
スパークエロージョン切断のためのワイヤ電極
本発明は、スパークエロージョン切断のためのワイヤ電極(1)に関する。ワイヤ電極(1)は、50重量%超の純粋な結晶質アルミニウムおよび/または1種以上の結晶質アルミニウム合金から作製されるコア(2)を備え、コア(2)を取り囲み、銅、亜鉛、および/または銅・亜鉛合金を含むコーティング層(3)を含む。ワイヤ電極(1)の全断面積に対するコア(2)の表面積の比率は、ワイヤ電極(1)の全長に沿って60%から95%の範囲にある。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、アルミニウムもしくはアルミニウム合金のコアを有し、該コアを取り囲み、銅、亜鉛および/または銅・亜鉛合金を含む被覆またはコーティング層を有する、放電加工による切断またはスパークエロージョン切断のためのワイヤ電極に関する。
【背景技術】
【0002】
放電加工(EDM:electrical discharge machining)法、またはスパークエロージョン法は、導電性のワークピースを分離するために使用されており、ワークピースとツールの間のスパーク放電による材料の除去に基づく。この目的のために、誘電液体中(例えば、脱イオン水またはオイル)で、それぞれのワークピースと、そのワークピースから近距離に配置され電極として機能するツールとの間に、電圧パルスの印加を通じて制御されたスパーク放電が生成される。このような仕方で、実質的にその硬度に関わらず、ワークピースを機械加工することができる。
【0003】
およそ0.02mmから0.4mmの範囲の典型的な直径を有する張力のかかった細いワイヤによってツールが構成される特殊な放電加工法は、放電加工による切断(スパークエロージョン切断)法もしくはワイヤエロージョン法である。ワイヤは、エロージョンプロセスの間に材料が除去される結果として摩耗するので、切断または加工ゾーンを通して絶えず引かれねばならず、使用できるのは一度だけである、すなわち、連続的にワイヤが消費される。
【0004】
実際には、用途に依存して、コーティングされたワイヤ電極か、またはコーティングされていないワイヤ電極が使用される。コーティングされていないワイヤ電極は、ベアもしくはブランクワイヤとも呼ばれ、均一な材料からなる。一方でコーティングされたワイヤ電極は、被覆またはコーティングされたコアを有する。先行技術におけるコーティングされたワイヤ電極では、通常、ワイヤの通過とワイヤの引っ張りに必要な引張強度ならびにワイヤ電極に必要な導電率および熱伝導率をワイヤ電極のコアが付与し、コアを取り囲む被覆またはコーティング層が実際のエロージョンプロセスを担うように、ワイヤ電極が構築される。
【0005】
引張強度の非常に高い、例えば、タングステン、モリブデンまたは鋼のようなコア材料を有するコーティングされたワイヤ電極が、0.02mmから0.07mmの小さいワイヤ直径の範囲で設置されてきたが、これは、安定なエロージョンプロセスおよび要求される精度に必要とされるワイヤの引っ張りが、この方法によってのみ実現可能だからである。しかしながら、より大きいワイヤ直径に対して、タングステンまたはモリブデンのコアを有するワイヤは経済的な解決策にはならない。
【0006】
実際に使用されるワイヤの大多数は、製造される部品の幾何学的形状に関する構造仕様を通常満たすことができることから、0.1mmから0.3mmの範囲の直径を有する。この標準的な直径範囲では、ベアワイヤおよびコーティングされた真鍮ベースのワイヤが一般に採用されてきた。これに対応するベアワイヤは、典型的には35重量%と40重量%の間の亜鉛含有量を有する真鍮からなり、一方で大部分のコーティングされたワイヤは、銅または真鍮のコアを有し、亜鉛または銅・亜鉛合金の1つまたはそれ以上の被覆層を有する。部品の精度について通常規定される必要条件を満たすのに十分な引張強度および耐摩耗性を持つ、かかるワイヤを製造できることがわかっている。室温におけるそれらの引張強度は、通常、およそ350N/mm2から1100N/mm2の範囲にある。さらに、これらのワイヤは、エロージョン用機械のパルス発生器からワークピースへの効率的なエネルギー伝達を確保するのに十分に高い導電率を有する。コア材料として、銅または真鍮は、冷間成形によって経済的に加工できるという利点をさらに有する。実際のエロージョンプロセスに関与する材料として、亜鉛および真鍮は、亜鉛の存在とそれに起因する蒸発の容易さを理由に、比較的高い除去速度およびエロージョンプロセスの効率に利点があり、さらにワークピース表面を精密に仕上げるための極小パルスエネルギー伝達の可能性を提供する。
【0007】
この背景に対して、過去に(かなりの程度、機械工学におけるイノベーション、および特にプロセスエネルギー源の性能向上が原動力となって)除去速度の増加および/またはワークピースの品質改善に向けた多数のベアワイヤとコーティングされたワイヤとが開発された。例えば、これらの開発の狙いは、高い引張強度を高い導電率および熱伝導率と組み合わせることにある。これらの開発過程において、銅または真鍮以外の材料のコアを有するコーティングされたワイヤ電極も、上述の標準的な直径範囲で散発的に提案された。例えば、特許文献1は、コア材料が高熱伝導率を持つことになるワイヤ電極、とりわけアルミニウムもしくはアルミニウム合金であってもよい、ワイヤ電極について記載する。所望の引張強度および機械的負荷容量を達成するために、特定の最小厚さを有する真鍮の被覆層が提供される。この文献によれば、被覆層領域の比率は、断面積でコア領域の比率より大きくなくてはならず、ワイヤ電極の全断面積の50%から90%でなくてはならない。さらにまた、この構造を通じて、ワイヤ電極の良好な振動減衰性が実現されることになる。
【0008】
40年弱にわたって使用されてきたワイヤエロージョン技術は、現在では高レベルの技術的成熟度を達成しており、それ故にワイヤエロージョン技術をできる限り広いユーザグループにとって魅力的にするために、前述の狙いに加えて、この方法の経済効率もますます重要になっている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】米国特許第4,968,867号明細書
【発明の概要】
【課題を解決するための手段】
【0010】
本発明の目的は、高い除去速度およびそれに起因する短い加工時間を有する先行技術のワイヤ電極を、十分な引張強度と良好なエロージョン特性を維持しつつ、ワイヤエロージョンの経済効率がさらに向上するように、さらに発展させることである。
【0011】
請求項1の特徴は、この目的を達成するために役立つ。ワイヤ電極の有利な実施形態は、それぞれ関連する従属請求項の主題を構成する。
【0012】
本発明に従って、放電加工による切断またはスパークエロージョン切断のためのワイヤ電極であって、50重量%超の純粋な結晶質アルミニウムおよび/または1種以上の結晶質アルミニウム合金からなるコアを有する電極が提供される。この出願の範囲において「結晶質」材料は、通常のように、単結晶材料および多結晶質材料の両方を意味する。かくして、好ましい仕方で特定の特性に影響を与えるために、コアは、純粋な結晶質アルミニウムおよび/または1種以上の結晶質アルミニウム合金を含むことに加えて、例えば、1つ以上の添加物を含むこともありうる。しかしながら、コアが、すべて、もしくは実質的にすべて純粋な結晶質アルミニウムおよび/または1種以上の結晶質アルミニウム合金からなること、すなわち、純粋な結晶質アルミニウムおよび/または1種以上の結晶質アルミニウム合金のコアが提供されることが好ましい。特に、コアは、すべてアルミニウムまたはアルミニウム合金で具現化され得るか、または作製され得る。コアは、均一なコアであるように、あるいは、例えば、異なった組成の複数の個別アルミニウムもしくはアルミニウム合金層の形態で半径方向に変化する特性を有するように、具現化することができる。
【0013】
コアを取り囲むのは、銅、亜鉛および/または銅・亜鉛合金を含む被覆またはコーティング層である。従って、被覆層は、例えば、すべて、もしくは実質的にすべて銅から、または、すべて、もしくは実質的にすべて亜鉛から、または、すべて、もしくは実質的にすべて銅・亜鉛合金からなり得る。以下に説明されるように、被覆層は、言及される材料からそれぞれ構築される複数の個別の層または副層からなることも可能である。好ましくは、被覆層は、少なくとも50重量%の銅、亜鉛および/または銅・亜鉛合金から作製され得る。可能性としては、およそ50重量%の銅とおよそ50重量%の亜鉛とを有する、あるいはおよそ50重量%の銅・亜鉛合金を有する、均一な被覆層があり得る。被覆層に好ましい材料は、真鍮、または40重量%超の亜鉛含有量を有する銅・亜鉛合金である。かかる真鍮は、脆いβ相を備え、引張強度が比較的低く、冷間成形では容易に加工されないが、それにも関わらず切断性能を有利に改善する。それ故に、かかる真鍮が被覆層の少なくとも外側領域に提供される場合には、特に好ましい。
【0014】
被覆層は、例えば、然るべきコーティング方法によって、必要であれば熱処理法と組み合わせて、コアに付けられ得るか、または、コア上に堆積させられ得る。被覆層の付着は、例えば、物理的、または電気化学的な手段によって達成される。必要であれば、ワイヤ直径を減少させるためにさらなるステップを引き続き行うことができる。さらに,初めにコア構造を有するワイヤを具現化すること、所望の被覆層の個別元素を少なくとも有するチューブ状材料片内にこのワイヤを配置すること、次に伸線デバイスによってこの組み合わせの直径を減少させること、それによってコア片上にチューブ状材料片をめっきすることが可能である。チューブ状材料片は、例えば、銅からなることができる。直径の減少に続いて、亜鉛層を初めに、例えば、電気化学的に付けることができ、最終的に熱処理を行うことができ、それを通じて拡散によって真鍮を含む被覆層が形成される。
【0015】
好ましくは、被覆層は、ワイヤ電極の外表面を構成し、(以下にさらに詳細に議論される、存在するかもしれない遷移層を除いて)コアと被覆層との間にさらなる層は提供されない。しかしながら、特定の用途では、被覆層上および/またはコアと被覆層との間に、1つ以上のさらなる層を提供するのが有利なこともありうる。
【0016】
コアを取り囲む被覆層は、(用途に依存して)閉じる仕方で具現化され得、割れ目、隙間もしくは切れ目を有することもできる、すなわち、被覆層は、コアをすべて、もしくは実質的にすべて、あるいは、部分的にだけ被覆され得る。
【0017】
ワイヤ電極の全長に沿って、ワイヤが伸びる方向に垂直な断面において、全断面積に対するコアの面積の比率は、少なくとも60%、好ましくは少なくとも65%、より好ましくは少なくとも70%、最も好ましくは少なくとも75%、好ましくは最大95%である。しかしながら、特定の用途では、この面積比率が最大90%、または最大85%である場合に、有利なこともありうる。ワイヤ電極は、円形断面を有することが好ましい。しかしながら、特定の用途に対して、例えば、矩形プロファイルのような、円形とは異なる断面形状も潜在的な利点を有することがありうる。
【0018】
このデザインのワイヤ電極では、ワイヤ電極の比重の低減、従って単位時間あたりの重量ベースのワイヤ消費の減少を通じて、方法の経済効率が、既知のワイヤよりかなり向上することがわかっている。かくして、例えば、60%の面積比率を有するアルミニウムコア、および37重量%の亜鉛(CuZn37)を有する真鍮の被覆層の場合、密度は、およそ5000kg/m3であり、従って、この組成の真鍮から作製されるベアワイヤの値に比べておよそ40%低い。
【0019】
驚くべきことに、それでもなお、効率的で迅速かつ十分に精密なエロージョンプロセスを可能にするために、好ましくは室温で少なくとも350N/mm2の十分な引張強度と、十分な熱伝導率および導電率(例えば、15m/Ωmm2超の導電率)とを達成することができる。例えば、より低い比重を有する材料を選択することの本質的に不利な点は、一般に、熱の供給は一定であり、ワイヤの直径は同じであるが、ワイヤ電極が加熱され昇温し、結果としてワイヤの引張強度が失われて、ワイヤ断裂のリスクが増加することにある。融点未満において、小さいワイヤ部分ΔlDが取り込む熱量に起因するこの部分の温度変化は、次式で与えられる:
【0020】
【数1】
ここで、ΔTDはワイヤ部分ΔlDにもたらされる温度差であり、Q’w,zuは抵抗加熱および放電熱によってワイヤ部分ΔlDに供給される熱流量であり、ρDはワイヤ電極の密度であり、ADはワイヤ電極の断面積であり、vDはワイヤの走行速度であり、cp,Dはワイヤ電極の比熱容量であり、Q’w,abは、誘電体、エロージョン領域外のワイヤ部分、ワイヤガイドおよび電源リード線を通じて環境に散逸する熱流量である。温度の増加が、一方では密度ρDおよび比熱容量cp,Dによって影響されることを、これから読み取ることができる。散逸される熱流量Q’w,abは、ワイヤの熱伝導率が増加するにつれて増加し、供給される熱流量Q’w,zuは、ワイヤの電気抵抗が増加するにつれて増加するので、温度の増加は、一方ではワイヤのこれら2つの特性値によって決定される。本発明は、低密度という熱物理的な不利点を、高比熱容量、高熱伝導率および高導電率によって補うことができるのは、軽材料のうちでまさに結晶質アルミニウムであるという認識に基づく。この利点は、結晶質アルミニウム合金にも受け継がれる。
【0021】
アルミニウムもしくはアルミニウム合金は、エロージョンプロセスに直接に関与する材料としては除去速度およびプロセス安定性が不十分なことから、被覆層が、高いプロセス安定度および切断性能の意味で良好なエロージョン特性を、本発明によるワイヤ電極に付与する機能を持つ。これらの特性は、容易に蒸発する亜鉛(純粋形態か、または合金中で結合している)によって有利に影響されるので、被覆層が、亜鉛または銅・亜鉛合金を含むか、あるいは被覆層もしくは好ましくはその外側の副層が、亜鉛もしくは銅・亜鉛合金から作製されるか、または少なくとも50重量%の亜鉛もしくは銅・亜鉛合金を含むことが好ましい。
【0022】
ワイヤの走行は、摩耗を補う役割を果たし、それ故に速度の低下は、ワイヤ破壊のリスクを高めてワークピースの精度を低下させるので、ワイヤの消耗低減による経済効率は、ワイヤの走行速度の任意の低下によって容易に低減されないことに言及する必要がある。さらに、ワイヤ直径を実質的に減少させることも可能ではない。なぜなら、伝達可能なパルスエネルギー、従って除去速度が、断面積の二次での減少に起因して、同時に劇的に減少するからである。さらには、引張強度に対する必要条件に起因して、モリブデンまたはタングステンのような高価な重金属だけが可能である。
【0023】
本発明によるワイヤ電極のさらなる利点は、ワイヤを巻き取るリールの重量が、既知のワイヤと比較して、同じ長さのワイヤでは低減されることにある。結果として、輸送中、ならびにリールをワイヤエロージョン用機械に挿入するときの取り扱いが容易になるだけでなく、動作中にリールを載せるシャフト、およびリールの回転を停止させるブレーキの寸法決めに対する必要条件もあまり厳しくなくなり、ワイヤエロージョン用機械をより低コストで製造することができる。さらに、下流でのワイヤの走行が変化する場合、軽いリールほど小さい引き戻しモーメントか、または低減されたアフターラン(after-run)を示すので、結果として、ワイヤ振動を低減でき、あるいはワイヤ断裂も防止できて、精度を向上させることができる。あるいは、同一の機械構成でコスト節約型および時間節約型の間のリール交換時間を増大できるように、より長いワイヤを有するより大きいリールを、リール重量は同じままで達成することができる。
【0024】
均一な被覆層を有するデザインに加えて、相互に重なって配置され、それぞれが少なくとも50重量%の銅、亜鉛および/または銅・亜鉛合金から作製される複数の個別層または副層を有する被覆層を提供することが有利でもあり得る。このコンテクストにおいて、副層、または部分層のそれぞれは、被覆層について一般に上記の通り指定された組成のうちの1つを有することができる。特に、副層は、1つ以上の銅層、1つ以上の亜鉛層、および/または1つ以上の銅・亜鉛合金層を備えることができる。例えば、有利なデザインにおいて、被覆層は、主として、もしくはすべて、または実質的にすべて真鍮からなる外層、およびこの外層とコアとの間の薄い銅層を備えることができる。かかるデザインは、例えば、コアに初めに銅コーティングが提供され、次にこの銅コーティングに亜鉛層が付けられて、最終的に熱処理が行われ、その過程で真鍮の外層が拡散によって形成されて、薄い銅層が元の銅コーティングの残留物としてそのまま残る、上述のように既に記載された仕方で、達成され得る。かかる銅層は、例えば、被覆層の元素の侵入に起因する脆性の増加、もしくはコアと被覆層との間の遷移層への接着性の低下のような、心配される影響を低減するか、または防止するという利点を有する。
【0025】
被覆層のさらに有利な多層デザインにおいて、γ相を含むか、もしくはγ相から形成される1つ以上の副層を、α相を含むか、もしくはα相から形成される1つ以上の副層、および/またはβ相を含むか、もしくはβ相から形成される1つ以上の副層と組み合わせることができる。例えば、欧州特許第0733431号に開示されるように、被覆層が、主に、もしくはすべて、または実質的にすべてγ相からなる亜鉛、または銅・亜鉛合金の外層、ならびに、この外層とコアとの間に配置され、主に、もしくは完全に、または実質的に完全にα相からなる銅、または銅・亜鉛合金の層を含むか、またはそれらからなるデザインを選択することができる。さらに、例えば、欧州特許第1295664号に開示されるように、被覆層が、主に、もしくはすべて、または実質的にすべてβ真鍮からなる内側の副層と、主に、もしくはすべて、または実質的にすべてγ真鍮からなる外側の副層とを含むか、またはそれらからなるデザインを選ぶことができる。さらに、被覆層の上述のデザインは、40重量%超の亜鉛含有量を有する真鍮を用いて、この真鍮が被覆層の外側の副層を構成し、40重量%未満の亜鉛含有量を有する真鍮の副層がこの外側の副層とコアとの間に配置されるような仕方で、達成され得る。
【0026】
コア用アルミニウム合金として、例えば、AlMg合金(例えば、AlMg3またはAlMg5)のような非硬化性合金と、例えば、AlMgSi合金、AlCuMg合金またはAlZnMg合金(例えば、AlCuMg1、AlCuMg2またはAlZn4.5Mg1)のような硬化性合金との両方を用いることが可能である。後者は、改善が導電率および引張強度の組み合わせにおいて達成されるという利点を提供する。好ましくは、冷間成形(展伸用合金)によく適したアルミニウム合金が選択されるべきである。コアは、これらの合金のうちの1種以上(すなわち、1種以上の硬化性合金および/または1種以上の非硬化性合金)を含むことができるか、あるいはそれらから作製することができる。再溶融の意味でのリサイクルに関しては、銅、亜鉛および/または真鍮のみを含む被覆層との組み合わせにおけるAlZnMgCu合金は、被覆層が、その後コアに進出するいかなる元素も含まないので、有利であり得る。
【0027】
ワイヤ電極の材料は、好ましくは、室温におけるワイヤ電極の引張強度が、少なくとも350N/mm2であるように選択される。アルミニウム合金を含むコアの場合には、これは、合金の然るべき選択を通じて容易く達成することができる。一方で、もし純粋なアルミニウムをコア材料として選ぶのであれば、その引張強度は、冷間成形によって硬化された状態も含めて、真鍮の引張強度より小さいことから、被覆層が、電極ワイヤの全引張強度に十分に寄与しなくてはならないことを考慮に入れる必要がある。言い換えれば、そのときにはワイヤの全引張強度が少なくとも350N/mm2であるような仕方で、全体としてコアより高い引張強度を達成するように、被覆層が構築されなくてはならない。
【0028】
好ましいデザインにおいて、遷移層は、コアと被覆層との間に配置される。この転移層は、被覆層の1つ以上の元素のみならず、コア材料の1つ以上の元素を備え、これらの元素から好ましくはなるか、あるいは実質的になる。一般に、対応する遷移層は、ワイヤ電極、特に被覆層を生成する過程で容易く発生する。かかる生成に関わる遷移層に加えて、またはその代わりに、意図的あるいは選択的に1つ以上の遷移層が生成され得る。単数または複数の遷移層は、コアと被覆層との間の十分に強い結合に役立つか、またはそれを確保する役割を果たす。
【0029】
好ましいデザインにおいて、ワイヤ電極は、少なくとも0.2mmの直径を有する。好ましい上限は、0.4mmである。ワイヤ電極に非円形断面が選ばれる場合、直径に関する指定値は、最小直径に関する。この直径範囲において、本発明による電極ワイヤの構造は、経済効率と同時に効率的なエロージョンプロセスにおいて特に著しい改良を実現することを可能にする。
【0030】
ワイヤ電極の構造は、その密度が、5000kg/m3未満であり、より好ましくは4800kg/m3未満であり、最も好ましくは4300kg/m3未満であるように選択されることが好ましい。
【0031】
図画を参照し、例となる実施形態に基づいて、本発明が以下により十分に説明される。
【図面の簡単な説明】
【0032】
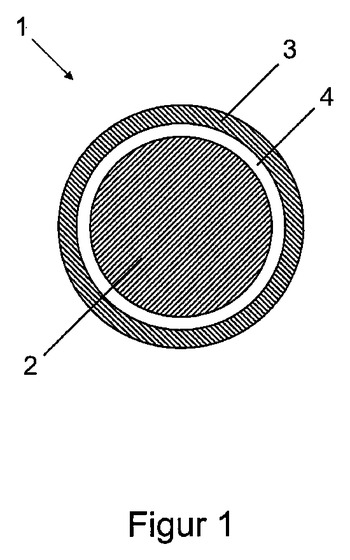
【図1】図1は、本発明によるワイヤ電極の実施形態の概略的で実寸ではない断面図を示す。
【発明を実施するための形態】
【0033】
図1に断面が示されるワイヤ電極1は、ワイヤ電極1の外側を構成する被覆層3によって完全に取り囲まれるか、または包囲されたコア・ワイヤ2を有する。コア2を同様に完全に取り囲むか、または包囲する遷移層4が、被覆層3とコア2との間に配置される。既に上述されたように、被覆層3および/または遷移層4は、割れ目、隙間もしくは切れ目を有し、コアを完全には被わないようにデザインすることもできる。
【0034】
例として示される実施形態において、コア2は、均一にかつ完全に、または実質的に完全に結晶質アルミニウムもしくは結晶質アルミニウム合金からなる。被覆層3は、同じく均一な単層構造であり、好ましくは完全に、または実質的に完全に50重量%超の真鍮から作製される。説明のために、遷移層4は、大きく誇張された厚さに表現されている。実際には、全断面積に対して無視できるほどにしか寄与しない。遷移層4は、コア2に存在する少なくとも1つの元素、および被覆層3に存在する少なくとも1つの元素を含む。好ましくは、遷移層4は合金を備え、その組成は、コア2の組成と被覆層3の組成との間にある。これに関して、コア2と被覆層3との間に段階的な遷移をもたらすために、この組成を半径方向に変化させることもできる。遷移層4は、コア2と被覆層3との間の結合を改善するのに役立つ。ワイヤ電極1を製造するのに用いる方法に依存して、本質的に多かれ少なかれ広い遷移層が、例えば、拡散過程を通じて、一般に容易く形成される。全体的に見れば、隣接層間の境界面は、通常は理想的な仕方では達成されず、拡散過程に起因して不規則および/または「不明瞭」になり得ることを指摘しなくてはならない。
【0035】
遷移層4の場合と同様な仕方で、コア2の組成および/または被覆層3の組成が半径方向に変化するように、ワイヤ電極1が具現化されることも有利であり得る。これは、多層デザインを通じてのみならず、連続的な変化によっても達成され得る。
【0036】
全断面積に対するコア2の面積の比率は、少なくとも60%である。
【0037】
この実施形態の特別に好ましい例では、コア2は、純粋なアルミニウムから作製され、被覆層3は、CuZn37から作製される。遷移層4は、およそ1マイクロメートルの厚さを有し、アルミニウムと銅および/または亜鉛との合金から実質的になる。ワイヤ電極1の厚さは、0.25mmであり、断面積に対するコア2の面積の比率は、65%であり、ワイヤ電極1の引張強度は、400N/mm2である。
【0038】
図1に示される実施形態のさらに特別に好ましい例では、コア2は合金AlMg3から作製され、被覆層3はCuZn45から作製される。遷移層4は、およそ15μmの厚さを有し、アルミニウムと銅および/または亜鉛との合金から実質的になる。ワイヤ電極1の厚さは、0.3mmであり、断面積に対するコア2の面積の比率は、65%であり、ワイヤ電極1の引張強度は、400N/mm2である。
【技術分野】
【0001】
本発明は、アルミニウムもしくはアルミニウム合金のコアを有し、該コアを取り囲み、銅、亜鉛および/または銅・亜鉛合金を含む被覆またはコーティング層を有する、放電加工による切断またはスパークエロージョン切断のためのワイヤ電極に関する。
【背景技術】
【0002】
放電加工(EDM:electrical discharge machining)法、またはスパークエロージョン法は、導電性のワークピースを分離するために使用されており、ワークピースとツールの間のスパーク放電による材料の除去に基づく。この目的のために、誘電液体中(例えば、脱イオン水またはオイル)で、それぞれのワークピースと、そのワークピースから近距離に配置され電極として機能するツールとの間に、電圧パルスの印加を通じて制御されたスパーク放電が生成される。このような仕方で、実質的にその硬度に関わらず、ワークピースを機械加工することができる。
【0003】
およそ0.02mmから0.4mmの範囲の典型的な直径を有する張力のかかった細いワイヤによってツールが構成される特殊な放電加工法は、放電加工による切断(スパークエロージョン切断)法もしくはワイヤエロージョン法である。ワイヤは、エロージョンプロセスの間に材料が除去される結果として摩耗するので、切断または加工ゾーンを通して絶えず引かれねばならず、使用できるのは一度だけである、すなわち、連続的にワイヤが消費される。
【0004】
実際には、用途に依存して、コーティングされたワイヤ電極か、またはコーティングされていないワイヤ電極が使用される。コーティングされていないワイヤ電極は、ベアもしくはブランクワイヤとも呼ばれ、均一な材料からなる。一方でコーティングされたワイヤ電極は、被覆またはコーティングされたコアを有する。先行技術におけるコーティングされたワイヤ電極では、通常、ワイヤの通過とワイヤの引っ張りに必要な引張強度ならびにワイヤ電極に必要な導電率および熱伝導率をワイヤ電極のコアが付与し、コアを取り囲む被覆またはコーティング層が実際のエロージョンプロセスを担うように、ワイヤ電極が構築される。
【0005】
引張強度の非常に高い、例えば、タングステン、モリブデンまたは鋼のようなコア材料を有するコーティングされたワイヤ電極が、0.02mmから0.07mmの小さいワイヤ直径の範囲で設置されてきたが、これは、安定なエロージョンプロセスおよび要求される精度に必要とされるワイヤの引っ張りが、この方法によってのみ実現可能だからである。しかしながら、より大きいワイヤ直径に対して、タングステンまたはモリブデンのコアを有するワイヤは経済的な解決策にはならない。
【0006】
実際に使用されるワイヤの大多数は、製造される部品の幾何学的形状に関する構造仕様を通常満たすことができることから、0.1mmから0.3mmの範囲の直径を有する。この標準的な直径範囲では、ベアワイヤおよびコーティングされた真鍮ベースのワイヤが一般に採用されてきた。これに対応するベアワイヤは、典型的には35重量%と40重量%の間の亜鉛含有量を有する真鍮からなり、一方で大部分のコーティングされたワイヤは、銅または真鍮のコアを有し、亜鉛または銅・亜鉛合金の1つまたはそれ以上の被覆層を有する。部品の精度について通常規定される必要条件を満たすのに十分な引張強度および耐摩耗性を持つ、かかるワイヤを製造できることがわかっている。室温におけるそれらの引張強度は、通常、およそ350N/mm2から1100N/mm2の範囲にある。さらに、これらのワイヤは、エロージョン用機械のパルス発生器からワークピースへの効率的なエネルギー伝達を確保するのに十分に高い導電率を有する。コア材料として、銅または真鍮は、冷間成形によって経済的に加工できるという利点をさらに有する。実際のエロージョンプロセスに関与する材料として、亜鉛および真鍮は、亜鉛の存在とそれに起因する蒸発の容易さを理由に、比較的高い除去速度およびエロージョンプロセスの効率に利点があり、さらにワークピース表面を精密に仕上げるための極小パルスエネルギー伝達の可能性を提供する。
【0007】
この背景に対して、過去に(かなりの程度、機械工学におけるイノベーション、および特にプロセスエネルギー源の性能向上が原動力となって)除去速度の増加および/またはワークピースの品質改善に向けた多数のベアワイヤとコーティングされたワイヤとが開発された。例えば、これらの開発の狙いは、高い引張強度を高い導電率および熱伝導率と組み合わせることにある。これらの開発過程において、銅または真鍮以外の材料のコアを有するコーティングされたワイヤ電極も、上述の標準的な直径範囲で散発的に提案された。例えば、特許文献1は、コア材料が高熱伝導率を持つことになるワイヤ電極、とりわけアルミニウムもしくはアルミニウム合金であってもよい、ワイヤ電極について記載する。所望の引張強度および機械的負荷容量を達成するために、特定の最小厚さを有する真鍮の被覆層が提供される。この文献によれば、被覆層領域の比率は、断面積でコア領域の比率より大きくなくてはならず、ワイヤ電極の全断面積の50%から90%でなくてはならない。さらにまた、この構造を通じて、ワイヤ電極の良好な振動減衰性が実現されることになる。
【0008】
40年弱にわたって使用されてきたワイヤエロージョン技術は、現在では高レベルの技術的成熟度を達成しており、それ故にワイヤエロージョン技術をできる限り広いユーザグループにとって魅力的にするために、前述の狙いに加えて、この方法の経済効率もますます重要になっている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】米国特許第4,968,867号明細書
【発明の概要】
【課題を解決するための手段】
【0010】
本発明の目的は、高い除去速度およびそれに起因する短い加工時間を有する先行技術のワイヤ電極を、十分な引張強度と良好なエロージョン特性を維持しつつ、ワイヤエロージョンの経済効率がさらに向上するように、さらに発展させることである。
【0011】
請求項1の特徴は、この目的を達成するために役立つ。ワイヤ電極の有利な実施形態は、それぞれ関連する従属請求項の主題を構成する。
【0012】
本発明に従って、放電加工による切断またはスパークエロージョン切断のためのワイヤ電極であって、50重量%超の純粋な結晶質アルミニウムおよび/または1種以上の結晶質アルミニウム合金からなるコアを有する電極が提供される。この出願の範囲において「結晶質」材料は、通常のように、単結晶材料および多結晶質材料の両方を意味する。かくして、好ましい仕方で特定の特性に影響を与えるために、コアは、純粋な結晶質アルミニウムおよび/または1種以上の結晶質アルミニウム合金を含むことに加えて、例えば、1つ以上の添加物を含むこともありうる。しかしながら、コアが、すべて、もしくは実質的にすべて純粋な結晶質アルミニウムおよび/または1種以上の結晶質アルミニウム合金からなること、すなわち、純粋な結晶質アルミニウムおよび/または1種以上の結晶質アルミニウム合金のコアが提供されることが好ましい。特に、コアは、すべてアルミニウムまたはアルミニウム合金で具現化され得るか、または作製され得る。コアは、均一なコアであるように、あるいは、例えば、異なった組成の複数の個別アルミニウムもしくはアルミニウム合金層の形態で半径方向に変化する特性を有するように、具現化することができる。
【0013】
コアを取り囲むのは、銅、亜鉛および/または銅・亜鉛合金を含む被覆またはコーティング層である。従って、被覆層は、例えば、すべて、もしくは実質的にすべて銅から、または、すべて、もしくは実質的にすべて亜鉛から、または、すべて、もしくは実質的にすべて銅・亜鉛合金からなり得る。以下に説明されるように、被覆層は、言及される材料からそれぞれ構築される複数の個別の層または副層からなることも可能である。好ましくは、被覆層は、少なくとも50重量%の銅、亜鉛および/または銅・亜鉛合金から作製され得る。可能性としては、およそ50重量%の銅とおよそ50重量%の亜鉛とを有する、あるいはおよそ50重量%の銅・亜鉛合金を有する、均一な被覆層があり得る。被覆層に好ましい材料は、真鍮、または40重量%超の亜鉛含有量を有する銅・亜鉛合金である。かかる真鍮は、脆いβ相を備え、引張強度が比較的低く、冷間成形では容易に加工されないが、それにも関わらず切断性能を有利に改善する。それ故に、かかる真鍮が被覆層の少なくとも外側領域に提供される場合には、特に好ましい。
【0014】
被覆層は、例えば、然るべきコーティング方法によって、必要であれば熱処理法と組み合わせて、コアに付けられ得るか、または、コア上に堆積させられ得る。被覆層の付着は、例えば、物理的、または電気化学的な手段によって達成される。必要であれば、ワイヤ直径を減少させるためにさらなるステップを引き続き行うことができる。さらに,初めにコア構造を有するワイヤを具現化すること、所望の被覆層の個別元素を少なくとも有するチューブ状材料片内にこのワイヤを配置すること、次に伸線デバイスによってこの組み合わせの直径を減少させること、それによってコア片上にチューブ状材料片をめっきすることが可能である。チューブ状材料片は、例えば、銅からなることができる。直径の減少に続いて、亜鉛層を初めに、例えば、電気化学的に付けることができ、最終的に熱処理を行うことができ、それを通じて拡散によって真鍮を含む被覆層が形成される。
【0015】
好ましくは、被覆層は、ワイヤ電極の外表面を構成し、(以下にさらに詳細に議論される、存在するかもしれない遷移層を除いて)コアと被覆層との間にさらなる層は提供されない。しかしながら、特定の用途では、被覆層上および/またはコアと被覆層との間に、1つ以上のさらなる層を提供するのが有利なこともありうる。
【0016】
コアを取り囲む被覆層は、(用途に依存して)閉じる仕方で具現化され得、割れ目、隙間もしくは切れ目を有することもできる、すなわち、被覆層は、コアをすべて、もしくは実質的にすべて、あるいは、部分的にだけ被覆され得る。
【0017】
ワイヤ電極の全長に沿って、ワイヤが伸びる方向に垂直な断面において、全断面積に対するコアの面積の比率は、少なくとも60%、好ましくは少なくとも65%、より好ましくは少なくとも70%、最も好ましくは少なくとも75%、好ましくは最大95%である。しかしながら、特定の用途では、この面積比率が最大90%、または最大85%である場合に、有利なこともありうる。ワイヤ電極は、円形断面を有することが好ましい。しかしながら、特定の用途に対して、例えば、矩形プロファイルのような、円形とは異なる断面形状も潜在的な利点を有することがありうる。
【0018】
このデザインのワイヤ電極では、ワイヤ電極の比重の低減、従って単位時間あたりの重量ベースのワイヤ消費の減少を通じて、方法の経済効率が、既知のワイヤよりかなり向上することがわかっている。かくして、例えば、60%の面積比率を有するアルミニウムコア、および37重量%の亜鉛(CuZn37)を有する真鍮の被覆層の場合、密度は、およそ5000kg/m3であり、従って、この組成の真鍮から作製されるベアワイヤの値に比べておよそ40%低い。
【0019】
驚くべきことに、それでもなお、効率的で迅速かつ十分に精密なエロージョンプロセスを可能にするために、好ましくは室温で少なくとも350N/mm2の十分な引張強度と、十分な熱伝導率および導電率(例えば、15m/Ωmm2超の導電率)とを達成することができる。例えば、より低い比重を有する材料を選択することの本質的に不利な点は、一般に、熱の供給は一定であり、ワイヤの直径は同じであるが、ワイヤ電極が加熱され昇温し、結果としてワイヤの引張強度が失われて、ワイヤ断裂のリスクが増加することにある。融点未満において、小さいワイヤ部分ΔlDが取り込む熱量に起因するこの部分の温度変化は、次式で与えられる:
【0020】
【数1】
ここで、ΔTDはワイヤ部分ΔlDにもたらされる温度差であり、Q’w,zuは抵抗加熱および放電熱によってワイヤ部分ΔlDに供給される熱流量であり、ρDはワイヤ電極の密度であり、ADはワイヤ電極の断面積であり、vDはワイヤの走行速度であり、cp,Dはワイヤ電極の比熱容量であり、Q’w,abは、誘電体、エロージョン領域外のワイヤ部分、ワイヤガイドおよび電源リード線を通じて環境に散逸する熱流量である。温度の増加が、一方では密度ρDおよび比熱容量cp,Dによって影響されることを、これから読み取ることができる。散逸される熱流量Q’w,abは、ワイヤの熱伝導率が増加するにつれて増加し、供給される熱流量Q’w,zuは、ワイヤの電気抵抗が増加するにつれて増加するので、温度の増加は、一方ではワイヤのこれら2つの特性値によって決定される。本発明は、低密度という熱物理的な不利点を、高比熱容量、高熱伝導率および高導電率によって補うことができるのは、軽材料のうちでまさに結晶質アルミニウムであるという認識に基づく。この利点は、結晶質アルミニウム合金にも受け継がれる。
【0021】
アルミニウムもしくはアルミニウム合金は、エロージョンプロセスに直接に関与する材料としては除去速度およびプロセス安定性が不十分なことから、被覆層が、高いプロセス安定度および切断性能の意味で良好なエロージョン特性を、本発明によるワイヤ電極に付与する機能を持つ。これらの特性は、容易に蒸発する亜鉛(純粋形態か、または合金中で結合している)によって有利に影響されるので、被覆層が、亜鉛または銅・亜鉛合金を含むか、あるいは被覆層もしくは好ましくはその外側の副層が、亜鉛もしくは銅・亜鉛合金から作製されるか、または少なくとも50重量%の亜鉛もしくは銅・亜鉛合金を含むことが好ましい。
【0022】
ワイヤの走行は、摩耗を補う役割を果たし、それ故に速度の低下は、ワイヤ破壊のリスクを高めてワークピースの精度を低下させるので、ワイヤの消耗低減による経済効率は、ワイヤの走行速度の任意の低下によって容易に低減されないことに言及する必要がある。さらに、ワイヤ直径を実質的に減少させることも可能ではない。なぜなら、伝達可能なパルスエネルギー、従って除去速度が、断面積の二次での減少に起因して、同時に劇的に減少するからである。さらには、引張強度に対する必要条件に起因して、モリブデンまたはタングステンのような高価な重金属だけが可能である。
【0023】
本発明によるワイヤ電極のさらなる利点は、ワイヤを巻き取るリールの重量が、既知のワイヤと比較して、同じ長さのワイヤでは低減されることにある。結果として、輸送中、ならびにリールをワイヤエロージョン用機械に挿入するときの取り扱いが容易になるだけでなく、動作中にリールを載せるシャフト、およびリールの回転を停止させるブレーキの寸法決めに対する必要条件もあまり厳しくなくなり、ワイヤエロージョン用機械をより低コストで製造することができる。さらに、下流でのワイヤの走行が変化する場合、軽いリールほど小さい引き戻しモーメントか、または低減されたアフターラン(after-run)を示すので、結果として、ワイヤ振動を低減でき、あるいはワイヤ断裂も防止できて、精度を向上させることができる。あるいは、同一の機械構成でコスト節約型および時間節約型の間のリール交換時間を増大できるように、より長いワイヤを有するより大きいリールを、リール重量は同じままで達成することができる。
【0024】
均一な被覆層を有するデザインに加えて、相互に重なって配置され、それぞれが少なくとも50重量%の銅、亜鉛および/または銅・亜鉛合金から作製される複数の個別層または副層を有する被覆層を提供することが有利でもあり得る。このコンテクストにおいて、副層、または部分層のそれぞれは、被覆層について一般に上記の通り指定された組成のうちの1つを有することができる。特に、副層は、1つ以上の銅層、1つ以上の亜鉛層、および/または1つ以上の銅・亜鉛合金層を備えることができる。例えば、有利なデザインにおいて、被覆層は、主として、もしくはすべて、または実質的にすべて真鍮からなる外層、およびこの外層とコアとの間の薄い銅層を備えることができる。かかるデザインは、例えば、コアに初めに銅コーティングが提供され、次にこの銅コーティングに亜鉛層が付けられて、最終的に熱処理が行われ、その過程で真鍮の外層が拡散によって形成されて、薄い銅層が元の銅コーティングの残留物としてそのまま残る、上述のように既に記載された仕方で、達成され得る。かかる銅層は、例えば、被覆層の元素の侵入に起因する脆性の増加、もしくはコアと被覆層との間の遷移層への接着性の低下のような、心配される影響を低減するか、または防止するという利点を有する。
【0025】
被覆層のさらに有利な多層デザインにおいて、γ相を含むか、もしくはγ相から形成される1つ以上の副層を、α相を含むか、もしくはα相から形成される1つ以上の副層、および/またはβ相を含むか、もしくはβ相から形成される1つ以上の副層と組み合わせることができる。例えば、欧州特許第0733431号に開示されるように、被覆層が、主に、もしくはすべて、または実質的にすべてγ相からなる亜鉛、または銅・亜鉛合金の外層、ならびに、この外層とコアとの間に配置され、主に、もしくは完全に、または実質的に完全にα相からなる銅、または銅・亜鉛合金の層を含むか、またはそれらからなるデザインを選択することができる。さらに、例えば、欧州特許第1295664号に開示されるように、被覆層が、主に、もしくはすべて、または実質的にすべてβ真鍮からなる内側の副層と、主に、もしくはすべて、または実質的にすべてγ真鍮からなる外側の副層とを含むか、またはそれらからなるデザインを選ぶことができる。さらに、被覆層の上述のデザインは、40重量%超の亜鉛含有量を有する真鍮を用いて、この真鍮が被覆層の外側の副層を構成し、40重量%未満の亜鉛含有量を有する真鍮の副層がこの外側の副層とコアとの間に配置されるような仕方で、達成され得る。
【0026】
コア用アルミニウム合金として、例えば、AlMg合金(例えば、AlMg3またはAlMg5)のような非硬化性合金と、例えば、AlMgSi合金、AlCuMg合金またはAlZnMg合金(例えば、AlCuMg1、AlCuMg2またはAlZn4.5Mg1)のような硬化性合金との両方を用いることが可能である。後者は、改善が導電率および引張強度の組み合わせにおいて達成されるという利点を提供する。好ましくは、冷間成形(展伸用合金)によく適したアルミニウム合金が選択されるべきである。コアは、これらの合金のうちの1種以上(すなわち、1種以上の硬化性合金および/または1種以上の非硬化性合金)を含むことができるか、あるいはそれらから作製することができる。再溶融の意味でのリサイクルに関しては、銅、亜鉛および/または真鍮のみを含む被覆層との組み合わせにおけるAlZnMgCu合金は、被覆層が、その後コアに進出するいかなる元素も含まないので、有利であり得る。
【0027】
ワイヤ電極の材料は、好ましくは、室温におけるワイヤ電極の引張強度が、少なくとも350N/mm2であるように選択される。アルミニウム合金を含むコアの場合には、これは、合金の然るべき選択を通じて容易く達成することができる。一方で、もし純粋なアルミニウムをコア材料として選ぶのであれば、その引張強度は、冷間成形によって硬化された状態も含めて、真鍮の引張強度より小さいことから、被覆層が、電極ワイヤの全引張強度に十分に寄与しなくてはならないことを考慮に入れる必要がある。言い換えれば、そのときにはワイヤの全引張強度が少なくとも350N/mm2であるような仕方で、全体としてコアより高い引張強度を達成するように、被覆層が構築されなくてはならない。
【0028】
好ましいデザインにおいて、遷移層は、コアと被覆層との間に配置される。この転移層は、被覆層の1つ以上の元素のみならず、コア材料の1つ以上の元素を備え、これらの元素から好ましくはなるか、あるいは実質的になる。一般に、対応する遷移層は、ワイヤ電極、特に被覆層を生成する過程で容易く発生する。かかる生成に関わる遷移層に加えて、またはその代わりに、意図的あるいは選択的に1つ以上の遷移層が生成され得る。単数または複数の遷移層は、コアと被覆層との間の十分に強い結合に役立つか、またはそれを確保する役割を果たす。
【0029】
好ましいデザインにおいて、ワイヤ電極は、少なくとも0.2mmの直径を有する。好ましい上限は、0.4mmである。ワイヤ電極に非円形断面が選ばれる場合、直径に関する指定値は、最小直径に関する。この直径範囲において、本発明による電極ワイヤの構造は、経済効率と同時に効率的なエロージョンプロセスにおいて特に著しい改良を実現することを可能にする。
【0030】
ワイヤ電極の構造は、その密度が、5000kg/m3未満であり、より好ましくは4800kg/m3未満であり、最も好ましくは4300kg/m3未満であるように選択されることが好ましい。
【0031】
図画を参照し、例となる実施形態に基づいて、本発明が以下により十分に説明される。
【図面の簡単な説明】
【0032】
【図1】図1は、本発明によるワイヤ電極の実施形態の概略的で実寸ではない断面図を示す。
【発明を実施するための形態】
【0033】
図1に断面が示されるワイヤ電極1は、ワイヤ電極1の外側を構成する被覆層3によって完全に取り囲まれるか、または包囲されたコア・ワイヤ2を有する。コア2を同様に完全に取り囲むか、または包囲する遷移層4が、被覆層3とコア2との間に配置される。既に上述されたように、被覆層3および/または遷移層4は、割れ目、隙間もしくは切れ目を有し、コアを完全には被わないようにデザインすることもできる。
【0034】
例として示される実施形態において、コア2は、均一にかつ完全に、または実質的に完全に結晶質アルミニウムもしくは結晶質アルミニウム合金からなる。被覆層3は、同じく均一な単層構造であり、好ましくは完全に、または実質的に完全に50重量%超の真鍮から作製される。説明のために、遷移層4は、大きく誇張された厚さに表現されている。実際には、全断面積に対して無視できるほどにしか寄与しない。遷移層4は、コア2に存在する少なくとも1つの元素、および被覆層3に存在する少なくとも1つの元素を含む。好ましくは、遷移層4は合金を備え、その組成は、コア2の組成と被覆層3の組成との間にある。これに関して、コア2と被覆層3との間に段階的な遷移をもたらすために、この組成を半径方向に変化させることもできる。遷移層4は、コア2と被覆層3との間の結合を改善するのに役立つ。ワイヤ電極1を製造するのに用いる方法に依存して、本質的に多かれ少なかれ広い遷移層が、例えば、拡散過程を通じて、一般に容易く形成される。全体的に見れば、隣接層間の境界面は、通常は理想的な仕方では達成されず、拡散過程に起因して不規則および/または「不明瞭」になり得ることを指摘しなくてはならない。
【0035】
遷移層4の場合と同様な仕方で、コア2の組成および/または被覆層3の組成が半径方向に変化するように、ワイヤ電極1が具現化されることも有利であり得る。これは、多層デザインを通じてのみならず、連続的な変化によっても達成され得る。
【0036】
全断面積に対するコア2の面積の比率は、少なくとも60%である。
【0037】
この実施形態の特別に好ましい例では、コア2は、純粋なアルミニウムから作製され、被覆層3は、CuZn37から作製される。遷移層4は、およそ1マイクロメートルの厚さを有し、アルミニウムと銅および/または亜鉛との合金から実質的になる。ワイヤ電極1の厚さは、0.25mmであり、断面積に対するコア2の面積の比率は、65%であり、ワイヤ電極1の引張強度は、400N/mm2である。
【0038】
図1に示される実施形態のさらに特別に好ましい例では、コア2は合金AlMg3から作製され、被覆層3はCuZn45から作製される。遷移層4は、およそ15μmの厚さを有し、アルミニウムと銅および/または亜鉛との合金から実質的になる。ワイヤ電極1の厚さは、0.3mmであり、断面積に対するコア2の面積の比率は、65%であり、ワイヤ電極1の引張強度は、400N/mm2である。
【特許請求の範囲】
【請求項1】
放電加工による切断のためのワイヤ電極であって、
50重量%超の純粋な結晶質アルミニウムおよび/または1種以上の結晶質アルミニウム合金からなるコア(2)、および
該コア(2)を取り囲み、銅、亜鉛および/または銅・亜鉛合金を含む被覆層(3)を有し、
該ワイヤ電極(1)の全長に沿って、該ワイヤ電極(1)の全断面積に対する該コア(2)の面積の比率は、60%から95%の範囲にあることを特徴とする、
ワイヤ電極。
【請求項2】
前記被覆層(3)は、少なくとも50重量%の銅、亜鉛および/または銅・亜鉛合金から作製される、請求項1に記載のワイヤ電極。
【請求項3】
前記被覆層(3)は、相互に重なって配置され、それぞれが少なくとも50重量%の銅、亜鉛、および/または銅・亜鉛合金から作製される複数の副層を有する、請求項1または2に記載のワイヤ電極。
【請求項4】
前記被覆層(3)は、少なくとも40重量%の亜鉛含有量を有する真鍮を含む、前記請求項のいずれか1項に記載のワイヤ電極。
【請求項5】
前記コア(2)は、純粋な結晶質アルミニウムおよび/または1種以上の結晶質アルミニウム合金から作製される、前記請求項のいずれか1項に記載のワイヤ電極。
【請求項6】
前記コア(2)は、非硬化性アルミニウム合金から作製される、前記請求項のいずれか1項に記載のワイヤ電極。
【請求項7】
前記コア(2)は、硬化性アルミニウム合金から作製される、請求項1〜5のいずれか1項に記載のワイヤ電極。
【請求項8】
前記硬化性アルミニウム合金は、AlMgSi合金、AlCuMg合金、AlZnMg合金またはAlZnMgCu合金である、請求項7に記載のワイヤ電極。
【請求項9】
室温における前記ワイヤ電極(1)の引張強度は、少なくも350N/mm2である、前記請求項のいずれか1項に記載のワイヤ電極。
【請求項10】
前記コア(2)の元素の1つ以上、および前記被覆層(3)の元素の1つ以上を含む1つ以上の遷移層(4)が、該コア(2)と該被覆層(3)との間に配置される、前記請求項のいずれか1項に記載のワイヤ電極。
【請求項11】
前記ワイヤ電極(1)の直径は、少なくとも0.2mmである、前記請求項のいずれか1項に記載のワイヤ電極。
【請求項12】
前記ワイヤ電極(1)の密度は、5000kg/m3未満である、前記請求項のいずれか1項に記載のワイヤ電極。
【請求項1】
放電加工による切断のためのワイヤ電極であって、
50重量%超の純粋な結晶質アルミニウムおよび/または1種以上の結晶質アルミニウム合金からなるコア(2)、および
該コア(2)を取り囲み、銅、亜鉛および/または銅・亜鉛合金を含む被覆層(3)を有し、
該ワイヤ電極(1)の全長に沿って、該ワイヤ電極(1)の全断面積に対する該コア(2)の面積の比率は、60%から95%の範囲にあることを特徴とする、
ワイヤ電極。
【請求項2】
前記被覆層(3)は、少なくとも50重量%の銅、亜鉛および/または銅・亜鉛合金から作製される、請求項1に記載のワイヤ電極。
【請求項3】
前記被覆層(3)は、相互に重なって配置され、それぞれが少なくとも50重量%の銅、亜鉛、および/または銅・亜鉛合金から作製される複数の副層を有する、請求項1または2に記載のワイヤ電極。
【請求項4】
前記被覆層(3)は、少なくとも40重量%の亜鉛含有量を有する真鍮を含む、前記請求項のいずれか1項に記載のワイヤ電極。
【請求項5】
前記コア(2)は、純粋な結晶質アルミニウムおよび/または1種以上の結晶質アルミニウム合金から作製される、前記請求項のいずれか1項に記載のワイヤ電極。
【請求項6】
前記コア(2)は、非硬化性アルミニウム合金から作製される、前記請求項のいずれか1項に記載のワイヤ電極。
【請求項7】
前記コア(2)は、硬化性アルミニウム合金から作製される、請求項1〜5のいずれか1項に記載のワイヤ電極。
【請求項8】
前記硬化性アルミニウム合金は、AlMgSi合金、AlCuMg合金、AlZnMg合金またはAlZnMgCu合金である、請求項7に記載のワイヤ電極。
【請求項9】
室温における前記ワイヤ電極(1)の引張強度は、少なくも350N/mm2である、前記請求項のいずれか1項に記載のワイヤ電極。
【請求項10】
前記コア(2)の元素の1つ以上、および前記被覆層(3)の元素の1つ以上を含む1つ以上の遷移層(4)が、該コア(2)と該被覆層(3)との間に配置される、前記請求項のいずれか1項に記載のワイヤ電極。
【請求項11】
前記ワイヤ電極(1)の直径は、少なくとも0.2mmである、前記請求項のいずれか1項に記載のワイヤ電極。
【請求項12】
前記ワイヤ電極(1)の密度は、5000kg/m3未満である、前記請求項のいずれか1項に記載のワイヤ電極。
【図1】

【公表番号】特表2012−504502(P2012−504502A)
【公表日】平成24年2月23日(2012.2.23)
【国際特許分類】
【出願番号】特願2011−529459(P2011−529459)
【出願日】平成21年8月25日(2009.8.25)
【国際出願番号】PCT/EP2009/006148
【国際公開番号】WO2010/037451
【国際公開日】平成22年4月8日(2010.4.8)
【出願人】(511082159)ベルケンホフ ゲーエムベーハー (2)
【Fターム(参考)】
【公表日】平成24年2月23日(2012.2.23)
【国際特許分類】
【出願日】平成21年8月25日(2009.8.25)
【国際出願番号】PCT/EP2009/006148
【国際公開番号】WO2010/037451
【国際公開日】平成22年4月8日(2010.4.8)
【出願人】(511082159)ベルケンホフ ゲーエムベーハー (2)
【Fターム(参考)】
[ Back to top ]