
スパッタリングターゲット及びその製造方法
【課題】 機械加工性に優れ、主としてCu,Gaを含有する化合物膜が成膜可能なスパッタリングターゲット及びその製造方法を提供すること。
【解決手段】 本発明のスパッタリングターゲットは、スパッタリングターゲット中の全金属元素に対し、Ga:15〜40原子%を含有し、さらに、Bi:0.1〜5原子%を含有し、残部がCu及び不可避不純物からなる成分組成を有する。このスパッタリングターゲットの製造方法は、少なくともCu,GaおよびBiの各元素を単体またはこれらのうち2種以上の元素を含む合金を1050℃以上に溶解し、鋳塊を作製する工程を有する。または、少なくともCu,GaおよびBiの各元素を単体またはこれらのうち2種以上の元素を含む合金の粉末とした原料粉末を作製する工程と、原料粉末を真空、不活性雰囲気または還元性雰囲気で熱間加工する工程を有している。
【解決手段】 本発明のスパッタリングターゲットは、スパッタリングターゲット中の全金属元素に対し、Ga:15〜40原子%を含有し、さらに、Bi:0.1〜5原子%を含有し、残部がCu及び不可避不純物からなる成分組成を有する。このスパッタリングターゲットの製造方法は、少なくともCu,GaおよびBiの各元素を単体またはこれらのうち2種以上の元素を含む合金を1050℃以上に溶解し、鋳塊を作製する工程を有する。または、少なくともCu,GaおよびBiの各元素を単体またはこれらのうち2種以上の元素を含む合金の粉末とした原料粉末を作製する工程と、原料粉末を真空、不活性雰囲気または還元性雰囲気で熱間加工する工程を有している。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、主としてCu,Gaを含有する化合物膜を形成するときに使用するスパッタリングターゲット及びその製造方法に関するものである。
【背景技術】
【0002】
従来、CuGaターゲットは、いわゆるセレン(Se)化法によるCu−In−Ga−Se四元系合金膜(いわゆるCIGS膜)を光吸収層に用いた太陽電池を製造するために、必須な材料である。なお、セレン化法とは、例えばCuGaを約500nmスパッタし、その上にInを約500nmスパッタした積層膜を、500℃のH2Seガス中で加熱し、SeをCuGaInに拡散させ、CuInGaSeの化合物膜を形成する方法である(特許文献1参照)。
【0003】
一方、Cu−In−Ga−Se四元系合金膜からなる光吸収層の発電効率を向上させるため、この光吸収層へのNaの添加が要求されている。例えば、非特許文献1では、プリカーサー膜(Cu−In−Ga−Se四元系合金膜)中のNa含有量を0.1%程度とすることが一般的であると提案している。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特許第3249408号公報
【非特許文献】
【0005】
【非特許文献1】A.Romeo、「Development of Thin-film Cu(In,Ga)Se2 and CdTe Solar Cells」、Prog. Photovolt: Res. Appl. 2004; 12:93-111 (DOI: 10.1002/pip.527
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記従来の技術には、以下の課題が残されている。
すなわち、高密度で高Ga含有量のCuGaターゲットは、非常に硬くかつ延性が乏しいため、切削での表面加工が困難であり、研削加工を使用せざるを得ないという不都合があった。このため、ターゲットの加工速度が遅く、かつ複雑形状の加工が非常に困難であった。また、CuGaにNaをドープしたターゲットにおいても、上記同様な課題がある。
【0007】
本発明は、前述の課題に鑑みてなされたもので、機械加工性に優れ、主としてCu,Gaを含有する化合物膜が成膜可能なスパッタリングターゲット及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明者らは、主としてCu,Gaを含有する化合物膜用のスパッタリングターゲットを製造するべく研究を行った。その結果、Biを少量添加すれば、機械加工性を改善可能であることを突き止めた。
したがって、本発明は、上記知見から得られたものであり、前記課題を解決するために以下の構成を採用した。すなわち、第1の発明のスパッタリングターゲットは、ターゲット中の全金属元素に対し、Ga:15〜40原子%(at%)、Bi:0.1〜5原子%を含有し、残部がCu及び不可避不純物からなる成分組成を有することを特徴とする。
この第1の発明では、Bi:0.1〜5原子%を含有しているので、高い密度であっても高い被切削性を有することができる。
【0009】
なお、Biの添加量を上記範囲内に設定した理由は、0.1原子%未満であると機械加工性の向上効果が得られず、5原子%を超えると、スパッタリングターゲットが脆化し、切削加工時に割れや欠けが生じやすくなるためである。
Gaの含有量を15〜40原子%と規定した理由は、特許文献2に記載されているように、この範囲のGa含有量が変換効率の高いCIGS光吸収層を形成するために、一般的なGa添加量だからである。
【0010】
また、第2の発明では、第1の発明に係るスパッタリングターゲットにおいて、Cu−Ga合金を主とする合金相の結晶粒内またはその粒界に、Bi金属単体またはBiを10原子%以上含む金属間化合物を含む組織を有することを特徴とする。
すなわち、このスパッタリングターゲットでは、Cu−Ga合金を主とする合金相の結晶粒中またはその粒界(以下、粒界等と略記する場合がある)に、Biの金属元素単体またはBiを10%原子以上の濃度で含む金属間化合物を含む組織を有するので、粒界等にあるBi金属元素単体またはBiを10原子%以上の濃度で含む金属間化合物によって快削性を発揮することができ、被切削性を向上させることができる。一般的に、Cuには最大0.5原子%程度、Gaには0.2原子%程度のBiが固溶されるが、本研究によれば、0.5原子%程度固溶したBiより、Bi金属単相又はBiが10原子%以上含む金属間化合物の存在が、合金の快削性の向上により有効である。
【0011】
また、第3の発明は、第2の発明にかかるスパッタリングターゲットにおいて、さらにスパッタリングターゲット素地中Biを10原子%以上含む金属間化合物が、Cu5Bi2であることを特徴とする。
本発明者らは、Biを添加した場合、スパッタリングターゲット素地中のCu5Bi2の存在が、スパッタリングターゲットの被切削性に影響を与えることを発見した。すなわち、Cu5Bi2の状態でBiがスパッタリングターゲットに含まれると、スパッタリングターゲットの機械加工の際に、チッピングや欠け等の発生がより低減できることが判った。
【0012】
また、第4の発明は、第1から第3のいずれかのスパッタリングターゲットにおいて、スパッタリングターゲット素地中の金属相の平均粒径が100μm以下であることを特徴とする。
すなわち、このスパッタリングターゲットでは、金属相の平均粒径が100μmを超えると、ターゲットが加工中に粒界に沿ってチッピングや割れが発生しやすくなり、Biの添加による快削性の改善効果が影響されるため、金属相の平均粒径を100μm以下に設定している。
【0013】
また、第5の発明は、第1から第4の発明のいずれかのスパッタリングターゲットにおいて、スパッタリングターゲット素地中のBi含有相の平均粒径が80μm以下であることを特徴とする。
すなわち、このスパッタリングターゲットでは、Bi含有相の平均粒径が比較的小さいサイズに調整することで、Bi含有相がCuGa素地の粒界に集中することが容易になり、加工中の粒界割れを有効に防止できる。さらに、Bi含有相サイズを小さくし、低融点且つCuGa素地に比べて格段柔らかいBi含有相をターゲット素地中で均一に分布させることにより、切削中に切削ツールとターゲット表面とを有効に潤滑させる効果を実現できる。なお、Bi含有相のサイズが80μmより大きくなると、ターゲット組織中、比較的高融点、高硬度のCu及びGaからなる相と低融点、低硬度のBi含有相との切削性の違いが切削中に大きく現れ、ターゲットの表面粗さを増加させてしまう不都合がある。
なお、上記金属相およびBi含有相の平均粒径は、粒子の外接長方形の長径の平均と定義する。
【0014】
第6の発明は、第1から第5の発明のいずれかのスパッタリングターゲットにおいて、さらに、Naが、NaF化合物、Na2S化合物またはNa2Se化合物として含有され、スパッタリングターゲット中の全金属元素に対し、Naが0.05〜15原子%含有されていることを特徴とする。
すなわち、このスパッタリングターゲットでは、さらに、Naが、NaF化合物、Na2S化合物またはNa2Se化合物の状態で、スパッタリングターゲット中の全金属元素に対し、0.05〜15原子%含有しているので、発電効率の向上に有効なNaを含有したCu−Ga膜を成膜することができる。なお、このNaを含有したCu−Ga膜におけるF(フッ素)、硫黄(S)は、太陽電池の光吸収層の特性に特に影響を及ぼさない。
ここで、Naの含有量を上記範囲に設定した理由は、Na添加量が15原子%を超えると、下地となるMo電極への密着力が低下し、その後のセレン化プロセス中に膜剥がれが発生するためである。一方、Na添加量が0.05原子%より少ないと、発電効率の向上効果が得られないためである。なお、Naの好ましい量は、0.1原子%〜5原子%である。
【0015】
第7の発明は、第1から第5の発明のいずれかのスパッタリングターゲットを製造する方法であって、少なくともCu,GaおよびBiの各元素を単体またはこれらのうち2種以上の元素を含む合金を1050℃以上に溶解し、鋳塊を作製する工程を有することを特徴とする。
すなわち、このスパッタリングターゲットの製造方法では、原料を1050℃以上で溶解することで、鋳塊組織中のGa、Biが確実にかつ均一に分散することができ、焼結体の切削加工性を全体として均一に向上させることができる。
【0016】
第8の発明は、第1から第5の発明のいずれかのスパッタリングターゲットを作製する方法であって、少なくともCu,GaおよびBiの各元素を単体またはこれらのうち2種以上の元素を含む合金の粉末とした原料粉末を作製する工程と、前記原料粉末を真空、不活性雰囲気または還元性雰囲気で熱間加工する工程とを有し、前記原料粉末に含まれるGaが、CuGa合金またはGaBi合金として含有されていることを特徴とする。
また、第9の発明は、第6の発明のスパッタリングターゲットを作製する方法であって、少なくともCu,GaおよびBiの各元素を単体またはこれらのうち2種以上の元素を含む合金の金属粉末とし、前記金属粉末にNaF粉末、Na2S粉末またはNa2Se粉末を混合して原料粉末を作製する工程と、前記原料粉末を真空、不活性雰囲気または還元性雰囲気で熱間加工する工程とを有し、前記原料粉末に含まれるGaが、CuGa合金またはGaBi合金として含有されていることを特徴とする。
すなわち、これらのスパッタリングターゲットの製造方法では、原料粉末として、GaをCuGa合金またはGaBi合金として含有させるので、金属Gaのみで原料粉末に添加する場合よりも、焼結体組織中のGaを確実に合金化することができ、焼結体の切削加工性をより向上させることができる。
【発明の効果】
【0017】
本発明によれば、以下の効果を奏する。
すなわち、本発明に係るスパッタリングターゲット及びその製造方法によれば、Bi:0.1〜5原子%を含有するので、高い密度であっても高い被削性を有することができる。したがって、本発明のスパッタリングターゲットでは、切削での表面加工が容易であり、スパッタリングターゲットの加工速度が早く、かつ複雑形状の加工も容易となる。また、本発明のスパッタリングターゲットを用いることで、スパッタ法によりBi含有Cu−Ga膜を形成することができる。
【図面の簡単な説明】
【0018】
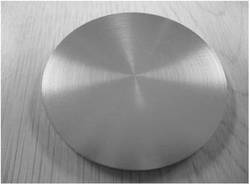
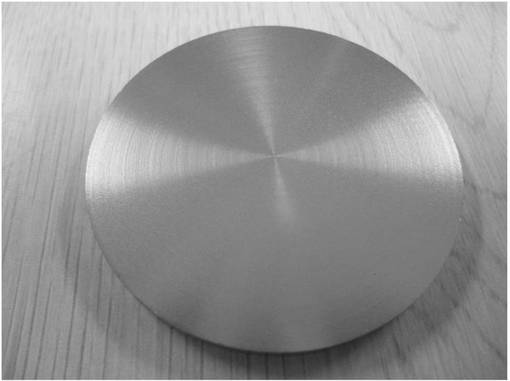
【図1】本発明に係るスパッタリングターゲットおよびその製造方法の実施例6において、加工後のターゲット表面を示す写真である。
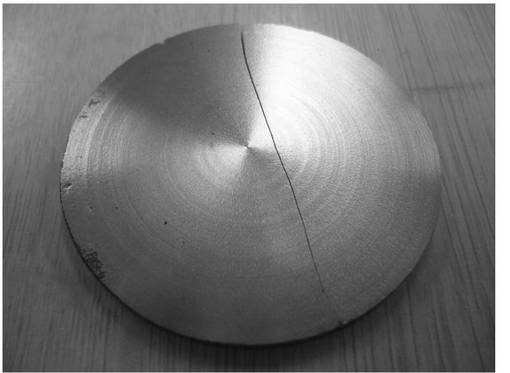
【図2】本発明に係るスパッタリングターゲットおよびその製造方法の比較例5において、加工後のターゲット表面を示す写真である。
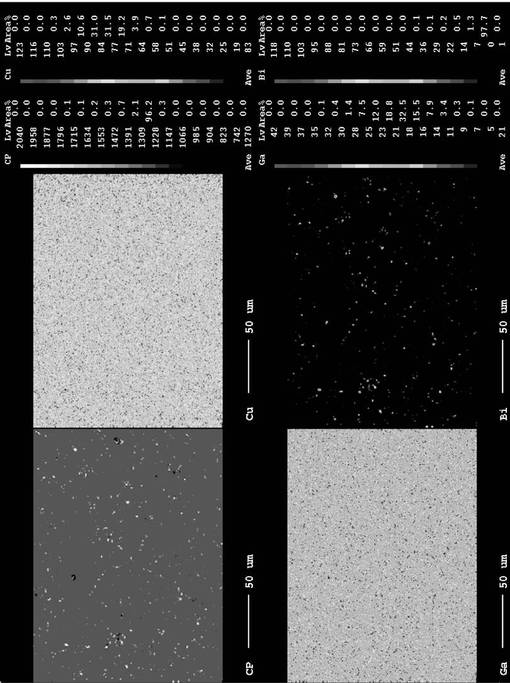
【図3】本発明に係る実施例6において、電子線マイクロアナライザ(EPMA)による組成像(COMP像)、Cuの元素マッピング像、Gaの元素マッピング像およびBiの元素マッピング像を示す写真である。
【発明を実施するための形態】
【0019】
以下、本発明に係るスパッタリングターゲット及びその製造方法の一実施形態を説明する。
【0020】
本実施形態のスパッタリングターゲットは、スパッタリングターゲット中の全金属元素に対し、Ga:15〜40原子%を含有し、さらに、Bi:0.1〜5原子%を含有し、残部がCu及び不可避不純物からなる成分組成を有している。
また、Cu−Ga合金を主とする合金相の結晶粒内または粒界には、Bi単体またはBiを10原子%以上含む金属間化合物の少なくとも一方を含む組織を有している。
さらに、Biを10原子%以上含む金属間化合物は、Cu5Bi2を含んでいる。
【0021】
また、スパッタリングターゲット素地中の金属相の平均粒径が100μm以下であることが好ましく。さらに、スパッタリングターゲット素地中のBi含有相の平均粒径が80μm以下であることが好ましい。
なお、Biは比較的に粉砕しにくい金属であり、Bi粉末をBiインゴットより粉砕で作製される場合は、一般的に数百μmサイズであるが、本発明の研究によれば、ターゲット組織中のBi相の平均粒径は80μm以下であることで、切削加工によるターゲット表面へのダメージがより少なく、より平坦な加工面が得られる。
【0022】
また、Bi単体またはBiの金属間化合物は、例えば200μm×150μmの範囲において粒径(内接円相当径)0.3μm以上の相として3個以上存在することが好ましい。なお、Cu−Ga合金を主とする合金相の結晶粒内または粒界に介在したBi単体またはBi金属間化合物は、例えば電子線マイクロアナライザ(EPMA)によるCu、Ga、Bi元素マッピング像により観察でき、その粒径も測定できる。
【0023】
さらに、本実施形態のスパッタリングターゲットにおいて、ターゲット素地中のGaはCu−Ga二元合金の形態で含有されていることが好ましい。すなわち、スパッタリングターゲット素地中に、Ga単体の存在がなくなることで、スパッタリングターゲットの切削性がより向上する。Ga単体の有無の判定及びCuGa合金の有無は、例えばスパッタリングターゲットのX線回折(XRD)測定にて判定できる。
【0024】
すなわち、これらのスパッタリングターゲットの表面を研磨後(Ra:5μm以下)、XRD測定を行い、Ga単体に属するθ=15.24°(方位111)付近、22.77°(113)付近、23.27°(202)付近のピークにより、Ga単体の存在を判定できる。CuGa合金の有無は、同様な方法にてXRD測定を行い、標準回折曲線のカードにて判定できる。
スパッタリングターゲット素地中のGa合金の形成方法としては、スパッタリングターゲットの原料とするGaを、原料粉末中にCuGaの合金または金属間化合物、GaBiの合金または金属間化合物として添加する方法、または原料となるCu,Ga,Biを一緒に溶解し、合金にする方法等がある。
【0025】
なお、本実施形態のスパッタリングターゲットに、Naを、NaF化合物、Na2S化合物またはNa2Se化合物として含有させ、スパッタリングターゲット中の全金属元素に対し、Naを0.05〜15原子%含有されても構わない。
上記各金属元素の組成評価は、スパッタリングターゲットを粉砕し、ICP法(高周波誘導結合プラズマ法)を用いて含有量を定量分析する。
【0026】
上記本実施形態のスパッタリングターゲットを作製するのは溶解鋳造法と粉末焼結法が採用できる。
溶解鋳造法では、少なくともCu,GaおよびBiの各元素を単体またはこれらのうち2種以上の元素を含む合金を1050℃以上に溶解し、鋳塊を作製する工程と、得られた鋳塊を必要に応じて圧延し、スパッタリングターゲットを作製する。
【0027】
なお、Gaを15原子%以上含有し、Biを0.1原子%以上含有するCuGaBi系合金の融点は1000℃以下であるが、溶解温度を1050℃以上に設定する理由としては、溶解温度を1050℃未満にすると、Cu,Ga,Biの混合溶湯の粘度が高く、溶解した各元素の均一な混合が非常に困難になるためである。すなわち、得られたインゴット中のBi含有相の微細化が困難になり、ターゲット加工中に割れ、欠けの発生率が高くなるため、溶解温度を1050℃以上に設定している。
【0028】
粉末焼結法では、少なくともCu,GaおよびBiの各元素を単体またはこれらのうち2種以上の元素を含む合金の粉末とした原料粉末を作製する工程と、原料粉末を真空、不活性ガス雰囲気または還元性雰囲気中でホットプレス(HP)又は熱間静水圧プレス(HIP)による焼結等の熱間加工する工程とを有している。また、別の熱間加工工程として、作製した原料粉末を加圧成形後、真空または気圧0.01kgf/cm2〜10kgf/cm2の不活性ガス雰囲気または還元性雰囲気中にて非加圧状態で焼結する等の熱間加工する工程を採用しても構わない。なお、上記原料粉末に含まれるGaが、CuGa合金またはGaBi合金として含有されていることが好ましい。
【0029】
なお、上記ホットプレス法を用いた焼結では、ホットプレス温度(ホットプレス時の保持温度)が500℃〜900℃の範囲内で行われることが好ましい。このホットプレス温度を上記範囲に設定した理由は、500℃未満であると、焼結体の密度が低く、切削加工時にチッピングが発生しやすく、900℃を超えると、ホットプレス中にCuGa相の平均粒径が増大し、加工欠陥の原因になるためである。
【0030】
また、上記HIP法を用いた焼結では、HIP温度(HIP時の保持温度)が400℃〜900℃の範囲内で行われることが好ましい。HIP温度を上記範囲に設定した理由は、400℃未満であると、焼結体の密度が低く、切削加工時にチッピングが発生しやすく、900℃を超えると、HIP中にCuGa相の平均粒径が増大し、加工欠陥の原因になるためである。
【0031】
原料粉末を加圧成形後、成形体を真空、不活性雰囲気または還元性雰囲気にて焼結する方法を用いる焼結では、焼結温度(焼結時の保持温度)が550℃〜900℃の範囲内で行われることが好ましい。なお、焼結温度を上記範囲に設定した理由は、550℃未満であると、焼結体の密度が低く、切削加工時にチッピングが発生しやすく、900℃を超えると、CuGa相の平均粒径が増大し、加工欠陥の原因になるためである。
【0032】
この熱間加工を行うための原料粉末の製造は、例えば以下の(a)〜(d)のいずれかの方法で行う。
(a)アトマイズ装置により、所定量のCuGaBi全量をCuGaBiアトマイズ粉として製造し、原料粉末とする。なお、Naを添加する場合、所定量のNaF、Na2SまたはNa2Seの粉末を上記原料粉末に混合する。
(b)アトマイズ装置により、所定量のCuGa全量をCuGaアトマイズ粉として製造し、さらに、Bi粉末をこのCuGaアトマイズ粉と混合し、所定組成の原料粉末を作る。なお、Naを添加する場合、所定量のNaF、Na2SまたはNa2Seの粉末を上記原料粉末に混合する。
(c)アトマイズ装置により、CuGaBiアトマイズ粉を作製し、さらにCuGa粉,Cu粉またはBi粉(またはCuとBiの金属間化合物)をこのCuGaBiアトマイズ粉に添加し、所定組成の混合粉末を作る。なお、Naを添加する場合、所定量のNaF、Na2SまたはNa2Seの粉末を上記原料粉末に混合する。
(d)所定量のCuGaBi全量を溶解し、鋳造したインゴットを粉砕し、その粉末を原料粉末として用いる。なお、Naを添加する場合、所定量のNaF、Na2SまたはNa2Seの粉末を上記原料粉末に混合する。また、所定量のCuGaを溶解し、鋳造したインゴットを粉砕し、その粉末にBi粉末またはBiとCuとの金属間化合物粉を添加し、混合粉末を作ることもできる。
【0033】
次に、上記(a)〜(d)のいずれかの方法で作製した原料粉末を、ホットプレスやHIP(熱間静水圧プレス)、または原料粉末を加圧成形後、成形体を焼結する等の方法で熱間加工する。なお、これらの熱間加工の際は、Cu−Ga合金またはCuの酸化防止のため、真空、不活性ガス雰囲気または還元性ガス雰囲気中で行う。ホットプレスやHIPの圧力がスパッタリングターゲット焼結体の密度に大きな影響を及ぼすので、ホットプレスにおける好ましい圧力は100〜500kgf/cm2とする。HIP時の好ましい圧力は500〜1500kgf/cm2とする。また、加圧は、焼結昇温開始前から行ってもよいし、一定な温度に到達してから行ってもよい。
【0034】
次に、上記熱間加工で焼結したBi含有Cu−Ga焼結体(またはBi,Na含有Cu−Ga焼結体)は、機械加工性に優れているので、切削工法を用いて、スパッタリングターゲットの指定形状に加工する。そして、この加工後のスパッタリングターゲットをInを用いて、CuまたはCu合金からなるバッキングプレートにボンディングし、スパッタに供する。
なお、加工済みのスパッタリングターゲットの酸化、吸湿を防止するため、スパッタリングターゲット全体を真空パックまたは不活性ガス置換したパックにて保管することが好ましい。
【0035】
このように作製した本実施形態のスパッタリングターゲットを用いたスパッタは、直流(DC)マグネトロンスパッタ法にて、Arガス中で行う。このときの直流スパッタでは、パルス電圧を付加するパルス重畳電源を用いてもよいし、パルスなしのDC電源でもよい。
【0036】
このように本実施形態のスパッタリングターゲットでは、Bi:0.1〜5原子%を含有しているので、高い密度であっても高い切削性を有する。特に、Cu−Ga合金を主とする合金相の結晶粒子中またはその粒界に、Bi単体またはBiを10原子%以上を含む金属間化合物を含む組織を有するので、粒界等にあるBi単体またはBi金属間化合物は結晶粒間の強度が低下させ、切削時の潤滑材料にもなるため、より切削性を向上させることができる。
また、ターゲット素地中のGaがCu−Ga二元合金の形態で含有されるので、GaをCu−Gaの固溶体又は金属間化合物とすることにより、焼結後、切削加工中において、チッピング、欠けを生ずることなく、スパッタに適した加工表面を実現することができる。
【0037】
さらに、スパッタリングターゲット素地中のCu5Bi2の存在が、スパッタリングターゲットの被切削性に影響を与え、機械加工の際に、チッピングや欠け等の発生がより低減される。
また、Naが、NaF化合物、Na2S化合物またはNa2Se化合物として含有され、スパッタリングターゲット中の全金属元素に対し、Naが0.05〜15原子%含有されている場合には、スパッタ法により、発電効率の向上に有効なNaを含有したCu−Ga膜を成膜することができる。なお、このNaを含有したCu−Ga膜におけるF(フッ素)、硫黄(S)は、太陽電池の光吸収層の特性に特に影響を及ぼさない。
【実施例】
【0038】
次に、本発明に係るスパッタリングターゲット及びその製造方法を、上記実施形態に基づき実際に作製した実施例により、評価した結果を説明する。
【0039】
(原料粉末の作製)
まず、実施例1〜3,5,6,9,10の原料粉としては、表1の組成になるように、Cu,Bi,Gaの各金属の全量をアトマイズ装置に装入し、1150℃に昇温し、金属が全部溶湯になっていることを確認して、アトマイズを行うことでCuGaBiアトマイズ粉末を作製した。
【0040】
実施例4の原料粉末としては、表1の組成になるように、Bi,Gaの全量およびCuの半量をアトマイズ装置に装入し、1150℃に昇温し、金属が全部溶湯になっていることを確認して、アトマイズを行うことでCuGaBiアトマイズ粉末を作製した。次に、得られたCuGaBiアトマイズ粉に、平均粒径2μm以下のCu粉末を投入し、乾式ボールミル(直径:5mmのZrO2ボール、ボール対金属粉重量比=3:1)にて4時間混合して、所定の組成になるCu,Ga,Bi混合粉を作製した。なお、実施例・比較例でも乾式ボールミルはすべて同様の条件を用いている。
【0041】
実施例7の原料粉末としては、表1の組成になるように、Cu,Bi,Gaの全量を真空溶解炉に装入し、1150℃に昇温後、金属が全部溶湯になっていることを確認してから、水冷鋳型に出湯し、CuGaBiからなるインゴットを作製した。次に、得られたCuGaBiインゴットを、平均粒径30μmに粉砕し、所定の組成になるCu,Ga,Bi混合粉を作製した。
【0042】
実施例8,11の原料粉末としては、まずCu、Ga原料をアトマイズ装置に装入し、1150℃に昇温し、金属が全部溶湯になっていることを確認して、アトマイズを行うことでCuGaからなるアトマイズ粉末を作製した。次に、平均粒径44.5μmのBi金属粉末を、表1の組成になるように、得られたCuGaアトマイズ粉と共に乾式ボールミルにて4時間混合して、表1の所定の組成になるCu,Ga,Bi混合粉を作製した。
【0043】
実施例12、13は、表1の組成になるように、Cu,Bi,Gaの全量を真空溶解炉に装入し、1200℃に昇温後、金属が全部溶湯になっていることを確認してから、水冷鋳型に出湯し(表3では急冷ありと記載)、CuGaBiからなるインゴットを作製した。さらに、実施例12のインゴットを800℃での熱間圧延を行った。なお、インゴット厚み方向での圧下率(圧延前の厚み/圧延後の厚み×100%)は200%である。また、圧延後に、750℃で1時間の焼きなましを行った。
【0044】
実施例14の原料粉末としては、まず表1の組成のとおり、Cu,Gaの各金属の全量をアトマイズ装置に装入し、1150℃に昇温し、金属が全部溶湯になっていることを確認して、アトマイズを行うことでCuGaアトマイズ粉末を作製した。次に、得られたCuGaアトマイズ粉に、平均粒径65μmに粉砕したBi粉末と、平均粒径1μm以下のNaF粉末とを投入し、乾式ボールミルにて8時間混合して表1の混合粉末を作製した。
【0045】
実施例15の原料粉末としては、まずCu:Ga:Bi=84.8:15:0.2(原子)のCuGaBiからなるアトマイズ粉末を用意し、さらに、表1の組成になるように、平均粒径32μmのCu:Ga=85:15(原子)のCuGaアトマイズ粉と、平均粒径1μm以下のNaF粉末を投入し、乾式ボールミルにて8時間混合して表1の混合粉末を作製した。
【0046】
実施例16〜18の原料粉末としては、まず表1の組成のとおり、Cu,Ga,Biの各金属の全量をアトマイズ装置に装入し、1150℃に昇温し、金属が全部溶湯になっていることを確認して、アトマイズを行うことでCuGaBiアトマイズ粉末を作製した。次に、得られたCuGaBiアトマイズ粉に、平均粒径1μm以下のNaF、Na2SまたはNa2Se粉末を投入し、乾式ボールミルにて8時間混合して表1の混合粉末を作製した。
【0047】
「比較例」
本発明の比較例1〜3の原料粉末としては、表2の組成になるように、Cu,Gaの各金属の全量をアトマイズ装置に装入し、1150℃に昇温し、金属が全部溶湯になっていることを確認して、アトマイズを行うことで表2のCuGaアトマイズ粉末を作製した。
本発明の比較例4は、Cu,Ga,Biの各金属の全量を真空溶解炉に装入し、1150℃に昇温後、金属が全部溶湯になっていることを確認してから、黒鉛製鋳型に出湯し、真空炉中にて200℃まで炉冷してCuGaBiからなるインゴットを作製した。なお、圧延は行わなかった。
【0048】
本発明の比較例5,8,10,11の原料粉末としては、表2の組成になるように、Cu,Ga,Biの各金属の全量をアトマイズ装置に装入し、1150℃に昇温し、金属が全部溶湯になっていることを確認して、アトマイズを行うことで、表2のCuGaBiアトマイズ粉末を作製した。
比較例6の原料粉末としては、まずCu,Gaの各金属の全量をアトマイズ装置に装入し、1150℃に昇温し、金属が全部溶湯になっていることを確認して、アトマイズを行うことでCuGaアトマイズ粉末を作製した。次に、得られたCuGaアトマイズ粉に、平均粒径500μmに粉砕したBi粉末を投入し、乾式ボールミルにて8時間混合して、表2の混合粉末を作製した。
【0049】
比較例7は、表1の組成になるように、Cu,Bi,Gaの各金属の全量を真空溶解炉に装入し、1200℃に昇温後、金属が全部溶湯になっていることを確認してから、水冷鋳型に出湯し(表4では急冷ありと記載)、CuGaBiからなるインゴットを作製した。なお、圧延は行わなかった。
比較例9の原料粉末としては、まず表2の組成のとおり、Cu,Gaの各金属の全量をアトマイズ装置に装入し、1150℃に昇温し、金属が全部溶湯になっていることを確認して、アトマイズを行うことでCuGaアトマイズ粉末を作製した。次に、得られたCuGaアトマイズ粉に、平均粒径200μmに粉砕したBi粉末と平均粒径1μm以下のNaF粉末とを投入し、乾式ボールミルにて8時間混合して表1の混合粉末を作製した。
【0050】
比較例12の原料粉末としては、Cu,Gaの各金属の全量をアトマイズ装置に装入し、1150℃に昇温し、金属が全部溶湯になっていることを確認して、アトマイズを行うことでCuGaアトマイズ粉末を作製した。次に、得られたCuGaアトマイズ粉に、平均粒径30μmのBi金属粉末と、平均粒径1μm以下のNa2S粉末とを投入し、乾式ボールミルにて4時間混合して表2の混合粉末を作製した。
【0051】
比較例13の原料粉末としては、Cu,Ga,Biの各金属の全量をアトマイズ装置に装入し、1150℃に昇温し、金属が全部溶湯になっていることを確認して、アトマイズを行うことでCuGaBiアトマイズ粉末を作製した。次に、得られたCuGaBiアトマイズ粉に、平均粒径1μm以下のNa2Se粉末を投入し、乾式ボールミルにて4時間混合して表2の混合粉末を作製した。
【0052】
(スパッタリングターゲットの作製、評価)
このように作製した実施例および比較例の原料粉末を用いて、表3および表4に示す真空ホットプレス法、HIP法または加圧成形後の雰囲気焼結法(焼結時の雰囲気は2大気圧の20%水素と80%窒素との混合ガスを使用)、または鋳造法などの方法にて、直径80mm、厚み6mmのスパッタリングターゲットを作製した。得られたスパッタリングターゲットの寸法密度を算出し、理論密度比として計算した結果を、表3及び表4に示す。
【0053】
なお、理論密度の計算は、ターゲット中のCu,Ga,Biの金属相を溶解し、徐冷で得られた無欠陥の鋳塊密度を該当組成CuGaBi合金の理論密度とし、これとターゲットの密度の比(ターゲット密度/理論密度×100%)を理論密度比とする。なお、NaF、Na2SまたはNa2Seを添加した場合、これらの化合物相の添加量を用いてその体積割合を計算する。焼結体中の金属相の理論密度とNa化合物の理論密度とを計算し、ターゲット寸法密度との比で理論密度比を計算した。
【0054】
さらに、ターゲットの組織観察およびX線回折測定を行い、また、ICP法(高周波誘導結合プラズマ法)によるターゲット中の金属成分であるGa,Bi,Naの定量分析を行った。また、ターゲットの加工性および切削効果の評価として、加工後チッピングの有無および面粗さ(Ra:算術平均粗さ,Rz:十点平均粗さ)をそれぞれ測定して評価した。その結果を表5および表6に示す。
【0055】
スパッタリングターゲットの組織観察は、焼結したスパッタリングターゲットの破片を樹脂で埋め、平坦な面になるように湿式研磨後、EPMA(電子線マイクロアナライザ:JEOL製 JXA−8500F)にてCu,Ga,Biの各元素の面分布(MAPPING)測定にて行った。観察条件は、加速電圧15kV、照射電流50nA、スキャンタイプ:片方向、ピクセル(X,Y)240,180、スポットサイズ(X,Y)0.1μm,0.1μm、測定時間10mSとした。また、観察倍率を2000倍とし、200×150μmの範囲を数回に分けて元素分布(マッピング)を測定した。得られたマッピングイメージより、Bi単体およびBi金属間化合物の少なくとも一方が存在する組織(以下、介在Bi相という)が、Cu−Ga合金を主とする合金相の結晶粒内または粒界で存在するかどうかの有無を確認した。さらに、Biの組成分布図中、介在Bi相について内接円相当径0.1μm以上の箇所の数を計測した。以上の結果を表5及び表6に示す。
【0056】
また、加工性および切削効果の評価方法は、まず森精機製作所製旋盤:MS850Gを用いて、実施例または比較例の焼結したCuGa焼結体またはCuGaBi焼結体を乾式加工した。焼結体サイズは直径:φ80mm、厚み:6mmとした。また、加工時の回転速度は140rpm、切削工具の切り込み量は0.3mm、送り速度は0.097mm/revとした。使用した加工用バイド(三菱マテリアル製)は形状型番:STFER1616H16、インサート形状型番:TEGX160302L、材種はHTi10とした。そして、各焼結体の表面から0.5mm厚みを切削した後の焼結体表面を評価した。すなわち、この加工された焼結体の中心部より20mmはなれた箇所で、表面粗さ測定と表面の加工チッピング有無の確認とを行った。なお、表面粗さの測定装置は、ミツトヨ製surftest SV−3000を使用し、評価長さは4mmとした。また、チッピング有無の判定は、低倍率光学顕微鏡にて22cm2の範囲を写真撮影し、内接円相当径0.3mm以上のチッピングの有無にて判断した。
【0057】
【表1】

【表2】
【表3】
【表4】
【表5】
【表6】
【0058】
これらの評価結果からBiが添加されていない又は本発明のBi含有量より少ない比較例1〜4及び本発明のBi含有量より多い比較例6では、加工後共に面粗さRaが1.0μm以上、Rzが10.1μm以上、と大きいのに対し、Biを有効な含有量で添加している本発明の実施例1〜18では、いずれも加工後チッピングが無く、面粗さRaが0.8μm以下、Rzが7.2μm以下と小さく、優れた被切削性が得られている。また、全ての実施例が良好な加工を施すことができたのに対し、本発明のBi含有量より少ない比較例5,7,10,12,13及び本発明の含有量より多い比較例8,9,11では、加工中に欠けや割れが発生し、目的とするスパッタリングターゲットの加工ができなかった。
一例としてCu69Ga30Bi1(原子%)とした本発明の実施例6と、Cu69.9Ga29.7Bi0.01(原子%)とした本発明の比較例5との加工後におけるターゲット表面の写真を図1および図2に示す。
【0059】
また、組織観察結果より、本発明の実施例1〜18は、いずれも介在Bi相の個数が6以上であり、組織中に分散していることが判る。なお、一例としてCu69Ga30Bi1(原子%)とした本発明の実施例6について、EPMAによる元素分布マッピング像を図3に示す。このEPMAの画像は、いずれも元画像がカラー像であるが、グレースケールによる白黒画像に変換して記載しており、明度が高い程、含有量が高い傾向にある。
なお、本発明の実施例のスパッタリングターゲットは、いずれも95%以上の高密度が得られている。
【0060】
なお、本発明の技術範囲は上記実施形態及び上記実施例に限定されるものではなく、本発明の趣旨を逸脱しない範囲において種々の変更を加えることが可能である。
【技術分野】
【0001】
本発明は、主としてCu,Gaを含有する化合物膜を形成するときに使用するスパッタリングターゲット及びその製造方法に関するものである。
【背景技術】
【0002】
従来、CuGaターゲットは、いわゆるセレン(Se)化法によるCu−In−Ga−Se四元系合金膜(いわゆるCIGS膜)を光吸収層に用いた太陽電池を製造するために、必須な材料である。なお、セレン化法とは、例えばCuGaを約500nmスパッタし、その上にInを約500nmスパッタした積層膜を、500℃のH2Seガス中で加熱し、SeをCuGaInに拡散させ、CuInGaSeの化合物膜を形成する方法である(特許文献1参照)。
【0003】
一方、Cu−In−Ga−Se四元系合金膜からなる光吸収層の発電効率を向上させるため、この光吸収層へのNaの添加が要求されている。例えば、非特許文献1では、プリカーサー膜(Cu−In−Ga−Se四元系合金膜)中のNa含有量を0.1%程度とすることが一般的であると提案している。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特許第3249408号公報
【非特許文献】
【0005】
【非特許文献1】A.Romeo、「Development of Thin-film Cu(In,Ga)Se2 and CdTe Solar Cells」、Prog. Photovolt: Res. Appl. 2004; 12:93-111 (DOI: 10.1002/pip.527
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記従来の技術には、以下の課題が残されている。
すなわち、高密度で高Ga含有量のCuGaターゲットは、非常に硬くかつ延性が乏しいため、切削での表面加工が困難であり、研削加工を使用せざるを得ないという不都合があった。このため、ターゲットの加工速度が遅く、かつ複雑形状の加工が非常に困難であった。また、CuGaにNaをドープしたターゲットにおいても、上記同様な課題がある。
【0007】
本発明は、前述の課題に鑑みてなされたもので、機械加工性に優れ、主としてCu,Gaを含有する化合物膜が成膜可能なスパッタリングターゲット及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明者らは、主としてCu,Gaを含有する化合物膜用のスパッタリングターゲットを製造するべく研究を行った。その結果、Biを少量添加すれば、機械加工性を改善可能であることを突き止めた。
したがって、本発明は、上記知見から得られたものであり、前記課題を解決するために以下の構成を採用した。すなわち、第1の発明のスパッタリングターゲットは、ターゲット中の全金属元素に対し、Ga:15〜40原子%(at%)、Bi:0.1〜5原子%を含有し、残部がCu及び不可避不純物からなる成分組成を有することを特徴とする。
この第1の発明では、Bi:0.1〜5原子%を含有しているので、高い密度であっても高い被切削性を有することができる。
【0009】
なお、Biの添加量を上記範囲内に設定した理由は、0.1原子%未満であると機械加工性の向上効果が得られず、5原子%を超えると、スパッタリングターゲットが脆化し、切削加工時に割れや欠けが生じやすくなるためである。
Gaの含有量を15〜40原子%と規定した理由は、特許文献2に記載されているように、この範囲のGa含有量が変換効率の高いCIGS光吸収層を形成するために、一般的なGa添加量だからである。
【0010】
また、第2の発明では、第1の発明に係るスパッタリングターゲットにおいて、Cu−Ga合金を主とする合金相の結晶粒内またはその粒界に、Bi金属単体またはBiを10原子%以上含む金属間化合物を含む組織を有することを特徴とする。
すなわち、このスパッタリングターゲットでは、Cu−Ga合金を主とする合金相の結晶粒中またはその粒界(以下、粒界等と略記する場合がある)に、Biの金属元素単体またはBiを10%原子以上の濃度で含む金属間化合物を含む組織を有するので、粒界等にあるBi金属元素単体またはBiを10原子%以上の濃度で含む金属間化合物によって快削性を発揮することができ、被切削性を向上させることができる。一般的に、Cuには最大0.5原子%程度、Gaには0.2原子%程度のBiが固溶されるが、本研究によれば、0.5原子%程度固溶したBiより、Bi金属単相又はBiが10原子%以上含む金属間化合物の存在が、合金の快削性の向上により有効である。
【0011】
また、第3の発明は、第2の発明にかかるスパッタリングターゲットにおいて、さらにスパッタリングターゲット素地中Biを10原子%以上含む金属間化合物が、Cu5Bi2であることを特徴とする。
本発明者らは、Biを添加した場合、スパッタリングターゲット素地中のCu5Bi2の存在が、スパッタリングターゲットの被切削性に影響を与えることを発見した。すなわち、Cu5Bi2の状態でBiがスパッタリングターゲットに含まれると、スパッタリングターゲットの機械加工の際に、チッピングや欠け等の発生がより低減できることが判った。
【0012】
また、第4の発明は、第1から第3のいずれかのスパッタリングターゲットにおいて、スパッタリングターゲット素地中の金属相の平均粒径が100μm以下であることを特徴とする。
すなわち、このスパッタリングターゲットでは、金属相の平均粒径が100μmを超えると、ターゲットが加工中に粒界に沿ってチッピングや割れが発生しやすくなり、Biの添加による快削性の改善効果が影響されるため、金属相の平均粒径を100μm以下に設定している。
【0013】
また、第5の発明は、第1から第4の発明のいずれかのスパッタリングターゲットにおいて、スパッタリングターゲット素地中のBi含有相の平均粒径が80μm以下であることを特徴とする。
すなわち、このスパッタリングターゲットでは、Bi含有相の平均粒径が比較的小さいサイズに調整することで、Bi含有相がCuGa素地の粒界に集中することが容易になり、加工中の粒界割れを有効に防止できる。さらに、Bi含有相サイズを小さくし、低融点且つCuGa素地に比べて格段柔らかいBi含有相をターゲット素地中で均一に分布させることにより、切削中に切削ツールとターゲット表面とを有効に潤滑させる効果を実現できる。なお、Bi含有相のサイズが80μmより大きくなると、ターゲット組織中、比較的高融点、高硬度のCu及びGaからなる相と低融点、低硬度のBi含有相との切削性の違いが切削中に大きく現れ、ターゲットの表面粗さを増加させてしまう不都合がある。
なお、上記金属相およびBi含有相の平均粒径は、粒子の外接長方形の長径の平均と定義する。
【0014】
第6の発明は、第1から第5の発明のいずれかのスパッタリングターゲットにおいて、さらに、Naが、NaF化合物、Na2S化合物またはNa2Se化合物として含有され、スパッタリングターゲット中の全金属元素に対し、Naが0.05〜15原子%含有されていることを特徴とする。
すなわち、このスパッタリングターゲットでは、さらに、Naが、NaF化合物、Na2S化合物またはNa2Se化合物の状態で、スパッタリングターゲット中の全金属元素に対し、0.05〜15原子%含有しているので、発電効率の向上に有効なNaを含有したCu−Ga膜を成膜することができる。なお、このNaを含有したCu−Ga膜におけるF(フッ素)、硫黄(S)は、太陽電池の光吸収層の特性に特に影響を及ぼさない。
ここで、Naの含有量を上記範囲に設定した理由は、Na添加量が15原子%を超えると、下地となるMo電極への密着力が低下し、その後のセレン化プロセス中に膜剥がれが発生するためである。一方、Na添加量が0.05原子%より少ないと、発電効率の向上効果が得られないためである。なお、Naの好ましい量は、0.1原子%〜5原子%である。
【0015】
第7の発明は、第1から第5の発明のいずれかのスパッタリングターゲットを製造する方法であって、少なくともCu,GaおよびBiの各元素を単体またはこれらのうち2種以上の元素を含む合金を1050℃以上に溶解し、鋳塊を作製する工程を有することを特徴とする。
すなわち、このスパッタリングターゲットの製造方法では、原料を1050℃以上で溶解することで、鋳塊組織中のGa、Biが確実にかつ均一に分散することができ、焼結体の切削加工性を全体として均一に向上させることができる。
【0016】
第8の発明は、第1から第5の発明のいずれかのスパッタリングターゲットを作製する方法であって、少なくともCu,GaおよびBiの各元素を単体またはこれらのうち2種以上の元素を含む合金の粉末とした原料粉末を作製する工程と、前記原料粉末を真空、不活性雰囲気または還元性雰囲気で熱間加工する工程とを有し、前記原料粉末に含まれるGaが、CuGa合金またはGaBi合金として含有されていることを特徴とする。
また、第9の発明は、第6の発明のスパッタリングターゲットを作製する方法であって、少なくともCu,GaおよびBiの各元素を単体またはこれらのうち2種以上の元素を含む合金の金属粉末とし、前記金属粉末にNaF粉末、Na2S粉末またはNa2Se粉末を混合して原料粉末を作製する工程と、前記原料粉末を真空、不活性雰囲気または還元性雰囲気で熱間加工する工程とを有し、前記原料粉末に含まれるGaが、CuGa合金またはGaBi合金として含有されていることを特徴とする。
すなわち、これらのスパッタリングターゲットの製造方法では、原料粉末として、GaをCuGa合金またはGaBi合金として含有させるので、金属Gaのみで原料粉末に添加する場合よりも、焼結体組織中のGaを確実に合金化することができ、焼結体の切削加工性をより向上させることができる。
【発明の効果】
【0017】
本発明によれば、以下の効果を奏する。
すなわち、本発明に係るスパッタリングターゲット及びその製造方法によれば、Bi:0.1〜5原子%を含有するので、高い密度であっても高い被削性を有することができる。したがって、本発明のスパッタリングターゲットでは、切削での表面加工が容易であり、スパッタリングターゲットの加工速度が早く、かつ複雑形状の加工も容易となる。また、本発明のスパッタリングターゲットを用いることで、スパッタ法によりBi含有Cu−Ga膜を形成することができる。
【図面の簡単な説明】
【0018】
【図1】本発明に係るスパッタリングターゲットおよびその製造方法の実施例6において、加工後のターゲット表面を示す写真である。
【図2】本発明に係るスパッタリングターゲットおよびその製造方法の比較例5において、加工後のターゲット表面を示す写真である。
【図3】本発明に係る実施例6において、電子線マイクロアナライザ(EPMA)による組成像(COMP像)、Cuの元素マッピング像、Gaの元素マッピング像およびBiの元素マッピング像を示す写真である。
【発明を実施するための形態】
【0019】
以下、本発明に係るスパッタリングターゲット及びその製造方法の一実施形態を説明する。
【0020】
本実施形態のスパッタリングターゲットは、スパッタリングターゲット中の全金属元素に対し、Ga:15〜40原子%を含有し、さらに、Bi:0.1〜5原子%を含有し、残部がCu及び不可避不純物からなる成分組成を有している。
また、Cu−Ga合金を主とする合金相の結晶粒内または粒界には、Bi単体またはBiを10原子%以上含む金属間化合物の少なくとも一方を含む組織を有している。
さらに、Biを10原子%以上含む金属間化合物は、Cu5Bi2を含んでいる。
【0021】
また、スパッタリングターゲット素地中の金属相の平均粒径が100μm以下であることが好ましく。さらに、スパッタリングターゲット素地中のBi含有相の平均粒径が80μm以下であることが好ましい。
なお、Biは比較的に粉砕しにくい金属であり、Bi粉末をBiインゴットより粉砕で作製される場合は、一般的に数百μmサイズであるが、本発明の研究によれば、ターゲット組織中のBi相の平均粒径は80μm以下であることで、切削加工によるターゲット表面へのダメージがより少なく、より平坦な加工面が得られる。
【0022】
また、Bi単体またはBiの金属間化合物は、例えば200μm×150μmの範囲において粒径(内接円相当径)0.3μm以上の相として3個以上存在することが好ましい。なお、Cu−Ga合金を主とする合金相の結晶粒内または粒界に介在したBi単体またはBi金属間化合物は、例えば電子線マイクロアナライザ(EPMA)によるCu、Ga、Bi元素マッピング像により観察でき、その粒径も測定できる。
【0023】
さらに、本実施形態のスパッタリングターゲットにおいて、ターゲット素地中のGaはCu−Ga二元合金の形態で含有されていることが好ましい。すなわち、スパッタリングターゲット素地中に、Ga単体の存在がなくなることで、スパッタリングターゲットの切削性がより向上する。Ga単体の有無の判定及びCuGa合金の有無は、例えばスパッタリングターゲットのX線回折(XRD)測定にて判定できる。
【0024】
すなわち、これらのスパッタリングターゲットの表面を研磨後(Ra:5μm以下)、XRD測定を行い、Ga単体に属するθ=15.24°(方位111)付近、22.77°(113)付近、23.27°(202)付近のピークにより、Ga単体の存在を判定できる。CuGa合金の有無は、同様な方法にてXRD測定を行い、標準回折曲線のカードにて判定できる。
スパッタリングターゲット素地中のGa合金の形成方法としては、スパッタリングターゲットの原料とするGaを、原料粉末中にCuGaの合金または金属間化合物、GaBiの合金または金属間化合物として添加する方法、または原料となるCu,Ga,Biを一緒に溶解し、合金にする方法等がある。
【0025】
なお、本実施形態のスパッタリングターゲットに、Naを、NaF化合物、Na2S化合物またはNa2Se化合物として含有させ、スパッタリングターゲット中の全金属元素に対し、Naを0.05〜15原子%含有されても構わない。
上記各金属元素の組成評価は、スパッタリングターゲットを粉砕し、ICP法(高周波誘導結合プラズマ法)を用いて含有量を定量分析する。
【0026】
上記本実施形態のスパッタリングターゲットを作製するのは溶解鋳造法と粉末焼結法が採用できる。
溶解鋳造法では、少なくともCu,GaおよびBiの各元素を単体またはこれらのうち2種以上の元素を含む合金を1050℃以上に溶解し、鋳塊を作製する工程と、得られた鋳塊を必要に応じて圧延し、スパッタリングターゲットを作製する。
【0027】
なお、Gaを15原子%以上含有し、Biを0.1原子%以上含有するCuGaBi系合金の融点は1000℃以下であるが、溶解温度を1050℃以上に設定する理由としては、溶解温度を1050℃未満にすると、Cu,Ga,Biの混合溶湯の粘度が高く、溶解した各元素の均一な混合が非常に困難になるためである。すなわち、得られたインゴット中のBi含有相の微細化が困難になり、ターゲット加工中に割れ、欠けの発生率が高くなるため、溶解温度を1050℃以上に設定している。
【0028】
粉末焼結法では、少なくともCu,GaおよびBiの各元素を単体またはこれらのうち2種以上の元素を含む合金の粉末とした原料粉末を作製する工程と、原料粉末を真空、不活性ガス雰囲気または還元性雰囲気中でホットプレス(HP)又は熱間静水圧プレス(HIP)による焼結等の熱間加工する工程とを有している。また、別の熱間加工工程として、作製した原料粉末を加圧成形後、真空または気圧0.01kgf/cm2〜10kgf/cm2の不活性ガス雰囲気または還元性雰囲気中にて非加圧状態で焼結する等の熱間加工する工程を採用しても構わない。なお、上記原料粉末に含まれるGaが、CuGa合金またはGaBi合金として含有されていることが好ましい。
【0029】
なお、上記ホットプレス法を用いた焼結では、ホットプレス温度(ホットプレス時の保持温度)が500℃〜900℃の範囲内で行われることが好ましい。このホットプレス温度を上記範囲に設定した理由は、500℃未満であると、焼結体の密度が低く、切削加工時にチッピングが発生しやすく、900℃を超えると、ホットプレス中にCuGa相の平均粒径が増大し、加工欠陥の原因になるためである。
【0030】
また、上記HIP法を用いた焼結では、HIP温度(HIP時の保持温度)が400℃〜900℃の範囲内で行われることが好ましい。HIP温度を上記範囲に設定した理由は、400℃未満であると、焼結体の密度が低く、切削加工時にチッピングが発生しやすく、900℃を超えると、HIP中にCuGa相の平均粒径が増大し、加工欠陥の原因になるためである。
【0031】
原料粉末を加圧成形後、成形体を真空、不活性雰囲気または還元性雰囲気にて焼結する方法を用いる焼結では、焼結温度(焼結時の保持温度)が550℃〜900℃の範囲内で行われることが好ましい。なお、焼結温度を上記範囲に設定した理由は、550℃未満であると、焼結体の密度が低く、切削加工時にチッピングが発生しやすく、900℃を超えると、CuGa相の平均粒径が増大し、加工欠陥の原因になるためである。
【0032】
この熱間加工を行うための原料粉末の製造は、例えば以下の(a)〜(d)のいずれかの方法で行う。
(a)アトマイズ装置により、所定量のCuGaBi全量をCuGaBiアトマイズ粉として製造し、原料粉末とする。なお、Naを添加する場合、所定量のNaF、Na2SまたはNa2Seの粉末を上記原料粉末に混合する。
(b)アトマイズ装置により、所定量のCuGa全量をCuGaアトマイズ粉として製造し、さらに、Bi粉末をこのCuGaアトマイズ粉と混合し、所定組成の原料粉末を作る。なお、Naを添加する場合、所定量のNaF、Na2SまたはNa2Seの粉末を上記原料粉末に混合する。
(c)アトマイズ装置により、CuGaBiアトマイズ粉を作製し、さらにCuGa粉,Cu粉またはBi粉(またはCuとBiの金属間化合物)をこのCuGaBiアトマイズ粉に添加し、所定組成の混合粉末を作る。なお、Naを添加する場合、所定量のNaF、Na2SまたはNa2Seの粉末を上記原料粉末に混合する。
(d)所定量のCuGaBi全量を溶解し、鋳造したインゴットを粉砕し、その粉末を原料粉末として用いる。なお、Naを添加する場合、所定量のNaF、Na2SまたはNa2Seの粉末を上記原料粉末に混合する。また、所定量のCuGaを溶解し、鋳造したインゴットを粉砕し、その粉末にBi粉末またはBiとCuとの金属間化合物粉を添加し、混合粉末を作ることもできる。
【0033】
次に、上記(a)〜(d)のいずれかの方法で作製した原料粉末を、ホットプレスやHIP(熱間静水圧プレス)、または原料粉末を加圧成形後、成形体を焼結する等の方法で熱間加工する。なお、これらの熱間加工の際は、Cu−Ga合金またはCuの酸化防止のため、真空、不活性ガス雰囲気または還元性ガス雰囲気中で行う。ホットプレスやHIPの圧力がスパッタリングターゲット焼結体の密度に大きな影響を及ぼすので、ホットプレスにおける好ましい圧力は100〜500kgf/cm2とする。HIP時の好ましい圧力は500〜1500kgf/cm2とする。また、加圧は、焼結昇温開始前から行ってもよいし、一定な温度に到達してから行ってもよい。
【0034】
次に、上記熱間加工で焼結したBi含有Cu−Ga焼結体(またはBi,Na含有Cu−Ga焼結体)は、機械加工性に優れているので、切削工法を用いて、スパッタリングターゲットの指定形状に加工する。そして、この加工後のスパッタリングターゲットをInを用いて、CuまたはCu合金からなるバッキングプレートにボンディングし、スパッタに供する。
なお、加工済みのスパッタリングターゲットの酸化、吸湿を防止するため、スパッタリングターゲット全体を真空パックまたは不活性ガス置換したパックにて保管することが好ましい。
【0035】
このように作製した本実施形態のスパッタリングターゲットを用いたスパッタは、直流(DC)マグネトロンスパッタ法にて、Arガス中で行う。このときの直流スパッタでは、パルス電圧を付加するパルス重畳電源を用いてもよいし、パルスなしのDC電源でもよい。
【0036】
このように本実施形態のスパッタリングターゲットでは、Bi:0.1〜5原子%を含有しているので、高い密度であっても高い切削性を有する。特に、Cu−Ga合金を主とする合金相の結晶粒子中またはその粒界に、Bi単体またはBiを10原子%以上を含む金属間化合物を含む組織を有するので、粒界等にあるBi単体またはBi金属間化合物は結晶粒間の強度が低下させ、切削時の潤滑材料にもなるため、より切削性を向上させることができる。
また、ターゲット素地中のGaがCu−Ga二元合金の形態で含有されるので、GaをCu−Gaの固溶体又は金属間化合物とすることにより、焼結後、切削加工中において、チッピング、欠けを生ずることなく、スパッタに適した加工表面を実現することができる。
【0037】
さらに、スパッタリングターゲット素地中のCu5Bi2の存在が、スパッタリングターゲットの被切削性に影響を与え、機械加工の際に、チッピングや欠け等の発生がより低減される。
また、Naが、NaF化合物、Na2S化合物またはNa2Se化合物として含有され、スパッタリングターゲット中の全金属元素に対し、Naが0.05〜15原子%含有されている場合には、スパッタ法により、発電効率の向上に有効なNaを含有したCu−Ga膜を成膜することができる。なお、このNaを含有したCu−Ga膜におけるF(フッ素)、硫黄(S)は、太陽電池の光吸収層の特性に特に影響を及ぼさない。
【実施例】
【0038】
次に、本発明に係るスパッタリングターゲット及びその製造方法を、上記実施形態に基づき実際に作製した実施例により、評価した結果を説明する。
【0039】
(原料粉末の作製)
まず、実施例1〜3,5,6,9,10の原料粉としては、表1の組成になるように、Cu,Bi,Gaの各金属の全量をアトマイズ装置に装入し、1150℃に昇温し、金属が全部溶湯になっていることを確認して、アトマイズを行うことでCuGaBiアトマイズ粉末を作製した。
【0040】
実施例4の原料粉末としては、表1の組成になるように、Bi,Gaの全量およびCuの半量をアトマイズ装置に装入し、1150℃に昇温し、金属が全部溶湯になっていることを確認して、アトマイズを行うことでCuGaBiアトマイズ粉末を作製した。次に、得られたCuGaBiアトマイズ粉に、平均粒径2μm以下のCu粉末を投入し、乾式ボールミル(直径:5mmのZrO2ボール、ボール対金属粉重量比=3:1)にて4時間混合して、所定の組成になるCu,Ga,Bi混合粉を作製した。なお、実施例・比較例でも乾式ボールミルはすべて同様の条件を用いている。
【0041】
実施例7の原料粉末としては、表1の組成になるように、Cu,Bi,Gaの全量を真空溶解炉に装入し、1150℃に昇温後、金属が全部溶湯になっていることを確認してから、水冷鋳型に出湯し、CuGaBiからなるインゴットを作製した。次に、得られたCuGaBiインゴットを、平均粒径30μmに粉砕し、所定の組成になるCu,Ga,Bi混合粉を作製した。
【0042】
実施例8,11の原料粉末としては、まずCu、Ga原料をアトマイズ装置に装入し、1150℃に昇温し、金属が全部溶湯になっていることを確認して、アトマイズを行うことでCuGaからなるアトマイズ粉末を作製した。次に、平均粒径44.5μmのBi金属粉末を、表1の組成になるように、得られたCuGaアトマイズ粉と共に乾式ボールミルにて4時間混合して、表1の所定の組成になるCu,Ga,Bi混合粉を作製した。
【0043】
実施例12、13は、表1の組成になるように、Cu,Bi,Gaの全量を真空溶解炉に装入し、1200℃に昇温後、金属が全部溶湯になっていることを確認してから、水冷鋳型に出湯し(表3では急冷ありと記載)、CuGaBiからなるインゴットを作製した。さらに、実施例12のインゴットを800℃での熱間圧延を行った。なお、インゴット厚み方向での圧下率(圧延前の厚み/圧延後の厚み×100%)は200%である。また、圧延後に、750℃で1時間の焼きなましを行った。
【0044】
実施例14の原料粉末としては、まず表1の組成のとおり、Cu,Gaの各金属の全量をアトマイズ装置に装入し、1150℃に昇温し、金属が全部溶湯になっていることを確認して、アトマイズを行うことでCuGaアトマイズ粉末を作製した。次に、得られたCuGaアトマイズ粉に、平均粒径65μmに粉砕したBi粉末と、平均粒径1μm以下のNaF粉末とを投入し、乾式ボールミルにて8時間混合して表1の混合粉末を作製した。
【0045】
実施例15の原料粉末としては、まずCu:Ga:Bi=84.8:15:0.2(原子)のCuGaBiからなるアトマイズ粉末を用意し、さらに、表1の組成になるように、平均粒径32μmのCu:Ga=85:15(原子)のCuGaアトマイズ粉と、平均粒径1μm以下のNaF粉末を投入し、乾式ボールミルにて8時間混合して表1の混合粉末を作製した。
【0046】
実施例16〜18の原料粉末としては、まず表1の組成のとおり、Cu,Ga,Biの各金属の全量をアトマイズ装置に装入し、1150℃に昇温し、金属が全部溶湯になっていることを確認して、アトマイズを行うことでCuGaBiアトマイズ粉末を作製した。次に、得られたCuGaBiアトマイズ粉に、平均粒径1μm以下のNaF、Na2SまたはNa2Se粉末を投入し、乾式ボールミルにて8時間混合して表1の混合粉末を作製した。
【0047】
「比較例」
本発明の比較例1〜3の原料粉末としては、表2の組成になるように、Cu,Gaの各金属の全量をアトマイズ装置に装入し、1150℃に昇温し、金属が全部溶湯になっていることを確認して、アトマイズを行うことで表2のCuGaアトマイズ粉末を作製した。
本発明の比較例4は、Cu,Ga,Biの各金属の全量を真空溶解炉に装入し、1150℃に昇温後、金属が全部溶湯になっていることを確認してから、黒鉛製鋳型に出湯し、真空炉中にて200℃まで炉冷してCuGaBiからなるインゴットを作製した。なお、圧延は行わなかった。
【0048】
本発明の比較例5,8,10,11の原料粉末としては、表2の組成になるように、Cu,Ga,Biの各金属の全量をアトマイズ装置に装入し、1150℃に昇温し、金属が全部溶湯になっていることを確認して、アトマイズを行うことで、表2のCuGaBiアトマイズ粉末を作製した。
比較例6の原料粉末としては、まずCu,Gaの各金属の全量をアトマイズ装置に装入し、1150℃に昇温し、金属が全部溶湯になっていることを確認して、アトマイズを行うことでCuGaアトマイズ粉末を作製した。次に、得られたCuGaアトマイズ粉に、平均粒径500μmに粉砕したBi粉末を投入し、乾式ボールミルにて8時間混合して、表2の混合粉末を作製した。
【0049】
比較例7は、表1の組成になるように、Cu,Bi,Gaの各金属の全量を真空溶解炉に装入し、1200℃に昇温後、金属が全部溶湯になっていることを確認してから、水冷鋳型に出湯し(表4では急冷ありと記載)、CuGaBiからなるインゴットを作製した。なお、圧延は行わなかった。
比較例9の原料粉末としては、まず表2の組成のとおり、Cu,Gaの各金属の全量をアトマイズ装置に装入し、1150℃に昇温し、金属が全部溶湯になっていることを確認して、アトマイズを行うことでCuGaアトマイズ粉末を作製した。次に、得られたCuGaアトマイズ粉に、平均粒径200μmに粉砕したBi粉末と平均粒径1μm以下のNaF粉末とを投入し、乾式ボールミルにて8時間混合して表1の混合粉末を作製した。
【0050】
比較例12の原料粉末としては、Cu,Gaの各金属の全量をアトマイズ装置に装入し、1150℃に昇温し、金属が全部溶湯になっていることを確認して、アトマイズを行うことでCuGaアトマイズ粉末を作製した。次に、得られたCuGaアトマイズ粉に、平均粒径30μmのBi金属粉末と、平均粒径1μm以下のNa2S粉末とを投入し、乾式ボールミルにて4時間混合して表2の混合粉末を作製した。
【0051】
比較例13の原料粉末としては、Cu,Ga,Biの各金属の全量をアトマイズ装置に装入し、1150℃に昇温し、金属が全部溶湯になっていることを確認して、アトマイズを行うことでCuGaBiアトマイズ粉末を作製した。次に、得られたCuGaBiアトマイズ粉に、平均粒径1μm以下のNa2Se粉末を投入し、乾式ボールミルにて4時間混合して表2の混合粉末を作製した。
【0052】
(スパッタリングターゲットの作製、評価)
このように作製した実施例および比較例の原料粉末を用いて、表3および表4に示す真空ホットプレス法、HIP法または加圧成形後の雰囲気焼結法(焼結時の雰囲気は2大気圧の20%水素と80%窒素との混合ガスを使用)、または鋳造法などの方法にて、直径80mm、厚み6mmのスパッタリングターゲットを作製した。得られたスパッタリングターゲットの寸法密度を算出し、理論密度比として計算した結果を、表3及び表4に示す。
【0053】
なお、理論密度の計算は、ターゲット中のCu,Ga,Biの金属相を溶解し、徐冷で得られた無欠陥の鋳塊密度を該当組成CuGaBi合金の理論密度とし、これとターゲットの密度の比(ターゲット密度/理論密度×100%)を理論密度比とする。なお、NaF、Na2SまたはNa2Seを添加した場合、これらの化合物相の添加量を用いてその体積割合を計算する。焼結体中の金属相の理論密度とNa化合物の理論密度とを計算し、ターゲット寸法密度との比で理論密度比を計算した。
【0054】
さらに、ターゲットの組織観察およびX線回折測定を行い、また、ICP法(高周波誘導結合プラズマ法)によるターゲット中の金属成分であるGa,Bi,Naの定量分析を行った。また、ターゲットの加工性および切削効果の評価として、加工後チッピングの有無および面粗さ(Ra:算術平均粗さ,Rz:十点平均粗さ)をそれぞれ測定して評価した。その結果を表5および表6に示す。
【0055】
スパッタリングターゲットの組織観察は、焼結したスパッタリングターゲットの破片を樹脂で埋め、平坦な面になるように湿式研磨後、EPMA(電子線マイクロアナライザ:JEOL製 JXA−8500F)にてCu,Ga,Biの各元素の面分布(MAPPING)測定にて行った。観察条件は、加速電圧15kV、照射電流50nA、スキャンタイプ:片方向、ピクセル(X,Y)240,180、スポットサイズ(X,Y)0.1μm,0.1μm、測定時間10mSとした。また、観察倍率を2000倍とし、200×150μmの範囲を数回に分けて元素分布(マッピング)を測定した。得られたマッピングイメージより、Bi単体およびBi金属間化合物の少なくとも一方が存在する組織(以下、介在Bi相という)が、Cu−Ga合金を主とする合金相の結晶粒内または粒界で存在するかどうかの有無を確認した。さらに、Biの組成分布図中、介在Bi相について内接円相当径0.1μm以上の箇所の数を計測した。以上の結果を表5及び表6に示す。
【0056】
また、加工性および切削効果の評価方法は、まず森精機製作所製旋盤:MS850Gを用いて、実施例または比較例の焼結したCuGa焼結体またはCuGaBi焼結体を乾式加工した。焼結体サイズは直径:φ80mm、厚み:6mmとした。また、加工時の回転速度は140rpm、切削工具の切り込み量は0.3mm、送り速度は0.097mm/revとした。使用した加工用バイド(三菱マテリアル製)は形状型番:STFER1616H16、インサート形状型番:TEGX160302L、材種はHTi10とした。そして、各焼結体の表面から0.5mm厚みを切削した後の焼結体表面を評価した。すなわち、この加工された焼結体の中心部より20mmはなれた箇所で、表面粗さ測定と表面の加工チッピング有無の確認とを行った。なお、表面粗さの測定装置は、ミツトヨ製surftest SV−3000を使用し、評価長さは4mmとした。また、チッピング有無の判定は、低倍率光学顕微鏡にて22cm2の範囲を写真撮影し、内接円相当径0.3mm以上のチッピングの有無にて判断した。
【0057】
【表1】
【表2】
【表3】
【表4】
【表5】
【表6】
【0058】
これらの評価結果からBiが添加されていない又は本発明のBi含有量より少ない比較例1〜4及び本発明のBi含有量より多い比較例6では、加工後共に面粗さRaが1.0μm以上、Rzが10.1μm以上、と大きいのに対し、Biを有効な含有量で添加している本発明の実施例1〜18では、いずれも加工後チッピングが無く、面粗さRaが0.8μm以下、Rzが7.2μm以下と小さく、優れた被切削性が得られている。また、全ての実施例が良好な加工を施すことができたのに対し、本発明のBi含有量より少ない比較例5,7,10,12,13及び本発明の含有量より多い比較例8,9,11では、加工中に欠けや割れが発生し、目的とするスパッタリングターゲットの加工ができなかった。
一例としてCu69Ga30Bi1(原子%)とした本発明の実施例6と、Cu69.9Ga29.7Bi0.01(原子%)とした本発明の比較例5との加工後におけるターゲット表面の写真を図1および図2に示す。
【0059】
また、組織観察結果より、本発明の実施例1〜18は、いずれも介在Bi相の個数が6以上であり、組織中に分散していることが判る。なお、一例としてCu69Ga30Bi1(原子%)とした本発明の実施例6について、EPMAによる元素分布マッピング像を図3に示す。このEPMAの画像は、いずれも元画像がカラー像であるが、グレースケールによる白黒画像に変換して記載しており、明度が高い程、含有量が高い傾向にある。
なお、本発明の実施例のスパッタリングターゲットは、いずれも95%以上の高密度が得られている。
【0060】
なお、本発明の技術範囲は上記実施形態及び上記実施例に限定されるものではなく、本発明の趣旨を逸脱しない範囲において種々の変更を加えることが可能である。
【特許請求の範囲】
【請求項1】
スパッタリングターゲット中の全金属元素に対し、Ga:15〜40原子%、Bi:0.1〜5原子%、残部がCu及び不可避不純物からなる成分組成を有することを特徴とするスパッタリングターゲット。
【請求項2】
請求項1に記載のスパッタリングターゲットにおいて、
Cu−Ga合金を主とする合金相の結晶粒内または粒界に、Bi単体またはBiを10原子%以上含む金属間化合物の少なくとも一方を含むBi含有相を有することを特徴とするスパッタリングターゲット。
【請求項3】
請求項2に記載のスパッタリングターゲットにおいて、
Biを10原子%以上含む金属間化合物が、Cu5Bi2を含むことを特徴とするスパッタリングターゲット。
【請求項4】
請求項2または3に記載のスパッタリングターゲットにおいて、
スパッタリングターゲット素地中のBi含有相の平均粒径が80μm以下であることを特徴とするスパッタリングターゲット。
【請求項5】
請求項1から4のいずれか一項に記載のスパッタリングターゲットにおいて、
スパッタリングターゲット素地中の金属相の平均粒径が100μm以下であることを特徴とするスパッタリングターゲット。
【請求項6】
請求項1から5のいずれか一項に記載のスパッタリングターゲットにおいて、
さらに、Naが、NaF化合物、Na2S化合物またはNa2Se化合物として含有され、スパッタリングターゲット中の全金属元素(Seを除く)に対し、Naが0.05〜15原子%含有されていることを特徴とするスパッタリングターゲット。
【請求項7】
請求項1から5のいずれか一項に記載のスパッタリングターゲットを製造する方法であって、
少なくともCu,GaおよびBiの各元素を単体またはこれらのうち2種以上の元素を含む合金を1050℃以上に溶解し、鋳塊を作製する工程を有することを特徴とするスパッタリングターゲットの製造方法。
【請求項8】
請求項1から5のいずれか一項に記載のスパッタリングターゲットを作製する方法であって、
少なくともCu,GaおよびBiの各元素を単体またはこれらのうち2種以上の元素を含む合金の粉末とした原料粉末を作製する工程と、
前記原料粉末を真空、不活性雰囲気または還元性雰囲気で熱間加工する工程とを有し、
前記原料粉末に含まれるGaが、CuGa合金またはGaBi合金として含有されていることを特徴とするスパッタリングターゲットの製造方法。
【請求項9】
請求項6に記載のスパッタリングターゲットを作製する方法であって、
少なくともCu,GaおよびBiの各元素を単体またはこれらのうち2種以上の元素を含む合金の金属粉末とし、前記金属粉末にNaF粉末、Na2S粉末またはNa2Se粉末を混合して原料粉末を作製する工程と、
前記原料粉末を真空、不活性雰囲気または還元性雰囲気で熱間加工する工程とを有し、
前記原料粉末に含まれるGaが、CuGa合金またはGaBi合金として含有されていることを特徴とするスパッタリングターゲットの製造方法。
【請求項1】
スパッタリングターゲット中の全金属元素に対し、Ga:15〜40原子%、Bi:0.1〜5原子%、残部がCu及び不可避不純物からなる成分組成を有することを特徴とするスパッタリングターゲット。
【請求項2】
請求項1に記載のスパッタリングターゲットにおいて、
Cu−Ga合金を主とする合金相の結晶粒内または粒界に、Bi単体またはBiを10原子%以上含む金属間化合物の少なくとも一方を含むBi含有相を有することを特徴とするスパッタリングターゲット。
【請求項3】
請求項2に記載のスパッタリングターゲットにおいて、
Biを10原子%以上含む金属間化合物が、Cu5Bi2を含むことを特徴とするスパッタリングターゲット。
【請求項4】
請求項2または3に記載のスパッタリングターゲットにおいて、
スパッタリングターゲット素地中のBi含有相の平均粒径が80μm以下であることを特徴とするスパッタリングターゲット。
【請求項5】
請求項1から4のいずれか一項に記載のスパッタリングターゲットにおいて、
スパッタリングターゲット素地中の金属相の平均粒径が100μm以下であることを特徴とするスパッタリングターゲット。
【請求項6】
請求項1から5のいずれか一項に記載のスパッタリングターゲットにおいて、
さらに、Naが、NaF化合物、Na2S化合物またはNa2Se化合物として含有され、スパッタリングターゲット中の全金属元素(Seを除く)に対し、Naが0.05〜15原子%含有されていることを特徴とするスパッタリングターゲット。
【請求項7】
請求項1から5のいずれか一項に記載のスパッタリングターゲットを製造する方法であって、
少なくともCu,GaおよびBiの各元素を単体またはこれらのうち2種以上の元素を含む合金を1050℃以上に溶解し、鋳塊を作製する工程を有することを特徴とするスパッタリングターゲットの製造方法。
【請求項8】
請求項1から5のいずれか一項に記載のスパッタリングターゲットを作製する方法であって、
少なくともCu,GaおよびBiの各元素を単体またはこれらのうち2種以上の元素を含む合金の粉末とした原料粉末を作製する工程と、
前記原料粉末を真空、不活性雰囲気または還元性雰囲気で熱間加工する工程とを有し、
前記原料粉末に含まれるGaが、CuGa合金またはGaBi合金として含有されていることを特徴とするスパッタリングターゲットの製造方法。
【請求項9】
請求項6に記載のスパッタリングターゲットを作製する方法であって、
少なくともCu,GaおよびBiの各元素を単体またはこれらのうち2種以上の元素を含む合金の金属粉末とし、前記金属粉末にNaF粉末、Na2S粉末またはNa2Se粉末を混合して原料粉末を作製する工程と、
前記原料粉末を真空、不活性雰囲気または還元性雰囲気で熱間加工する工程とを有し、
前記原料粉末に含まれるGaが、CuGa合金またはGaBi合金として含有されていることを特徴とするスパッタリングターゲットの製造方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−95965(P2013−95965A)
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願番号】特願2011−239969(P2011−239969)
【出願日】平成23年11月1日(2011.11.1)
【特許番号】特許第5165100号(P5165100)
【特許公報発行日】平成25年3月21日(2013.3.21)
【出願人】(000006264)三菱マテリアル株式会社 (4,417)
【出願人】(000186913)昭和シェル石油株式会社 (322)
【Fターム(参考)】
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願日】平成23年11月1日(2011.11.1)
【特許番号】特許第5165100号(P5165100)
【特許公報発行日】平成25年3月21日(2013.3.21)
【出願人】(000006264)三菱マテリアル株式会社 (4,417)
【出願人】(000186913)昭和シェル石油株式会社 (322)
【Fターム(参考)】
[ Back to top ]