
スパングルを微細化した溶融アルミめっき鋼板の製造方法
【課題】
スパングルを微細化した溶融アルミめっき鋼板の製造方法
【解決手段】 アルミめっき層が未凝固状態にあるうちに、水ミストの広がり角度が40°以下、ノズル1個あたりの噴霧水量が1〜5L/hr、水ミストの平均粒子径が5〜9μmとなる二流体ミストノズルを用い、ノズル先端と鋼板との距離が100〜250mmの範囲になるようノズルを設置して水ミストを噴霧することを特徴とする。
スパングルを微細化した溶融アルミめっき鋼板の製造方法
【解決手段】 アルミめっき層が未凝固状態にあるうちに、水ミストの広がり角度が40°以下、ノズル1個あたりの噴霧水量が1〜5L/hr、水ミストの平均粒子径が5〜9μmとなる二流体ミストノズルを用い、ノズル先端と鋼板との距離が100〜250mmの範囲になるようノズルを設置して水ミストを噴霧することを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、建材、自動車、家電などに使用される、スパングルが微細化した溶融アルミめっき鋼板の製造方法に関するものである。
【背景技術】
【0002】
溶融アルミめっき鋼板の製造に際しては、めっき表面にスパングルと称するアルミのデンドライトに起因した模様が出現する。スパングルの大きさは、板厚、通板速度、冷却速度などの条件によって様々に変化する。
スパングルの存在は、溶融アルミめっき鋼板の耐食性等の品質には何ら悪影響を及ぼすものではない。しかし、市場ではスパングルのない、一様で美麗な表面肌を有する溶融アルミめっき鋼板が好まれる。
【0003】
溶融アルミめっき鋼板のスパングルを消去する方法として、一般にはめっき後に多数パス回数のスキンパス圧延を行う方法が行われる。しかし、パス回数を増やすことは、それだけ生産効率を下げることであり、また圧延ロールの面粗度を管理する必要もある(特許文献1)。
【0004】
アルミめっき層が溶融状態にあるうちに、微細なミストや金属酸化物粉末をめっき層表面に噴霧してスパングルを微細化する技術が提案されている(特許文献2)。これは噴霧したミストや金属酸化物粉末が、溶融状態のアルミめっき表面に到達し、めっき表面が凝固する際に多数の凝固核発生サイトとなることねらったものである。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2009−249683号
【特許文献2】特開平5−195181号
【特許文献3】韓国公開 10−2003−0059977号
【0006】
水ミストを噴霧する場合、噴霧する空気圧が低い場合、あるいは液圧が高い場合、噴霧水量が大きくなり、スパングルは微細化しやすいものの、大径のミストが混在するのでめっき表面にピットと呼ばれる窪みが発生しやすい。逆に、空気圧が高い場合、あるいは液圧が低い場合、ミストが微細化するのでめっき表面のピットは少なくなるが、噴霧水量が少なくなり、スパングルは微細化しにくい。
【0007】
このように、一様で美麗な表面肌の溶融アルミめっき鋼板を製造するためスパングルの微細化を図る場合は、「スパングルの微細化」と「ピットの発生抑制」という背反する特性を両立する必要がある。
特許文献3には、スパングルを抑制し、美麗な表面外観を有する溶融アルミめっき鋼板の製造方法が開示されている。この技術も溶融アルミめっき浴から引き上げられ、めっき付着量の調整がなされた鋼帯に対し、未凝固状態のめっき層表面に冷却水と高圧の空気を混合噴射しスパングルを微細化する方法であって、具体的には、冷却水の圧力と、冷却水圧力と空気圧の比率を規定するものである。しかし、ピットの抑制については、何も触れられていない。
【0008】
ミスト噴霧は、スパングルを微細化するための技術として広く用いられているが、溶融アルミめっき鋼板の製造に適用した場合、必ずしも鋼帯全長にわたって良好な表面外観が得られるとは限らなかった。これは、連続式溶融アルミめっきラインでは、ミストが噴霧される場所で鋼帯がバタつき、ノズルと鋼帯との距離が変動することで、適正な噴霧条件から外れてしまうのである。
すなわち、ノズルと鋼帯の距離が近いと、ミストの密度が大きくスパングルは微細化するが、大きな運動量または運動エネルギーを持ったミストが鋼帯に衝突するため、ピットが発生しやすい。逆に、ノズルと鋼帯が離れれば、ミストが広がり密度が小さくなるのでスパングルは微細化しにくくなるが、ピットは少なくなると考えられる。
【0009】
なお、溶融亜鉛めっき鋼板を製造する場合にも、スパングルの微細化が行われることがある。しかし、溶融亜鉛めっきの場合は、専用の薬液を噴霧するので、鋼帯がバタつきノズルと鋼帯の距離が少々変動しても、薬液の吸熱効果により充分微細化ができる。ところが、溶融アルミめっきの場合は、溶融亜鉛めっき鋼板と比較して鋼板に付着した溶融状態のめっき金属の温度が高いため、溶融亜鉛めっき鋼板に用いられる薬剤は溶融アルミめっき鋼板のスパングル微細化にはほとんど効果がない。また、溶融アルミめっき鋼板の場合は、ノズルの設置箇所の気温も高いため、水分の蒸発により薬液成分が固化してしまいノズルが詰まるので、薬液を噴霧する技術を用いることができないのである。そのため、薬液より冷却能が小さい水しか用いることができず、従って、ノズルと鋼帯の距離変動に対して敏感であると言える。
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明は、このような問題を解決するために案出されたものであり、スパングルの微細化とピット発生の抑制を両立させるとともに、ノズルと鋼帯の距離の変動に対し鈍感であって鋼帯全長にわたり表面外観が美麗な溶融アルミめっき鋼板の製造方法を提供する。
【課題を解決するための手段】
【0011】
本発明では、その目的を達成するため、アルミめっき層が未凝固状態にあるうちに、水ミストの広がり角度、ノズル1個あたりの噴霧水量、水ミストの平均粒子径が適正範囲となる二流体ミストノズルを用い、ノズル先端と鋼板との距離を適正範囲として水ミストを噴霧することを特徴とする。
【発明の効果】
【0012】
ミストを噴霧するノズルと鋼帯の距離が変動した場合でも、鋼帯全長にわたってスパングルの微細化とピットの発生をともに防止できる。
【図面の簡単な説明】
【0013】
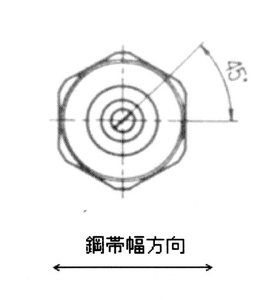
【図1】ノズルの先端を正面から見た模式図
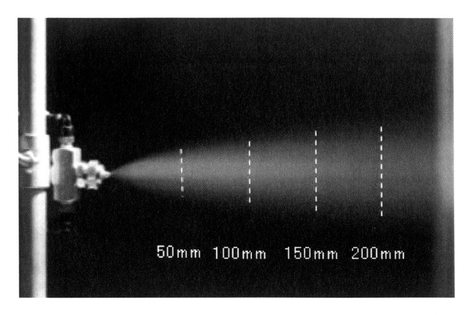
【図2】ノズルAの噴霧状況の一例(空気圧:0.5MPa、液圧:0.3MPa)
【発明を実施するための形態】
【0014】
ミスト噴霧の広がり角度は、40°以下とする。 上限値を超えると噴霧が広がって、ノズルと鋼帯の距離が変動したときにめっき面に到達するミスト密度の変動が大きくなり、適正なミスト密度を維持することが困難になるので、スパングルの成長やピット状の肌荒れに繋がりやすい。
【0015】
ノズル1個あたりの噴霧水量は1〜5L/hrとする。下限値に満たないと、めっき面に到達する水量が不足するので、スパングル微細化が不十分となる。上限値を超えると、冷却が急激すぎるためにピット状の肌荒れを起こしやすい。
【0016】
ミスト粒子径は、平均粒子径が5〜9μmとする。 この上限値を超えると、めっき表面がピット状の肌荒れを起こしやすい。 一方、下限値に満たないと、めっき面に到達する水量が不足するので、スパングル微細化が不十分となる。
【0017】
ノズル先端と鋼板との距離は100〜250mmとする。 下限値に満たないと、大きな運動量または運動エネルギーを持ったミストが未凝固状態のめっき面に衝突するためピット状の肌荒れを起こしやすい。上限値を超えると、噴霧は広がりミスト密度が低下することでスパングルの微細化が不十分となる。
二流体ノズルは、噴霧液体の微小液滴(ミスト)を生成し加圧流体に乗せて噴射するもので、噴射後のミストの直進性が極めて強いことが特徴である。従って、溶融アルミめっき鋼板のスパングル微細化とピット抑制のために必要な製造条件の要件として、未凝固状態のめっき面に到達した時点のミストの条件を規定する必要がない。直進性の高いノズルであるので、ノズル先端と鋼板との距離が100〜250mmであれば、ノズル位置におけるミストの条件で特定できるのである。
【実施例】
【0018】
板厚が1.5mm、板幅914mmの普通鋼冷延鋼帯をめっき原板として、ライン速度80m/分で、めっき浴温670℃の溶融アルミめっき浴(Al−9.5mass%Si合金)に連続的に通板し、シンクロールを経て溶融アルミめっき浴から引き上げた。引き上げ直後、鋼帯表面に付着している余剰の溶融アルミをガスワイピング法により除去し、片面あたりのめっき付着量を60g/m2に調整した。
その後、溶融アルミめっき浴の直上8mの位置にて、未凝固状態の溶融アルミめっき面が凝固するまで水ミストを吹き付けた。
【0019】
ミストの吹き付けには噴霧特性の異なる3種類の二流体ノズル(ノズルA、ノズルB、ノズルC)を用いた。同種のノズルを鋼帯幅方向に40mmピッチで30個配置し、ノズルと鋼板の距離を変えて噴霧した。
図1は、ノズルAの先端を正面から見た模式図である。いずれのノズルもこのように先端には寸法は異なるものの矩形のスリットが開けられ、これによって噴霧形状は扇形となる。このスリットが鋼帯の幅方向に対して45°傾斜するように取り付け、個々のノズルからの噴霧が重ならないようにした。
加圧流体には空気、噴霧液体には水を用いた。ミストの粒子径の測定は、位相ドップラー方式レーザー粒子径測定器を用い、ザウター平均径を求めた。噴霧の広がり角度は図1のように噴霧状況を写真撮影し測定した。
【0020】
また、製造した溶融アルミめっきの表面を目視で観察し、「スパングルの微細化」と「ピットの発生有無」の2つの観点から表面肌を評価した。 評価基準は、以下のとおりで、○以上の評価を合格と判定した。
【0021】
スパングルの微細化
○:スパングルが見えない
△:スパングルがわずかに残存している
×:スパングルが成長している
【0022】
ピットの発生有無
○:ピットが見えない
△:ピットがわずかに残存している
×:ピットの発生が著しい
【0023】
【表1】

【0024】
表1に、ノズルAを用いた評価結果をまとめて示す。噴霧条件により噴霧の広がり角度は20〜45°の範囲で変化した。水ミストの広がり角度が40°以下、ノズル1個あたりの噴霧水量が1〜5L/hr、水ミストの平均粒子径が5〜9μmとなるように噴霧した場合、ノズル先端と鋼板との距離が100〜250mmの範囲において、スパングルが微細化しピット発生のない良好な表面外観のめっき面が得られた。これに対し比較例であるNo.1では噴霧水量が少ないので距離150mmではスパングルの微細化は不十分であった。No.2、5、9、12、15、19ではノズル先端と鋼板との距離が50mmと短いため、ミストの粒子密度が大きくなりピットが発生した。No.8、18では粒子径が9μmを超えており、スパングルは微細化したものの、ピットが発生した。No.22では距離が250mmでは噴霧面積が広がって粒子密度が低下したため、スパングルの微細化が不十分であった。
【0025】
【表2】
【0026】
表2には、ノズルB、ノズルCを用いた評価結果を示している。噴霧条件により噴霧の広がり角度はノズルBでは55〜65°、ノズルCでは80〜100°の範囲で変化した。No.51、52ではノズル先端と鋼板との距離が100mmでは、スパングルは微細化し、ピット発生のない良好な表面外観のめっき面が得られた。しかし、距離が200mmになると噴霧面積が広がって粒子密度が低下したため、スパングルの微細化が不十分であった。No.102のノズル先端と鋼板との距離が50mmでは、スパングルは微細化し、ピット発生のない良好な表面外観のめっき面が得られた。しかし、距離が100mmになると噴霧面積が広がって粒子密度が低下したため、スパングルの微細化が不十分であった。No.101、103ではノズル先端と鋼板との距離が50mmではミストの粒子密度が大きくなりピットが発生した。距離が100mmになると噴霧面積が広がって粒子密度が低下したため、スパングルの微細化が不十分であった。
【技術分野】
【0001】
本発明は、建材、自動車、家電などに使用される、スパングルが微細化した溶融アルミめっき鋼板の製造方法に関するものである。
【背景技術】
【0002】
溶融アルミめっき鋼板の製造に際しては、めっき表面にスパングルと称するアルミのデンドライトに起因した模様が出現する。スパングルの大きさは、板厚、通板速度、冷却速度などの条件によって様々に変化する。
スパングルの存在は、溶融アルミめっき鋼板の耐食性等の品質には何ら悪影響を及ぼすものではない。しかし、市場ではスパングルのない、一様で美麗な表面肌を有する溶融アルミめっき鋼板が好まれる。
【0003】
溶融アルミめっき鋼板のスパングルを消去する方法として、一般にはめっき後に多数パス回数のスキンパス圧延を行う方法が行われる。しかし、パス回数を増やすことは、それだけ生産効率を下げることであり、また圧延ロールの面粗度を管理する必要もある(特許文献1)。
【0004】
アルミめっき層が溶融状態にあるうちに、微細なミストや金属酸化物粉末をめっき層表面に噴霧してスパングルを微細化する技術が提案されている(特許文献2)。これは噴霧したミストや金属酸化物粉末が、溶融状態のアルミめっき表面に到達し、めっき表面が凝固する際に多数の凝固核発生サイトとなることねらったものである。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2009−249683号
【特許文献2】特開平5−195181号
【特許文献3】韓国公開 10−2003−0059977号
【0006】
水ミストを噴霧する場合、噴霧する空気圧が低い場合、あるいは液圧が高い場合、噴霧水量が大きくなり、スパングルは微細化しやすいものの、大径のミストが混在するのでめっき表面にピットと呼ばれる窪みが発生しやすい。逆に、空気圧が高い場合、あるいは液圧が低い場合、ミストが微細化するのでめっき表面のピットは少なくなるが、噴霧水量が少なくなり、スパングルは微細化しにくい。
【0007】
このように、一様で美麗な表面肌の溶融アルミめっき鋼板を製造するためスパングルの微細化を図る場合は、「スパングルの微細化」と「ピットの発生抑制」という背反する特性を両立する必要がある。
特許文献3には、スパングルを抑制し、美麗な表面外観を有する溶融アルミめっき鋼板の製造方法が開示されている。この技術も溶融アルミめっき浴から引き上げられ、めっき付着量の調整がなされた鋼帯に対し、未凝固状態のめっき層表面に冷却水と高圧の空気を混合噴射しスパングルを微細化する方法であって、具体的には、冷却水の圧力と、冷却水圧力と空気圧の比率を規定するものである。しかし、ピットの抑制については、何も触れられていない。
【0008】
ミスト噴霧は、スパングルを微細化するための技術として広く用いられているが、溶融アルミめっき鋼板の製造に適用した場合、必ずしも鋼帯全長にわたって良好な表面外観が得られるとは限らなかった。これは、連続式溶融アルミめっきラインでは、ミストが噴霧される場所で鋼帯がバタつき、ノズルと鋼帯との距離が変動することで、適正な噴霧条件から外れてしまうのである。
すなわち、ノズルと鋼帯の距離が近いと、ミストの密度が大きくスパングルは微細化するが、大きな運動量または運動エネルギーを持ったミストが鋼帯に衝突するため、ピットが発生しやすい。逆に、ノズルと鋼帯が離れれば、ミストが広がり密度が小さくなるのでスパングルは微細化しにくくなるが、ピットは少なくなると考えられる。
【0009】
なお、溶融亜鉛めっき鋼板を製造する場合にも、スパングルの微細化が行われることがある。しかし、溶融亜鉛めっきの場合は、専用の薬液を噴霧するので、鋼帯がバタつきノズルと鋼帯の距離が少々変動しても、薬液の吸熱効果により充分微細化ができる。ところが、溶融アルミめっきの場合は、溶融亜鉛めっき鋼板と比較して鋼板に付着した溶融状態のめっき金属の温度が高いため、溶融亜鉛めっき鋼板に用いられる薬剤は溶融アルミめっき鋼板のスパングル微細化にはほとんど効果がない。また、溶融アルミめっき鋼板の場合は、ノズルの設置箇所の気温も高いため、水分の蒸発により薬液成分が固化してしまいノズルが詰まるので、薬液を噴霧する技術を用いることができないのである。そのため、薬液より冷却能が小さい水しか用いることができず、従って、ノズルと鋼帯の距離変動に対して敏感であると言える。
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明は、このような問題を解決するために案出されたものであり、スパングルの微細化とピット発生の抑制を両立させるとともに、ノズルと鋼帯の距離の変動に対し鈍感であって鋼帯全長にわたり表面外観が美麗な溶融アルミめっき鋼板の製造方法を提供する。
【課題を解決するための手段】
【0011】
本発明では、その目的を達成するため、アルミめっき層が未凝固状態にあるうちに、水ミストの広がり角度、ノズル1個あたりの噴霧水量、水ミストの平均粒子径が適正範囲となる二流体ミストノズルを用い、ノズル先端と鋼板との距離を適正範囲として水ミストを噴霧することを特徴とする。
【発明の効果】
【0012】
ミストを噴霧するノズルと鋼帯の距離が変動した場合でも、鋼帯全長にわたってスパングルの微細化とピットの発生をともに防止できる。
【図面の簡単な説明】
【0013】
【図1】ノズルの先端を正面から見た模式図
【図2】ノズルAの噴霧状況の一例(空気圧:0.5MPa、液圧:0.3MPa)
【発明を実施するための形態】
【0014】
ミスト噴霧の広がり角度は、40°以下とする。 上限値を超えると噴霧が広がって、ノズルと鋼帯の距離が変動したときにめっき面に到達するミスト密度の変動が大きくなり、適正なミスト密度を維持することが困難になるので、スパングルの成長やピット状の肌荒れに繋がりやすい。
【0015】
ノズル1個あたりの噴霧水量は1〜5L/hrとする。下限値に満たないと、めっき面に到達する水量が不足するので、スパングル微細化が不十分となる。上限値を超えると、冷却が急激すぎるためにピット状の肌荒れを起こしやすい。
【0016】
ミスト粒子径は、平均粒子径が5〜9μmとする。 この上限値を超えると、めっき表面がピット状の肌荒れを起こしやすい。 一方、下限値に満たないと、めっき面に到達する水量が不足するので、スパングル微細化が不十分となる。
【0017】
ノズル先端と鋼板との距離は100〜250mmとする。 下限値に満たないと、大きな運動量または運動エネルギーを持ったミストが未凝固状態のめっき面に衝突するためピット状の肌荒れを起こしやすい。上限値を超えると、噴霧は広がりミスト密度が低下することでスパングルの微細化が不十分となる。
二流体ノズルは、噴霧液体の微小液滴(ミスト)を生成し加圧流体に乗せて噴射するもので、噴射後のミストの直進性が極めて強いことが特徴である。従って、溶融アルミめっき鋼板のスパングル微細化とピット抑制のために必要な製造条件の要件として、未凝固状態のめっき面に到達した時点のミストの条件を規定する必要がない。直進性の高いノズルであるので、ノズル先端と鋼板との距離が100〜250mmであれば、ノズル位置におけるミストの条件で特定できるのである。
【実施例】
【0018】
板厚が1.5mm、板幅914mmの普通鋼冷延鋼帯をめっき原板として、ライン速度80m/分で、めっき浴温670℃の溶融アルミめっき浴(Al−9.5mass%Si合金)に連続的に通板し、シンクロールを経て溶融アルミめっき浴から引き上げた。引き上げ直後、鋼帯表面に付着している余剰の溶融アルミをガスワイピング法により除去し、片面あたりのめっき付着量を60g/m2に調整した。
その後、溶融アルミめっき浴の直上8mの位置にて、未凝固状態の溶融アルミめっき面が凝固するまで水ミストを吹き付けた。
【0019】
ミストの吹き付けには噴霧特性の異なる3種類の二流体ノズル(ノズルA、ノズルB、ノズルC)を用いた。同種のノズルを鋼帯幅方向に40mmピッチで30個配置し、ノズルと鋼板の距離を変えて噴霧した。
図1は、ノズルAの先端を正面から見た模式図である。いずれのノズルもこのように先端には寸法は異なるものの矩形のスリットが開けられ、これによって噴霧形状は扇形となる。このスリットが鋼帯の幅方向に対して45°傾斜するように取り付け、個々のノズルからの噴霧が重ならないようにした。
加圧流体には空気、噴霧液体には水を用いた。ミストの粒子径の測定は、位相ドップラー方式レーザー粒子径測定器を用い、ザウター平均径を求めた。噴霧の広がり角度は図1のように噴霧状況を写真撮影し測定した。
【0020】
また、製造した溶融アルミめっきの表面を目視で観察し、「スパングルの微細化」と「ピットの発生有無」の2つの観点から表面肌を評価した。 評価基準は、以下のとおりで、○以上の評価を合格と判定した。
【0021】
スパングルの微細化
○:スパングルが見えない
△:スパングルがわずかに残存している
×:スパングルが成長している
【0022】
ピットの発生有無
○:ピットが見えない
△:ピットがわずかに残存している
×:ピットの発生が著しい
【0023】
【表1】
【0024】
表1に、ノズルAを用いた評価結果をまとめて示す。噴霧条件により噴霧の広がり角度は20〜45°の範囲で変化した。水ミストの広がり角度が40°以下、ノズル1個あたりの噴霧水量が1〜5L/hr、水ミストの平均粒子径が5〜9μmとなるように噴霧した場合、ノズル先端と鋼板との距離が100〜250mmの範囲において、スパングルが微細化しピット発生のない良好な表面外観のめっき面が得られた。これに対し比較例であるNo.1では噴霧水量が少ないので距離150mmではスパングルの微細化は不十分であった。No.2、5、9、12、15、19ではノズル先端と鋼板との距離が50mmと短いため、ミストの粒子密度が大きくなりピットが発生した。No.8、18では粒子径が9μmを超えており、スパングルは微細化したものの、ピットが発生した。No.22では距離が250mmでは噴霧面積が広がって粒子密度が低下したため、スパングルの微細化が不十分であった。
【0025】
【表2】
【0026】
表2には、ノズルB、ノズルCを用いた評価結果を示している。噴霧条件により噴霧の広がり角度はノズルBでは55〜65°、ノズルCでは80〜100°の範囲で変化した。No.51、52ではノズル先端と鋼板との距離が100mmでは、スパングルは微細化し、ピット発生のない良好な表面外観のめっき面が得られた。しかし、距離が200mmになると噴霧面積が広がって粒子密度が低下したため、スパングルの微細化が不十分であった。No.102のノズル先端と鋼板との距離が50mmでは、スパングルは微細化し、ピット発生のない良好な表面外観のめっき面が得られた。しかし、距離が100mmになると噴霧面積が広がって粒子密度が低下したため、スパングルの微細化が不十分であった。No.101、103ではノズル先端と鋼板との距離が50mmではミストの粒子密度が大きくなりピットが発生した。距離が100mmになると噴霧面積が広がって粒子密度が低下したため、スパングルの微細化が不十分であった。
【特許請求の範囲】
【請求項1】
溶融アルミめっき浴から引き上げられ、めっき付着量の調整がなされた鋼帯に対し、未凝固状態のめっき層表面に水ミストを吹き付けてスパングルを微細化する方法であって、水ミストの広がり角度が40°以下、ノズル1個あたりの噴霧水量が1〜5L/hr、水ミストの平均粒子径が5〜9μmとなる二流体ミストノズルを用い、ノズル先端と鋼板との距離が100〜250mmの範囲でミストを噴霧することを特徴とする、スパングルを微細化した溶融アルミめっき鋼板の製造方法。
【請求項1】
溶融アルミめっき浴から引き上げられ、めっき付着量の調整がなされた鋼帯に対し、未凝固状態のめっき層表面に水ミストを吹き付けてスパングルを微細化する方法であって、水ミストの広がり角度が40°以下、ノズル1個あたりの噴霧水量が1〜5L/hr、水ミストの平均粒子径が5〜9μmとなる二流体ミストノズルを用い、ノズル先端と鋼板との距離が100〜250mmの範囲でミストを噴霧することを特徴とする、スパングルを微細化した溶融アルミめっき鋼板の製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2012−214848(P2012−214848A)
【公開日】平成24年11月8日(2012.11.8)
【国際特許分類】
【出願番号】特願2011−81216(P2011−81216)
【出願日】平成23年3月31日(2011.3.31)
【出願人】(000004581)日新製鋼株式会社 (1,178)
【Fターム(参考)】
【公開日】平成24年11月8日(2012.11.8)
【国際特許分類】
【出願日】平成23年3月31日(2011.3.31)
【出願人】(000004581)日新製鋼株式会社 (1,178)
【Fターム(参考)】
[ Back to top ]