
スパンボンド不織布の製造方法及びその方法を実施するための装置
【課題】 自然に縮んだ長繊維を用いて、スパンボンド不織布を製造するための方法及び装置である。
【解決手段】 長繊維を、延伸ユニットに通し、最後にディフューザーに通す。その直ぐ後に、長繊維を、縮んだ長繊維として積層機器上に積層する。積層した長繊維を、積層機器と共に、凝固機器に通し、そこで、流体を用いて、長繊維を凝固させるものである。
【解決手段】 長繊維を、延伸ユニットに通し、最後にディフューザーに通す。その直ぐ後に、長繊維を、縮んだ長繊維として積層機器上に積層する。積層した長繊維を、積層機器と共に、凝固機器に通し、そこで、流体を用いて、長繊維を凝固させるものである。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、連続的な長繊維を用いたスパンボンド不織布の製造方法及びその方法を実施するための装置に関する。連続的な長繊維を熱可塑性プラスチックから構成することは、この発明の範囲内である。連続的な長繊維は、その連続的な長さに関して、長さがより短い短繊維とは異なり、10〜60mmの範囲の長さを持つ。
【背景技術】
【0002】
実際、短繊維から成る嵩の大きいフリースを製造する方法は、「ハイロフトフリース」として知られている。この方法では、フリースを、積層して、別々の製造単位で凝固させている。カード機を用いて、このフリースを積層している。また、このタイプのフリースは、衛生用品産業とフィルター工学の両方で使用されている。連続的な長繊維から成る比較的厚い又は嵩の大きいフリースを用いて、製造経験が積まれてきた。そのため、自然に縮んだ多成分の長繊維が使用されてきた。縮みは、しばしば、場合によっては、スパンボンド不織布を裂いてしまう収縮力を生じさせる。その結果、スパンボンド不織布は、必要な均質性を失って、許容され難い製品が製造されることとなる。
【特許文献1】ドイツ特許登録明細書第19620379号
【特許文献2】欧州特許出願明細書第1340843号
【発明の開示】
【発明が解決しようとする課題】
【0003】
これに対して、この発明の技術的な課題は、欠点となる収縮力を制御するか、或いは最小化することを可能とするとともに、厚い又は嵩の大きいスパンボンド不織布を有利に製造するを可能とする、連続的な長繊維を用いたスパンボンド不織布の製造方法を規定することである。更に、この発明の技術的な課題は、それに対応する装置を規定することである。
【課題を解決するための手段】
【0004】
この技術的な課題を解決するために、この発明は、自然に縮む連続的な長繊維を用いて、嵩の大きいスパンボンド不織布を製造する方法であって、長繊維を、延伸ユニットと、その終端部において、ディフューザーに通過させ、その後直ぐに、縮んだ長繊維を積層ユニット上に置いて、これらの縮んだ長繊維を、積層ユニットと共に、凝固機器に通過させ、そこで、長繊維を流体で凝固させる方法を開示する。熱による凝固プロセスとして、熱い流体を用いて凝固プロセスを実行することは、この発明の範囲内である。好ましくは、自然に縮む長繊維に加えて、そのような縮まない長繊維をも紡いで、積層ユニット上に置く。
【0005】
この発明にもとづき、単層又は多層のスパンボンド不織布を製造することができる。多層のスパンボンド不織布では、個々の層は、自然に縮む長繊維か、縮まない長繊維か、或いは自然に縮む長繊維と縮まない長繊維を混合した長繊維で構成することができる。好都合には、この発明によるスパンボンド不織布は、専ら自然に縮む長繊維、或いは自然に縮む長繊維と縮まない長繊維を混合した長繊維から成る、少なくとも一つの層を特徴とする。この発明によるスパンボンド不織布は、全部が自然に縮む長繊維から構成された単層のスパンボンド不織布として製造することもできる。
【0006】
連続的な長繊維を紡糸ヘッド又は紡糸口金から紡ぐことは、この発明の範囲内である。次に、紡糸後、好都合には、連続的な長繊維を冷やして、拡げ、その場合に、冷却と延伸プロセスは、特に、複合冷却・延伸ユニットで行う。「延伸ユニット」という用語は、「複合冷却・延伸ユニット」をも意味するものとする。長繊維を、積層ユニット上に置く前に、先ずは、この発明によるディフューザーを通過させる。このディフューザーは、延伸ユニットと積層ユニットの間又は冷却・延伸ユニットと積層ユニットの間に配置される。このディフューザーは、この発明の範囲内において、特に重要である。紡糸後に、連続した長繊維は、特に、「ライコフィル III」プロセス(特許文献1)又は「ライコフィル IV 」プロセス(特許文献2)にもとづき処理される。
【0007】
長繊維を、積層ユニット上に置いて、次に、この積層ユニットにより、機械的に比較的弱く、耐久力の無い長繊維バットを誘導又は運搬する形で、当該の積層ユニット手段と共に凝固機器に通して、熱い流体を用いた凝固プロセスにより、耐久性の有るフリースを作ることは、この発明の範囲内である。積層した長繊維を、積層ユニットと共に、例えば、カレンダーによる事前凝固無しに、直ぐに凝固機器に通すことは、この発明の範囲内である。好ましくは、積層ユニット上の長繊維のバット化区間と凝固機器の間には、長繊維バットの機械的処理と熱的処理の両方又は一方のための別の機器又はユニットを接続しない。そのため、長繊維バットは、積層ユニットだけでバット化区間と凝固機器の間を更に運ばれて行く。
【0008】
この発明による方法の範囲内における熱い流体を用いた熱による凝固は、特に、ガス状の熱い流体を用いた凝固を、特に、熱い空気を用いた熱による凝固を意味するものとする。このプロセスでは、熱い流体は、好都合には、バット表面に対して交差する方向に、或いは垂直に長繊維バット上を流れる。この長繊維バットは、凝固機器内において、好都合には、その表面を熱い流体により加圧される。このようにして、この発明にもとづくこの集中した空気の流れによる長繊維バットの好ましい加圧は、特に、熱いエアナイフを使用する場合とは異なるものである。熱による凝固用の熱い流体の温度が、少なくとも長繊維バット内のすべての長繊維素材の最低軟化点を上回ることは、この発明の範囲内である。このようにして、長繊維バットは、効果的に安定化させることができる。更に、長繊維バット又はスパンボンド不織布の内部を熱い流体の流れに曝すことは、この発明の範囲内である。
【0009】
この発明の枠内の自然に縮む長繊維とは、特に、積層後に、積層ユニット上で弛緩した状態において、5mm未満の曲率半径を示す長繊維を意味するものとする。これらの長繊維は、前述した曲率半径において、それらの長さの大部分に渡って相応に縮むことを特徴とする。この縮んだ状態は、特に、長繊維を延伸、積層後において、即ち、長繊維に対する更なる機械的又は熱的な影響が無くても、長繊維に関して、直接検出することが可能でなければならない。この発明の非常に好ましい実施形態では、自然に縮む長繊維は、多成分の長繊維であり、好ましくは、横方向に並んでいるか、コア部と被覆部の中心がずれているか、或いはその両方である多成分の長繊維である。異なる素材を互いに重ねて、そのような長繊維にしている場合、それらの長繊維は、紡糸プロセスの間に、相応の冷却及び延伸効果に曝される。長繊維の最終的な速度で長繊維を積層した後において、両方の素材は、異なる残留応力を示す。長繊維の積層を終えて、長繊維を延伸する空気圧を下げるか、その空気圧が、最早無くなった後では、異なる素材内において、異なる弛緩及び遅延プロセス(収縮)が起こり、その結果長繊維が縮むこととなる。長繊維の長さ当たりの曲率半径と襞の数は、素材、長繊維の断面及びプロセス条件に依存する。長繊維は、特に、空気の流れの中で積層される前に、かつ特に、ディフューザー内で縮む。長繊維を、縮んだ長繊維として積層ユニット上に積層することは、特に、自然に縮む長繊維の少なくとも一部が、早くも積層前に、そのため特に、延伸ユニット後又はディフューザー内で縮むことを意味する。これらの長繊維は、ディフューザーと積層ユニットの間でも未だ縮むことができる。長繊維を、縮んだ長繊維として積層ユニット上に積層することは、自然に縮む長繊維が、積層ユニット上に有る間に未だ縮むことができる可能性を排除するものではない。また、長繊維は、次の熱による凝固の間に尚も縮む、或いは更に縮む傾向を示す可能性が有る。縮むことは、この発明にもとづく熱による凝固の一部とすることができる。
【0010】
この発明の枠内において、縮まない長繊維は、曲率半径が5mmを超える長繊維を意味すると同時に、平坦であり、積層ユニット上に置かれる。この発明の特に好ましい実施形態では、縮まない長繊維は、一成分の長繊維か、コア部と被覆部が対称的に揃った多成分の長繊維か、或いはその両方である。一成分の長繊維を、均質な固体の長繊維から構成することは、この発明の範囲内である。
【0011】
特に好ましい実施形態では、長繊維バット又はスパンボンド不織布は、少なくとも自然に縮む長繊維と縮まない長繊維を混合した長繊維から成る層を有する。そのため、この長繊維の混合物は、好ましくは、単一の紡糸ヘッドから紡がれて、好ましくは、最終的に一緒に冷却、延伸される。
【0012】
従って、積層ユニット上の長繊維バットは、縮まない長繊維の少なくとも一つの層と、この縮まない長繊維に被せられる自然に縮む長繊維の少なくとも一つの層とから構成される。二つ以上の紡糸ヘッドは、好都合には、連続して配置される。これに代わって、前述した層の中の少なくとも一つの層を予め作っておいて、その次に、特にローラー上を走らせることができるものとする。
【0013】
長繊維バット又はスパンボンド不織布の配置した層が、自然に縮む長繊維を20重量パーセント以上、好ましくは30重量パーセント以上、更に好ましくは40重量パーセント以上含むことは、この発明の範囲内である。更に、この長繊維バット又はこの層の残りの長繊維を、縮まない長繊維から構成することは、この発明の範囲内である。
【0014】
紡いだ長繊維を、先ずは冷却機器に通し、次に延伸ユニット又は複合冷却・延伸ユニットを通し、その後直ぐにディフューザーに通し、最後に積層ユニット上に積層することを推奨することができる。冷却機器又は複合冷却・延伸ユニットでは、通常給気又は冷却空気の吸入を行う。ディフューザー上又はディフューザー内、或いはディフューザーと延伸ユニットの間には、少なくとも外気吸入スリットを配備する。この発明の非常に好ましい実施形態では、冷却機器と、延伸ユニット又は複合冷却・延伸ユニットと、ディフューザーとから成る集合体は、冷却機器又は複合冷却・延伸ユニット内での給気と、少なくとも外気吸入スリットを介した吸気の他は、閉鎖系として構成される。それ以外においては、この集合体に空気を供給しないか、或いはほとんど空気を供給しない。特に、この閉鎖系自身が、この発明による方法の枠内であり、この発明の技術課題の解決策であることが分かっている。
【0015】
ディフューザーが、この発明による技術課題の解決策に関して非常に重要であることは既に述べた。延伸ユニットの下流に繋げたディフューザーによって、この発明による他の特徴と組み合わせて、積層プロセスの前に、自然に縮む長繊維の効果的な縮みを実現することができる。このようにして、厚い又は嵩の大きいスパンボンド不織布を有利に製造することができる。
【0016】
この発明では、長繊維バット又はスパンボンド不織布を、積層ユニットと共に凝固機器を通して誘導する。言い換えると、スパンボンド不織布は、積層ユニットと共に凝固機器に運ばれるか、或いは凝固機器を通して運搬される。そのため、積層機器は、少なくとも一つの積層ユニットを特徴とする。積層ユニットが、長繊維バット用のコンベヤユニット又はコンベヤベルトで構成されることは、この発明の範囲内である。
【0017】
この発明にもとづく方法の特に好ましい実施形態では、少なくともガス透過性(空気透過性)のベルトスクリーンの形式の積層ユニットで構成される積層ユニットを使用する。この種のベルトスクリーンは、特に、転換ローラー上を誘導される連続的なベルトを意味する。積層ユニットとしてベルトスクリーンを使用すること、又は積層ユニット内にベルトスクリーンを使用することは、十分に確立されている。
【0018】
スパンボンド不織布を、凝固機器内において熱い流体で加圧して、積層ユニットに対して、特に、積層ユニットのガス透過性ベルトスクリーンに対して、スパンボンド不繊維を押し付けることは、この発明の範囲内である。既に前に説明した通り、スパンボンドされた表面は、好都合には、熱い流体の力によって、交差する方向に圧力を加えられる。これにより、スパンボンド不織布は、積層ユニット又はベルトスクリーン上に効果的に押し付けられ、それによって、スパンボンド不織布内での望ましくない変位と収縮による隙間を防止することができる。熱い流体をスパンボンド不織布及びガス透過性ベルトスクリーンに貫流させることは、この発明の範囲内である。スパンボンド不織布は、積層ユニット上での熱による凝固の間、その上側と底側に関して、逆方向から連続的に熱い流体で加圧される。
【0019】
この発明の好ましい実施形態では、積層ユニットは、特に、ガス透過性のベルトスクリーンの形式の単一の積層ユニットで構成されるとともに、スパンボンド不織布は、この単一の積層ユニット(ベルトスクリーン)上で、凝固機器に運ばれる。即ち、この実施形態では、長繊維バット(スパンボンド不織布)は、更なる設備又は積層部品を接続すること無く、単一の積層ユニット(ベルトスクリーン)で直接運ばれる。そのため、スパンボンド不織布は、好都合には、流体による交差する方向の加圧により、積層ユニット又はベルトスクリーン上に押し付けられる。この実施形態では、スパンボンド不織布は、積層ユニット又はベルトスクリーンの上側に置かれて、熱い流体による加圧は、好都合には、上側から行われる。「ベルトスクリーン」という用語は、通常積層ユニットとしてスパンボンド不織布の製造で一般的に使用されている従来のベルトスクリーンを意味するものとする。この「ベルトスクリーン」という用語では、基本的に、長繊維バット又はスパンボンド不織布を運搬することができるとともに、熱い流体を貫流させることができるガス透過性のコンベヤ機器を意味するものとする。
【0020】
この発明の別の好ましい実施形態は、積層ユニットが、特に、ベルトスクリーンの形式の第一の積層ユニットを備えており、その上にスパンボンド不織布を積層することと、スパンボンド不織布(長繊維バット)を、この第一の積層ユニットと共に、特に、ベルトスクリーンの形式の第二の積層ユニットに運んで、この第二の積層ユニットと共に凝固機器を通して運搬することとを特徴とする。このため、この発明の非常に好ましい実施形態では、第二の積層ユニットは、第一の積層ユニットと比べて遅い運搬速度でスパンボンド不織布を運ぶ。この発明の実施形態では、第一と第二の積層ユニットは、更なる積層ユニット又はコンベヤ機器を間に接続すること無く、互いに直ぐに続いている。この実施形態では、スパンボンド不織布は、第一の積層ユニットから第二の積層ユニットに直接移される。この発明の別の実施形態では、特に、ベルトスクリーンの形式の第三の積層ユニットを、第一と第二の積層ユニットの間に接続して、第二の積層ユニットが、同様にスパンボンド不織布を運ぶようにすることができる。変化形態では、この第三の積層ユニットの下、特に、第三のベルトスクリーンの底側でスパンボンド不織布を運搬する。このようにして、スパンボンド不織布は、吸気により、第三の積層ユニットの下側に好都合に保持される。この発明の範囲内のこの実施形態では、スパンボンド不織布の運搬速度は、第一の積層ユニットよりも第三の積層ユニットの方が遅い、そして更に第三の積層ユニットよりも第二の積層ユニットの方が遅い。
【0021】
この発明の実施形態は、長繊維を、第一の積層ユニットの上側に積層させ、次にこの第一の積層ユニットと共に、第二の積層ユニットに運搬することを特徴とする。次に、長繊維バットは、第一の積層ユニットから第二の積層ユニットに直接移され、次に第二の積層ユニットの底側で凝固機器を通して運搬される。また、この発明のこの実施形態では、第一の積層ユニットと第二の積層ユニットは、好ましくは、ベルトスクリーンから構成される。第二の積層ユニットの運搬速度は、好都合には、第一の積層ユニットの運搬速度よりも遅い。
【0022】
この発明の別の実施形態は、長繊維を、第一の積層ユニット、好ましくは第一のベルトスクリーン上に積層させ、それに続いて、第一の積層ユニットと、好ましくは、第二のベルトスクリーンとして構成された第二の積層ユニットとの間で、凝固機器を通して運搬することを特徴とする。この場合、スパンボンド不織布は、好都合には、熱による凝固の間、下側のベルトスクリーンと上側のベルトスクリーンの間に保持される。
【0023】
凝固機器内で熱により硬化したスパンボンド不織布に対して、最終的に、最後の凝固を施すことは、この発明の範囲内である。この最後の凝固は、特に、スパンボンド不織布のウォータージェットによる凝固を意味する。
【0024】
更に、この発明の対象は、自然に縮む長繊維を作るための少なくとも一つの紡糸機器を配備し、更にこの自然に縮む長繊維を積層するための積層ユニットが有り、長繊維バット(スパンボンド不織布)を積層ユニットと共に直接凝固機器に通過させる形で長繊維バット(スパンボンド不織布)を構成する、長繊維バット(スパンボンド不織布)を凝固させるための凝固機器を配備した、嵩の大きいスパンボンド不織布の製造装置である。この発明の好ましい実施形態では、この装置を用いて、縮まない長繊維を製造することもできる。
【0025】
長繊維バットを、積層ユニットと共に、直接凝固機器手段に通すこと、特に、長繊維のバット化区間と凝固機器の間に、更なる凝固設備、特にカレンダーが存在しないことは、この発明の範囲内である。この発明による装置の好ましい実施形態は、紡糸機器と積層ユニットの間に、長繊維用の冷却・延伸ユニットを配備することを特徴とする。更に、この延伸ユニットと積層ユニットの間に、長繊維用のディフューザーを配備する。
【0026】
この発明は、この発明による方法及び装置により、優れた品質と均質な特性を特徴とする嵩の大きい又は厚いスパンボンド不織布を製造することができるという知見にもとづきている。この発明により製造された嵩の大きいスパンボンド不織布は、その厚さに関して、短繊維から成る従来の「ハイロフト不織布」に匹敵することができる。この発明の範囲内で特に重要なことは、連続的な繊維から、収縮による力、隙間又は穴により生じる制御されない形の不均質性を示さないスパンボンド不織布を製造することができるということである。収縮力の効果的な制御は、この発明による処理方法によって実現することができる。特に、縮んだ長繊維を用いて実現した嵩の大きい長繊維バットは、熱い流体を用いた熱による直接的な凝固と、それによりスパンボンド不織布の厚さを維持するか、或いは増大さえさせることによって効果的に固定化することができる。このように、この発明は、熱による凝固機器に直接運ばれる積層ユニット上で、長繊維バットを効果的に支持、誘導することと、熱による直接的な凝固によって、長繊維バットが、内部の収縮力によって開いたり、破壊されること無く、長繊維バットの固定化を行うことができることとの知見にもとづいている。
【発明を実施するための最良の形態】
【0027】
以下において、実施例の図面にもとづき、この発明を詳しく説明する。
【0028】
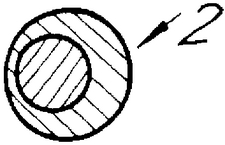
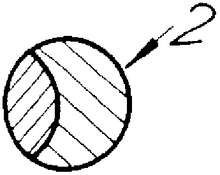
図1〜7は、この発明による連続的な長繊維2,3から成る嵩の大きいスパンボンド不織布1の製造方法を実施するための装置を図示している。長繊維2は、自然に縮む長繊維と縮まない長繊維3を用いて紡糸され、積層ユニット4上に積層される。自然に縮む長繊維2とは、コア部と被覆部の中心がずれた構造を持つ長繊維2(図9)又は横方向に並んだ構造を持つ長繊維2(図10と11)を意味する。図10には、横方向に対称的に並んだ構造を持つ二成分の長繊維2を、図11には、横方向に非対称に並んだ構造を持つ二成分の長繊維2を図示している。縮まない長繊維3として、一成分の長繊維(図示していない)か、多成分の長繊維か、コア部と被覆部が対称的な構造を持つ二成分の長繊維3(図8)を使用することができる。
【0029】
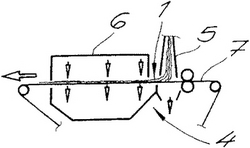
一つ以上の紡いだ長繊維2,3(図示されていない)の紡績機器は、好都合には、先ずは冷却するために冷却機器(図示されていない)を通して運搬され、最終的に長繊維2,3を伸ばすために延伸ユニット(又もや図示されていない)を通して運搬される。この発明では、図1〜7に模式的に図示した通り、拡がって行く形のディフューザ側板を備えたディフューザー5が、延伸ユニットに繋がっている。このディフューザーの終端部において、長繊維2,3は、積層ユニット4上に載せられる。この積層ユニット4により、長繊維2,3を、凝固機器6に直接運び、そこで、長繊維2,3を、熱い流体により、好ましくは熱い空気により、熱で凝固させる。図1〜7において、長繊維2,3が、積層ユニット4と共に、中間的な凝固機器を接続すること無く、熱い流体を用いた熱による凝固プロセスに直接運搬されているのが分かる。図1〜7では、凝固機器6内での熱い空気を用いた加圧の様子を矢印により表している。これらの矢印は、熱い空気が、好ましくは、垂直に積層ユニット4の表面上に、かつ垂直又はほぼ垂直にスパンボンド不織布1の表面上に当たることを示している。この熱い空気による加圧の結果、スパンボンド不織布1は、積層ユニット4に対して押し付けられることとなる。図1〜7では、別の矢印がディフューザー5の下に見える。この矢印は、通常の手法で確実に長繊維2,3を積層させることを保証するために、積層ユニット4の下、ディフューザー5の下、或いは長繊維2,3のバット化区間の下において、ガス透過性の積層ユニット4を通して、空気を吸入していることを明確に示している。
【0030】
図1は、積層ユニット4が、ベルトスクリーン7の形式の単一積層ユニットで構成された、この発明による装置の第一の実施形態を図示している。ディフューザー5の下で積層された長繊維2,3は、このベルトスクリーン7の上側で直接凝固機器6内に導入され、この位置で、長繊維バット又はスパンボンド不織布1は、熱い空気を用いて熱により凝固される。その前に「緩んでいた」長繊維バットは、空気の力により、ベルトスクリーン7上に押し付けられるので、スパンボンド不織布内における望ましくない変位や収縮による隙間を効果的に防止することができる。
【0031】
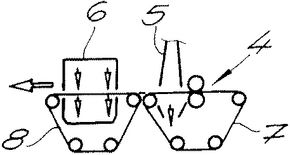
図2による実施例では、積層ユニット4は、第一のベルトスクリーン7の形式の第一の積層ユニットで構成されており、その上に、紡いだ長繊維2,3を積層させている。この第一のベルトスクリーン7により、スパンボンド不織布1は、第二のベルトスクリーン8の形式の第二の積層ユニットに運ばれて、この第二のベルトスクリーン8と共に、スパンボンド不織布1は、凝固機器6を通して運搬されるようになっている。スパンボンド不織布1は、二つのベルトスクリーン7,8の上側で運ばれ、別の積層ユニットが、その間を相互接続すること無く、第一のベルトスクリーン7から、第二のベルトスクリーン8に直接移される。この発明の特に好ましい実施形態では、第二のベルトスクリーン8の運搬速度は、第一のベルトスクリーン7の運搬速度と比べて遅くなっている。また、第一のベルトスクリーン7に対して、第二のベルトスクリーン8の速度を遅くすることによって、長繊維バット内の望ましくない収縮傾向を効果的に補正することができる。
【0032】
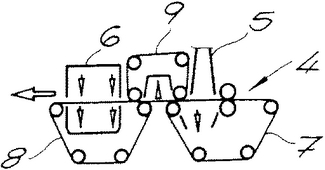
図3に図示した実施形態では、積層ユニット4は、第一のベルトスクリーン7の形式の第一の積層ユニットと、第二のベルトスクリーン8の形式の第二の積層ユニットと、第三のベルトスクリーン9の形式の第三の積層ユニットとで構成されている。長繊維2,3は、先ずは第一のベルトスクリーン7上に積層され、次に、図3において、矢印の方向に向けて左に第三のベルトスクリーン9に運ばれる。第一のベルトスクリーン7の上側に有る長繊維バットは、第三のベルトスクリーン9の下を移される。その間は、長繊維バットを、吸気により、第三のベルトスクリーン9の下に保持している。この第三のベルトスクリーンでの吸気は、図3で矢印で示されている。次に、長繊維バットは、第三のベルトスクリーン9の下側から、第二のベルトスクリーンの上側に移される。図3では、第三のベルトスクリーン9の下側が、第一のベルトスクリーン7と第二のベルトスクリーン8の上側と部分的に重なっているのが分かる。次に、第二のベルトスクリーン8の上側に置かれた長繊維バットは、第二のベルトスクリーン8と共に凝固ユニット6を通して運ばれる。この発明の特に好ましい実施形態では、運搬速度は、第一のベルトスクリーン7よりも、第三のベルトスクリーン9の方が、そして第三のベルトスクリーン9よりも、第二のベルトスクリーン8の方が遅くなっている。言い換えると、図3の実施形態では、第一のベルトスクリーン7の運搬速度が、一番速く、第三のベルトスクリーン9の運搬速度が、二番目に速く、第二のベルトスクリーン8の運搬速度が、一番遅い。
【0033】
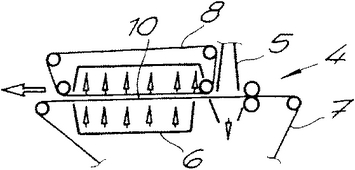
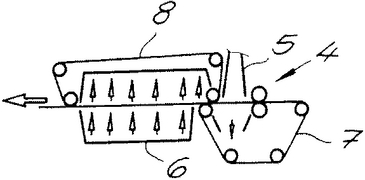
また、図4の実施例では、長繊維2,3は、第一のベルトスクリーン7上に積層され、先ずはこのベルトスクリーン7の上側で凝固機器6の方向に向けて左に運搬される。最終的に、長繊維バットは、下側の第一のベルトスクリーン7と上側の第二のベルトスクリーン8とによって区切られた隙間10を通される。長繊維バットは、この隙間10内において、凝固機器6を通して運搬される。凝固機器6内の空気の力により、長繊維バットは、第一のベルトスクリーン7の上側から持ち上げられて、第二のベルトスクリーン8の下側に押し付けられると同時に、更に第二のベルトスクリーン8から左に運搬される。
【0034】
図5の実施例では、長繊維2,3は、第一のベルトスクリーン7の上側に積層されて、凝固機器6の方向に向けて左に運搬される。凝固機器6の前で、長繊維バットは、上側の第二のベルトスクリーン8と接触するようになり、第一のベルトスクリーン7から第二のベルトスクリーン8の下側に移され、第二のベルトスクリーン8の下側で凝固機器6を通して運搬される。そのため、長繊維バットは、凝固機器6内の空気の力により、第二のベルトスクリーン8の下側に保持される。また、この場合、第二のベルトスクリーン8の運搬速度は、図4の実施例と同様に、好ましくは、第一のベルトスクリーン7の運搬速度と比べて遅くなっている。
【0035】
この発明による装置の別の変化形態は、図6に図示されている。長繊維2,3は、この装置の別の変化形態と同様に、第一のベルトスクリーン7の上側に積層されて、凝固機器6の方向に向けて左に運搬される。凝固機器6の領域では、上側の第二のベルトスクリーン8が配備されている。下側の第一のベルトスクリーン7は、上側の第二のベルトスクリーン8に対して隙間を形成しており、スパンボンド不織布1は、この隙間内において、凝固機器6を通して運搬され、その際この変化形態のスパンボンド不織布は、第一のベルトスクリーン7の上側と第二のベルトスクリーン8の下側の両方に対して置かれている。従って、スパンボンド不織布は、ベルトスクリーン7,8の間に挟み込まれている。
【0036】
図7は、二層のスパンボンド不織布1を容易に実現するための装置の変化形態を図示している。ここでは、二つの紡糸ヘッド(図示されていない)が配備されており、それらを用いて、長繊維2,3を紡いで、第一のベルトスクリーン7の上側に連続して配備されたバット化区間上に積層している。次に、これらの二つの長繊維バットは、第一のベルトスクリーン7から第二のベルトスクリーン8に直接移され、更に、この第二のベルトスクリーン8の上側で運搬されて、凝固機器6に運ばれて行く。図7では、吸入領域は、二つのディフューザー5の下だけでなく、第一のベルトスクリーン7の下のバット化区間の間又はディフューザー5の間にも有ることが分かる。この相互に繋がった吸入領域によって、第二の長繊維バットを積層するまで、第一の長繊維バット内における望ましくない変位や収縮による隙間を防止することができる。
【図面の簡単な説明】
【0037】
【図1】この発明による装置の第一の実施形態の側面図
【図2】図1の装置の第二の実施形態
【図3】図1の装置の第三の実施形態
【図4】図1の装置の第四の実施形態
【図5】図1の装置の第五の実施形態
【図6】図1の装置の第六の実施形態
【図7】図1の装置の第七の実施形態
【図8】この発明による二成分長繊維の断面図
【図9】図8の長繊維の別の実施形態
【図10】図8の長繊維の更に別の実施形態
【図11】図8の長繊維の別の実施形態
【符号の説明】
【0038】
1 スパンボンド不織布
2 自然に縮む長繊維
3 縮まない長繊維
4 積層ユニット
5 ディフューザー
6 凝固機器
7 第一のベルトスクリーン
8 第二のベルトスクリーン
9 第三のベルトスクリーン
10 隙間
【技術分野】
【0001】
この発明は、連続的な長繊維を用いたスパンボンド不織布の製造方法及びその方法を実施するための装置に関する。連続的な長繊維を熱可塑性プラスチックから構成することは、この発明の範囲内である。連続的な長繊維は、その連続的な長さに関して、長さがより短い短繊維とは異なり、10〜60mmの範囲の長さを持つ。
【背景技術】
【0002】
実際、短繊維から成る嵩の大きいフリースを製造する方法は、「ハイロフトフリース」として知られている。この方法では、フリースを、積層して、別々の製造単位で凝固させている。カード機を用いて、このフリースを積層している。また、このタイプのフリースは、衛生用品産業とフィルター工学の両方で使用されている。連続的な長繊維から成る比較的厚い又は嵩の大きいフリースを用いて、製造経験が積まれてきた。そのため、自然に縮んだ多成分の長繊維が使用されてきた。縮みは、しばしば、場合によっては、スパンボンド不織布を裂いてしまう収縮力を生じさせる。その結果、スパンボンド不織布は、必要な均質性を失って、許容され難い製品が製造されることとなる。
【特許文献1】ドイツ特許登録明細書第19620379号
【特許文献2】欧州特許出願明細書第1340843号
【発明の開示】
【発明が解決しようとする課題】
【0003】
これに対して、この発明の技術的な課題は、欠点となる収縮力を制御するか、或いは最小化することを可能とするとともに、厚い又は嵩の大きいスパンボンド不織布を有利に製造するを可能とする、連続的な長繊維を用いたスパンボンド不織布の製造方法を規定することである。更に、この発明の技術的な課題は、それに対応する装置を規定することである。
【課題を解決するための手段】
【0004】
この技術的な課題を解決するために、この発明は、自然に縮む連続的な長繊維を用いて、嵩の大きいスパンボンド不織布を製造する方法であって、長繊維を、延伸ユニットと、その終端部において、ディフューザーに通過させ、その後直ぐに、縮んだ長繊維を積層ユニット上に置いて、これらの縮んだ長繊維を、積層ユニットと共に、凝固機器に通過させ、そこで、長繊維を流体で凝固させる方法を開示する。熱による凝固プロセスとして、熱い流体を用いて凝固プロセスを実行することは、この発明の範囲内である。好ましくは、自然に縮む長繊維に加えて、そのような縮まない長繊維をも紡いで、積層ユニット上に置く。
【0005】
この発明にもとづき、単層又は多層のスパンボンド不織布を製造することができる。多層のスパンボンド不織布では、個々の層は、自然に縮む長繊維か、縮まない長繊維か、或いは自然に縮む長繊維と縮まない長繊維を混合した長繊維で構成することができる。好都合には、この発明によるスパンボンド不織布は、専ら自然に縮む長繊維、或いは自然に縮む長繊維と縮まない長繊維を混合した長繊維から成る、少なくとも一つの層を特徴とする。この発明によるスパンボンド不織布は、全部が自然に縮む長繊維から構成された単層のスパンボンド不織布として製造することもできる。
【0006】
連続的な長繊維を紡糸ヘッド又は紡糸口金から紡ぐことは、この発明の範囲内である。次に、紡糸後、好都合には、連続的な長繊維を冷やして、拡げ、その場合に、冷却と延伸プロセスは、特に、複合冷却・延伸ユニットで行う。「延伸ユニット」という用語は、「複合冷却・延伸ユニット」をも意味するものとする。長繊維を、積層ユニット上に置く前に、先ずは、この発明によるディフューザーを通過させる。このディフューザーは、延伸ユニットと積層ユニットの間又は冷却・延伸ユニットと積層ユニットの間に配置される。このディフューザーは、この発明の範囲内において、特に重要である。紡糸後に、連続した長繊維は、特に、「ライコフィル III」プロセス(特許文献1)又は「ライコフィル IV 」プロセス(特許文献2)にもとづき処理される。
【0007】
長繊維を、積層ユニット上に置いて、次に、この積層ユニットにより、機械的に比較的弱く、耐久力の無い長繊維バットを誘導又は運搬する形で、当該の積層ユニット手段と共に凝固機器に通して、熱い流体を用いた凝固プロセスにより、耐久性の有るフリースを作ることは、この発明の範囲内である。積層した長繊維を、積層ユニットと共に、例えば、カレンダーによる事前凝固無しに、直ぐに凝固機器に通すことは、この発明の範囲内である。好ましくは、積層ユニット上の長繊維のバット化区間と凝固機器の間には、長繊維バットの機械的処理と熱的処理の両方又は一方のための別の機器又はユニットを接続しない。そのため、長繊維バットは、積層ユニットだけでバット化区間と凝固機器の間を更に運ばれて行く。
【0008】
この発明による方法の範囲内における熱い流体を用いた熱による凝固は、特に、ガス状の熱い流体を用いた凝固を、特に、熱い空気を用いた熱による凝固を意味するものとする。このプロセスでは、熱い流体は、好都合には、バット表面に対して交差する方向に、或いは垂直に長繊維バット上を流れる。この長繊維バットは、凝固機器内において、好都合には、その表面を熱い流体により加圧される。このようにして、この発明にもとづくこの集中した空気の流れによる長繊維バットの好ましい加圧は、特に、熱いエアナイフを使用する場合とは異なるものである。熱による凝固用の熱い流体の温度が、少なくとも長繊維バット内のすべての長繊維素材の最低軟化点を上回ることは、この発明の範囲内である。このようにして、長繊維バットは、効果的に安定化させることができる。更に、長繊維バット又はスパンボンド不織布の内部を熱い流体の流れに曝すことは、この発明の範囲内である。
【0009】
この発明の枠内の自然に縮む長繊維とは、特に、積層後に、積層ユニット上で弛緩した状態において、5mm未満の曲率半径を示す長繊維を意味するものとする。これらの長繊維は、前述した曲率半径において、それらの長さの大部分に渡って相応に縮むことを特徴とする。この縮んだ状態は、特に、長繊維を延伸、積層後において、即ち、長繊維に対する更なる機械的又は熱的な影響が無くても、長繊維に関して、直接検出することが可能でなければならない。この発明の非常に好ましい実施形態では、自然に縮む長繊維は、多成分の長繊維であり、好ましくは、横方向に並んでいるか、コア部と被覆部の中心がずれているか、或いはその両方である多成分の長繊維である。異なる素材を互いに重ねて、そのような長繊維にしている場合、それらの長繊維は、紡糸プロセスの間に、相応の冷却及び延伸効果に曝される。長繊維の最終的な速度で長繊維を積層した後において、両方の素材は、異なる残留応力を示す。長繊維の積層を終えて、長繊維を延伸する空気圧を下げるか、その空気圧が、最早無くなった後では、異なる素材内において、異なる弛緩及び遅延プロセス(収縮)が起こり、その結果長繊維が縮むこととなる。長繊維の長さ当たりの曲率半径と襞の数は、素材、長繊維の断面及びプロセス条件に依存する。長繊維は、特に、空気の流れの中で積層される前に、かつ特に、ディフューザー内で縮む。長繊維を、縮んだ長繊維として積層ユニット上に積層することは、特に、自然に縮む長繊維の少なくとも一部が、早くも積層前に、そのため特に、延伸ユニット後又はディフューザー内で縮むことを意味する。これらの長繊維は、ディフューザーと積層ユニットの間でも未だ縮むことができる。長繊維を、縮んだ長繊維として積層ユニット上に積層することは、自然に縮む長繊維が、積層ユニット上に有る間に未だ縮むことができる可能性を排除するものではない。また、長繊維は、次の熱による凝固の間に尚も縮む、或いは更に縮む傾向を示す可能性が有る。縮むことは、この発明にもとづく熱による凝固の一部とすることができる。
【0010】
この発明の枠内において、縮まない長繊維は、曲率半径が5mmを超える長繊維を意味すると同時に、平坦であり、積層ユニット上に置かれる。この発明の特に好ましい実施形態では、縮まない長繊維は、一成分の長繊維か、コア部と被覆部が対称的に揃った多成分の長繊維か、或いはその両方である。一成分の長繊維を、均質な固体の長繊維から構成することは、この発明の範囲内である。
【0011】
特に好ましい実施形態では、長繊維バット又はスパンボンド不織布は、少なくとも自然に縮む長繊維と縮まない長繊維を混合した長繊維から成る層を有する。そのため、この長繊維の混合物は、好ましくは、単一の紡糸ヘッドから紡がれて、好ましくは、最終的に一緒に冷却、延伸される。
【0012】
従って、積層ユニット上の長繊維バットは、縮まない長繊維の少なくとも一つの層と、この縮まない長繊維に被せられる自然に縮む長繊維の少なくとも一つの層とから構成される。二つ以上の紡糸ヘッドは、好都合には、連続して配置される。これに代わって、前述した層の中の少なくとも一つの層を予め作っておいて、その次に、特にローラー上を走らせることができるものとする。
【0013】
長繊維バット又はスパンボンド不織布の配置した層が、自然に縮む長繊維を20重量パーセント以上、好ましくは30重量パーセント以上、更に好ましくは40重量パーセント以上含むことは、この発明の範囲内である。更に、この長繊維バット又はこの層の残りの長繊維を、縮まない長繊維から構成することは、この発明の範囲内である。
【0014】
紡いだ長繊維を、先ずは冷却機器に通し、次に延伸ユニット又は複合冷却・延伸ユニットを通し、その後直ぐにディフューザーに通し、最後に積層ユニット上に積層することを推奨することができる。冷却機器又は複合冷却・延伸ユニットでは、通常給気又は冷却空気の吸入を行う。ディフューザー上又はディフューザー内、或いはディフューザーと延伸ユニットの間には、少なくとも外気吸入スリットを配備する。この発明の非常に好ましい実施形態では、冷却機器と、延伸ユニット又は複合冷却・延伸ユニットと、ディフューザーとから成る集合体は、冷却機器又は複合冷却・延伸ユニット内での給気と、少なくとも外気吸入スリットを介した吸気の他は、閉鎖系として構成される。それ以外においては、この集合体に空気を供給しないか、或いはほとんど空気を供給しない。特に、この閉鎖系自身が、この発明による方法の枠内であり、この発明の技術課題の解決策であることが分かっている。
【0015】
ディフューザーが、この発明による技術課題の解決策に関して非常に重要であることは既に述べた。延伸ユニットの下流に繋げたディフューザーによって、この発明による他の特徴と組み合わせて、積層プロセスの前に、自然に縮む長繊維の効果的な縮みを実現することができる。このようにして、厚い又は嵩の大きいスパンボンド不織布を有利に製造することができる。
【0016】
この発明では、長繊維バット又はスパンボンド不織布を、積層ユニットと共に凝固機器を通して誘導する。言い換えると、スパンボンド不織布は、積層ユニットと共に凝固機器に運ばれるか、或いは凝固機器を通して運搬される。そのため、積層機器は、少なくとも一つの積層ユニットを特徴とする。積層ユニットが、長繊維バット用のコンベヤユニット又はコンベヤベルトで構成されることは、この発明の範囲内である。
【0017】
この発明にもとづく方法の特に好ましい実施形態では、少なくともガス透過性(空気透過性)のベルトスクリーンの形式の積層ユニットで構成される積層ユニットを使用する。この種のベルトスクリーンは、特に、転換ローラー上を誘導される連続的なベルトを意味する。積層ユニットとしてベルトスクリーンを使用すること、又は積層ユニット内にベルトスクリーンを使用することは、十分に確立されている。
【0018】
スパンボンド不織布を、凝固機器内において熱い流体で加圧して、積層ユニットに対して、特に、積層ユニットのガス透過性ベルトスクリーンに対して、スパンボンド不繊維を押し付けることは、この発明の範囲内である。既に前に説明した通り、スパンボンドされた表面は、好都合には、熱い流体の力によって、交差する方向に圧力を加えられる。これにより、スパンボンド不織布は、積層ユニット又はベルトスクリーン上に効果的に押し付けられ、それによって、スパンボンド不織布内での望ましくない変位と収縮による隙間を防止することができる。熱い流体をスパンボンド不織布及びガス透過性ベルトスクリーンに貫流させることは、この発明の範囲内である。スパンボンド不織布は、積層ユニット上での熱による凝固の間、その上側と底側に関して、逆方向から連続的に熱い流体で加圧される。
【0019】
この発明の好ましい実施形態では、積層ユニットは、特に、ガス透過性のベルトスクリーンの形式の単一の積層ユニットで構成されるとともに、スパンボンド不織布は、この単一の積層ユニット(ベルトスクリーン)上で、凝固機器に運ばれる。即ち、この実施形態では、長繊維バット(スパンボンド不織布)は、更なる設備又は積層部品を接続すること無く、単一の積層ユニット(ベルトスクリーン)で直接運ばれる。そのため、スパンボンド不織布は、好都合には、流体による交差する方向の加圧により、積層ユニット又はベルトスクリーン上に押し付けられる。この実施形態では、スパンボンド不織布は、積層ユニット又はベルトスクリーンの上側に置かれて、熱い流体による加圧は、好都合には、上側から行われる。「ベルトスクリーン」という用語は、通常積層ユニットとしてスパンボンド不織布の製造で一般的に使用されている従来のベルトスクリーンを意味するものとする。この「ベルトスクリーン」という用語では、基本的に、長繊維バット又はスパンボンド不織布を運搬することができるとともに、熱い流体を貫流させることができるガス透過性のコンベヤ機器を意味するものとする。
【0020】
この発明の別の好ましい実施形態は、積層ユニットが、特に、ベルトスクリーンの形式の第一の積層ユニットを備えており、その上にスパンボンド不織布を積層することと、スパンボンド不織布(長繊維バット)を、この第一の積層ユニットと共に、特に、ベルトスクリーンの形式の第二の積層ユニットに運んで、この第二の積層ユニットと共に凝固機器を通して運搬することとを特徴とする。このため、この発明の非常に好ましい実施形態では、第二の積層ユニットは、第一の積層ユニットと比べて遅い運搬速度でスパンボンド不織布を運ぶ。この発明の実施形態では、第一と第二の積層ユニットは、更なる積層ユニット又はコンベヤ機器を間に接続すること無く、互いに直ぐに続いている。この実施形態では、スパンボンド不織布は、第一の積層ユニットから第二の積層ユニットに直接移される。この発明の別の実施形態では、特に、ベルトスクリーンの形式の第三の積層ユニットを、第一と第二の積層ユニットの間に接続して、第二の積層ユニットが、同様にスパンボンド不織布を運ぶようにすることができる。変化形態では、この第三の積層ユニットの下、特に、第三のベルトスクリーンの底側でスパンボンド不織布を運搬する。このようにして、スパンボンド不織布は、吸気により、第三の積層ユニットの下側に好都合に保持される。この発明の範囲内のこの実施形態では、スパンボンド不織布の運搬速度は、第一の積層ユニットよりも第三の積層ユニットの方が遅い、そして更に第三の積層ユニットよりも第二の積層ユニットの方が遅い。
【0021】
この発明の実施形態は、長繊維を、第一の積層ユニットの上側に積層させ、次にこの第一の積層ユニットと共に、第二の積層ユニットに運搬することを特徴とする。次に、長繊維バットは、第一の積層ユニットから第二の積層ユニットに直接移され、次に第二の積層ユニットの底側で凝固機器を通して運搬される。また、この発明のこの実施形態では、第一の積層ユニットと第二の積層ユニットは、好ましくは、ベルトスクリーンから構成される。第二の積層ユニットの運搬速度は、好都合には、第一の積層ユニットの運搬速度よりも遅い。
【0022】
この発明の別の実施形態は、長繊維を、第一の積層ユニット、好ましくは第一のベルトスクリーン上に積層させ、それに続いて、第一の積層ユニットと、好ましくは、第二のベルトスクリーンとして構成された第二の積層ユニットとの間で、凝固機器を通して運搬することを特徴とする。この場合、スパンボンド不織布は、好都合には、熱による凝固の間、下側のベルトスクリーンと上側のベルトスクリーンの間に保持される。
【0023】
凝固機器内で熱により硬化したスパンボンド不織布に対して、最終的に、最後の凝固を施すことは、この発明の範囲内である。この最後の凝固は、特に、スパンボンド不織布のウォータージェットによる凝固を意味する。
【0024】
更に、この発明の対象は、自然に縮む長繊維を作るための少なくとも一つの紡糸機器を配備し、更にこの自然に縮む長繊維を積層するための積層ユニットが有り、長繊維バット(スパンボンド不織布)を積層ユニットと共に直接凝固機器に通過させる形で長繊維バット(スパンボンド不織布)を構成する、長繊維バット(スパンボンド不織布)を凝固させるための凝固機器を配備した、嵩の大きいスパンボンド不織布の製造装置である。この発明の好ましい実施形態では、この装置を用いて、縮まない長繊維を製造することもできる。
【0025】
長繊維バットを、積層ユニットと共に、直接凝固機器手段に通すこと、特に、長繊維のバット化区間と凝固機器の間に、更なる凝固設備、特にカレンダーが存在しないことは、この発明の範囲内である。この発明による装置の好ましい実施形態は、紡糸機器と積層ユニットの間に、長繊維用の冷却・延伸ユニットを配備することを特徴とする。更に、この延伸ユニットと積層ユニットの間に、長繊維用のディフューザーを配備する。
【0026】
この発明は、この発明による方法及び装置により、優れた品質と均質な特性を特徴とする嵩の大きい又は厚いスパンボンド不織布を製造することができるという知見にもとづきている。この発明により製造された嵩の大きいスパンボンド不織布は、その厚さに関して、短繊維から成る従来の「ハイロフト不織布」に匹敵することができる。この発明の範囲内で特に重要なことは、連続的な繊維から、収縮による力、隙間又は穴により生じる制御されない形の不均質性を示さないスパンボンド不織布を製造することができるということである。収縮力の効果的な制御は、この発明による処理方法によって実現することができる。特に、縮んだ長繊維を用いて実現した嵩の大きい長繊維バットは、熱い流体を用いた熱による直接的な凝固と、それによりスパンボンド不織布の厚さを維持するか、或いは増大さえさせることによって効果的に固定化することができる。このように、この発明は、熱による凝固機器に直接運ばれる積層ユニット上で、長繊維バットを効果的に支持、誘導することと、熱による直接的な凝固によって、長繊維バットが、内部の収縮力によって開いたり、破壊されること無く、長繊維バットの固定化を行うことができることとの知見にもとづいている。
【発明を実施するための最良の形態】
【0027】
以下において、実施例の図面にもとづき、この発明を詳しく説明する。
【0028】
図1〜7は、この発明による連続的な長繊維2,3から成る嵩の大きいスパンボンド不織布1の製造方法を実施するための装置を図示している。長繊維2は、自然に縮む長繊維と縮まない長繊維3を用いて紡糸され、積層ユニット4上に積層される。自然に縮む長繊維2とは、コア部と被覆部の中心がずれた構造を持つ長繊維2(図9)又は横方向に並んだ構造を持つ長繊維2(図10と11)を意味する。図10には、横方向に対称的に並んだ構造を持つ二成分の長繊維2を、図11には、横方向に非対称に並んだ構造を持つ二成分の長繊維2を図示している。縮まない長繊維3として、一成分の長繊維(図示していない)か、多成分の長繊維か、コア部と被覆部が対称的な構造を持つ二成分の長繊維3(図8)を使用することができる。
【0029】
一つ以上の紡いだ長繊維2,3(図示されていない)の紡績機器は、好都合には、先ずは冷却するために冷却機器(図示されていない)を通して運搬され、最終的に長繊維2,3を伸ばすために延伸ユニット(又もや図示されていない)を通して運搬される。この発明では、図1〜7に模式的に図示した通り、拡がって行く形のディフューザ側板を備えたディフューザー5が、延伸ユニットに繋がっている。このディフューザーの終端部において、長繊維2,3は、積層ユニット4上に載せられる。この積層ユニット4により、長繊維2,3を、凝固機器6に直接運び、そこで、長繊維2,3を、熱い流体により、好ましくは熱い空気により、熱で凝固させる。図1〜7において、長繊維2,3が、積層ユニット4と共に、中間的な凝固機器を接続すること無く、熱い流体を用いた熱による凝固プロセスに直接運搬されているのが分かる。図1〜7では、凝固機器6内での熱い空気を用いた加圧の様子を矢印により表している。これらの矢印は、熱い空気が、好ましくは、垂直に積層ユニット4の表面上に、かつ垂直又はほぼ垂直にスパンボンド不織布1の表面上に当たることを示している。この熱い空気による加圧の結果、スパンボンド不織布1は、積層ユニット4に対して押し付けられることとなる。図1〜7では、別の矢印がディフューザー5の下に見える。この矢印は、通常の手法で確実に長繊維2,3を積層させることを保証するために、積層ユニット4の下、ディフューザー5の下、或いは長繊維2,3のバット化区間の下において、ガス透過性の積層ユニット4を通して、空気を吸入していることを明確に示している。
【0030】
図1は、積層ユニット4が、ベルトスクリーン7の形式の単一積層ユニットで構成された、この発明による装置の第一の実施形態を図示している。ディフューザー5の下で積層された長繊維2,3は、このベルトスクリーン7の上側で直接凝固機器6内に導入され、この位置で、長繊維バット又はスパンボンド不織布1は、熱い空気を用いて熱により凝固される。その前に「緩んでいた」長繊維バットは、空気の力により、ベルトスクリーン7上に押し付けられるので、スパンボンド不織布内における望ましくない変位や収縮による隙間を効果的に防止することができる。
【0031】
図2による実施例では、積層ユニット4は、第一のベルトスクリーン7の形式の第一の積層ユニットで構成されており、その上に、紡いだ長繊維2,3を積層させている。この第一のベルトスクリーン7により、スパンボンド不織布1は、第二のベルトスクリーン8の形式の第二の積層ユニットに運ばれて、この第二のベルトスクリーン8と共に、スパンボンド不織布1は、凝固機器6を通して運搬されるようになっている。スパンボンド不織布1は、二つのベルトスクリーン7,8の上側で運ばれ、別の積層ユニットが、その間を相互接続すること無く、第一のベルトスクリーン7から、第二のベルトスクリーン8に直接移される。この発明の特に好ましい実施形態では、第二のベルトスクリーン8の運搬速度は、第一のベルトスクリーン7の運搬速度と比べて遅くなっている。また、第一のベルトスクリーン7に対して、第二のベルトスクリーン8の速度を遅くすることによって、長繊維バット内の望ましくない収縮傾向を効果的に補正することができる。
【0032】
図3に図示した実施形態では、積層ユニット4は、第一のベルトスクリーン7の形式の第一の積層ユニットと、第二のベルトスクリーン8の形式の第二の積層ユニットと、第三のベルトスクリーン9の形式の第三の積層ユニットとで構成されている。長繊維2,3は、先ずは第一のベルトスクリーン7上に積層され、次に、図3において、矢印の方向に向けて左に第三のベルトスクリーン9に運ばれる。第一のベルトスクリーン7の上側に有る長繊維バットは、第三のベルトスクリーン9の下を移される。その間は、長繊維バットを、吸気により、第三のベルトスクリーン9の下に保持している。この第三のベルトスクリーンでの吸気は、図3で矢印で示されている。次に、長繊維バットは、第三のベルトスクリーン9の下側から、第二のベルトスクリーンの上側に移される。図3では、第三のベルトスクリーン9の下側が、第一のベルトスクリーン7と第二のベルトスクリーン8の上側と部分的に重なっているのが分かる。次に、第二のベルトスクリーン8の上側に置かれた長繊維バットは、第二のベルトスクリーン8と共に凝固ユニット6を通して運ばれる。この発明の特に好ましい実施形態では、運搬速度は、第一のベルトスクリーン7よりも、第三のベルトスクリーン9の方が、そして第三のベルトスクリーン9よりも、第二のベルトスクリーン8の方が遅くなっている。言い換えると、図3の実施形態では、第一のベルトスクリーン7の運搬速度が、一番速く、第三のベルトスクリーン9の運搬速度が、二番目に速く、第二のベルトスクリーン8の運搬速度が、一番遅い。
【0033】
また、図4の実施例では、長繊維2,3は、第一のベルトスクリーン7上に積層され、先ずはこのベルトスクリーン7の上側で凝固機器6の方向に向けて左に運搬される。最終的に、長繊維バットは、下側の第一のベルトスクリーン7と上側の第二のベルトスクリーン8とによって区切られた隙間10を通される。長繊維バットは、この隙間10内において、凝固機器6を通して運搬される。凝固機器6内の空気の力により、長繊維バットは、第一のベルトスクリーン7の上側から持ち上げられて、第二のベルトスクリーン8の下側に押し付けられると同時に、更に第二のベルトスクリーン8から左に運搬される。
【0034】
図5の実施例では、長繊維2,3は、第一のベルトスクリーン7の上側に積層されて、凝固機器6の方向に向けて左に運搬される。凝固機器6の前で、長繊維バットは、上側の第二のベルトスクリーン8と接触するようになり、第一のベルトスクリーン7から第二のベルトスクリーン8の下側に移され、第二のベルトスクリーン8の下側で凝固機器6を通して運搬される。そのため、長繊維バットは、凝固機器6内の空気の力により、第二のベルトスクリーン8の下側に保持される。また、この場合、第二のベルトスクリーン8の運搬速度は、図4の実施例と同様に、好ましくは、第一のベルトスクリーン7の運搬速度と比べて遅くなっている。
【0035】
この発明による装置の別の変化形態は、図6に図示されている。長繊維2,3は、この装置の別の変化形態と同様に、第一のベルトスクリーン7の上側に積層されて、凝固機器6の方向に向けて左に運搬される。凝固機器6の領域では、上側の第二のベルトスクリーン8が配備されている。下側の第一のベルトスクリーン7は、上側の第二のベルトスクリーン8に対して隙間を形成しており、スパンボンド不織布1は、この隙間内において、凝固機器6を通して運搬され、その際この変化形態のスパンボンド不織布は、第一のベルトスクリーン7の上側と第二のベルトスクリーン8の下側の両方に対して置かれている。従って、スパンボンド不織布は、ベルトスクリーン7,8の間に挟み込まれている。
【0036】
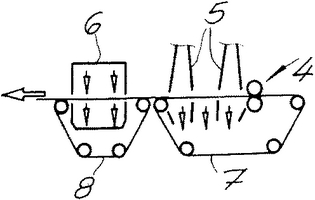
図7は、二層のスパンボンド不織布1を容易に実現するための装置の変化形態を図示している。ここでは、二つの紡糸ヘッド(図示されていない)が配備されており、それらを用いて、長繊維2,3を紡いで、第一のベルトスクリーン7の上側に連続して配備されたバット化区間上に積層している。次に、これらの二つの長繊維バットは、第一のベルトスクリーン7から第二のベルトスクリーン8に直接移され、更に、この第二のベルトスクリーン8の上側で運搬されて、凝固機器6に運ばれて行く。図7では、吸入領域は、二つのディフューザー5の下だけでなく、第一のベルトスクリーン7の下のバット化区間の間又はディフューザー5の間にも有ることが分かる。この相互に繋がった吸入領域によって、第二の長繊維バットを積層するまで、第一の長繊維バット内における望ましくない変位や収縮による隙間を防止することができる。
【図面の簡単な説明】
【0037】
【図1】この発明による装置の第一の実施形態の側面図
【図2】図1の装置の第二の実施形態
【図3】図1の装置の第三の実施形態
【図4】図1の装置の第四の実施形態
【図5】図1の装置の第五の実施形態
【図6】図1の装置の第六の実施形態
【図7】図1の装置の第七の実施形態
【図8】この発明による二成分長繊維の断面図
【図9】図8の長繊維の別の実施形態
【図10】図8の長繊維の更に別の実施形態
【図11】図8の長繊維の別の実施形態
【符号の説明】
【0038】
1 スパンボンド不織布
2 自然に縮む長繊維
3 縮まない長繊維
4 積層ユニット
5 ディフューザー
6 凝固機器
7 第一のベルトスクリーン
8 第二のベルトスクリーン
9 第三のベルトスクリーン
10 隙間
【特許請求の範囲】
【請求項1】
自然に縮む長繊維(2)を用いてスパンボンド不織布(1)を製造する方法であって、長繊維(2)を、延伸ユニットを通過させ、その終端部において、ディフューザー(5)を通過させ、その後直ぐに、長繊維を、縮んだ長繊維として、積層ユニット上に積層させ、これらの積層させた縮んだ長繊維を、この積層ユニットと共に、流体により長繊維(2)を凝固させる凝固機器に通過させる方法。
【請求項2】
当該の凝固プロセスを、熱い流体を用いた熱による凝固プロセスとして実行する請求項1に記載の方法。
【請求項3】
自然に縮む長繊維(2)が、多成分の長繊維で構成され、特に、横方向に並んだ構造の多成分の長繊維か、コア部と被覆部の中心がずれた構造の多成分の長繊維か、或いはその両方である請求項1又は2に記載の方法。
【請求項4】
自然に縮む長繊維(2)に加えて、縮まない長繊維(3)をも紡いで、積層ユニット上に積層させる請求項1から3までのいずれか一つに記載の方法。
【請求項5】
縮まない長繊維(3)が、一成分の長繊維か、コア部と被覆部が対称的な構造の多成分の長繊維か、或いはその両方である請求項4に記載の方法。
【請求項6】
スパンボンド不織布(1)が、自然に縮む長繊維(2)と縮まない長繊維(3)の混合物で構成される少なくとも一つの層を持つことを特徴とする請求項4又は5に記載の方法。
【請求項7】
当該の層が、20重量パーセント以上の自然に縮む長繊維(2)、好ましくは30重量パーセント以上の自然に縮む長繊維(2)を含むことを特徴とする請求項6に記載の方法。
【請求項8】
少なくとも、ガス透過性のベルトスクリーンの形式の積層ユニットで構成された積層ユニット(4)を使用する請求項1から7までのいずれか一つに記載の方法。
【請求項9】
凝固機器(6)内において、熱い流体を用いて、特に、ガス透過性のベルトスクリーンの積層ユニット(4)に対して、スパンボンド不織布(1)を加圧して、スパンボンド不織布(1)を積層ユニット(4)に押し付ける請求項2から8までのいずれか一つに記載の方法。
【請求項10】
積層ユニット(4)が、特に、ベルトスクリーン(7)の形式の単一の積層ユニットで構成され、スパンボンド不織布(1)を、この単一の積層ユニット上で、凝固機器(6)を通して運搬する請求項1から9までのいずれか一つに記載の方法。
【請求項11】
積層ユニット(4)が、特に、第一のベルトスクリーン(7)の形式の第一の積層ユニットで構成され、その上に、紡いだ長繊維(2,3)を積層させ、スパンボンド不織布(1)を、この第一の積層ユニットにより、特に、第二のベルトスクリーン(8)の形式の第二の積層ユニットに運搬して、この第二の積層ユニットと共に、凝固機器(6)を通して運搬する請求項1から9までのいずれか一つに記載の方法。
【請求項12】
第二の積層ユニットが、第一の積層ユニットと比べて遅い運搬速度で、スパンボンド不織布(1)を運搬する請求項11に記載の方法。
【請求項13】
スパンボンド不織布(1)を、第一の積層ユニットの上側に積層させ、第二の積層ユニットの下側で、凝固機器(6)を通して運搬する請求項1から9、11、12のいずれか一つに記載の方法。
【請求項14】
スパンボンド不織布(1)を、第一の積層ユニットの上側に積層させ、最終的に、第一の積層ユニットと別の積層ユニットとの間で、凝固機器(6)を通して運搬する請求項1から9、11、13のいずれか一つに記載の方法。
【請求項15】
当該の熱により凝固させたスパンボンド不織布に対して、最終的に、最後の凝固を施す請求項1から14までのいずれか一つに記載の方法。
【請求項16】
自然に縮む長繊維(2)を用いて嵩の大きいスパンボンド不織布(1)を製造する装置であって、長繊維(2)を作るための少なくとも一つの紡績機器を配備し、縮んだ長繊維を積層するために、延伸ユニットと、ディフューザー(5)と、積層ユニット(4)とを配備し、長繊維バットを、積層ユニット(4)と共に、凝固機器(6)に直接運び込みことが可能な形に、長繊維バットを凝固させるための凝固機器(6)が構成されている装置。
【請求項1】
自然に縮む長繊維(2)を用いてスパンボンド不織布(1)を製造する方法であって、長繊維(2)を、延伸ユニットを通過させ、その終端部において、ディフューザー(5)を通過させ、その後直ぐに、長繊維を、縮んだ長繊維として、積層ユニット上に積層させ、これらの積層させた縮んだ長繊維を、この積層ユニットと共に、流体により長繊維(2)を凝固させる凝固機器に通過させる方法。
【請求項2】
当該の凝固プロセスを、熱い流体を用いた熱による凝固プロセスとして実行する請求項1に記載の方法。
【請求項3】
自然に縮む長繊維(2)が、多成分の長繊維で構成され、特に、横方向に並んだ構造の多成分の長繊維か、コア部と被覆部の中心がずれた構造の多成分の長繊維か、或いはその両方である請求項1又は2に記載の方法。
【請求項4】
自然に縮む長繊維(2)に加えて、縮まない長繊維(3)をも紡いで、積層ユニット上に積層させる請求項1から3までのいずれか一つに記載の方法。
【請求項5】
縮まない長繊維(3)が、一成分の長繊維か、コア部と被覆部が対称的な構造の多成分の長繊維か、或いはその両方である請求項4に記載の方法。
【請求項6】
スパンボンド不織布(1)が、自然に縮む長繊維(2)と縮まない長繊維(3)の混合物で構成される少なくとも一つの層を持つことを特徴とする請求項4又は5に記載の方法。
【請求項7】
当該の層が、20重量パーセント以上の自然に縮む長繊維(2)、好ましくは30重量パーセント以上の自然に縮む長繊維(2)を含むことを特徴とする請求項6に記載の方法。
【請求項8】
少なくとも、ガス透過性のベルトスクリーンの形式の積層ユニットで構成された積層ユニット(4)を使用する請求項1から7までのいずれか一つに記載の方法。
【請求項9】
凝固機器(6)内において、熱い流体を用いて、特に、ガス透過性のベルトスクリーンの積層ユニット(4)に対して、スパンボンド不織布(1)を加圧して、スパンボンド不織布(1)を積層ユニット(4)に押し付ける請求項2から8までのいずれか一つに記載の方法。
【請求項10】
積層ユニット(4)が、特に、ベルトスクリーン(7)の形式の単一の積層ユニットで構成され、スパンボンド不織布(1)を、この単一の積層ユニット上で、凝固機器(6)を通して運搬する請求項1から9までのいずれか一つに記載の方法。
【請求項11】
積層ユニット(4)が、特に、第一のベルトスクリーン(7)の形式の第一の積層ユニットで構成され、その上に、紡いだ長繊維(2,3)を積層させ、スパンボンド不織布(1)を、この第一の積層ユニットにより、特に、第二のベルトスクリーン(8)の形式の第二の積層ユニットに運搬して、この第二の積層ユニットと共に、凝固機器(6)を通して運搬する請求項1から9までのいずれか一つに記載の方法。
【請求項12】
第二の積層ユニットが、第一の積層ユニットと比べて遅い運搬速度で、スパンボンド不織布(1)を運搬する請求項11に記載の方法。
【請求項13】
スパンボンド不織布(1)を、第一の積層ユニットの上側に積層させ、第二の積層ユニットの下側で、凝固機器(6)を通して運搬する請求項1から9、11、12のいずれか一つに記載の方法。
【請求項14】
スパンボンド不織布(1)を、第一の積層ユニットの上側に積層させ、最終的に、第一の積層ユニットと別の積層ユニットとの間で、凝固機器(6)を通して運搬する請求項1から9、11、13のいずれか一つに記載の方法。
【請求項15】
当該の熱により凝固させたスパンボンド不織布に対して、最終的に、最後の凝固を施す請求項1から14までのいずれか一つに記載の方法。
【請求項16】
自然に縮む長繊維(2)を用いて嵩の大きいスパンボンド不織布(1)を製造する装置であって、長繊維(2)を作るための少なくとも一つの紡績機器を配備し、縮んだ長繊維を積層するために、延伸ユニットと、ディフューザー(5)と、積層ユニット(4)とを配備し、長繊維バットを、積層ユニット(4)と共に、凝固機器(6)に直接運び込みことが可能な形に、長繊維バットを凝固させるための凝固機器(6)が構成されている装置。
【図1】



【図2】
【図3】
【図4】
【図5】
【図6】

【図7】
【図8】

【図9】
【図10】

【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2006−328627(P2006−328627A)
【公開日】平成18年12月7日(2006.12.7)
【国際特許分類】
【出願番号】特願2006−144273(P2006−144273)
【出願日】平成18年5月24日(2006.5.24)
【出願人】(505313830)ライフェンホイザー・ゲゼルシャフト・ミト・ベシュレンクテル・ハフツング・ウント・コンパニー・コマンデイトゲゼルシャフト・マシイネンファブリーク (13)
【Fターム(参考)】
【公開日】平成18年12月7日(2006.12.7)
【国際特許分類】
【出願日】平成18年5月24日(2006.5.24)
【出願人】(505313830)ライフェンホイザー・ゲゼルシャフト・ミト・ベシュレンクテル・ハフツング・ウント・コンパニー・コマンデイトゲゼルシャフト・マシイネンファブリーク (13)
【Fターム(参考)】
[ Back to top ]