較例2]
芯糸として東レ・オペロンテックス株式会社の耐塩素ライクラ“ライクラ−254B”55Tを用い、44デシテックス36フィラメントのカチオン可染ポリエステル糸を用い、芯糸のドラフト率3.5倍にて撚り数1400T/M、シングルカバーリング糸を作製した。このカバーリング糸を(5)とする。
実施例2の領域Bと同じ糸使い(3)にて同条件で製品にして35cmになるように平織を製織した、連続して領域Aについてヨコ糸(5)でヨコ密度103本/2.54cmにて製品で幅15cmになるようにヨコ糸を打ち込み平織を製織した。領域Aと領域Bを1ピッチとして生機を得え、実施例2と同条件で染色加工を行った。得られた織物のタテ糸方向の領域B10cmと領域A10cmの伸長率が40%以上あるが、30%伸長時のヨコ糸方向の応力が領域B1.2N/cm、領域A2.1N/cmであった。領域Bの応力と領域Aの応力差は75%あり、領域AとBの収縮差が大きくパッカリング、シワが発生した。伸長回復率は伸長率測定と同条件のタテ糸方向と、領域Bのヨコ糸方向は75%以上であったが、領域Aの伸長回復率が75%以下であった。実施例1と同じく領域Aを前身頃と後身頃の腰周りに、それ以外の部分に領域Bを配置しメンズ水着を作製した。領域AとBの差を体感することができたが、領域AとBの差が大きく引き伸ばして着用しても凹凸が残留し流水抵抗に劣るものであった。伸長率などを表1に示した。
【0023】
【表1】
【産業上の利用可能性】
【0024】
本発明に係るストレッチ織物は、ヨコ糸方向の応力の異なる帯状の領域が2種以上あり領域どうしの境界に縫い目がない高伸長で伸長回復性に優れたストレッチ織物により、体型補正機能を持つインナーや、コンプレッション機能を持つ運動効果を高めたスポーツウエア、流水抵抗の少ない水着やサポート機能を持つ衣料に好適に使用されるストレッチ織物を提供することができる。
【特許請求の範囲】
【請求項1】
芯糸にスパンデックス繊維、鞘糸に合成繊維を用いた被覆糸をタテ糸およびヨコ糸に用いた織物において、ヨコ糸方向の30%伸長時の応力が異なる帯状の領域が少なくとも2種存在し、該応力が異なる領域どうしの境界部分に縫い目がなく、タテ方向および/またはヨコ方向の伸長率が40%以上、タテ方向および/またはヨコ方向の伸長回復率が75%以上であることを特徴とするストレッチ織物。
【請求項2】
該応力が異なる領域が、応力が大なる領域Aと応力が小なる領域Bとからなり、該領域Aと該領域Bとが隣接して交互に存在する請求項1記載のストレッチ織物。
【請求項3】
該応力が異なる領域が、応力が大なる領域Aと応力が小なる領域Bと該領域Bの応力を越え、該領域Aの応力未満の応力を有する領域Cとからなり、それぞれの領域どうしの境界部分に縫い目がないことを特徴とする請求項1に記載のストレッチ織物。
【請求項4】
応力が異なる帯状の領域における最大応力と最小応力の差として、最大応力が、最小応力の5%以上、50%以下であることを特徴とする請求項1〜3のいずれかに記載のストレッチ織物。
【請求項5】
該ストレッチ織物に表面平滑化加工および/または撥水加工が施されていることを特徴とする請求項1から4のいずれかに記載のストレッチ織物。
【請求項6】
請求項1から5のいずれかに記載の織物を少なくともその一部に用いたことを特徴とする衣料。
【請求項7】
請求項1から5のいずれかに記載の織物を少なくともその一部に用いたことを特徴とする水着。
【請求項1】
芯糸にスパンデックス繊維、鞘糸に合成繊維を用いた被覆糸をタテ糸およびヨコ糸に用いた織物において、ヨコ糸方向の30%伸長時の応力が異なる帯状の領域が少なくとも2種存在し、該応力が異なる領域どうしの境界部分に縫い目がなく、タテ方向および/またはヨコ方向の伸長率が40%以上、タテ方向および/またはヨコ方向の伸長回復率が75%以上であることを特徴とするストレッチ織物。
【請求項2】
該応力が異なる領域が、応力が大なる領域Aと応力が小なる領域Bとからなり、該領域Aと該領域Bとが隣接して交互に存在する請求項1記載のストレッチ織物。
【請求項3】
該応力が異なる領域が、応力が大なる領域Aと応力が小なる領域Bと該領域Bの応力を越え、該領域Aの応力未満の応力を有する領域Cとからなり、それぞれの領域どうしの境界部分に縫い目がないことを特徴とする請求項1に記載のストレッチ織物。
【請求項4】
応力が異なる帯状の領域における最大応力と最小応力の差として、最大応力が、最小応力の5%以上、50%以下であることを特徴とする請求項1〜3のいずれかに記載のストレッチ織物。
【請求項5】
該ストレッチ織物に表面平滑化加工および/または撥水加工が施されていることを特徴とする請求項1から4のいずれかに記載のストレッチ織物。
【請求項6】
請求項1から5のいずれかに記載の織物を少なくともその一部に用いたことを特徴とする衣料。
【請求項7】
請求項1から5のいずれかに記載の織物を少なくともその一部に用いたことを特徴とする水着。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2013−96027(P2013−96027A)
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願番号】特願2011−239000(P2011−239000)
【出願日】平成23年10月31日(2011.10.31)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願日】平成23年10月31日(2011.10.31)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]