
スパイラル型ろ過モジュール及びそれを用いた液処理方法
【課題】ろ過膜面の堆積物をより確実に除去することができるスパイラル型ろ過モジュール、およびそれを用いた液処理方法を提供する。
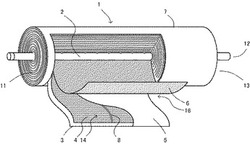
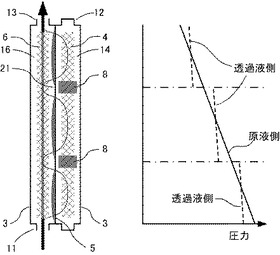
【解決手段】スパイラル型ろ過モジュールは、集液管2の周囲に第1のろ過膜3、透過液流路材4、第2のろ過膜5および原液流路材6を積層したユニットの一組または複数組を巻回したスパイラル型膜エレメントが略円筒形の外装容器7に納められたスパイラル型ろ過モジュール1であって、前記透過液流路材4には透過液のモジュール軸方向への流れを妨げる仕切体仕切体8が形成されていることを特徴とする。
【解決手段】スパイラル型ろ過モジュールは、集液管2の周囲に第1のろ過膜3、透過液流路材4、第2のろ過膜5および原液流路材6を積層したユニットの一組または複数組を巻回したスパイラル型膜エレメントが略円筒形の外装容器7に納められたスパイラル型ろ過モジュール1であって、前記透過液流路材4には透過液のモジュール軸方向への流れを妨げる仕切体仕切体8が形成されていることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、固液分離のために用いられるスパイラル型ろ過モジュールに関する。さらに詳しくは、透過液量が大きいろ過処理に適したスパイラル型ろ過モジュールに関する。
【背景技術】
【0002】
従来より、各種廃液からの汚濁物質の分離除去や逆浸透膜装置の前処理等に、スパイラル型ろ過モジュールが用いられている。
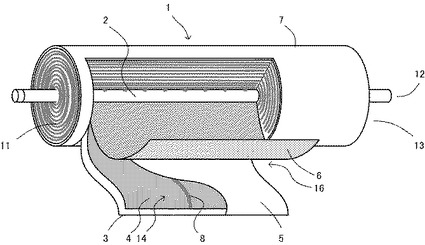
スパイラル型ろ過モジュールの一般的な構造は図2に示す通りである。中空で側面に多数の孔を有する集液管2の周囲に、第1のろ過膜3、透過液流路材4、第2のろ過膜5および原液流路材6を積層したユニットの一組または複数組が巻回されてスパイラル型膜エレメントが形成され、これが略円筒形の外装容器7に収められている。
【0003】
スパイラル型モジュールを用いたろ過はクロスフロー運転によることが多い。すなわち、原液が原液入口11から原液流路16に供給され、一部はろ過膜3、5を通過して透過液流路14を経て透過液出口12から取り出され(以下「透過液」という。)、残りは原液流路16を通って濃縮液出口13から排出される(以下「濃縮液」または「非透過液」という。)。典型的なクロスフロー運転においては、原液供給量に対する透過液量の割合で表される回収率は1/50〜1/15程度である。
【0004】
原液に含まれる固形分はろ過膜3、5に捕捉されて、その原液流路16側の表面に堆積するので、定期または不定期にフラッシングや逆洗浄によって除去される。一般的なフラッシングの方法は、透過液出口12を閉じて、原液入口11からフラッシング液を供給し、ろ過膜面の堆積物を除去してフラッシング液とともに濃縮液出口13から排出させるものである。一般的な逆洗浄の方法は、透過液出口12から逆洗浄液を供給して、原液入口11および/または濃縮液出口13から堆積物を排出させるものである。
【0005】
クロスフロー運転においては、回収率を低くすれば、原液の流れがろ過膜面を洗浄する効果が得られるので、ろ過膜面に堆積する固形分の量は少なくなる。そのため、フラッシングから次のフラッシングまでの間に連続してろ過運転を行う時間を長くすることができる。一方で、回収率が低いと、透過液量に比して能力の大きな原液供給ポンプが必要となるなど、ろ過システム全体のコストが高くなるという問題がある。
【0006】
そこで、非透過液量を減らして回収率を高くする高収率運転が、さらには非透過液量をゼロにする全量ろ過運転が試みられている。例えば、特許文献1および2には、スパイラル型膜モジュールを用いて全量濾過操作を行う水処理システムが開示されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平10−235164号公報
【特許文献2】特開平10−235166号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
高収率運転や全量ろ過運転では、ろ過膜面に堆積する固形分の量が多くなるので、フラッシング等によって、ろ過膜面の堆積物を確実に除去することが欠かせない。しかしながら、本発明者らはスパイラル型ろ過モジュールを用いて高収率運転および全量ろ過運転を行ったときに、ろ過膜面堆積物の除去に関する問題点に直面した。
【0009】
逆洗浄を行った場合には、透過液出口12から供給された逆洗浄液によって濃縮液出口13近傍の堆積物が除去されると、以後逆洗浄液がその部分を優先して通過し、その結果モジュールの上流(原液入口11に近い側、以下同じ)および中程の堆積物は除去されなかった。
【0010】
また、フラッシングを行った場合には、原液入口11から供給されたフラッシング液によって原液入口11近傍の堆積物が除去されると、フラッシング液の一部がろ過膜3、5を通過して透過液流路14へ迂回し、透過液出口12近傍で再びろ過膜3、5を逆向きに通過して濃縮液出口13から排出されるというフラッシング液のバイパス現象が発生した。その結果モジュールの中程にある堆積物は除去されなかった。また、堆積物層の通液抵抗が低い場合には、原液入口11近傍の堆積物が除去されていなくてもフラッシング液が堆積物層とろ過膜を通過して透過液流路へ迂回するバイパス現象が発生することがあった。
【0011】
このバイパス現象は、ろ過膜3、5として孔径の小さな逆浸透膜やナノろ過膜を用いたときにはその影響は小さいが、限外ろ過膜や精密ろ過膜を用いたときには影響が大きくなった。また、このバイパス現象は、高収率運転・全量ろ過運転に適した透過液量の大きいモジュールを用いたときに、特に顕著であった。
【0012】
本発明は以上の点を考慮してなされたものであり、ろ過膜面の堆積物をより確実に除去することができるスパイラル型ろ過モジュールを提供することを目的とする。併せて、そのスパイラル型ろ過モジュールを用いた液処理方法を提供することを目的とする。
【課題を解決するための手段】
【0013】
本発明のスパイラル型ろ過モジュールは、集液管の周囲に第1のろ過膜、透過液流路材、第2のろ過膜および原液流路材を積層したユニットの一組または複数組を巻回したスパイラル型膜エレメントが略円筒形の外装容器に納められたスパイラル型ろ過モジュールであって、前記透過液流路材には、透過液のモジュール軸方向への流れを妨げる仕切体が形成されていることを特徴とする。
透過液流路材に仕切体が形成されていることによって、フラッシング液のバイパス現象の影響を低減し、ろ過膜面の堆積物をより確実に除去することができる。
【0014】
好ましくは、前記第1のろ過膜および第2のろ過膜は、公称孔径が0.01〜10μmであることを特徴とする。
ここで公称孔径とは、そのサイズの粒子を98%捕捉できる膜孔径をいう。
ろ過膜の公称孔径がこの範囲にある場合は、フラッシング液のバイパス現象の影響が大きくなりやすく、かつフラッシングによってろ過膜の洗浄を効果的に行うことができるので、本発明による効果が一層顕著となる。
【0015】
好ましくは、前記ろ過モジュールは、ろ過膜の有効膜面積当たりの透過液量が0.5〜4L/min・m2であることを特徴とする。
ここでろ過膜の有効膜面積とは、全体の膜面積から、周縁封着部などのろ過機能を有しない部分の膜面積を除いた膜面積である。透過液量とは、純水を200kPaの供給圧で供給したときの透過水量の24時間の平均値を、単位時間、単位有効膜面積で表したものである。
このような高収率運転、全量ろ過運転に適したろ過モジュールでは、フラッシング液のバイパス流が多くなりやすいので、本発明による効果が一層顕著となる。
【0016】
また、好ましくは、前記仕切体は前記透過液流路材の集液管側からエレメント外周側にかけて線状に形成されていることを特徴とする。
さらに好ましくは、前記線状に形成された仕切体は、隣り合う仕切体の間隔がモジュール軸方法において105〜420mmであることを特徴とする。
これらの構成によれば、フラッシング液のバイパス現象の影響をより効果的に抑制することができる。
【0017】
本発明の液処理方法は、上記いずれかのスパイラル型ろ過モジュールを用いた液処理方法であって、前記モジュールに供給される原液の量に対する前記モジュールからろ過・回収される透過液の量の割合、すなわち回収率、が1/10以上であることを特徴とする。
上記いずれかのスパイラル型モジュールを用いることで、ろ過膜面の堆積物をより確実に除去することができるので、このような高収率運転または全量ろ過運転が可能となる。
【0018】
好ましくは、前記原液の含有する固形分が1000ppm以下であることを特徴とし、あるいは、前記原液が海水、河川水または工業用水であることを特徴とする。
上記本発明の液処理方法は高収率運転または全量ろ過運転によるものであり、このような固形分含有量の少ない原液のろ過処理に特に適している。
【0019】
好ましくは、前記ろ過モジュールは定期または不定期にフラッシングによって洗浄され、該フラッシング時のフラッシング液の供給圧力が300kPa以下であることを特徴とする。
フラッシング液の供給圧力を低く保つことによって、フラッシング液の使用量およびフラッシング洗浄後の排出液量を低減することが可能となる。そして、本発明の液処理方法によれば、フラッシング液のバイパス流量が少ないので、フラッシング液の使用量を低減しても効果的な洗浄を行うことができる。
【0020】
また、好ましくは、前記ろ過モジュールは定期または不定期にフラッシングによって洗浄され、前記フラッシングの前には、フラッシング液を供給しながら前記ろ過モジュールの透過液出口およびフラッシング液を排出する出口を閉じるモジュール内均圧操作を行い、その後にフラッシング液を排出する出口のみを開けてフラッシングを行うことを特徴とする。
モジュール内均圧操作の後にフラッシング液を排出する出口のみを開けることによって、ろ過膜面の堆積物がろ過膜面から剥離しやすくなる。そして本発明のスパイラル型ろ過モジュールを用いることによって、この堆積物の剥離を促進する効果をろ過膜の広い範囲に及ぼすことが可能となる。
【0021】
さらに好ましくは、前記フラッシングは、フラッシング液を前記ろ過モジュールの原液入口から供給する順方向のフラッシングと、フラッシング液を前記ろ過モジュールの濃縮液出口から供給する逆方向のフラッシングとを1回または複数回毎に切り替えて実施することを特徴とする。
フラッシングの方向を適宜反転させることにより、上記堆積物剥離促進効果をろ過膜のより広い範囲に及ぼすことが可能となる。
【発明の効果】
【0022】
以上の通り、本発明のスパイラル型ろ過モジュールおよび液処理方法によれば、フラッシング液のバイパス現象の影響を抑制し、ろ過膜面の堆積物をより確実に除去できるという効果が得られる。
【図面の簡単な説明】
【0023】
【図1】本発明の一実施形態に係るスパイラル型ろ過モジュールの構造図である。
【図2】従来のスパイラル型ろ過モジュールの構造図である。
【図3】スパイラル型ろ過モジュールを用いたろ過システムの構成図である。
【図4】クロスフロー運転の概念図である。
【図5】全量ろ過運転の概念図である。
【図6】フラッシングの概念図である。
【図7】フラッシング液のバイパス現象の概念図である。
【図8】本発明のろ過モジュールによるフラッシング液バイパス現象抑制の概念図である。
【図9】モデル実験装置の構成図である。
【図10】ろ過運転時のろ過膜の形状変化を示す概念図である。
【図11】均圧操作時のろ過膜の形状変化を示す概念図である。
【図12】均圧操作後のフラッシング時のろ過膜の形状変化を示す概念図である。
【発明を実施するための形態】
【0024】
本発明のスパイラル型ろ過モジュールの一実施形態について、その構造および構成部材を図1に基づいて説明する。
【0025】
本実施形態のスパイラル型ろ過モジュール1では、中空で側面に多数の孔を有する集液管2の周囲に、ろ過膜3、透過液流路材4、ろ過膜5および原液流路材6を積層したユニットの一組または複数組が巻回されてスパイラル型膜エレメントが形成され、これが略円筒形の外装容器7に収められている。ろ過膜3とろ過膜5は三方が閉じた袋体を構成し、他の一方は集液管2と連通している。袋体の外側には原液流路材6があって原液流路16が形成され、原液流路16はろ過モジュール1両端の原液入口11および濃縮液出口13で外部と通じている。袋体の内側には透過液流路材4があり、透過液流路14が形成されて集液管2と連通し、集液管2は一端が封止され他端(図1では濃縮液出口13側)が透過液出口12となっている。
【0026】
本発明に係るスパイラル型ろ過モジュール1においては、透過液流路材4には、仕切体8が形成されている。仕切体8は、透過液流路14を複数の区画に分割して、透過液のモジュール軸方向への流れを妨げるためのものである。これによって、フラッシング時に、フラッシング液が透過液流路14を流れるバイパス現象を抑制することができる。
【0027】
本実施形態においては、前記仕切体8は透過液流路材4の集液管2側からエレメント外周側にかけて形成されている。仕切体8の機能はフラッシング液が透過液流路14をモジュール軸方向に流れるときの流体抵抗を大きくすることにあるから、仕切体8がモジュール軸方向への流れを完璧に遮断することまでは不要である。したがって、仕切体8は必ずしも透過液流路材4の集液管2側端からエレメント外周側端の全幅にわたって連続して形成されている必要はなく、それよりも短くてもよい。また、何か所かで途切れて、透過液流路材4の集液管2側からエレメント外周側にかけて断続的に形成されていてもよい。
【0028】
前記仕切体8は、その幅が狭すぎると十分な強度が得られない。透過液流路材4にネットを用いる場合は、仕切体8を構成する材料とネットのフィラメントとの接着面積が十分大きくなるように、仕切体8の幅はフィラメント同士の間隔以上であることが好ましい。例えば、ネットである透過液流路材4のフィラメントの密度が4本/cmであれば、仕切体8の幅は2.5mm以上とするがごとくである。透過液流路材4にネット以外のものを用いる場合には、仕切体8の幅は2mm以上であることが好ましい。一方、仕切体8の幅が広すぎると透過液流路14の面積およびろ過膜の有効膜面積が小さくなるので、仕切体8の幅は10mm以下であることが好ましい。
【0029】
前記仕切体8相互の間隔は、処理対象である原液の粘度、固形分含有量、原液流路16の流体抵抗、透過液流路14の流体抵抗、ろ過モジュールの処理量その他のパラメータに基づいて定めることができる。仕切体相互の間隔が狭すぎると透過液流路14の面積が狭くなり、仕切体相互の間隔が広すぎると、仕切体で区切られた透過液流路14の区画内で生じるフラッシング液のバイパス現象の影響が依然として大きくなる。発明者らの実験結果から、仕切体相互の間隔は105〜420mmであることが好ましく、105〜300mmであることがさらに好ましい。
【0030】
前記ろ過膜3、5としては、精密ろ過、限外ろ過、ナノろ過など各種用途の平膜を用いることができるが、なかでも精密ろ過膜または限外ろ過膜を用いることが好ましい。
ところで、精密ろ過膜および限外ろ過膜については、孔径等で表される確立した定義がなく、両者の境界も明確ではない。理化学辞典(第5版、岩波書店)によれば、ろ別される粒子の粒径が0.02〜10μmの場合を精密ろ過、0.001〜1μm(分子量1000〜300000)の場合を限外ろ過としている。そのため、同程度の孔径を有するろ過膜が、精密ろ過膜とも限外ろ過膜とも称されることもある。本明細書中では、精密ろ過、限外ろ過の語を一応上記定義に従って用いるが、孔径についてより正確に規定すべきときは、公称孔径を用いる。なお、公称孔径とは、そのサイズの粒子を98%捕捉できる場合の、その粒子径をいう。
【0031】
公称孔径で表現すると、前記ろ過膜は、公称孔径が0.01〜10μmであることが好ましい。また、前記ろ過膜は、公称孔径が0.01〜1μmであることがさらに好ましい。ろ過膜の公称孔径が0.01μmよりも小さい場合には、ろ過抵抗が大きいために、従来のスパイラル型ろ過モジュールの構造でもフラッシング液のバイパス流量が少ないので、本発明による効果が小さい。一方、ろ過膜の公称孔径が大きすぎるとろ過膜面の堆積物をフラッシングで除去することが難しくなる。公称孔径が10μmを超える場合には、ろ過膜に捕捉された固形分の大部分が細孔内部に入り込んでしまい、フラッシングのみでは細孔中の固形分を除去できない。ろ過膜の公称孔径が1μmを超える場合には、ろ過膜に捕捉された固形分の一部が細孔内部に入り込み、フラッシングのみで細孔中の固形分を完全に除去することが難しくなる。
【0032】
前記ろ過膜3、5に用いる精密ろ過膜または限外ろ過膜としては、例えば、合成樹脂製の不織布である基材の表面に多数の細孔を有する高分子膜が形成されたものを用いることができる。
【0033】
前記ろ過膜3、5による袋体を製造する方法は、従来のスパイラル型モジュールと同様の種々の方法を用いることができる。例えば、枚葉状のろ過膜の3方を熱融着する又は接着剤によって接着する、帯状のろ過膜をつづら折りにして側方2辺を熱融着する又は接着するなどの方法を用いることができる。
【0034】
前記原液流路材6としては、ろ過膜5、3の間隔を保持して原液の流れを確保できるものであれば、従来のスパイラル型モジュールと同様に、各種の材料・形状のものを用いることができる。例えば、ポリオレフィン系、ポリエステル系、ポリアミド系など合成樹脂繊維を用いた織編物やネットを用いることができる。なかでも、ろ過膜面堆積物を洗い流すフラッシング液の流体抵抗を低くできるので、網地を形成するフィラメントが立体的に交差する構造のネットを用いることがさらに好ましい。
【0035】
前記原液流路材6にネットを用いる場合は、ネットの厚さは0.5〜1mmであることが好ましい。網地を形成するフィラメントが立体的に交差しているものでは、フィラメント径の2倍弱がネットの厚さになる。
ネットの厚さが0.5mmよりも小さいと、少量のろ過膜面堆積物によっても膜間閉塞を起こしやすく、小さな粒子が引っかかることによってもフラッシング洗浄が困難になる。逆に、厚さが1mmよりも大きいと、原液流路が広いので、効果的なフラッシングを行うために大流量のフラッシング液が必要となる。
【0036】
前記原液流路材6に用いるネットの網目の大きさは、平行に並ぶフィラメントの密度(単位長さあたりの本数)が3〜7本/cmであることが好ましい。
ネットの網目が大きすぎると、すなわちフィラメントの密度が3本/cmよりも小さいと、フィラメントが立体的に交差する部分でろ過膜に応力が集中してろ過膜を痛めやすく、また、流体抵抗が小さくなりすぎてフラッシング液が均一に流れにくくなる。逆に、フィラメントの密度が7本/cmよりも大きいと、原液流路16の流体抵抗が高くなり過ぎるからである。
【0037】
前記透過液流路材4としては、ろ過膜3、5の間隔を保持して、透過液の流れを確保できるものであれば、各種の材料・形状のものを用いることができる。例えば、ポリオレフィン系、ポリエステル系、ポリアミド系など合成樹脂繊維を用いた織編物やネットを用いることができる。従来のスパイラル型ろ過モジュールでは透過液流路材として目が細かく、流体抵抗の大きな織編物が用いられることが多かった。これに対して、本実施形態のモジュールでは、高収率運転や全量ろ過運転の際に透過液流量を大きくできるように、より目の粗い、流体抵抗の小さな透過液流路材4を用いることが望ましい。そこで、透過液流路材4として、原液流路材6と同様に、網地を形成するフィラメントが立体的に交差する構造のネットを用いることが好ましい。
【0038】
前記透過液流路材4にネットを用いる場合は、ネットの厚さが0.5〜1mmであることが好ましい。網地を形成するフィラメントが立体的に交差しているものでは、フィラメント径の2倍弱がネットの厚さになる。
ネットの厚さが0.5mmよりも小さいと、透過液流路14が狭くなり、透過液の流れが確保しにくくなるからである。逆に、厚さが大きすぎると、無駄にモジュールの容積が増えることとなるからである。
【0039】
前記透過液流路材4に用いるネットの網目の大きさは、平行に並ぶフィラメントの密度(単位長さあたりの本数)が3〜9本/cmであることが好ましい。
ネットの網目が大きすぎると、すなわちフィラメントの密度が3本/cmよりも小さいと、フィラメントが立体的に交差する部分でろ過膜に応力が集中してろ過膜を痛めやすい。また、膜支持点が少ないのでろ過膜3、5が近接しやすく、ネットの厚さによっては透過液の流れが確保しにくくなる。一方、ネットの厚さが前記0.5〜1mmの場合に、フィラメントの密度が9本/cmよりも大きいと、透過液流路14の流体抵抗が高くなり過ぎる。
【0040】
透過液流路材4上に形成される前記仕切体8の材料は、耐久性や透過液への溶出成分などを考慮して選定することができる。例えば、ポリオレフィン系、エチレン酢酸ビニル系、シリコーン系、ポリウレタン系などの各種合成樹脂を用いることができ、なかでもポリオレフィン系樹脂、シリコーン系樹脂を好適に用いることができる。
【0041】
前記仕切体8を形成する方法としては、ホットメルト型接着剤その他の各種接着剤を用いて透過液流路材4の網目を埋める方法を用いることができる。これによって、仕切体を横切る方向の流体抵抗が大きくなる。なかでもホットメルト型接着剤を用いて、透過液流路材4の集液管2側からエレメント外周側にかけて線状に、透過液流路材4の網目を埋める方法が、簡便であり、好ましい。
あるいは、合成樹脂フィルム製のスリット糸を透過液流路材上に加熱・プレスして融着したり、接着することによっても仕切体8を形成することができる。この場合はスリット糸を融着・接着した部分が厚くなることで、透過液流路材4とろ過膜3、5の隙間が小さくなって、仕切体を横切る方向の流体抵抗が大きくなる。
【0042】
上記の各構成部材を積層・巻回してスパイラル型膜エレメントが作製され、モジュール1が組み立てられる。エレメントおよびモジュールの作製に当たっては、各種公知の方法を用いることができる。例えば、上記各構成部材を積層・巻回した後、外周を繊維強化プラスチック(FRP)で固めてエレメントを作製し、それを金属製で略円筒形の外装容器に収めることによりモジュールを作製することができる。
【0043】
次に、本発明に係るスパイラル型ろ過モジュールの作用を図3ないし図8を用いて説明する。
【0044】
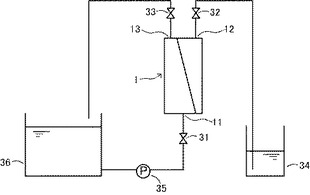
図3にスパイラル型ろ過モジュールを用いたろ過システムの構成を示す。
クロスフロー運転(高収率運転を含む)では、原液入口弁31、濃縮液出口弁33および透過液出口弁32を開け、ポンプ35によって原液タンク36から原液を供給する。ろ過膜を透過した透過液は透過液出口12から排出されて透過液タンク34に貯留され、ろ過膜を透過しなかった濃縮液は濃縮液出口13から排出されて原液タンク36に戻される。全量ろ過運転では濃縮液出口弁33を閉じることによって、供給された原液は固形分を除いて全量が透過液となる。
【0045】
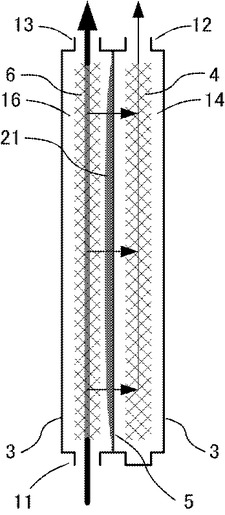
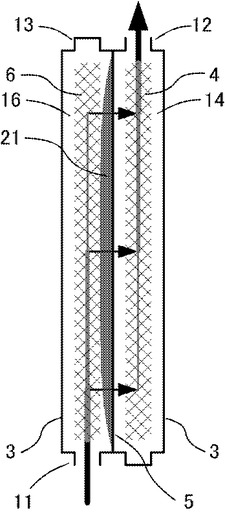
図4および図5は、それぞれクロスフロー運転および全量ろ過運転時のろ過モジュール内の液の流れを示した概念図である。図の右側がろ過膜3とろ過膜5に囲まれた透過液流路14を表し、図の左側がろ過膜5とろ過膜3に囲まれた原液流路16を表している。図の両側に隣接する原液流路および透過液流路は省略した。
【0046】
クロスフロー運転(図4)では、原液入口11からモジュール内に供給された原液は、一部がろ過膜5を通過して透過液流路14を経て透過液出口12から排出され、残りは原液流路16を通って濃縮液出口13から排出される。このとき、原液中に含まれる固形分の一部はろ過膜表面に捕捉され、ろ過膜面堆積物21となる。全量ろ過運転(図5)では、原液入口11からモジュール内に供給された原液は固形分を除いて全量がろ過膜5を通過して、透過液出口12から排出される。このとき、原液中に含まれる固形分はろ過膜表面に捕捉され、ろ過膜面堆積物21となる。
【0047】
このろ過膜面堆積物21は、定期または不定期にフラッシング等によって除去される。
フラッシングを実施する時機は、予め時間間隔を定めて実施する場合、ろ過モジュールの差圧(圧力損失)が所定の大きさに達したときに実施する場合、両者の基準を併用して実施する場合など、処理対象液等に応じて定めることができる。
【0048】
フラッシングは、図3において、透過液出口弁32を閉じて、原液入口弁31および濃縮液出口弁33を開くことによって行うことができる。
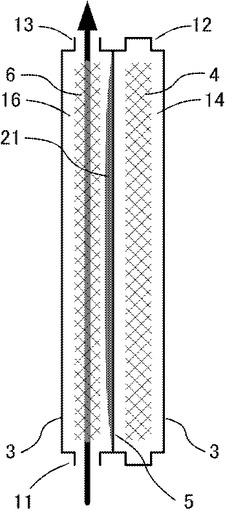
フラッシング液が原液入口11からモジュール内に供給されると、全量が濃縮液出口13から排出される。ろ過膜面堆積物21は、フラッシング液によって洗い流され、フラッシング液とともに濃縮液出口13から排出されることが期待される(図6)。
【0049】
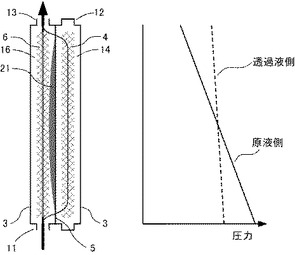
しかし実際には、ろ過膜面から除去された堆積物を含んだフラッシング液が流れることによって原液流路16の流動抵抗が大きくなると、フラッシング液が透過液流路14へ迂回するバイパス現象が生じて、ろ過モジュールの中程にある堆積物21が除去されない(図7)。高収率運転・全量ろ過運転に適した設計をされたろ過モジュールでは、透過液流路14の流体抵抗が小さいために、このバイパス現象が特に顕著に現れる。
【0050】
これに対して、本発明に係るろ過モジュールでは、透過液流路材4に形成された仕切体8によって、流体が透過液流路14内をモジュール軸方法に流れるのが妨げられる結果、バイパス現象が抑制されることとなる(図8)。
【0051】
なお、本発明の液処理方法におけるろ過運転方法、フラッシング方法等は上記説明に限定されるものではなく、多くの変形が可能である。例えば、図3ではフラッシング液として原液を用いるシステムを例示したが、これに限られるものではなく、原液以外のフラッシング液を用いてもよい。また、上記説明では原液入口11をフラッシング液の供給口とし、濃縮液出口13をフラッシング液の排出口としたが(順方向のフラッシング)、これとは逆に、フラッシング液を濃縮液出口13から供給して原液入口11から排出してもよい(逆方向のフラッシング)。また、必要に応じて次亜塩素酸ソーダ溶液等の薬剤を用いた薬剤洗浄を行えば、フラッシングのみでは除去できない、細孔内部に入り込んだ固形分を除去することができる。
【0052】
(実験1および実験2)
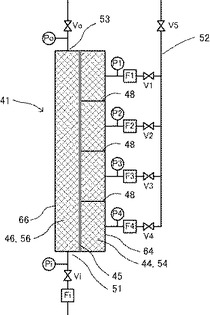
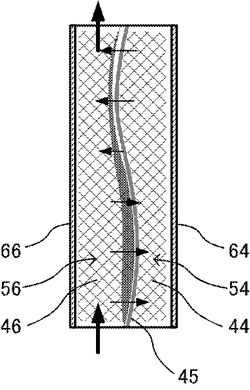
実際のろ過モジュールを用いた実験では、フラッシング液のバイパス現象の発生や仕切体8によるその抑制効果を直接観察することは難しい。そこでこれを、図9に示す装置を用いたモデル実験によって確認した。この装置はスパイラル型ろ過エレメントの一部を平板モデル化したものである。
【0053】
図9の実験装置は以下のとおりに作製した。
幅180mm、長さ950mmの大きさのろ過膜45を、一方の側からは原液流路材46および透明樹脂板66をこの順に、反対側からは透過液流路材44および他の透明樹脂板64をこの順に当てて挟み込み、原液流路56および透過液流路54を構成して、それらの周縁部をシリコーン樹脂シーラントでシールした。
ろ過膜45は、合成樹脂製の不織布の両面に多数の細孔を有する高分子膜が形成された、公称孔径0.25μmのものを用いた。原液流路材46および透過液流路材44には、ポリエチレン製のフィラメントが立体的に交差する構造のネットを用い、フィラメントの径は0.35mm、ネットの厚さは0.65mm、フィラメントの密度は4.3本/cmであった。
透過液流路材44には、予めシリコーン樹脂のシーラントを用いて幅8mmの線状の仕切体48を3本形成した。これにより、透過液流路54は幅180mm、長さ210mmの大きさの4つの区画に分割されている。透過液流路54の区画(以下単に「区画」ということがある。)にはそれぞれ、圧力計(図9中のP1〜P4)、流量計(同F1〜F4)および弁(同V1〜V4)を有する連通管が接続されている。
【0054】
実験1および実験2は、純水を用いて、弁Viおよび弁Voを開き、弁V5を閉じて行った。純水は原水入口51(図9の下方)から供給し、入口圧力Piは200kPa、出口圧力Poは50kPaで一定に制御した。
実験1は弁V1〜V4を閉じた状態で行った。弁V1〜V4を閉じると、ろ過膜45を通過しないで各区画間を液が流れることが妨げられるから、実験1は、透過液流路材に仕切体が形成されている場合(本発明に係るろ過モジュール)のフラッシングを模した実験である。
実験2は、弁V1〜V4を開いた状態で行った。実験2は、透過液流路材に仕切体が形成されていない場合(従来のろ過モジュール)のフラッシングを模した実験である。
【0055】
実験結果を表1に示す。表1中の流量の正負は、Fiは水が原液流路54に流入する場合(図9において流量計Fiを上向きに通過する場合)をプラス、F1〜F4は水が透過液流路56から流出する場合(図9において流量計F1〜F4を右向きに通過する場合)をプラスとして示した。
【0056】
実験1では、弁V1〜V4を閉じているので、流量計を通過する流れはない。表1より、ろ液側各区画の圧力P1〜P4の値はそれぞれ異なり、入口に近い区画(上流側)のP4から出口に近い区画(下流側)のP1にかけて順次低くなっている。P1〜P4は、それぞれの区画に相対する原液側圧力とほぼ同じ値を示したものと考えられる。したがって、図8に示されたように、各区画内ではバイパス流が発生している可能性はあるが、そのバイパス流量はごく少量であると考えられる。
【0057】
実験2は、弁V1〜V4を開放した状態で行った。表1より、透過液流路54内の圧力は全体に平均化されている。その結果、上流側では透過液側圧力<原液側圧力となって、原液側から透過液側にろ過膜45を通して水が移動し(F4、F3)、下流側では透過液側圧力>原液側圧力となって、透過液側から原液側にろ過膜45を通して水が移動した(F1、F2)。実験2においてバイパス流量はF1+F2=F3+F4=1.1L/minとなり、全流水量2.4L/min(Fi)の半分近くに達した。
【0058】
【表1】

【0059】
(実験3)
実験3として、透過液流路材に仕切体が形成されている場合(本発明に係るろ過モジュール)の全量ろ過運転を模した実験を行った。実験は、図9に示した装置を用い、弁Voを閉じ、弁Viおよび弁V1〜V5を開いて、純水に固形分として活性炭および顔料の粉末を約300ppmの濃度で懸濁させた液を原液入口51から供給して行った。
【0060】
実験後にろ過膜面を観察すると、区画の境界線上、すなわち透過液流路材に仕切体が形成されている部分にはろ過膜面堆積物は付着していなかった。これは区画境界線上ではろ過が進行しないからである。したがって、区画の上流側の境界線部分のろ過膜表面と堆積物層の表面とは段差を成しており、フラッシング時、該段差部分はフラッシング液の流れの圧力を強く受けることになる。そのため、緻密で壊れにくい堆積物層が形成された場合にも、区画の上流側の端辺を基点として堆積物層が破壊されやすいものと考えられる。
【0061】
また、実験中に目視観察したところによれば、区画境界線上にろ過膜面堆積物層が形成されていないため、この部分でフラッシング液が区画境界線方向(流れと直交する方向)に広がる傾向が見られた。すなわち、原液流路内の流れを均一に広げようとする整流効果が見られた。従来のスパイラル型ろ過モジュールでは、原液流路材に異物が引っかかるなどすると、流れ異常が生じて異物の下流側に流れがまわらず、洗浄不良、流路材閉塞などのトラブルが発生することがあった。これに対して、本発明のスパイラル型ろ過モジュールによれば、区画境界線上での上記整流効果によって、流れ異常を1区画内にとどめることができる。このことも、透過液流路材上に仕切体が形成されることによる効果である。
【0062】
次に、本発明に係るスパイラル型ろ過モジュールを用いた液処理方法において、フラッシングの前にモジュール内の均圧操作を行うことの効果を実験結果に基づいて説明する。
【0063】
(実験4〜実験7)
実験4〜実験7は、図9の装置の区画の数を1、2、4または8に変更して行った。純水に固形分として活性炭および顔料の粉末を約300ppmの濃度で懸濁させた液を用いて、実験3と同様に全量ろ過運転を行い、ろ過膜の全面に堆積物層を形成した。次に、実験装置内の均圧操作を行い、その後にフラッシングを行って、ろ過膜面堆積物の除去効果を目視で確認した。
【0064】
均圧操作とは、装置内の圧力をほぼ均一にする操作である。具体的には、Viを開けて上記懸濁液を供給しながら、VoおよびV1〜V4を閉じて、P1〜P4がほぼPiと同じ圧力を示すまで待った。均圧に要する時間は、Piが100kPaのときは約15秒、200kPaのときは約10秒であった。なお、実際のろ過モジュールを用いた場合にモジュール内の均圧に要する時間は、モジュールの内容積、フラッシング液の供給圧、ろ過膜面堆積物層の通水抵抗、ろ過膜通水抵抗等に依存する。
均圧操作後のフラッシングは、上記均圧操作時の弁の状態から、Voを開放することで行った。
【0065】
表2に実験結果を示す。
実験後のろ過膜面には、区画の下流端からある距離までの部分のろ過膜面堆積物層が剥離して完全に除去されているところがあった。表2の「堆積物層が剥離した部分の長さ」は、当該区画の下流端から、堆積物層が完全に剥離・除去された部分の長さを示している。
【0066】
実験4〜実験6では、多くの区画で堆積物層が完全に剥離・除去された部分が見られた。均圧操作を行わずにフラッシングした場合には、堆積物層の厚さは減少するが、堆積物層が完全に剥離・除去されることはないので、この実験結果から、フラッシングの前に実験装置内の均圧操作を行うことによってろ過膜面堆積物をより効率的に除去できることが確認できた。
【0067】
また、実験4と実験5の結果を比較すると、一つの区画が長さが950mmと420mmで2倍の差があるのに対して、区画1の剥離層の長さは200mmと180mmであまり変わらなかった。これは、透過液流路側から原液流路側への実験水の透過がモジュール下流側に集中するためと考えられる。その結果、全部の区画で堆積物層が剥離した長さの合計は、実験4(200mm)よりも実験5(230mm)の方が大きかった。
実験6では、区画の数を4に増やすことで、全部の区画で堆積物層が剥離した長さの合計はさらに大きく、280mmであった。この結果は、均圧操作の後にフラッシングを行うことによるろ過膜面洗浄効果に対しても、本発明に係るろ過モジュールの構造が有利に働くことを示している。
【0068】
一方、分割区画数が多すぎるとろ過膜45を透過する水が少なくなり、剥離した部分と剥離していない部分との境界が明瞭に観察できなかった(実験7)。ただし、実験7においても、ろ過膜面堆積物層の厚さは全体に小さくなっており、フラッシングによる洗浄自体は進んでいた。
【0069】
表2に示した実験結果から、均圧操作後にフラッシングを行うことによって、より大きなろ過膜面堆積物剥離効果を得るためには、1区画の長さが105〜420mmであることが好ましいことが分かる。
【0070】
【表2】
【0071】
上記実験4〜実験6における一連の操作中に、ろ過膜の形状は図10〜図12のようにに変化しているものと考えられる。
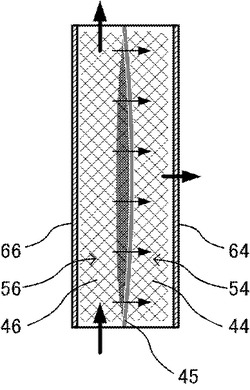
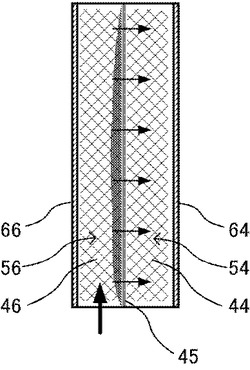
ろ過運転中は、ろ過膜45は原液流路56から透過液流路54へ向けて少し膨らんだ状態となる(図10)。上記実験では従来のスパイラル型モジュールよりも流体抵抗の小さな透過液流路材44を用いているので、透過液流路材がより潰れやすく、ろ過膜45の変形はより大きくなっていたものと考えられる。次に均圧操作によって原液流路側圧力と透過液流路側圧力がほぼ同じになると、ろ過膜45の膨らみが解消される(図11)。その後に弁Voを開けてフラッシングを行うと、モジュールの下流側(図の上方)ではろ過膜45は透過液流路54側から原液流路56側へ押され、ろ過膜面堆積物が剥離する(図12)。このとき、通常の逆洗操作と異なり、ろ過膜面から剥離した堆積物を押し流すフラッシング液の流れがあるため、剥離した堆積物は下流側へ効果的に押し流されることとなる。
【0072】
このように、均圧操作後にフラッシングを行うことで、実験装置内の圧力の変動のみならず、ろ過膜の形状の変化も利用して、ろ過膜面堆積物の剥離効果が増大するものと考えられる。また、高収率運転や全量ろ過運転に適したろ過モジュールでは透過液流路材として流体抵抗の小さなネットを用いることが好ましく、その場合にはろ過膜の形状はより大きく変化し、ろ過膜面堆積物の剥離効果はより大きくなる。
【0073】
上記の現象は分割された各区画内で個別に起こるため、ろ過膜面堆積物の剥離効果は、各区画の下流側において顕著となる。
そこで、フラッシング液の流れの方向を適宜反転させることによって、ろ過膜のより広い範囲にこの効果を及ぼすことができる。すなわち、フラッシングを1回または複数回実施する毎に、フラッシング液を原液入口から供給する順方向のフラッシングと、フラッシング液を濃縮液出口から供給する逆方向のフラッシングとを切り替えることによって、ろ過膜のより広い範囲で堆積物層を剥離させることができる。
【符号の説明】
【0074】
1 スパイラル型ろ過モジュール
2 集液管
3 ろ過膜
4、44 透過液流路材
5、45 ろ過膜
6、46 原液流路材
7 外装容器
8、48 仕切体
11、51 原液入口
12、52 透過液出口
13、53 濃縮液出口
14、54 透過液流路
16、56 原液流路
21 ろ過膜面堆積物
31 原液入口弁
32 透過液出口弁
33 濃縮液出口弁
34 透過液タンク
35 原液供給ポンプ
36 原液タンク
41 モデル化実験装置
64 モデル化実験装置の背板
66 モデル化実験装置の透明板
Vi、Vo、V1、V2、V3、V4、V5 弁
Fi、F1、F2、F3、F4 流量計
Pi、Po、P1、P2、P3、P4 圧力計
【技術分野】
【0001】
本発明は、固液分離のために用いられるスパイラル型ろ過モジュールに関する。さらに詳しくは、透過液量が大きいろ過処理に適したスパイラル型ろ過モジュールに関する。
【背景技術】
【0002】
従来より、各種廃液からの汚濁物質の分離除去や逆浸透膜装置の前処理等に、スパイラル型ろ過モジュールが用いられている。
スパイラル型ろ過モジュールの一般的な構造は図2に示す通りである。中空で側面に多数の孔を有する集液管2の周囲に、第1のろ過膜3、透過液流路材4、第2のろ過膜5および原液流路材6を積層したユニットの一組または複数組が巻回されてスパイラル型膜エレメントが形成され、これが略円筒形の外装容器7に収められている。
【0003】
スパイラル型モジュールを用いたろ過はクロスフロー運転によることが多い。すなわち、原液が原液入口11から原液流路16に供給され、一部はろ過膜3、5を通過して透過液流路14を経て透過液出口12から取り出され(以下「透過液」という。)、残りは原液流路16を通って濃縮液出口13から排出される(以下「濃縮液」または「非透過液」という。)。典型的なクロスフロー運転においては、原液供給量に対する透過液量の割合で表される回収率は1/50〜1/15程度である。
【0004】
原液に含まれる固形分はろ過膜3、5に捕捉されて、その原液流路16側の表面に堆積するので、定期または不定期にフラッシングや逆洗浄によって除去される。一般的なフラッシングの方法は、透過液出口12を閉じて、原液入口11からフラッシング液を供給し、ろ過膜面の堆積物を除去してフラッシング液とともに濃縮液出口13から排出させるものである。一般的な逆洗浄の方法は、透過液出口12から逆洗浄液を供給して、原液入口11および/または濃縮液出口13から堆積物を排出させるものである。
【0005】
クロスフロー運転においては、回収率を低くすれば、原液の流れがろ過膜面を洗浄する効果が得られるので、ろ過膜面に堆積する固形分の量は少なくなる。そのため、フラッシングから次のフラッシングまでの間に連続してろ過運転を行う時間を長くすることができる。一方で、回収率が低いと、透過液量に比して能力の大きな原液供給ポンプが必要となるなど、ろ過システム全体のコストが高くなるという問題がある。
【0006】
そこで、非透過液量を減らして回収率を高くする高収率運転が、さらには非透過液量をゼロにする全量ろ過運転が試みられている。例えば、特許文献1および2には、スパイラル型膜モジュールを用いて全量濾過操作を行う水処理システムが開示されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平10−235164号公報
【特許文献2】特開平10−235166号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
高収率運転や全量ろ過運転では、ろ過膜面に堆積する固形分の量が多くなるので、フラッシング等によって、ろ過膜面の堆積物を確実に除去することが欠かせない。しかしながら、本発明者らはスパイラル型ろ過モジュールを用いて高収率運転および全量ろ過運転を行ったときに、ろ過膜面堆積物の除去に関する問題点に直面した。
【0009】
逆洗浄を行った場合には、透過液出口12から供給された逆洗浄液によって濃縮液出口13近傍の堆積物が除去されると、以後逆洗浄液がその部分を優先して通過し、その結果モジュールの上流(原液入口11に近い側、以下同じ)および中程の堆積物は除去されなかった。
【0010】
また、フラッシングを行った場合には、原液入口11から供給されたフラッシング液によって原液入口11近傍の堆積物が除去されると、フラッシング液の一部がろ過膜3、5を通過して透過液流路14へ迂回し、透過液出口12近傍で再びろ過膜3、5を逆向きに通過して濃縮液出口13から排出されるというフラッシング液のバイパス現象が発生した。その結果モジュールの中程にある堆積物は除去されなかった。また、堆積物層の通液抵抗が低い場合には、原液入口11近傍の堆積物が除去されていなくてもフラッシング液が堆積物層とろ過膜を通過して透過液流路へ迂回するバイパス現象が発生することがあった。
【0011】
このバイパス現象は、ろ過膜3、5として孔径の小さな逆浸透膜やナノろ過膜を用いたときにはその影響は小さいが、限外ろ過膜や精密ろ過膜を用いたときには影響が大きくなった。また、このバイパス現象は、高収率運転・全量ろ過運転に適した透過液量の大きいモジュールを用いたときに、特に顕著であった。
【0012】
本発明は以上の点を考慮してなされたものであり、ろ過膜面の堆積物をより確実に除去することができるスパイラル型ろ過モジュールを提供することを目的とする。併せて、そのスパイラル型ろ過モジュールを用いた液処理方法を提供することを目的とする。
【課題を解決するための手段】
【0013】
本発明のスパイラル型ろ過モジュールは、集液管の周囲に第1のろ過膜、透過液流路材、第2のろ過膜および原液流路材を積層したユニットの一組または複数組を巻回したスパイラル型膜エレメントが略円筒形の外装容器に納められたスパイラル型ろ過モジュールであって、前記透過液流路材には、透過液のモジュール軸方向への流れを妨げる仕切体が形成されていることを特徴とする。
透過液流路材に仕切体が形成されていることによって、フラッシング液のバイパス現象の影響を低減し、ろ過膜面の堆積物をより確実に除去することができる。
【0014】
好ましくは、前記第1のろ過膜および第2のろ過膜は、公称孔径が0.01〜10μmであることを特徴とする。
ここで公称孔径とは、そのサイズの粒子を98%捕捉できる膜孔径をいう。
ろ過膜の公称孔径がこの範囲にある場合は、フラッシング液のバイパス現象の影響が大きくなりやすく、かつフラッシングによってろ過膜の洗浄を効果的に行うことができるので、本発明による効果が一層顕著となる。
【0015】
好ましくは、前記ろ過モジュールは、ろ過膜の有効膜面積当たりの透過液量が0.5〜4L/min・m2であることを特徴とする。
ここでろ過膜の有効膜面積とは、全体の膜面積から、周縁封着部などのろ過機能を有しない部分の膜面積を除いた膜面積である。透過液量とは、純水を200kPaの供給圧で供給したときの透過水量の24時間の平均値を、単位時間、単位有効膜面積で表したものである。
このような高収率運転、全量ろ過運転に適したろ過モジュールでは、フラッシング液のバイパス流が多くなりやすいので、本発明による効果が一層顕著となる。
【0016】
また、好ましくは、前記仕切体は前記透過液流路材の集液管側からエレメント外周側にかけて線状に形成されていることを特徴とする。
さらに好ましくは、前記線状に形成された仕切体は、隣り合う仕切体の間隔がモジュール軸方法において105〜420mmであることを特徴とする。
これらの構成によれば、フラッシング液のバイパス現象の影響をより効果的に抑制することができる。
【0017】
本発明の液処理方法は、上記いずれかのスパイラル型ろ過モジュールを用いた液処理方法であって、前記モジュールに供給される原液の量に対する前記モジュールからろ過・回収される透過液の量の割合、すなわち回収率、が1/10以上であることを特徴とする。
上記いずれかのスパイラル型モジュールを用いることで、ろ過膜面の堆積物をより確実に除去することができるので、このような高収率運転または全量ろ過運転が可能となる。
【0018】
好ましくは、前記原液の含有する固形分が1000ppm以下であることを特徴とし、あるいは、前記原液が海水、河川水または工業用水であることを特徴とする。
上記本発明の液処理方法は高収率運転または全量ろ過運転によるものであり、このような固形分含有量の少ない原液のろ過処理に特に適している。
【0019】
好ましくは、前記ろ過モジュールは定期または不定期にフラッシングによって洗浄され、該フラッシング時のフラッシング液の供給圧力が300kPa以下であることを特徴とする。
フラッシング液の供給圧力を低く保つことによって、フラッシング液の使用量およびフラッシング洗浄後の排出液量を低減することが可能となる。そして、本発明の液処理方法によれば、フラッシング液のバイパス流量が少ないので、フラッシング液の使用量を低減しても効果的な洗浄を行うことができる。
【0020】
また、好ましくは、前記ろ過モジュールは定期または不定期にフラッシングによって洗浄され、前記フラッシングの前には、フラッシング液を供給しながら前記ろ過モジュールの透過液出口およびフラッシング液を排出する出口を閉じるモジュール内均圧操作を行い、その後にフラッシング液を排出する出口のみを開けてフラッシングを行うことを特徴とする。
モジュール内均圧操作の後にフラッシング液を排出する出口のみを開けることによって、ろ過膜面の堆積物がろ過膜面から剥離しやすくなる。そして本発明のスパイラル型ろ過モジュールを用いることによって、この堆積物の剥離を促進する効果をろ過膜の広い範囲に及ぼすことが可能となる。
【0021】
さらに好ましくは、前記フラッシングは、フラッシング液を前記ろ過モジュールの原液入口から供給する順方向のフラッシングと、フラッシング液を前記ろ過モジュールの濃縮液出口から供給する逆方向のフラッシングとを1回または複数回毎に切り替えて実施することを特徴とする。
フラッシングの方向を適宜反転させることにより、上記堆積物剥離促進効果をろ過膜のより広い範囲に及ぼすことが可能となる。
【発明の効果】
【0022】
以上の通り、本発明のスパイラル型ろ過モジュールおよび液処理方法によれば、フラッシング液のバイパス現象の影響を抑制し、ろ過膜面の堆積物をより確実に除去できるという効果が得られる。
【図面の簡単な説明】
【0023】
【図1】本発明の一実施形態に係るスパイラル型ろ過モジュールの構造図である。
【図2】従来のスパイラル型ろ過モジュールの構造図である。
【図3】スパイラル型ろ過モジュールを用いたろ過システムの構成図である。
【図4】クロスフロー運転の概念図である。
【図5】全量ろ過運転の概念図である。
【図6】フラッシングの概念図である。
【図7】フラッシング液のバイパス現象の概念図である。
【図8】本発明のろ過モジュールによるフラッシング液バイパス現象抑制の概念図である。
【図9】モデル実験装置の構成図である。
【図10】ろ過運転時のろ過膜の形状変化を示す概念図である。
【図11】均圧操作時のろ過膜の形状変化を示す概念図である。
【図12】均圧操作後のフラッシング時のろ過膜の形状変化を示す概念図である。
【発明を実施するための形態】
【0024】
本発明のスパイラル型ろ過モジュールの一実施形態について、その構造および構成部材を図1に基づいて説明する。
【0025】
本実施形態のスパイラル型ろ過モジュール1では、中空で側面に多数の孔を有する集液管2の周囲に、ろ過膜3、透過液流路材4、ろ過膜5および原液流路材6を積層したユニットの一組または複数組が巻回されてスパイラル型膜エレメントが形成され、これが略円筒形の外装容器7に収められている。ろ過膜3とろ過膜5は三方が閉じた袋体を構成し、他の一方は集液管2と連通している。袋体の外側には原液流路材6があって原液流路16が形成され、原液流路16はろ過モジュール1両端の原液入口11および濃縮液出口13で外部と通じている。袋体の内側には透過液流路材4があり、透過液流路14が形成されて集液管2と連通し、集液管2は一端が封止され他端(図1では濃縮液出口13側)が透過液出口12となっている。
【0026】
本発明に係るスパイラル型ろ過モジュール1においては、透過液流路材4には、仕切体8が形成されている。仕切体8は、透過液流路14を複数の区画に分割して、透過液のモジュール軸方向への流れを妨げるためのものである。これによって、フラッシング時に、フラッシング液が透過液流路14を流れるバイパス現象を抑制することができる。
【0027】
本実施形態においては、前記仕切体8は透過液流路材4の集液管2側からエレメント外周側にかけて形成されている。仕切体8の機能はフラッシング液が透過液流路14をモジュール軸方向に流れるときの流体抵抗を大きくすることにあるから、仕切体8がモジュール軸方向への流れを完璧に遮断することまでは不要である。したがって、仕切体8は必ずしも透過液流路材4の集液管2側端からエレメント外周側端の全幅にわたって連続して形成されている必要はなく、それよりも短くてもよい。また、何か所かで途切れて、透過液流路材4の集液管2側からエレメント外周側にかけて断続的に形成されていてもよい。
【0028】
前記仕切体8は、その幅が狭すぎると十分な強度が得られない。透過液流路材4にネットを用いる場合は、仕切体8を構成する材料とネットのフィラメントとの接着面積が十分大きくなるように、仕切体8の幅はフィラメント同士の間隔以上であることが好ましい。例えば、ネットである透過液流路材4のフィラメントの密度が4本/cmであれば、仕切体8の幅は2.5mm以上とするがごとくである。透過液流路材4にネット以外のものを用いる場合には、仕切体8の幅は2mm以上であることが好ましい。一方、仕切体8の幅が広すぎると透過液流路14の面積およびろ過膜の有効膜面積が小さくなるので、仕切体8の幅は10mm以下であることが好ましい。
【0029】
前記仕切体8相互の間隔は、処理対象である原液の粘度、固形分含有量、原液流路16の流体抵抗、透過液流路14の流体抵抗、ろ過モジュールの処理量その他のパラメータに基づいて定めることができる。仕切体相互の間隔が狭すぎると透過液流路14の面積が狭くなり、仕切体相互の間隔が広すぎると、仕切体で区切られた透過液流路14の区画内で生じるフラッシング液のバイパス現象の影響が依然として大きくなる。発明者らの実験結果から、仕切体相互の間隔は105〜420mmであることが好ましく、105〜300mmであることがさらに好ましい。
【0030】
前記ろ過膜3、5としては、精密ろ過、限外ろ過、ナノろ過など各種用途の平膜を用いることができるが、なかでも精密ろ過膜または限外ろ過膜を用いることが好ましい。
ところで、精密ろ過膜および限外ろ過膜については、孔径等で表される確立した定義がなく、両者の境界も明確ではない。理化学辞典(第5版、岩波書店)によれば、ろ別される粒子の粒径が0.02〜10μmの場合を精密ろ過、0.001〜1μm(分子量1000〜300000)の場合を限外ろ過としている。そのため、同程度の孔径を有するろ過膜が、精密ろ過膜とも限外ろ過膜とも称されることもある。本明細書中では、精密ろ過、限外ろ過の語を一応上記定義に従って用いるが、孔径についてより正確に規定すべきときは、公称孔径を用いる。なお、公称孔径とは、そのサイズの粒子を98%捕捉できる場合の、その粒子径をいう。
【0031】
公称孔径で表現すると、前記ろ過膜は、公称孔径が0.01〜10μmであることが好ましい。また、前記ろ過膜は、公称孔径が0.01〜1μmであることがさらに好ましい。ろ過膜の公称孔径が0.01μmよりも小さい場合には、ろ過抵抗が大きいために、従来のスパイラル型ろ過モジュールの構造でもフラッシング液のバイパス流量が少ないので、本発明による効果が小さい。一方、ろ過膜の公称孔径が大きすぎるとろ過膜面の堆積物をフラッシングで除去することが難しくなる。公称孔径が10μmを超える場合には、ろ過膜に捕捉された固形分の大部分が細孔内部に入り込んでしまい、フラッシングのみでは細孔中の固形分を除去できない。ろ過膜の公称孔径が1μmを超える場合には、ろ過膜に捕捉された固形分の一部が細孔内部に入り込み、フラッシングのみで細孔中の固形分を完全に除去することが難しくなる。
【0032】
前記ろ過膜3、5に用いる精密ろ過膜または限外ろ過膜としては、例えば、合成樹脂製の不織布である基材の表面に多数の細孔を有する高分子膜が形成されたものを用いることができる。
【0033】
前記ろ過膜3、5による袋体を製造する方法は、従来のスパイラル型モジュールと同様の種々の方法を用いることができる。例えば、枚葉状のろ過膜の3方を熱融着する又は接着剤によって接着する、帯状のろ過膜をつづら折りにして側方2辺を熱融着する又は接着するなどの方法を用いることができる。
【0034】
前記原液流路材6としては、ろ過膜5、3の間隔を保持して原液の流れを確保できるものであれば、従来のスパイラル型モジュールと同様に、各種の材料・形状のものを用いることができる。例えば、ポリオレフィン系、ポリエステル系、ポリアミド系など合成樹脂繊維を用いた織編物やネットを用いることができる。なかでも、ろ過膜面堆積物を洗い流すフラッシング液の流体抵抗を低くできるので、網地を形成するフィラメントが立体的に交差する構造のネットを用いることがさらに好ましい。
【0035】
前記原液流路材6にネットを用いる場合は、ネットの厚さは0.5〜1mmであることが好ましい。網地を形成するフィラメントが立体的に交差しているものでは、フィラメント径の2倍弱がネットの厚さになる。
ネットの厚さが0.5mmよりも小さいと、少量のろ過膜面堆積物によっても膜間閉塞を起こしやすく、小さな粒子が引っかかることによってもフラッシング洗浄が困難になる。逆に、厚さが1mmよりも大きいと、原液流路が広いので、効果的なフラッシングを行うために大流量のフラッシング液が必要となる。
【0036】
前記原液流路材6に用いるネットの網目の大きさは、平行に並ぶフィラメントの密度(単位長さあたりの本数)が3〜7本/cmであることが好ましい。
ネットの網目が大きすぎると、すなわちフィラメントの密度が3本/cmよりも小さいと、フィラメントが立体的に交差する部分でろ過膜に応力が集中してろ過膜を痛めやすく、また、流体抵抗が小さくなりすぎてフラッシング液が均一に流れにくくなる。逆に、フィラメントの密度が7本/cmよりも大きいと、原液流路16の流体抵抗が高くなり過ぎるからである。
【0037】
前記透過液流路材4としては、ろ過膜3、5の間隔を保持して、透過液の流れを確保できるものであれば、各種の材料・形状のものを用いることができる。例えば、ポリオレフィン系、ポリエステル系、ポリアミド系など合成樹脂繊維を用いた織編物やネットを用いることができる。従来のスパイラル型ろ過モジュールでは透過液流路材として目が細かく、流体抵抗の大きな織編物が用いられることが多かった。これに対して、本実施形態のモジュールでは、高収率運転や全量ろ過運転の際に透過液流量を大きくできるように、より目の粗い、流体抵抗の小さな透過液流路材4を用いることが望ましい。そこで、透過液流路材4として、原液流路材6と同様に、網地を形成するフィラメントが立体的に交差する構造のネットを用いることが好ましい。
【0038】
前記透過液流路材4にネットを用いる場合は、ネットの厚さが0.5〜1mmであることが好ましい。網地を形成するフィラメントが立体的に交差しているものでは、フィラメント径の2倍弱がネットの厚さになる。
ネットの厚さが0.5mmよりも小さいと、透過液流路14が狭くなり、透過液の流れが確保しにくくなるからである。逆に、厚さが大きすぎると、無駄にモジュールの容積が増えることとなるからである。
【0039】
前記透過液流路材4に用いるネットの網目の大きさは、平行に並ぶフィラメントの密度(単位長さあたりの本数)が3〜9本/cmであることが好ましい。
ネットの網目が大きすぎると、すなわちフィラメントの密度が3本/cmよりも小さいと、フィラメントが立体的に交差する部分でろ過膜に応力が集中してろ過膜を痛めやすい。また、膜支持点が少ないのでろ過膜3、5が近接しやすく、ネットの厚さによっては透過液の流れが確保しにくくなる。一方、ネットの厚さが前記0.5〜1mmの場合に、フィラメントの密度が9本/cmよりも大きいと、透過液流路14の流体抵抗が高くなり過ぎる。
【0040】
透過液流路材4上に形成される前記仕切体8の材料は、耐久性や透過液への溶出成分などを考慮して選定することができる。例えば、ポリオレフィン系、エチレン酢酸ビニル系、シリコーン系、ポリウレタン系などの各種合成樹脂を用いることができ、なかでもポリオレフィン系樹脂、シリコーン系樹脂を好適に用いることができる。
【0041】
前記仕切体8を形成する方法としては、ホットメルト型接着剤その他の各種接着剤を用いて透過液流路材4の網目を埋める方法を用いることができる。これによって、仕切体を横切る方向の流体抵抗が大きくなる。なかでもホットメルト型接着剤を用いて、透過液流路材4の集液管2側からエレメント外周側にかけて線状に、透過液流路材4の網目を埋める方法が、簡便であり、好ましい。
あるいは、合成樹脂フィルム製のスリット糸を透過液流路材上に加熱・プレスして融着したり、接着することによっても仕切体8を形成することができる。この場合はスリット糸を融着・接着した部分が厚くなることで、透過液流路材4とろ過膜3、5の隙間が小さくなって、仕切体を横切る方向の流体抵抗が大きくなる。
【0042】
上記の各構成部材を積層・巻回してスパイラル型膜エレメントが作製され、モジュール1が組み立てられる。エレメントおよびモジュールの作製に当たっては、各種公知の方法を用いることができる。例えば、上記各構成部材を積層・巻回した後、外周を繊維強化プラスチック(FRP)で固めてエレメントを作製し、それを金属製で略円筒形の外装容器に収めることによりモジュールを作製することができる。
【0043】
次に、本発明に係るスパイラル型ろ過モジュールの作用を図3ないし図8を用いて説明する。
【0044】
図3にスパイラル型ろ過モジュールを用いたろ過システムの構成を示す。
クロスフロー運転(高収率運転を含む)では、原液入口弁31、濃縮液出口弁33および透過液出口弁32を開け、ポンプ35によって原液タンク36から原液を供給する。ろ過膜を透過した透過液は透過液出口12から排出されて透過液タンク34に貯留され、ろ過膜を透過しなかった濃縮液は濃縮液出口13から排出されて原液タンク36に戻される。全量ろ過運転では濃縮液出口弁33を閉じることによって、供給された原液は固形分を除いて全量が透過液となる。
【0045】
図4および図5は、それぞれクロスフロー運転および全量ろ過運転時のろ過モジュール内の液の流れを示した概念図である。図の右側がろ過膜3とろ過膜5に囲まれた透過液流路14を表し、図の左側がろ過膜5とろ過膜3に囲まれた原液流路16を表している。図の両側に隣接する原液流路および透過液流路は省略した。
【0046】
クロスフロー運転(図4)では、原液入口11からモジュール内に供給された原液は、一部がろ過膜5を通過して透過液流路14を経て透過液出口12から排出され、残りは原液流路16を通って濃縮液出口13から排出される。このとき、原液中に含まれる固形分の一部はろ過膜表面に捕捉され、ろ過膜面堆積物21となる。全量ろ過運転(図5)では、原液入口11からモジュール内に供給された原液は固形分を除いて全量がろ過膜5を通過して、透過液出口12から排出される。このとき、原液中に含まれる固形分はろ過膜表面に捕捉され、ろ過膜面堆積物21となる。
【0047】
このろ過膜面堆積物21は、定期または不定期にフラッシング等によって除去される。
フラッシングを実施する時機は、予め時間間隔を定めて実施する場合、ろ過モジュールの差圧(圧力損失)が所定の大きさに達したときに実施する場合、両者の基準を併用して実施する場合など、処理対象液等に応じて定めることができる。
【0048】
フラッシングは、図3において、透過液出口弁32を閉じて、原液入口弁31および濃縮液出口弁33を開くことによって行うことができる。
フラッシング液が原液入口11からモジュール内に供給されると、全量が濃縮液出口13から排出される。ろ過膜面堆積物21は、フラッシング液によって洗い流され、フラッシング液とともに濃縮液出口13から排出されることが期待される(図6)。
【0049】
しかし実際には、ろ過膜面から除去された堆積物を含んだフラッシング液が流れることによって原液流路16の流動抵抗が大きくなると、フラッシング液が透過液流路14へ迂回するバイパス現象が生じて、ろ過モジュールの中程にある堆積物21が除去されない(図7)。高収率運転・全量ろ過運転に適した設計をされたろ過モジュールでは、透過液流路14の流体抵抗が小さいために、このバイパス現象が特に顕著に現れる。
【0050】
これに対して、本発明に係るろ過モジュールでは、透過液流路材4に形成された仕切体8によって、流体が透過液流路14内をモジュール軸方法に流れるのが妨げられる結果、バイパス現象が抑制されることとなる(図8)。
【0051】
なお、本発明の液処理方法におけるろ過運転方法、フラッシング方法等は上記説明に限定されるものではなく、多くの変形が可能である。例えば、図3ではフラッシング液として原液を用いるシステムを例示したが、これに限られるものではなく、原液以外のフラッシング液を用いてもよい。また、上記説明では原液入口11をフラッシング液の供給口とし、濃縮液出口13をフラッシング液の排出口としたが(順方向のフラッシング)、これとは逆に、フラッシング液を濃縮液出口13から供給して原液入口11から排出してもよい(逆方向のフラッシング)。また、必要に応じて次亜塩素酸ソーダ溶液等の薬剤を用いた薬剤洗浄を行えば、フラッシングのみでは除去できない、細孔内部に入り込んだ固形分を除去することができる。
【0052】
(実験1および実験2)
実際のろ過モジュールを用いた実験では、フラッシング液のバイパス現象の発生や仕切体8によるその抑制効果を直接観察することは難しい。そこでこれを、図9に示す装置を用いたモデル実験によって確認した。この装置はスパイラル型ろ過エレメントの一部を平板モデル化したものである。
【0053】
図9の実験装置は以下のとおりに作製した。
幅180mm、長さ950mmの大きさのろ過膜45を、一方の側からは原液流路材46および透明樹脂板66をこの順に、反対側からは透過液流路材44および他の透明樹脂板64をこの順に当てて挟み込み、原液流路56および透過液流路54を構成して、それらの周縁部をシリコーン樹脂シーラントでシールした。
ろ過膜45は、合成樹脂製の不織布の両面に多数の細孔を有する高分子膜が形成された、公称孔径0.25μmのものを用いた。原液流路材46および透過液流路材44には、ポリエチレン製のフィラメントが立体的に交差する構造のネットを用い、フィラメントの径は0.35mm、ネットの厚さは0.65mm、フィラメントの密度は4.3本/cmであった。
透過液流路材44には、予めシリコーン樹脂のシーラントを用いて幅8mmの線状の仕切体48を3本形成した。これにより、透過液流路54は幅180mm、長さ210mmの大きさの4つの区画に分割されている。透過液流路54の区画(以下単に「区画」ということがある。)にはそれぞれ、圧力計(図9中のP1〜P4)、流量計(同F1〜F4)および弁(同V1〜V4)を有する連通管が接続されている。
【0054】
実験1および実験2は、純水を用いて、弁Viおよび弁Voを開き、弁V5を閉じて行った。純水は原水入口51(図9の下方)から供給し、入口圧力Piは200kPa、出口圧力Poは50kPaで一定に制御した。
実験1は弁V1〜V4を閉じた状態で行った。弁V1〜V4を閉じると、ろ過膜45を通過しないで各区画間を液が流れることが妨げられるから、実験1は、透過液流路材に仕切体が形成されている場合(本発明に係るろ過モジュール)のフラッシングを模した実験である。
実験2は、弁V1〜V4を開いた状態で行った。実験2は、透過液流路材に仕切体が形成されていない場合(従来のろ過モジュール)のフラッシングを模した実験である。
【0055】
実験結果を表1に示す。表1中の流量の正負は、Fiは水が原液流路54に流入する場合(図9において流量計Fiを上向きに通過する場合)をプラス、F1〜F4は水が透過液流路56から流出する場合(図9において流量計F1〜F4を右向きに通過する場合)をプラスとして示した。
【0056】
実験1では、弁V1〜V4を閉じているので、流量計を通過する流れはない。表1より、ろ液側各区画の圧力P1〜P4の値はそれぞれ異なり、入口に近い区画(上流側)のP4から出口に近い区画(下流側)のP1にかけて順次低くなっている。P1〜P4は、それぞれの区画に相対する原液側圧力とほぼ同じ値を示したものと考えられる。したがって、図8に示されたように、各区画内ではバイパス流が発生している可能性はあるが、そのバイパス流量はごく少量であると考えられる。
【0057】
実験2は、弁V1〜V4を開放した状態で行った。表1より、透過液流路54内の圧力は全体に平均化されている。その結果、上流側では透過液側圧力<原液側圧力となって、原液側から透過液側にろ過膜45を通して水が移動し(F4、F3)、下流側では透過液側圧力>原液側圧力となって、透過液側から原液側にろ過膜45を通して水が移動した(F1、F2)。実験2においてバイパス流量はF1+F2=F3+F4=1.1L/minとなり、全流水量2.4L/min(Fi)の半分近くに達した。
【0058】
【表1】
【0059】
(実験3)
実験3として、透過液流路材に仕切体が形成されている場合(本発明に係るろ過モジュール)の全量ろ過運転を模した実験を行った。実験は、図9に示した装置を用い、弁Voを閉じ、弁Viおよび弁V1〜V5を開いて、純水に固形分として活性炭および顔料の粉末を約300ppmの濃度で懸濁させた液を原液入口51から供給して行った。
【0060】
実験後にろ過膜面を観察すると、区画の境界線上、すなわち透過液流路材に仕切体が形成されている部分にはろ過膜面堆積物は付着していなかった。これは区画境界線上ではろ過が進行しないからである。したがって、区画の上流側の境界線部分のろ過膜表面と堆積物層の表面とは段差を成しており、フラッシング時、該段差部分はフラッシング液の流れの圧力を強く受けることになる。そのため、緻密で壊れにくい堆積物層が形成された場合にも、区画の上流側の端辺を基点として堆積物層が破壊されやすいものと考えられる。
【0061】
また、実験中に目視観察したところによれば、区画境界線上にろ過膜面堆積物層が形成されていないため、この部分でフラッシング液が区画境界線方向(流れと直交する方向)に広がる傾向が見られた。すなわち、原液流路内の流れを均一に広げようとする整流効果が見られた。従来のスパイラル型ろ過モジュールでは、原液流路材に異物が引っかかるなどすると、流れ異常が生じて異物の下流側に流れがまわらず、洗浄不良、流路材閉塞などのトラブルが発生することがあった。これに対して、本発明のスパイラル型ろ過モジュールによれば、区画境界線上での上記整流効果によって、流れ異常を1区画内にとどめることができる。このことも、透過液流路材上に仕切体が形成されることによる効果である。
【0062】
次に、本発明に係るスパイラル型ろ過モジュールを用いた液処理方法において、フラッシングの前にモジュール内の均圧操作を行うことの効果を実験結果に基づいて説明する。
【0063】
(実験4〜実験7)
実験4〜実験7は、図9の装置の区画の数を1、2、4または8に変更して行った。純水に固形分として活性炭および顔料の粉末を約300ppmの濃度で懸濁させた液を用いて、実験3と同様に全量ろ過運転を行い、ろ過膜の全面に堆積物層を形成した。次に、実験装置内の均圧操作を行い、その後にフラッシングを行って、ろ過膜面堆積物の除去効果を目視で確認した。
【0064】
均圧操作とは、装置内の圧力をほぼ均一にする操作である。具体的には、Viを開けて上記懸濁液を供給しながら、VoおよびV1〜V4を閉じて、P1〜P4がほぼPiと同じ圧力を示すまで待った。均圧に要する時間は、Piが100kPaのときは約15秒、200kPaのときは約10秒であった。なお、実際のろ過モジュールを用いた場合にモジュール内の均圧に要する時間は、モジュールの内容積、フラッシング液の供給圧、ろ過膜面堆積物層の通水抵抗、ろ過膜通水抵抗等に依存する。
均圧操作後のフラッシングは、上記均圧操作時の弁の状態から、Voを開放することで行った。
【0065】
表2に実験結果を示す。
実験後のろ過膜面には、区画の下流端からある距離までの部分のろ過膜面堆積物層が剥離して完全に除去されているところがあった。表2の「堆積物層が剥離した部分の長さ」は、当該区画の下流端から、堆積物層が完全に剥離・除去された部分の長さを示している。
【0066】
実験4〜実験6では、多くの区画で堆積物層が完全に剥離・除去された部分が見られた。均圧操作を行わずにフラッシングした場合には、堆積物層の厚さは減少するが、堆積物層が完全に剥離・除去されることはないので、この実験結果から、フラッシングの前に実験装置内の均圧操作を行うことによってろ過膜面堆積物をより効率的に除去できることが確認できた。
【0067】
また、実験4と実験5の結果を比較すると、一つの区画が長さが950mmと420mmで2倍の差があるのに対して、区画1の剥離層の長さは200mmと180mmであまり変わらなかった。これは、透過液流路側から原液流路側への実験水の透過がモジュール下流側に集中するためと考えられる。その結果、全部の区画で堆積物層が剥離した長さの合計は、実験4(200mm)よりも実験5(230mm)の方が大きかった。
実験6では、区画の数を4に増やすことで、全部の区画で堆積物層が剥離した長さの合計はさらに大きく、280mmであった。この結果は、均圧操作の後にフラッシングを行うことによるろ過膜面洗浄効果に対しても、本発明に係るろ過モジュールの構造が有利に働くことを示している。
【0068】
一方、分割区画数が多すぎるとろ過膜45を透過する水が少なくなり、剥離した部分と剥離していない部分との境界が明瞭に観察できなかった(実験7)。ただし、実験7においても、ろ過膜面堆積物層の厚さは全体に小さくなっており、フラッシングによる洗浄自体は進んでいた。
【0069】
表2に示した実験結果から、均圧操作後にフラッシングを行うことによって、より大きなろ過膜面堆積物剥離効果を得るためには、1区画の長さが105〜420mmであることが好ましいことが分かる。
【0070】
【表2】
【0071】
上記実験4〜実験6における一連の操作中に、ろ過膜の形状は図10〜図12のようにに変化しているものと考えられる。
ろ過運転中は、ろ過膜45は原液流路56から透過液流路54へ向けて少し膨らんだ状態となる(図10)。上記実験では従来のスパイラル型モジュールよりも流体抵抗の小さな透過液流路材44を用いているので、透過液流路材がより潰れやすく、ろ過膜45の変形はより大きくなっていたものと考えられる。次に均圧操作によって原液流路側圧力と透過液流路側圧力がほぼ同じになると、ろ過膜45の膨らみが解消される(図11)。その後に弁Voを開けてフラッシングを行うと、モジュールの下流側(図の上方)ではろ過膜45は透過液流路54側から原液流路56側へ押され、ろ過膜面堆積物が剥離する(図12)。このとき、通常の逆洗操作と異なり、ろ過膜面から剥離した堆積物を押し流すフラッシング液の流れがあるため、剥離した堆積物は下流側へ効果的に押し流されることとなる。
【0072】
このように、均圧操作後にフラッシングを行うことで、実験装置内の圧力の変動のみならず、ろ過膜の形状の変化も利用して、ろ過膜面堆積物の剥離効果が増大するものと考えられる。また、高収率運転や全量ろ過運転に適したろ過モジュールでは透過液流路材として流体抵抗の小さなネットを用いることが好ましく、その場合にはろ過膜の形状はより大きく変化し、ろ過膜面堆積物の剥離効果はより大きくなる。
【0073】
上記の現象は分割された各区画内で個別に起こるため、ろ過膜面堆積物の剥離効果は、各区画の下流側において顕著となる。
そこで、フラッシング液の流れの方向を適宜反転させることによって、ろ過膜のより広い範囲にこの効果を及ぼすことができる。すなわち、フラッシングを1回または複数回実施する毎に、フラッシング液を原液入口から供給する順方向のフラッシングと、フラッシング液を濃縮液出口から供給する逆方向のフラッシングとを切り替えることによって、ろ過膜のより広い範囲で堆積物層を剥離させることができる。
【符号の説明】
【0074】
1 スパイラル型ろ過モジュール
2 集液管
3 ろ過膜
4、44 透過液流路材
5、45 ろ過膜
6、46 原液流路材
7 外装容器
8、48 仕切体
11、51 原液入口
12、52 透過液出口
13、53 濃縮液出口
14、54 透過液流路
16、56 原液流路
21 ろ過膜面堆積物
31 原液入口弁
32 透過液出口弁
33 濃縮液出口弁
34 透過液タンク
35 原液供給ポンプ
36 原液タンク
41 モデル化実験装置
64 モデル化実験装置の背板
66 モデル化実験装置の透明板
Vi、Vo、V1、V2、V3、V4、V5 弁
Fi、F1、F2、F3、F4 流量計
Pi、Po、P1、P2、P3、P4 圧力計
【特許請求の範囲】
【請求項1】
集液管の周囲に、第1のろ過膜、透過液流路材、第2のろ過膜および原液流路材を積層したユニットの一組または複数組を巻回したスパイラル型膜エレメントが略円筒形の外装容器に納められたスパイラル型ろ過モジュールであって、
前記透過液流路材には、透過液のモジュール軸方向への流れを妨げる仕切体が形成されている
ことを特徴とするスパイラル型ろ過モジュール。
【請求項2】
前記第1のろ過膜および第2のろ過膜は、公称孔径が0.01〜10μmである
ことを特徴とする請求項1に記載のスパイラル型ろ過モジュール。
【請求項3】
前記ろ過モジュールは、ろ過膜の有効膜面積当たりの透過液量が0.5〜4L/min・m2である
ことを特徴とする請求項1または2に記載のスパイラル型ろ過モジュール。
【請求項4】
前記仕切体は、前記透過液流路材の集液管側からエレメント外周側にかけて線状に形成されている
ことを特徴とする請求項1〜3のいずれか一項に記載のスパイラル型ろ過モジュール。
【請求項5】
前記線状に形成された仕切体は、隣り合う仕切体の間隔がモジュール軸方法において105〜420mmである
ことを特徴とする請求項4に記載のスパイラル型ろ過モジュール。
【請求項6】
請求項1〜5のいずれか一項に記載のスパイラル型ろ過モジュールを用いた液処理方法であって、
前記モジュールに供給される原液の量に対する前記モジュールからろ過・回収される透過液の量の割合が1/10以上である
ことを特徴とする液処理方法。
【請求項7】
前記原液の含有する固形分が1000ppm以下である
ことを特徴とする請求項6に記載の液処理方法。
【請求項8】
前記原液が海水、河川水または工業用水である
ことを特徴とする請求項6に記載の液処理方法。
【請求項9】
前記ろ過モジュールは定期または不定期にフラッシングによって洗浄され、
該フラッシング時のフラッシング液の供給圧力が300kPa以下である
ことを特徴とする請求項6〜8のいずれか一項に記載の液処理方法。
【請求項10】
前記ろ過モジュールは定期または不定期にフラッシングによって洗浄され、
該フラッシングの前には、フラッシング液を供給しながら前記ろ過モジュールの透過液出口およびフラッシング液を排出する出口を閉じるモジュール内均圧操作を行い、
その後にフラッシング液を排出する出口のみを開けてフラッシングを行う
ことを特徴とする請求項6〜9のいずれか一項に記載の液処理方法。
【請求項11】
前記フラッシングは、
フラッシング液を前記ろ過モジュールの原液入口から供給する順方向のフラッシングと、
フラッシング液を前記ろ過モジュールの濃縮液出口から供給する逆方向のフラッシングとを1回または複数回毎に切り替えて実施する
ことを特徴とする請求項10に記載の液処理方法。
【請求項1】
集液管の周囲に、第1のろ過膜、透過液流路材、第2のろ過膜および原液流路材を積層したユニットの一組または複数組を巻回したスパイラル型膜エレメントが略円筒形の外装容器に納められたスパイラル型ろ過モジュールであって、
前記透過液流路材には、透過液のモジュール軸方向への流れを妨げる仕切体が形成されている
ことを特徴とするスパイラル型ろ過モジュール。
【請求項2】
前記第1のろ過膜および第2のろ過膜は、公称孔径が0.01〜10μmである
ことを特徴とする請求項1に記載のスパイラル型ろ過モジュール。
【請求項3】
前記ろ過モジュールは、ろ過膜の有効膜面積当たりの透過液量が0.5〜4L/min・m2である
ことを特徴とする請求項1または2に記載のスパイラル型ろ過モジュール。
【請求項4】
前記仕切体は、前記透過液流路材の集液管側からエレメント外周側にかけて線状に形成されている
ことを特徴とする請求項1〜3のいずれか一項に記載のスパイラル型ろ過モジュール。
【請求項5】
前記線状に形成された仕切体は、隣り合う仕切体の間隔がモジュール軸方法において105〜420mmである
ことを特徴とする請求項4に記載のスパイラル型ろ過モジュール。
【請求項6】
請求項1〜5のいずれか一項に記載のスパイラル型ろ過モジュールを用いた液処理方法であって、
前記モジュールに供給される原液の量に対する前記モジュールからろ過・回収される透過液の量の割合が1/10以上である
ことを特徴とする液処理方法。
【請求項7】
前記原液の含有する固形分が1000ppm以下である
ことを特徴とする請求項6に記載の液処理方法。
【請求項8】
前記原液が海水、河川水または工業用水である
ことを特徴とする請求項6に記載の液処理方法。
【請求項9】
前記ろ過モジュールは定期または不定期にフラッシングによって洗浄され、
該フラッシング時のフラッシング液の供給圧力が300kPa以下である
ことを特徴とする請求項6〜8のいずれか一項に記載の液処理方法。
【請求項10】
前記ろ過モジュールは定期または不定期にフラッシングによって洗浄され、
該フラッシングの前には、フラッシング液を供給しながら前記ろ過モジュールの透過液出口およびフラッシング液を排出する出口を閉じるモジュール内均圧操作を行い、
その後にフラッシング液を排出する出口のみを開けてフラッシングを行う
ことを特徴とする請求項6〜9のいずれか一項に記載の液処理方法。
【請求項11】
前記フラッシングは、
フラッシング液を前記ろ過モジュールの原液入口から供給する順方向のフラッシングと、
フラッシング液を前記ろ過モジュールの濃縮液出口から供給する逆方向のフラッシングとを1回または複数回毎に切り替えて実施する
ことを特徴とする請求項10に記載の液処理方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2013−674(P2013−674A)
【公開日】平成25年1月7日(2013.1.7)
【国際特許分類】
【出願番号】特願2011−135260(P2011−135260)
【出願日】平成23年6月17日(2011.6.17)
【出願人】(503442592)株式会社ユアサメンブレンシステム (28)
【Fターム(参考)】
【公開日】平成25年1月7日(2013.1.7)
【国際特許分類】
【出願日】平成23年6月17日(2011.6.17)
【出願人】(503442592)株式会社ユアサメンブレンシステム (28)
【Fターム(参考)】
[ Back to top ]