
スパウト付袋状容器
【課題】容器内容物のスパウトからの排出時における内容物の漏洩が有効に防止されたスパウト付袋状容器を提供する。
【解決手段】フィルムの貼り合せにより形成された袋状容器の口部にスパウト27が接着固定されているスパウト付袋状容器において、
前記フィルムは、アルミ箔3と、アルミ箔3の外面に形成された印刷用樹脂層5と、アルミ箔3の内面に形成されたポリアミド層7と、ポリアミド層7上に設けられたオレフィン系樹脂層11とを含む層構造を有していると共に、前記フィルムの内、少なくともスパウト27との接着面を有するフィルムは、オレフィン系樹脂層11がウレタン系樹脂層9を介してポリアミド層7上に積層されていることを特徴とする。
【解決手段】フィルムの貼り合せにより形成された袋状容器の口部にスパウト27が接着固定されているスパウト付袋状容器において、
前記フィルムは、アルミ箔3と、アルミ箔3の外面に形成された印刷用樹脂層5と、アルミ箔3の内面に形成されたポリアミド層7と、ポリアミド層7上に設けられたオレフィン系樹脂層11とを含む層構造を有していると共に、前記フィルムの内、少なくともスパウト27との接着面を有するフィルムは、オレフィン系樹脂層11がウレタン系樹脂層9を介してポリアミド層7上に積層されていることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、スパウトと呼ばれる排出具を備えた袋状容器に関するものである。
【背景技術】
【0002】
プラスチックフィルムやアルミ箔などのフィルムから形成された袋状容器は、古くから各種用途に使用されている。このような袋状容器は、従来は、袋の端部を引き裂くことにより開口を形成し、この開口を通して内容物を取り出すように構成されていることが多かったが、最近では、このような袋状容器には、ポリプロピレンなどのオレフィン系樹脂から成形されたスパウトと呼ばれる排出具が設けられて使用されるようになってきた。この排出具は、両端開口の筒状体からなり、その上端部(口部)をアルミ箔などのシール部材でシールし、下方部分には、袋状容器の口部が接着固定された構造を有している。このような排出具を用いた場合には、袋状の容器を引き裂くことなく、スパウトの開口をシールしているシール部材を引き剥がすことにより、内容物注出用の開口が形成されるため、直接内容液を喫飲することができるようになり、各種飲料などの用途に好適となる。また、開口部に着脱自在な蓋を設けておけば、シール部材を引き剥がした後もリシールすることが可能となり、このため、各種調味料などの容器や各種薬液、輸液などを収容した医療用容器としても使用することが可能である。
【0003】
上記のようなスパウト付袋状容器の形成に使用されるフィルムには、フィルム同士を融着して袋状にするためのヒートシール性、ガスバリア性、強度及び印刷適性などが要求される。従って、このような特性が要求される袋状容器用フィルムとしては積層フィルムが使用されており、その代表的な層構成として、外面側から内面側に向かって、ポリエチレンテレフタレート(PET)層/アルミ箔/ポリアミド層/ポリオレフィン層からなる層構成のものが知られている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2005−162283
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、近年における医療分野では、患者の腹部に胃や腸に栄養を送るための孔を容易に形成できるようになったため(PEG)、所定のチューブを用いて胃や腸に直接栄養を供給する経管栄養法が頻繁に利用されるようになった。このような経管栄養法においては、上述したスパウト付袋状容器が使用される。即ち、栄養剤を袋状容器に充填し、胃や腸の内部に達しているチューブにスパウトを接続し、この袋状容器内の栄養剤を直接胃や腸に供給するわけである。
【0006】
しかるに、上記のようにしてスパウト付袋状容器を用いる場合、スパウトを介しての容器内容物の排出時に、内容物の漏洩がしばしば生じるという問題があった。特に、内容物が粘稠であり、袋状容器を外面から押圧して排出する場合には、このスパウト付容器を経管栄養法に用いる場合でないときにも、この漏洩が顕著であった。
【0007】
従って、本発明の目的は、容器内容物のスパウトからの排出時における内容物の漏洩が有効に防止されたスパウト付袋状容器を提供することにある。
本発明の他の目的は、特に容器内容物を外面側からの押圧による絞り出しによってスパウトから排出せしめるに際して、内容物の漏洩が有効に防止されたスパウト付袋状容器を提供することにある。
【課題を解決するための手段】
【0008】
本発明によれば、フィルムの貼り合せにより形成された袋状容器の口部にスパウトが接着固定されているスパウト付袋状容器において、
前記フィルムは、アルミ箔と、該アルミ箔の外面に形成された印刷用樹脂層と、該アルミ箔の内面に形成されたポリアミド層と、該ポリアミド層上に設けられたオレフィン系樹脂層とを含む層構造を有していると共に、
前記フィルムの内、少なくとも前記スパウトとの接着面を有するフィルムは、前記オレフィン系樹脂層がウレタン系樹脂層を介して前記ポリアミド層上に積層されており、該オレフィン系樹脂層に、前記スパウトが接着固定されていることを特徴とするスパウト付袋状容器が提供される。
【0009】
本発明においては、
(1)前記オレフィン系樹脂がポリプロピレンであること、
(2)前記袋状容器内に収容される内容物は、該袋状容器を外面から押圧することにより前記スパウトから絞り出されること、
(3)前記袋状容器内に収容される内容物が水分を含有しているものであること、
(4)前記スパウトとの接着面を有するフィルムにおいて、該フィルムのポリアミド層とオレフィン系樹脂層との間のウレタン系樹脂層による接着強度が、剥離面が湿潤状態で4N/15mm以上であること、
が好適である。
【発明の効果】
【0010】
本発明のスパウト付袋状容器は、袋状容器を形成するフィルムとして、従来公知のものと同様、外面側から内面側に向かって、印刷用樹脂層/アルミ箔/ポリアミド層/オレフィン系樹脂層の層構造を有している4層構造のフィルムを使用することもできるのであるが、少なくともスパウトとの接着面を有するフィルムは、かかる層構造中のオレフィン系樹脂層がウレタン系樹脂を介してポリアミド層上に積層されていること、具体的には、外面側から内面側に向かって、印刷用樹脂層/アルミ箔/ポリアミド層/ウレタン系樹脂層/オレフィン系樹脂層の5層構造を有していることが重要である。即ち、上記の4層構造の積層フィルムは、スパウトとの接着面を有していないフィルムとしてならば使用可能であるが、スパウトとの接着面を有するフィルムは上記の5層構造のフィルムでなければならず、スパウトと接着されるオレフィン系樹脂層は、ウレタン系樹脂層を介してポリアミド層に積層されていなければならない。
【0011】
経管栄養法においては、袋状容器内に充填されている栄養剤などを、スパウトに接続され且つ胃や腸の内部に達しているチューブを通して、直接、胃や腸に供給するのであるが、このような栄養剤には、極めて粘稠なものが多い。従って、このような粘稠な内容物(栄養剤)を供給する場合には、袋状容器を外面から押圧して絞り出することにより、内容物をスパウトから排出することとなる。即ち、スパウトが設けられていない単なる袋状容器では、内容物の漏洩の問題は全く生じないのであるが、上記のような絞り出しによって内容物をスパウトから排出する場合には内容物の漏洩を生じ易くなる。
本発明においては、上記のような5層構造のフィルムによってスパウトとの接着面を有するフィルムを形成し、スパウトと接着するオレフィン系樹脂層を、ウレタン系樹脂層を介してポリアミド層上に設けることにより、絞り出しによって内容物をスパウトから排出する際の内容物の漏洩を有効に防止することに成功したものである。
【0012】
即ち、本発明者等が、前述した4層構造のフィルムを用いて形成された袋状容器について種々のパターンで行った多数の内容物の漏洩試験から、内容物の漏洩は、袋状容器に大きな荷重が加わったとき、特にスパウトの接着部に局部的に大きな荷重(偏荷重)が加わったときに生じること、及び内容物の漏洩が生じたときには、スパウトが接着している部分の近傍でオレフィン系樹脂層が破断しており、この破断部からオレフィン系樹脂層が剥離していることが判っている。即ち、4層の積層フィルムのオレフィン系樹脂層をスパウトと接着(ヒートシール)する場合には、フィルム同士のヒートシールと異なり、その接着面積が小さく、立体的に形成されている。このため、接着部の面積が小さいことに加えて、ヒートシール時の単位長さ当りの圧力が極めて高くなることに起因してオレフィン系樹脂層の接着部での厚みが他の部分に比して薄くなってしまっている。この結果、オレフィン系樹脂層の強度がスパウトとの接着部で局部的に低下してしまっており、さらに、オレフィン系樹脂層とポリアミド層との接着強度も十分に高くないため、スパウトとの接着部の近傍に大きな荷重が加わることにより、オレフィン系樹脂層の接着部にあたる箇所で破断が生じ、破断した部分を起点として、オレフィン系樹脂層とポリアミド層との間に内容物が侵入し、この結果、オレフィン系樹脂層の剥離が生じてしまうものと考えられる。
また、経管栄養法において、胃や腸に直接供給される栄養剤等には、通常、水分が多く含まれている。このような水分の存在も、オレフィン系樹脂層のポリアミド層からの剥離を促進させているものと思われる。即ち、ポリアミド層の表面は、オレフィン系樹脂層に比して水に対する親和性が高く、オレフィン系樹脂層の破断を生じたとき、この破断部分を起点として、ポリアミド層の表面に水分が拡散し、オレフィン系樹脂層の剥離を促進させるものと思われる。
【0013】
しかるに、本発明においては、スパウトと接着しているオレフィン系樹脂層がウレタン系樹脂を介してポリアミド層に積層されており、その接着強度が著しく高められているため、スパウトとの接着部の近傍に局部的に高荷重が加わり、オレフィン系樹脂層が破断した場合においても、オレフィン系樹脂層とポリアミド層との間に内容物が侵入せず、オレフィン系樹脂の剥離が有効に抑制され、内容物の漏洩を効果的に防止することができるのである。
【0014】
例えば、後述する実施例に示されているように、スパウトとの接着面を有するフィルムが、前述した4層構造を有しており、オレフィン系樹脂層が直接ポリアミド層上に積層されている比較例1のスパウト付袋状容器では、80kgfの荷重が全面に加えられたときには内容物の漏洩を生じていないが、80kgfの偏荷重が加えられたときには、スパウトの近傍から内容物の漏洩を生じてしまう。これに対して、本発明にしたがって、スパウトとの接着面を有するフィルムが前述した5層構造を有しており、オレフィン系樹脂層がウレタン系樹脂層を介してポリアミド層上に積層されている実施例1のスパウト付袋状容器では、80kgfの荷重が全面に加えられた場合及び偏荷重として加えられた場合の何れにおいても、内容物の漏洩は生じない。
また、同じく後述の実施例に示されているように、本発明のフィルムは、水分存在下(湿潤状態)においてもポリアミド層とオレフィン系樹脂層の間の接着強度が大きく、具体的には4N/15mm以上の値を示している。
【図面の簡単な説明】
【0015】
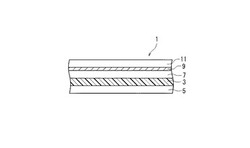
【図1】本発明のスパウト付袋状容器の形成に用いるスパウトとの接着面を有するフィルムの層構造を示す図。
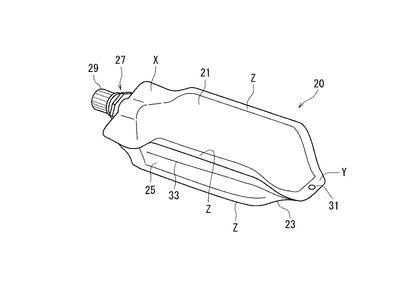
【図2】本発明のスパウト付袋状容器において、内容物を充填した状態の斜視図。
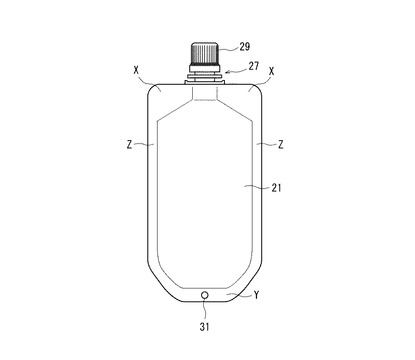
【図3】図2の容器の正面図。
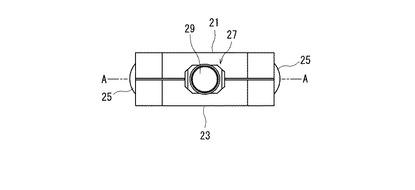
【図4】図2の容器の平面図。
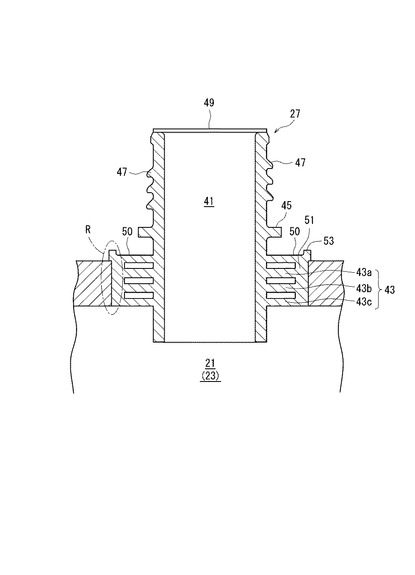
【図5】図2の容器のスパウトが設けられている部分を拡大して示すA−A断面図。
【発明を実施するための形態】
【0016】
<フィルムの積層構造>
図1を参照して、本発明のスパウト付袋状容器の形成に使用されるフィルム1は、基材としてアルミ箔3を有しており、この外面側には、印刷用樹脂層5が形成されており、その内面側には、ポリアミド層7が形成され、さらに、ウレタン系樹脂層9を介して、オレフィン系樹脂層11がポリアミド層7上に積層されている。本発明においては、このような層構造を有するフィルム1が、スパウトとの接着面となる部分を有するフィルムとして使用されるわけである。
【0017】
アルミ箔3は、袋状容器にガスバリア性を付与し、酸素や水蒸気の侵入による内容物の劣化を防止すると同時に、光を遮断し、紫外線等による内容物の劣化を防止する機能も有している。このようなアルミ箔3の厚みは、製袋可能な厚みであれば、特に制限されない。
【0018】
アルミ箔3の外面に設けられている印刷用樹脂層5は、印刷適性を有している任意の熱可塑性樹脂により形成される。このような熱可塑性樹脂としては、低密度ポリエチレン、高密度ポリエチレン、ポリプロピレン、ポリ1−ブテン、ポリ4−メチル−1−ペンテンあるいはエチレン、プロピレン、1−ブテン、4−メチル−1−ペンテン等のα−オレフィン同士のランダムあるいはブロック共重合体等のポリオレフィン、環状オレフィン共重合体などのオレフィン系樹脂;エチレン・酢酸ビニル共重合体、エチレン・ビニルアルコール共重合体、エチレン・塩化ビニル共重合体等のエチレン・ビニル化合物共重合体;ポリスチレン、アクリロニトリル・スチレン共重合体、ABS、α−メチルスチレン・スチレン共重合体等のスチレン系樹脂;ポリ塩化ビニル、ポリ塩化ビニリデン、塩化ビニル・塩化ビニリデン共重合体等のビニル系樹脂;ポリアクリル酸メチル、ポリメタクリル酸メチル等のアクリル系樹脂;ナイロン6、ナイロン6−6、ナイロン6−10、ナイロン11、ナイロン12等のポリアミド;ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート等のポリエステル;ポリカーボネート;などを例示することができ、これらの樹脂の混合物により印刷用樹脂層5が形成されていてもよい。また、かかる印刷用樹脂層5は、無延伸であってもよいし、延伸されていてもよい。
【0019】
本発明において、印刷用樹脂層5の形成に好適な樹脂は、印刷適性、強度、コスト等の観点から、ポリエステルであり、ポリエチレンテレフタレートが最適である。また、この印刷用樹脂層5の厚みは、通常、12乃至25μm程度の範囲にあればよい。
【0020】
尚、上記の印刷用樹脂層5は、アルミ箔3上に直接設けられていてもよいが、必要により、接着剤樹脂層(図示せず)を介してアルミ箔3上に形成することも可能である。この場合の接着剤としては、印刷用樹脂層5とアルミ箔3との接着強度を著しく高めることができるものであれば、特に制限はなく、種々のものを用いることができる。
【0021】
アルミ箔3の内面側に積層されているポリアミド層7は、このフィルム1に強度を付与するために設けられているものであり、3員環以上のラクタムの重縮合、ω−アミノ酸の重縮合、二塩基酸とジアミンとの重縮合により得られる。
【0022】
上記のラクタムの例としては、ε−カプロラクタム、エナントラクタム、カプリルラクタム、ラウリルラクタム等を挙げることができる。
また、上記のω−アミノ酸の例としては、6−アミノカプロン酸、7−アミノヘプタン酸、9−アミノノナン酸、11−アミノウンデカン酸等を挙げることができる。
さらに、上記の二塩基酸の例としては、アジピン酸、グルタル酸、ピメリン酸、スベリン酸、アゼライン酸、セバシン酸、ウンデカンジオン酸、ドデカジオン酸、ヘキサデカジオン酸、エイコサンジオン酸、エイコサジエンジオン酸、2,2,4−トリメチルアジピン酸、テレフタル酸、イソフタル酸、2,6−ナフタレンジカルボン酸、キシリレンジカルボン酸等を挙げることができ、ジアミンとしては、エチレンジアミン、トリメチレンジアミン、テトラメチレンジアミン、ヘキサメチレンジアミン、ペンタメチレンジアミン、ウンデカメチレンジアミン、2,2,4(または2,4,4)−トリメチルヘキサメチレンジアミン、シクロヘキサンジアミン、ビス−(4,4’−アミノシクロヘキシル)メタン、メタキシリレンジアミンを例示することができる。
上記の成分の重縮合により得られるポリアミドは共重合体であってもよい。
【0023】
本発明において、ポリアミド層7を形成するポリアミドの代表例としては、ナイロン6、ナイロン7、ナイロン11、ナイロン12、ナイロン6,6、ナイロン6,9、ナイロン6,11、ナイロン6,12、ナイロン6T、ナイロン6I、ナイロンMXD6、ナイロン6/6,6、ナイロン6/12、ナイロン6/6T、ナイロン6/6I、ナイロン6/MXD6等を例示することができる。このようなポリアミド層7の厚みは、一般に、15乃至25μm程度である。
【0024】
さらに、上記のポリアミド層7は、無延伸であってもよいし、延伸されていてもよいが、強度の観点から、一軸或いは二軸延伸されていることが好適である。
【0025】
また、ウレタン系樹脂層9は、各種のポリオールと、ジイソシアネートとを重縮合して得られるものであり、このようなウレタン樹脂層9の形成により、後述するオレフィン系樹脂層11を強固に接合することができ、その剥離等を有効に防止することができる。
【0026】
このようなウレタン系樹脂層9の形成に用いるジイソシアネートとしては、例えば、ヘキサメチレンジイソシアネート、テトラメチレンジイソシアネート、3,3’−ジメトキシ−4,4’−ビフェニレンジイソシアネート、p−キシリレンジイソシアネート、m−キシリレンジイソシアネート、1,3−ジイソシアネートメチルシクロヘキサン、4,4’−ジイソシアネートジシクロヘキサン、4,4’−ジイソシアネートシクロヘキシルメタン、イソホロンジイソシアネート、2,4−トリレンジイソシアネート、2,6−トリレンジイソシアネート、p−フェニレンジイソシアネート、ジフェニルメタンジイソシアネート、m−フェニレンジイソシアネート、2,4−ナフタレンジイソシアネート、3,3’−ジメチル−4,4’−ビフェニレンジイソシアネート、4,4’−ジイソシアネートジフェニルエーテル、1,5−ナフタレンジイソシアネート等を挙げることができる。
【0027】
また、上記のジイソシアネートと反応させるポリオールとしては、例えば、エチレングリコール、1,2−プロピレングリコール、ジエチレングリコール、トリエチレングリコール、ジプロピレングリコール等のグリコール類や、1,3−プロパンジオール、1,4−ブタンジオール、1,5−ペンタンジオール、ネオペンチルグリコール、1,6−ヘキサンジオール、3−メチル−1,5−ペンタンジオール、1,9−ノナンジオール、2−エチル−2−ブチルプロパンジオール、ヒドロキシピバリン酸ネオペンチルグリコールエステル、ジメチロールヘプタン、1,4−シクロヘキサンジメタノール、トリシクロデカンジメタノール等の脂肪族乃至脂環族系のジオール類を挙げることができ、さらに、ビスフェノール類の2つのフェノール性水酸基にエチレンオキサイドやプロピレンオキサイドを1〜数モル付加して得られるグリコール類、例えば2,2−ビス(4−ヒドロキシエトキシフェニル)プロパンなども例示することができ、ポリエチレングリコールやポリプロピレングリコール、ポリテトラメチレングリコールなども使用することができる。
さらに、上記で例示したポリオールと脂肪族乃至芳香族のジカルボン酸とのポリエステルポリオールも、ジイソシアネートと反応させるポリオールとして使用することができる。
【0028】
上記のようなポリエステルポリオールの合成に用いる脂肪族ジカルボン酸としては、コハク酸、アジピン酸、アゼライン酸、セバシン酸、ドデカンジオン酸、ダイマー酸、1,4−シクロヘキサンジカルボン酸、1,3−シクロヘキサンジカルボン酸、1,2−シクロヘキサンジカルボン酸あるいはそれらの酸無水物などを挙げることができる。
また、ポリエステルポリオールの合成に用いる芳香族ジカルボン酸としては、テレフタル酸、イソフタル酸、オルトフタル酸、ナフタレンジカルボン酸、ビフェニルジカルボン酸等を挙げることができ、これら以外にも、5−ナトリウムスルホイソフタル酸なども使用することができる。
さらに、ジイソシアネートと反応させるポリオール中には、共重合成分として、p−ヒドロキシ安息香酸、p−(2−ヒドロキシエトキシ)安息香酸、ヒドロキシピバリン酸、γ−ブチロラクトン、ε−カプロラクトン等のヒドロキシカルボン酸や、フマール酸、マレイン酸、無水マレイン酸、イタコン酸、シトラコン酸などのα,β−不飽和ジカルボン酸類や、2,5−ノルボルネンジカルボン酸無水物、テトラヒドロ無水フタル酸などの不飽和二重結合を含有する脂環族ジカルボン酸類が、全酸成分中に0.5〜10モル%の量で使用されていてもよい。
【0029】
上述したジイソシアネートとポリオールとの反応により得られるウレタン系樹脂は、オレフィン系樹脂層11を強固に接着固定するという本発明の目的が損なわれない限り、アクリル系重合体等によって変性されていてもよい。例えば、前述したポリウレタンに、アクリル酸メチル、アクリル酸エチル、アクリル酸イソプロピル、アクリル酸n−ブチル、アクリル酸2−エチルヘキシル、アクリル酸2−ヒドロキシエチル、アクリル酸ヒドロキシプロピル、メタクリル酸メチル、メタクリル酸エチル、メタクリル酸イソプロピル、メタクリル酸n−ブチル、メタクリル酸イソブチル、メタクリル酸n−ヘキシル、メタクリル酸ラウリル、メタクリル酸2−ヒドロキシエチル、メタクリル酸ヒドロキシルプロピル等のアクリル系モノマーをグラフト重合させた変性ポリウレタンなども使用することができる。
【0030】
さらに、上記のようなウレタン系樹脂により形成される層9には、架橋剤を用いての架橋構造が導入されていてもよい。このような架橋剤の例としては、アルキル化フェノールやクレゾールとホルムアルデヒドとの縮合物からなるフェノールホルムアルデヒド樹脂;尿素、メラミン、ベンゾグアナミンなどとホルムアルデヒドとの付加縮合物、これらの付加物とアルコールからなるアルキルエーテル化物などのアミノ樹脂;多官能性エポキシ化合物;多官能性イソシアネート化合物;ブロックイソシアネート化合物;多官能性アジリジン化合物;オキサゾリン化合物;等を挙げることができ、特にメラミン系の架橋剤が好適である。
【0031】
本発明において、上記のようなウレタン系樹脂層9の厚みは極めて薄くてよく、例えば0.03乃至0.1μm程度の厚みでよい。
【0032】
ウレタン系樹脂層9の上に積層されているオレフィン系樹脂層11は、ヒートシールにより袋状に製袋させると同時に、スパウトをヒートシールにより封止して固定するために使用されるものであり、かかるオレフィン系樹脂としては、低、中或いは高密度ポリエチレン、直鎖低密度ポリエチレン、ポリプロピレン、エチレン−プロピレン共重合体、エチレンやプロピレンと他のオレフィンとの共重合体などを例示することができる。
【0033】
本発明において、特に好適に使用されるオレフィン系樹脂は、スパウトとのヒートシール性の観点からポリプロピレンが最適である。即ち、スパウトは、強度等の観点から、一般に剛性の高いポリプロピレンにより成形されているため、ポリプロピレンを用いて形成されたオレフィン系樹脂層11がスパウトに対して最も良好なヒートシール性を示す。
【0034】
本発明において、オレフィン系樹脂層11の厚みは特に制限されるものではないが、比較的厚く形成されていることが好ましく、例えば30μm以上、特に50乃至100μmの厚みを有していることが好ましい。このオレフィン系樹脂層11の厚みは、ヒートシールされていない状態、即ち、ヒートシールされていない部分での厚みである。即ち、ヒートシールによりオレフィン系樹脂層11がスパウトにヒートシールされると、スパウトが立体形状を有しているため、その接着面積が小さく、従って単位面積当りのヒートシール圧が極めて高い状態で加熱圧着される。この結果、スパウトとのヒートシール部でのオレフィン系樹脂層11の厚みは他の部分に比して薄くなってしまう。このようなヒートシール部でのオレフィン系樹脂層11の薄肉化は、この部分に高荷重が加わったときの破断をもたらすため、本発明では、オレフィン系樹脂層11の厚みを比較的厚肉とすることにより、その破断を効果的に抑制することができる。
【0035】
尚、本発明において、上述した印刷用樹脂層5、ポリアミド層7及びオレフィン系樹脂層11には、これらの層を形成する樹脂成分以外に、それ自体公知の配合剤、例えば、紫外線吸収剤、酸化防止剤、耐熱安定剤、帯電防止剤、離型剤、着色剤、可塑剤、難燃剤等が適宜配合されていてよい。
【0036】
<フィルムの製造>
上記のような層構造を有する積層フィルム1は、それ自体公知の方法で製造することができ、例えばドライラミネーション法、ノンソルベントラミネーション法、エクストルージョンラミネーション法、サンドイッチラミネーション法を利用して製造することができるが、一般的には、予め、印刷用樹脂層5、ポリアミド層7及びオレフィン系樹脂層11の各層を形成するフィルムを形成し、ポリアミド層7或いはオレフィン系樹脂層11を形成するフィルムについては、両者が対面する側の面を、ウレタン系樹脂を含む塗布液で処理した後、必要により接着剤が塗布されたアルミ箔3を用いて、所定の層構成となるように、ドライラミネーション或いはサンドイッチラミネーション等により積層することにより製造するのがよい。
【0037】
上記で用いるウレタン系樹脂を含む塗布液は、例えば、界面活性剤や架橋剤と共に、所定の溶媒(例えば水や有機溶媒)にウレタン系樹脂を溶解乃至分散させたものであり、これを、ポリアミド層7或いはオレフィン系樹脂層11を形成するフィルムの表面に塗布し、乾燥することにより、ウレタン系樹脂層9がコートされたポリアミドフィルム或いはオレフィン系樹脂フィルムが形成され、オレフィン系樹脂層11(オレフィン系樹脂フィルム)を、ウレタン系樹脂層9を介して、ポリアミド層7に強固に接合することができる。ウレタン系樹脂層9が予めポリアミド層7上に形成されたフィルムとしては、例えば、ユニチカ製エンブレムONM、興人製ボニールQ、東洋紡績製ハーデンNAPなどの、市販の二軸延伸ナイロンフィルムがある。
【0038】
また、上記のようにして積層フィルム1を製造するに際して、オレフィン系樹脂層11の形成に用いるフィルムの表面を、コロナ処理して、その接着性を高めるという手段も採用することができる。
【0039】
<スパウト付袋状容器>
本発明のスパウト付袋状容器は、上述した積層構造のフィルムを用いてスパウトが接着固定(熱溶着)されている限り、種々の構造を採り得るが、その代表的な構造は、図2乃至図5に示されている。
【0040】
即ち、全体として20で示す容器は、正面フィルム21、背面フィルム23及び一対の側面ガセットフィルム25,25とが、その周縁でヒートシールにより溶着されており、その上部には、スパウト27がヒートシールにより溶着されて固定されており、このスパウト27にはキャップ29が螺子係合により着脱自在に装着されている。
【0041】
正面フィルム21と背面フィルム23とは、その上部及び下部で互いにヒートシールにより溶着されている。図2及び図3において、上部の溶着部はXで示され、下部の溶着部はYで示されている。また、この例においては、下部の溶着部Yには、この袋状容器20を吊り下げるための孔31が設けられている。
【0042】
側面ガセットフィルム25には、適宜、1本或いは複数本の折り目33が形成されており、容器内に内容物が充填されていないときにはコンパクトに折り畳めるようになっている。このような側面ガセットフィルム25,25は、側部の溶着部Z,Zで固定されている。
【0043】
また、上部の溶着部Xでは、互いに対面している正面フィルム21と背面フィルム23とが溶着されていると同時に、スパウト27が熱溶着されて封止されている。
【0044】
スパウト27は、全体として筒状形状を有しており、図5の拡大断面図に示されているように、その内部に、内容物を排出するための注出用貫通路41が形成されており、さらに、その外面の下方部分には、接着部43が形成されており、この接着部43には、袋状容器20の開口部分の正面フィルム21と背面フィルム23とがヒートシールにより固定されるようになっている。
【0045】
また、スパウト27の外面には、上記接着部43の上方に、このスパウト23を把持するためのサポートリング45が形成されている。即ち、サポートリング45は、スパウト27或いはスパウト27が取り付けられた袋状容器20を搬送する際に把持するための部材である。
【0046】
サポートリング45のさらに上方部分には、螺条47が形成されており、この螺条47により、図2等に示されている公知の構造のキャップ29がスパウト27に装着されるようになっている。
さらに、スパウト27の上端は、アルミ箔等のシール箔49により閉じられており、これにより、袋状容器20内の密封性が保持されるようになっている。
【0047】
上記のスパウト27において、接着部43は、外面から左右に張り出しており、且つ上下に間隔をおいて形成されている複数の張り出し板43a,43b,43cから形成されている。これらの張り出し板43a〜43cには、その周縁部に前述した正面フィルム21及び背面フィルム23の上端部分がヒートシールされるため、通常、互いに同一の大きさを有しており、また、その外周端面は、フラットな面となっており、適度な接着面積を確保し、且つヒートシール作業を容易に行い得るようになっている。
【0048】
尚、接着部43を形成している張り出し板43a〜43cの上には、保護板50が設けられている。この保護板50は、接着部43の保護部材として機能するものであり、このため、接着部43を構成する張り出し板43a〜43cよりもやや大きな形状を有している。
【0049】
上記のような接着部43を形成する張り出し板43a〜43c及び保護部材として機能する保護板50は、強度を高めるために、ブリッジ51で互いに連結されており、さらに、最上部に位置している保護板50の外周縁には、リブ53が形成されている。
尚、図5において、接着部43の近傍における正面フィルム21及び背面フィルム23との接合部(シールエッジ)は丸で囲んだ部分Rで示されている。
【0050】
上記のような構造を有するスパウト27は、オレフィン系樹脂により成形されるが、螺条47等を備えており、先にも述べたように、強度が要求されることから、一般には剛性のポリプロピレンにより形成されている。
【0051】
上記の構造の袋状容器20は、正面フィルム21と背面フィルム23と対面させ、その間に、折り目33に沿って折り畳まれた側面ガセットフィルム25,25を配置し、横シールにより正面フィルム21と背面フィルム23とをヒートシールして溶着部Yを形成すると同時に、縦シールにより、側面ガセットフィルム25,25を、それぞれ正面フィルム21及び背面フィルム23にヒートシールして溶着部Z,Zを形成する。次いで、上部の開口部にスパウト27を挿入し、正面フィルム21と背面フィルム23同士、正面フィルム21とスパウト27の接着部43、背面フィルム23とスパウト27の接着部43とをヒートシールして溶着部Xを形成することにより、本発明のスパウト付袋状容器20を形成することができる。
【0052】
尚、ヒートシール後に、スパウト27を介して内容物を充填し、次いでスパウト27の開口端部をシール箔49で閉じ、最後にキャップ29を螺子装着して、最終製品として販売に供される。
【0053】
上記の説明から理解されるように、本発明の袋状容器20において、正面フィルム21及び背面フィルム23にはスパウト27がヒートシールされるため、これらのフィルム21及び23は、図1に示す5層構造を有するものでなければならない。
即ち、ヒートシールは、シールバーなどの治具を用いての熱圧着により実行されるが、スパウト27は立体形状を有しているため、フィルム同士のヒートシールと異なり、十分な接着面積を確保できず、しかも、高荷重でヒートシールが行われため、ヒートシール部(例えば上記の溶着部X)でのオレフィン系樹脂層の厚みが薄肉化され、従って、オレフィン系樹脂層の破断及び剥離を生じ易く、従ってこの溶着部Xからの内容液の漏洩が生じ易いのが一般的である。しかるに、本発明では、前述したように、用いるフィルム21,23が図1に示す層構造を有しており、ウレタン系樹脂層を介してオレフィン系樹脂層が積層されているため、上記溶着部Xでの接着強度が高められ、オレフィン系樹脂層の剥離が有効に抑制されているため、この部分からの内容液の漏洩は効果的に防止されている。
【0054】
従って、本発明において、スパウト27がヒートシールされない側面ガセットフィルム25,25については、前述した図1に示す5層構造のフィルム1を用いる必要はなく、例えば、ウレタン系樹脂層9が形成されておらず、オレフィン系樹脂層11が直接ポリアミド層7上に積層されている4層構造のフィルムを、側面ガセットフィルム25,25として用いることができ、これにより、コストダウンを図ることができる。
【0055】
上述した本発明のスパウト付袋状容器は、溶着Xでの接着強度が高められており、この部分でのオレフィン系樹脂層の剥離が有効に防止されていることから、高粘度且つ水分を含有する流動食や栄養剤などの内容物が充填され、しかも外面からの押圧による絞り出しにより内容物の排出が行われる経管栄養法などに好適に使用される。例えば、この種の用途に使用される袋状容器(PEG用容器)では、前述したキャップ29を外し、シール箔49を剥がした後、胃や腸の内部に繋げられているチューブをスパウト27に接続し、この状態で、種々の押圧具(例えば特開2008−113742号、特開2007−29562号、特開2009−11802号等参照)を用いて、袋状容器20の胴部を外面から押圧して内容物の絞り出しが行われる。この場合、従来公知のスパウト付袋状容器では、大きな荷重、特に偏荷重が溶着部Xに加わると、溶着部Xからの漏洩を生じ易いため、その荷重が必要以上に多くならないように制限されていたが、本発明のスパウト付袋状容器を用いた場合には、このような荷重の制限を大幅に緩和することができる。
【0056】
また、本発明では、溶着部Xでの接合強度が著しく高められているため、例えばレトルト殺菌の用途にも適用できる。
【実施例】
【0057】
本発明を、次の実験例で説明する。
(実施例1)
まず印刷用樹脂層として、厚さ12μmの二軸延伸ポリエチレンテレフタレートフィルムを用意し、一方の面にコロナ処理を施し、印刷を行った。この印刷面と、厚さ7μmのアルミ箔のマット面とを、ドライラミ用ポリエステル系ウレタン接着剤を用いてドライラミネーションし、印刷用樹脂層とアルミ箔からなる積層構造体を作成した。
次いで、ポリアミド層として、厚さ25μmの二軸延伸ナイロンフィルムを用意した。予め、このポリアミド層の一方の面に、厚さ0.07μmのウレタン系樹脂層を形成しておいた。ポリアミド層とウレタン系樹脂層からなる積層体のナイロンフィルム面と、前記積層構造体のアルミ箔面とを、ドライラミ用 ポリエステル系ウレタン接着剤を用いてドライラミネーションした。
最後に、オレフィン系樹脂層として、厚さ80μmの未延伸ポリプロピレンフィルムを用意し、このフィルムのコロナ処理面と、先に積層したフィルムのウレタン系樹脂層とを、別途ドライラミ用ポリエステル系ウレタン接着剤を用いてドライラミネーションし、本発明に用いられる積層フィルムを得た(この別途用いられたドライラミ用ポリエステル系ウレタン接着剤は、本発明に用いられる積層フィルムを構成するウレタン系樹脂層には含まない)。
次にこの積層フィルムを、正面フィルム、背面フィルム、側面ガゼットフィルムの全てに用いて、ポリプロピレン製スパウトを備えた図3に示すスパウト付袋状容器(パウチ部分のサイズが縦260mm、横84mm、側面ガセットを広げた幅42mm)を作成した。
スパウトのシールエッジ(図5の丸で囲んだ部分)におけるポリプロピレンフィルムの厚さを観察したところ、元のフィルムの厚さ80μmに対して1/5以下の8〜16μmと非常に薄くなっていた。
【0058】
(荷重試験)
スパウト付袋状容器に室温の水を428ml充填して密封した後、121℃−30分間レトルト殺菌処理した。室温まで冷却した後、スパウト付袋状容器を試験台上に水平に載置して、全面荷重においては、スパウトの突出した部分を除いたパウチ部分全体を覆う面積を有する押圧板を介して、80kgfの荷重を上方から垂直に加え、この状態を30分間維持し、水の漏洩発生の有無を評価した。
偏荷重においては、パウチ部分のスパウトから遠い側の半分(縦方向に130mmまで)を覆うように押圧板との位置関係を調整し、その他は全体荷重の場合と同様にして、水の漏洩発生の有無を評価した。
実施例1においては、5袋のサンプルに対し全面荷重、偏荷重ともに、漏洩の発生はなかった。
【0059】
(比較例1)
二軸延伸ナイロンフィルム上にウレタン系樹脂層を形成せず、ナイロンフィルム面とポリプロピレンフィルムとを直接ドライラミ用ポリエステル系ウレタン接着剤で接着している点以外は、実施例1と同様にして、スパウト付袋状容器を作成した。
スパウトのシールエッジにおけるポリプロピレンフィルムの厚さの状況は、実施例1と同様であった。
比較例1の荷重試験を行ったところ、5袋のサンプルについて全面荷重では漏洩の発生はなかったが、偏荷重では3袋で漏洩が発生した。
参考として、水を充填してレトルト処理を行う代わりに空気を吹き込んで膨らませた状態で荷重試験をしたところ、偏荷重でも漏洩は発生せず、接着強度に水分が影響することが分かった。
【0060】
(実施例2)
側面ガセットフィルムに、比較例1で作成したウレタン系樹脂層のない積層フィルムを使用した他は実施例1と同様にして、スパウト付袋状容器を作成した。
荷重試験を行ったところ、5袋のサンプルに対し全面荷重、偏荷重ともに、漏洩の発生はなかった。
【0061】
(接着強度試験)
積層フィルムについて、ポリアミド層とオレフィン系樹脂層との間の接着強度を測定した。
試験は、剥離試験機(株式会社オリエンテック製、機種名、テンシロン万能試験機)を使用し、試料15mm巾、剥離角度90度、ロ−ドセル250N、剥離速度50mm/minの条件で、23℃、湿度50%の雰囲気で行なった。
剥離は、ポリアミド層/ウレタン系樹脂層間(比較例ではポリアミド層/接着剤間)、ウレタン系樹脂層/接着剤樹脂層間、接着剤/オレフィン系樹脂層間のいずれかの層間剥離、あるいはウレタン系樹脂層、接着剤の凝集破壊によって進行すると考えられるが、ここでは区別しない。
サンプル1は実施例1で作成した積層フィルム、サンプル2は比較例1で作成した積層フィルム、サンプル3および4は、比較例1においてナイロンフィルムとポリプロピレンフィルムの接着に用いたドライラミ用ポリエステル系ウレタン接着剤を、同系統で異なる銘柄の接着剤に替えて作成した積層フィルムである。
各サンプルの測定に関し、「乾燥状態」は測定時と同じ23℃、湿度50%雰囲気で1週間保管した後に測定したもの、「湿潤状態」は同じく23℃湿度50%雰囲気下で剥離面に蒸留水を吹き付けながら測定したものである。
なお、サンプル2については、30℃湿度80%雰囲気で1週間保管したもの(吸湿状態)についても測定した。
測定結果を表1に示す。
【0062】
【表1】

【0063】
ウレタン系樹脂層を有するサンプル1は、乾燥状態、湿潤状態ともに高い値を示し、特に湿潤状態で4N/15mm以上の接着強度を示した。
ウレタン系樹脂層がないサンプル2〜4について、乾燥状態では、サンプル2、3はサンプル1に劣る接着強度を示す一方で、サンプル4はサンプル1以上の強度を示した。しかし、湿潤状態では、サンプル2〜4ともに接着強度が大きく低下し、全てサンプル1より低い強度となった。
サンプル2の吸湿状態では、乾燥状態よりは低下したものの、サンプル1の湿潤状態より高い接着強度を示した。にもかかわらず、サンプル2のフィルムを用いた比較例1は、偏荷重で漏洩が発生しており、このことから、本願の課題が単にポリアミド層の吸湿による接着強度低下によるのではなく、スパウトとの接着部の近傍でオレフィン系樹脂層に破断が生じ、内容物中の水分がポリアミド層との層間に進入することによって引き起こされることが示唆される。
なおサンプル3、4のフィルムを用いて作成したスパウト付袋状容器においても、比較例1と同様に偏荷重で漏洩が発生し、少なくとも湿潤状態で3.4N/15mmを上回る接着強度が必要なことが分かった。
【符号の説明】
【0064】
3:アルミ箔
5:印刷用樹脂層
7:ポリアミド層
9:ウレタン系樹脂層
11:オレフィン系樹脂層
20:袋状容器
21:正面フィルム
23:背面フィルム
25:側面ガセットフィルム
27:スパウト
29:キャップ
【技術分野】
【0001】
本発明は、スパウトと呼ばれる排出具を備えた袋状容器に関するものである。
【背景技術】
【0002】
プラスチックフィルムやアルミ箔などのフィルムから形成された袋状容器は、古くから各種用途に使用されている。このような袋状容器は、従来は、袋の端部を引き裂くことにより開口を形成し、この開口を通して内容物を取り出すように構成されていることが多かったが、最近では、このような袋状容器には、ポリプロピレンなどのオレフィン系樹脂から成形されたスパウトと呼ばれる排出具が設けられて使用されるようになってきた。この排出具は、両端開口の筒状体からなり、その上端部(口部)をアルミ箔などのシール部材でシールし、下方部分には、袋状容器の口部が接着固定された構造を有している。このような排出具を用いた場合には、袋状の容器を引き裂くことなく、スパウトの開口をシールしているシール部材を引き剥がすことにより、内容物注出用の開口が形成されるため、直接内容液を喫飲することができるようになり、各種飲料などの用途に好適となる。また、開口部に着脱自在な蓋を設けておけば、シール部材を引き剥がした後もリシールすることが可能となり、このため、各種調味料などの容器や各種薬液、輸液などを収容した医療用容器としても使用することが可能である。
【0003】
上記のようなスパウト付袋状容器の形成に使用されるフィルムには、フィルム同士を融着して袋状にするためのヒートシール性、ガスバリア性、強度及び印刷適性などが要求される。従って、このような特性が要求される袋状容器用フィルムとしては積層フィルムが使用されており、その代表的な層構成として、外面側から内面側に向かって、ポリエチレンテレフタレート(PET)層/アルミ箔/ポリアミド層/ポリオレフィン層からなる層構成のものが知られている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2005−162283
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、近年における医療分野では、患者の腹部に胃や腸に栄養を送るための孔を容易に形成できるようになったため(PEG)、所定のチューブを用いて胃や腸に直接栄養を供給する経管栄養法が頻繁に利用されるようになった。このような経管栄養法においては、上述したスパウト付袋状容器が使用される。即ち、栄養剤を袋状容器に充填し、胃や腸の内部に達しているチューブにスパウトを接続し、この袋状容器内の栄養剤を直接胃や腸に供給するわけである。
【0006】
しかるに、上記のようにしてスパウト付袋状容器を用いる場合、スパウトを介しての容器内容物の排出時に、内容物の漏洩がしばしば生じるという問題があった。特に、内容物が粘稠であり、袋状容器を外面から押圧して排出する場合には、このスパウト付容器を経管栄養法に用いる場合でないときにも、この漏洩が顕著であった。
【0007】
従って、本発明の目的は、容器内容物のスパウトからの排出時における内容物の漏洩が有効に防止されたスパウト付袋状容器を提供することにある。
本発明の他の目的は、特に容器内容物を外面側からの押圧による絞り出しによってスパウトから排出せしめるに際して、内容物の漏洩が有効に防止されたスパウト付袋状容器を提供することにある。
【課題を解決するための手段】
【0008】
本発明によれば、フィルムの貼り合せにより形成された袋状容器の口部にスパウトが接着固定されているスパウト付袋状容器において、
前記フィルムは、アルミ箔と、該アルミ箔の外面に形成された印刷用樹脂層と、該アルミ箔の内面に形成されたポリアミド層と、該ポリアミド層上に設けられたオレフィン系樹脂層とを含む層構造を有していると共に、
前記フィルムの内、少なくとも前記スパウトとの接着面を有するフィルムは、前記オレフィン系樹脂層がウレタン系樹脂層を介して前記ポリアミド層上に積層されており、該オレフィン系樹脂層に、前記スパウトが接着固定されていることを特徴とするスパウト付袋状容器が提供される。
【0009】
本発明においては、
(1)前記オレフィン系樹脂がポリプロピレンであること、
(2)前記袋状容器内に収容される内容物は、該袋状容器を外面から押圧することにより前記スパウトから絞り出されること、
(3)前記袋状容器内に収容される内容物が水分を含有しているものであること、
(4)前記スパウトとの接着面を有するフィルムにおいて、該フィルムのポリアミド層とオレフィン系樹脂層との間のウレタン系樹脂層による接着強度が、剥離面が湿潤状態で4N/15mm以上であること、
が好適である。
【発明の効果】
【0010】
本発明のスパウト付袋状容器は、袋状容器を形成するフィルムとして、従来公知のものと同様、外面側から内面側に向かって、印刷用樹脂層/アルミ箔/ポリアミド層/オレフィン系樹脂層の層構造を有している4層構造のフィルムを使用することもできるのであるが、少なくともスパウトとの接着面を有するフィルムは、かかる層構造中のオレフィン系樹脂層がウレタン系樹脂を介してポリアミド層上に積層されていること、具体的には、外面側から内面側に向かって、印刷用樹脂層/アルミ箔/ポリアミド層/ウレタン系樹脂層/オレフィン系樹脂層の5層構造を有していることが重要である。即ち、上記の4層構造の積層フィルムは、スパウトとの接着面を有していないフィルムとしてならば使用可能であるが、スパウトとの接着面を有するフィルムは上記の5層構造のフィルムでなければならず、スパウトと接着されるオレフィン系樹脂層は、ウレタン系樹脂層を介してポリアミド層に積層されていなければならない。
【0011】
経管栄養法においては、袋状容器内に充填されている栄養剤などを、スパウトに接続され且つ胃や腸の内部に達しているチューブを通して、直接、胃や腸に供給するのであるが、このような栄養剤には、極めて粘稠なものが多い。従って、このような粘稠な内容物(栄養剤)を供給する場合には、袋状容器を外面から押圧して絞り出することにより、内容物をスパウトから排出することとなる。即ち、スパウトが設けられていない単なる袋状容器では、内容物の漏洩の問題は全く生じないのであるが、上記のような絞り出しによって内容物をスパウトから排出する場合には内容物の漏洩を生じ易くなる。
本発明においては、上記のような5層構造のフィルムによってスパウトとの接着面を有するフィルムを形成し、スパウトと接着するオレフィン系樹脂層を、ウレタン系樹脂層を介してポリアミド層上に設けることにより、絞り出しによって内容物をスパウトから排出する際の内容物の漏洩を有効に防止することに成功したものである。
【0012】
即ち、本発明者等が、前述した4層構造のフィルムを用いて形成された袋状容器について種々のパターンで行った多数の内容物の漏洩試験から、内容物の漏洩は、袋状容器に大きな荷重が加わったとき、特にスパウトの接着部に局部的に大きな荷重(偏荷重)が加わったときに生じること、及び内容物の漏洩が生じたときには、スパウトが接着している部分の近傍でオレフィン系樹脂層が破断しており、この破断部からオレフィン系樹脂層が剥離していることが判っている。即ち、4層の積層フィルムのオレフィン系樹脂層をスパウトと接着(ヒートシール)する場合には、フィルム同士のヒートシールと異なり、その接着面積が小さく、立体的に形成されている。このため、接着部の面積が小さいことに加えて、ヒートシール時の単位長さ当りの圧力が極めて高くなることに起因してオレフィン系樹脂層の接着部での厚みが他の部分に比して薄くなってしまっている。この結果、オレフィン系樹脂層の強度がスパウトとの接着部で局部的に低下してしまっており、さらに、オレフィン系樹脂層とポリアミド層との接着強度も十分に高くないため、スパウトとの接着部の近傍に大きな荷重が加わることにより、オレフィン系樹脂層の接着部にあたる箇所で破断が生じ、破断した部分を起点として、オレフィン系樹脂層とポリアミド層との間に内容物が侵入し、この結果、オレフィン系樹脂層の剥離が生じてしまうものと考えられる。
また、経管栄養法において、胃や腸に直接供給される栄養剤等には、通常、水分が多く含まれている。このような水分の存在も、オレフィン系樹脂層のポリアミド層からの剥離を促進させているものと思われる。即ち、ポリアミド層の表面は、オレフィン系樹脂層に比して水に対する親和性が高く、オレフィン系樹脂層の破断を生じたとき、この破断部分を起点として、ポリアミド層の表面に水分が拡散し、オレフィン系樹脂層の剥離を促進させるものと思われる。
【0013】
しかるに、本発明においては、スパウトと接着しているオレフィン系樹脂層がウレタン系樹脂を介してポリアミド層に積層されており、その接着強度が著しく高められているため、スパウトとの接着部の近傍に局部的に高荷重が加わり、オレフィン系樹脂層が破断した場合においても、オレフィン系樹脂層とポリアミド層との間に内容物が侵入せず、オレフィン系樹脂の剥離が有効に抑制され、内容物の漏洩を効果的に防止することができるのである。
【0014】
例えば、後述する実施例に示されているように、スパウトとの接着面を有するフィルムが、前述した4層構造を有しており、オレフィン系樹脂層が直接ポリアミド層上に積層されている比較例1のスパウト付袋状容器では、80kgfの荷重が全面に加えられたときには内容物の漏洩を生じていないが、80kgfの偏荷重が加えられたときには、スパウトの近傍から内容物の漏洩を生じてしまう。これに対して、本発明にしたがって、スパウトとの接着面を有するフィルムが前述した5層構造を有しており、オレフィン系樹脂層がウレタン系樹脂層を介してポリアミド層上に積層されている実施例1のスパウト付袋状容器では、80kgfの荷重が全面に加えられた場合及び偏荷重として加えられた場合の何れにおいても、内容物の漏洩は生じない。
また、同じく後述の実施例に示されているように、本発明のフィルムは、水分存在下(湿潤状態)においてもポリアミド層とオレフィン系樹脂層の間の接着強度が大きく、具体的には4N/15mm以上の値を示している。
【図面の簡単な説明】
【0015】
【図1】本発明のスパウト付袋状容器の形成に用いるスパウトとの接着面を有するフィルムの層構造を示す図。
【図2】本発明のスパウト付袋状容器において、内容物を充填した状態の斜視図。
【図3】図2の容器の正面図。
【図4】図2の容器の平面図。
【図5】図2の容器のスパウトが設けられている部分を拡大して示すA−A断面図。
【発明を実施するための形態】
【0016】
<フィルムの積層構造>
図1を参照して、本発明のスパウト付袋状容器の形成に使用されるフィルム1は、基材としてアルミ箔3を有しており、この外面側には、印刷用樹脂層5が形成されており、その内面側には、ポリアミド層7が形成され、さらに、ウレタン系樹脂層9を介して、オレフィン系樹脂層11がポリアミド層7上に積層されている。本発明においては、このような層構造を有するフィルム1が、スパウトとの接着面となる部分を有するフィルムとして使用されるわけである。
【0017】
アルミ箔3は、袋状容器にガスバリア性を付与し、酸素や水蒸気の侵入による内容物の劣化を防止すると同時に、光を遮断し、紫外線等による内容物の劣化を防止する機能も有している。このようなアルミ箔3の厚みは、製袋可能な厚みであれば、特に制限されない。
【0018】
アルミ箔3の外面に設けられている印刷用樹脂層5は、印刷適性を有している任意の熱可塑性樹脂により形成される。このような熱可塑性樹脂としては、低密度ポリエチレン、高密度ポリエチレン、ポリプロピレン、ポリ1−ブテン、ポリ4−メチル−1−ペンテンあるいはエチレン、プロピレン、1−ブテン、4−メチル−1−ペンテン等のα−オレフィン同士のランダムあるいはブロック共重合体等のポリオレフィン、環状オレフィン共重合体などのオレフィン系樹脂;エチレン・酢酸ビニル共重合体、エチレン・ビニルアルコール共重合体、エチレン・塩化ビニル共重合体等のエチレン・ビニル化合物共重合体;ポリスチレン、アクリロニトリル・スチレン共重合体、ABS、α−メチルスチレン・スチレン共重合体等のスチレン系樹脂;ポリ塩化ビニル、ポリ塩化ビニリデン、塩化ビニル・塩化ビニリデン共重合体等のビニル系樹脂;ポリアクリル酸メチル、ポリメタクリル酸メチル等のアクリル系樹脂;ナイロン6、ナイロン6−6、ナイロン6−10、ナイロン11、ナイロン12等のポリアミド;ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート等のポリエステル;ポリカーボネート;などを例示することができ、これらの樹脂の混合物により印刷用樹脂層5が形成されていてもよい。また、かかる印刷用樹脂層5は、無延伸であってもよいし、延伸されていてもよい。
【0019】
本発明において、印刷用樹脂層5の形成に好適な樹脂は、印刷適性、強度、コスト等の観点から、ポリエステルであり、ポリエチレンテレフタレートが最適である。また、この印刷用樹脂層5の厚みは、通常、12乃至25μm程度の範囲にあればよい。
【0020】
尚、上記の印刷用樹脂層5は、アルミ箔3上に直接設けられていてもよいが、必要により、接着剤樹脂層(図示せず)を介してアルミ箔3上に形成することも可能である。この場合の接着剤としては、印刷用樹脂層5とアルミ箔3との接着強度を著しく高めることができるものであれば、特に制限はなく、種々のものを用いることができる。
【0021】
アルミ箔3の内面側に積層されているポリアミド層7は、このフィルム1に強度を付与するために設けられているものであり、3員環以上のラクタムの重縮合、ω−アミノ酸の重縮合、二塩基酸とジアミンとの重縮合により得られる。
【0022】
上記のラクタムの例としては、ε−カプロラクタム、エナントラクタム、カプリルラクタム、ラウリルラクタム等を挙げることができる。
また、上記のω−アミノ酸の例としては、6−アミノカプロン酸、7−アミノヘプタン酸、9−アミノノナン酸、11−アミノウンデカン酸等を挙げることができる。
さらに、上記の二塩基酸の例としては、アジピン酸、グルタル酸、ピメリン酸、スベリン酸、アゼライン酸、セバシン酸、ウンデカンジオン酸、ドデカジオン酸、ヘキサデカジオン酸、エイコサンジオン酸、エイコサジエンジオン酸、2,2,4−トリメチルアジピン酸、テレフタル酸、イソフタル酸、2,6−ナフタレンジカルボン酸、キシリレンジカルボン酸等を挙げることができ、ジアミンとしては、エチレンジアミン、トリメチレンジアミン、テトラメチレンジアミン、ヘキサメチレンジアミン、ペンタメチレンジアミン、ウンデカメチレンジアミン、2,2,4(または2,4,4)−トリメチルヘキサメチレンジアミン、シクロヘキサンジアミン、ビス−(4,4’−アミノシクロヘキシル)メタン、メタキシリレンジアミンを例示することができる。
上記の成分の重縮合により得られるポリアミドは共重合体であってもよい。
【0023】
本発明において、ポリアミド層7を形成するポリアミドの代表例としては、ナイロン6、ナイロン7、ナイロン11、ナイロン12、ナイロン6,6、ナイロン6,9、ナイロン6,11、ナイロン6,12、ナイロン6T、ナイロン6I、ナイロンMXD6、ナイロン6/6,6、ナイロン6/12、ナイロン6/6T、ナイロン6/6I、ナイロン6/MXD6等を例示することができる。このようなポリアミド層7の厚みは、一般に、15乃至25μm程度である。
【0024】
さらに、上記のポリアミド層7は、無延伸であってもよいし、延伸されていてもよいが、強度の観点から、一軸或いは二軸延伸されていることが好適である。
【0025】
また、ウレタン系樹脂層9は、各種のポリオールと、ジイソシアネートとを重縮合して得られるものであり、このようなウレタン樹脂層9の形成により、後述するオレフィン系樹脂層11を強固に接合することができ、その剥離等を有効に防止することができる。
【0026】
このようなウレタン系樹脂層9の形成に用いるジイソシアネートとしては、例えば、ヘキサメチレンジイソシアネート、テトラメチレンジイソシアネート、3,3’−ジメトキシ−4,4’−ビフェニレンジイソシアネート、p−キシリレンジイソシアネート、m−キシリレンジイソシアネート、1,3−ジイソシアネートメチルシクロヘキサン、4,4’−ジイソシアネートジシクロヘキサン、4,4’−ジイソシアネートシクロヘキシルメタン、イソホロンジイソシアネート、2,4−トリレンジイソシアネート、2,6−トリレンジイソシアネート、p−フェニレンジイソシアネート、ジフェニルメタンジイソシアネート、m−フェニレンジイソシアネート、2,4−ナフタレンジイソシアネート、3,3’−ジメチル−4,4’−ビフェニレンジイソシアネート、4,4’−ジイソシアネートジフェニルエーテル、1,5−ナフタレンジイソシアネート等を挙げることができる。
【0027】
また、上記のジイソシアネートと反応させるポリオールとしては、例えば、エチレングリコール、1,2−プロピレングリコール、ジエチレングリコール、トリエチレングリコール、ジプロピレングリコール等のグリコール類や、1,3−プロパンジオール、1,4−ブタンジオール、1,5−ペンタンジオール、ネオペンチルグリコール、1,6−ヘキサンジオール、3−メチル−1,5−ペンタンジオール、1,9−ノナンジオール、2−エチル−2−ブチルプロパンジオール、ヒドロキシピバリン酸ネオペンチルグリコールエステル、ジメチロールヘプタン、1,4−シクロヘキサンジメタノール、トリシクロデカンジメタノール等の脂肪族乃至脂環族系のジオール類を挙げることができ、さらに、ビスフェノール類の2つのフェノール性水酸基にエチレンオキサイドやプロピレンオキサイドを1〜数モル付加して得られるグリコール類、例えば2,2−ビス(4−ヒドロキシエトキシフェニル)プロパンなども例示することができ、ポリエチレングリコールやポリプロピレングリコール、ポリテトラメチレングリコールなども使用することができる。
さらに、上記で例示したポリオールと脂肪族乃至芳香族のジカルボン酸とのポリエステルポリオールも、ジイソシアネートと反応させるポリオールとして使用することができる。
【0028】
上記のようなポリエステルポリオールの合成に用いる脂肪族ジカルボン酸としては、コハク酸、アジピン酸、アゼライン酸、セバシン酸、ドデカンジオン酸、ダイマー酸、1,4−シクロヘキサンジカルボン酸、1,3−シクロヘキサンジカルボン酸、1,2−シクロヘキサンジカルボン酸あるいはそれらの酸無水物などを挙げることができる。
また、ポリエステルポリオールの合成に用いる芳香族ジカルボン酸としては、テレフタル酸、イソフタル酸、オルトフタル酸、ナフタレンジカルボン酸、ビフェニルジカルボン酸等を挙げることができ、これら以外にも、5−ナトリウムスルホイソフタル酸なども使用することができる。
さらに、ジイソシアネートと反応させるポリオール中には、共重合成分として、p−ヒドロキシ安息香酸、p−(2−ヒドロキシエトキシ)安息香酸、ヒドロキシピバリン酸、γ−ブチロラクトン、ε−カプロラクトン等のヒドロキシカルボン酸や、フマール酸、マレイン酸、無水マレイン酸、イタコン酸、シトラコン酸などのα,β−不飽和ジカルボン酸類や、2,5−ノルボルネンジカルボン酸無水物、テトラヒドロ無水フタル酸などの不飽和二重結合を含有する脂環族ジカルボン酸類が、全酸成分中に0.5〜10モル%の量で使用されていてもよい。
【0029】
上述したジイソシアネートとポリオールとの反応により得られるウレタン系樹脂は、オレフィン系樹脂層11を強固に接着固定するという本発明の目的が損なわれない限り、アクリル系重合体等によって変性されていてもよい。例えば、前述したポリウレタンに、アクリル酸メチル、アクリル酸エチル、アクリル酸イソプロピル、アクリル酸n−ブチル、アクリル酸2−エチルヘキシル、アクリル酸2−ヒドロキシエチル、アクリル酸ヒドロキシプロピル、メタクリル酸メチル、メタクリル酸エチル、メタクリル酸イソプロピル、メタクリル酸n−ブチル、メタクリル酸イソブチル、メタクリル酸n−ヘキシル、メタクリル酸ラウリル、メタクリル酸2−ヒドロキシエチル、メタクリル酸ヒドロキシルプロピル等のアクリル系モノマーをグラフト重合させた変性ポリウレタンなども使用することができる。
【0030】
さらに、上記のようなウレタン系樹脂により形成される層9には、架橋剤を用いての架橋構造が導入されていてもよい。このような架橋剤の例としては、アルキル化フェノールやクレゾールとホルムアルデヒドとの縮合物からなるフェノールホルムアルデヒド樹脂;尿素、メラミン、ベンゾグアナミンなどとホルムアルデヒドとの付加縮合物、これらの付加物とアルコールからなるアルキルエーテル化物などのアミノ樹脂;多官能性エポキシ化合物;多官能性イソシアネート化合物;ブロックイソシアネート化合物;多官能性アジリジン化合物;オキサゾリン化合物;等を挙げることができ、特にメラミン系の架橋剤が好適である。
【0031】
本発明において、上記のようなウレタン系樹脂層9の厚みは極めて薄くてよく、例えば0.03乃至0.1μm程度の厚みでよい。
【0032】
ウレタン系樹脂層9の上に積層されているオレフィン系樹脂層11は、ヒートシールにより袋状に製袋させると同時に、スパウトをヒートシールにより封止して固定するために使用されるものであり、かかるオレフィン系樹脂としては、低、中或いは高密度ポリエチレン、直鎖低密度ポリエチレン、ポリプロピレン、エチレン−プロピレン共重合体、エチレンやプロピレンと他のオレフィンとの共重合体などを例示することができる。
【0033】
本発明において、特に好適に使用されるオレフィン系樹脂は、スパウトとのヒートシール性の観点からポリプロピレンが最適である。即ち、スパウトは、強度等の観点から、一般に剛性の高いポリプロピレンにより成形されているため、ポリプロピレンを用いて形成されたオレフィン系樹脂層11がスパウトに対して最も良好なヒートシール性を示す。
【0034】
本発明において、オレフィン系樹脂層11の厚みは特に制限されるものではないが、比較的厚く形成されていることが好ましく、例えば30μm以上、特に50乃至100μmの厚みを有していることが好ましい。このオレフィン系樹脂層11の厚みは、ヒートシールされていない状態、即ち、ヒートシールされていない部分での厚みである。即ち、ヒートシールによりオレフィン系樹脂層11がスパウトにヒートシールされると、スパウトが立体形状を有しているため、その接着面積が小さく、従って単位面積当りのヒートシール圧が極めて高い状態で加熱圧着される。この結果、スパウトとのヒートシール部でのオレフィン系樹脂層11の厚みは他の部分に比して薄くなってしまう。このようなヒートシール部でのオレフィン系樹脂層11の薄肉化は、この部分に高荷重が加わったときの破断をもたらすため、本発明では、オレフィン系樹脂層11の厚みを比較的厚肉とすることにより、その破断を効果的に抑制することができる。
【0035】
尚、本発明において、上述した印刷用樹脂層5、ポリアミド層7及びオレフィン系樹脂層11には、これらの層を形成する樹脂成分以外に、それ自体公知の配合剤、例えば、紫外線吸収剤、酸化防止剤、耐熱安定剤、帯電防止剤、離型剤、着色剤、可塑剤、難燃剤等が適宜配合されていてよい。
【0036】
<フィルムの製造>
上記のような層構造を有する積層フィルム1は、それ自体公知の方法で製造することができ、例えばドライラミネーション法、ノンソルベントラミネーション法、エクストルージョンラミネーション法、サンドイッチラミネーション法を利用して製造することができるが、一般的には、予め、印刷用樹脂層5、ポリアミド層7及びオレフィン系樹脂層11の各層を形成するフィルムを形成し、ポリアミド層7或いはオレフィン系樹脂層11を形成するフィルムについては、両者が対面する側の面を、ウレタン系樹脂を含む塗布液で処理した後、必要により接着剤が塗布されたアルミ箔3を用いて、所定の層構成となるように、ドライラミネーション或いはサンドイッチラミネーション等により積層することにより製造するのがよい。
【0037】
上記で用いるウレタン系樹脂を含む塗布液は、例えば、界面活性剤や架橋剤と共に、所定の溶媒(例えば水や有機溶媒)にウレタン系樹脂を溶解乃至分散させたものであり、これを、ポリアミド層7或いはオレフィン系樹脂層11を形成するフィルムの表面に塗布し、乾燥することにより、ウレタン系樹脂層9がコートされたポリアミドフィルム或いはオレフィン系樹脂フィルムが形成され、オレフィン系樹脂層11(オレフィン系樹脂フィルム)を、ウレタン系樹脂層9を介して、ポリアミド層7に強固に接合することができる。ウレタン系樹脂層9が予めポリアミド層7上に形成されたフィルムとしては、例えば、ユニチカ製エンブレムONM、興人製ボニールQ、東洋紡績製ハーデンNAPなどの、市販の二軸延伸ナイロンフィルムがある。
【0038】
また、上記のようにして積層フィルム1を製造するに際して、オレフィン系樹脂層11の形成に用いるフィルムの表面を、コロナ処理して、その接着性を高めるという手段も採用することができる。
【0039】
<スパウト付袋状容器>
本発明のスパウト付袋状容器は、上述した積層構造のフィルムを用いてスパウトが接着固定(熱溶着)されている限り、種々の構造を採り得るが、その代表的な構造は、図2乃至図5に示されている。
【0040】
即ち、全体として20で示す容器は、正面フィルム21、背面フィルム23及び一対の側面ガセットフィルム25,25とが、その周縁でヒートシールにより溶着されており、その上部には、スパウト27がヒートシールにより溶着されて固定されており、このスパウト27にはキャップ29が螺子係合により着脱自在に装着されている。
【0041】
正面フィルム21と背面フィルム23とは、その上部及び下部で互いにヒートシールにより溶着されている。図2及び図3において、上部の溶着部はXで示され、下部の溶着部はYで示されている。また、この例においては、下部の溶着部Yには、この袋状容器20を吊り下げるための孔31が設けられている。
【0042】
側面ガセットフィルム25には、適宜、1本或いは複数本の折り目33が形成されており、容器内に内容物が充填されていないときにはコンパクトに折り畳めるようになっている。このような側面ガセットフィルム25,25は、側部の溶着部Z,Zで固定されている。
【0043】
また、上部の溶着部Xでは、互いに対面している正面フィルム21と背面フィルム23とが溶着されていると同時に、スパウト27が熱溶着されて封止されている。
【0044】
スパウト27は、全体として筒状形状を有しており、図5の拡大断面図に示されているように、その内部に、内容物を排出するための注出用貫通路41が形成されており、さらに、その外面の下方部分には、接着部43が形成されており、この接着部43には、袋状容器20の開口部分の正面フィルム21と背面フィルム23とがヒートシールにより固定されるようになっている。
【0045】
また、スパウト27の外面には、上記接着部43の上方に、このスパウト23を把持するためのサポートリング45が形成されている。即ち、サポートリング45は、スパウト27或いはスパウト27が取り付けられた袋状容器20を搬送する際に把持するための部材である。
【0046】
サポートリング45のさらに上方部分には、螺条47が形成されており、この螺条47により、図2等に示されている公知の構造のキャップ29がスパウト27に装着されるようになっている。
さらに、スパウト27の上端は、アルミ箔等のシール箔49により閉じられており、これにより、袋状容器20内の密封性が保持されるようになっている。
【0047】
上記のスパウト27において、接着部43は、外面から左右に張り出しており、且つ上下に間隔をおいて形成されている複数の張り出し板43a,43b,43cから形成されている。これらの張り出し板43a〜43cには、その周縁部に前述した正面フィルム21及び背面フィルム23の上端部分がヒートシールされるため、通常、互いに同一の大きさを有しており、また、その外周端面は、フラットな面となっており、適度な接着面積を確保し、且つヒートシール作業を容易に行い得るようになっている。
【0048】
尚、接着部43を形成している張り出し板43a〜43cの上には、保護板50が設けられている。この保護板50は、接着部43の保護部材として機能するものであり、このため、接着部43を構成する張り出し板43a〜43cよりもやや大きな形状を有している。
【0049】
上記のような接着部43を形成する張り出し板43a〜43c及び保護部材として機能する保護板50は、強度を高めるために、ブリッジ51で互いに連結されており、さらに、最上部に位置している保護板50の外周縁には、リブ53が形成されている。
尚、図5において、接着部43の近傍における正面フィルム21及び背面フィルム23との接合部(シールエッジ)は丸で囲んだ部分Rで示されている。
【0050】
上記のような構造を有するスパウト27は、オレフィン系樹脂により成形されるが、螺条47等を備えており、先にも述べたように、強度が要求されることから、一般には剛性のポリプロピレンにより形成されている。
【0051】
上記の構造の袋状容器20は、正面フィルム21と背面フィルム23と対面させ、その間に、折り目33に沿って折り畳まれた側面ガセットフィルム25,25を配置し、横シールにより正面フィルム21と背面フィルム23とをヒートシールして溶着部Yを形成すると同時に、縦シールにより、側面ガセットフィルム25,25を、それぞれ正面フィルム21及び背面フィルム23にヒートシールして溶着部Z,Zを形成する。次いで、上部の開口部にスパウト27を挿入し、正面フィルム21と背面フィルム23同士、正面フィルム21とスパウト27の接着部43、背面フィルム23とスパウト27の接着部43とをヒートシールして溶着部Xを形成することにより、本発明のスパウト付袋状容器20を形成することができる。
【0052】
尚、ヒートシール後に、スパウト27を介して内容物を充填し、次いでスパウト27の開口端部をシール箔49で閉じ、最後にキャップ29を螺子装着して、最終製品として販売に供される。
【0053】
上記の説明から理解されるように、本発明の袋状容器20において、正面フィルム21及び背面フィルム23にはスパウト27がヒートシールされるため、これらのフィルム21及び23は、図1に示す5層構造を有するものでなければならない。
即ち、ヒートシールは、シールバーなどの治具を用いての熱圧着により実行されるが、スパウト27は立体形状を有しているため、フィルム同士のヒートシールと異なり、十分な接着面積を確保できず、しかも、高荷重でヒートシールが行われため、ヒートシール部(例えば上記の溶着部X)でのオレフィン系樹脂層の厚みが薄肉化され、従って、オレフィン系樹脂層の破断及び剥離を生じ易く、従ってこの溶着部Xからの内容液の漏洩が生じ易いのが一般的である。しかるに、本発明では、前述したように、用いるフィルム21,23が図1に示す層構造を有しており、ウレタン系樹脂層を介してオレフィン系樹脂層が積層されているため、上記溶着部Xでの接着強度が高められ、オレフィン系樹脂層の剥離が有効に抑制されているため、この部分からの内容液の漏洩は効果的に防止されている。
【0054】
従って、本発明において、スパウト27がヒートシールされない側面ガセットフィルム25,25については、前述した図1に示す5層構造のフィルム1を用いる必要はなく、例えば、ウレタン系樹脂層9が形成されておらず、オレフィン系樹脂層11が直接ポリアミド層7上に積層されている4層構造のフィルムを、側面ガセットフィルム25,25として用いることができ、これにより、コストダウンを図ることができる。
【0055】
上述した本発明のスパウト付袋状容器は、溶着Xでの接着強度が高められており、この部分でのオレフィン系樹脂層の剥離が有効に防止されていることから、高粘度且つ水分を含有する流動食や栄養剤などの内容物が充填され、しかも外面からの押圧による絞り出しにより内容物の排出が行われる経管栄養法などに好適に使用される。例えば、この種の用途に使用される袋状容器(PEG用容器)では、前述したキャップ29を外し、シール箔49を剥がした後、胃や腸の内部に繋げられているチューブをスパウト27に接続し、この状態で、種々の押圧具(例えば特開2008−113742号、特開2007−29562号、特開2009−11802号等参照)を用いて、袋状容器20の胴部を外面から押圧して内容物の絞り出しが行われる。この場合、従来公知のスパウト付袋状容器では、大きな荷重、特に偏荷重が溶着部Xに加わると、溶着部Xからの漏洩を生じ易いため、その荷重が必要以上に多くならないように制限されていたが、本発明のスパウト付袋状容器を用いた場合には、このような荷重の制限を大幅に緩和することができる。
【0056】
また、本発明では、溶着部Xでの接合強度が著しく高められているため、例えばレトルト殺菌の用途にも適用できる。
【実施例】
【0057】
本発明を、次の実験例で説明する。
(実施例1)
まず印刷用樹脂層として、厚さ12μmの二軸延伸ポリエチレンテレフタレートフィルムを用意し、一方の面にコロナ処理を施し、印刷を行った。この印刷面と、厚さ7μmのアルミ箔のマット面とを、ドライラミ用ポリエステル系ウレタン接着剤を用いてドライラミネーションし、印刷用樹脂層とアルミ箔からなる積層構造体を作成した。
次いで、ポリアミド層として、厚さ25μmの二軸延伸ナイロンフィルムを用意した。予め、このポリアミド層の一方の面に、厚さ0.07μmのウレタン系樹脂層を形成しておいた。ポリアミド層とウレタン系樹脂層からなる積層体のナイロンフィルム面と、前記積層構造体のアルミ箔面とを、ドライラミ用 ポリエステル系ウレタン接着剤を用いてドライラミネーションした。
最後に、オレフィン系樹脂層として、厚さ80μmの未延伸ポリプロピレンフィルムを用意し、このフィルムのコロナ処理面と、先に積層したフィルムのウレタン系樹脂層とを、別途ドライラミ用ポリエステル系ウレタン接着剤を用いてドライラミネーションし、本発明に用いられる積層フィルムを得た(この別途用いられたドライラミ用ポリエステル系ウレタン接着剤は、本発明に用いられる積層フィルムを構成するウレタン系樹脂層には含まない)。
次にこの積層フィルムを、正面フィルム、背面フィルム、側面ガゼットフィルムの全てに用いて、ポリプロピレン製スパウトを備えた図3に示すスパウト付袋状容器(パウチ部分のサイズが縦260mm、横84mm、側面ガセットを広げた幅42mm)を作成した。
スパウトのシールエッジ(図5の丸で囲んだ部分)におけるポリプロピレンフィルムの厚さを観察したところ、元のフィルムの厚さ80μmに対して1/5以下の8〜16μmと非常に薄くなっていた。
【0058】
(荷重試験)
スパウト付袋状容器に室温の水を428ml充填して密封した後、121℃−30分間レトルト殺菌処理した。室温まで冷却した後、スパウト付袋状容器を試験台上に水平に載置して、全面荷重においては、スパウトの突出した部分を除いたパウチ部分全体を覆う面積を有する押圧板を介して、80kgfの荷重を上方から垂直に加え、この状態を30分間維持し、水の漏洩発生の有無を評価した。
偏荷重においては、パウチ部分のスパウトから遠い側の半分(縦方向に130mmまで)を覆うように押圧板との位置関係を調整し、その他は全体荷重の場合と同様にして、水の漏洩発生の有無を評価した。
実施例1においては、5袋のサンプルに対し全面荷重、偏荷重ともに、漏洩の発生はなかった。
【0059】
(比較例1)
二軸延伸ナイロンフィルム上にウレタン系樹脂層を形成せず、ナイロンフィルム面とポリプロピレンフィルムとを直接ドライラミ用ポリエステル系ウレタン接着剤で接着している点以外は、実施例1と同様にして、スパウト付袋状容器を作成した。
スパウトのシールエッジにおけるポリプロピレンフィルムの厚さの状況は、実施例1と同様であった。
比較例1の荷重試験を行ったところ、5袋のサンプルについて全面荷重では漏洩の発生はなかったが、偏荷重では3袋で漏洩が発生した。
参考として、水を充填してレトルト処理を行う代わりに空気を吹き込んで膨らませた状態で荷重試験をしたところ、偏荷重でも漏洩は発生せず、接着強度に水分が影響することが分かった。
【0060】
(実施例2)
側面ガセットフィルムに、比較例1で作成したウレタン系樹脂層のない積層フィルムを使用した他は実施例1と同様にして、スパウト付袋状容器を作成した。
荷重試験を行ったところ、5袋のサンプルに対し全面荷重、偏荷重ともに、漏洩の発生はなかった。
【0061】
(接着強度試験)
積層フィルムについて、ポリアミド層とオレフィン系樹脂層との間の接着強度を測定した。
試験は、剥離試験機(株式会社オリエンテック製、機種名、テンシロン万能試験機)を使用し、試料15mm巾、剥離角度90度、ロ−ドセル250N、剥離速度50mm/minの条件で、23℃、湿度50%の雰囲気で行なった。
剥離は、ポリアミド層/ウレタン系樹脂層間(比較例ではポリアミド層/接着剤間)、ウレタン系樹脂層/接着剤樹脂層間、接着剤/オレフィン系樹脂層間のいずれかの層間剥離、あるいはウレタン系樹脂層、接着剤の凝集破壊によって進行すると考えられるが、ここでは区別しない。
サンプル1は実施例1で作成した積層フィルム、サンプル2は比較例1で作成した積層フィルム、サンプル3および4は、比較例1においてナイロンフィルムとポリプロピレンフィルムの接着に用いたドライラミ用ポリエステル系ウレタン接着剤を、同系統で異なる銘柄の接着剤に替えて作成した積層フィルムである。
各サンプルの測定に関し、「乾燥状態」は測定時と同じ23℃、湿度50%雰囲気で1週間保管した後に測定したもの、「湿潤状態」は同じく23℃湿度50%雰囲気下で剥離面に蒸留水を吹き付けながら測定したものである。
なお、サンプル2については、30℃湿度80%雰囲気で1週間保管したもの(吸湿状態)についても測定した。
測定結果を表1に示す。
【0062】
【表1】
【0063】
ウレタン系樹脂層を有するサンプル1は、乾燥状態、湿潤状態ともに高い値を示し、特に湿潤状態で4N/15mm以上の接着強度を示した。
ウレタン系樹脂層がないサンプル2〜4について、乾燥状態では、サンプル2、3はサンプル1に劣る接着強度を示す一方で、サンプル4はサンプル1以上の強度を示した。しかし、湿潤状態では、サンプル2〜4ともに接着強度が大きく低下し、全てサンプル1より低い強度となった。
サンプル2の吸湿状態では、乾燥状態よりは低下したものの、サンプル1の湿潤状態より高い接着強度を示した。にもかかわらず、サンプル2のフィルムを用いた比較例1は、偏荷重で漏洩が発生しており、このことから、本願の課題が単にポリアミド層の吸湿による接着強度低下によるのではなく、スパウトとの接着部の近傍でオレフィン系樹脂層に破断が生じ、内容物中の水分がポリアミド層との層間に進入することによって引き起こされることが示唆される。
なおサンプル3、4のフィルムを用いて作成したスパウト付袋状容器においても、比較例1と同様に偏荷重で漏洩が発生し、少なくとも湿潤状態で3.4N/15mmを上回る接着強度が必要なことが分かった。
【符号の説明】
【0064】
3:アルミ箔
5:印刷用樹脂層
7:ポリアミド層
9:ウレタン系樹脂層
11:オレフィン系樹脂層
20:袋状容器
21:正面フィルム
23:背面フィルム
25:側面ガセットフィルム
27:スパウト
29:キャップ
【特許請求の範囲】
【請求項1】
フィルムの貼り合せにより形成された袋状容器の口部にスパウトが接着固定されているスパウト付袋状容器において、
前記フィルムは、アルミ箔と、該アルミ箔の外面に形成された印刷用樹脂層と、該アルミ箔の内面に形成されたポリアミド層と、該ポリアミド層上に設けられたオレフィン系樹脂層とを含む層構造を有していると共に、
前記フィルムの内、少なくとも前記スパウトとの接着面を有するフィルムは、前記オレフィン系樹脂層がウレタン系樹脂層を介して前記ポリアミド層上に積層されており、該オレフィン系樹脂層に、前記スパウトが接着固定されていることを特徴とするスパウト付袋状容器。
【請求項2】
前記オレフィン系樹脂がポリプロピレンである請求項1に記載のスパウト付袋状容器。
【請求項3】
前記袋状容器内に収容される内容物は、該袋状容器を外面から押圧することによる絞り出しによって前記スパウトから排出される請求項1または2に記載のスパウト付袋状容器。
【請求項4】
前記袋状容器内に収容される内容物が水分を含有しているものである請求項1乃至3の何れかに記載のスパウト付袋状容器。
【請求項5】
前記スパウトとの接着面を有するフィルムにおいて、該フィルムのポリアミド層とオレフィン系樹脂層との間のウレタン系樹脂層による接着強度が、剥離面が湿潤状態で4N/15mm以上である請求項1乃至4の何れかに記載のスパウト付袋状容器。
【請求項1】
フィルムの貼り合せにより形成された袋状容器の口部にスパウトが接着固定されているスパウト付袋状容器において、
前記フィルムは、アルミ箔と、該アルミ箔の外面に形成された印刷用樹脂層と、該アルミ箔の内面に形成されたポリアミド層と、該ポリアミド層上に設けられたオレフィン系樹脂層とを含む層構造を有していると共に、
前記フィルムの内、少なくとも前記スパウトとの接着面を有するフィルムは、前記オレフィン系樹脂層がウレタン系樹脂層を介して前記ポリアミド層上に積層されており、該オレフィン系樹脂層に、前記スパウトが接着固定されていることを特徴とするスパウト付袋状容器。
【請求項2】
前記オレフィン系樹脂がポリプロピレンである請求項1に記載のスパウト付袋状容器。
【請求項3】
前記袋状容器内に収容される内容物は、該袋状容器を外面から押圧することによる絞り出しによって前記スパウトから排出される請求項1または2に記載のスパウト付袋状容器。
【請求項4】
前記袋状容器内に収容される内容物が水分を含有しているものである請求項1乃至3の何れかに記載のスパウト付袋状容器。
【請求項5】
前記スパウトとの接着面を有するフィルムにおいて、該フィルムのポリアミド層とオレフィン系樹脂層との間のウレタン系樹脂層による接着強度が、剥離面が湿潤状態で4N/15mm以上である請求項1乃至4の何れかに記載のスパウト付袋状容器。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2012−166805(P2012−166805A)
【公開日】平成24年9月6日(2012.9.6)
【国際特許分類】
【出願番号】特願2011−27740(P2011−27740)
【出願日】平成23年2月10日(2011.2.10)
【出願人】(000003768)東洋製罐株式会社 (1,150)
【Fターム(参考)】
【公開日】平成24年9月6日(2012.9.6)
【国際特許分類】
【出願日】平成23年2月10日(2011.2.10)
【出願人】(000003768)東洋製罐株式会社 (1,150)
【Fターム(参考)】
[ Back to top ]